A Sustainable Process for the Recovery of Anode and Cathode Materials Derived from Spent Lithium-Ion Batteries
by
Guangwen Zhang
1, 
Zhongxing Du
1,
Yaqun He
1,2,*,
Haifeng Wang
1,
Weining Xie
2,3 and
Tao Zhang
4 1
School of Chemical Engineering and Technology, China University of Mining and Technology, No.1 Daxue Road, Xuzhou 221116, China
2
Advanced Analysis and Computation Center, China University of Mining and Technology, No.1 Daxue Road, Xuzhou 221116, China
3
Jiangsu Huahong Technology Stock Limited Company, Wuxi 214400, China
4
Research Institute of Tsinghua University in Shenzhen, Shenzhen 518057, China
*
Author to whom correspondence should be addressed.
Sustainability 2019, 11(8), 2363; https://doi.org/10.3390/su11082363
Submission received: 15 March 2019
/
Revised: 2 April 2019
/
Accepted: 15 April 2019
/
Published: 20 April 2019
(This article belongs to the Special Issue Multifunctional Binders for Sustainable Li-ion Batteries)
Abstract
:The recovery of cathode and anode materials plays an important role in the recycling process of spent lithium-ion batteries (LIBs). Organic binders reduce the liberation efficiency and flotation efficiency of electrode materials derived from spent LIBs. In this study, pyrolysis technology is used to improve the recovery of cathode and anode materials from spent LIBs by removing organic binders. Pyrolysis characteristics of organics in electrode materials are investigated, and on this basis, the effects of pyrolysis parameters on the liberation efficiency of electrode materials are studied. Afterwards, flotation technology is used to separate cathode material from anode material. The results indicate that the optimum liberation efficiency of electrode materials is obtained at a pyrolysis temperature of 500 °C, a pyrolysis time of 15 min and a pyrolysis heating rate of 10 °C/min. At this time, the liberation efficiency of cathode materials is 98.23% and the liberation efficiency of anode materials is 98.89%. Phase characteristics of electrode materials cannot be changed under these pyrolysis conditions. Ultrasonic cleaning was used to remove pyrolytic residues to further improve the flotation efficiency of electrode materials. The cathode material grade was up to 93.89% with a recovery of 96.88% in the flotation process.
Keywords:
electrode materials; spent lithium-ion battery; pyrolysis; liberation; flotation; recovery1. Introduction
Lithium-ion batteries (LIBs) are widely used as an energy-storage component in various electrical and electronic products, including mobile phones, cameras, laptop computers, and new-energy vehicles, due to their excellent characteristics, such as high energy density, safe handling, and low self-discharge [1,2]. The demand for LIBs is presenting a rapid growth trend [3]; meanwhile, the growth rate is increasing gradually, which means that large amounts of spent LIBs need to be treated because of their limited lifetime [4]. Spent LIBs mainly comprise a metallic shell, membrane separator, cathode materials (LiCoO2, LiMn2O4, LiFePO4, as well as other lithium metal oxides), aluminum foil, anode materials (graphite), copper foil, and organic electrolytes [5]. The abundant components of spent LIBs indicate that the recycling of valuable metals from spent LIBs is a significant process.
From the viewpoint of environmental protection and resource recovery, the recycling of spent LIBs has attracted more and more attention, and some sophisticated processes including hydrometallurgy, pyrometallurgy, and bio-metallurgy have been proposed [6,7,8]. It is worth noting that current metallurgy technologies always focus on the recovery of high economic value metals derived from cathode materials, especially Co, Li, Mn, and Ni [9]. Therefore, how to obtain pure cathode materials is the core process that connects the pretreatment process with metallurgy. Manual dismantling is extensively used to obtain cathode materials for the metallurgy process. Each component is obtained using the dismantling process and then cathode is selected as a research target. N-methyl-2-pyrrolidone or other chemical solutions are usually used to remove the organic binder, and then cathode materials are liberated from the aluminum foils [10,11]. By sieving, pure cathode materials are used in subsequent metallurgy processes. However, manual dismantling is harmful to people’s health and limits the industrial recovery efficiency of spent LIBs. At the same time, using a chemical solution to remove the organic binder has some problems, including low liberation efficiency and secondary pollution.
In recent years, with the production increase of spent LIBs, mechanical-physical methods have been applied in the pretreatment process for spent LIBs. Multistage crushing can liberate electrode particles from foils, while screening processes are utilized to achieve the separation of electrode materials and foils [12,13,14]. Flotation technology is then utilized to realize the separation of cathode and anode materials due to their obvious hydrophilic/hydrophobic differences [15,16,17]. This flowchart is significant for large scale industrial application and the preparation of pure cathode materials for the metallurgy process. Two main problems need to be solved in this process: (a) Electrode particles are attached to foils by organic binder and they are difficult to liberate under only the action of mechanical crushing force, which results in some electrode materials remaining on the foils and decreases the recovery efficiency; (b) electrode materials from this flowchart are still enveloped by electrolyte and organic binder, which will decrease their flotation efficiency because the hydrophilic/hydrophobic differences between cathode materials and anode materials are decreased. Therefore, the removal of organic binder and electrolyte is an essential process in order to obtain high purity cathode materials [18,19]. Some chemical agents, including N-methyl-2-pyrrolidone, dimethylformamide, dimethyl acetamide, and dimethyl sulfoxide, have been utilized to dissolve the organic binder [20,21]. However, chemical dissolution methods characterized by high cost, low efficiency, and potential pollution limit its wide application. A Fenton high-order oxidation process has been used to remove organic binder and residual electrolytes to improve the flotation efficiency of electrode materials. However, Fe2+ was introduced into this reaction, and the Fe element remained on the surface of the electrode material, complicating the subsequent metallurgical process [15,22]. Yu et al. adopted a grinding process to improve the flotation efficiency of electrode materials. Although grinding can improve the flotation efficiency, the organic binders and electrolytes still remain on the particles, resulting in a low cathode material recovery [23]. A roasting method can remove the organic binder and electrolytes adequately [24], but the serious secondary pollution limits its application. Pyrolysis is an effective method that can not only remove organics from electrode materials but also reduce the environmental pollution.
A sustainable process for the recovery of cathode and anode materials derived from spent lithium-ion batteries is proposed in this study. The main purpose of this research work is to obtain high purity cathode material to lay the foundation for metallurgy. This research focuses on the following aspects: (a) The pyrolysis characteristics of cathode and anode materials; (b) the facilitation effect of pyrolysis on the liberation of electrode materials; (c) the effects of pyrolysis on the phase properties of electrode materials; and (d) the enhancement of electrode materials’ flotation behavior by pyrolysis.
2. Experimental Section
2.1. Experimental Methods
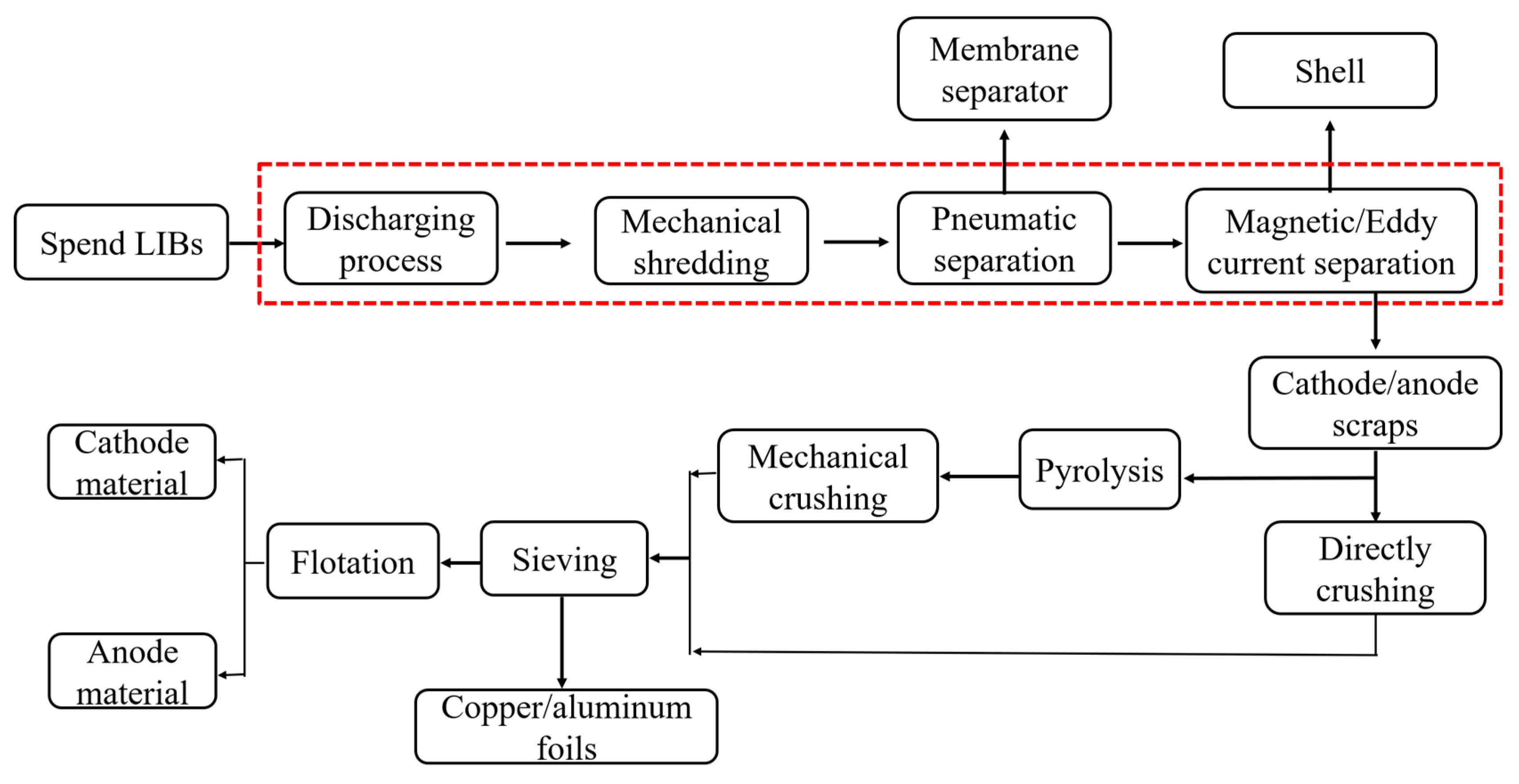
Spent LIBs derived from waste mobile phones were collected, comprising various types of batteries. The main cathode material was LiCoO2, but there was a small amount of Mn and Ni elements in the cathode material [15]. The anode material was graphite. In this study, the spent LIBs were treated following the flowchart shown in Figure 1. They were firstly discharged with 5 wt% NaCl solution for 48 h and then naturally air-dried. The discharged spent LIBs were firstly cut up by a shredder. As a result, the metallic shells were shredded while the membrane separator, electrode sheets, and other components were liberated from each other. After this shredding process, the metallic shell, membrane separator, and electrode sheets presented flake shapes, and pneumatic separation was then used to remove the membrane separator and other plastics. Magnetic (for steel shell) or eddy current (for aluminum shell) separations were applied to remove metallic shells. The mixture of cathode and anode scraps were obtained after the pretreatment. Part of the cathode and anode scraps was directly crushed and sieved. Other electrode mixtures were treated using pyrolysis combined with a mechanical-physical process. Afterwards, a flotation process was used to achieve the separation of the cathode and anode materials. The effects of pyrolysis on the liberation efficiency and flotation efficiency of electrode materials were then investigated.
2.2. Pyrolysis Experiment
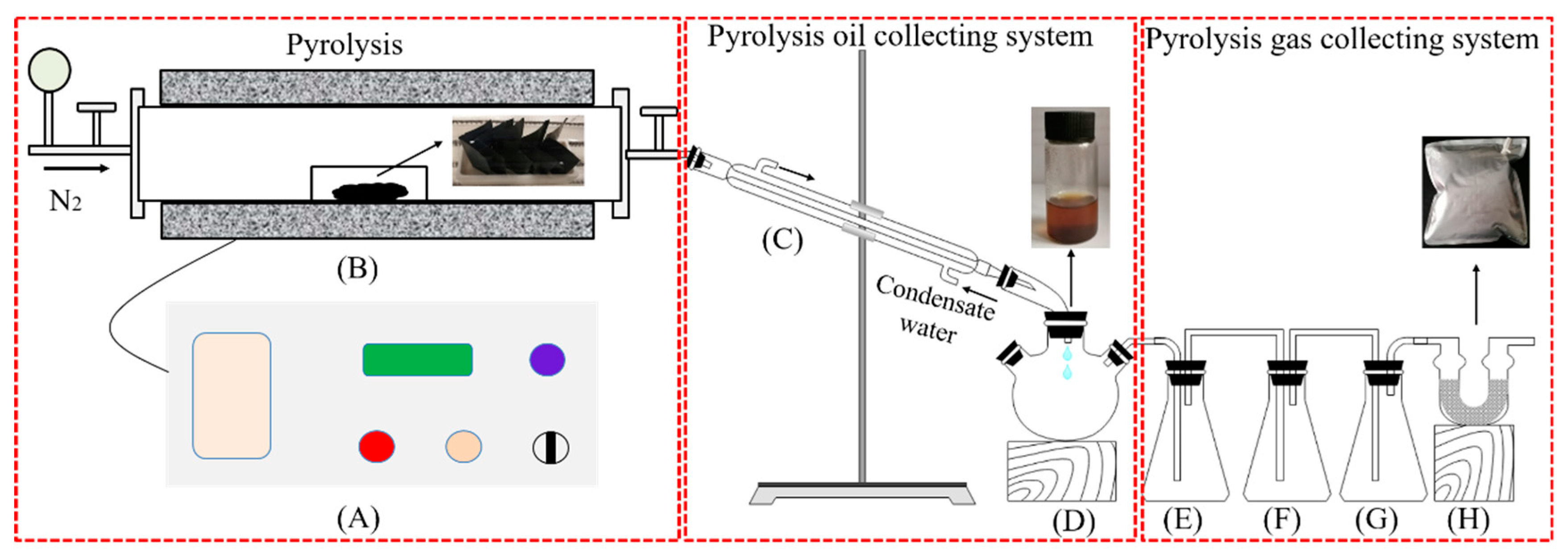
A portion of the cathode and anode scraps were hand-sorted to analyze their pyrolysis characteristics. Pyrolysis experiments of cathode and anode mixtures were conducted in a controlled-atmosphere tube furnace (MXG1200-80, Shanghai Micro-X furnace Co., Ltd., Shanghai, China), using the pyrolysis system shown in Figure 2. The mixed cathode and anode scraps were placed into the tube furnace. Afterwards, the corun-dum tube was filled with nitrogen, with the nitrogen flow remaining at 100 mL/min to carry pyrolysis products away. Pyrolysis parameters were set using a temperature control system. Pyrolysis products from the organics in electrode materials were taken out of the tube by nitrogen flow, and pyrolysis oils were then collected by condensation, while organic gas was collected and treated by a gas collector system. Deionized water and an NaOH solution were used to remove the acidic gas.
2.3. Flotation Experiment
Flotation technology was used to separate cathode material from anode material, because cathode material is hydrophilic, while anode material is hydrophobic. After flotation, anode material will attach to bubbles and be collected in the froth product. Flotation experiments were conducted on electrode materials before and after pyrolysis. Before the flotation experiments, the pyrolytic electrode materials were ultrasonically-cleaned to remove the pyrolysis residues. Flotation experiments were conducted using an XFD-63 flotation machine (Jianfeng Mining Machinery Manufacturing co. LTD, Nanchang, China) at room temperature with an impeller speed of 1800 rpm, an aeration quantity of 2.0 L/min, and a pulp density of 40 g/L. A dilute pulp concentration was used in this study because of the fine size of the electrode materials. n-Dodecane was used as a collector with a dosage of 300 g/t, while methyl isobutyl carbinol (MIBC) was used as frother with a dosage of 150 g/t. Cathode material concentrate and anode material concentrate were obtained by filtration and drying. Afterwards, cathode material grade in flotation products was tested by ICP.
2.4. Analytical Methods
The pyrolysis characteristics of cathode and anode materials were analyzed by a Thermogravimetric Analyzer (TGA) (NETZSCH, STA 449-F5, Selb, Germany, testing condition: temperature rose from 20 to 700 °C with a heating rate of 10 °C/min; N2 was used as a shielding gas with an airflow velocity of 20 mL/min). An Electro-probe microanalyzer (EPMA) (EPMA-8050G, Kyoto, Japan) was used to investigate the pyrolysis-enhanced liberation mechanism of electrode materials. Surface chemical states of electrode materials were analyzed using an X-ray photoelectron spectroscopy (XPS), (ESCALAB 250Xi, Thermo Fisher Scientific Inc., Waltham, MA, USA). A scanning electron microscope (SEM), (FEI quanta 250, Hillsboro, Oregon, USA) was used to determine the morphology of the electrode material particles before and after pyrolysis. The cathode material grades in flotation products were analyzed by inductively coupled plasma-mass spectrometry (ICP-MS) (NWR 213-7900 ICP-MS, Palo Alto, California, USA). X-ray powder diffractometry (XRD) (Bruker D8 advance, Bremen, Germany, database: Inorganic Crystal Structural Database and Powder Diffraction File) was used to analyze the effects of pyrolysis on the mineral phases.
3. Results and Discussion
3.1. TG Analysis of Cathode and Anode Materials
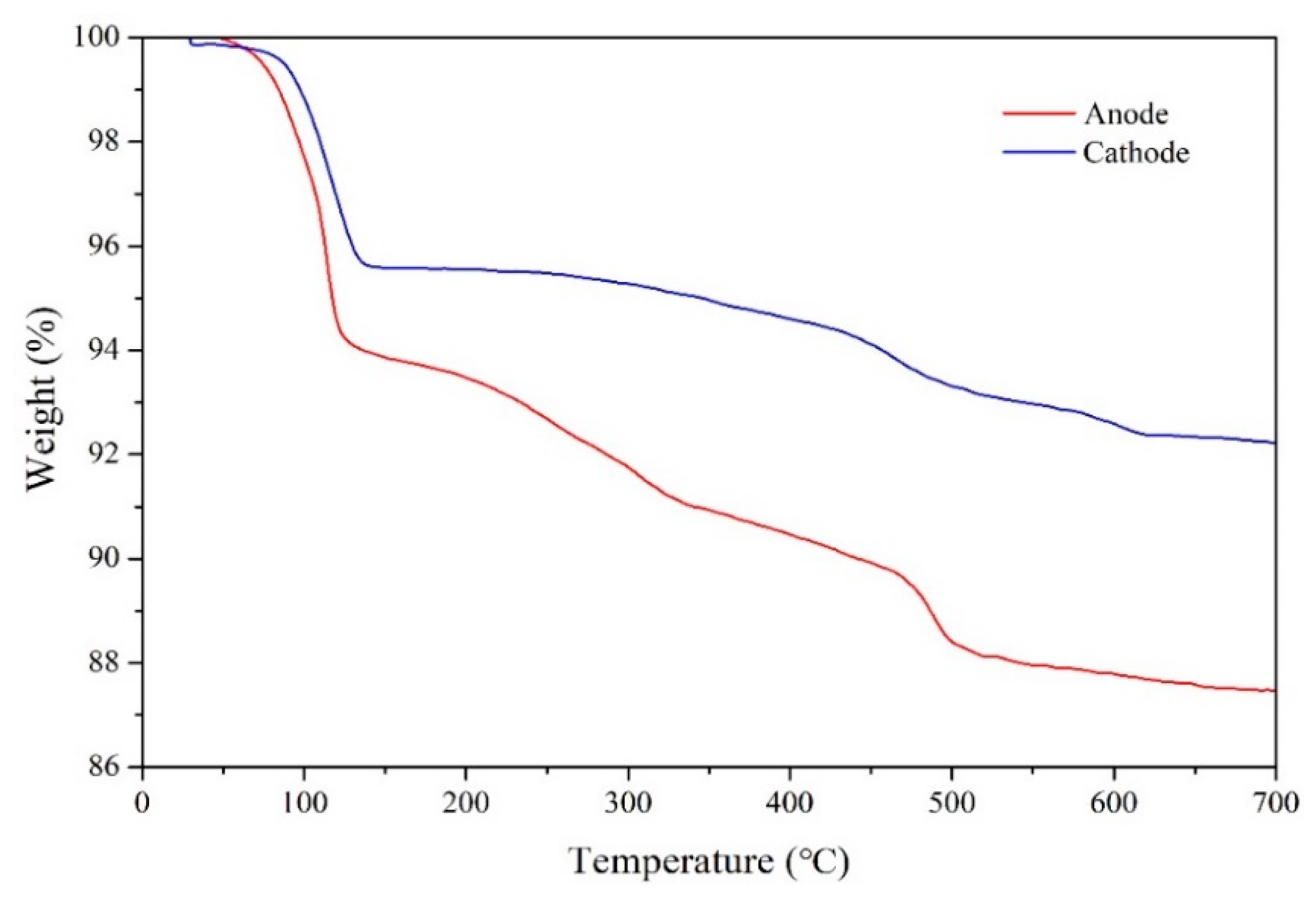
TG analysis played an important role in guiding the selection of the pyrolysis parameters. Cathode and anode materials were obtained by manual processing. Afterwards, TG analyses of cathode and anode materials were conducted respectively, with the results shown in Figure 3. The first main weight-loss stage appeared at about 100 °C, while the second main weight-loss stage presented at about 500 °C. The evaporation of electrolyte caused the first weight-loss stage. The second weight-loss was from the decomposition of organic binders that are wrapped on the surface of electrode materials. On the basis of the TG analysis, cathode and anode materials have similar pyrolysis characteristics, and the mixed pyrolysis of cathode and anode materials is feasible.
3.2. Crushing Characteristics of Electrode Scraps Derived from Spent LIBs
Cathode and anode scraps were manually sorted and then crushed using an impact crusher. A sieving process was conducted to obtain five different sized fractions, and afterwards, ICP was used to analyze the element distributions in each fraction size, the results being given in Table 1. Co, Ni, Mn, and Li, derived from cathode materials, and C, derived from anode materials, were mainly concentrated in the −0.2 mm size fraction, while Al and Cu foils were mainly concentrated in the +1.4 mm size fraction, which demonstrates that electrode scraps have selective crushing properties. However, some elements from electrode materials were distributed in +1.4 mm and −0.5 + 0.2 mm size fractions, which indicates that some electrode materials still attach to foils under the action of organic binders. It is also worth noting that some electrode materials that were liberated from foils were hard to separate from foils using the sieving process, because they still attached to each other under the action of organic binders. Based on this element distribution analysis, the removal of organic binders is a necessary process to improve the recycling efficiency of electrode materials.
3.3. Facilitation Effect of Pyrolysis on the Liberation of Electrode Materials
Cathode materials were adopted to analyze the facilitation effect of pyrolysis on the liberation of electrode materials. Before and after pyrolysis, electrode materials were first embedded in self-curing resin. After polishing, a smooth section of electrode materials was exposed. The EPMA images are shown in Figure 4. As we can see from Figure 4a–c, the electrode particles were tightly adhered to each other by the organic binder. The gaps between electrode materials were filled with organic binders. Electrode materials are hard to liberate using only mechanical crushing. Figure 4d shows that organic binders were decomposed after pyrolysis treatment. Pyrolysis residues are porous and easy crush by mechanical crushing, which can improve the liberation efficiency of electrode materials.
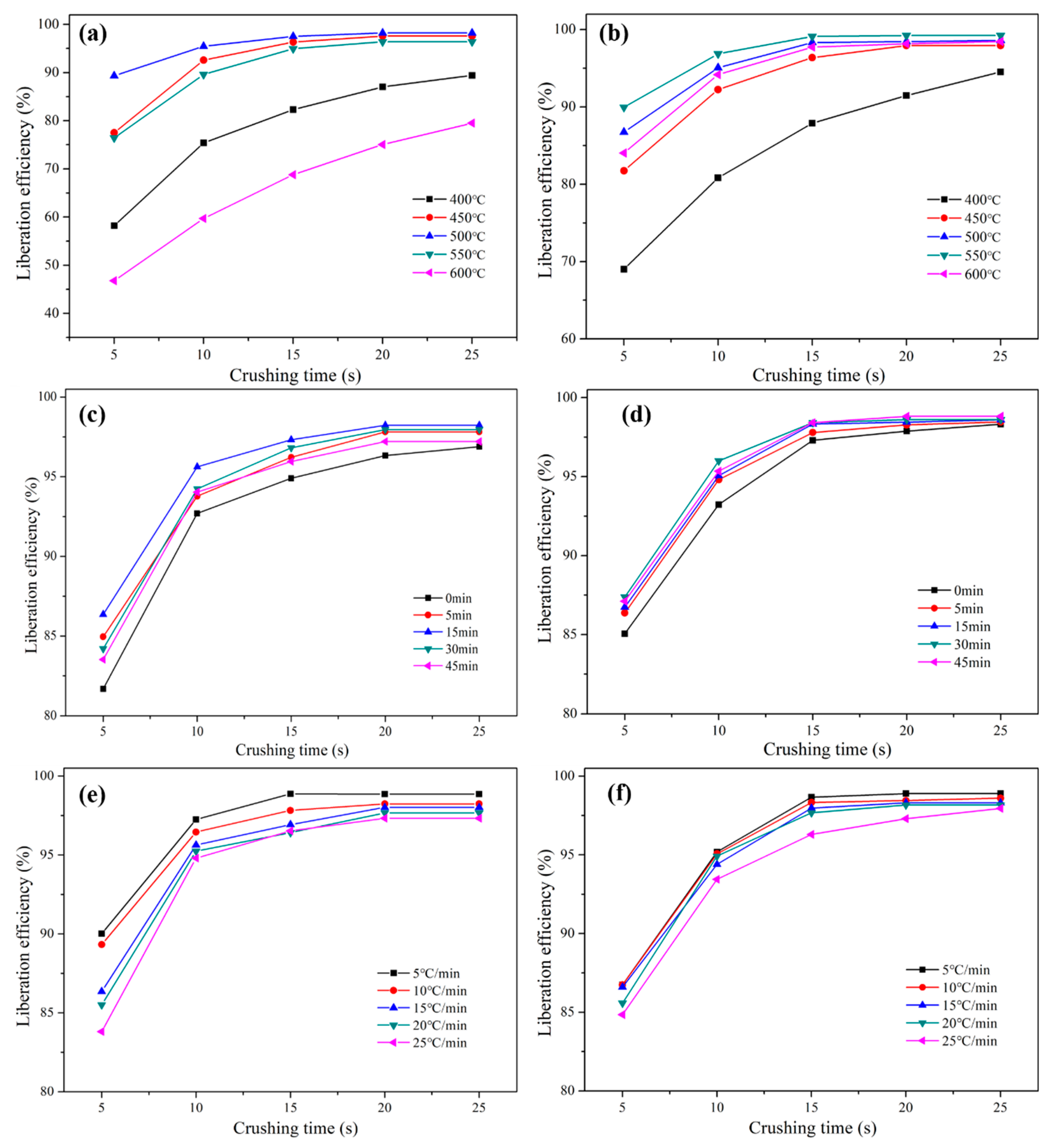
A pyrolysis treatment combined with mechanical crushing was applied to achieve the liberation between electrode materials and foils. After crushing, a sieving process was used to obtain electrode materials with a size of −0.2 mm. The effects of the pyrolysis parameters on the liberation efficiency of the cathode and anode materials were investigated. The crushing parameters remained unchanged in every crushing experiment. The liberation efficiencies of the cathode and anode materials with different pyrolysis parameters are given in Figure 5.
The pyrolysis temperature played the most important role in the liberation process of the electrode materials. The effect of the pyrolysis temperature on the liberation efficiency of the electrode materials was evaluated at a pyrolysis time of 15 min and a pyrolysis heating rate of 10 °C/min. As the pyrolysis temperature rose, the liberation efficiency first increased and then decreased. The optimum pyrolysis temperature of the cathode material was 500 °C and 550 °C for the anode material. However, the pyrolysis temperature had little effect on the liberation of the anode material at 450 °C. Under the higher pyrolysis temperature, the liberation of cathode material declined sharply because of the sintering of organic binders. Differences in organic binders resulted in differing liberation efficiencies between the cathode material and the anode material. The optimum pyrolysis temperature of the mixed electrode materials was intended to be 500 °C.
The effect of the pyrolysis time on the liberation efficiency of electrode materials was investigated at a pyrolysis temperature of 500 °C with a pyrolysis heating rate of 10 °C/min. The liberation efficiency of cathode materials changed significantly as the pyrolysis heating rate changed. The optimum pyrolysis time of cathode materials was 15 min. At the same time, the pyrolysis time had little effect on the liberation of anode materials. The longer pyrolysis time aggravated the sintering phenomenon of the organic binder, decreasing the liberation efficiency of the electrode materials. The optimum pyrolysis time of the mixed electrode materials was 15 min.
Pyrolysis-crushing experiments were conducted to evaluate the effect of the pyrolysis heating rate on the liberation efficiency of electrode materials at a pyrolysis temperature of 500 °C and a pyrolysis time of 15 min. The liberation efficiency of electrode materials decreased as the pyrolysis heating rate rose. The fast heating rate resulted in the inadequate decomposition of the organic binder, and then decreased the liberation efficiency. The effect of the pyrolysis heating rate on the liberation efficiency of electrode materials was not obvious. There was no obvious change in the liberation efficiency of electrode materials when the pyrolysis heating rate improved from 5 °C/min to 10 °C/min, but the time was saved by half. From the viewpoint of energy saving, the optimum pyrolysis heating rate was set at 10 °C/min.
The optimum pyrolysis parameters for the liberation of electrode materials were determined to be a pyrolysis temperature of 500 °C, a pyrolysis time of 15 min, and a pyrolysis heating rate of 10 °C/min. Electrode scraps were pyrolysis-treated at the optimum parameters and were mechanically crushed. At this time, the liberation efficiency of cathode materials was 98.23% and the liberation efficiency of anode materials was 98.89%. Afterwards, the element distribution of different sized fractions of crushing products of the pyrolytic electrode scraps was analyzed, and the results are shown in Table 2. From the results, we can see that the contents of Co, Ni, Mn, Li, and C in coarse fractions decreased after pyrolysis treatment, which indicates that the electrode materials had been adequately liberated from the foils and that the liberation between electrode materials was more adequate.
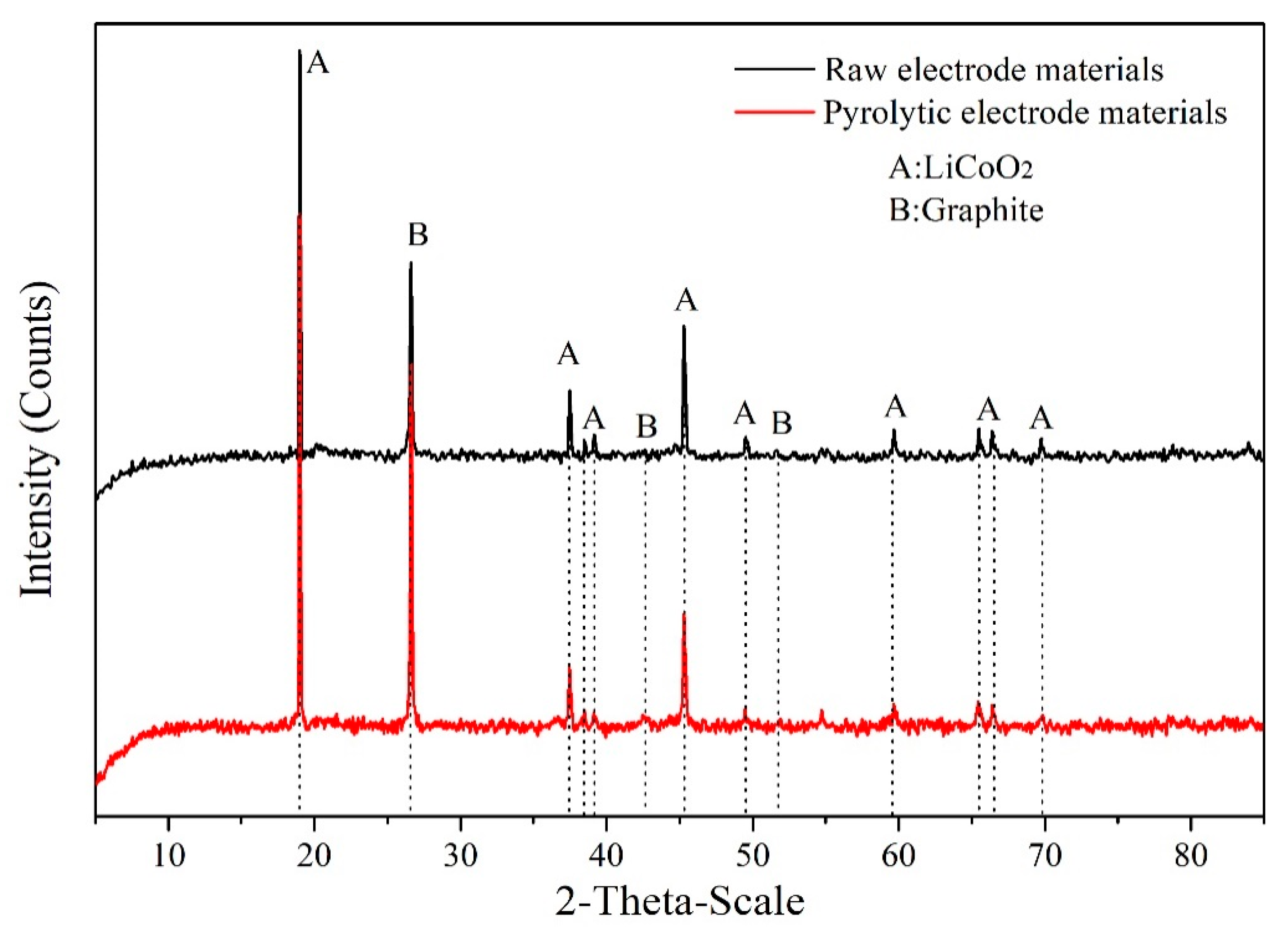
3.4. Effects of Pyrolysis on the Phase Properties of Electrode Materials
XRD was used to evaluate the effects of pyrolysis on the phase properties of electrode materials. Before and after pyrolysis at 500 °C, electrode materials were tested by XRD, and their results are shown in Figure 6. The raw electrode material phase indicated that the cathode material was LiCoO2, and the anode material was graphite. After pyrolysis treatment at 500 °C, no new material peaks were detected by XRD in electrode materials, which indicated that phase properties of electrode materials were not changed at the pyrolysis temperature of 500 °C. The XRD results demonstrate that 500 °C is an optimum pyrolysis temperature and it not only can achieve adequate liberation of electrode materials, but also does not change their phase properties.
3.5. Enhancement Flotation Behavior of Electrode Materials by Pyrolysis
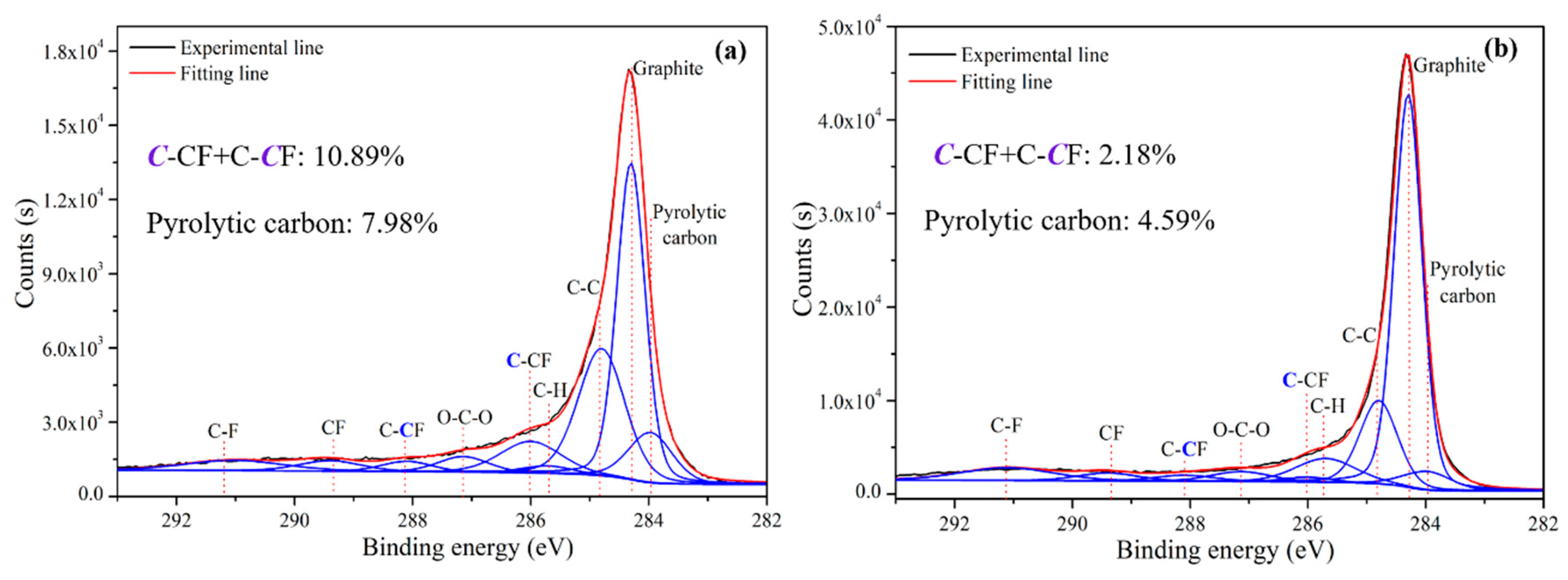
XPS was used to analyze the surface properties of the pyrolytic electrode materials, and the results are given in Figure 7a and Table 3. C–CF and C–CF groups that were from the pyrolysis products (fluorobenzene) were detected on the surface of the pyrolytic electrode materials, and the contents of C–CF and C–CF groups were 10.89%. In addition, pyrolytic carbon was also detected on the surface of the pyrolytic electrode materials, the relative content of pyrolytic carbon was 7.98%. The pyrolysis residues were hydrophobic, making some cathode materials easily attach to bubbles and collect in the froth product, which reduced its flotation efficiency.
In order to improve the separation efficiency of cathode and anode material, ultrasonic cleaning was used to remove the pyrolysis residues. Figure 7b and Table 3 show the XPS analysis of pyrolytic electrode materials after ultrasonic cleaning. The contents of C–CF and C–CF groups decreased to 2.18%, while the content of pyrolytic carbon decreased to 4.59%. After ultrasonic cleaning, some hydrophobic pyrolysis residues were removed. The hydrophily of cathode material improved, enhancing the flotation behavior of cathode and anode materials.
Flotation technology was used to separate anode material from cathode material and the results were shown in Table 4. The cathode material grade in the cathode material concentrate was increased to 93.89%, while it was only 2.09% in anode material concentrate. The cathode material recovery increased to 96.88%, which indicates a better flotation efficiency was obtained than in the previous study [23]. Therefore, high separation efficiency is beneficial for the subsequent purification.
In this recycling process, organics in electrode materials were removed using pyrolysis technology. At the same time, the pyrolysis products were collected to reduce the environmental pollution of the process. After pyrolysis, the liberation efficiency and flotation efficiency of electrode materials were improved, which is advantageous to the subsequent treating process. This research may provide an alternative flowchart for recycling spent LIBs.
4. Conclusions
Pyrolysis technology was used to improve the recovery of cathode and anode materials from spent LIBs. Pyrolysis can remove organic binders that are wrapped on the surface of electrode materials, improving their liberation efficiency and flotation efficiency. The optimum pyrolysis parameters for the liberation of electrode materials were determined to be a pyrolysis temperature of 500 °C, a pyrolysis time of 15 min, and a pyrolysis heating rate of 10 °C/min. At this time, the liberation efficiency of cathode materials was 98.23% and the liberation efficiency of anode materials was 98.89%. Pyrolysis residues were further removed using ultrasonic cleaning. After this treatment, the flotation efficiency of electrode materials was clearly improved. The cathode material grade increased to 93.89% with a recovery of 96.88%. This research work provides an alternative method for recycling cathode and anode materials from spent LIBs.
Author Contributions
In this research, G.Z. is responsible for data processing and paper writing while Y.H. is in charge of directing the whole research work. Z.D. and T.Z. are in charge of carrying out the experiments. H.W. and W.X. are responsible for test analysis.
Funding
This research was funded by the National Natural Science Foundation of China (No. 51574234 and No. 51674257), the National College Students’ innovative and entrepreneurial training program (No.201710290029) and Jiangsu Planned Projects for Postdoctoral Research Funds (1701038C). Guangwen Zhang also appreciates the support of Shanghai Tongji Gao Tingyao Environmental Science and Technology Development Foundation.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zeng, X.; Li, J.; Liu, L. Solving spent lithium-ion battery problems in China: Opportunities and challenges. Renew. Sustain. Energy Rev. 2015, 52, 1759–1767. [Google Scholar] [CrossRef]
- Bertuol, D.A.; Toniasso, C.; Jimenez, B.M.; Meili, L.; Dotto, G.L.; Tanabe, E.H.; Aguiar, M.L. Application of spouted bed elutriation in the recycling of lithium ion batteries. J. Power Sources 2015, 275, 627–632. [Google Scholar] [CrossRef] [Green Version]
- Mo, J.; Jeon, W. The impact of electric vehicle demand and battery recycling on price dynamics of lithium-ion battery cathode materials: A vector error correction model (VECM) analysis. Sustainability 2018, 10, 2870. [Google Scholar] [CrossRef]
- Huang, M.; Li, J. The shortest path problems in battery-electric vehicle dispatching with battery renewal. Sustainability 2016, 8, 607. [Google Scholar] [CrossRef]
- Xiao, J.; Li, J.; Xu, Z. Recycling metals from lithium ion battery by mechanical separation and vacuum metallurgy. J. Hazard. Mater. 2017, 338, 124–131. [Google Scholar] [CrossRef]
- Porvali, A.; Aaltonen, M.; Ojanen, S.; Velazquez-Martinez, O.; Eronen, E.; Liu, F.; Wilson, B.P.; Serna-Guerrero, R.; Lundström, M. Mechanical and hydrometallurgical processes in HCl media for the recycling of valuable metals from Li-ion battery waste. Resour. Conserv. Recycl. 2019, 142, 257–266. [Google Scholar] [CrossRef]
- Li, J.; Wang, G.; Xu, Z. Environmentally-friendly oxygen-free roasting/wet magnetic separation technology for in situ recycling cobalt, lithium carbonate and graphite from spent LiCoO2 /graphite lithium batteries. J. Hazard. Mater. 2016, 302, 97–104. [Google Scholar] [CrossRef]
- Horeh, N.B.; Mousavi, S.M.; Shojaosadati, S.A. Bioleaching of valuable metals from spent lithium-ion mobile phone batteries using Aspergillus Niger. J. Power Sources 2016, 320, 257–266. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J.; Singh, N. Recycling of spent lithium-ion battery: A critical review. Crit. Rev. Environ. Sci. Technol. 2014, 44, 1129–1165. [Google Scholar] [CrossRef]
- Nayaka, G.P.; Pai, K.V.; Santhosh, G.; Manjanna, J. Dissolution of cathode active material of spent Li-ion batteries using tartaric acid and ascorbic acid mixture to recover Co. Hydrometallurgy 2016, 161, 54–57. [Google Scholar] [CrossRef]
- Xin, Y.; Guo, X.; Chen, S.; Wang, J.; Wu, F.; Xin, B. Bioleaching of valuable metals Li, Co, Ni and Mn from spent electric vehicle Li-ion batteries for the purpose of recovery. J. Clean. Prod. 2016, 116, 249–258. [Google Scholar] [CrossRef]
- Ku, H.; Jung, Y.; Jo, M.; Park, S.; Kim, S.; Yang, D.; Rhee, K.; An, E.; Sohn, J.; Kwon, K. Recycling of spent lithium-ion battery cathode materials by ammoniacal leaching. J. Hazard. Mater. 2016, 313, 138–146. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Ge, L.; Fu, R.; Zhang, X.; Huang, Y. Characteristics of wet and dry crushing methods in the recycling process of spent lithium-ion batteries. J. Power Sources 2013, 240, 766–771. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Wang, F.; Ge, L.; Zhu, X.; Li, H. Chemical and process mineralogical characterizations of spent lithium-ion batteries: An approach by multi-analytical techniques. Waste Manag. 2014, 34, 1051–1058. [Google Scholar] [CrossRef] [PubMed]
- Yu, J.; He, Y.; Li, H.; Xie, W.; Zhang, T. Effect of the secondary product of semi-solid phase Fenton on the flotability of electrode material from spent lithium-ion battery. Powder Technol. 2017, 315, 139–146. [Google Scholar] [CrossRef]
- Zhu, X.; Nie, C.; Zhang, H.; Lyu, X.; Qiu, J.; Li, L. Recovery of metals in waste printed circuit boards by flotation technology with soap collector prepared by waste oil through saponification. Waste Mang. 2019, 89, 21–26. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Wang, F.; Li, H.; Duan, C.; Wu, C. Surface analysis of cobalt-enriched crushed products of spent lithium-ion batteries by X-ray photoelectron spectroscopy. Sep. Purif. Technol. 2014, 138, 21–27. [Google Scholar] [CrossRef]
- Zhang, G.; He, Y.; Feng, Y.; Wang, H.; Zhang, T.; Xie, W.; Zhu, X. Enhancement in liberation of electrode materials derived from spent lithium-ion battery by pyrolysis. J. Clean. Prod. 2018, 199, 62–68. [Google Scholar] [CrossRef]
- Zhang, G.; He, Y.; Feng, Y.; Wang, H.; Zhu, X. Pyrolysis-ultrasonic-assisted flotation technology for recovering graphite and LiCoO2 from spent Lithium-ion battery. ACS Sustain. Chem. Eng. 2018, 6, 10896–10904. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, C.; Zhang, F. Recycling of spent lithium-ion battery with polyvinyl chloride by mechanochemical process. Waste Manag. 2017, 67, 232–239. [Google Scholar] [CrossRef] [PubMed]
- Song, X.; Hu, T.; Liang, C.; Long, H.L.; Zhou, L. Direct regeneration of cathode materials from spent lithium iron phosphate batteries using a solid phase sintering method. RSC Adv. 2017, 7, 4783–4790. [Google Scholar] [CrossRef] [Green Version]
- He, Y.; Zhang, T.; Wang, F.; Zhang, G.; Zhang, W.; Wang, J. Recovery of LiCoO2 and graphite from spent lithium-ion batteries by Fenton reagent-assisted flotation. J. Clean. Prod. 2018, 143, 319–325. [Google Scholar] [CrossRef]
- Yu, J.; He, Y.; Ge, Z.; Li, H.; Xie, W.; Wang, S. A promising physical method for recovery of LiCoO2 and graphite from spent lithium-ion batteries: Grinding flotation. Sep. Purif. Technol. 2018, 190, 45–52. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, T.; He, Y.; Zhao, Y.; Wang, S.; Zhang, G.; Zhang, Y.; Feng, Y. Recovery of valuable materials from spent lithium-ion batteries by mechanical separation and thermal treatment. J. Clean. Prod. 2018, 185, 646–652. [Google Scholar] [CrossRef]
Figure 1.
Experimental flowchart of this study.

Figure 2.
Schematic diagram of the laboratory pyrolysis device: (A) temperature control system, (B) tubular furnace, (C) condenser pipe, (D) condensation products collector, (E) deionized water 1, (F) deionized water 2, (G) NaOH solution, (H) tailing gas drying device.
Figure 2.
Schematic diagram of the laboratory pyrolysis device: (A) temperature control system, (B) tubular furnace, (C) condenser pipe, (D) condensation products collector, (E) deionized water 1, (F) deionized water 2, (G) NaOH solution, (H) tailing gas drying device.

Figure 3.
TG curves of cathode and anode materials derived from spent LIBs.

Figure 4.
EPMA analysis of cathode materials: (a–c) before pyrolysis, (d) after pyrolysis.

Figure 5.
Effects of pyrolysis parameters on the liberation efficiency of electrode materials: (a) effect of pyrolysis temperature on the liberation of cathode materials; (b) effect of pyrolysis temperature on the liberation of anode materials; (c) effect of pyrolysis time on the liberation of cathode materials; (d) effect of pyrolysis time on the liberation of anode materials; (e) effect of pyrolysis heating rate on the liberation of cathode materials; (f) effect of pyrolysis heating rate on the liberation of anode materials.
Figure 5.
Effects of pyrolysis parameters on the liberation efficiency of electrode materials: (a) effect of pyrolysis temperature on the liberation of cathode materials; (b) effect of pyrolysis temperature on the liberation of anode materials; (c) effect of pyrolysis time on the liberation of cathode materials; (d) effect of pyrolysis time on the liberation of anode materials; (e) effect of pyrolysis heating rate on the liberation of cathode materials; (f) effect of pyrolysis heating rate on the liberation of anode materials.

Figure 6.
XRD results of electrode materials before and after pyrolysis treatment.

Figure 7.
C 1s XPS spectrums of electrode materials before and after pyrolysis: (a) before ultrasonic cleaning, (b) after ultrasonic cleaning.
Figure 7.
C 1s XPS spectrums of electrode materials before and after pyrolysis: (a) before ultrasonic cleaning, (b) after ultrasonic cleaning.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Element distribution in different sized fractions of crushing products of the raw electrode scraps.
Table 1.
Element distribution in different sized fractions of crushing products of the raw electrode scraps.
| Size Fraction (mm) | Cathode | Anode | |||||
|---|---|---|---|---|---|---|---|
| Co | Ni | Mn | Li | Al | Cu | C | |
| +1.4 | 5.79 | 5.80 | 5.72 | 5.55 | 80.45 | 84.01 | 2.62 |
| −1.4 + 0.71 | 1.06 | 0.99 | 1.03 | 1.01 | 16.17 | 13.20 | 0.26 |
| −0.71 + 0.5 | 0.29 | 0.31 | 0.26 | 0.28 | 0.60 | 0.61 | 0.16 |
| −0.5 + 0.2 | 2.29 | 2.09 | 2.63 | 1.95 | 2.09 | 1.53 | 6.70 |
| −0.2 | 90.57 | 90.81 | 90.36 | 91.21 | 0.69 | 0.65 | 90.26 |
Table 2.
Element distribution in different sized fractions of crushing products from the pyrolytic electrode scraps.
Table 2.
Element distribution in different sized fractions of crushing products from the pyrolytic electrode scraps.
| Size Fraction (mm) | Cathode | Anode | |||||
|---|---|---|---|---|---|---|---|
| Co | Ni | Mn | Li | Al | Cu | C | |
| +1.4 | 0.63 | 0.73 | 0.59 | 0.55 | 83.76 | 88.63 | 0.67 |
| −1.4 + 0.71 | 0.36 | 0.37 | 0.31 | 0.39 | 11.21 | 8.93 | 0.03 |
| −0.71 + 0.5 | 0.09 | 0.11 | 0.09 | 0.08 | 1.03 | 0.55 | 0.06 |
| −0.5 + 0.2 | 0.79 | 0.42 | 0.62 | 0.95 | 2.79 | 1.06 | 0.53 |
| −0.2 | 98.13 | 98.37 | 98.39 | 98.03 | 1.21 | 0.83 | 98.71 |
Table 3.
Chemical states of carbon in the surface of electrode materials before and after pyrolysis.
Table 3.
Chemical states of carbon in the surface of electrode materials before and after pyrolysis.
| Pyrolytic Electrode Materials | Pyrolysis-Ultrasonic Cleaning Electrode Materials | ||||||
|---|---|---|---|---|---|---|---|
| Components | BE (eV) | FWHM (eV) | Atomic (%) | Components | BE (eV) | FWHM (eV) | Area |
| Pyrolytic carbon | 283.97 | 0.87 | 2058.53 | Pyrolytic carbon | 283.97 | 0.95 | 2206.17 |
| Graphite | 284.30 | 0.57 | 8442.1 | Graphite | 284.30 | 27,161.01 | 0.55 |
| C–C | 284.80 | 0.93 | 5574.71 | C–C | 284.80 | 7791.765 | 0.75 |
| C–H | 285.71 | 1.00 | 350.76 | C–H | 285.71 | 3607.48 | 1.12 |
| C–CF | 286.00 | 1.21 | 1803.41 | C–CF | 286.00 | 589.84 | 0.93 |
| O–C–O | 287.14 | 0.99 | 734.85 | O–C–O | 287.14 | 1491.15 | 1.09 |
| C–CF | 288.10 | 1.01 | 489.02 | C–CF | 288.10 | 938.791 | 1.15 |
| CF | 289.40 | 1.25 | 619.15 | CF | 289.40 | 1230.962 | 1.23 |
| C–F | 291.02 | 1.85 | 975.02 | C–F | 291.02 | 3001.55 | 1.88 |
Table 4.
Flotation results of pyrolysis-ultrasonic cleaning electrode materials.
| Flotation Products | Cathode Material Grade (%) | Yield (%) |
|---|---|---|
| Anode material concentrate | 2.09 | 30.87 |
| Cathode material concentrate | 93.89 | 69.13 |
| Cathode material recovery | 96.88 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhang, G.; Du, Z.; He, Y.; Wang, H.; Xie, W.; Zhang, T. A Sustainable Process for the Recovery of Anode and Cathode Materials Derived from Spent Lithium-Ion Batteries. Sustainability 2019, 11, 2363. https://doi.org/10.3390/su11082363
AMA Style
Zhang G, Du Z, He Y, Wang H, Xie W, Zhang T. A Sustainable Process for the Recovery of Anode and Cathode Materials Derived from Spent Lithium-Ion Batteries. Sustainability. 2019; 11(8):2363. https://doi.org/10.3390/su11082363
Chicago/Turabian StyleZhang, Guangwen, Zhongxing Du, Yaqun He, Haifeng Wang, Weining Xie, and Tao Zhang. 2019. "A Sustainable Process for the Recovery of Anode and Cathode Materials Derived from Spent Lithium-Ion Batteries" Sustainability 11, no. 8: 2363. https://doi.org/10.3390/su11082363
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.