Effects of Multiple Supplementary Cementitious Materials on Workability and Segregation Resistance of Lightweight Aggregate Concrete

 ,
,  ,
,
Abstract
:1. Introduction
1.1. Silica Fume
1.2. Fly Ash
1.3. Oceanic Posidonia Ash
1.4. The Aim of the Study
2. Experimental Details
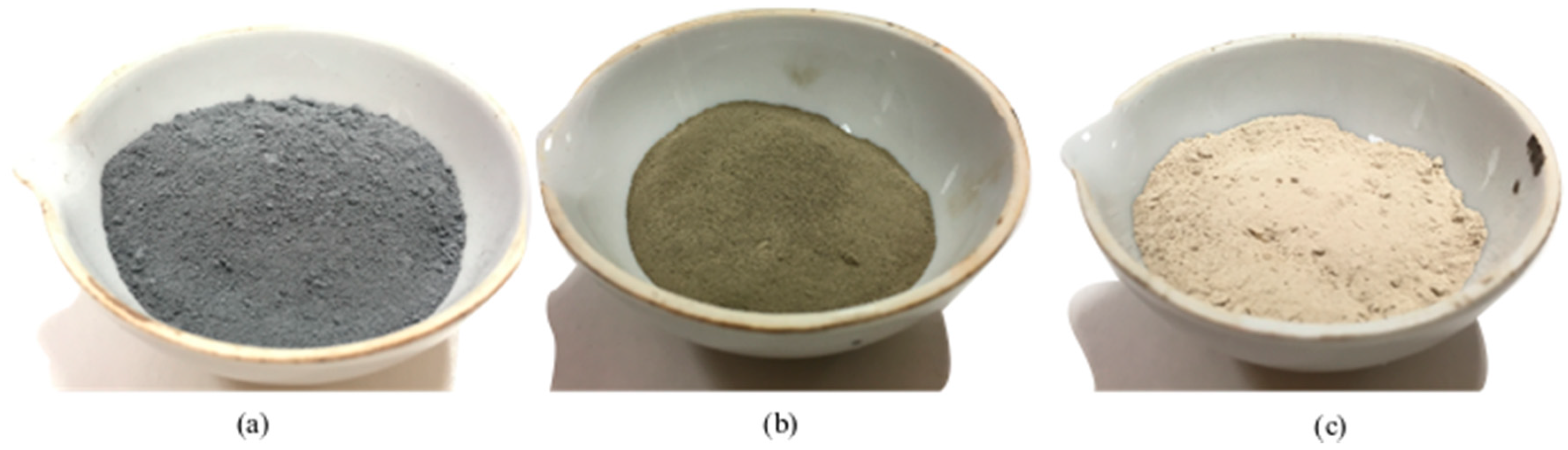
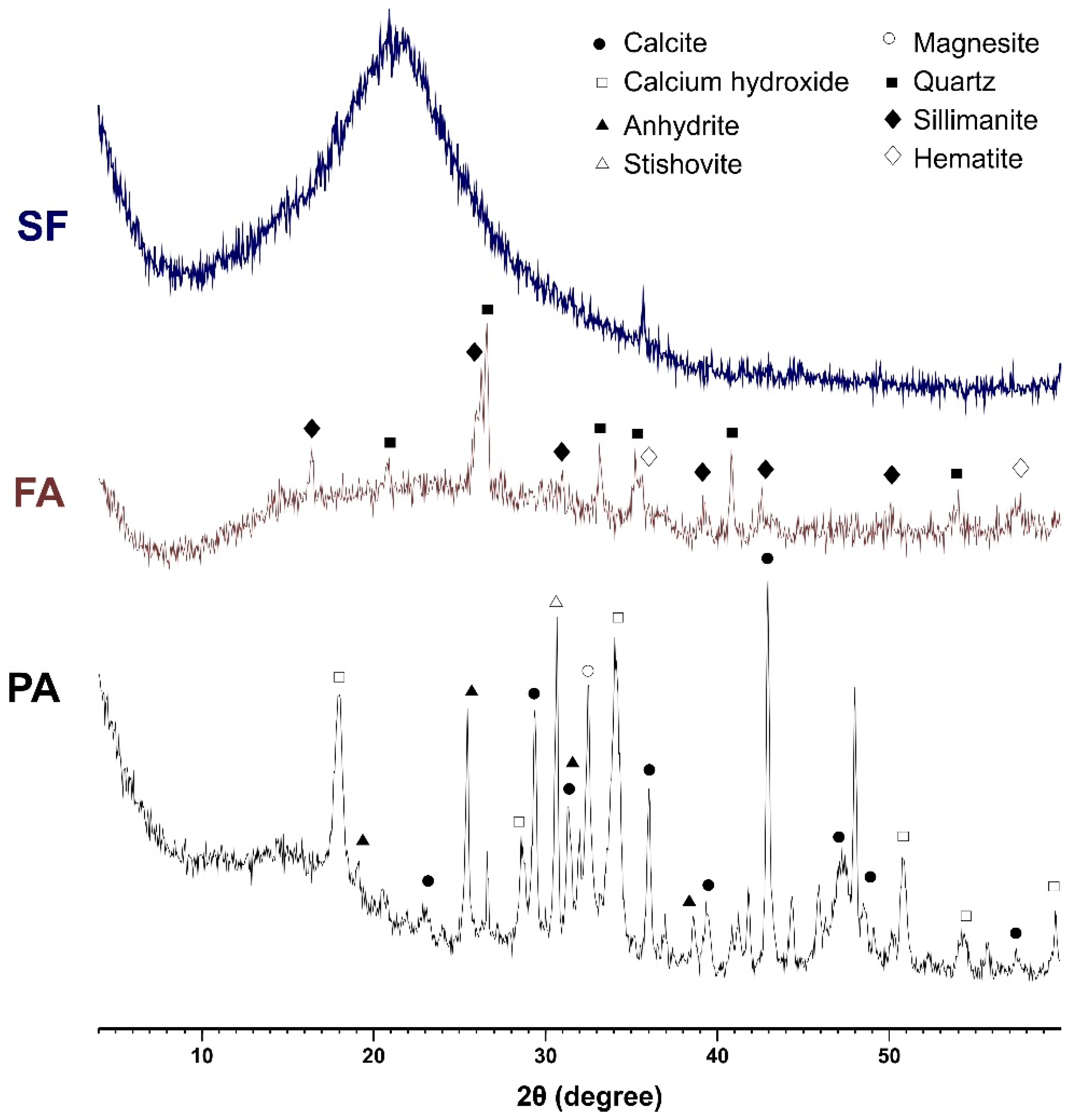
2.1. Materials Used
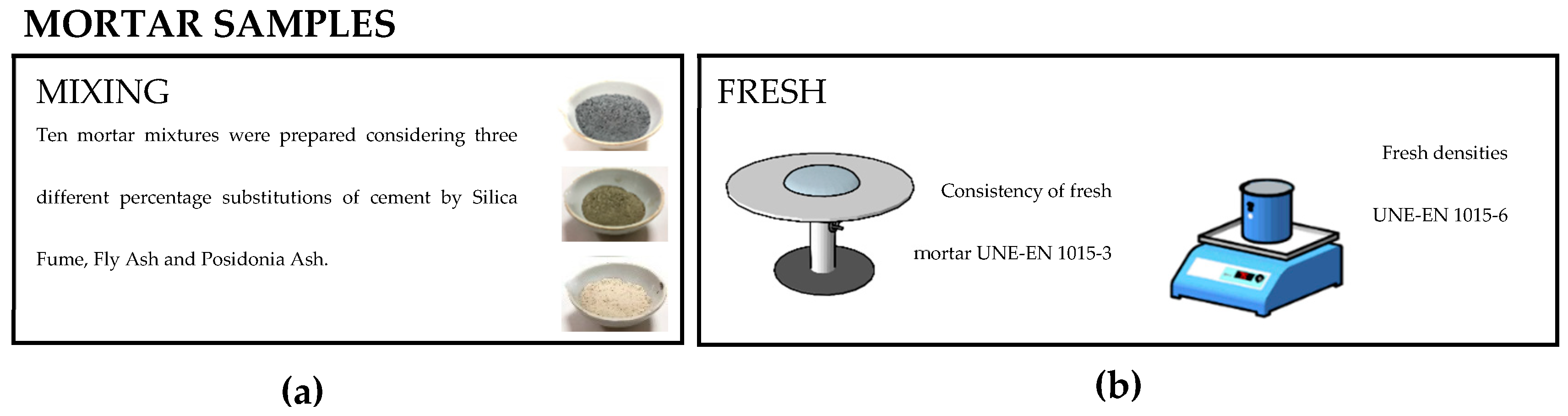
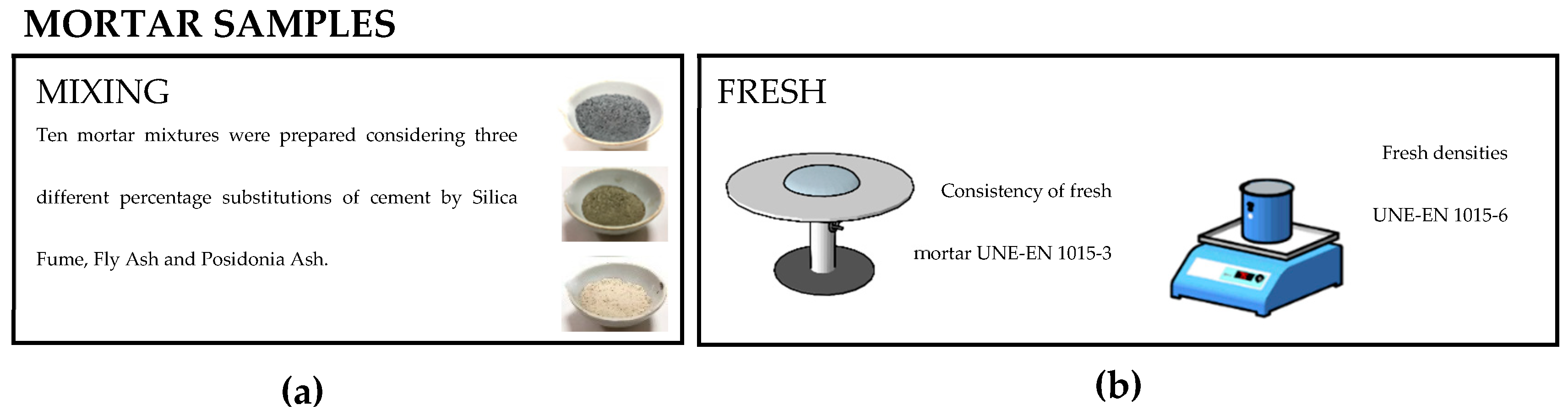
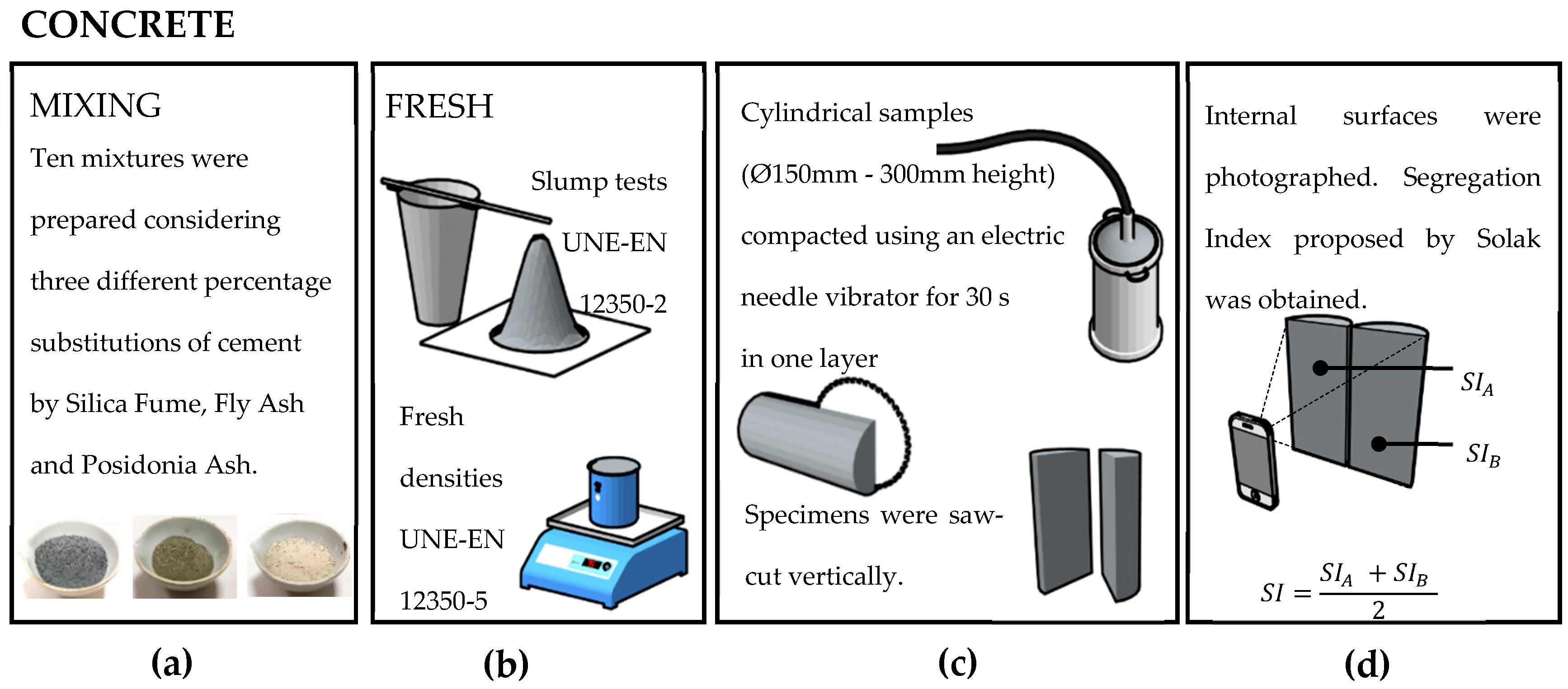
2.2. Mix Proportions
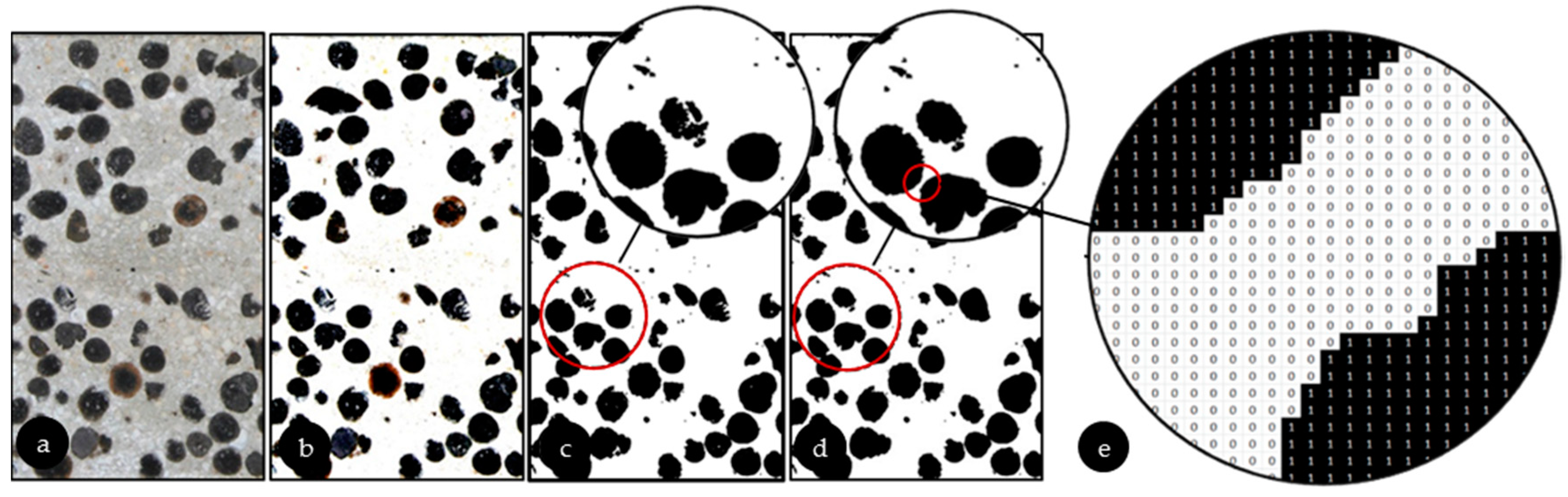
2.3. Test Methods
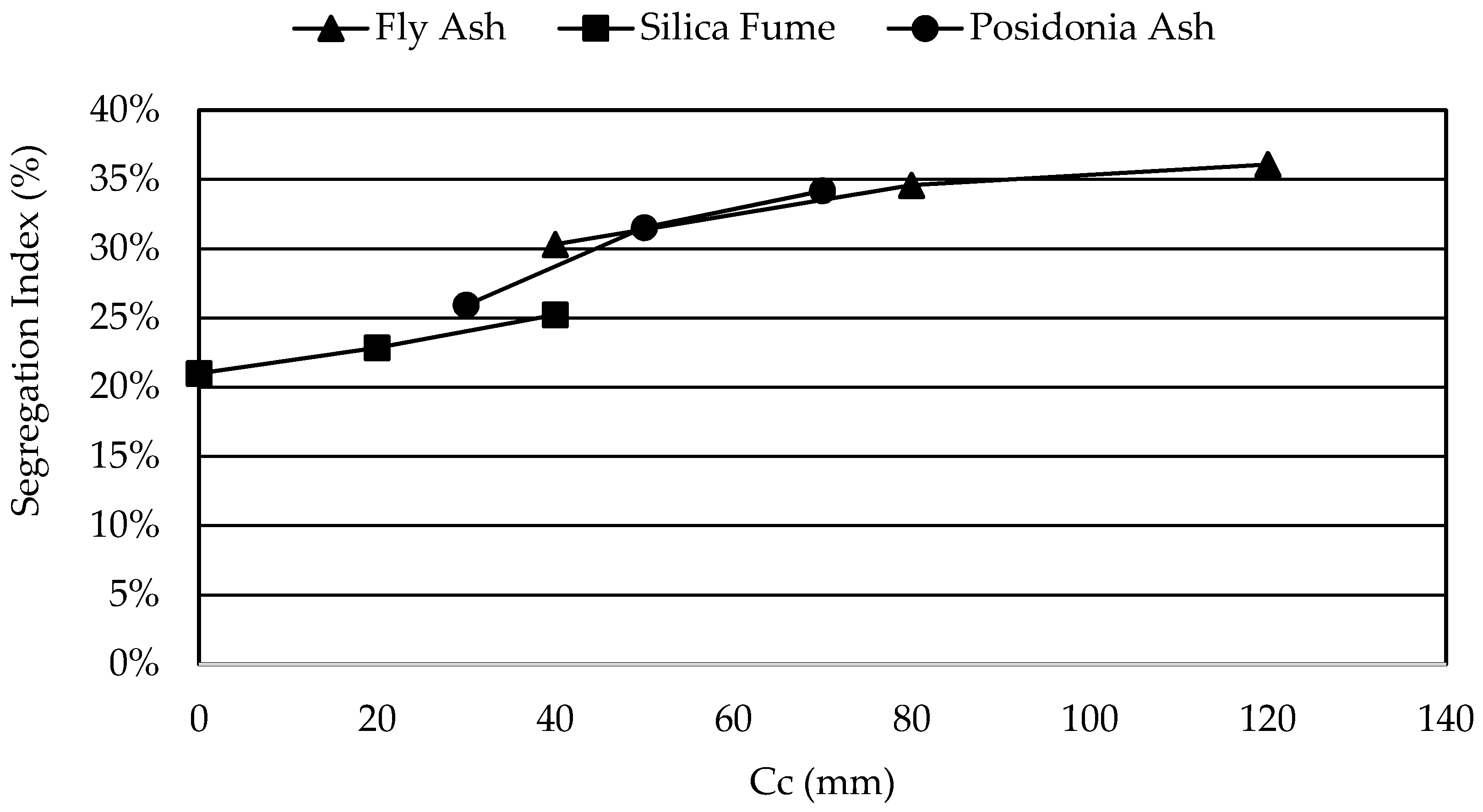
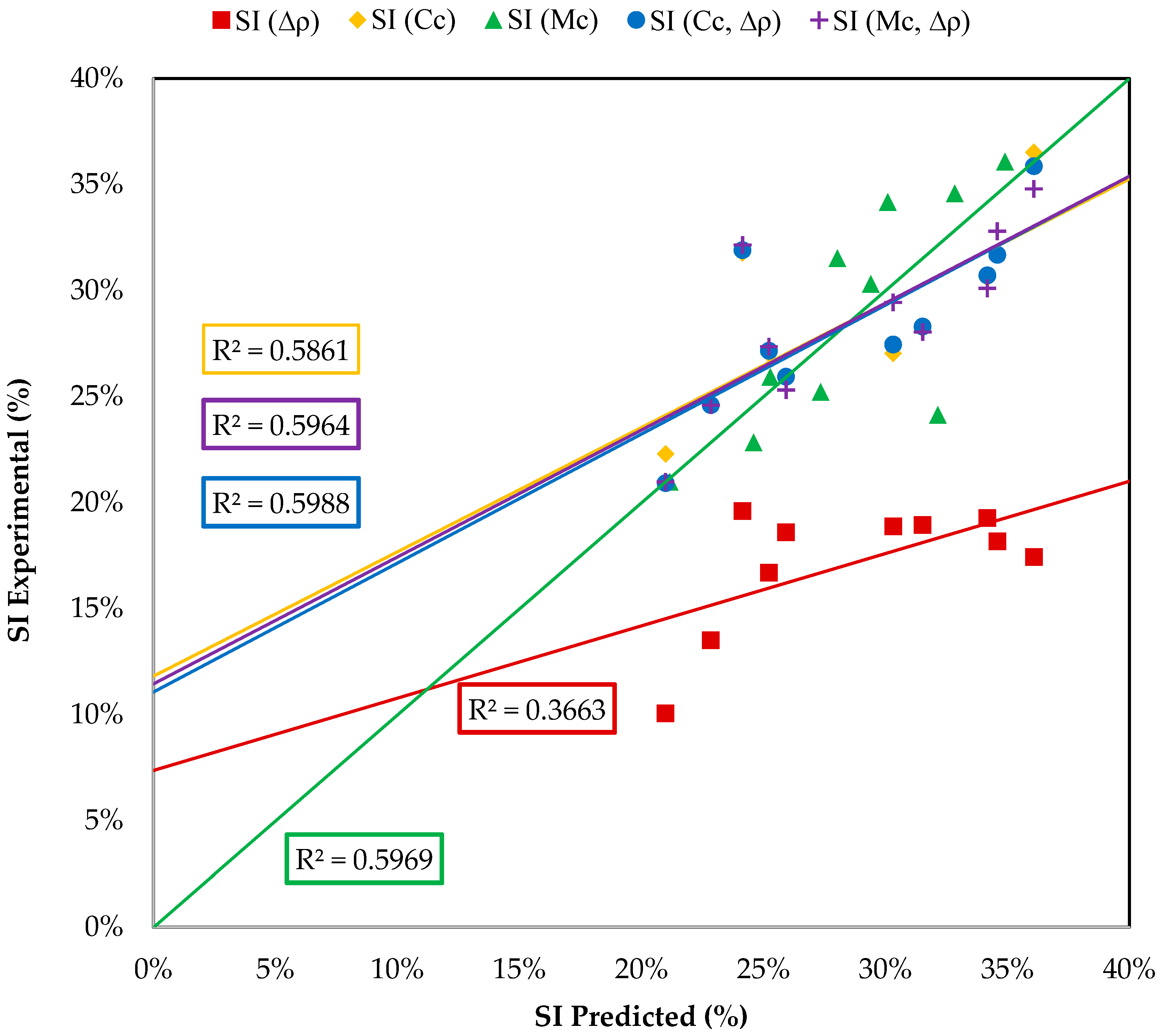
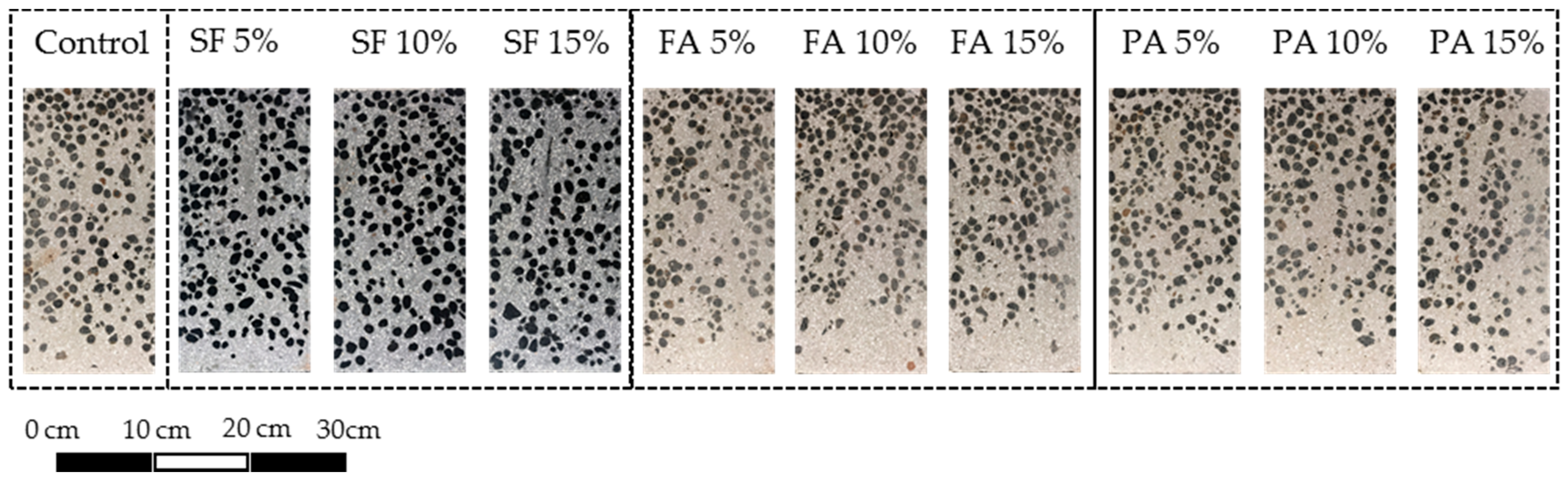
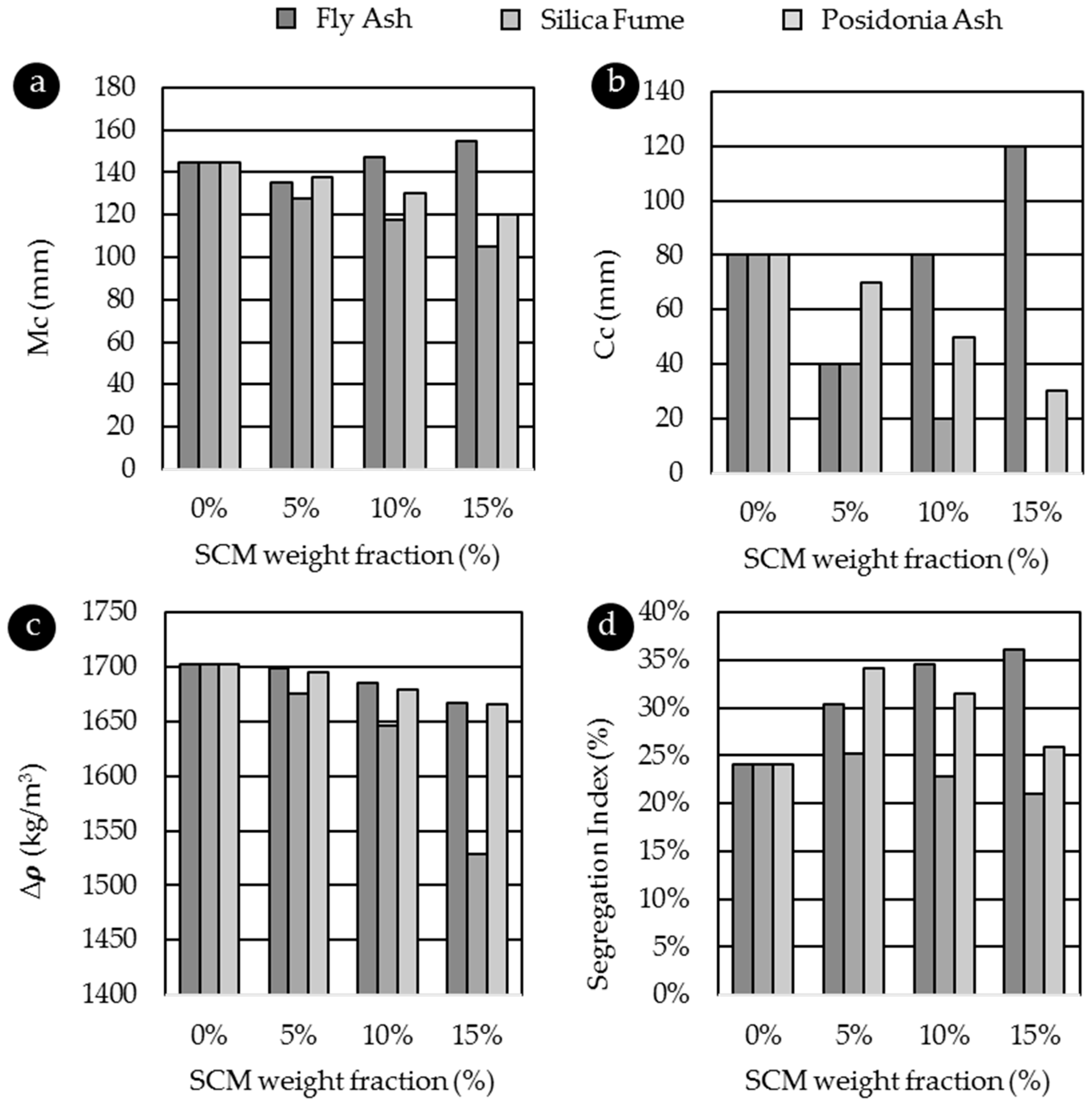
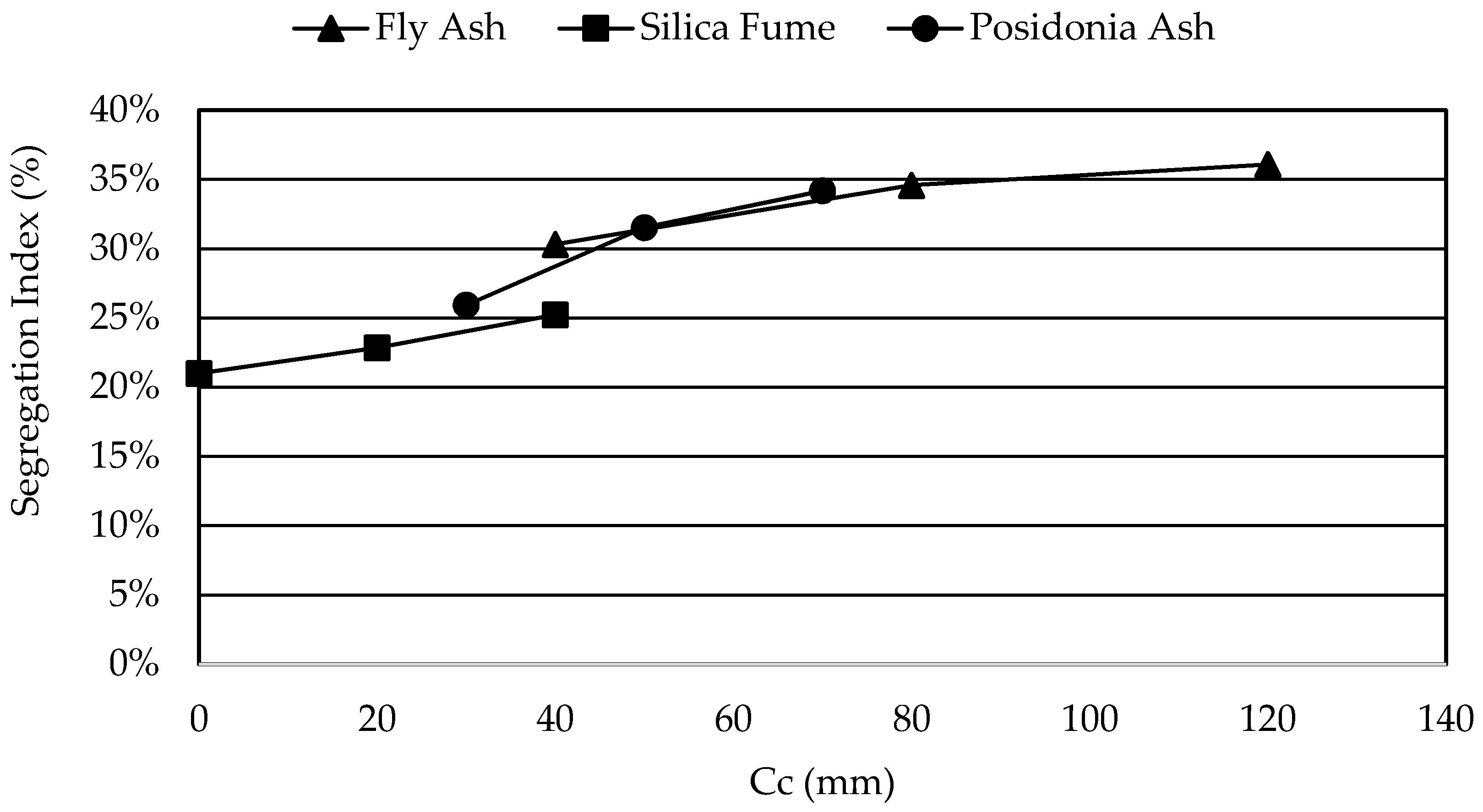
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- The European Commission Directive (EU) 2018/844 of the European Parliament and of the Council of 30 May 2018 Amending Directive 2010/31/EU on the Energy Performance of Buildings and Directive 2012/27/EU on Energy Efficiency. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=uriserv%3AOJ.L_.2018.156.01.0075.01.ENG (accessed on 20 November).
- Park, D.J.; Yu, K.H.; Yoon, Y.S.; Kim, K.H.; Kim, S.S. Analysis of a building energy efficiency certification system in Korea. Sustainability 2015, 7, 16086–16107. [Google Scholar] [CrossRef]
- Real, S.; Gomes, M.G.; Moret Rodrigues, A.; Bogas, J.A. Contribution of structural lightweight aggregate concrete to the reduction of thermal bridging effect in buildings. Constr. Build. Mater. 2016, 121, 460–470. [Google Scholar] [CrossRef]
- Álavarez Palacios, G.; Saez Bravo, E. Hormigón Ligero: Aspectos Técnicos y Estéticos; Universidad Politécnica de Valencia: Valencia, Spain, 2012; p. 148. [Google Scholar]
- The European Union per Regulation 305/2011; Directive 98/34/EC, D. 2004/18/EC Eurocode 2: Design of Concrete Structures. Part 1-1: General Rules and Rules for Buildings. Section 11: Lightweight Aggregated Concrete Structures; European Union: Brussels, Belgium, 2010. [Google Scholar]
- ACI Committee 213. ACI 213R-03—Guide for Structural Lightweight-Aggregate Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2004. [Google Scholar]
- Demirboğa, R.; Örüng, İ.; Gül, R. Effects of expanded perlite aggregate and mineral admixtures on the compressive strength of low-density concretes. Cem. Concr. Res. 2001, 31, 1627–1632. [Google Scholar] [CrossRef]
- Chen, B.; Liu, J. Experimental application of mineral admixtures in lightweight concrete with high strength and workability. Constr. Build. Mater. 2008, 22, 1108–1113. [Google Scholar] [CrossRef]
- Coppola, L.; Coffetti, D.; Crotti, E. Plain and ultrafine fly ashes mortars for environmentally friendly construction materials. Sustainability 2018, 10, 874. [Google Scholar] [CrossRef]
- Papadakis, V.; Tsimas, S. Supplementary cementing materials in concrete: Part I: Efficiency and design. Cem. Concr. Res. 2002, 32, 1525–1532. [Google Scholar] [CrossRef]
- Mo, K.H.; Ling, T.-C.; Alengaram, U.J.; Yap, S.P.; Yuen, C.W. Overview of supplementary cementitious materials usage in lightweight aggregate concrete. Constr. Build. Mater. 2017, 139, 403–418. [Google Scholar] [CrossRef]
- Kim, G.M.; Jang, J.G.; Khalid, H.R.; Lee, H.K. Water purification characteristics of pervious concrete fabricated with CSA cement and bottom ash aggregates. Constr. Build. Mater. 2017, 136, 1–8. [Google Scholar] [CrossRef]
- Papadakis, V.G. Effect of supplementary cementing materials on concrete resistance against carbonation and chloride ingress. Cem. Concr. Res. 2000, 30, 291–299. [Google Scholar] [CrossRef]
- Alnahhal, M.F.; Alengaram, U.J.; Jumaat, M.Z.; Alqedra, M.A.; Mo, K.H.; Sumesh, M. Evaluation of industrial by-products as sustainable pozzolanic materials in recycled aggregate concrete. Sustainability 2017, 9, 767. [Google Scholar] [CrossRef]
- Letelier, V.; Ortega, J.M.; Tarela, E.; Muñoz, P.; Henríquez-Jara, B.I.; Moriconi, G. Mechanical performance of eco-friendly concretes with volcanic powder and recycled concrete aggregates. Sustainability 2018, 10, 3036. [Google Scholar] [CrossRef]
- Sancak, E.; Dursun Sari, Y.; Simsek, O. Effects of elevated temperature on compressive strength and weight loss of the light-weight concrete with silica fume and superplasticizer. Cem. Concr. Compos. 2008, 30, 715–721. [Google Scholar] [CrossRef]
- Kılıç, A.; Atiş, C.D.; Yaşar, E.; Özcan, F. High-strength lightweight concrete made with scoria aggregate containing mineral admixtures. Cem. Concr. Res. 2003, 33, 1595–1599. [Google Scholar] [CrossRef]
- Sancak, E.; Simsek, O.; Apay, A.C. A comparative study on the bond performance between rebar and structural lightweight pumice concrete with/without admixture. Int. J. Phys. Sci. 2011, 6, 3437–3454. [Google Scholar]
- Yeginobali, A.; Sobolev, K.G.; Soboleva, S.V.; Tokyay, M. High Strength Natural Lightweight Aggregate Concrete with Silica Fume. Spec. Publ. 1998, 178, 739–758. [Google Scholar]
- Demirboǧa, R.; Gül, R. Thermal conductivity and compressive strength of expanded perlite aggregate concrete with mineral admixtures. Energy Build. 2003, 35, 1155–1159. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Booya, E. Fresh properties of self-compacting cold bonded fly ash lightweight aggregate concrete with different mineral admixtures. Mater. Struct. Constr. 2012, 45, 1849–1859. [Google Scholar] [CrossRef]
- Lo, T.Y.; Cui, H.Z.; Li, Z.G. Influence of aggregate pre-wetting and fly ash on mechanical properties of lightweight concrete. Waste Manag. 2004, 24, 333–338. [Google Scholar] [CrossRef] [PubMed]
- Akçaözoğlu, S.; Atiş, C.D. Effect of Granulated Blast Furnace Slag and fly ash addition on the strength properties of lightweight mortars containing waste PET aggregates. Constr. Build. Mater. 2011, 25, 4052–4058. [Google Scholar] [CrossRef]
- Shafigh, P.; Alengaram, U.J.; Mahmud, H.B.; Jumaat, M.Z. Engineering properties of oil palm shell lightweight concrete containing fly ash. Mater. Des. 2013, 49, 613–621. [Google Scholar] [CrossRef]
- Shannag, M.J. Characteristics of lightweight concrete containing mineral admixtures. Constr. Build. Mater. 2011, 25, 658–662. [Google Scholar] [CrossRef]
- Subaşi, S. The effects of using fly ash on high strength lightweight concrete produced with expanded clay aggregate. Sci. Res. Essays 2009, 4, 275–288. [Google Scholar]
- Belzunce, M.; Navarro Cerrillo, R.; Rapoport, H. Seed and early plantlet structure of the Mediterranean seagrass Posidonia oceanica. Aquat. Bot. 2005, 82, 269–283. [Google Scholar] [CrossRef]
- Aragonés, L.; López, I.; Villacampa, Y.; Serra, J.C.; Saval, J.M. New Methodology for the Classification of Gravel Beaches: Adjusted on Alicante (Spain). J. Coast. Res. 2015, 31, 1023–1034. [Google Scholar] [CrossRef]
- García-Andreu, C.; Saval, J.M.; Rojas, M.F.; Chinchón-Yepes, S. Caracterización de la cenizas de Posidonia oceánica para su utilización como material de construcción. Ing. Civ. 2008, 149, 131–140. [Google Scholar]
- Saval, J.M.; Lapuente, R.; Navarro, V.; Tenza-Abril, A.J. Fire-resistance, physical, and mechanical characterization of particleboard containing Oceanic Posidonia waste. Mater. Constr. 2014, 64, e019. [Google Scholar] [CrossRef] [Green Version]
- Maciá, A.; Baeza, F.J.; Saval, J.M.; Ivorra, S. Mechanical properties of boards made in biocomposites reinforced with wood and Posidonia oceanica fibers. Compos. Part B Eng. 2016, 104, 1–8. [Google Scholar] [CrossRef]
- García-Andreu, C.; Sava, J.M.; Chinchón-Yepes, S. Análisis de las características físicas y mecánicas de morteros de cemento con adición de cenizas de Posidonia oceánica. Ing. Civ. 2008, 150, 89–101. [Google Scholar]
- Saval Pérez, J.M. Estudio del Residuo de Posidonia Oceánica Utilizado Como Adiciones en Morteros de Cemento. Ph.D. Thesis, Universitat d’Alacant-Universidad de Alicante, Alicante, Spain, 2003. [Google Scholar]
- Aguir, C.; M’Henni, M.F. Experimental study on carboxymethylation of cellulose extracted from Posidonia oceanica. J. Appl. Polym. Sci. 2005, 99, 1808–1816. [Google Scholar] [CrossRef]
- Bettaieb, F.; Khiari, R.; Dufresne, A.; Mhenni, M.F.; Belgacem, M.N. Mechanical and thermal properties of Posidonia oceanica cellulose nanocrystal reinforced polymer. Carbohydr. Polym. 2015, 123, 99–104. [Google Scholar] [CrossRef] [PubMed]
- Kok-Seng, C. Workability and Stability of Lightweight Aggregate Concrete from Rheology Perspective. Ph.D. Thesis, University of Singapore, Singapore, 2006. [Google Scholar]
- ACI Committee 238. Report on Measurements of Workability and Rheology of Fresh Concrete; ACI Committee: Farmington Hills, MI, USA, 2008; ISBN 9780870312687. [Google Scholar]
- AENOR UNE-EN 1097-7. Ensayos para Determinar las Propiedades Mecánicas y Físicas de los áridos. Parte 7: Determinación de la Densidad Real del Filler. Método del Picnómetro; Normas UNE 2009; Spanish Association for Standardization: Madrid, Spain, 2009. [Google Scholar]
- AENOR UNE-EN 450-1. Cenizas Volantes para Hormigón. Parte 1: Definiciones, Especificaciones y Criterios de Conformidad; Normas UNE 2013; Spanish Association for Standardization: Madrid, Spain, 2013. [Google Scholar]
- Payá, J.; Monzó, J.; Borrachero, M.; Perris, E.; Amahjour, F. Thermogravimetric Methods for Determining Carbon Content in Fly Ashes. Cem. Concr. Res. 1998, 28, 675–686. [Google Scholar] [CrossRef]
- Bates, S.; Zografi, G.; Engers, D.; Morris, K.; Crowley, K.; Newman, A. Analysis of amorphous and nanocrystalline solids from their X-Ray diffraction patterns. Pharm. Res. 2006, 23, 2333–2349. [Google Scholar] [CrossRef] [PubMed]
- Ávalos-Rendón, T.L.; Chelala, E.A.P.; Mendoza Escobedo, C.J.; Figueroa, I.A.; Lara, V.H.; Palacios-Romero, L.M. Synthesis of belite cements at low temperature from silica fume and natural commercial zeolite. Mater. Sci. Eng. B 2018, 229, 79–85. [Google Scholar] [CrossRef]
- Kemethmüller, S.; Roosen, A.; Goetz-Neunhoeffer, F.; Neubauer, J. Quantitative analysis of crystalline and amorphous phases in Glass–Ceramic composites like LTCC by the Rietveld method. J. Am. Ceram. Soc. 2006, 89, 2632–2637. [Google Scholar] [CrossRef]
- AENOR UNE-EN 1097-3. Ensayos para Determinar las Propiedades Mecánicas y Físicas de los áridos. Parte 3: Determinación de la Densidad Aparente y la Porosidad; Normas UNE 1999; Spanish Association for Standardization: Madrid, Spain, 1999. [Google Scholar]
- Fernández-Fanjul, A.; Tenza-Abril, A.J.; Baeza-Brotons, F. A new methodology for determining particle density and absorption of lightweight, normal-weight and heavy weight aggregates in aqueous medium. Constr. Build. Mater. 2017, 146, 630–643. [Google Scholar] [CrossRef]
- AENOR UNE-EN 1097-6. Ensayos para Determinar las Propiedades Mecánicas y Físicas de los áridos. Parte 6: Determinación de la Densidad de Partículas y la Absorción de Agua; Normas UNE 2014; Spanish Association for Standardization: Madrid, Spain, 2014. [Google Scholar]
- Fernández-Fanjul, A.; Tenza-Abril, A.J. Méthode FANJUL: Dosage pondéral des bétons légers et lourds. Dosage pondéral des bétons légers et lourds 2012, 5, 32–50. [Google Scholar]
- Spanish Association for Standardization. AENOR UNE-EN 1015-3—Métodos de Ensayo para Morteros de Albañilería. Parte 3: Determinación de la Consistencia del Mortero Fresco (por la Mesa de Sacudidas); Spanish Association for Standardization: Madrid, Spain, 2000. [Google Scholar]
- Spanish Association for Standardization. AENOR UNE-EN 1015-6—Métodos de Ensayo de los Morteros para Albañilería. Parte 6: Determinación de la Densidad Aparente del Mortero Fresco; Spanish Association for Standardization: Madrid, Spain, 1999. [Google Scholar]
- AENOR UNE-EN 12350-2. Ensayos de Hormigón Fresco. Parte 2: Ensayo de Asentamiento; Spanish Association for Standardization: Madrid, Spain, 2009. [Google Scholar]
- AENOR UNE-EN 12350-5. Ensayos de Hormigón Fresco. Parte 6: Determinación de la Densidad; Spanish Association for Standardization: Madrid, Spain, 2009. [Google Scholar]
- Solak, A.M. El Fenómeno de la Segregación en Hormigones Ligeros. Análisis Mediante Procesamiento de Imágenes y Estudio Ultrasónico. Master’s Thesis, Universidad de Alicante, Alicante, Spain, 2017. [Google Scholar]
- Navarrete, I.; Lopez, M. Understanding the relationship between the segregation of concrete and coarse aggregate density and size. Constr. Build. Mater. 2017, 149, 741–748. [Google Scholar] [CrossRef]
- Petrou, M.F.; Wan, B.; Gadala-Maria, F.; Kolli, V.G.; Harries, K.A. Influence of mortar rheology on aggregate settlement. ACI Struct. J. 2000, 97, 479–485. [Google Scholar]
- Chen, H.-J.; Wu, K.-C.; Tang, C.-W.; Huang, C.-H.; Chen, H.-J.; Wu, K.-C.; Tang, C.-W.; Huang, C.-H. Engineering properties of self-consolidating lightweight aggregate concrete and its application in prestressed concrete members. Sustainability 2018, 10, 142. [Google Scholar] [CrossRef]
- Evans, J.D. Straightforward Statistics for the Behavioral Sciences; Brooks/Cole Publishing Company: Forest Lodge Rd Pacific Grove, CA, USA, 1996; ISBN 0534231004; 9780534231002. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | SF | FA | PA |
|---|---|---|---|
| Na2O | 0.30 | - | 0.62 |
| MgO | 0.91 | 1.43 | 11.24 |
| Al2O3 | 0.30 | 23.89 | 0.88 |
| SiO2 | 88.53 | 39.68 | 10.20 |
| P2O5 | 0.14 | 0.42 | 0.50 |
| SO3 | 0.42 | 0.45 | 6.04 |
| Cl− | - | - | 0.57 |
| K2O | 0.51 | 1.18 | 0.07 |
| CaO | 2.81 | 4.38 | 49.59 |
| TiO2 | 0.10 | 1.02 | 0.18 |
| Fe2O3 | 0.21 | 11.39 | 1.58 |
| SrO | - | 0.13 | - |
| CuO | - | - | 0.04 |
| SrO | 0.03 | - | 0.32 |
| BaO | 0.58 | 0.90 | 0.51 |
| WO3 | 0.21 | 0.34 | 0.15 |
| L.O.I. 1 | 4.95 | 14.79 | 17.52 |
| Concrete | Type of SCM | Water (kg/m3) | Cement (kg/m3) | SCM (kg/m3) | LWA (kg/m3) | Sand (kg/m3) |
|---|---|---|---|---|---|---|
| Control | - | 243 | 347 | 0 | 109 | 1100 |
| SF5 | SF | 243 | 330 | 17 | 106 | 1104 |
| SF10 | SF | 243 | 312 | 35 | 102 | 1107 |
| SF15 | SF | 243 | 295 | 52 | 98 | 1111 |
| FA5 | FA | 243 | 330 | 17 | 109 | 1101 |
| FA10 | FA | 243 | 312 | 35 | 108 | 1102 |
| FA15 | FA | 243 | 295 | 52 | 107 | 1103 |
| PO5 | PO | 243 | 330 | 17 | 109 | 1100 |
| PO10 | PO | 243 | 312 | 35 | 109 | 1100 |
| PO15 | PO | 243 | 295 | 52 | 108 | 1100 |
| Concrete | Type of SCM | Water (kg/m3) | Cement (kg/m3) | SCM (kg/m3) | Sand (kg/m3) |
|---|---|---|---|---|---|
| Control | - | 218 | 347 | 0 | 1100 |
| SF5 | SF | 219 | 330 | 17 | 1104 |
| SF10 | SF | 219 | 313 | 35 | 1107 |
| SF15 | SF | 220 | 295 | 52 | 1111 |
| FA5 | FA | 218 | 330 | 17 | 1101 |
| FA10 | FA | 218 | 313 | 35 | 1102 |
| FA15 | FA | 218 | 295 | 52 | 1103 |
| PO5 | PO | 218 | 330 | 17 | 1100 |
| PO10 | PO | 218 | 313 | 35 | 1100 |
| PO15 | PO | 218 | 295 | 52 | 1100 |
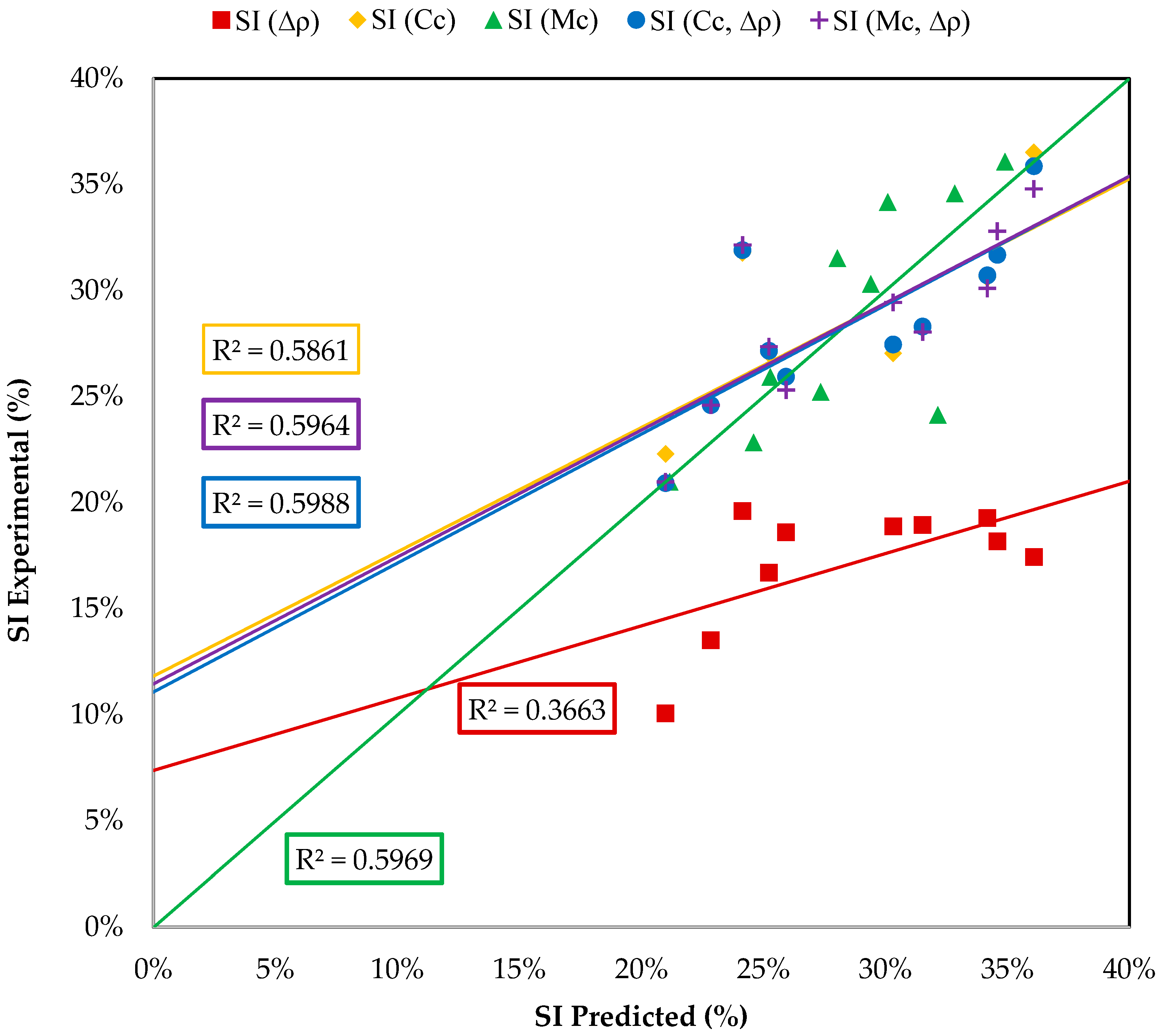
| Model | Variables | Equation | R2* |
|---|---|---|---|
| I | (kg/m3) | SI (%) = 5.7914 × 10−4* − 0.6782 | 0.296 |
| II | Cc (mm) | SI (%) = 0.0012*Cc + 0.223 | 0.586 |
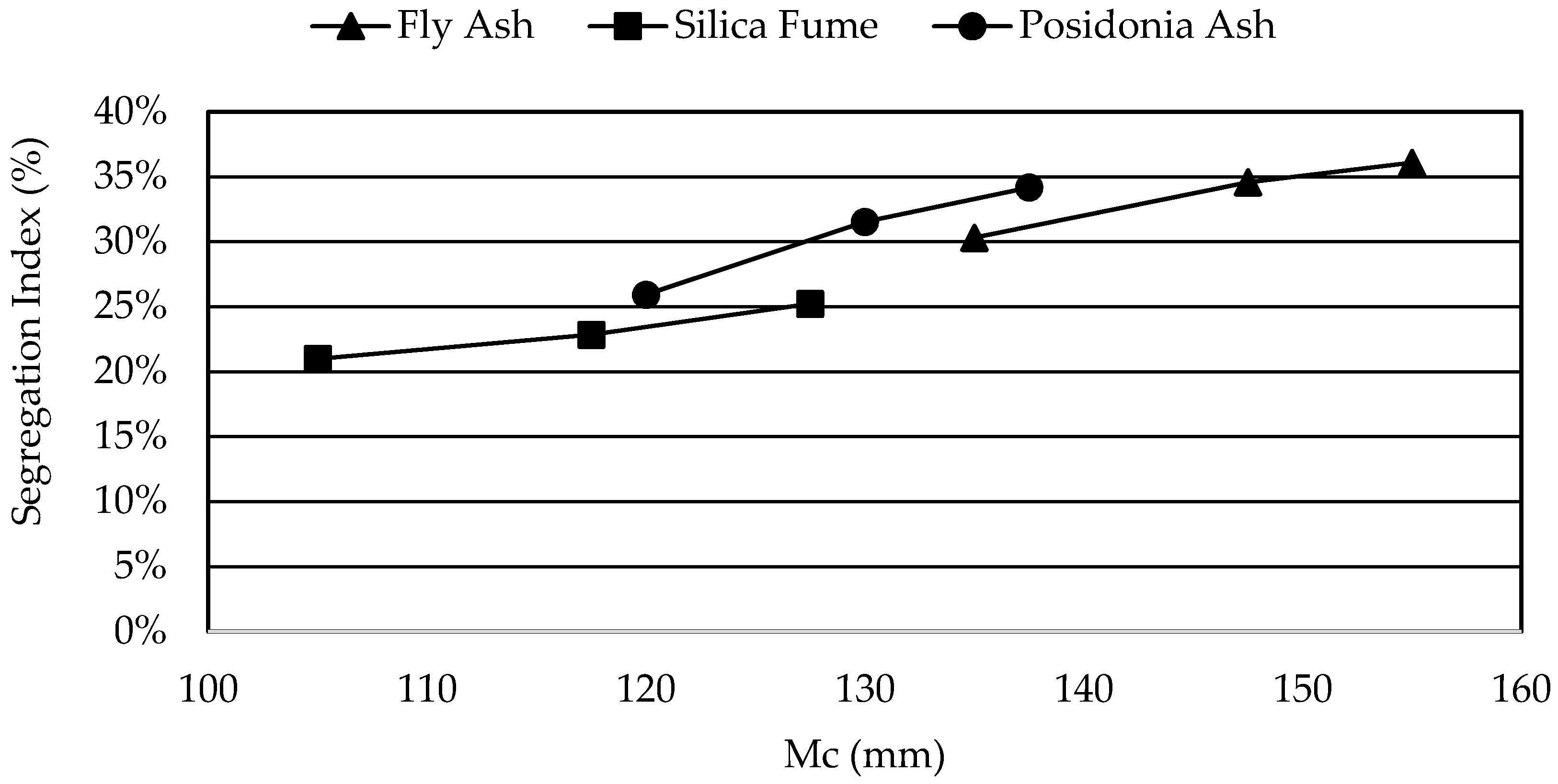
| III | Mc (mm) | SI (%) = 2.7486 × 10−3*Mc − 7.6997 × 10−2 | 0.597 |
| IV | Cc (mm) and (kg/m3) | SI (%) = 1.0558 × 10−3*Cc + 1.5100 × 10−4* − 2.1495 × 10−2 | 0.599 |
| V | Mc (mm) and (kg/m3) | SI (%) = 2.8041 × 10−3*Mc − 2.3158 × 10−5* − 0.0458 | 0.597 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Solak, A.M.; Tenza-Abril, A.J.; Saval, J.M.; García-Vera, V.E. Effects of Multiple Supplementary Cementitious Materials on Workability and Segregation Resistance of Lightweight Aggregate Concrete. Sustainability 2018, 10, 4304. https://doi.org/10.3390/su10114304
Solak AM, Tenza-Abril AJ, Saval JM, García-Vera VE. Effects of Multiple Supplementary Cementitious Materials on Workability and Segregation Resistance of Lightweight Aggregate Concrete. Sustainability. 2018; 10(11):4304. https://doi.org/10.3390/su10114304
Chicago/Turabian StyleSolak, Afonso Miguel, Antonio José Tenza-Abril, José Miguel Saval, and Victoria Eugenia García-Vera. 2018. "Effects of Multiple Supplementary Cementitious Materials on Workability and Segregation Resistance of Lightweight Aggregate Concrete" Sustainability 10, no. 11: 4304. https://doi.org/10.3390/su10114304