Shades of Green: Life Cycle Assessment of a Urethane Methacrylate/Unsaturated Polyester Resin System for Composite Materials


Abstract
:1. Introduction
1.1. Sustainability in the Context of Composite Materials
1.2. Green Composites
1.3. Life Cycle Assessment of Composites
- system boundaries are applied to a study to limit the amount of data collected;
- generic data for supporting processes are used; and
- representation of the process based upon average performance.
- in some cases, only energy inputs and materials that directly report the resin system were included, whereas in some, other aspects (cleaning, transport, etc.) were included;
- batch processes were typically modelled in an aggregated manner, i.e., as if all inputs and output occurred at once, or rather summing over all inputs or outputs; and
- all the studies showed that the raw materials had a greater environmental impact compared to on site production, despite differences in system boundaries, or different results which could be expected due to the differences in system boundaries.
1.4. Current Work
2. Materials and Methodology
2.1. Materials
- Initial base polymers, catalysts and inhibitors are put into the reactor. This first stage contributes approximately 25% of the final mass of the batch. The raw materials within the reactor are heated to 80 °C.
- Once the temperature of the reactor has stabilised at 80 °C, the reactive component raw material is drip-fed into the reactor. This component equates to 15% of the final mass. It takes roughly two hours for this stage to complete. Owing to the exothermic reaction, no heating or cooling was required to hold the temperature at 80 °C. The piping system is flushed with a small amount of diluent.
- The reactor is then maintained at a temperature of 80 °C for the next two to three hours with steam heating.
- The reactor is cooled to 40 °C. The bulk of the cross-linking agent is added (30% of the final mass). Within this stage there is the addition of approximately 10% of another urethane methacrylate base resin and approximately 15% of an unsaturated polyester base resin.
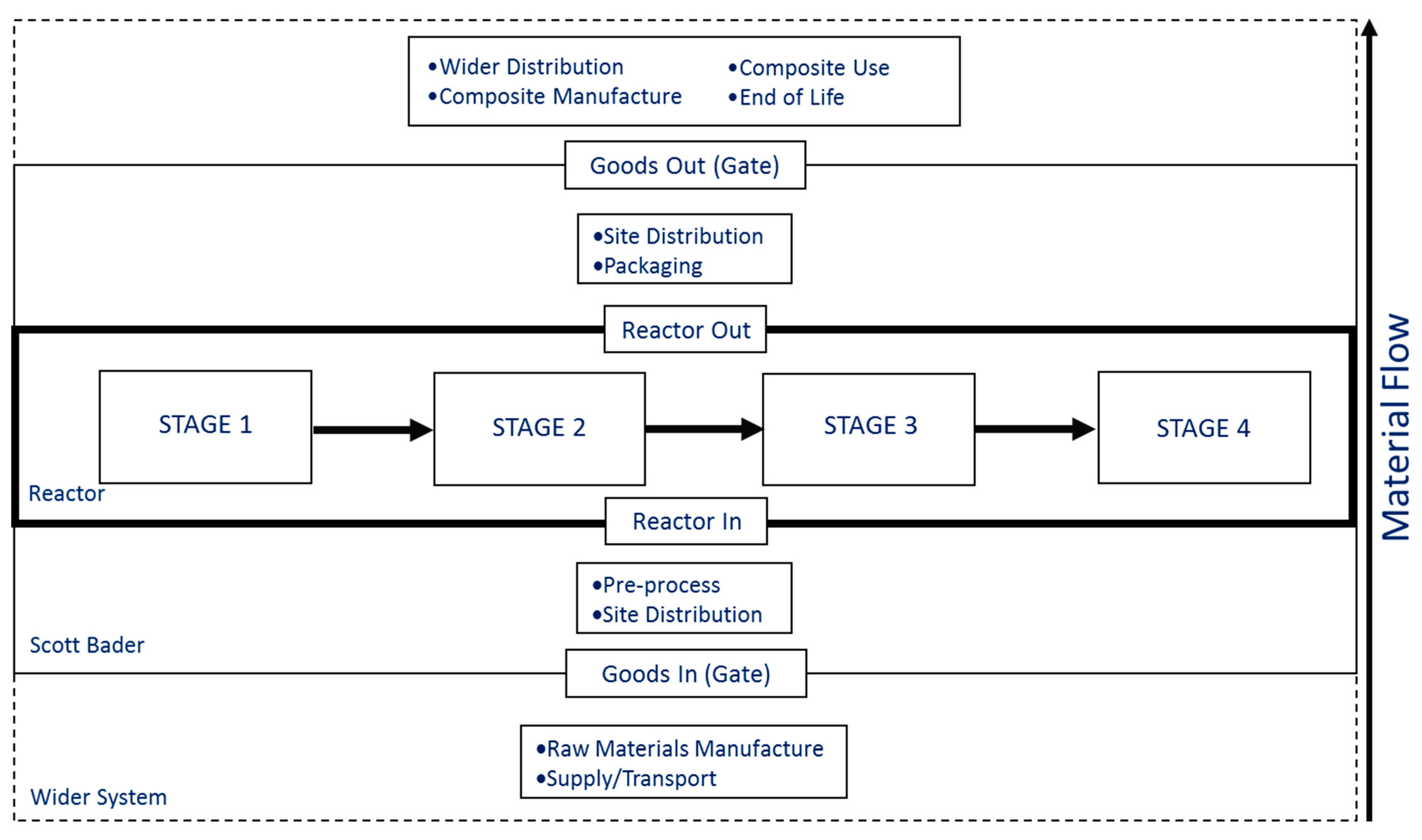
2.2. Life Cycle Assessment Methodology
- Acidification Potential (AP) (kg SO2 equivalent)
- Eutrophication Potential (EP) (kg phosphate equivalent)
- Freshwater Aquatic Ecotoxicity Potential (FAEP) (kg dichlorobenzene, DCB, equivalent)
- Global Warming Potential (GWP) (100 years) (kg. CO2 equivalent)
- Human Toxicity Potential (HTP) (kg DCB equivalent)
- Ozone Layer Depletion Potential (OLDP) (kg R11 equivalent)
- Photochemical Oxidant Creation Potential (POCP) (kg Ethene equivalent)
- Terrestrial Ecotoxicity Potential (TEP) (kg DCB equivalent)
- Nitrogen Evaporation: This process assumed that 1 kg of liquid nitrogen input equalled 1 kg of nitrogen output. There are no other inputs or outputs. The nitrogen is used in the reactor is fed continuously throughout the entire manufacturing process at a constant rate.
- Reactor Stage 1: This process adds the first set of materials (monomers, diluents, catalysts, inhibitors and nitrogen gas) and energy during the first stage of manufacture and the outputs are an intermediate resin (#1) and nitrogen gas (which is released to the atmosphere).
- Reactor Stage 2: This process adds the new materials (monomers, diluents, nitrogen gas etc.), energy and the intermediate resin (#1) and then outputs another intermediate resin (#2) and nitrogen gas (which is released to the atmosphere).
- Reactor Stage 3: This process adds the new materials, energy and the intermediate resin (#2) and then outputs another intermediate resin (#3) and nitrogen gas (which is released to the atmosphere).
- Reactor Stage 4: This final reactor stage adds the new materials, energy, intermediate resin (#3), other resins and outputs the urethane methacrylate/unsaturated polyester resin and nitrogen gas (which is released to the atmosphere).
- Materials Collation: To assist in data management and subsequent analysis, the material inputs associated with each of the resins’ (UP, UMa and blend) manufacture were grouped together.
- 100% power load on stirrer for first three minutes of manufacture to approximate the energy required to get the reactants up to speed;
- 20% power load on stirrer to sustain rotation speed;
- 89% boiler efficiency from steam heating (data available closest to actual);
- Heat loss from reactor was calculated to be 5 kW (80 °C, cylindrical tank of exact dimensions, medium insulation on bottom and side) [35];
- Monomer ambient temperature was 21 °C (room temperature);
- No heating or cooling required during Stage 2 (common operating condition);
- No energy required to convert the nitrogen from a liquid state to a gas state (energy sourced from the atmosphere);
- No volatiles were released during resin manufacture;
- No piping losses for steam heating;
- No energy required for reactor vessel to heat up;
- Unsaturated polyester manufactured modelled using a basic single stage process.
3. Results and Discussion
3.1. Overview
3.2. Potential Underestimation of Energy Input for Heating
3.3. Off-site Transportation
- these products will travel 1500 miles (equivalent distance of Wollaston, England to most edges of Europe);
- materials are transported on 32 ton trucks (24.7 ton cargo capacity) with Euro 4 emission rating;
- 40% of travel is on motorways, 40% is on out of town roads and 20% is in urban areas;
- 85 wt.% cargo utilisation (accounting for empty journeys).
3.4. Adjustments to the Formulation
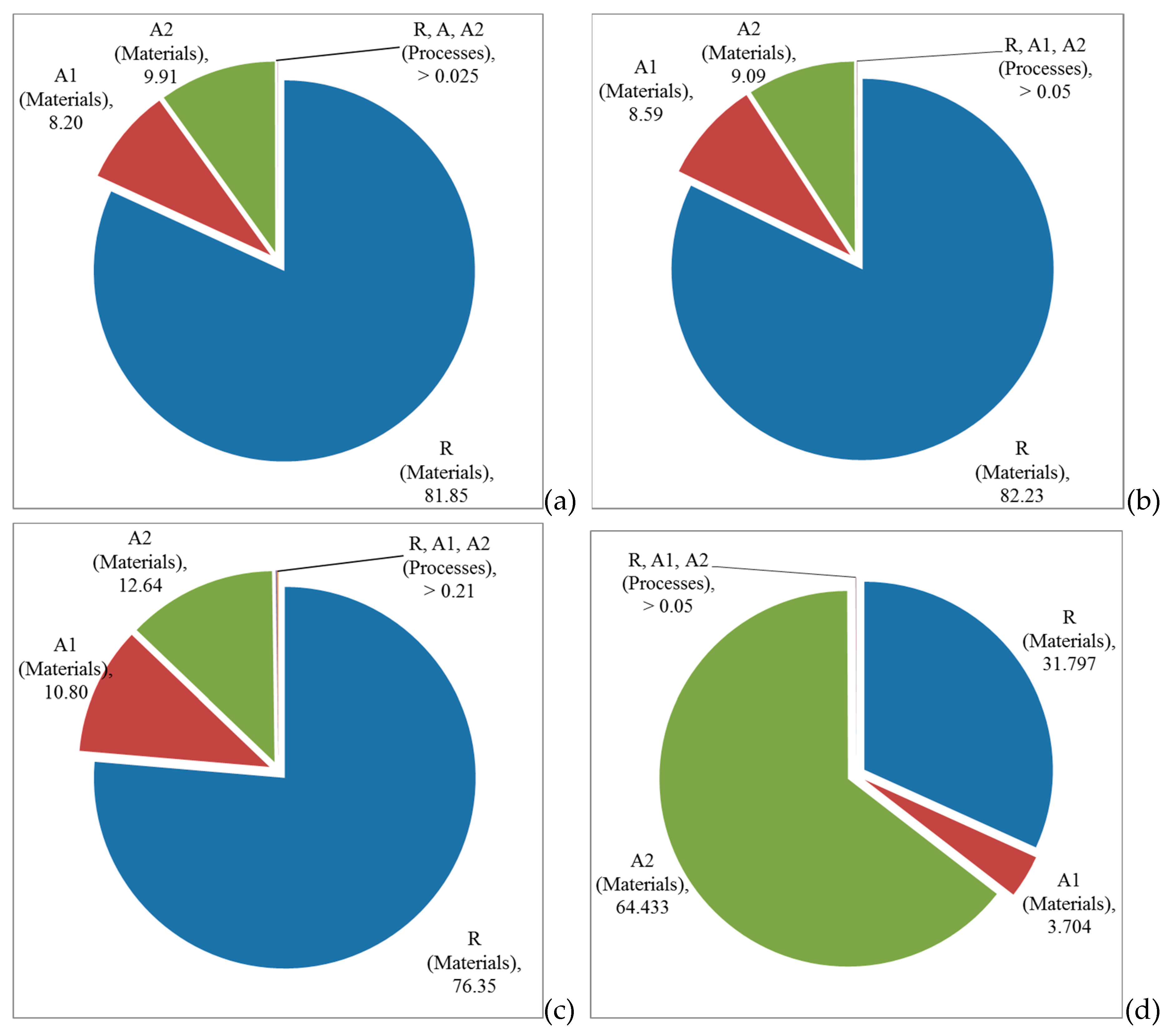
3.5. Disproportionate Impacts
- 81% of the POCP impact.
- 73.1% of the AP impact.
- 72% of the GWP impact.
4. Implications
4.1. The Environmental Impact of Resin Production
4.2. Strategy Informed by LCA
5. Concluding Remarks
Author Contributions
Funding
Conflicts of Interest
References
- Baillie, C. Eco-composites. Compos. Sci. Technol. 2003, 63, 1223–1224. [Google Scholar] [CrossRef]
- Dicker, M.P.M.; Duckworth, P.F.; Baker, A.B.; Francois, G.; Hazzard, M.K.; Weaver, P.M. Green composites: A review of material attributes and complementary applications. Compos. Part A Appl. Sci. Manuf. 2014, 56, 280–289. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Morreale, M. Green composites: A brief review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- Reddy, M.M.; Vivekanandhan, S.; Misra, M.; Bhatia, S.K.; Mohanty, A.K. Biobased plastics and bionanocomposites: Current status and future opportunities. Prog. Polym. Sci. 2013, 38, 1653–1689. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part A Appl. Sci Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Thomason, J.L. Why are natural fibres failing to deliver on composite performance? In Proceedings of the 17th International Conference on Composite Materials, ICCM17, Edinburgh, UK, 27–31 July 2009. [Google Scholar]
- Weston, N.; Clift, R.; Holmes, P.; Basson, L.; White, N. Streamlined life cycle approaches for use at oil refineries and other large industrial facilities. Ind. Eng. Chem. Res. 2011, 50, 1624–1636. [Google Scholar] [CrossRef]
- European Commission. European Commission Directive 2008/98/EC. Waste framework directive. Off. J. Eur. Union 2008, L312, 3. [Google Scholar]
- Thakur, V.K.; Thakur, M.K.; Raghavan, P.; Kessler, M.R. Progress in green polymer composites from lignin for multifunctional applications: A Review. ACS Sustain. Chem. Eng. 2014, 2, 1072–1092. [Google Scholar] [CrossRef]
- Lewandowska, A.E.; Soutis, C.; Savage, L.; Eichhorn, S.J. Carbon fibres with ordered graphitic-like aggregate structures from a regenerated cellulose fibre precursor. Compos. Sci. Technol. 2015, 116, 50–57. [Google Scholar] [CrossRef] [Green Version]
- Pickering, K.L. (Ed.) Properties and Performance of Natural-Fibre Composites; Woodhead Publishing: Cambridge, UK, 2008. [Google Scholar]
- Summerscales, J.; Dissanayake, N.; Virk, A.; Hall, W. A review of bast fibres and their composites. Part 2 Composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1336–1344. [Google Scholar] [CrossRef]
- Summerscales, J.; Dissanayake, N.; Virk, A.; Hall, W. A review of bast fibres and their composites. Part 1-Fibres as reinforcements. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1329–1335. [Google Scholar] [CrossRef]
- Summerscales, J.; Virk, A.; Hall, W. A review of bast fibres and their composites: Part 3-Modelling. Compos. Part A Appl. Sci. Manuf. 2013, 44, 132–139. [Google Scholar] [CrossRef]
- Einsiedel, R.; Uihlein, K.; Ganster, J.; Rihm, R. Cordenka Reinforced PLA—Advanced Bio-derived Composite Material. In Proceedings of the 68th Annual Technical Conference of the Society of Plastics Engineers 2010 (ANTEC 2010), Society of the Plastics Industry, Orlando, FL, USA, 16–20 May 2010; pp. 306–311. [Google Scholar]
- Azapagic, A.; Emsley, A.; Hamerton, I. Polymers: The Environment and Sustainable Development; John Wiley & Sons: Chichester, UK, 2003. [Google Scholar]
- Chard, J.M.; Creech, G.; Jesson, D.A.; Smith, P.A. Green composites: Sustainability and mechanical performance. In Proceedings of the 18th International Conference on Composite Materials ICCM, Jeju Island, Korea, 21–26 August 2011. [Google Scholar]
- Chard, J.M.; Creech, G.; Jesson, D.A.; Smith, P.A. Coupling agent for natural fibre composites utilising thermosetting resin systems. In Proceedings of the 15th European Conference on Composite Materials ESCM, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Chard, J.M.; Creech, G.; Jesson, D.A.; Smith, P.A. Green composites: Sustainability and mechanical performance. Plast. Rubber Compos. 2013, 42, 421–426. [Google Scholar] [CrossRef]
- Jensen, A.A.; Hoffman, L.; Møller, B.T.; Schmidt, A.; Christiansen, K.; Elkington, J.; van Dijk, F. Life Cycle Assessment: A Guide to Approaches, Experiences and Information Sources; Environmental Issues Series No. 6; European Environment Agency: Copenhagen, Denmark, 1997.
- Braungart, M.M.; Donough, M.W. Cradle to Cradle Remaking the Way We Make Things; Vintage: New York, NY, USA, 2002. [Google Scholar]
- Baumann, H.; Tillman, A.-H. The Hitch Hiker’s Guide to LCA; Studentlitteratur: Lund, Sweden, 2004. [Google Scholar]
- BS EN ISO 14040. Environmental Management—Life Cycle Assessment—Principles and Framework; International Organization for Standardization: Geneva, Switzerland, 2006.
- BS EN ISO 14044. Environmental Management—Life Cycle Assessment—Requirements and Guidelines; International Organization for Standardization: Geneva, Switzerland, 2006.
- Batouli, S.M.; Zhu, Y.; Nar, M.; D’Souza, N.A. Environmental performance of kenaf-fiber reinforced polyurethane: A life cycle assessment approach. J. Clean. Prod. 2014, 66, 164–173. [Google Scholar] [CrossRef]
- Song, Y.S.; Youn, J.R.; Gutowski, T.G. Life cycle energy analysis of fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1257–1265. [Google Scholar] [CrossRef]
- Witik, R.A.; Payet, J.; Michaud, V.; Ludwig, C.; Månson, J.A. Assessing the life cycle costs and environmental performance of lightweight materials in automobile applications. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1694–1709. [Google Scholar] [CrossRef]
- Le Duigou, A.; Baley, C. Coupled micromechanical analysis and life cycle assessment as an integrated tool for natural fibre composites development. J. Clean. Prod. 2014, 83, 61–69. [Google Scholar] [CrossRef]
- Millet, D.; Bistagnino, L.; Lanzavecchia, C.; Camous, R.; Poldma, T. Does the potential of the use of LCA match the design team needs? J. Clean. Prod. 2007, 15, 335–346. [Google Scholar] [CrossRef]
- Hischier, R. Polyester resin, unsaturated. In Life Cycle Inventories of Chemicals; Report No. 8.; Althaus, H.-J., Chudacoff, M., Hischier, R., Jungbluth, N., Osses, M., Primas, A., Eds.; Ecoinvent, Swiss Centre for Life Cycle Inventories: Zurich, Switzerland, 2007. [Google Scholar]
- Wilson, J.B. Life-cycle inventory of formaldehydebased resins used in wood composites in terms of resources, emissions, energy and carbon. Wood Fiber Sci. 2010, 42, 125–143. [Google Scholar]
- Kočí, V.; Loubal, T. LCA of liquid epoxy resin produced based on polypropylene and glycerine. Acta Environ. Univ. Comen. 2012, 20, 62–67. [Google Scholar]
- Álvarez-Chávez, C.R.; Edwards, S.; Moure-Eraso, R.; Geiser, K. Sustainability of bio-based plastics: General comparative analysis and recommendations for improvement. J. Clean. Prod. 2012, 23, 47–56. [Google Scholar] [CrossRef]
- Guinee, J.B. (Ed.) Handbook of Life Cycle Assessment: Operation Guide to ISO Standards; Kluwer Academic Publishers: Secaucus, NJ, USA, 2002. [Google Scholar]
- Spiraxsarco. Tank Heating-Heat Losses and Steam Load. Online Calculator. 2012. Available online: http://www.spiraxsarco.com/esc/heatloss_tankheating.aspx?shape=1 (accessed on 16 August 2012).




{kind=link}
{kind=link}
{kind=link}
| Monomer (1 kg) | Global Warming Potential (kg CO2 Equivalent) per kg of Monomer | Acidification Potential (kg SO2 Equivalent) per kg of Monomer | Human Toxicity Potential (kg Dichclorobenzene Equivalent) per kg of Monomer | Photochem. Ozone Creation Potential (kg Ethene Equivalent) per kg of Monomer |
|---|---|---|---|---|
| Adipic Acid | 25.50 | 0.023 | 11.02 | 0.0041 |
| Terephthalic Acid | 1.85 | 0.006 | 0.67 | 0.0011 |
| Acrylic Acid | 2.88 | 0.005 | 0.27 | 0.0010 |
| Diethylene Glycol | 1.11 | 0.004 | 0.43 | 0.0008 |
| Ethylene Glycol | 1.62 | 0.005 | 0.64 | 0.0011 |
| Propylene Glycol | 4.24 | 0.017 | 13.54 | 0.0031 |
| Styrene | 3.23 | 0.010 | 0.35 | 0.0018 |
| Methyl Methacrylate | 6.67 | 0.034 | 0.31 | 0.0062 |
| Resin Type | Energy Input (MJ kg−1 of Resin) | GWP (kg CO2 kg−1 of Resin) |
|---|---|---|
| Resin system | 117 | 5.7 |
| Unsaturated Polyester | 128 | 7.6 |
| Epoxy | 139 | 6.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chard, J.M.; Basson, L.; Creech, G.; Jesson, D.A.; Smith, P.A. Shades of Green: Life Cycle Assessment of a Urethane Methacrylate/Unsaturated Polyester Resin System for Composite Materials. Sustainability 2019, 11, 1001. https://doi.org/10.3390/su11041001
Chard JM, Basson L, Creech G, Jesson DA, Smith PA. Shades of Green: Life Cycle Assessment of a Urethane Methacrylate/Unsaturated Polyester Resin System for Composite Materials. Sustainability. 2019; 11(4):1001. https://doi.org/10.3390/su11041001
Chicago/Turabian StyleChard, Jonathon M., Lauren Basson, Gavin Creech, David A. Jesson, and Paul A. Smith. 2019. "Shades of Green: Life Cycle Assessment of a Urethane Methacrylate/Unsaturated Polyester Resin System for Composite Materials" Sustainability 11, no. 4: 1001. https://doi.org/10.3390/su11041001