Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0
by
 , , and
, , and
Bashir Salah
1,*, 
Mustufa Haider Abidi
2,* ,
,
Syed Hammad Mian
2,
Mohammed Krid
1,
Hisham Alkhalefah
2 and
Ali Abdo
3 1
Industrial Engineering Department, College of Engineering, King Saud University, Riyadh-11421, Saudi Arabia
2
Advanced Manufacturing Institute, King Saud University, Riyadh-11421, Saudi Arabia
3
Electrical and Computer Engineering Department, Birzeit University, Birzeit-PO Box 14, Palestine
*
Authors to whom correspondence should be addressed.
Sustainability 2019, 11(5), 1477; https://doi.org/10.3390/su11051477
Submission received: 7 February 2019
/
Revised: 25 February 2019
/
Accepted: 4 March 2019
/
Published: 11 March 2019
(This article belongs to the Special Issue The Role of Engineering Education in Industry 4.0 Era)
Abstract
:Many advanced product manufacturing approaches have been introduced in the market in recent years. Thus, it is critical to develop modern techniques which can effectively familiarize budding minds with the latest manufacturing procedures. In fact, the contemporary training methods and advanced education practices are crucial to uphold the interest of the new generation as well as to equip them with state-of the art systems. There is a need for innovative ideas and effective methodologies to inculcate the desired competency and prepare students for prospective manufacturing set ups. In the latest Industry 4.0 paradigm, visualization technologies, especially virtual reality, have been emphasized to sustainably train and educate young students. This work presents a technique for utilizing the leading visualization method based on virtual reality in product manufacturing. It aims to acquaint students with the prominent concept of Industry 4.0, the reconfigurable manufacturing system (RMS). The RMS has been a demanding topic for the novice and, most often, amateurs are not able to grasp and interpret it. Therefore, this paper outlines the various steps that can be useful for students in order to anticipate the RMS design, interact with it, understand its operation, and evaluate its performance.
1. Introduction
Manufacturing processes and technologies have been subjected to continuous advancements and transformations in the Industry 4.0 concept owing to fickle customer demands as well as precise quality requirements [1]. The growing complexities of design and the need of efficient production practices have resulted in the evolution of manufacturing methods. Cutting edge, distinct, and new manufacturing techniques and tools are consistently being developed to meet fluctuating market demands. Certainly, in the time period of Industry 4.0, engineers or workers have to become adaptable to volatile market situations and to the intricacy of contemporary technologies existing in the manufacturing process [2]. The Industry 4.0 revolution, with advancements in automation, information, and communication technologies, has improved the capabilities and flexibilities of manufacturing systems. However, they also augment inherent system complexities, which make them cumbersome to understand and difficult to operate. As a result, there is a need for the development of advanced, novel, and innovative teaching and training methods in order to keep up with the pace of advances in manufacturing systems [3].
The design and operation complexity of contemporary manufacturing systems have increased in the last decade or so [4]. This can be attributed to advanced and customized products, which often lead to complex systems and operations [5]. These systems are complicated in terms of their design, development, and are difficult to realize theoretically. In fact, the technological progress of the contemporary Industry 4.0 paradigm has increased the levels of complexity in terms of product design, innovation, implementation, performance assessment, etc. Therefore, the design, management, and sustainable operation of these advanced manufacturing technologies require experienced engineers and highly skilled operators. Consequently, academic institutions need to focus on the design and development of educational programs which are based on innovative teaching techniques [6]. There is a requirement of unconventional but effective training methods which can endow students and trainees with the desired knowledge and skills.
Organizations and industries assume that fresh graduates being hired are completely trained and capable to handle complex systems. However, the actual situation is entirely contradictory, where the new engineers or operators are not fully equipped to deal with the complexities of modern technologies. The existence of traditional teaching methods and lack of practical applications in the present education system are some of the primary reasons for the scarcity of thoughtful students. Generally, the universities and training institutions in the current education environment design their curricula around modular courses, where each course addresses a particular aspect. For example, the subjects or the courses in industrial and systems engineering programs are dedicated to product innovation and design, facility planning and design, manufacturing engineering (including materials sciences, processes, automation, and control), ergonomics, logistics and operations management, planning, scheduling, optimization, information systems, and statistics. Indeed, each of these courses introduces a part of the overall complexity. However, the actual problem lies in designing courses that integrate such modules which can present real-scale problems and solutions to the students. The modular courses do not consider the unpredictability involved in real situations, rather they presume the ideal, unrealistic conditions.
Lately, the concept of learning factories (LF) has been introduced to modernize the learning process and to make training procedures more realistic environments [7]. Similarly, Virtual Reality (VR) can be demonstrated as a competent method for teaching challenging concepts to trainees and students [8,9]. VR can be defined as an advanced visualization technique which is effective and valuable due to the fact that it can assume the real situation and realize the final outcome adequately [10]. The engineers or the operators can interact with the manufacturing set ups, practice on them, and analyze their performance in a more intuitive and comprehensive manner with the digital environment offered by VR. Within the ideology of Industry 4.0 sustained by ingenious technologies such as the Internet of Things and Cloud technology, VR can contribute significantly in manufacturing education [11,12]. Therefore, the adoption of new teaching methods such as LF and VR are necessary to enhance the capabilities and skills of young engineers in addition to integrating knowledge from various modular courses. Although there have been many such ideas and innovative teaching techniques, there is still a dearth of methodologies, guidelines, and case studies focusing on the role of education and practical training for the development of technical proficiency in Industry 4.0. In this work, a methodology based on VR has been introduced to design a course and prepare students to deal with future manufacturing complexities. A case study has been presented to aid students in understanding the complexities of design, implementation, and assessing the performance and operation of reconfigurable manufacturing system (RMS).
2. Literature Review
In many instances, the young (or newly) engineering graduates are not well-prepared to deal with industrial system complexities. They are not cognizant of the flexibilities offered by the advanced technologies. Certainly, they are not fully prepared and capable of translating technologies into design and operational solutions. With these factors in mind, it is crucial to transform the existing manufacturing education, primarily to prevent the deficit of well-trained workforce as well as make them proficient to cope with technological advancements [11]. Numerous efforts have been initiated to fill the existing gap in education system and adopt pragmatic teaching and training approaches. In recent times, LFs as well as VR in industries and academia are areas of intense research in order to keep pace with industrial development and achieve sustainable manufacturing. For example, different LFs established by TU Darmstadt were used for educational purposes, research and training in areas such as manufacturing [13]. Various LFs have been developed for the purpose of production process improvement, re-configurability, production and factory layout planning, energy and resource efficiency, applied teaching factory concept, and industry 4.0 [7]. LFs can be described as teaching and learning environments in which trainees and learners experience and practice theoretical concepts under real situations in supervised conditions [14,15]. The institute of Industrial Manufacturing and Management (IFF), University of Stuttgart has developed a LF for advanced Industrial Engineering [16]. The primary objective was to create a link between digital production planning and implementation of physical models in the laboratory. Similarly, ElMaraghy & ElMaraghy [17], have introduced a LF environment which integrated product and system development, operation, and control. Although many researches have addressed LFs in the engineering education context, there are only very few education institutions who are actually implementing LFs in their system [18]. Intelligent Manufacturing Systems (IMS) Center (Windsor, Canada) in 2011 developed a modular and movable assembly system which consisted of robotic and manual assembly stations, computer vision inspection station, Automated Storage and Retrieval System (ASRS), and several material handling modules for the purpose of providing practical training. It was combined with a design innovation studio (iDesign), process and production planning tools (iPlan), a 3D printing facility, and a dimensional metrology Coordinate Measuring Machine facility [17]. Schreiber et al. [19] introduced a research-based learning concept that allowed students to define their own research questions and taught them how to solve those problems using scientific methods. However, the concept was designed and used like research projects rather than as a teaching method for senior engineering students. In TU Vienna, a pilot course was designated as the ’integrative Product Emergence Process’ (i-PEP). This course trained students on dealing with complete product development: customer order, design, planning, and manufacturing. The teaching approach consisted of an exercise to develop a slot car and design its production process [20]. However, the kind of reconfigurable facility layout required was not specified. Moreover, Bedolla et al. [21], presented a novel IT teaching strategy. It was composed of three stages of product lifecycle: product design, process design, and virtual factory simulation. However, the procedure for the assessment of different layouts and implementation on the real system was not discussed. It has also been observed that complex procedures, such as factory planning, RMS, flexible manufacturing system, etc., are difficult and complicated to understand with LF due to invariable realization phases. The approach known as virtual learning factory (VLF) was employed by [15] to overcome this issue. Hence, VLF is the latest trend that can be employed to realize and articulate a real environment, product, or process through a digital model.
The concept of VR has gained significant attention in last few years from academic and educational institutions. VR systems can successfully be implemented to explore and experience products, complex systems, and processes implicitly on a computer screen [8]. They help to apprehend and communicate with three-dimensional (3D) virtual depiction, acquaint the virtual environment in real-time, and envision theoretical concepts. For example, the VR-based education framework known as CyberMath was developed by Taxén and Naeve, for teaching complex mathematical concepts. Their findings suggested that VR possesses a significant potential to become a powerful and effective tool for discovering and understanding mathematics as well as other complicated engineering theories and principles. Researchers carried out a comprehensive study to depict the benefits of employing VR and 3D modelling in engineering education [22]. They asserted that VR implementation can be utilized to overcome inconsistency and assess various alternative solutions. Similarly, Dávideková et al. [23], studied different learning techniques and determined the limitations and deficiencies of currently used conventional teaching methods. They emphasized the importance of VR-based teaching methodologies to improve dynamics and interactivity of existing educations systems. In fact, a VR-based simulator was presented by Ahlberg et al. [24] for a medical training and education system. They employed a LapSim simulator to develop the desired skills and expertise needed to perform laparoscopically on patients. The results of this study indicated improved initial learning level of the trainees as well as competence and capability of VR approach. For the enhancement of skills and inflation of transfer of knowledge, Kaufmann et al. [25] used an augmented reality system. They employed extensible techniques to aid teacher–student interaction scenarios through context and user dependent rendering of parts. Moreover, the outcome of the study by Merchant et al. [26] also affirmed that VR-based systems provide an effective medium to improve the quality of education. The benefits of VR were also savored by Shin et al., [27] who designed a web-based interactive virtual laboratory system for process systems engineering education. Their aim was to overcome several hindrances associated with limited space and time, hazards and safety issues, and fixed resources to carry out real experiments. Numerous VR systems, such as an intravenous catheter training system [28] as well as a desktop VR-based learning environment [29], have confirmed the potential of VR. The results of using these systems have shown that they can be implemented to understand concepts, practice techniques, and minimize risk related to training, in addition to the establishment of standards and optimized procedures.
The development of virtual systems fulfilling the requirements of engineering education has been attracting more and more research interest. Certainly, Industry 4.0 is a current trend and it requires prompt, effective, and efficient maintenance and training to acquire advanced solutions and thrive in highly competitive markets [11,30,31]. After analyzing the literature and studying various computer-based teaching techniques, the concept of VLF in the manufacturing education domain has been introduced in this paper. The concept of VLF has been utilized to teach students about changeable manufacturing systems. The proposed methodology would also enable students to assess the performance of the implemented layout. A case study that takes advantage of VR has been developed to teach students about the complicated tasks of design and operation of automated manufacturing systems. Moreover, it explains how a course has to be designed depending on VLF in order to inform students of the complexity of designing, implementing, assessing the performance, and the operation of RMS.
The different levels of reconfiguration in a manufacturing system have been considered in this work. For example, the reconfiguration of storage systems, reconfiguration of material handling systems, reconfiguration of machines, workstations and/or production cells, reconfiguration of manufacturing processes, and reconfiguration of plant layout have been explored. The RMS has capability to adapt to rapid or unpredictable market changes in an efficient manner. The RMS consists of reconfigurable modules, reconfigurable controllers, and methodologies for their systematic design and rapid upgrading. These modules are the foundations of the new manufacturing paradigm of Industry 4.0 [32]. An RMS has the ability to reconfigure hardware and control resources at all of the functional and organizational levels, in order to quickly adjust production capacity and functionality in response to sudden changes in market or in regulatory requirements [33]. The response to the demands of complex processes, reconfigure technologies, and the development of physical and logical change enablers should be considered and realized while designing a sustainable manufacturing system [34]. It can be very challenging for universities or training centers to teach students about the concept of RMS and other similar techniques without a well-defined approach. Education and training institutions have to adopt emergent strategies to overcome the existent challenges and revolutionize the current teaching environments through the employment of LFs or laboratories [35].
Several works can be identified in the literature which have analyzed the reconfigurability of manufacturing systems [36,37,38]. For example, Mehrabi et al. [39] introduced four levels of reconfiguration related to machines, processes, layout, and control. The different levels of reconfiguration in a manufacturing system can be discussed as follows. The reconfiguration of storage systems can be defined as the flexibilities pertaining to the number, size, location in the plant (layout), modification of the structure of storage buffers (e.g. adding a new motion axis for storage/retrieval device in an AS/RS) [40], as well as dynamic inventory management and control policies [41,42]. Similarly, the reconfiguration of material handling systems involves decisions related to dynamic combination and use of several types of material handling equipment (trucks, automated guided vehicles, rail guided vehicles, conveyors, cranes, and hoists), as well as modification of transportation layout in the plant [43,44,45]. The reconfiguration of tools and fixtures is related to the use of the same tool and/or fixture for more than one part of the same part family, the design of tools and fixtures that can accommodate different orientations, or variable production capacity (e.g. variable number of mold prints) [46,47,48,49]. The reconfiguration of machines, workstations, and/or production cells can be associated with addition of devices and capabilities, more axis motions and larger tool magazines [39,50,51]. The reassignment of workers to different processes/operations, which requires multiskilled workers who can accomplish different operation/process types with the required quality standards [52,53], is defined as the reconfiguration of labor and workforce. The reconfiguration of manufacturing processes can be described as the flexibilities involving possible adaptations of part/product flows within the plant, i.e. modification of their routing and sequencing on production equipment [17,54,55]. Moreover, the reconfiguration of plant layout is related to flexibilities involving dynamic modification and organization of locations of machines (e.g. series, parallel, or hybrid configurations), storage buffers, manufacturing cells, and circulation paths for transportation equipment and personnel within the plant [56,57,58,59]. Finally, the reconfiguration of software and control can be correlated with the ability of the control system to allow integration of new equipment, increase the equipment interfacing and communication capabilities, adapt information storage and retrieval capabilities for the plant, and allow integration of new technologies and removal or updating of old ones [60,61].
3. Methodology
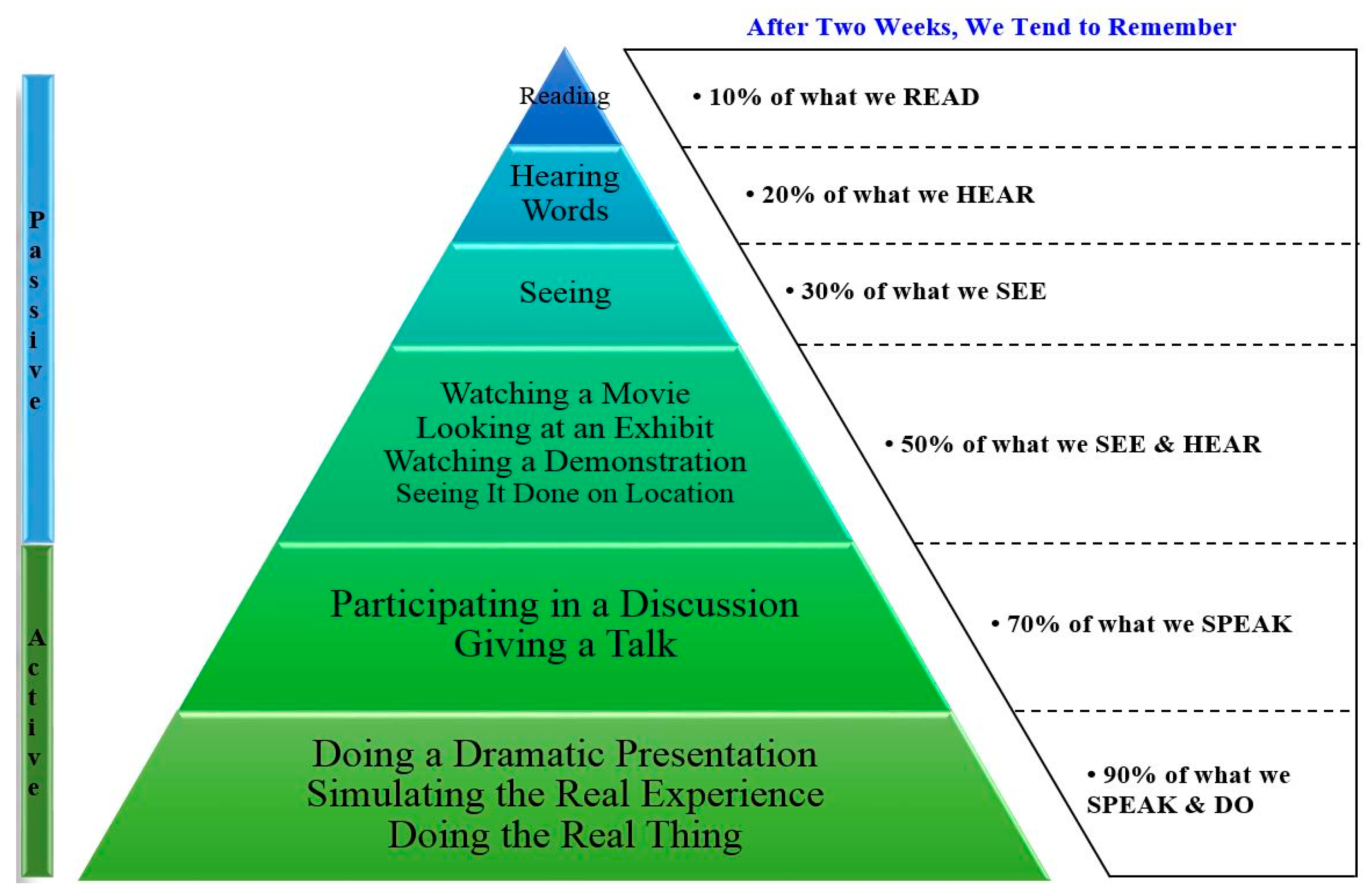
The proposed methodology is VR-based and gives significant weight to real case studies which are integral to Industry 4.0. This study was conducted during the course IE 461 (Computer Integrated Manufacturing) at Industrial Engineering Department, King Saud University, to realize the effectiveness of the “learning by doing” strategy as suggested by Edgar Dale [62] in the cone of experience (Figure 1). This kind of study or approach would aid students to experience the realities as well as the issues pertaining to the shop-floor environment in a virtual environment.
In this work, an example of RMS has been undertaken, where students carried out an assignment to learn about the technicalities of RMS using VR. The working area, which can also be termed as a VLF, focuses on education, training, and research pertaining to manufacturing concepts.
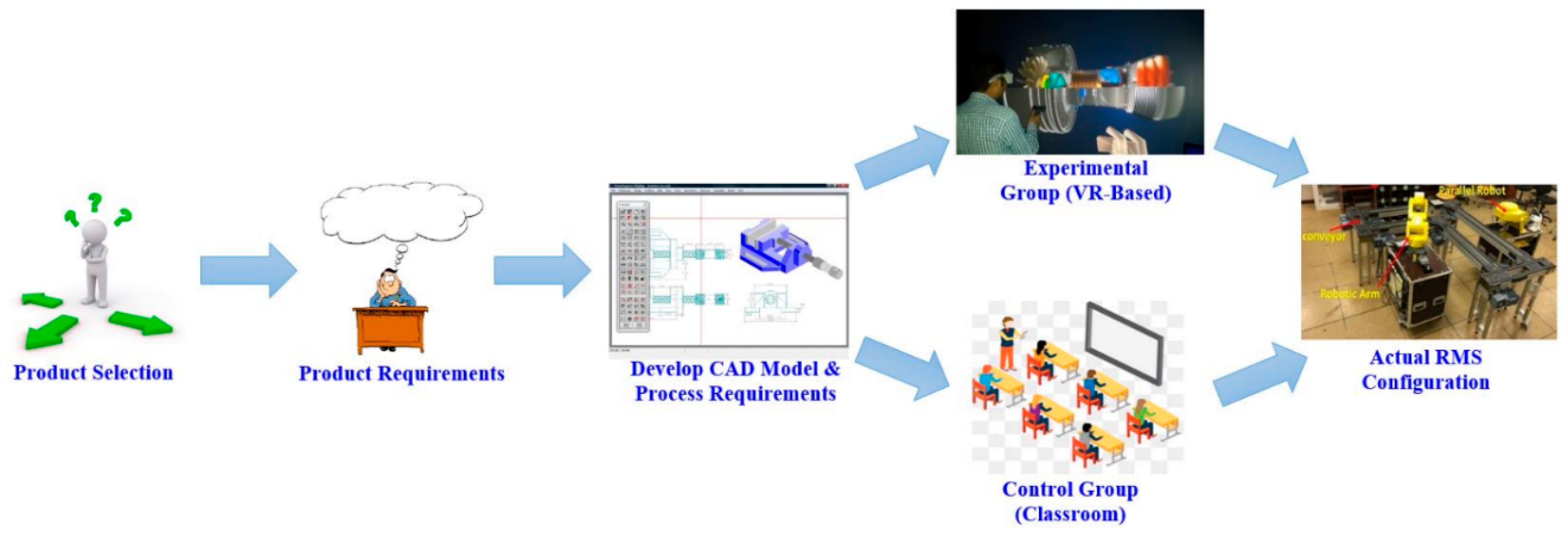
As mentioned by Dale, a person can remember things for a longer time or period if he or she actually performs that work or experience in real time. Henceforth, the VLF concept is introduced in this work. It can be defined as a digital platform in which users can immerse and perceive the digital world as a real one by using advanced hardware and software systems. The course (Figure 2) based on the proposed methodology should be based on five major pillars.
- Design of a product to be manufactured.
- Understanding of VR and its operation.
- Import designs into the VR system.
- Exploring and implementing different layout configurations.
- Assessing the performance of layouts
Since the intention behind this course is to train students on advanced automation technologies and strategies in manufacturing systems such as RMS, this course has to be scheduled at the end of the Industrial Engineering curriculum, and needs to expose students to complex topics, such as integration, flexibility, interoperability, sustainability, and modularity in the design and operation of manufacturing systems. The various steps of this methodology can be described as follows.
The product design phase is integral to mandatory courses, such as product design and innovation, Computer Aided Design/Manufacturing (CAD/CAM) courses, etc. The students have to study and learn these courses at the initial levels in their education program in the Industrial Engineering Department. After attending these subjects, the students must be able to define and design a product as well as develop its CAD model. The subsequent phase (known as process requirements) is related to courses such as manufacturing processes, production planning and control, simulation, and process optimization. The students study these concepts and courses to gain insight of the design process. The students should develop the skills of finding out the most appropriate process for the given product. They must be able to develop its process plan as well as the production routing sheet. They also have to recognize the production operations required and their sequence. The third phase involves the core of this work and is called the “VR phase”. The curriculum must include teachings and concepts related to VR, owing to its several benefits in modern manufacturing. The students have to be exposed to VR and its various components. Following this phase, the trainees would be able to develop CAD models for VR systems and learn about compatibility issues and importing/exporting models within a virtual environment. The layout design and evaluation phase requires a prior knowledge about facility planning, optimization, and industrial automation using programmable logic controllers (PLCs) and discrete event simulation (DES), such as ARENA, to assess the performance of the configuration. The students should also be able to implement Multi-Criteria Decision Making [63,64] to select the best configuration.
4. Virtual Learning Factory
The students would experience industrial system complexity by carrying out the above-mentioned activities. They will learn to work in teams as well as independently. To achieve the objectives and analyze the VLF, a methodology was designed which investigated the following hypotheses. The pictorial representation of the methodology is shown in Figure 3.
Hypothesis 1.
Subjects in the experimental group who were familiar with VR system would perform the same as those in the control group who were taught RMS through traditional classroom teaching (µ1 = µ0).
Hypothesis 2.
Subjects in the experimental group who understand (who were taught) the VR system would perform better than those subjects in the control group who were taught by traditional classroom teaching (µ1 ≠ µ0).
Generally, two classes of 50 industrial engineering students are involved in the computer integrated manufacturing (CIM) course in each academic spring-term. For this work, the students were randomly assigned to the experimental (n = 25) and control (n =25) groups. All participants were right handed (self-reported) with normal vision (medical test) and none of them had any health problems. All participants had taken the prerequisite courses: IE 360 CAD/CAM (Computer aided design/computer aided manufacturing), Facility layout design, Optimization, Simulation and IE 301 Product Design and Innovation.
The subjects in both experimental and control groups had to complete two weeks of instruction in the design and manufacturing of components. The third week commenced with teaching the configuration of RMS. The students were given two weeks to complete the project, which required subjects in both groups to design a product by utilizing the skills and knowledge they had explored throughout the weeks of instruction. The experimental group’s final assignment included following tasks.
- Selection and design of a product using a CAD program.
- Identify product components, nomenclature, and bill of materials.
- Develop the process, including technology selection, process planning, and routing sheet of the product.
- Learn to design the product as well as various layouts of RMS using a VR system.
- Develop an actual configuration of an RMS after one week.
On the other hand, the control group was required to do the same as the above, the only difference was in step 4, where they learned about RMS design using the traditional classroom method. The experimental procedure involved the following steps.
- Step 1. Select the product to be used as a case study.
- Step 2. Identify product components, nomenclature, and bill of materials.
- Step 3. Develop CAD model for the selected product.
- Step 4. Develop the process, including technology selection, process planning, and routing sheet of the product.
- Step 5. Design the various layouts of the RMS.
- Step 6. Randomly divide the students into two groups. One group to be taught using a VR-based system for designing different alternatives of RMS, and the other group to be taught using traditional classroom teaching.
- Step 7. All participants would perform the actual designing of RMS in the laboratory after a week.
- Step 8 Performance measures will be recorded and analysed.
4.1. Case Study
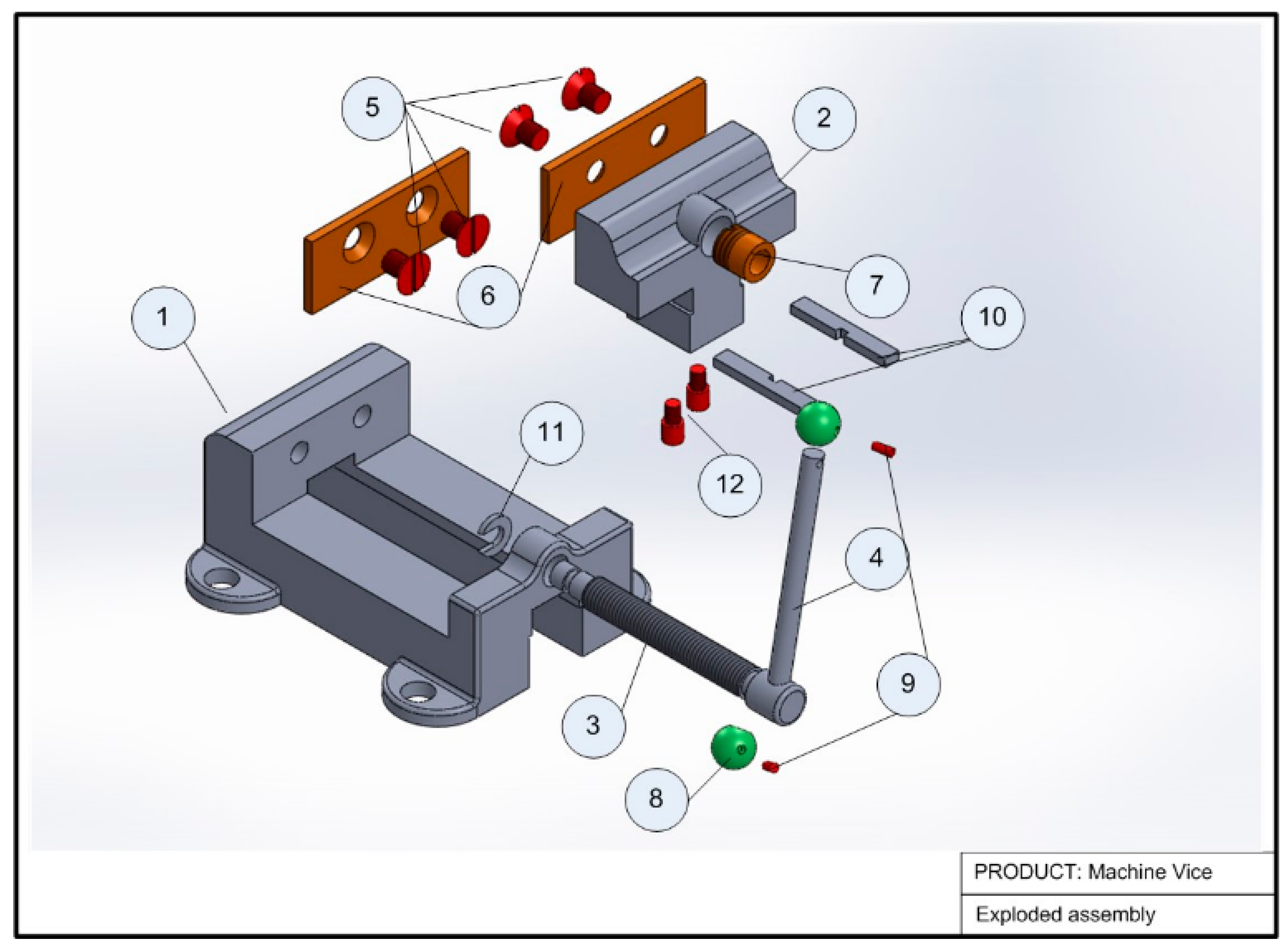
A machine vice was chosen to apply the production processes on the designed manufacturing system as can be seen in Figure 4. The machine vices are used to hold a work piece during machining. These vices are fixed on the bed of drill machines, milling machines, and grinding machines.
The parts list of the mechanical vice is a labeled list of the parts in the assembly. Table 1 presents the part list.
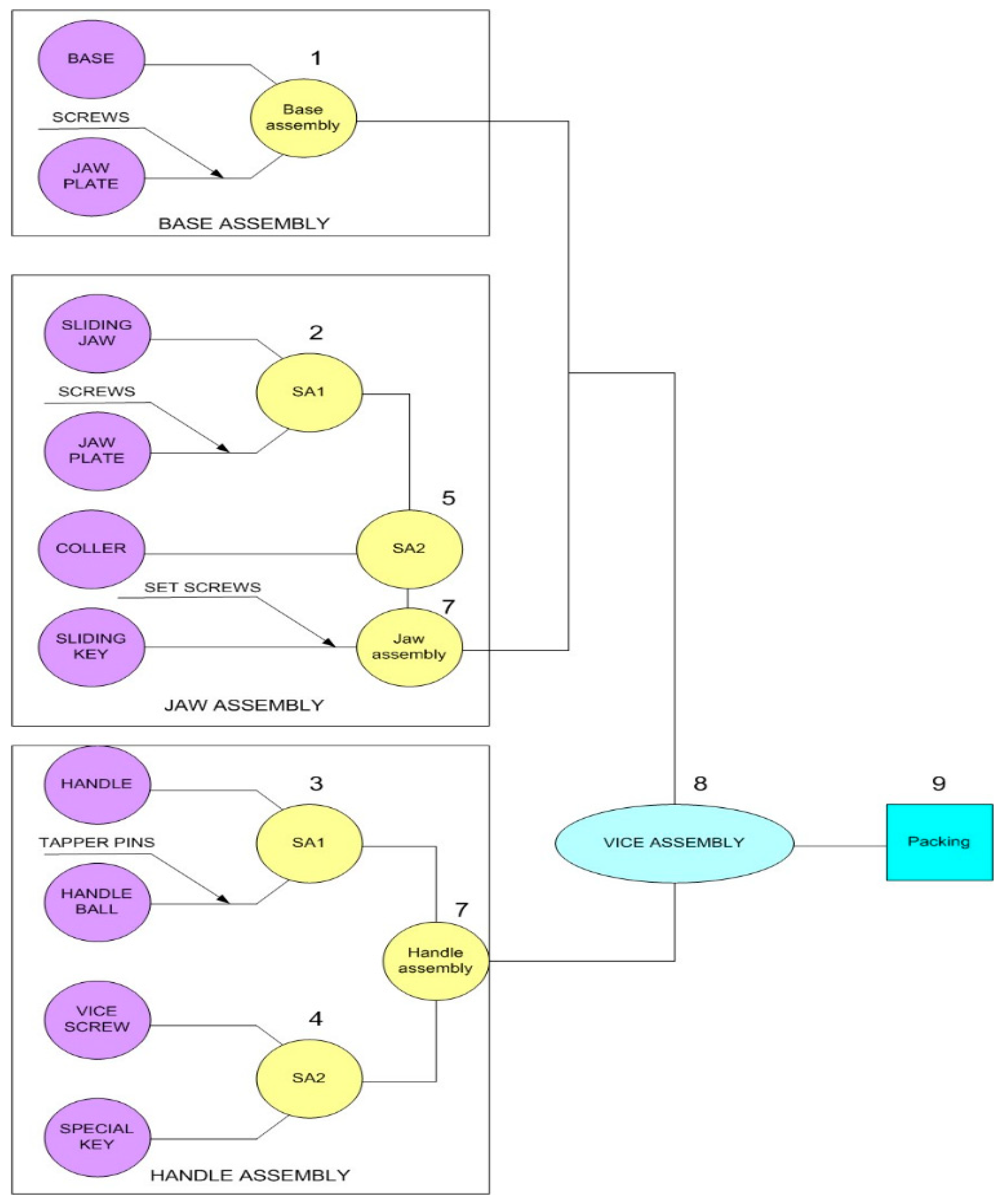
The assembly chart of the mechanical vice shows the primary components, subassemblies, and subassembly points for each method of assembling the part. Figure 5 presents the assembly chart of the mechanical vice.
The routing sheets include the operation number, operation description, manpower required for carrying out the operation, fixtures used, tools and machines used, cycle time, and measures used for carrying out quality check. The chosen product was designed with the use of the CAD software tool “CATIA”. The appropriate tools and parameters were inserted in the software to calculate the process time for each manufacturing process. Table 2 presents the routing sheet for an item, “BASE”, and represents the methodologies that the students have to carry out.
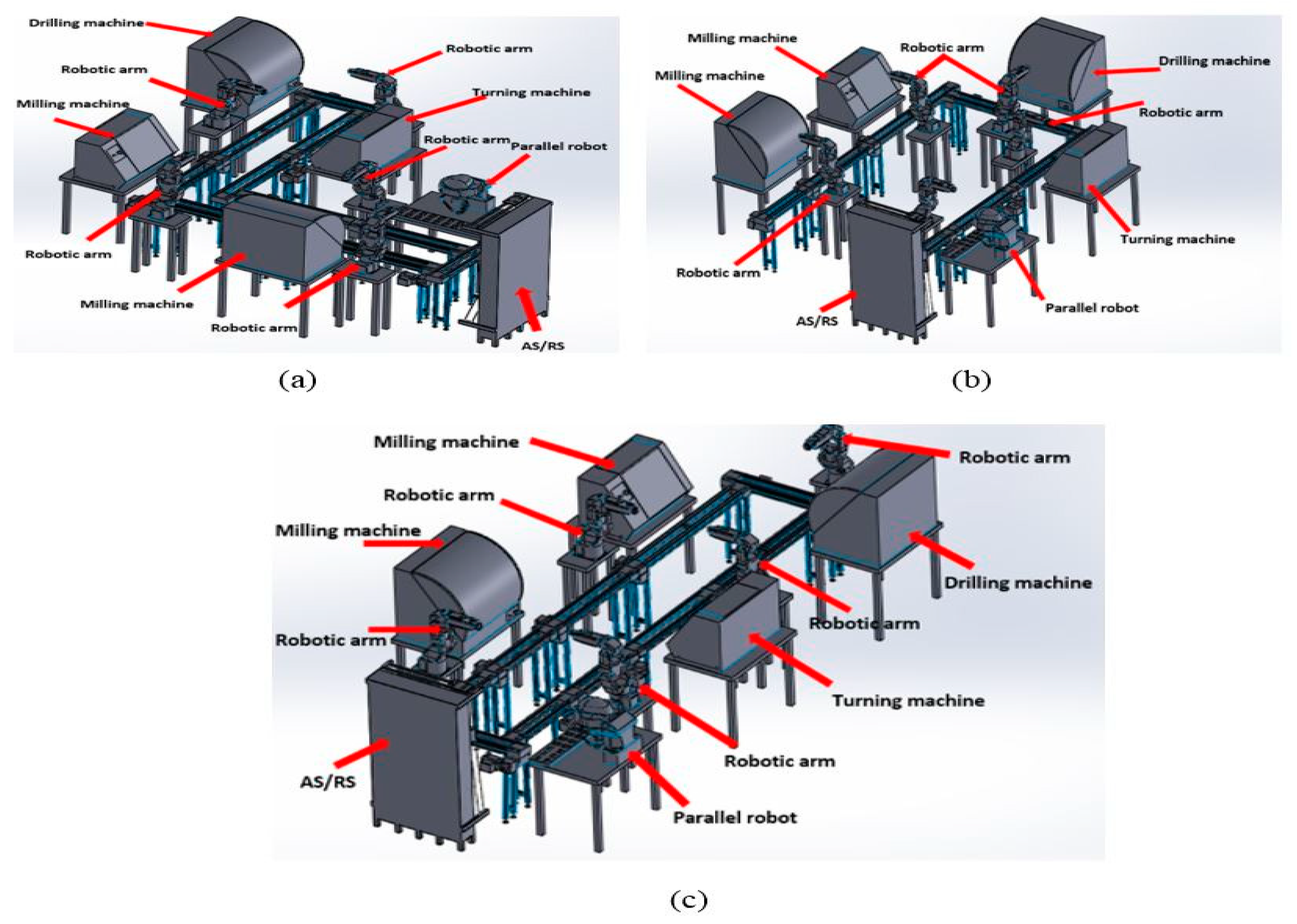
To design a configuration, the students should select the number and type of equipment (machines, storage, buffers and material handling), and suggest at least three different layouts, such that some constraints are satisfied (circulation aisles, safety distances, storage areas and buffers) and objective criteria (minimize distances, maximize throughput, etc.) are optimized. The students have to develop a CAD design to describe each layout configuration, as illustrated in Figure 6.
Then, the students were asked to deploy at least two of their configurations on the shop floor.
4.2. Performance Measures and Apparatus
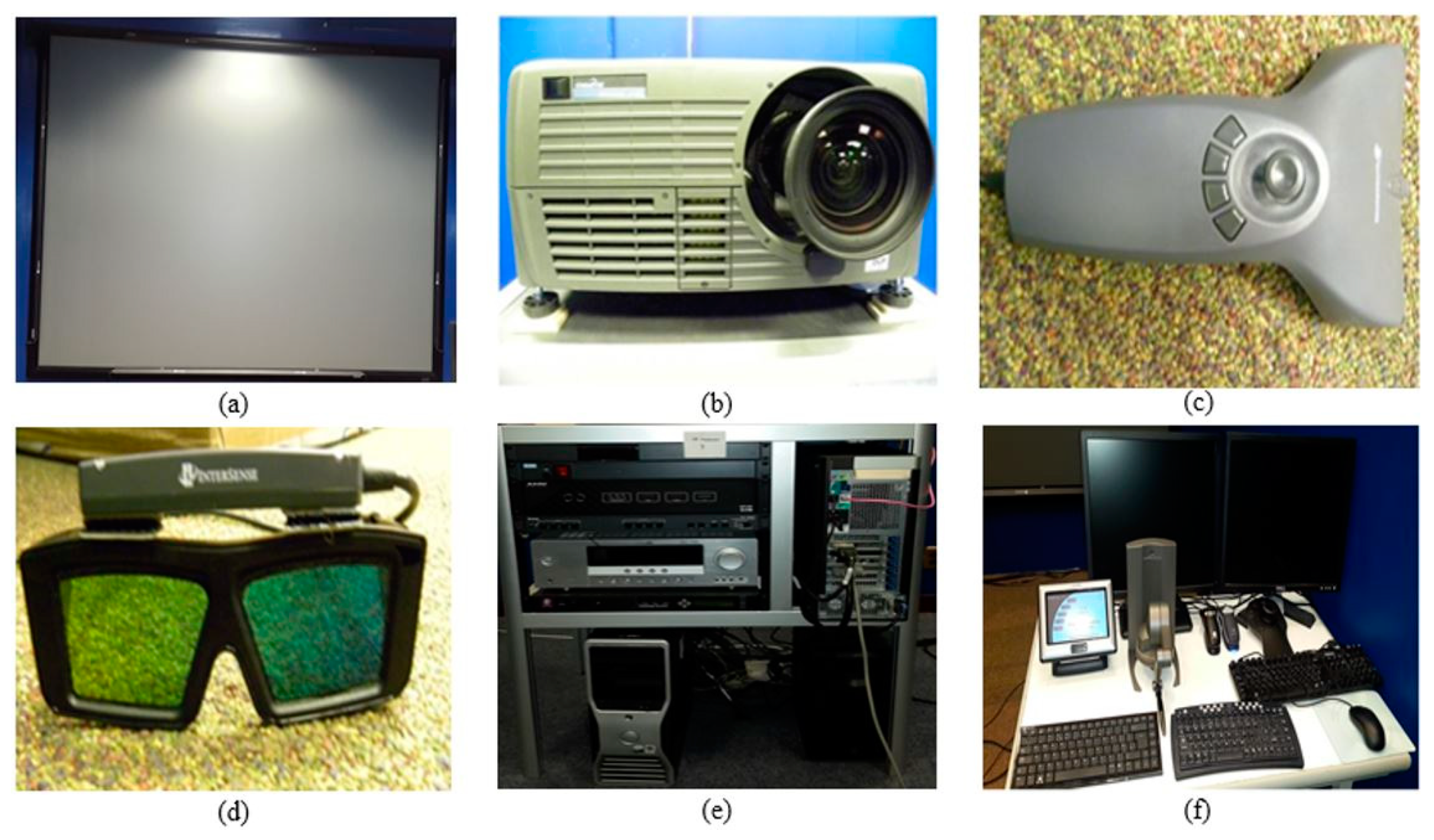
In order to evaluate the developed teaching methodology, the following performance measures were recorded; completion time, accuracy, and number of frustration points. For the experimental group, the teaching apparatus was a semi-immersive VR suite with the hardware shown in Figure 7.
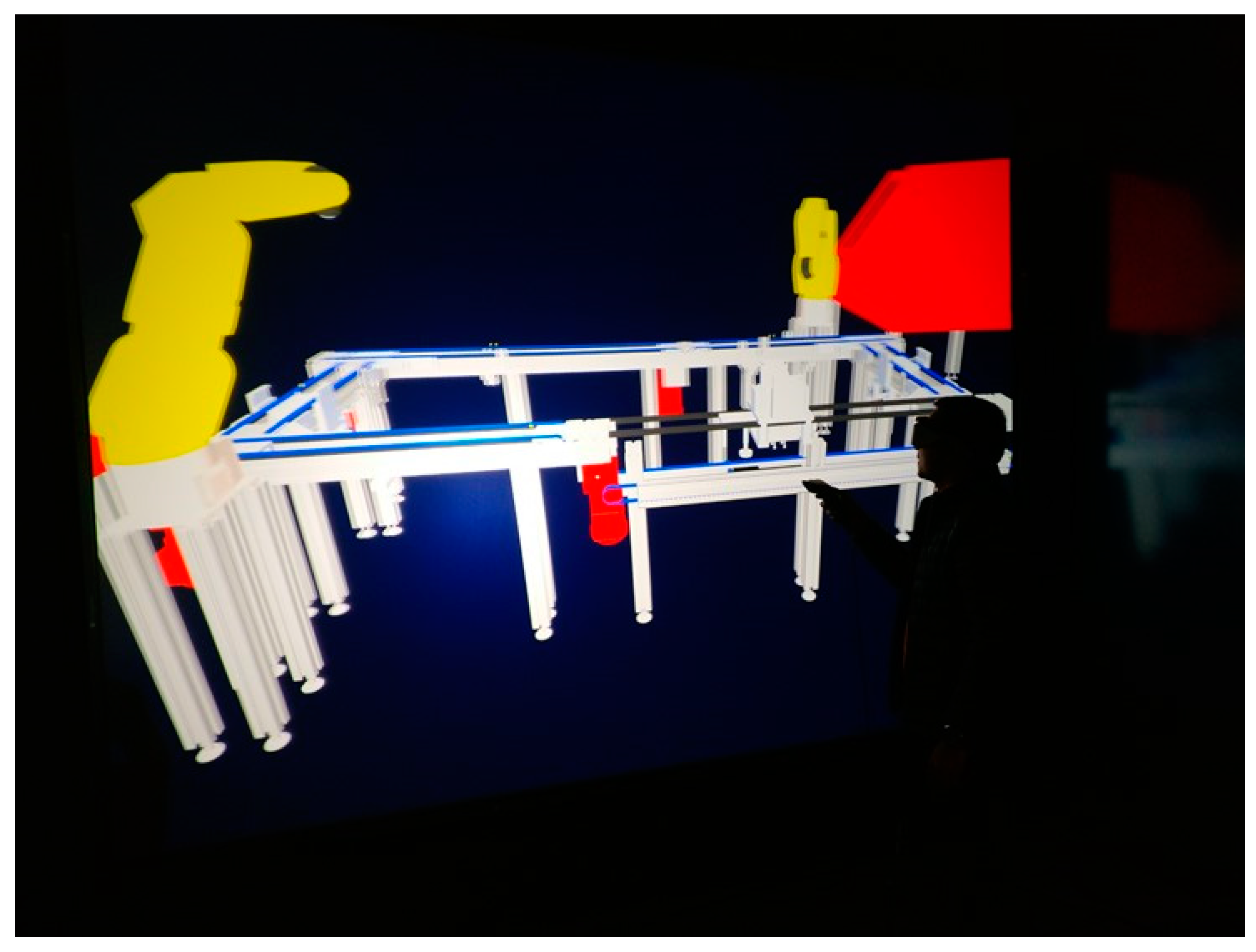
Figure 8 shows a student working under the VR environment for designing and configuring an Industry 4.0 module i.e. RMS system.
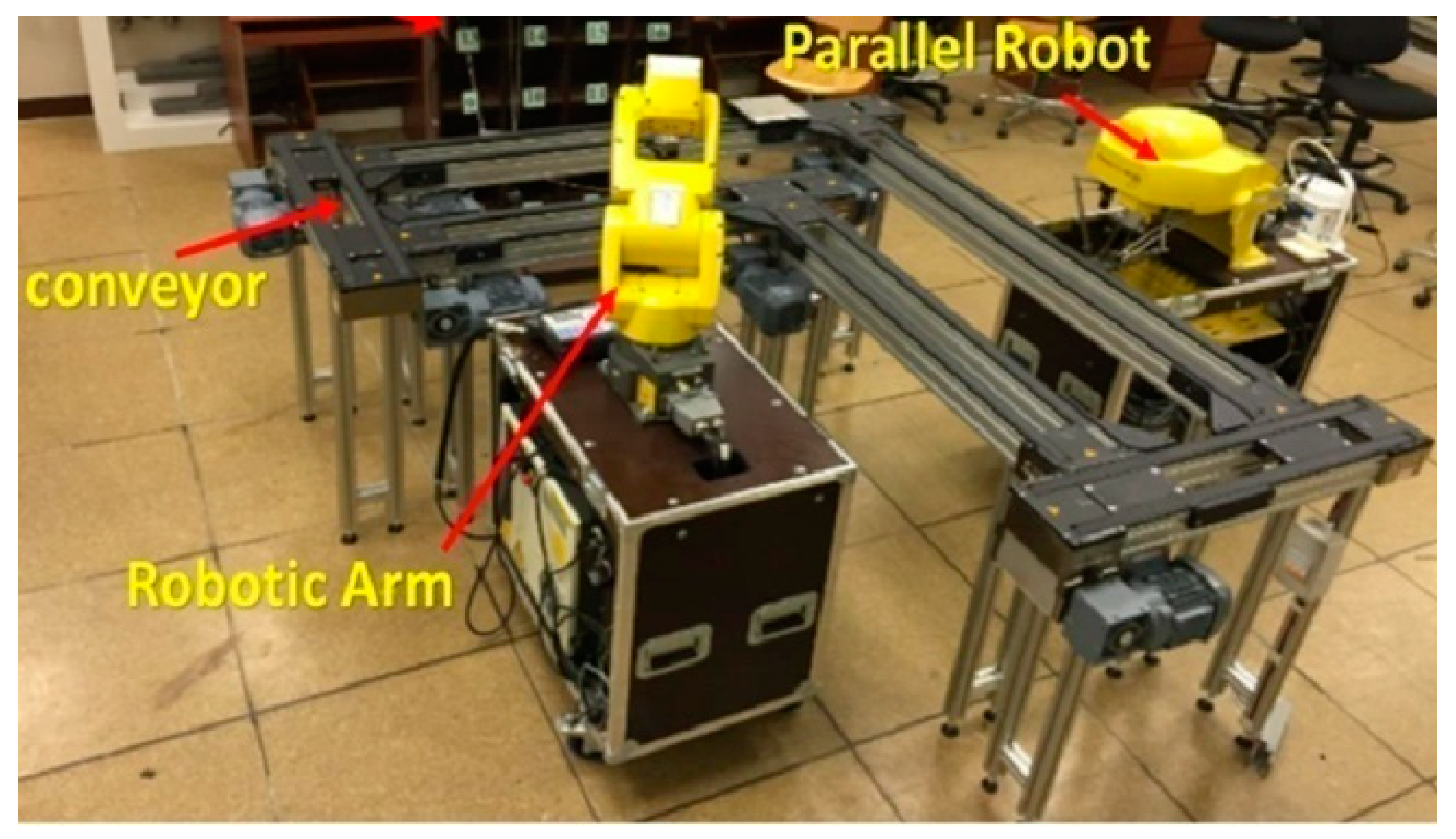
Figure 9 shows the Industry 4.0 RMS system in actual shop floor.
For the control group, conventional classroom tools (smart board, blackboard, etc.) were used for teaching.
4.3. Results
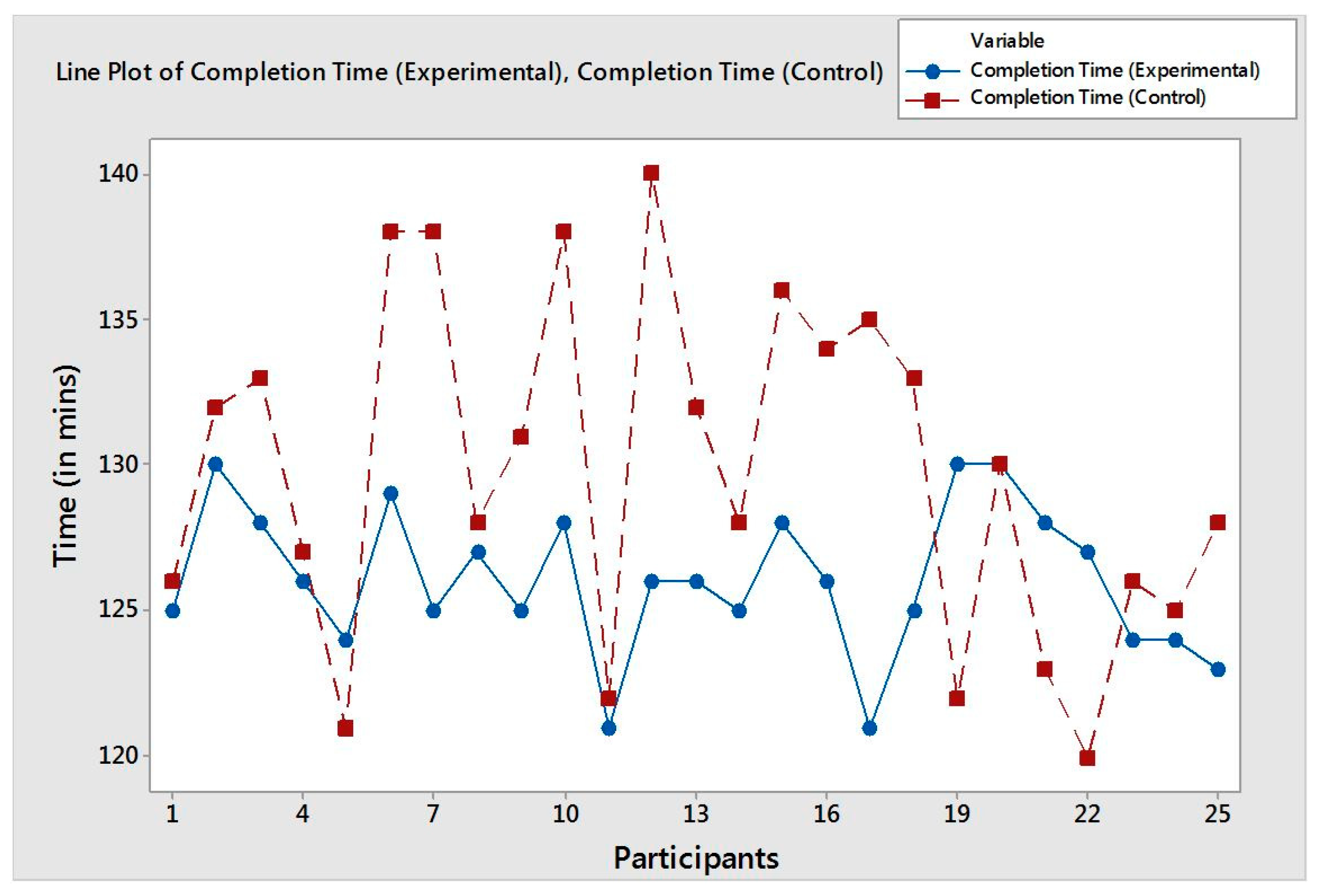
Table 3 depicts the results of the performance of the RMS configuration task at the shop floor. It shows the average and the standard deviation (S.D.) of each performance measure for the participants from two groups. Figure 10 shows the completion time of participants from two groups.
It can be seen from Table 3 that the experimental group completed the actual configuration task in less time than the participants from the control group. This proves the benefits of the VR-based teaching methodology. One of the major advantages of using the VR system is that the participant or the user can interact with the digital objects like in the real world, and it provides a platform for learning by doing. The number of errors for the participants of experimental group were also less than that of the control group. All the participants completed the RMS configuration to 100% since there was no time limit.
To assess the efficacy of VR-based teaching, a brief statistical analysis was also performed for both completion time and number of errors made by control group participants and experimental group participants. To compare the performance data, the most suitable statistical test was a two-sample t-test. A normality check (Anderson–Darling) of the obtained data was performed. The following hypothesis were made to check the normality.
Null hypothesis:
Hypothesis 3.
Data follow a normal distribution
Alternative hypothesis:
Hypothesis 4.
Data do not follow a normal distribution
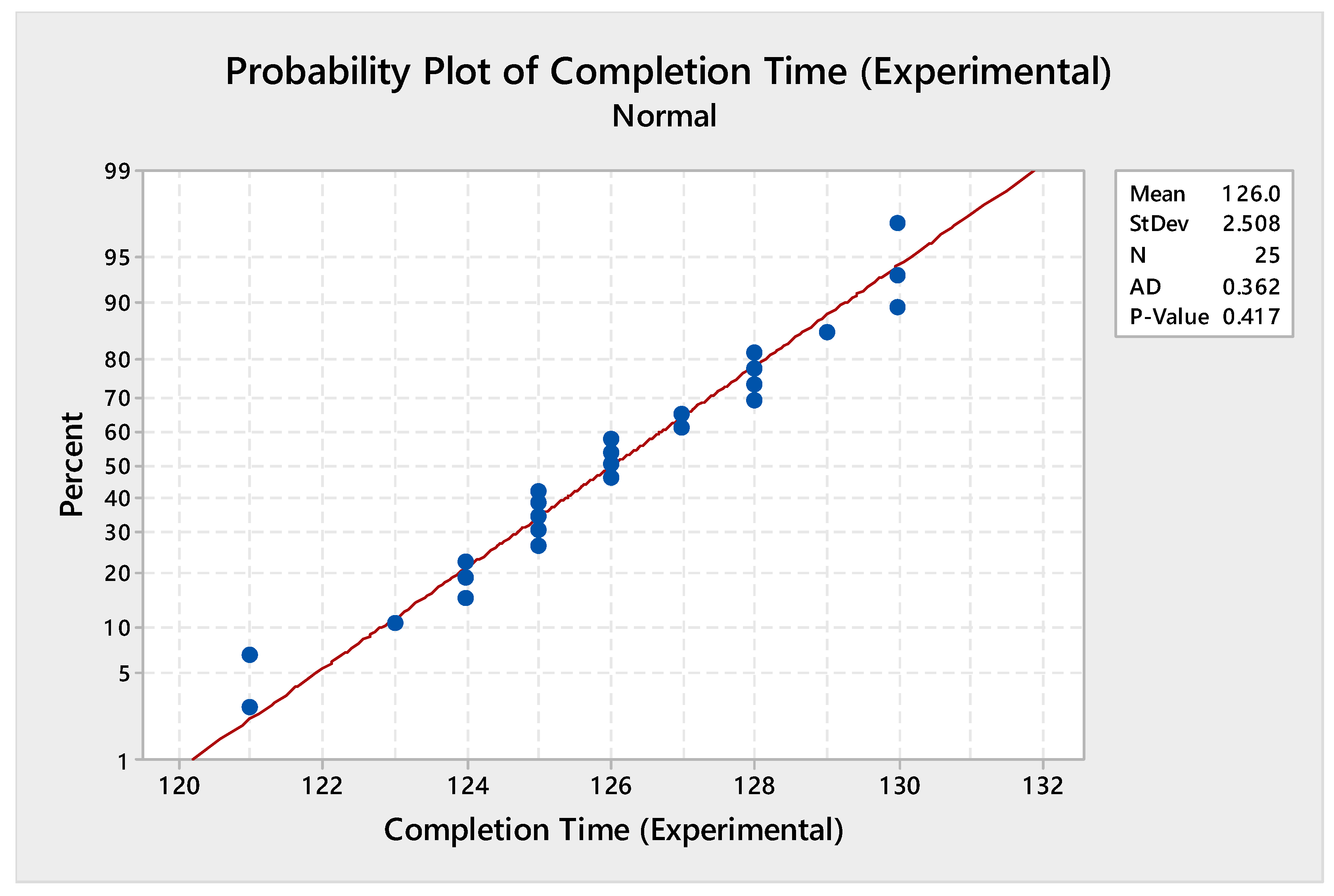
Figure 11 shows the results obtained for the normality test for completion time of experimental group.
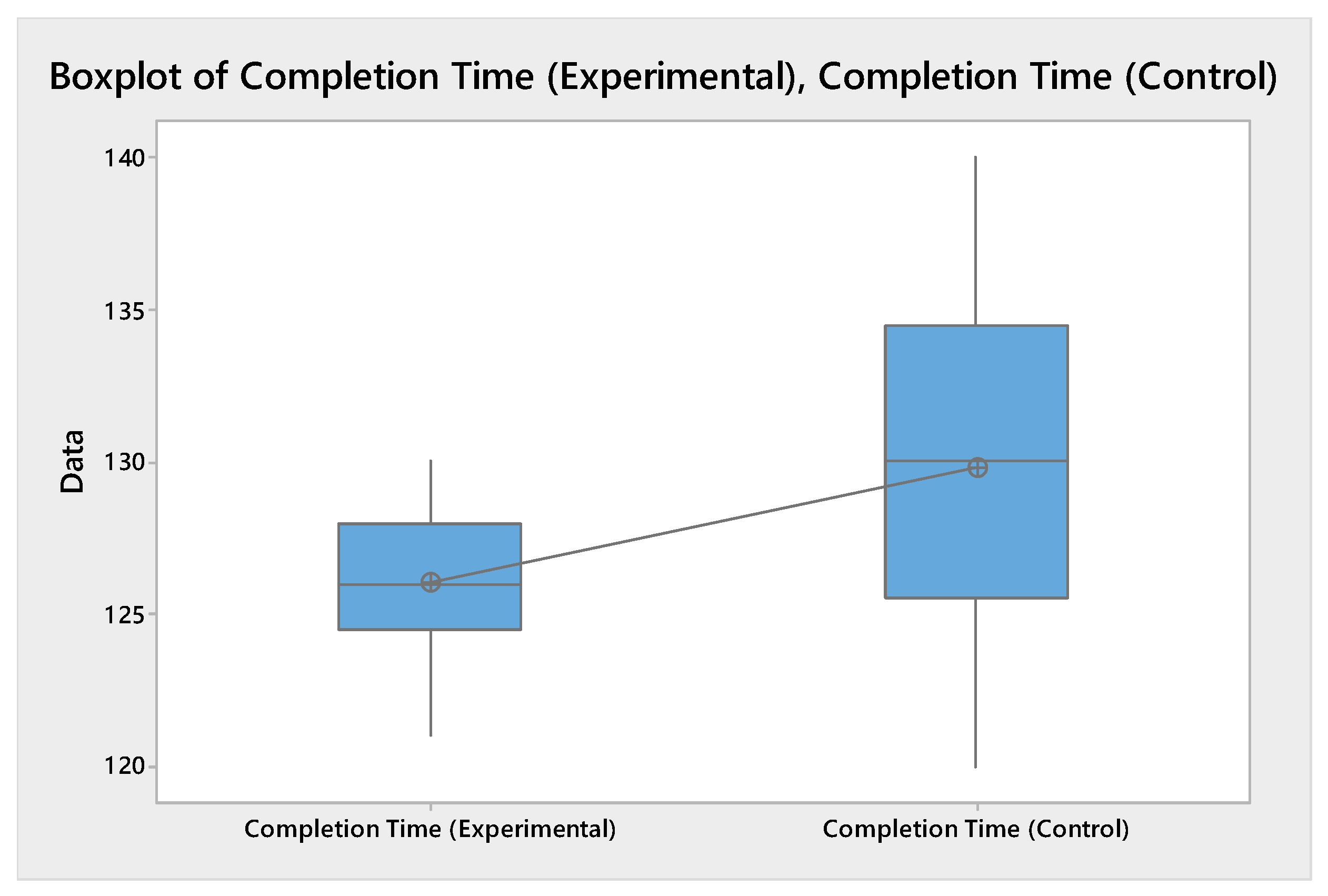
The results indicate that the data follow a normal distribution. Because the p-value is 0.417, which is greater than the significance level of 0.05, the decision is to fail to reject the null hypothesis. Similar tests were performed for other data, and the data came out to follow the normal distribution. Therefore, two-sample t-test can be applied to the data. Two-sample t-test with a 95% confidence level was also performed to study the effect of the VR-based teaching methodology on the completion time of the actual RMS configuration task. The results showed that the training method had a significant effect on the completion time with p-value of 0.006. Since the p-value is less than 0.05, the null hypothesis is rejected. This means the VR-based teaching methodology is better for teaching complicated concepts of engineering. Similar results were obtained from a two-sample t-test of number of errors (p-value = 0.032). Figure 12 shows the box-plots of the completion time for the two groups. It depicts that there is a substantial difference in the mean completion time of both groups.
Furthermore, the proposed course outcomes were aligned with IED/KSU outcomes, which fall within four domain categories: (1) knowledge, (2) cognitive skills, (3) interpersonal skills and responsibility, (4) communication, information technology, and numerical skills. The course outcomes were numbered and listed in Table 4.
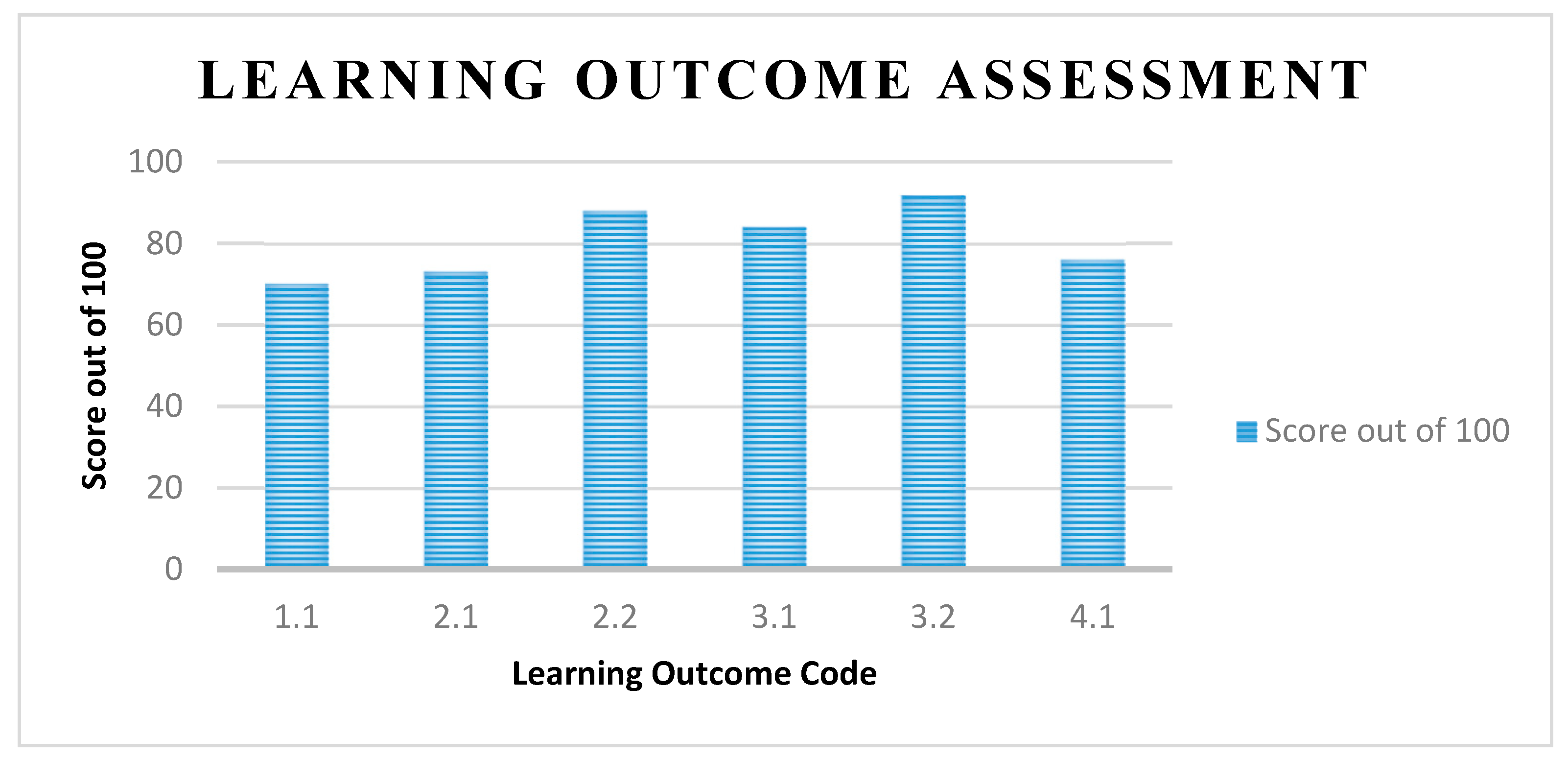
The results based on learning outcome are shown in Figure 13.
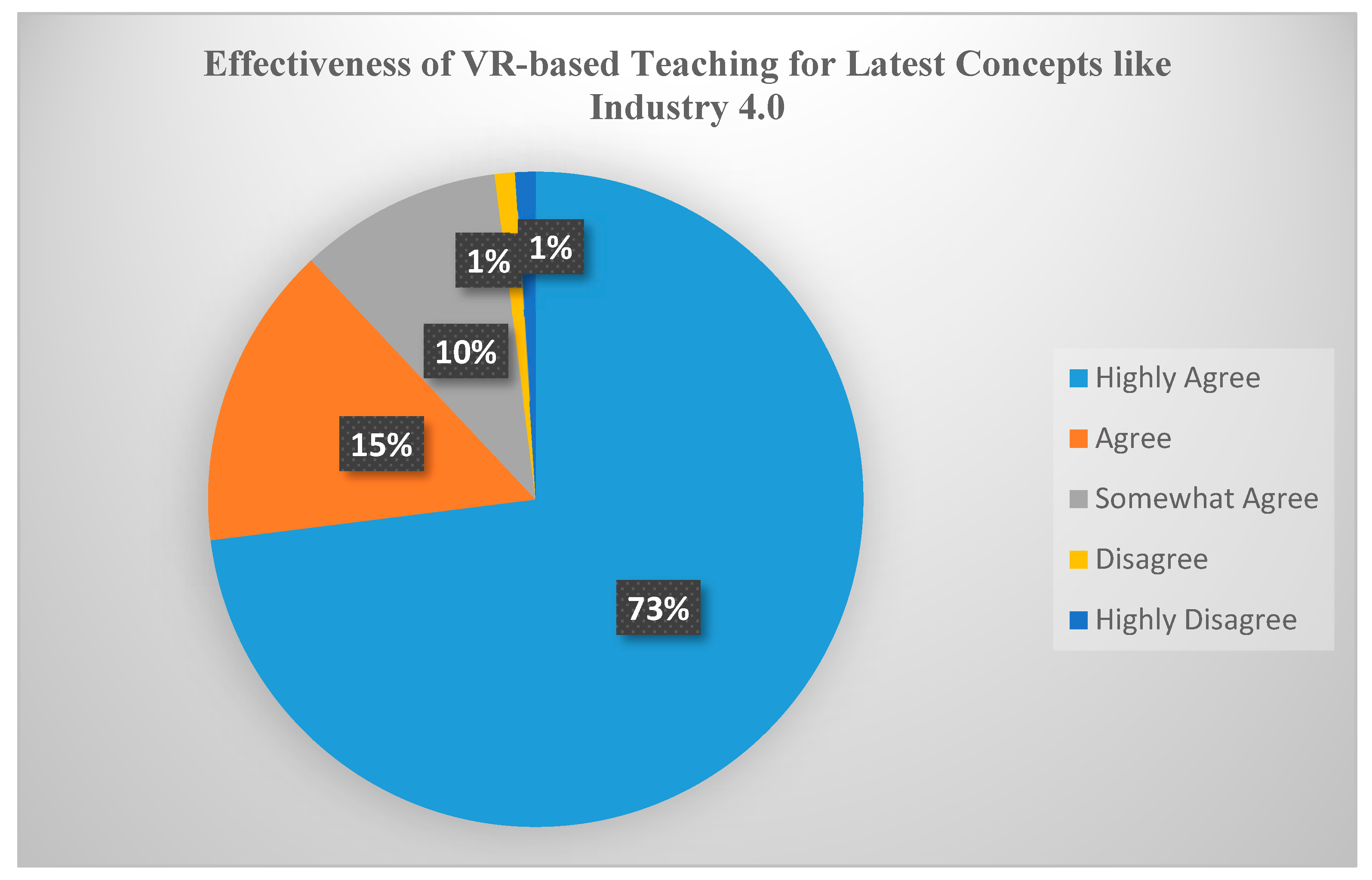
Based on Figure 14, it can be said that most of the students provided a good score (above 70) for the leaning outcomes that are relevant for this course (1.1, 2.1, 2.2, 3.1, 3.2, and 4.1). Moreover, a survey was designed and distributed to a sample of 25 graduates to obtain their response scores related to course organization, methodology, supervisors, and acquired skills. The survey was distributed during the examination period in order to obtain a full response. The results shown in Figure 10 indicate that most of the graduates believed in the effectiveness of the VR-based teaching method for concepts like Industry 4.0.
5. Conclusions
An innovative view of teaching and training are crucial in Industry 4.0 to prepare students for the challenges of the actual shop floor environment. This emphasizes the importance of practical applications built upon theoretical concepts. Rational and a logical methods, such as VR, are mandatory to maintain the passion of the future generation and to train them with advanced systems and accomplish the objectives of sustainable manufacturing. In this work, a useful teaching method based on the concepts of VLS has been introduced. It was employed to train students on the advanced concept of RMS through a well-established case study. The assessment of the proposed VR teaching approach suggested that the majority of the graduates were satisfied with its effectiveness to learn about advanced manufacturing concepts, such as the Industry 4.0 RMS paradigm. The proposed approach also outperformed the traditional teaching methods in terms of user understanding and satisfaction, number of errors, and completion time. Moreover, students were satisfied with the learning outcome of the course and the effectiveness of the VR-based teaching methodology. Furthermore, the authors are assured that teaching methods such as VLF are competent and efficient to meet the future requirements of engineering education in Industry 4.0.
Author Contributions
Conceptualization, B.S., M.K. and H.A.; Methodology, B.S., M.H.A. and S.H.M.; Formal analysis, M.H.A; investigation, B.S. and M.K.; Resources, M.H.A. and H.A.; Writing—Original Draft Preparation, B.S. and A.A.; Writing—Review and Editing, M.H.A., and S.H.M.; Visualization, M.H.A.; Supervision, B.S. and H.A.; Funding Acquisition, B.S. and M.K.”.
Funding
This research was funded by Deanship of Scientific Research at King Saud University grant number [RG-1438-088].
Acknowledgments
The authors extend their appreciation to the Deanship of Scientific Research at King Saud University for funding this work through research group No. (RG-1438-088).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Piccarozzi, M.; Aquilani, B.; Gatti, C. Industry 4.0 in management studies: A systematic literature review. Sustainability 2018, 10, 3821. [Google Scholar] [CrossRef]
- Kuts, V.; Otto, T.; Caldarola, E.G.; Modoni, G.E.; Sacco, M. Enabling the teaching factory leveraging a virtual reality system based on the digital twin. In Proceedings of the 15th Annual EuroVR Conference, London, UK, 22–23 October 2018; VTT Technical Research Centre of Finland, Ltd.: Espoo, Finland, 2018; pp. 26–31. [Google Scholar]
- Stachová, K.; Papula, J.; Stacho, Z.; Kohnová, L. External partnerships in employee education and development as the key to facing industry 4.0 challenges. Sustainability 2019, 11, 345. [Google Scholar] [CrossRef]
- ElMaraghy, W.; ElMaraghy, H.; Tomiyama, T.; Monostori, L. Complexity in engineering design and manufacturing. CIRP Ann. 2012, 61, 793–814. [Google Scholar] [CrossRef]
- Tolio, T.; Ceglarek, D.; ElMaraghy, H.A.; Fischer, A.; Hu, S.J.; Laperrière, L.; Newman, S.T.; Váncza, J. Species—Co-evolution of products, processes and production systems. CIRP Ann. 2010, 59, 672–693. [Google Scholar] [CrossRef]
- Benešová, A.; Hirman, M.; Steiner, F.; Tupa, J. Analysis of education requirements for electronics manufacturing within concept industry 4.0. In Proceedings of the 41st International Spring Seminar on Electronics Technology (ISSE), University of Novi Sad, Zlatibor, Novi Sad, Serbia, 16–20 May 2018; pp. 1–5. [Google Scholar]
- Abele, E.; Chryssolouris, G.; Sihn, W.; Metternich, J.; ElMaraghy, H.; Seliger, G.; Sivard, G.; ElMaraghy, W.; Hummel, V.; Tisch, M.; et al. Learning factories for future oriented research and education in manufacturing. CIRP Ann. 2017, 66, 803–826. [Google Scholar] [CrossRef]
- Taxén, G.; Naeve, A. A system for exploring open issues in vr-based education. Comput. Graph. 2002, 26, 593–598. [Google Scholar] [CrossRef]
- Abidi, M.H.; El-Tamimi, A.M.; Al-Ahmari, A.M. Virtual reality: Next generation tool for distance education. Int. J. Adv. Sci. Eng. Technol. 2012, 2, 95–100. [Google Scholar]
- Mourtzis, D.; Zogopoulos, V.; Vlachou, E. Augmented reality supported product design towards industry 4.0: A teaching factory paradigm. Procedia Manuf. 2018, 23, 207–212. [Google Scholar] [CrossRef]
- Mourtzis, D.; Vlachou, E.; Dimitrakopoulos, G.; Zogopoulos, V. Cyber- physical systems and education 4.0—The teaching factory 4.0 concept. Procedia Manuf. 2018, 23, 129–134. [Google Scholar] [CrossRef]
- Mourtzis, D. Development of Skills and Competences in Manufacturing Towards Education 4.0: A Teaching Factory Approach. In Proceedings of the 3rd International Conference on the Industry 4.0 Model for Advanced Manufacturing, Belgrade, Serbia, 5–7 June 2018; Ni, J., Majstorovic, V., Djurdjanovic, D., Eds.; Springer: Cham, Switzerland, 2018; pp. 194–210. [Google Scholar]
- Abele, E.; Metternich, J.; Tisch, M.; Chryssolouris, G.; Sihn, W.; ElMaraghy, H.; Hummel, V.; Ranz, F. Learning factories for research, education, and training. Procedia CIRP 2015, 32, 1–6. [Google Scholar] [CrossRef]
- Wagner, U.; AlGeddawy, T.; ElMaraghy, H.; MŸller, E. The state-of-the-art and prospects of learning factories. Procedia CIRP 2012, 3, 109–114. [Google Scholar] [CrossRef]
- Weidig, C.; Menck, N.; Winkes, P.A.; Aurich, J.C. Virtual Learning Factory on vr-Supported Factory Planning. In Proceedings of the Working Conference on Virtual Enterprises, Amsterdam, The Netherlands, 6–8 October 2014; Springer: Berlin/Heidelberg, Germany, 2014; pp. 455–462. [Google Scholar]
- Hummel, V.; Westkamper, E. Learning factory for advanced industrial engineering—Integrated approach of the digital learning environment and the physical model factory. In Production Engineering; University Publishing House: Krakow, Poland, 2007; pp. 215–227. [Google Scholar]
- ElMaraghy, H.; ElMaraghy, W. Learning integrated product and manufacturing systems. Procedia CIRP 2015, 32, 19–24. [Google Scholar] [CrossRef]
- Baena, F.; Guarin, A.; Mora, J.; Sauza, J.; Retat, S. Learning factory: The path to industry 4.0. Procedia Manuf. 2017, 9, 73–80. [Google Scholar] [CrossRef]
- Schreiber, S.; Funke, L.; Tracht, K. Bertha—A flexible learning factory for manual assembly. Procedia CIRP 2016, 54, 119–123. [Google Scholar] [CrossRef]
- Jaeger, A.; Mayrhofer, W.; Kuhlang, P.; Matyas, K.; Sihn, W. Total immersion: Hands and heads-on training in a learning factory for comprehensive industrial engineering education. Int. J. Eng. Educ. 2013, 29, 23–32. [Google Scholar]
- Bedolla, J.S.; D’Antonio, G.; Chiabert, P. A novel approach for teaching it tools within learning factories. Procedia Manuf. 2017, 9, 175–181. [Google Scholar] [CrossRef]
- Sampaio, A.Z.; Ferreira, M.M.; Rosário, D.P.; Martins, O.P. 3d and vr models in civil engineering education: Construction, rehabilitation and maintenance. Autom. Constr. 2010, 19, 819–828. [Google Scholar] [CrossRef]
- Dávideková, M.; Mjartan, M.; Greguš, M. Utilization of virtual reality in education of employees in slovakia. Procedia Comput. Sci. 2017, 113, 253–260. [Google Scholar] [CrossRef]
- Ahlberg, G.; Enochsson, L.; Gallagher, A.G.; Hedman, L.; Hogman, C.; McClusky, D.A., 3rd; Ramel, S.; Smith, C.D.; Arvidsson, D. Proficiency-based virtual reality training significantly reduces the error rate for residents during their first 10 laparoscopic cholecystectomies. Am. J. Surg. 2007, 193, 797–804. [Google Scholar] [CrossRef] [PubMed]
- Kaufmann, H.; Schmalstieg, D. Mathematics and geometry education with collaborative augmented reality. Comput. Graph. 2003, 27, 339–345. [Google Scholar] [CrossRef] [Green Version]
- Merchant, Z.; Goetz, E.T.; Cifuentes, L.; Keeney-Kennicutt, W.; Davis, T.J. Effectiveness of virtual reality-based instruction on students’ learning outcomes in k-12 and higher education: A meta-analysis. Comput. Educ. 2014, 70, 29–40. [Google Scholar] [CrossRef]
- Shin, D.; Yoon, E.S.; Lee, K.Y.; Lee, E.S. A web-based, interactive virtual laboratory system for unit operations and process systems engineering education: Issues, design and implementation. Comput. Chem. Eng. 2002, 26, 319–330. [Google Scholar] [CrossRef]
- Engum, S.A.; Jeffries, P.; Fisher, L. Intravenous catheter training system: Computer-based education versus traditional learning methods. Am. J. Surg. 2003, 186, 67–74. [Google Scholar] [CrossRef]
- Chen, C.J.; Toh, S.C.; Fauzy, W.M. The theoretical framework for designing desktop virtual reality-based learning environments. J. Interact. Learn. Res. 2004, 15, 147–167. [Google Scholar]
- Mourtzis, D.; Zogopoulos, V.; Katagis, I.; Lagios, P. Augmented reality based visualization of cam instructions towards industry 4.0 paradigm: A cnc bending machine case study. Procedia CIRP 2018, 70, 368–373. [Google Scholar] [CrossRef]
- Masoni, R.; Ferrise, F.; Bordegoni, M.; Gattullo, M.; Uva, A.E.; Fiorentino, M.; Carrabba, E.; Di Donato, M. Supporting remote maintenance in industry 4.0 through augmented reality. Procedia Manuf. 2017, 11, 1296–1302. [Google Scholar] [CrossRef]
- Koren, Y.; Shpitalni, M. Design of reconfigurable manufacturing systems. J. Manuf. Syst. 2010, 29, 130–141. [Google Scholar] [CrossRef]
- Koren, Y.; Wang, W.; Gu, X. Value creation through design for scalability of reconfigurable manufacturing systems. Int. J. Prod. Res. 2017, 55, 1227–1242. [Google Scholar] [CrossRef]
- ElMaraghy, H.A. Changing and evolving products and systems—Models and enablers. In Changeable and Reconfigurable Manufacturing Systems; ElMaraghy, H.A., Ed.; Springer: London, UK, 2009; pp. 25–45. [Google Scholar]
- Abele, E.; Tenberg, R.; Wennemer, J.; Cachay, J. Production Skills Development in Learning Factories [Kompetenzenzwicklung in Lernfabriken für die Produktion]. J. Econ. Fact. Oper. 2010, 105, 909–913. [Google Scholar] [CrossRef]
- Farid, A.M. Measures of reconfigurability and its key characteristics in intelligent manufacturing systems. J. Intell. Manuf. 2017, 28, 353–369. [Google Scholar] [CrossRef]
- Farid, A.M.; McFarlane, D.C. A tool for assessing reconfigurability of distributed manufacturing systems. IFAC Proc. Vol. 2006, 39, 523–528. [Google Scholar] [CrossRef]
- Goyal, K.K.; Jain, P.K.; Jain, M. A novel methodology to measure the responsiveness of rmts in reconfigurable manufacturing system. J. Manuf. Syst. 2013, 32, 724–730. [Google Scholar] [CrossRef]
- Mehrabi, M.G.; Ulsoy, A.G.; Koren, Y. Reconfigurable manufacturing systems: Key to future manufacturing. J. Intell. Manuf. 2000, 11, 403–419. [Google Scholar] [CrossRef]
- Heilala, J.; Voho, P. Modular reconfigurable flexible final assembly systems. Assem. Autom. 2001, 21, 20–30. [Google Scholar] [CrossRef]
- Calle, M.; González-R, P.L.; Leon, J.M.; Pierreval, H.; Canca, D. Integrated management of inventory and production systems based on floating decoupling point and real-time information: A simulation based analysis. Int. J. Prod. Econ. 2016, 181, 48–57. [Google Scholar] [CrossRef]
- González-R, P.L.; Framinan, J.M.; Pierreval, H. Token-based pull production control systems: An introductory overview. J. Intell. Manuf. 2012, 23, 5–22. [Google Scholar] [CrossRef]
- Padayachee, J.; Bright, G. The design of reconfigurable assembly stations for high variety and mass customisation manufacturing. S. Afr. J. Ind. Eng. 2013, 24, 15. [Google Scholar] [CrossRef]
- Ho, J.K.L. A proposed approach for reconfiguration of flexible assembly line systems by motion genes. Int. J. Prod. Res. 2005, 43, 1729–1749. [Google Scholar] [CrossRef]
- Michalos, G.; Sipsas, P.; Makris, S.; Chryssolouris, G. Decision making logic for flexible assembly lines reconfiguration. Robot. Comput. Integr. Manuf. 2016, 37, 233–250. [Google Scholar] [CrossRef]
- Kong, Z.; Ceglarek, D. Fixture workspace synthesis for reconfigurable assembly using procrustes-based pairwise configuration optimization. J. Manuf. Syst. 2006, 25, 25–38. [Google Scholar] [CrossRef]
- Moon, Y.-M.; Kota, S. Design of reconfigurable machine tools. J. Manuf. Sci. Eng. 2002, 124, 480–483. [Google Scholar] [CrossRef]
- Olabanji, O.M.; Mpofu, K. Comparison of weighted decision matrix, and analytical hierarchy process for cad design of reconfigurable assembly fixture. Procedia CIRP 2014, 23, 264–269. [Google Scholar] [CrossRef]
- Kong, Z.; Cegiarek, D. Rapid deployment of reconfigurable assembly fixtures using workspace synthesis and visibility analysis. CIRP Ann. 2003, 52, 13–16. [Google Scholar] [CrossRef]
- Fasth-Berglund, Å.; Stahre, J. Cognitive automation strategy for reconfigurable and sustainable assembly systems. Assem. Autom. 2013, 33, 294–303. [Google Scholar] [CrossRef]
- Mills, J.J.; Criswell, T.; Huff, B.; Liles, D. The dynamically reconfigurable assembly system. In Human Aspects in Computer Integrated Manufacturing; Olling, G.J., Kimura, F., Eds.; Elsevier: Amsterdam, The Netherlands, 1992; pp. 585–591. [Google Scholar]
- Cheikh, S.B.; Hajri-Gabouj, S.; Darmoul, S. Manufacturing configuration selection under arduous working conditions: A multi-criteria decision approach. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Kuala Lumpur, Malaysia, 8–10 March 2016. [Google Scholar]
- Jefferson, T.G.; Crossley, R.; Smith, T.; Ratchev, S. Review of Reconfigurable Assembly Systems Technologies for cost Effective Wing Structure Assembly; SAE International: Warrendale, PA, USA, 2013. [Google Scholar]
- Ali-Qureshi, Z.; ElMaraghy, W.H. Procurement of reconfigurable assembly system a justification for effective production ramp-up planning. Procedia CIRP 2014, 16, 164–169. [Google Scholar] [CrossRef]
- Kashkoush, M.; ElMaraghy, H. Product family formation for reconfigurable assembly systems. Procedia CIRP 2014, 17, 302–307. [Google Scholar] [CrossRef]
- Ascheri, A.; Ippolito, M.; Colombo, G.; Furini, F.; Atzeni, E. Automatic configuration of a powertrain assembly line layout based on a kbe approach. In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA), Barcelona, Spain, 16–19 September 2014; pp. 1–4. [Google Scholar]
- Lafou, M.; Mathieu, L.; Pois, S.; Alochet, M. Manufacturing system configuration: Flexibility analysis for automotive mixed-model assembly lines. IFAC-PapersOnLine 2015, 48, 94–99. [Google Scholar] [CrossRef]
- Landherr, M.; Westkämper, E. Integrated product and assembly configuration using systematic modularization and flexible integration. Procedia CIRP 2014, 17, 260–265. [Google Scholar] [CrossRef]
- Modrak, V.; Marton, D.; Bednar, S. The influence of mass customization strategy on configuration complexity of assembly systems. Procedia CIRP 2015, 33, 538–543. [Google Scholar] [CrossRef]
- Sayed, M.S.; Lohse, N. Distributed bayesian diagnosis for modular assembly systems—A case study. J. Manuf. Syst. 2013, 32, 480–488. [Google Scholar] [CrossRef]
- Weyer, S.; Schmitt, M.; Ohmer, M.; Gorecky, D. Towards industry 4.0—Standardization as the crucial challenge for highly modular, multi-vendor production systems. IFAC-PapersOnLine 2015, 48, 579–584. [Google Scholar] [CrossRef]
- Dale, E. Audiovisual Methods in Teaching; Dryden Press: New York, NY, USA, 1969. [Google Scholar]
- Cheikh, S.B.; Hajri-Gabouj, S.; Darmoul, S. Reconfiguring manufacturing systems using an analytic hierarchy process with strategic and operational indicators. In Proceedings of the 2015 International Conference on Industrial Engineering and Operations Management (IEOM), Dubai, UAE, 3–5 March 2015; pp. 1–6. [Google Scholar]
- Bougrine, A.; Darmoul, S.; Hajri-Gabouj, S. Topsis based multi-criteria reconfiguration of manufacturing systems considering operational and ergonomic indicators. In Proceedings of the 2017 International Conference on Advanced Systems and Electric Technologies (IC_ASET), Hammamet, Tunisia, 14–17 January 2017; pp. 329–334. [Google Scholar]
Figure 1.
Cone of Experience, adapted from [62].
Figure 1.
Cone of Experience, adapted from [62].

Figure 2.
A course designed based on a virtual learning factory (VLF).

Figure 3.
Pictorial representation of the methodology.

Figure 4.
Selected product to be manufactured.

Figure 5.
Assembly chart of the machine vice.

Figure 6.
Computer-aided design (CAD) models of (a) L-Shape reconfigurable manufacturing system (RMS), (b) U-Shape RMS, and (c) Loop-Shape RMS.
Figure 6.
Computer-aided design (CAD) models of (a) L-Shape reconfigurable manufacturing system (RMS), (b) U-Shape RMS, and (c) Loop-Shape RMS.
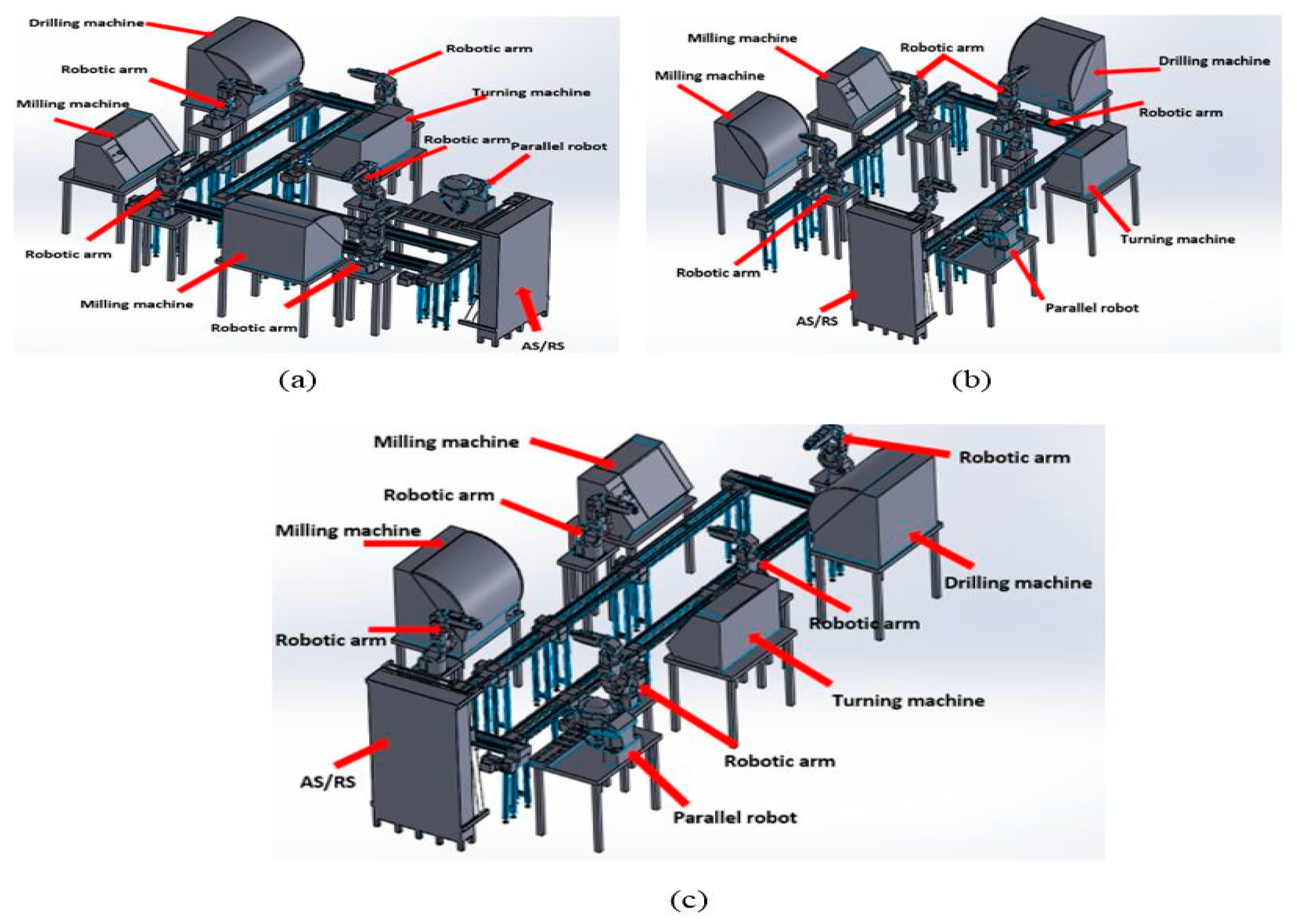
Figure 7.
Hardware used: (a) screen; (b) rear projector; (c) hand wand; (d) shutter glasses with head tracker; (e) virtual reality (VR) hardware controller with workstations; (f) AMX controller with space mouse and space ball.
Figure 7.
Hardware used: (a) screen; (b) rear projector; (c) hand wand; (d) shutter glasses with head tracker; (e) virtual reality (VR) hardware controller with workstations; (f) AMX controller with space mouse and space ball.
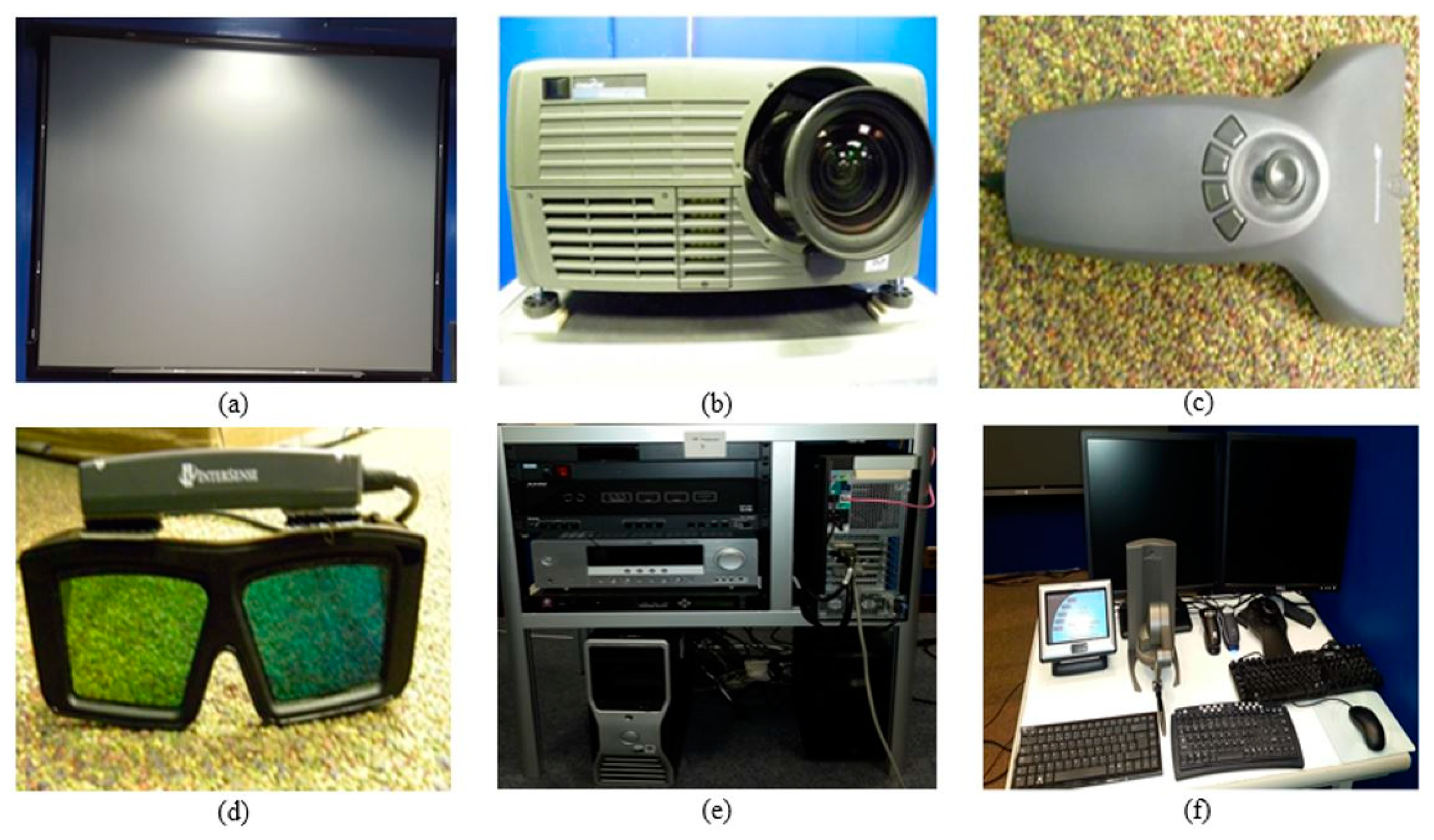
Figure 8.
Student learning in the VR environment.

Figure 9.
Actual RMS system in shop floor.

Figure 10.
Completion time of participants from two groups.

Figure 11.
Normality test of the completion time data of the experimental group.
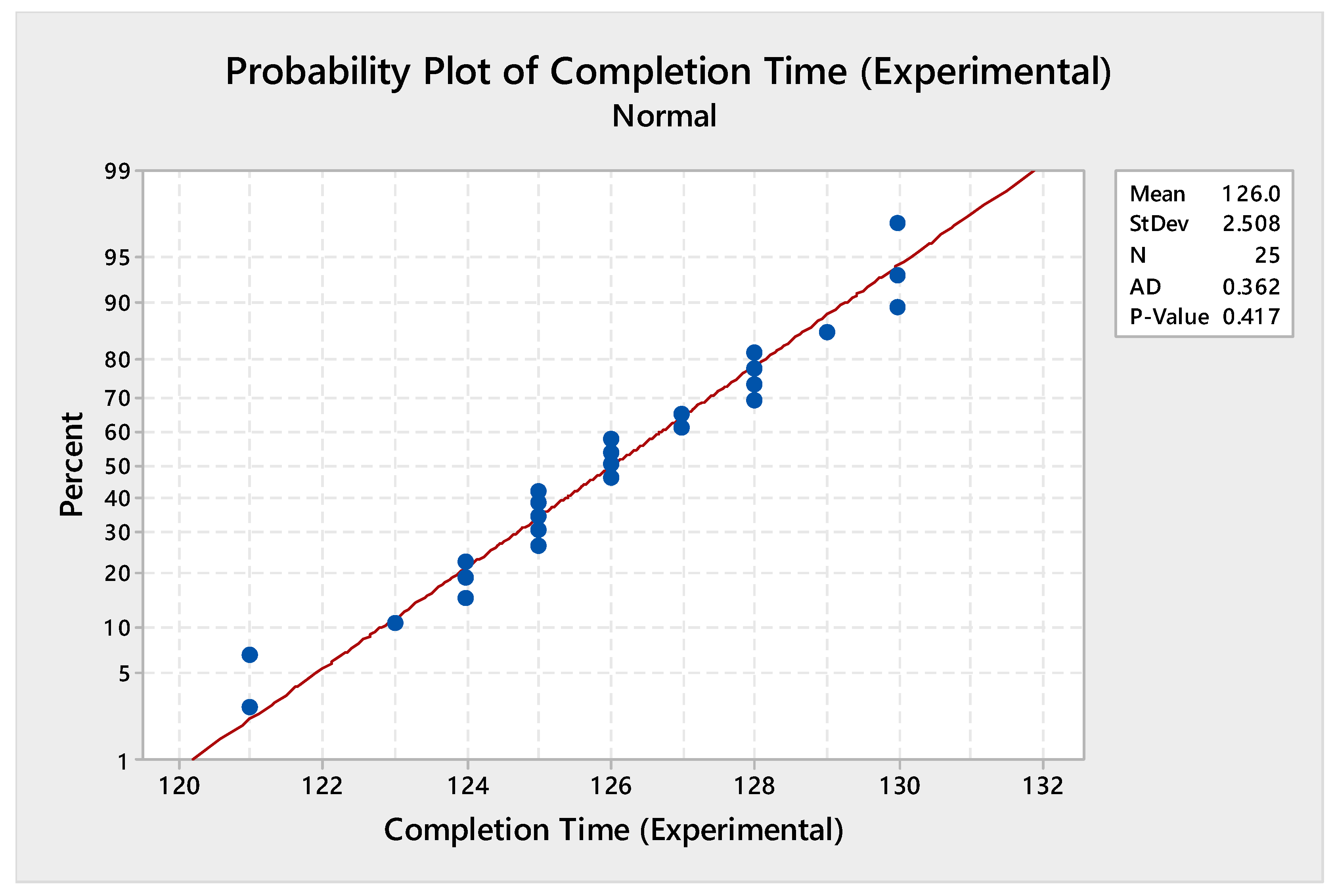
Figure 12.
Boxplot of completion time of both groups.
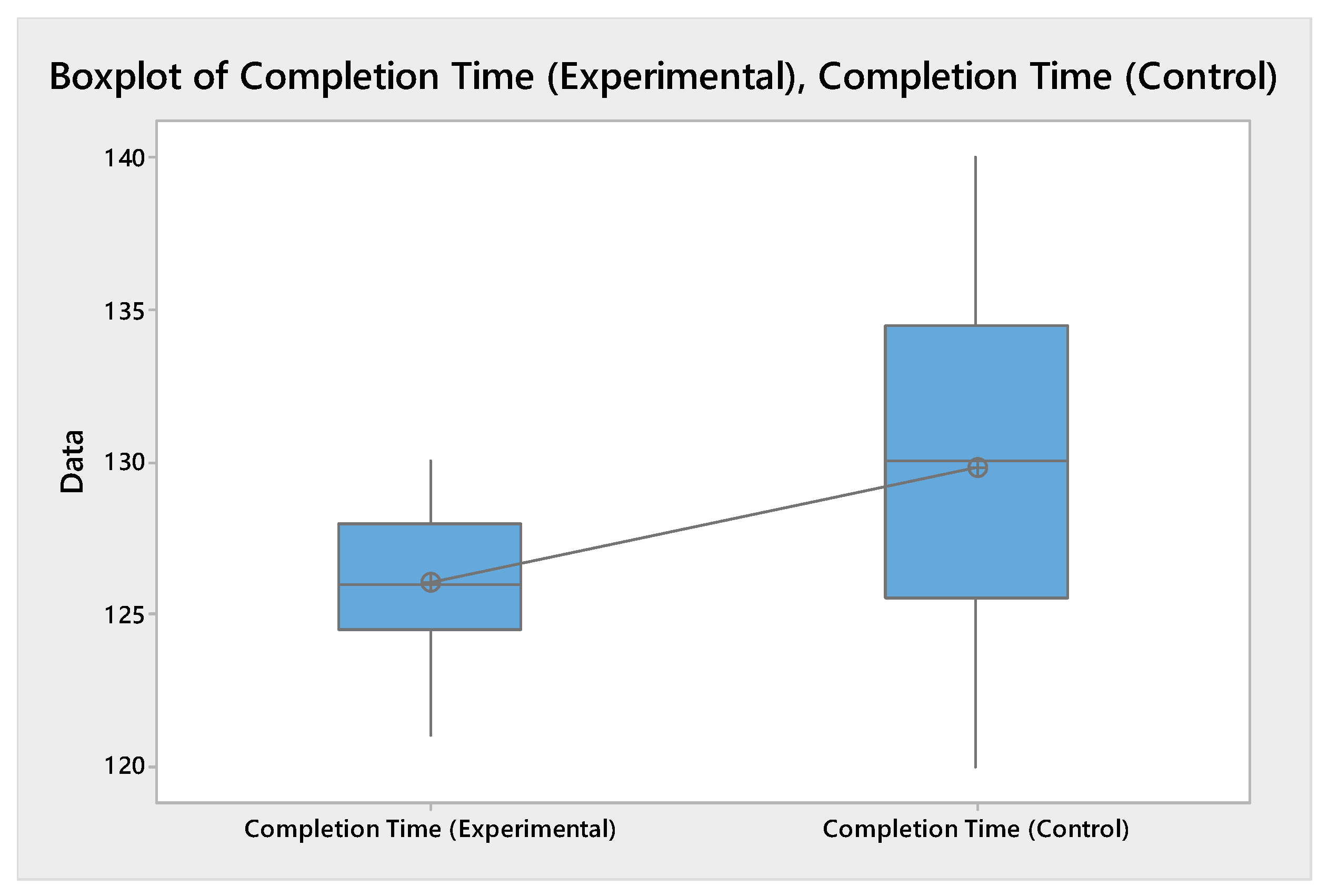
Figure 13.
Assessment of learning outcomes.
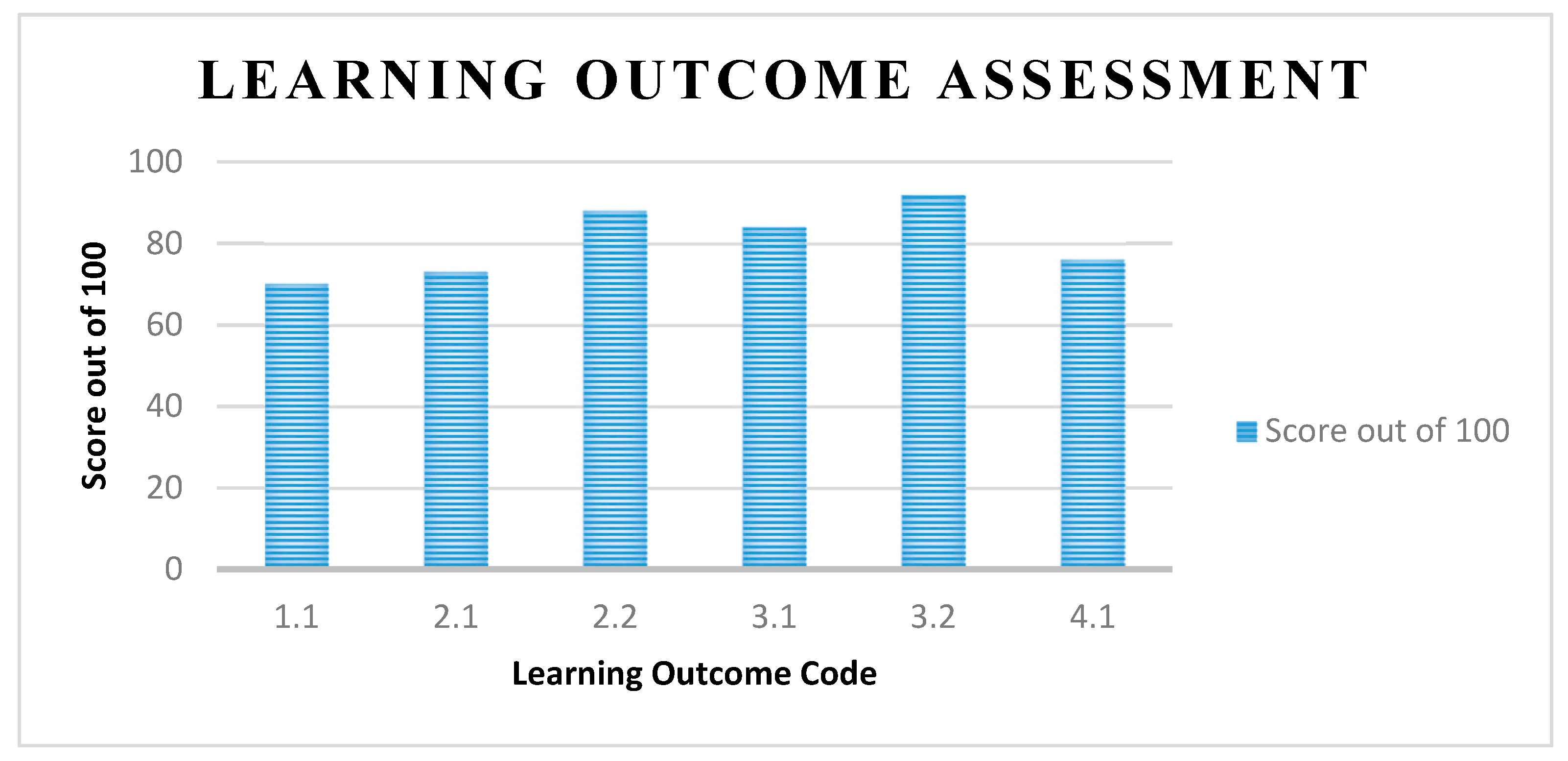
Figure 14.
Effectiveness of VR-based teaching for concepts like Industry 4.0.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Mechanical Vice part list.
| Part No. | Quantity | Part Name |
|---|---|---|
| 1 | 01 | Base |
| 2 | 01 | Sliding Jaw |
| 3 | 01 | Vice Screw |
| 4 | 01 | Handle for Screw |
| 5 | 04 | Screw |
| 6 | 02 | Jaws plate |
| 7 | 01 | Collar |
| 8 | 02 | Handle Ball |
| 9 | 02 | Tapper Pin |
| 10 | 02 | Sliding Key |
| 11 | 01 | Special key |
| 12 | 02 | Set Screw |
Table 2.
Base of the mechanical vice routing sheet.
| Part Name: BASE Part Material: Malleable Steel Plate Lot size: 20 pcs. Part No.: 1 | Blank Size: 180 × 155 Steel Plate, 80 mm thick | 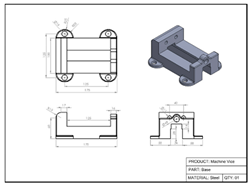 | |||||
| Operation Number | Description | Tool and aux. | Machine | Setup, (min)/pc | Loading/ Unloading (min)/pc | Operation time, min. | Prod. Time, min/pc |
| 10 | Cut from stock | Saw | Power saw | 0.8 | 1 | 3 | 4.8 |
| 20 | Milling as per drawing | Milling tool | Milling machine | 1 | 1 | 6 | 8 |
| 30 | Drilling | Twist drill | Drill press | 0.5 | 0.5 | 3 | 4 |
| 40 | Threading | Thread tool | Lathe | 0.5 | 0.5 | 3 | 4 |
Table 3.
Summarized results for performance measures.
| Group | Completion Time (mins.) Mean (S.D.) | Accuracy (Number of Errors) Mean (S.D.) | % Completion Mean (S.D.) |
|---|---|---|---|
| Experimental | 126.04 (2.51) | 1.20 (1.08) | 100 |
| Control | 129.84 (5.89) | 2.12 (1.76) | 100 |
Table 4.
Summarized results for performance measures.
| Code | Learning Domains and Course Learning Outcomes |
|---|---|
| 1.0 | Knowledge |
| 1.1 | Recognize the necessary basic science and mathematics and gain the necessary engineering science |
| 2.0 | Cognitive Skills |
| 2.1 | Design, develop, implement, and improve a process, a component or an integrated system under realistic constraints. |
| 2.2 | Use the techniques, skills, and modern engineering tools necessary in engineering practice. |
| 3.0 | Interpersonal Skills & Responsibility |
| 3.1 | Judge and evaluate the RMS development and design issues |
| 3.2 | Demonstrate the ability to work effectively in a team |
| 4.0 | Communication, Information Technology, Numerical |
| 4.1 | Show ability to communicate and use of knowledge of contemporary issues |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Salah, B.; Abidi, M.H.; Mian, S.H.; Krid, M.; Alkhalefah, H.; Abdo, A. Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0. Sustainability 2019, 11, 1477. https://doi.org/10.3390/su11051477
AMA Style
Salah B, Abidi MH, Mian SH, Krid M, Alkhalefah H, Abdo A. Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0. Sustainability. 2019; 11(5):1477. https://doi.org/10.3390/su11051477
Chicago/Turabian StyleSalah, Bashir, Mustufa Haider Abidi, Syed Hammad Mian, Mohammed Krid, Hisham Alkhalefah, and Ali Abdo. 2019. "Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0" Sustainability 11, no. 5: 1477. https://doi.org/10.3390/su11051477
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.