
Investigating the Effects of Mixing Dynamics on Twin-Screw Granule Quality Attributes via the Development of a Physics-Based Process Map

Abstract
:1. Introduction
Objectives
2. Materials and Methods
2.1. Materials
2.2. Granule Preparation
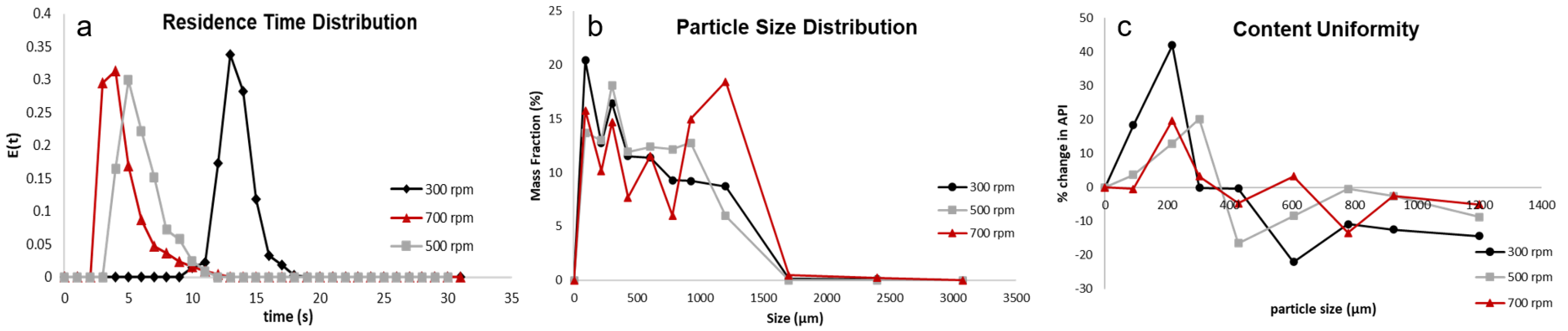
2.3. Residence Time Distribution
2.4. Analytical Characterization of Granules
2.4.1. Particle Size Distribution
2.4.2. Content Uniformity
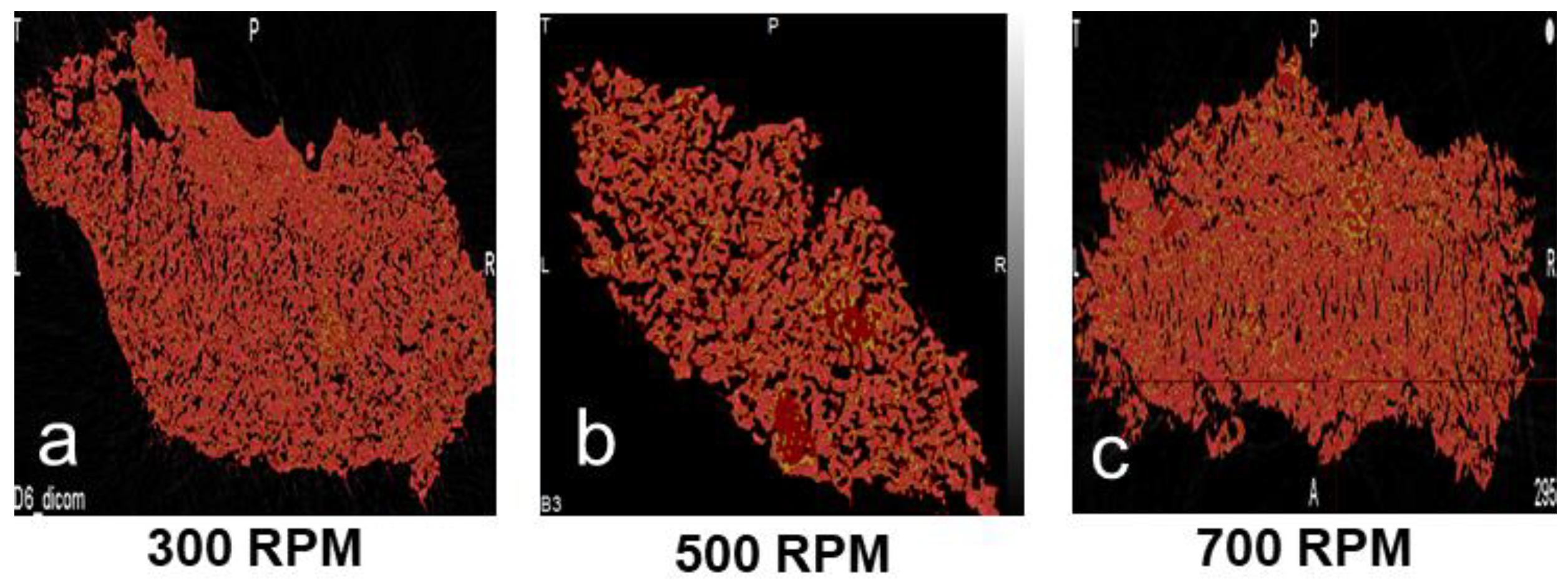
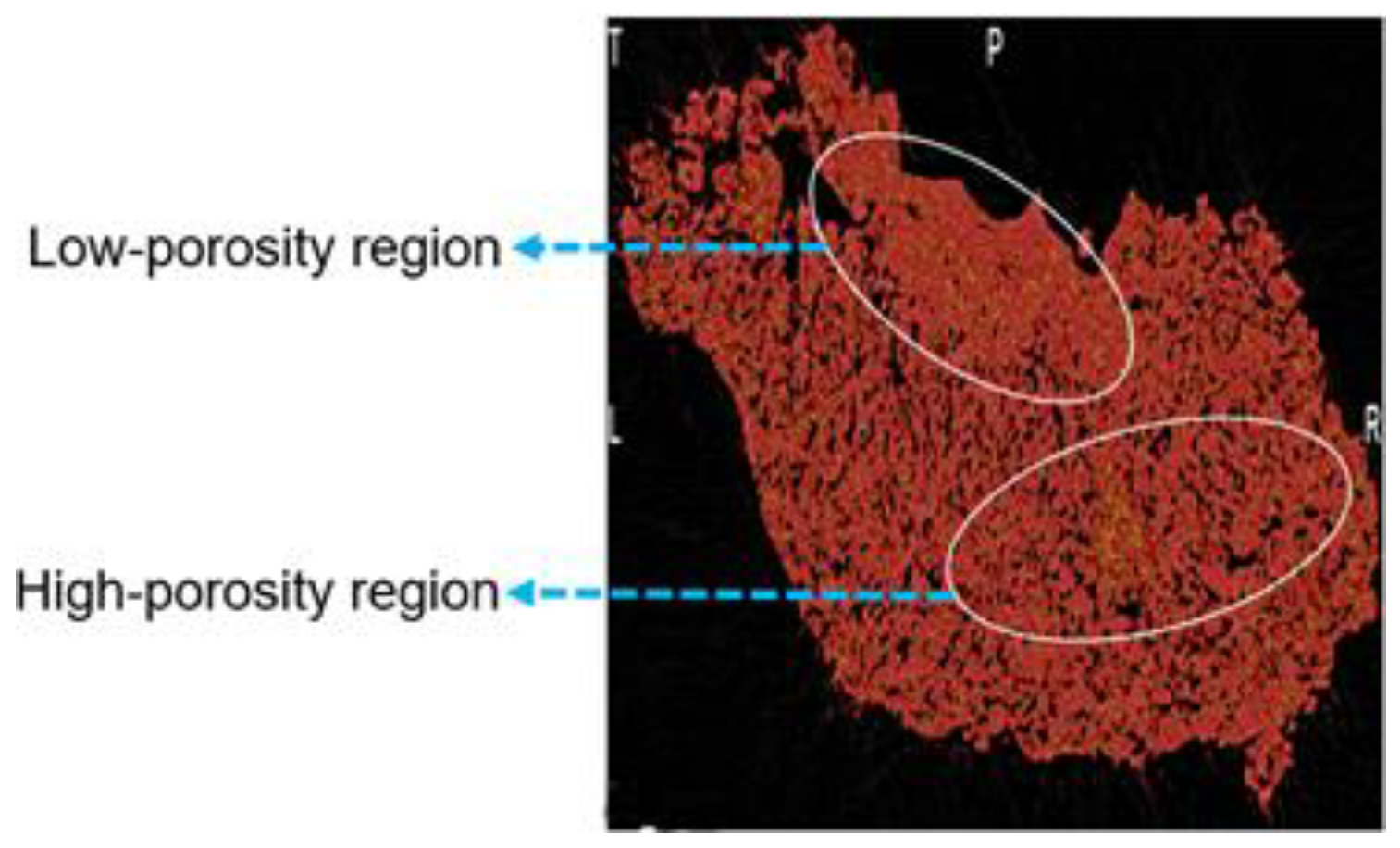
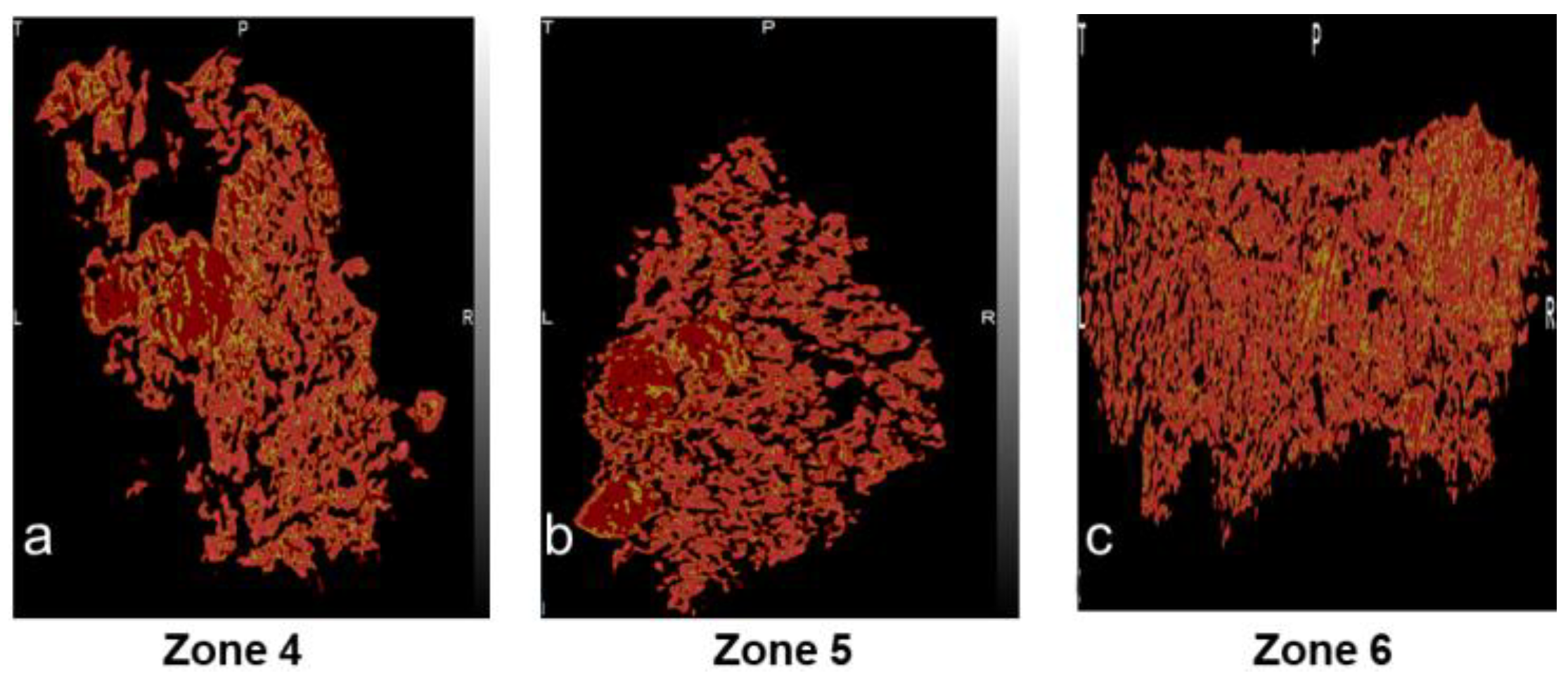
2.4.3. Granule Microstructure
2.5. Mixing Analysis
2.6. Mathematical Model Development for Physically Relevant Intermediate Parameters
2.6.1. Estimation of Fill Level
2.6.2. Energy Supplied to the Powders
3. Results and Discussion
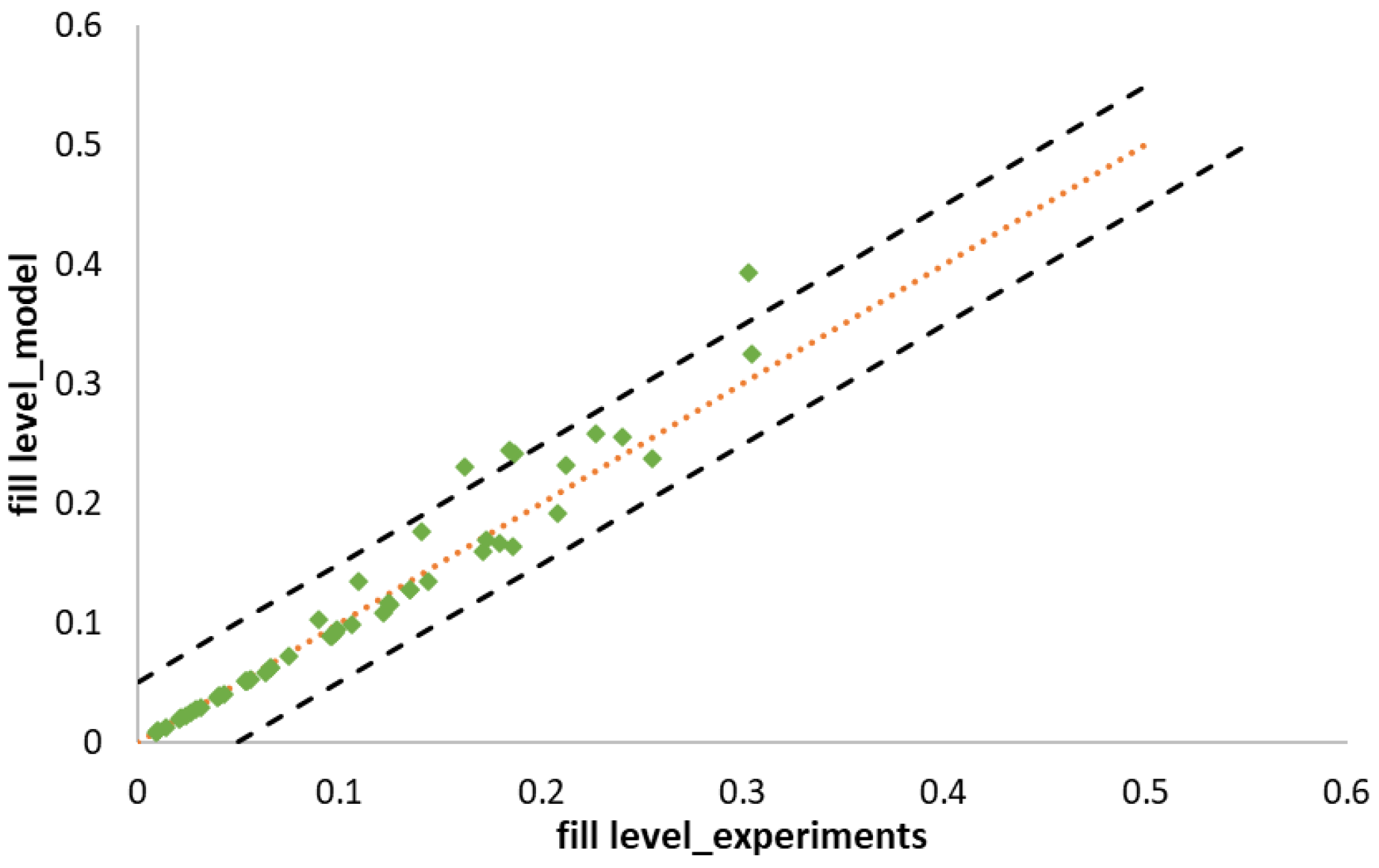
3.1. Verification of the Proposed Fill Level Model
3.2. Effect of Screw Speed
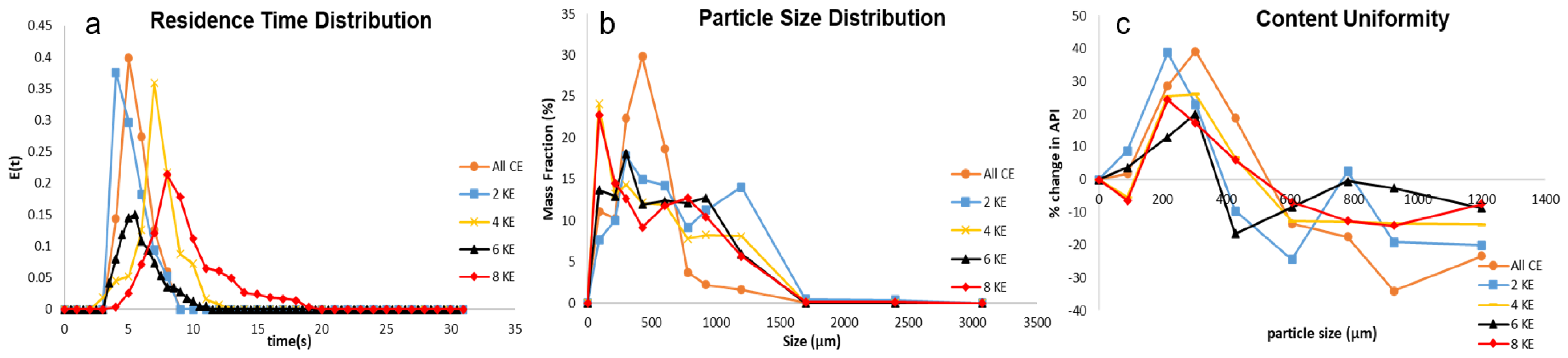
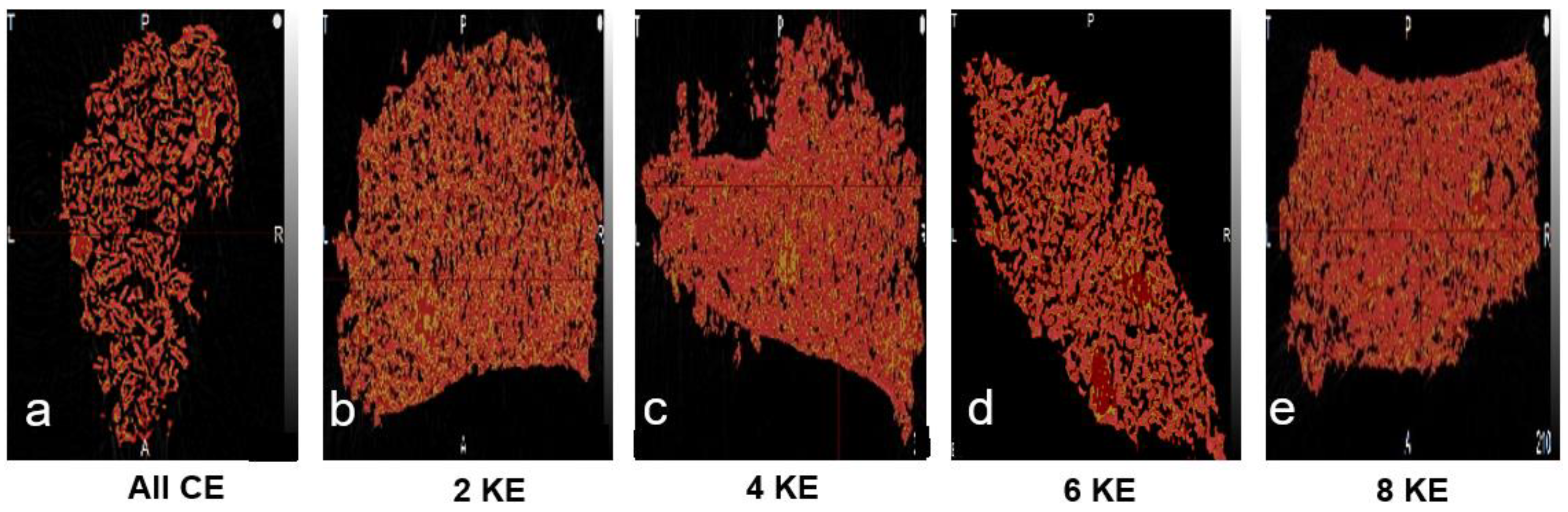
3.3. Effect of Kneading Elements
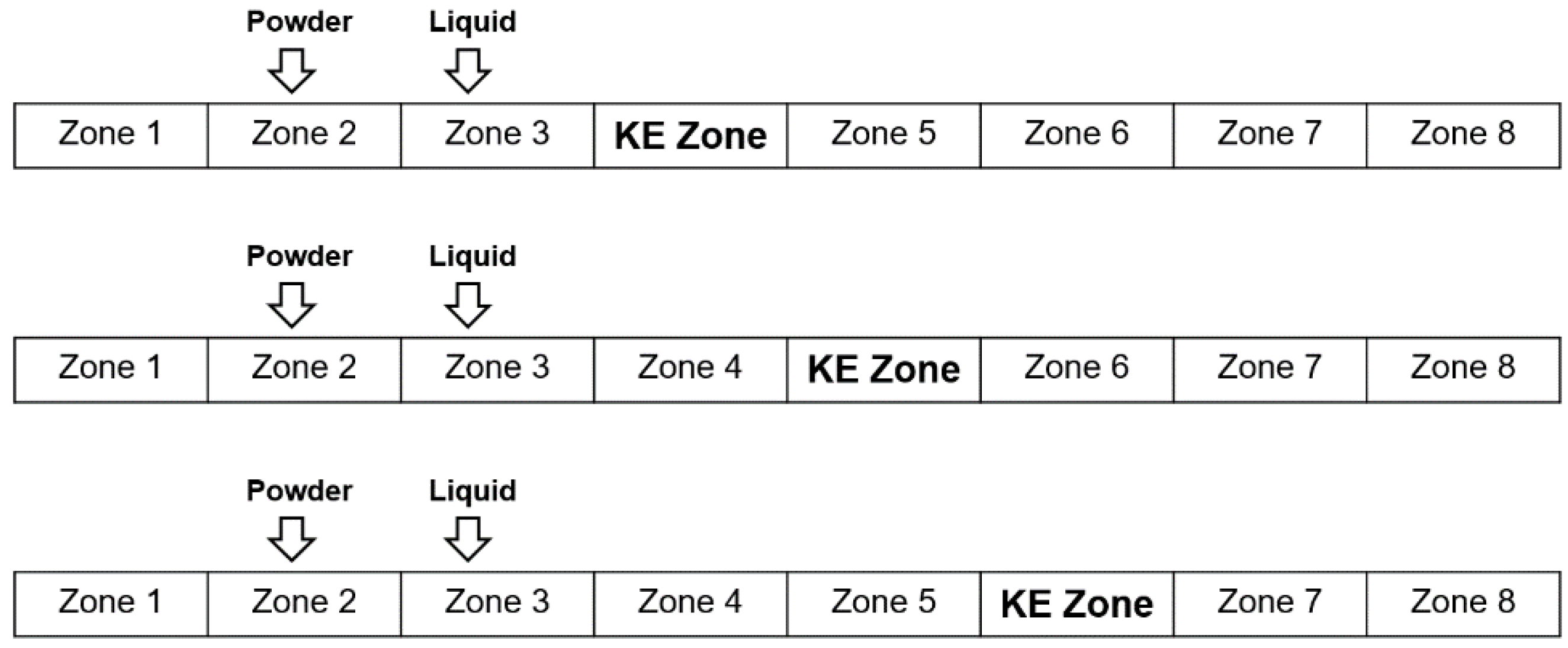
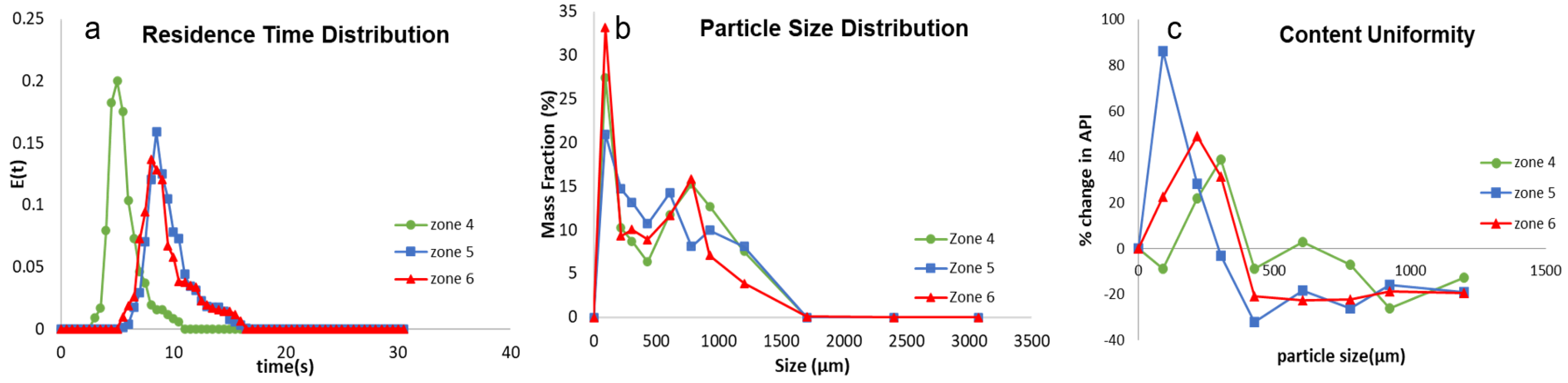
3.4. Effect of Kneading Zone Position
4. Important Physically Relevant Intermediate Parameters of Mixing in TSG
4.1. Fill Level
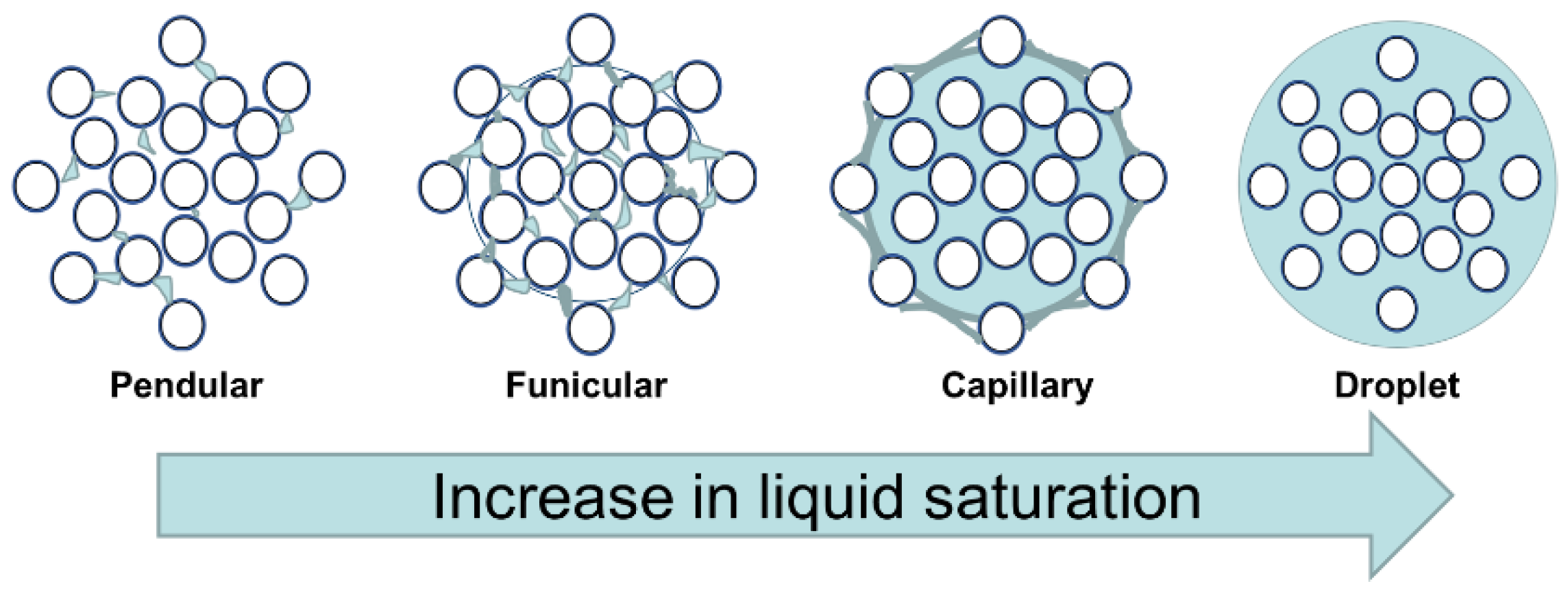
4.2. Liquid Saturation of Granules
4.3. Extent of Nucleation
4.4. Powder Wettability
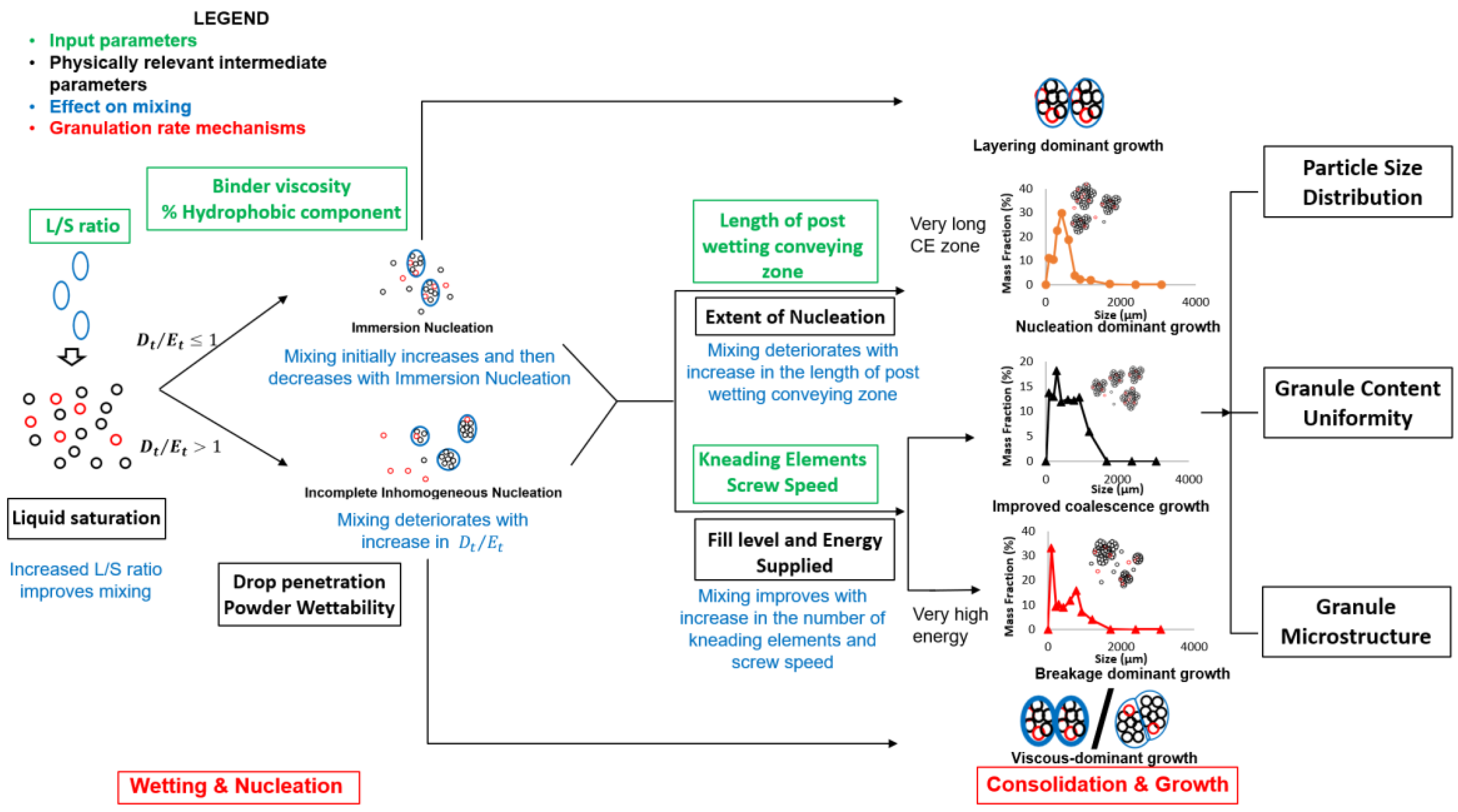
4.5. Mechanistic Process Map of the Physics Occurring Inside the Twin-Screw Granulator
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shanmugam, S. Granulation techniques and technologies: Recent progresses. BioImpacts 2015, 5, 55–63. [Google Scholar] [CrossRef] [PubMed]
- Iveson, S.M.; Litster, J.D.; Hapgood, K.; Ennis, B.J. Nucleation, growth and breakage phenomena in agitated wet granulation processes: A review. Powder Technol. 2001, 117, 3–39. [Google Scholar] [CrossRef]
- Muthancheri, I.; Ramachandran, R. Mechanistic understanding of granule growth behavior in bi-component wet granulation processes with wettability differentials. Powder Technol. 2020, 367, 841–859. [Google Scholar] [CrossRef]
- Kotamarthy, L.; Ramachandran, R. Mechanistic understanding of the effects of process and design parameters on the mixing dynamics in continuous twin-screw granulation. Powder Technol. 2021, 390, 73–85. [Google Scholar] [CrossRef]
- El Hagrasy, A.S.; Cruise, P.; Jones, I.; Litster, J.D. In-line Size Monitoring of a Twin Screw Granulation Process Using High-Speed Imaging. J. Pharm. Innov. 2013, 8, 90–98. [Google Scholar] [CrossRef]
- Seem, T.C.; Rowson, N.A.; Ingram, A.; Huang, Z.; Yu, S.; De Matas, M.; Gabbott, I.; Reynolds, G.K. Twin screw granulation—A literature review. Powder Technol. 2015, 276, 89–102. [Google Scholar] [CrossRef]
- Meng, W.; Kotamarthy, L.; Panikar, S.; Sen, M.; Pradhan, S.; Marc, M.; Litster, J.D.; Muzzio, F.J.; Ramachandran, R. Statistical analysis and comparison of a continuous high shear granulator with a twin screw granulator: Effect of process parameters on critical granule attributes and granulation mechanisms. Int. J. Pharm. 2016, 513, 357–375. [Google Scholar] [CrossRef] [PubMed]
- Kotamarthy, L.; Feng, X.; Alayoubi, A.; Bolla, P.K.; Ramachandran, R.; Ashraf, M.; O’Connor, T.; Zidan, A. Switching from batch to continuous granulation: A case study of metoprolol succinate ER tablets. Int. J. Pharm. 2022, 617, 121598. [Google Scholar] [CrossRef]
- Moroney, K.M.; Kotamarthy, L.; Muthancheri, I.; Ramachandran, R.; Vynnycky, M. A moving-boundary model of dissolution from binary drug-excipient granules incorporating microstructure. Int. J. Pharm. 2021, 599, 120219. [Google Scholar] [CrossRef]
- Lalith Kotamarthy, R.R. Understanding the Effect of Granulation and Mill Process Parameters on Granule Critical Quality Attributes, in Chemical & Biochemical Engineering. Master’s Thesis, Rutgers Univeristy, New Brunswick, NJ, USA, 2018. [Google Scholar]
- Matsui, Y.; Ando, Y.; Yamamoto, K.; Watano, S. Analysis of Microstructure of Granules Prepared by Continuous Twin Screw Granulator Using X-ray Micro-computed Tomography. Chem. Pharm. Bull. 2019, 67, 801–809. [Google Scholar] [CrossRef]
- Mundozah, A.L.; Yang, J.; Tridon, C.C.; Cartwright, J.J.; Omar, C.S.; Salman, A.D. Assessing Particle Segregation Using Near-Infrared Chemical Imaging in Twin Screw Granulation. Int. J. Pharm. 2019, 568, 118541. [Google Scholar] [CrossRef]
- Ansari, M.A.; Stepanek, F. The effect of granule microstructure on dissolution rate. Powder Technology 2008, 181, 104–114. [Google Scholar] [CrossRef]
- Rahimi, S.K.; Paul, S.; Sun, C.C.; Zhang, F. The role of the screw profile on granular structure and mixing efficiency of a high-dose hydrophobic drug formulation during twin screw wet granulation. Int. J. Pharm. 2020, 575, 118958. [Google Scholar] [CrossRef] [PubMed]
- van den Ban, S.; Goodwin, D.J. The Impact of Granule Density on Tabletting and Pharmaceutical Product Performance. Pharm. Res. 2017, 34, 1002–1011. [Google Scholar] [CrossRef] [PubMed]
- Rao, K.S. Understanding the Relationship between Process Parameters and Critical Quality Attributes of Tablets Produced by Batch and Continuous Granulation for a Low-Dose Caffeine Formulation Using Design of Experiments Approach; Rutgers The State University of New Jersey, School of Graduate Studies: New Brunswick, NJ, USA, 2017. [Google Scholar]
- Zidan, A.; Kotamarthy, L.; Ramachandran, R.; Ashraf, M.; O’Connor, T. Optimization of screw design for continuous wet granulation: A case study of metoprolol succinate ER tablets. Int. J. Pharm. 2022, 623, 121964. [Google Scholar] [CrossRef] [PubMed]
- Gabbott, I.P.; Al Husban, F.; Reynolds, G.K. The combined effect of wet granulation process parameters and dried granule moisture content on tablet quality attributes. Eur. J. Pharm. Biopharm. 2016, 106, 70–78. [Google Scholar] [CrossRef] [PubMed]
- Badawy, S.I.F. Chapter 6—Material Physical Modifications Induced by Wet Granulation. In Handbook of Pharmaceutical Wet Granulation; Narang, A.S., Badawy, S.I.F., Eds.; Academic Press: Cambridge, MA, USA, 2019; pp. 173–202. [Google Scholar]
- Lute, S.V.; Dhenge, R.M.; Hounslow, M.J.; Salman, A.D. Twin screw granulation: Understanding the mechanism of granule formation along the barrel length. Chem. Eng. Res. Des. 2016, 110, 43–53. [Google Scholar] [CrossRef]
- Yu, S.; Reynolds, G.K.; Huang, Z.; de Matas, M.; Salman, A.D. Granulation of increasingly hydrophobic formulations using a twin screw granulator. Int. J. Pharm. 2014, 475, 82–96. [Google Scholar] [CrossRef] [PubMed]
- Kotamarthy, L.; Metta, N.; Ramachandran, R. Understanding the Effect of Granulation and Milling Process Parameters on the Quality Attributes of Milled Granules. Processes 2020, 8, 683. [Google Scholar] [CrossRef]
- Gorringe, L.; Kee, G.; Saleh, M.; Fa, N.; Elkes, R. Use of the channel fill level in defining a design space for twin screw wet granulation. Int. J. Pharm. 2017, 519, 165–177. [Google Scholar] [CrossRef]
- Madarász, L.; Nagy, Z.K.; Hoffer, I.; Szabó, B.; Csontos, I.; Pataki, H.; Démuth, B.; Szabó, B.; Csorba, K.; Marosi, G. Real-time feedback control of twin-screw wet granulation based on image analysis. Int. J. Pharm. 2018, 547, 360–367. [Google Scholar] [CrossRef]
- Peeters, M.; Jiménez, A.A.B.; Matsunami, K.; Stauffer, F.; Nopens, I.; De Beer, T. Evaluation of the influence of material properties and process parameters on granule porosity in twin-screw wet granulation. Int. J. Pharm. 2023, 641, 123010. [Google Scholar] [CrossRef]
- Vandevivere, L.; Van Wijmeersch, E.; Häusler, O.; De Beer, T.; Vervaet, C.; Vanhoorne, V. The effect of screw configuration and formulation variables on liquid requirements and granule quality in a continuous twin screw wet granulation process. J. Drug Deliv. Sci. Technol. 2022, 68, 103042. [Google Scholar] [CrossRef]
- Mundozah, A.L.; Yang, J.; Omar, C.; Mahmah, O.; Salman, A.D. Twin screw granulation: A simpler re-derivation of quantifying fill level. Int. J. Pharm. 2020, 591, 119959. [Google Scholar] [CrossRef]
- Mundozah, A.L.; Cartwright, J.J.; Tridon, C.C.; Hounslow, M.J.; Salman, A.D. Hydrophobic/hydrophilic powders: Practical implications of screw element type on the reduction of fines in twin screw granulation. Powder Technol. 2019, 341, 94–103. [Google Scholar] [CrossRef]
- Kotamarthy, L.; Dan, A.; Karkala, S.; Parvani, S.; Román-Ospino, A.D.; Ramachandran, R. Twin-screw granulation: Mechanistic understanding of the effect of material properties on key granule quality attributes through the analysis of mixing dynamics and granulation rate mechanisms. Adv. Powder Technol. 2023, 34, 104137. [Google Scholar] [CrossRef]
- Escotet-Espinoza, M.S.; Moghtadernejad, S.; Oka, S.; Wang, Y.; Roman-Ospino, A.; Schäfer, E.; Cappuyns, P.; Van Assche, I.; Futran, M.; Ierapetritou, M.; et al. Effect of tracer material properties on the residence time distribution (RTD) of continuous powder blending operations. Part I of II: Experimental evaluation. Powder Technol. 2019, 342, 744–763. [Google Scholar] [CrossRef]
- Granberg, R.A.; Rasmuson, Å.C. Solubility of Paracetamol in Pure Solvents. J. Chem. Eng. Data 1999, 44, 1391–1395. [Google Scholar] [CrossRef]
- Thiel, W.J.; Nguyen, L.T. Fluidized bed granulation of an ordered powder mixture. J. Pharm. Pharmacol. 1982, 34, 692–699. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.T.; Ingram, A.; Rowson, N.A. Twin screw wet granulation: The study of a continuous twin screw granulator using Positron Emission Particle Tracking (PEPT) technique. Eur. J. Pharm. Biopharm. 2012, 81, 666–673. [Google Scholar] [CrossRef]
- El Hagrasy, A.S.; Litster, J.D. Granulation rate processes in the kneading elements of a twin screw granulator. AIChE J. 2013, 59, 4100–4115. [Google Scholar] [CrossRef]
- Torrecillas, C.M.; Gorringe, L.J.; Rajoub, N.; Robertson, J.; Elkes, R.G.; Lamprou, D.A.; Halbert, G.W. The impact of channel fill level on internal forces during continuous twin screw wet granulation. Int. J. Pharm. 2019, 558, 91–100. [Google Scholar] [CrossRef] [PubMed]
- Kumar, A.; Vercruysse, J.; Toiviainen, M.; Panouillot, P.-E.; Juuti, M.; Vanhoorne, V.; Vervaet, C.; Remon, J.P.; Gernaey, K.V.; De Beer, T.; et al. Mixing and transport during pharmaceutical twin-screw wet granulation: Experimental analysis via chemical imaging. Eur. J. Pharm. Biopharm. 2014, 87, 279–289. [Google Scholar] [CrossRef]
- Silveira, Z.; Justino Netto, J. On the Design and Technology of Co-Rotating Twin Screw Extruders. 2017. Available online: https://www.researchgate.net/publication/319994500_ON_THE_DESIGN_AND_TECHNOLOGY_OF_CO-ROTATING_TWIN_SCREW_EXTRUDERS (accessed on 15 March 2024).
- Lalith Kotamarthy, C.S.; Ramachandran, R. Development of a granule growth regime map for twin screw wet granulation process via data imputation techniques. Pharmaceutics 2022, 14, 2211. [Google Scholar]
- Dhenge, R.M.; Washino, K.; Cartwright, J.J.; Hounslow, M.J.; Salman, A.D. Twin screw granulation using conveying screws: Effects of viscosity of granulation liquids and flow of powders. Powder Technol. 2013, 238, 77–90. [Google Scholar] [CrossRef]
- Domenech, T.; Peuvrel-Disdier, E.; Vergnes, B. The importance of specific mechanical energy during twin screw extrusion of organoclay based polypropylene nanocomposites. Compos. Sci. Technol. 2013, 75, 7–14. [Google Scholar] [CrossRef]
- Godavarti, S.; Karwe, M.V. Determination of Specific Mechanical Energy Distribution on a Twin-Screw Extruder. J. Agric. Eng. Res. 1997, 67, 277–287. [Google Scholar] [CrossRef]
- Dhenge, R.M.; Cartwright, J.J.; Hounslow, M.J.; Salman, A.D. Twin screw granulation: Steps in granule growth. Int. J. Pharm. 2012, 438, 20–32. [Google Scholar] [CrossRef]
- Meier, R.; Moll, K.-P.; Krumme, M.; Kleinebudde, P. Impact of fill-level in twin-screw granulation on critical quality attributes of granules and tablets. Eur. J. Pharm. Biopharm. 2017, 115, 102–112. [Google Scholar] [CrossRef]
- Muthancheri, I.; Ramachandran, R. A Hybrid Model to Predict Formulation Dependent Granule Growth in a Bi-Component Wet Granulation Process. Pharmaceutics 2021, 13, 2063. [Google Scholar] [CrossRef]
- Fu, J.; Adams, M.; Reynolds, G.; Salman, A.; Hounslow, M. Impact deformation and rebound of wet granules. Powder Technol. 2004, 140, 248–257. [Google Scholar] [CrossRef]
- Liu, L.X.; Litster, J.D.; Iveson, S.M.; Ennis, B.J. Coalescence of deformable granules in wet granulation processes. AIChE J. 2000, 46, 529–539. [Google Scholar] [CrossRef]
- Iveson, S.M.; Litster, J.D. Fundamental studies of granule consolidation part 2: Quantifying the effects of particle and binder properties. Powder Technol. 1998, 99, 243–250. [Google Scholar] [CrossRef]
- Iveson, S.M.; Litster, J.D.; Ennis, B.J. Fundamental studies of granule consolidation Part 1: Effects of binder content and binder viscosity. Powder Technol. 1996, 88, 15–20. [Google Scholar] [CrossRef]
- Li, J.; Pradhan, S.U.; Wassgren, C.R. Granule transformation in a twin screw granulator: Effects of conveying, kneading, and distributive mixing elements. Powder Technol. 2019, 346, 363–372. [Google Scholar] [CrossRef]
- Pradhan, S.U.; Sen, M.; Li, J.; Litster, J.D.; Wassgren, C.R. Granule breakage in twin screw granulation: Effect of material properties and screw element geometry. Powder Technol. 2017, 315, 290–299. [Google Scholar] [CrossRef]
- Iveson, S.M.; Litster, J.D. Growth regime map for liquid-bound granules. AIChE J. 1998, 44, 1510–1518. [Google Scholar] [CrossRef]
- Zheng, C.; Zhang, L.; Govender, N.; Wu, C.-Y. DEM analysis of residence time distribution during twin screw granulation. Powder Technol. 2021, 377, 924–938. [Google Scholar] [CrossRef]
- Seem, T.C.; Rowson, N.A.; Gabbott, I.; De Matas, M.; Reynolds, G.K.; Ingram, A. Asymmetric distribution in twin screw granulation. Eur. J. Pharm. Biopharm. 2016, 106, 50–58. [Google Scholar] [CrossRef]
- Dhenge, R.M.; Cartwright, J.J.; Hounslow, M.J.; Salman, A.D. Twin screw wet granulation: Effects of properties of granulation liquid. Powder Technol. 2012, 229, 126–136. [Google Scholar] [CrossRef]
- Osorio, J.G.; Sayin, R.; Kalbag, A.V.; Litster, J.D.; Martinez-Marcos, L.; Lamprou, D.A.; Halbert, G.W. Scaling of continuous twin screw wet granulation. AIChE J. 2017, 63, 921–932. [Google Scholar] [CrossRef]
- Kolter, K.; Karl, M.; Gryczke, A.; Ludwigshafen am Rhein, B.A.S.F. Hot-Melt Extrusion with BASF Pharma Polymers: Extrusion Compendium; BASF: Ludwigshafen, Germany, 2012. [Google Scholar]
- Lute, S.V.; Dhenge, R.M.; Salman, A.D.J. Twin Screw Granulation: An Investigation of the Effect of Barrel Fill Level. Pharmaceutics 2018, 10, 67. [Google Scholar] [CrossRef] [PubMed]
- Wade, J.B.; Martin, G.; Long, D.F. Feasibility assessment for a novel reverse-phase wet granulation process: The effect of liquid saturation and binder liquid viscosity. Int. J. Pharm. 2014, 475, 450–461. [Google Scholar] [CrossRef] [PubMed]
- Iveson, S.M.; Wauters, P.A.; Forrest, S.; Litster, J.D.; Meesters, G.M.; Scarlett, B. Growth regime map for liquid-bound granules: Further development and experimental validation. Powder Technol. 2001, 117, 83–97. [Google Scholar] [CrossRef]
- Sakr, W.F.; Ibrahim, M.A.; Alanazi, F.K.; Sakr, A.A. Upgrading wet granulation monitoring from hand squeeze test to mixing torque rheometry. Saudi Pharm. J. 2012, 20, 9–19. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, T.; Kashani-Rahimi, S.; Zhang, F. A review of twin screw wet granulation mechanisms in relation to granule attributes. Drug Dev. Ind. Pharm. 2021, 47, 349–360. [Google Scholar] [CrossRef]
- Farber, L. Chapter 2—Microstructure and Mechanical Properties of Granules Formed in High Shear Wet Granulation. In Handbook of Pharmaceutical Wet Granulation; Narang, A.S., Badawy, S.I.F., Eds.; Academic Press: Cambridge, MA, USA, 2019; pp. 37–88. [Google Scholar]
- Litster, J.; Ennis, B. Wetting, nucleation and binder distribution. In The Science and Engineering of Granulation Processes; Springer: Berlin/Heidelberg, Germany, 2004; pp. 37–74. [Google Scholar]
- Pradhan, S.U.; Zhang, Y.; Li, J.; Litster, J.D.; Wassgren, C.R. Tailored granule properties using 3D printed screw geometries in twin screw granulation. Powder Technol. 2019, 341, 75–84. [Google Scholar] [CrossRef]
- Vercruysse, J.; Toiviainen, M.; Fonteyne, M.; Helkimo, N.; Ketolainen, J.; Juuti, M.; Delaet, U.; Van Assche, I.; Remon, J.P.; Vervaet, C.; et al. Visualization and understanding of the granulation liquid mixing and distribution during continuous twin screw granulation using NIR chemical imaging. Eur. J. Pharm. Biopharm. 2014, 86, 383–392. [Google Scholar] [CrossRef]
- Hapgood, K.; Khanmohammadi, B. Granulation of hydrophobic powders. Powder Technol. 2009, 189, 253–262. [Google Scholar] [CrossRef]
- Hapgood, K.P.; Farber, L.; Michaels, J.N. Agglomeration of hydrophobic powders via solid spreading nucleation. Powder Technol. 2009, 188, 248–254. [Google Scholar] [CrossRef]
- Nguyen, T.; Shen, W.; Hapgood, K. Drop penetration time in heterogeneous powder beds. Chem. Eng. Sci. 2009, 64, 5210–5221. [Google Scholar] [CrossRef]
- Planchette, C.; Biance, A.L.; Lorenceau, E. Transition of liquid marble impacts onto solid surfaces. EPL (Europhys. Lett.) 2012, 97, 14003. [Google Scholar] [CrossRef]
- Aussillous, P.; Quéré, D. Liquid marbles. Nature 2001, 411, 924–927. [Google Scholar] [CrossRef] [PubMed]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | D10 (µm) | D50 (µm) | D90 (µm) | Bulk Density (g/mL) | Cohesion (kPa) | Compressibility (%) | Permeability (cm2) (×10−7) |
|---|---|---|---|---|---|---|---|
| Dense APAP | 40.67 | 178.9 | 380.9 | 0.48 | 0.328 | 15.88 | 6.369 |
| Avicel PH 102 | 31.21 | 125.4 | 255.4 | 0.35 | 0.207 | 12.04 | 8.148 |
| Screw Speed (rpm) | 300, 500, 700 |
| Kneading elements (KE, number) | 0, 2, 4, 6, 8 |
| Position of KE zone | 4, 5, 6 |
| L/S (%) | Screw Speed (rpm) | Kneading Elements (KE, Number) | Position of KE Zone | Axial Dispersion Coefficient, Da (cm2/s) | MRT (s) | DP (%) | Fill Level | Es (J/gs) | Eavg (J/g) |
|---|---|---|---|---|---|---|---|---|---|
| 100 | 300 | 6 | 4 | 0.0504 | 13.15 | 19.79 | 0.053 | 49.7 | 653.56 |
| 100 | 500 | 6 | 4 | 0.6997 | 6.15 | 11.98 | 0.025 | 74.53 | 458.36 |
| 100 | 700 | 6 | 4 | 1.4486 | 5.15 | 7.77 | 0.021 | 233.83 | 1204.22 |
| 100 | 500 | 8 | 4 | 1.1922 | 10.91 | 13.63 | 0.043 | 111.62 | 1217.77 |
| 100 | 500 | 4 | 4 | 0.3506 | 7.39 | 16.77 | 0.031 | 83.53 | 617.29 |
| 100 | 500 | 2 | 4 | 0.1467 | 4.96 | 20.93 | 0.021 | 79.81 | 395.86 |
| 100 | 500 | 0 | 4 | 0.0223 | 4.77 | 24.75 | 0.021 | 73.53 | 350.74 |
| 80 | 500 | 6 | 4 | 0.5225 | 5.2 | 17.7 | 0.021 | 143.27 | 745 |
| 80 | 500 | 6 | 5 | 0.3474 | 9.33 | 33.46 | 0.038 | 107.49 | 1002.88 |
| 80 | 500 | 6 | 6 | 0.4124 | 9.19 | 45.97 | 0.037 | 121.66 | 1118.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kotamarthy, L.; Karkala, S.; Dan, A.; Román-Ospino, A.D.; Ramachandran, R. Investigating the Effects of Mixing Dynamics on Twin-Screw Granule Quality Attributes via the Development of a Physics-Based Process Map. Pharmaceutics 2024, 16, 456. https://doi.org/10.3390/pharmaceutics16040456
Kotamarthy L, Karkala S, Dan A, Román-Ospino AD, Ramachandran R. Investigating the Effects of Mixing Dynamics on Twin-Screw Granule Quality Attributes via the Development of a Physics-Based Process Map. Pharmaceutics. 2024; 16(4):456. https://doi.org/10.3390/pharmaceutics16040456
Chicago/Turabian StyleKotamarthy, Lalith, Subhodh Karkala, Ashley Dan, Andrés D. Román-Ospino, and Rohit Ramachandran. 2024. "Investigating the Effects of Mixing Dynamics on Twin-Screw Granule Quality Attributes via the Development of a Physics-Based Process Map" Pharmaceutics 16, no. 4: 456. https://doi.org/10.3390/pharmaceutics16040456