4.1. Properties of Lime-Stabilized Boron Waste
In order to save the construction cost, lime was firstly used to stabilize the boron waste alone. The feasibility of the lime-stabilized boron waste (LSB) for the road base was investigated. The optimum moisture content (OMC) and maximum dry density (MDD) for every proportion were determined. Kweon
et al. [
27] indicated that frost action had a significant effect on the performance of road base in seasonal freezing regions. Therefore, frost resistance of stabilized material cannot be ignored in these areas. A freeze–thaw test was conducted in the laboratory according to JTG E51-2009. The unconfined compressive strength (UCS) and frost resistance index (FRI) for lime-stabilized boron waste were obtained. In order to evaluate the effects of lime, a statistical analysis of variance (ANOVA) method was applied to investigate the significance. The significance level (α) was 0.05. F-tests were performed based on a confidence level 95%. Results are listed in
Table 5.
It can be seen from
Table 5 that the optimum moisture content (OMC) of the stabilized mixture increases with lime, but the maximum dry density (MDD) decreases. This agrees with the results of Edeh
et al. [
28]. The unconfined compressive strength (UCS) increases with the lime content and curing time. However, UCS’s are both not available for curing 7 and 28 days when lime content is 3%. This means that the cementitious phases such as hydrated silicate, calcium hydroxide crystals, and calcium carbonate are insufficient to form the bearing structure in the stabilized mixture when lime content is low. This causes damage to the LSB. Furthermore, the suggested UCS (7 days) of lime-stabilized material is greater than 0.8 MPa according to the Specifications for Design of Highway Asphalt Pavement of China (JTG D50-2006) [
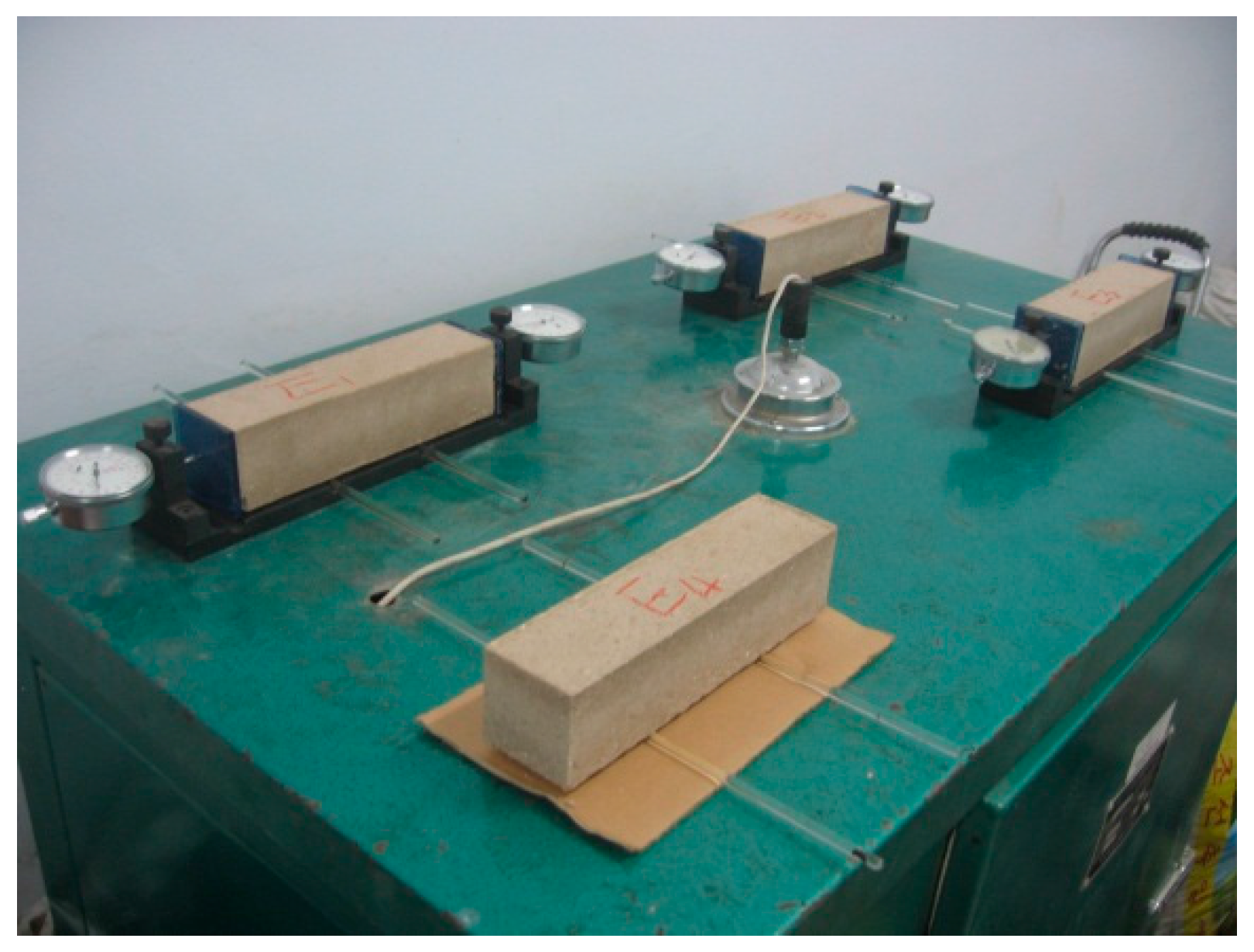
19]. For the sub-base, it should be greater than 0.6 MPa. Therefore, LSB can be used to build the sub-base when the lime content is greater than 5%. Lime content should be greater than 8% for the road base. Results of the statistical ANOVA demonstrate that the lime content has a significant influence on OMC and UCS. The effect of lime content on MDD is not significant. This may be induced from the experimental accuracy. Specimens after the freeze–thaw test are shown in
Figure 5.
As shown in
Table 5 and
Figure 5, specimens were destroyed after four freeze–thaw cycles. Frost resistance indexes (FRI) are not available for all kinds of LSB. This means that the lime-stabilized boron waste does not satisfy the anti-freezing requirement of the road base or sub-base. LSB is only suitable for non-frozen regions. The other stabilized method should be sought to improve the frost resistance of LSB if it is used in frozen regions.
4.2. Properties of Lime–Cement-Stabilized Boron Waste Mixture
Balen
et al. [
29] proposed that lime mortar had a better durability than the cement-based mortar, although the cement mortar had a better compressive strength. Arandigoyen
et al. [
30] pointed out that the mechanical strength of cement mortar decreased when little lime was added. The mechanical strength of lime mortar increased when cement content was less than 40%. In addition, Papayianni
et al. [
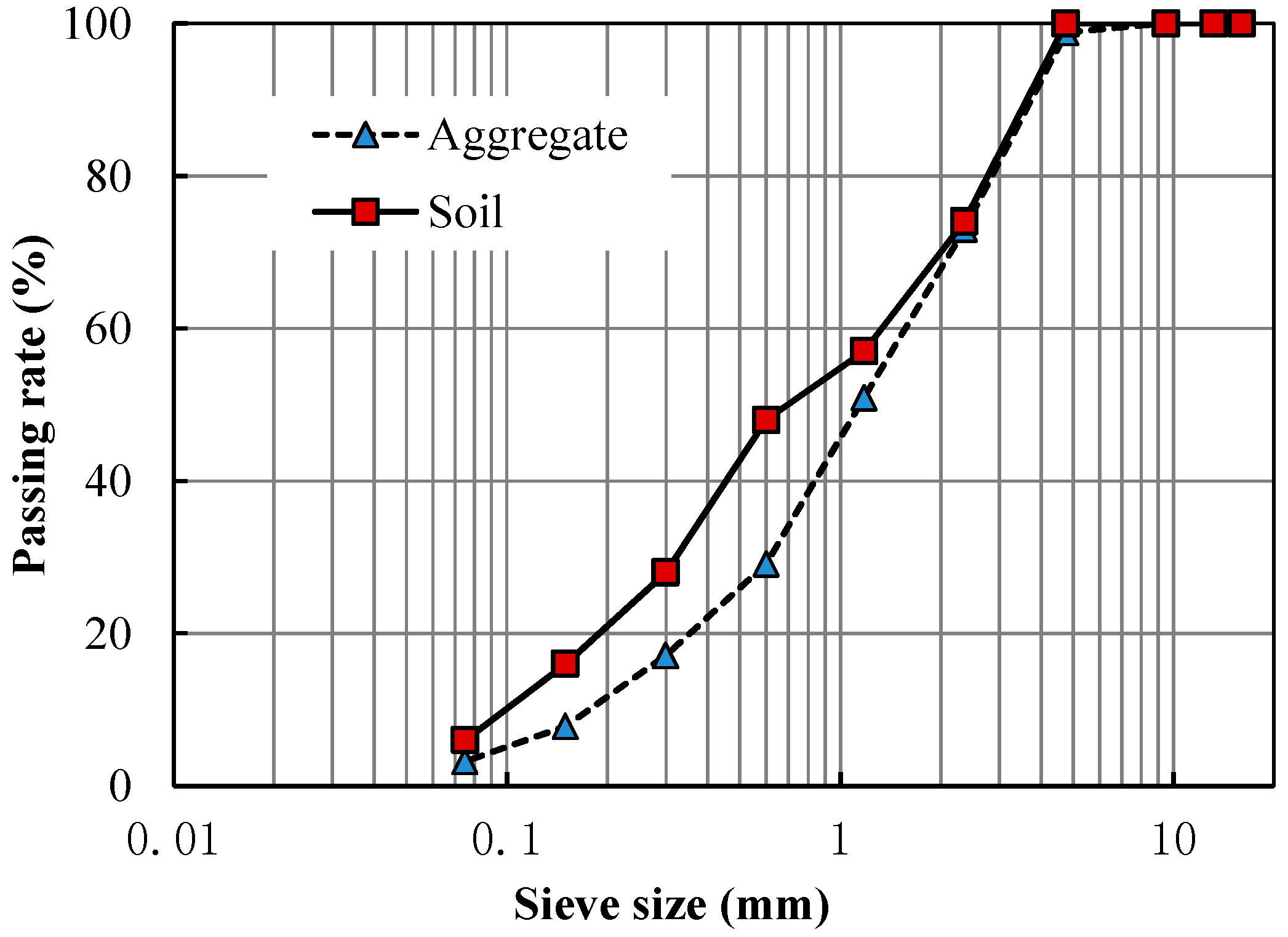
31] proposed that aggregate could improve the moisture and frost resistance. Therefore, lime and cement were both used to stabilize boron waste in this study. Lime–cement-stabilized boron waste and soil (LCBS) and lime–cement-stabilized boron waste and aggregate (LCBA) were prepared in the laboratory. Six proportions were selected for the experiment in accordance with JTG D50-2006 [
19]. The compaction test was conducted to determine the OMC and MDD of the different mixtures. Average value (AV) and standard deviation (SD) of the compaction test are given in
Table 6.
As listed in
Table 6, optimum moisture contents (OMC) decrease with the increase in boron waste for LCBS. On the contrary, optimum moisture contents (OMC) of LCBA rise with boron waste. For LCBS and LCBA, the changing trends of OMC are different. It agrees with the results of Edeh
et al. [
28] and Modarres
et al. [
18]. Edeh
et al. [
28] proposed that more water was required to lubricate the entire matrix of the mixture when the surface area of particles increased. Modarres
et al. [
18] also thought that the finer the gradation was, the more moisture content there was. Therefore, the variation in OMC can be attributed to the change in the particle surface area. For LCBS, the reduction of fine soil and increase in boron waste cause a decline in surface area as a whole. This leads to a low OMC. For LCBA, variations in boron waste and aggregate result in a rise in surface area. A higher OMC results. Additionally, their maximum dry densities (MDDs) also decrease with the increase in boron waste. Baghini
et al. [
21] thought that the change in MDD could be explained by the void formulation theory. Lade
et al. [
32] also indicated that the overall void ratio decreased until all voids were filled with small particles. Therefore, the change in MDD is induced by a mixed proportion. The void ratio is different at different gradations [
33]. In other words, the gradation of the stabilized mixture has a significant effect on MDD.
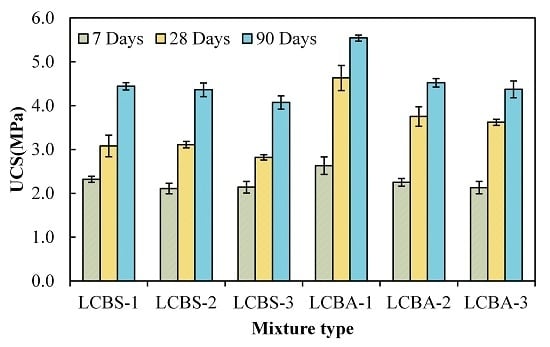
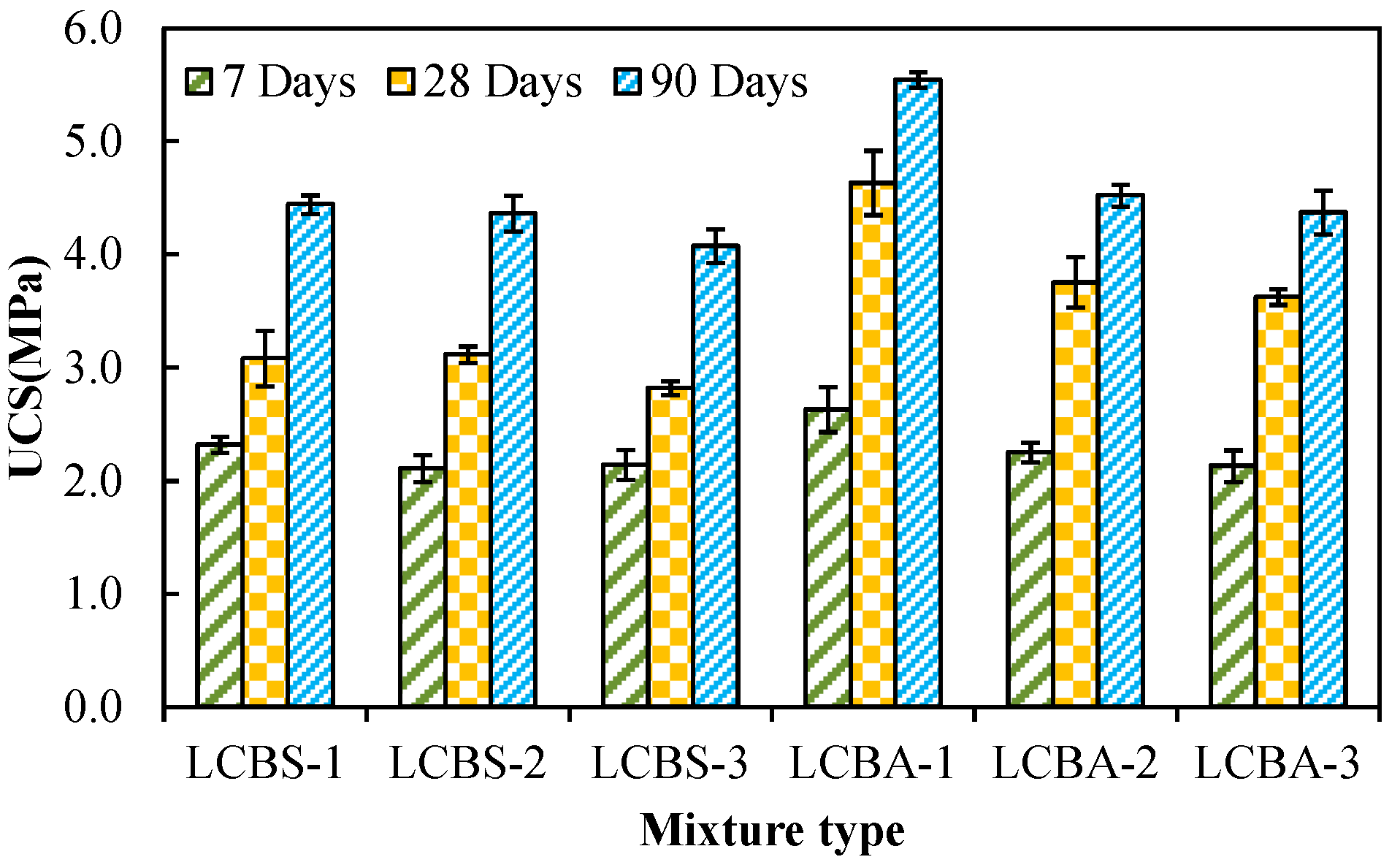
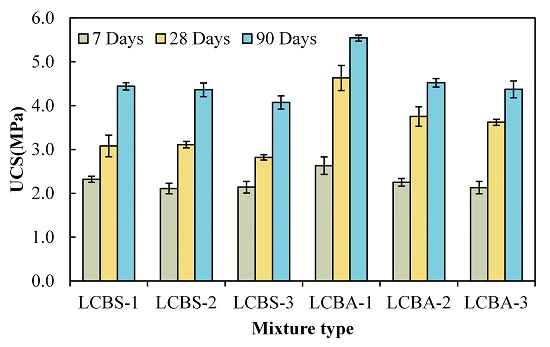
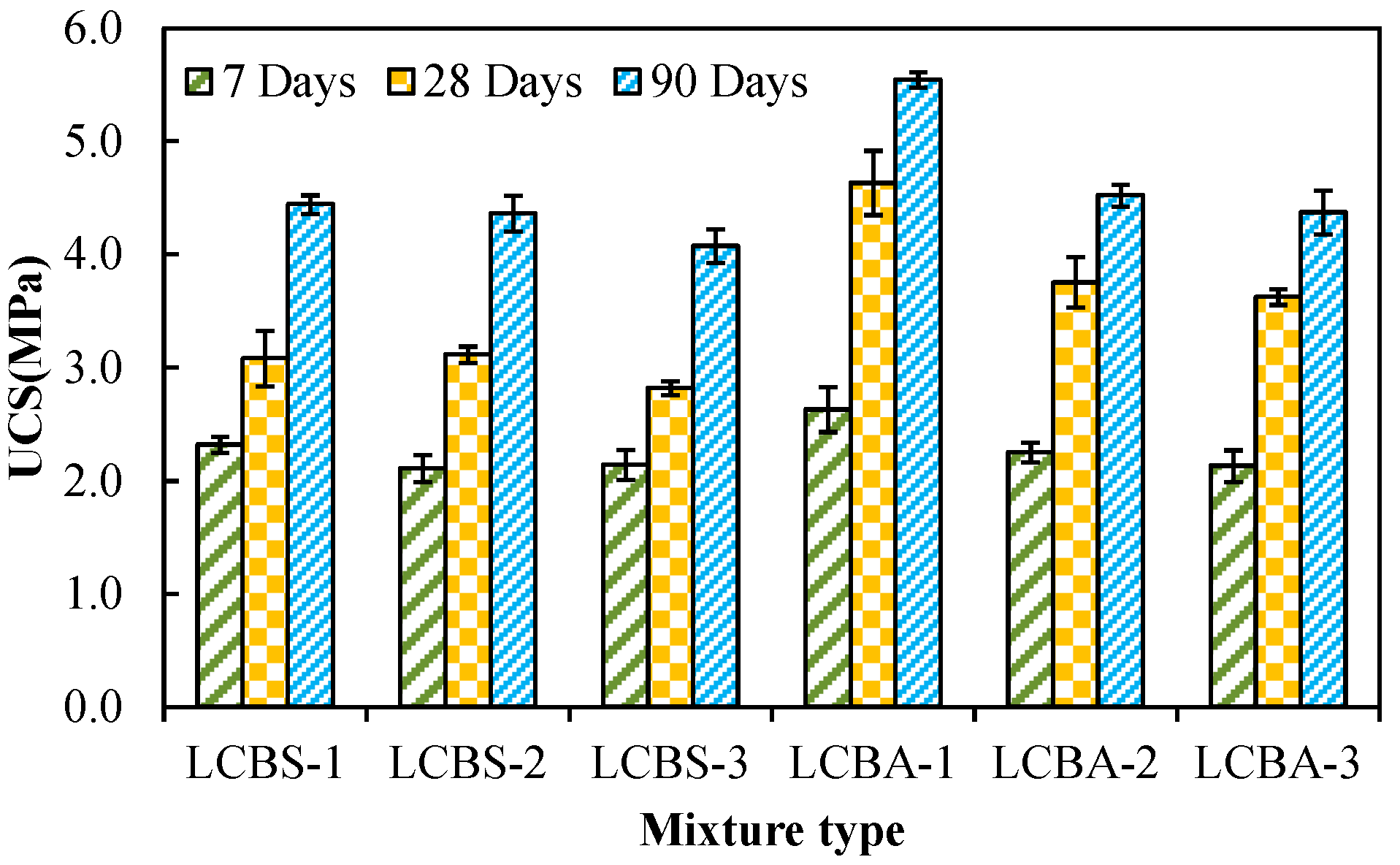
Unconfined compressive strength (UCS) is a common mechanical property, which has been used to determine the proportion of stabilized mixture. Therefore, the UCS’s of the stabilized mixtures were investigated. Three curing periods at 7, 28, and 90 days were selected for the experiment. Results are shown in
Figure 6.
It can be seen from
Figure 6 that UCS’s of stabilized mixtures are greater than 0.8 MPa when they were cured for 7 days. This means that the strengths satisfy the structrual requirement of the road base. UCS’s of all stabilized mixtures increase with curing time. This trend agrees with the results of Modarres
et al. [
18] and Taha
et al. [
34] and is attributed to the hydration reaction of cement and lime. In addition, UCS’s of LCBA are greater than that of LCBS. It can be inferred that aggregate has better reinforcing effect. However, the road base may also be damaged in the seasonal freezing region, although UCS satisfies the strength requirement [
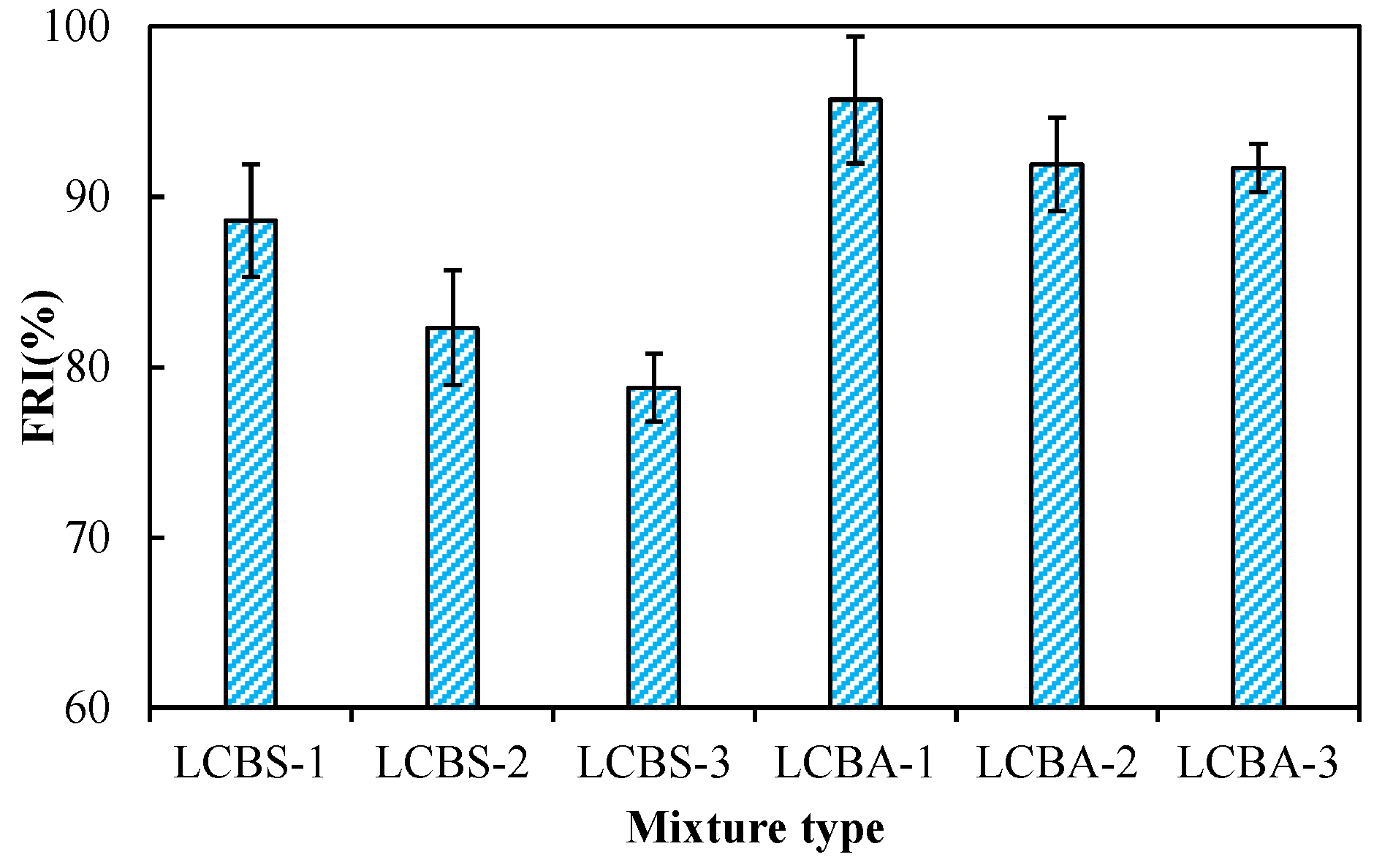
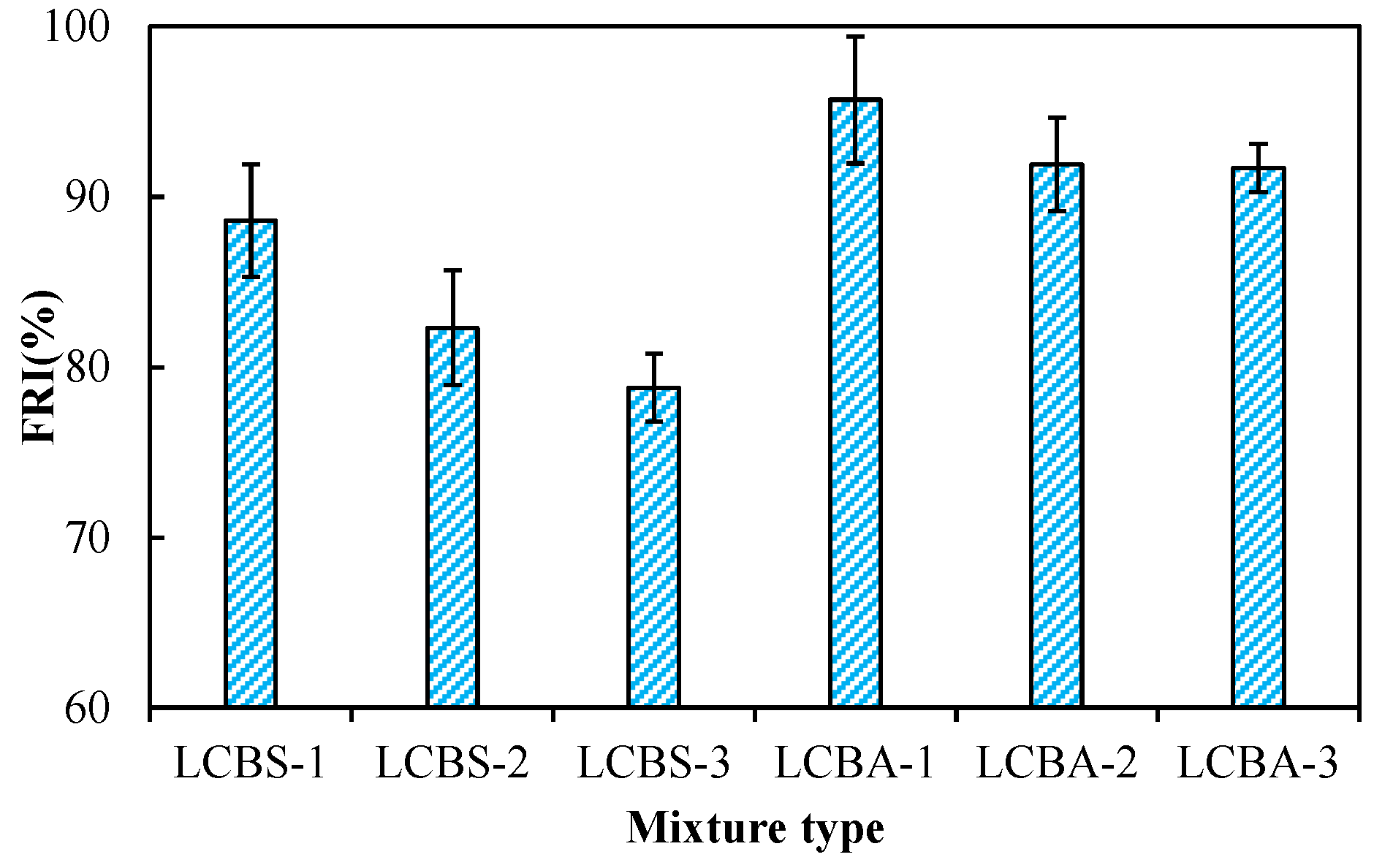
25]. Therefore, frost resistance of stabilized boron waste mixture needed to be evaluated. Results of the freeze–thaw test are shown in
Figure 7.
As shown in
Figure 7, FRIs are all greater than 70%. According to JTG D50-2006 [
19], the frost resistance of the stabilized mixture meets the anti-freezing requirement. The FRIs of LCBA are all greater than that of LCBS. This implies that both LCBS and LCBA can be applied in seasonal freezing regions such as Jilin province in China. Jafari
et al. [
26] pointed out that fine particles that have poor cohesion were sensitive to freeze–thaw cycles. Freezing saturated big pores caused high internal stress. It was intolerable for weak-bounded particles. For stabilized material, disconnected pores are filled by a cementitious phase. This prevents the water migration from freezing, and ice lenses will not grow as much as those of untreated material. There are three reasons for good frost resistance. Firstly, the gradation of aggregate is coarser than that of the soil. The gradation of soil is coarser than boron waste. Aggregate and soil reduce the freezing susceptibility of the stabilized mixture. Secondly, lime and cement fill the pores in the stabilized mixture, and the water migration is prevented. Finally, lime and cement improve the cohesive properties of the stabilized mixture. Therefore, lime and cement are both suggested for a stabilized boron waste mixture in order to improve its frost resistance.
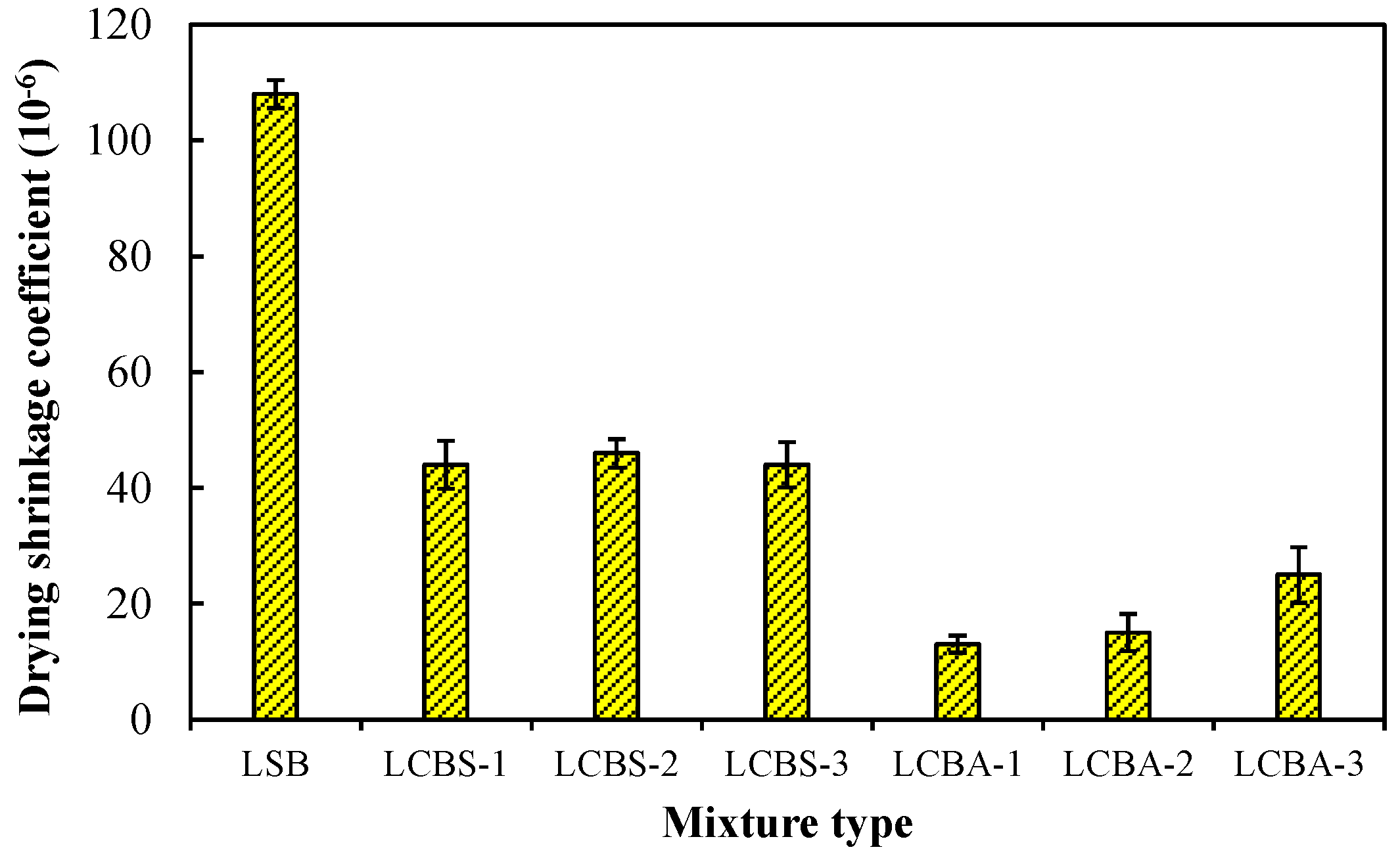
For a cementitious composite, Idiart
et al. [
24] indicated that the drying shrinkage of a matrix was restricted by aggregate and that it will lead to internal micro-cracking under certain conditions. Drying shrinkage cracks are detrimental to the road base. Consequently, the drying shrinkage performance of the stabilized mixture was investigated here. Chindaprasirt
et al. [
35] proposed that the shrinkage rate was very high at an early age. The shrinkage coefficient of this period was maximal. Therefore, the maximum shrinkage coefficient was used to evaluate drying shrinkage. Specimens that had been cured for 28 days were used for the drying shrinkage test. The maximum shrinkage coefficient was calculated using Equation (8). Results are shown in
Figure 8.
As shown in
Figure 8, the drying shrinkage coefficient of LSB is the highest. The coefficients of LCBS are greater than that of LCBA. The coefficient of LCBA-1 is the lowest among all mixtures. This may be attributed to the phase of soil and aggregate. It can be inferred that aggregate improves the drying shrinkage performance significantly. Thus, it is suggested that aggregate is used in stabilized boron waste material. In addition, Ceylan
et al. [
36] indicated that reflective cracks through HMA overlays had been an international problem for decades. Although reflective cracks do not reduce the structural capacity of a pavement generally, the subsequent ingress of moisture, the natural environment, and traffic can cause premature distress and even pavement failure [
37]. Therefore, LCBA was more suitable for the road base in order to reduce the reflective cracks. Meanwhile, shrinkage deformation will result in tensile stress. The material will not crack if stress does not exceed the ultimate value. Thus, the tensile properties of stabilized material is important. In this study, the tensile properties of the stabilized boron waste mixture was investigated using an indirect tensile method. A resilient modulus (
E) was obtained by a uniaxial compression test. The indirect tensile strength (ITS) and ultimate tensile strain (UTS) were calculated by Equations (1) and (2), respectively. Results are listed in
Table 7.
It can be found from
Table 7 that the resilient modulus (
E) of LCBS increased with the increase in boron waste. For LCBA, the resilient modulus decreased with the increase in boron waste. Their trends are different. This is caused by the difference in the elastic properties of aggregate, boron waste, and soil. ITS and UTS decrease with the increase in boron waste. This means that boron waste has an adverse effect on the tensile properties. Besides, ITS of LCBA-1 is the highest among all of the mixtures. The ultimate tensile strain (UTS) of LCBS-1 is the highest. UTS of LCBA-1 decreases by 17.0% compared with that of LCBS-1. It seems that the decline in UTS is adverse to drying shrinkage, but the shrinkage coefficient of LCBA-1 is less than that of LCBS-1. Therefore, LCBA-1 may be a good proportion on the whole.
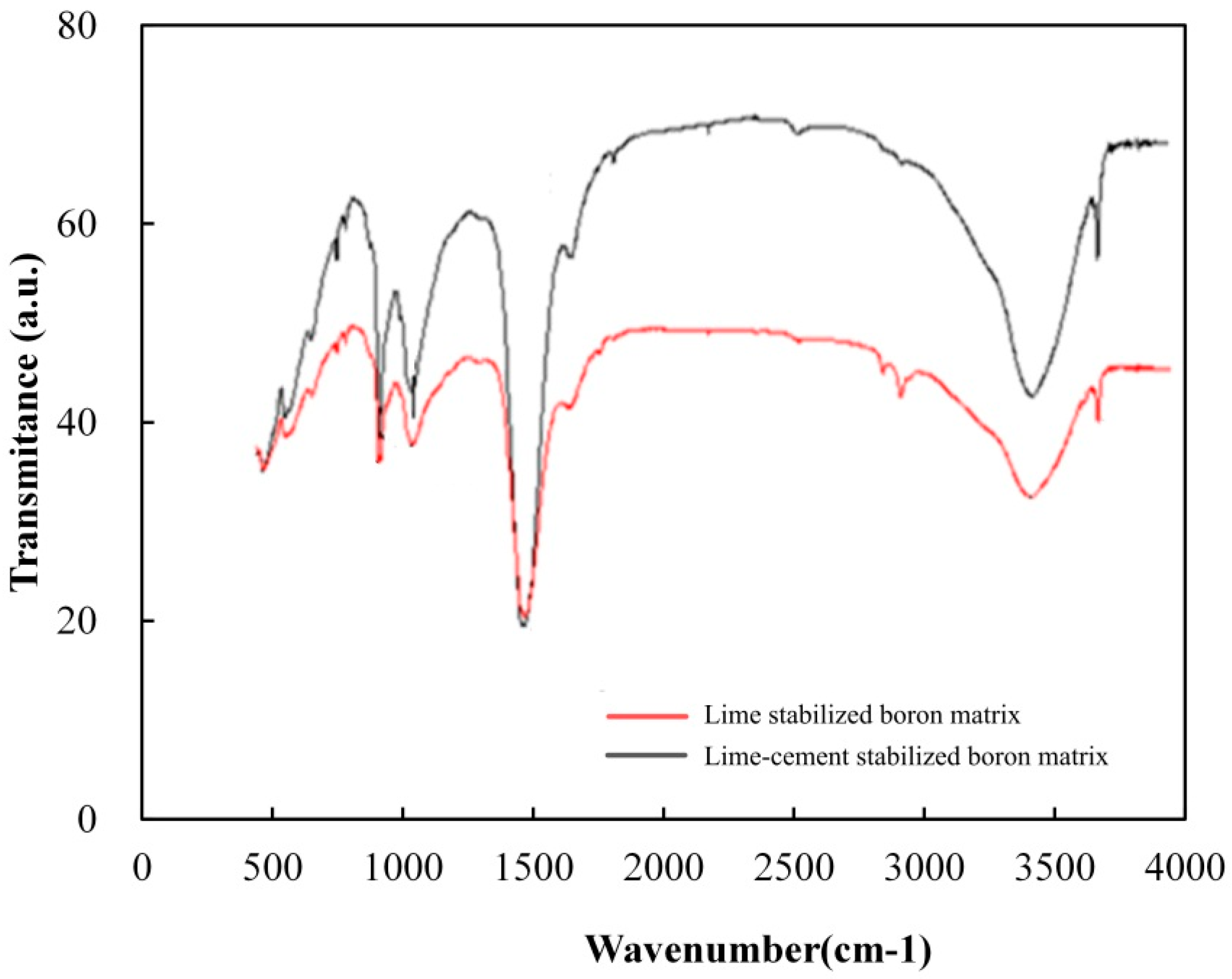
4.3. Characterization of Chemical Reaction
FTIR spectra of the lime-stabilized matrix and the lime–cement-stabilized matrix were recorded with a Nexus 6700 spectrometer (Thermo Nicolet Corporation, Madison, WI, USA) in order to reveal their chemical reactions. Results of the FTIR test are shown in
Figure 9.
As shown in
Figure 9, no significant differences are observed between the lime-stabilized matrix and the lime–cement-stabilized matrix. The lime–cement-stabilized matrix has more hydrated silicate than the lime-stabilized one due to the addition of cement. According to the interpretation of bonds from the FTIR [
4], the presence of the bond around 1450 cm
−1 indicates the formation of MgCO
3. The bonds around 1000 cm
−1 correspond to Si–O and Al–O tension bonds. They are the characteristic bonds of the alkaline polymer. Bonds around 780 correspond to Si–O–Si bonds. Bonds around 3600 cm
−1 indicate the presence of CaO or Ca(OH)
2. SiO
2 and Al
2O
3 in boron waste will be activated by CaO (or Ca(OH)
2), and C–S–H and CaO (or Ca(OH)
2) will form the C–S–H gel structure. The reaction equations can be written as follows:
However, Palomo
et al. [
4] proposed that boron could not replace Si within the C–S–H gel structure. Therefore, the strength is mainly caused by the hydration process of lime and cement.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}