3.1. Density of the Mixes
Table 3 presents the density of each mix (i.e., mix I, II, III, IV, and V) in kg/m
3 and the corresponding standard deviation. The average value of four samples are shown. Cement and water content have not changed in mixes I, II, and III, and the density of different aggregates is quite similar, so the specific density essentially depends of the porosity of material. As can be seen, the addition of slag (i.e., SFA or SCA) leads to a decrease in the specific density of ACBFS in mix II and III in comparison to the mix with exclusively natural aggregate. Mix II, where the replacement of the aggregate is equal to 50% of fine aggregate, shows a decrease of 3% in density, while the replacement of 50% in the coarse aggregate (i.e., mix III) shows a decrease of 5% in density, when compared with mix I. In fact, mix II has a slightly higher granulometry that explains the higher porosity, which causes this decrease on density; meanwhile, mix III is made with coarse slag aggregate, which—as shown in
Figure 2—had irregularities and cavities in the surface of the grains, causing the lower density on the mixture when compared with mix I. The mix IV shows a more significant decrease, because, additionally to the slag replacement, the higher water/cement ratio chosen. On the contrary, the mix V density remarkably increased its density, since, although the water content was kept constant, the mix was vibrated and a higher density was achieved.
Moreover, a distribution of larger particle size causes a higher packing density and decreases water demand, while a narrower particle size distribution provides higher hydration rates for equal specific surface area [
23,
24]. Mix III has a distribution of lower particle size, however the proportional amount of water was not changed between different mixes, which infers a decrease in density. However, the density of mix IV, which had a full replacement of aggregate by slag, is 13.5% lower than the density of mix I and the data was 1.97 kg/m
3, in absolute terms, which is extremely low when compared with an average concrete density due to the addition of water. This matches with the excessive porosity that is shown in
Figure 3.
With this information, it is concluded that a full replacement of aggregate by blast furnace slag affects to density. However, mix V did not show any porosity. Therefore, mixes I and V have very similar densities. The difference of density in mix V is only around 1.5% in relation to mix I, which suggests that the self-compacting of mix I worked as well as the vibration. Aggregates in mix V are smaller than aggregates in mix I, which explains it slightly less porosity.
3.2. Compressive Strength
Table 4 shows an average value of the compressive strength measured of four specimens and its standard deviation for each mix (i.e., I, II, III, and IV and V). The concrete manufactured with both coarse and fine slag (i.e., SCA and SFA) replacing half of the natural aggregates (i.e., mix V) shows higher compressive strength when vibrated than the self-compacting concrete that was manufactured exclusively with natural aggregates (i.e., mix I)—this improvement is over the 35%. Thus, it can be assured that the reduction of costs in the manufacturing of concretes, by using reused slag aggregates, can derive to a significantly enhanced concrete, which can be an interesting factor when considering the increasing concern of the waste of materials (i.e., ACBFS in this case). Additionally, the compressive strength value of mix V overcomes the compressive strength that is estimated for conventional concretes according to the Abram’s law [
51] for the water to cement ratio used (
Table 1).
With regards to self-compacting mixes, the addition of ACBFS (i.e., mix II, III, and IV) conducts to a decrease of the compressive strength in comparison with the mix that was only fabricated with natural aggregates (i.e., mix I). Whether the replacement of natural aggregate is not accompanied with an extra vibration, the compressive strength of concretes is reduced by around 35% in those cases where the amount of replaced aggregate is 50% (i.e., mix II and III). There is no a remarkable evidence of difference between replacing natural fine aggregate or coarse aggregate (i.e., mix II or mix III, respectively). This decrease is situated around the 70% when all natural aggregates are replaced (i.e., mix IV). The drastic reduction of water that is accessible to reaction by a higher absorption of aggregates led to the increment of the water/cement ratio. The higher porosity of ACBFS aggregates (i.e., SFA and SCA) reflected in their lower density values (see
Section 3), leading to a higher water absorption during the mixing
1, which derives into a reduction of the self-compacting of mixes with reused slag aggregates (i.e., mix II, III, IV, and V). The loss of self-compacting conducted to a higher porosity in the concrete matrix and, as a consequence, a decreasing density of hardened concretes. From the results of several studies [
27,
52], the compressive and tensile strength is inversely related to the porosity of concrete matrix.
Table 4 shows that the mixes with lower compressive strengths correspond with those of lower density.
3.4. Fracture Energy
The results that were obtained from three-point bending tests are shown in curves correlating the load applied with the deflection of the specimen (
Figure 6). The area that is covered under these load-deflection curves is the so-called work-of-fracture. In
Figure 6, the average load-deflection curves for each mix are plotted.
The average value of maximum load, fracture energy, and the corresponding standard deviation of mixes I, II, III, and V are presented in
Table 6. Mix IV has not been considered due to the significant difference of its load-displacement curve with respect to the others. Four specimens were tested for each mix. As shown in
Table 6, the substitution of slag aggregates, mix II, and III, leads to an increase in the fracture energy, with increases of 10.5%, 30%, and 62%, respectively. The average fracture energy that was obtained for mix V is similar to mix I, which perhaps shows that this concrete has similar fracture behaviour than that with only natural aggregates.
One aspect to consider is the fact that mixtures with lower fracture energy has a higher maximum load. All the curves of the different samples vary from sharped to wider. As can be seen in
Figure 6, the highest peak loads are obtained with a lower deflection, and as the peaks of the curves gets lower, they tend to be more to the right.
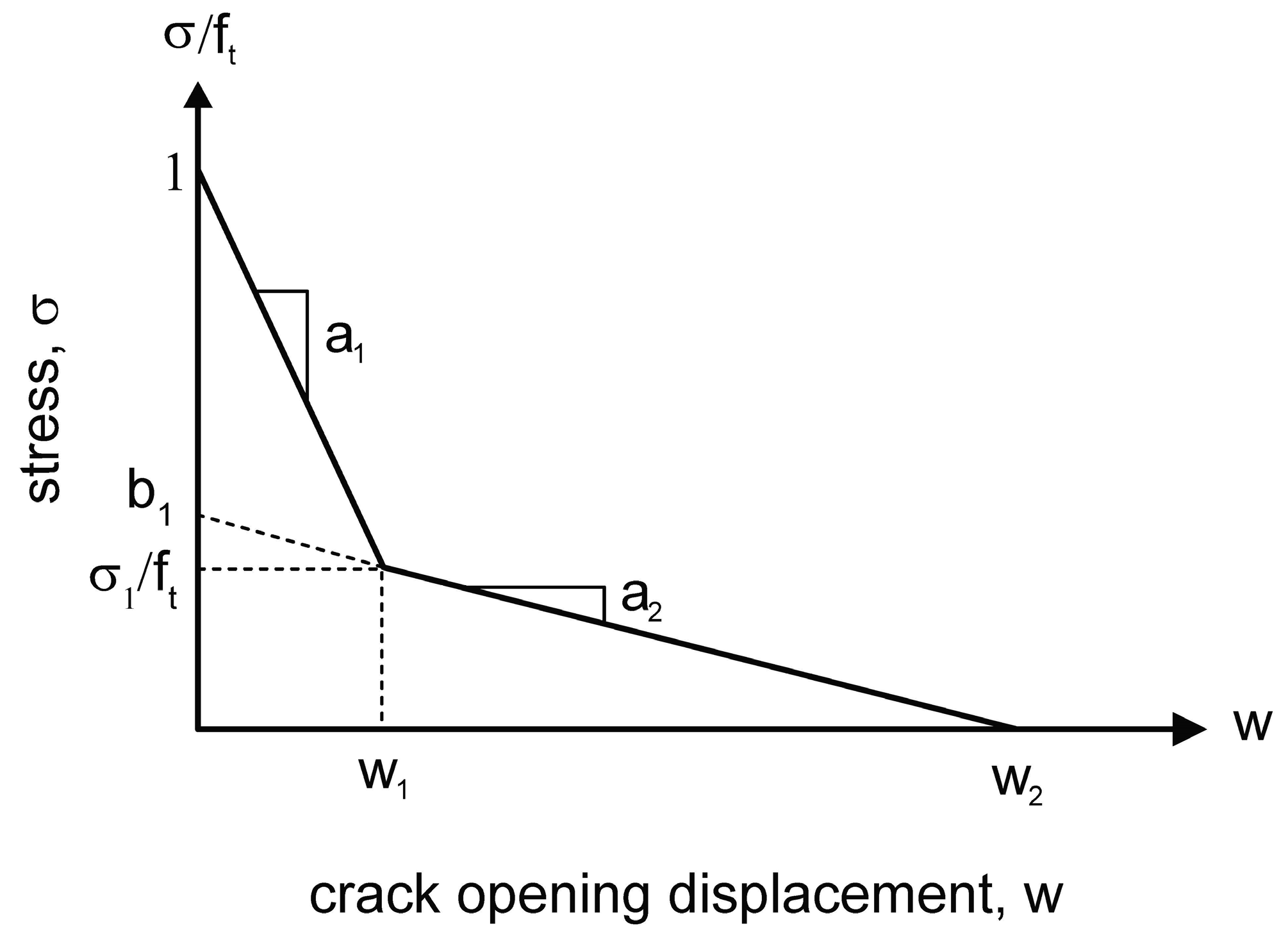
3.5. Bilinear Tension Softening Diagrams
The parameters of the bilinear tension softening diagrams that were determined through the inverse method [
45,
46,
49] described in
Section 2.3.5, from the load-deflection curves, are shown in
Table 7 for each mix and are plotted in
Figure 7. The load-deflection curve that was obtained for mix IV (
Figure 6) is very different of the curve of the rest of mixes (i.e., mix I, II, III, and V). Additionally, the non-linearity of pre-peak part of the load-deflection curve and the very horizontal tendency of the post-peak part made it impossible to find a bilinear tension softening diagram with a low enough tolerance for mix IV.
From the results, it can be observed that the slag aggregates (i.e., SFA and SCA) always cause a reduction on the value of the Young’s modulus,
Ec (
Table 7), leading to an initial stiffness decrease. This decrease varies between 12.9%, 15.5%, and 12.2% for mixes II, III, and V, respectively.
The similarity between mixes II and V remains in the other parameters, making both bilinear softening diagrams very similar one to the other (see
Figure 7). Nonetheless, the mix III shows a shorter peak (i.e., lower
ft in
Table 7) and a more horizontal slope at the right of the peak (
Figure 7), meaning that mix III is a weaker material in the elastic phase, but more energy is needed for the propagation of the cracking [
53]. Tensile failure in concrete can be caused by the cracking of aggregates or cracking in the surface between the aggregate and cement paste [
54]. When considering this fact, the size of aggregates in mix III was smaller than in mixes I, II, and V, and this could make the route for crack propagation between aggregate interfaces shorter. For this reason, the cracking in mix III could grow following an irregular path and avoiding the aggregates. Thus, it required less fracture energy, as observed from the first branch slope,
a1, of the bilinear tension softening diagram (
Table 7). It could be considered that the path follow by cracks in mixes I, II, and V, which have larger aggregates would be much longer, thus the crack propagation is generated following a straighter route, breaking the aggregates, so a higher
ft is necessary and the fracture energy needed is higher, as seen by the higher values of a
1 (
Table 7).
According to some authors [
46,
49], the value of second linear branch of the bilinear softening diagram, a
2, is a result of the aggregate interlock, which is primarily governed by the maximum size and the texture of the coarse aggregate used in the concrete mix. As aforementioned in
Section 2.1, the texture of the coarse slag (i.e., SCA) is different, with more irregularities, than the texture of the coarse natural aggregate (i.e., NCA). Additionally, the mixes with slag aggregates have a higher slope in a
2, resulting in a concrete with lower ductility and more fracture energy. Nonetheless, this influence also appears in mix II, which does not have coarse slag (SCA) but fine slag (SFA), suggesting that texture in fine slag can also has an effect on the value of a
2.
With regards to the crack analysis and according to the discrete crack model of Hillerborg [
55], there is a zone where material is in tension and the deterioration mechanisms to produce the cracking of concrete occurs. This zone is so-called fracture process zone (FPZ) and its size is related with the ductility of the material—the larger this area is, the more ductility the material has. Nevertheless, it is not simple to calculate the size of it. Associated with this magnitude, the characteristic length (
lch) of a material, which is based in a cohesive model, can be considered to be proportional to the size of FPZ [
56]. From a comparative analysis, a longer characteristic length,
lch, means a larger FPZ and, subsequently, more ductile behaviour. The characteristic length is calculated, as follows:
Table 8 shows the average values of the characteristic length. As was mentioned in
Section 3.4, the mixes with a higher tensile strength tend to be mixtures with a lower fracture energy. When considering that characteristic length is proportional to fracture energy and inverse to tensile strength, mix III—which had previously the highest value of fracture energy (
Table 6) between the mixtures with bilinear correlation calculated—is now the mix with a higher value of characteristic length (
Table 8), which means the more ductile of them. The characteristic length value is influenced by the maximum coarse aggregate size [
15], but for mixes I and II, the maximum coarse aggregate is the same, so the reduction of value produced, of around 27%, suggests that fine slag (i.e., SFA) produces concretes with lower ductility than the natural fine aggregate (i.e., NFA). The characteristic length of mix V is between the values for mix II and III, which is probably influenced by the reasons that make the characteristic length of mix II gets lower and that make the characteristic length of mix III higher. Furthermore, the lower characteristic length corresponds to the sharper load-deflection curves; meanwhile the longest characteristic lengths are related with the widest curves.
With the parameters that were obtained for bilinear tension softening diagram of mix III (
Table 7), the load-crack mouth opening displacement (CMOD) curve of these mix would be the dotted line represented in
Figure 8. The real curve that was obtained with the data test is also represented as a comparison.
3.6. Leaching Analysis
Materials that are to be appropriated for the construction industry must not significate a hazard to the safety, hygiene, or health of workers, occupants, or neighbours, as well as not having a high impact during their service life on the quality of the environment or the climate. Nowadays, there are countries with heavy metal leaching regulations of wastes in concrete and others in absence of this. For example, there is no any specific regulation in Spain regarding the emissions of heavy metals with regards to the re-use of wastes in building materials with respect to the difference with other countries as Italy has a regulation [
57]. For this reason, the leaching test according to the EN 12457-4:2003 standard [
50] frequently performed in the waste management field has been carried out in this work.
Table 9 shows air-cooled blast furnace slag and cement leaching data of some heavy metals and they are compared with the limits that are stated by the European Union waste landfill directive [
58]. The landfill directive can define three categories: inert, non-hazardous, and hazardous wastes. The results show that the air-cooled blast furnace slag can be considered as an inert waste. Only Se, Cr, and Ba in the ACBFS presented values that are higher than limit detection, but only a 3.3% wt of Se, 0.13% wt of Ba, and 5.6% wt of Zn were leaching (see
Table 2). The rest of compounds in the leachate are similar to that of the cement.
In the case of the utilization of blast furnace slags in roads construction in Spain, there are some regional leaching regulations and limits using the test according to the EN 12457-4:2003 standard [
50], like those that were established by the Autonomous Government of Catalonia [
59], Cantabria [
60], and Basque Country [
61]. They established regional regulations for recycling of metallurgical and municipal solid waste incineration slag in pavement roads. Italy has a national regulation for the reuse of wastes [
57] using the same leaching test. In Spain, Catalonia, and Cantabria present the same limits, but Basque Country present different limits.
Table 5 shows the values that were obtained with the EN 12457-4:2003 standard [
50] and compared to the different limits of the different regulations. The limits are different depending on the regulation, and subsequently, the ACBFS could be used in Catalonia, Cantabria, and Italy, a country with a specific regulation of wastes in construction material, but not in the Basque Country, because the Se content is higher than the limit. The lack of regulated specific tests and/or the different limits (in the case that the specific test exists) avoid the progress of a market where wastes can be used as construction materials.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}