1. Introduction
Electrospinning can produce polymer fibers with diameters in the range of nanometers to a few micrometers. The electrospun nanofibers have many potential applications such as optical materials [
1], sensor materials [
2], nanocomposite materials [
3], tissue scaffolds [
4], wound dressing [
5], drug delivery systems [
6], filtration [
7], and protective clothing [
8]. However, because electrospun fiber mats have very poor mechanical properties due to the random orientation within the fibers and broad distribution of fiber diameter, their actual uses have been limited. Hence, an enhancement in mechanical properties of the electrospun fiber mats is very important from an industrial point of view [
9].
Mechanisms of deformation in non-woven fabrics are based on fiber and bond deformations [
10]. The inherent strength of fibers produced by electrospinning is dependent on polymer type, crystallization rate, and degree of crystallinity. Nylon 6 has a rapid crystallization rate and has been shown to produce strong electrospun fibers [
11]. Due to this property, nylon 6 is often used in industry as a coating for filter media [
12]. Park
et al. [
9] suggested the combined effects of the higher degree alignment, the surface nanocoating, and the formation of internal networks of polyelectrolytes on nylon-6 fibers resulted in higher tensile strength. Papkov
et al. [
13] has demonstrated improvements in modulus and strength of individual electrospun polymer nanofibers with a reduction in their fiber diameter. They reported that reduction of fiber diameter resulted in simultaneous increases in elastic modulus, true strength, and toughness.
Kim
et al. [
14] reported that the electrospun thermoplastic polyurethane elastomer (TPU) fiber mats showed nonlinear elastic and inelastic characteristics, which might be due to slippage of crossed fiber (nonbonded or physical bonded structure) and breakage of the electrospun fibers at junctions (point-bonded or chemical bonding structure) and demonstrated that the point-bonded structures of fiber mats played an important role in the load-bearing component as determined in loading-unloading component tests.
Theoretical and experimental studies have shown that carbon nanotubes (CNTs) have an extremely high Young’s modulus, similar to that of the in-plane value for graphite (~1000 GPa) [
15]. CNTs are considered to be the ideal reinforcing agent for high-strength polymer composites, because of their high mechanical strength, electrical conductivity, and thermal conductivity. Good interfacial adhesion between the CNTs and the polymer matrix is essential for efficient load transfer in the composite [
16]. CNTs are often used as a reinforcing phase to improve mechanical properties of fibers by: (a) acting as a physical reinforcement; and (b) acting as a nucleation agent to increase overall crystallinity of fibers. Therefore, CNT-reinforced polymer composites have potential applications in defense and aerospace applications, where high-strength and light-weight components are of primary importance. Many polymers are presently being investigated as host matrices for CNTs, and the resulting composites have been found to show improved mechanical properties. A direct mixing of multiwalled carbon nanotubes (MWNTs) and polystyrene led to a 36%–42% increase in elastic stiffness and a 25% increase in tensile strength with the incorporation of only 1 wt % of MWNTs into the polystyrene matrix [
17]. Mahfuz
et al. [
18] reported that tensile tests on single nylon 6 filmaments had demonstrated that Young’s modulus and strength of the nanophased filaments had increased by 220% and 164% with the addition of 1 wt % of MWNTS. In addition to the strength of individual fibers, the number of crossings per nanofiber, intersections per unit area, total nanofiber crossings in the mat, and three-dimensional joint morphology all play an important role in the mechanical properties of non-woven nanofiber mats [
19]. Nylon 6 is of significantly industrial importance because of its excellent strength, toughness, and wearing resistance [
11,
15].
In the present study, single-walled carbon nanotubes (CNTs) were incorporated into the nylon 6 nanofibers during electrospinning to increase the individual fiber strength. Beaded electrospun nylon 6 fibers were introduced to uniform nylon 6 nanofiber non-woven fiber mats to increase fiber-fiber bonding and hence to improve the mechanical properties of 2-D-structured electrospun nylon 6 non-woven fiber mats. The as-spun nylon 6 non-woven fiber mats were also exposed over formic acid vapor at room temperature to increase fiber–fiber bonding.
3. Materials and Methods
3.1. Materials
Nylon 6 (Mw = ~10,000 Da) and 88% formic acid were purchased from Sigma-Aldrich (St. Louis, MO, USA) and VWR International (Radnor, PA, USA), respectively. Single-walled Carbon Nanotubes (CNTs) was obtained from Cheap Tubes Inc. (Cambridgeport, VT, USA). All materials were used as received.
3.2. Preparation of Electrospun Solutions
Nylon 6 was dissolved in 88% formic acid at concentrations of 10 wt %, 15 wt %, and 20 wt % with a wrist-action shaker (Burrell Scientific Inc., Pittsburgh, PA, USA) for 24 h prior to electrospinning. One percent (based on the weight of nylon 6) of CNTs was added to the 15 wt % and 20 wt % nylon 6/formic acid solutions and mixed with the wrist-action shaker for 24 h before electrospinning.
3.3. Electrospinning
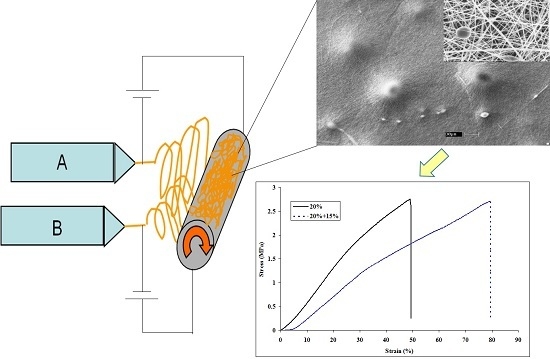
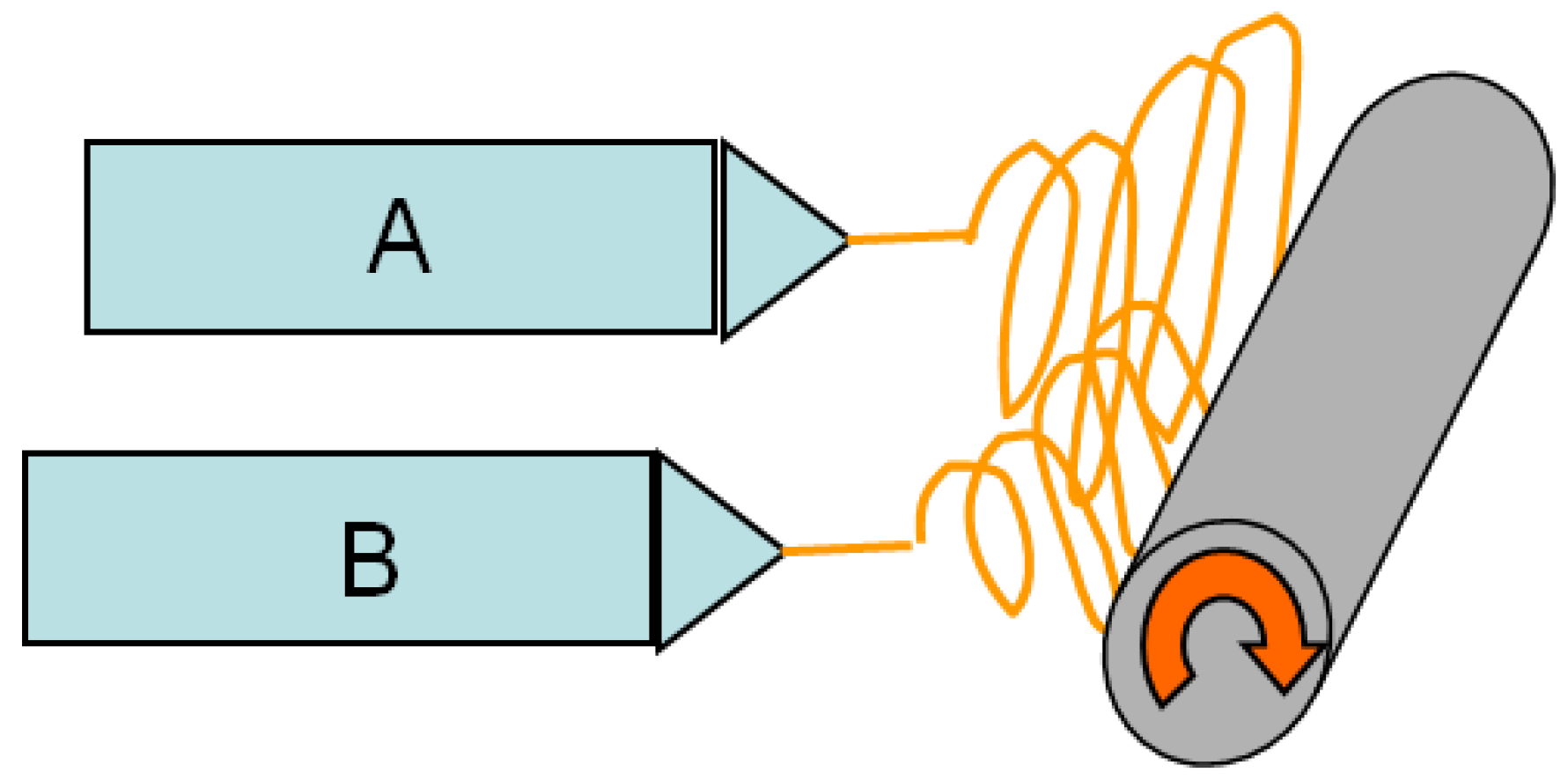
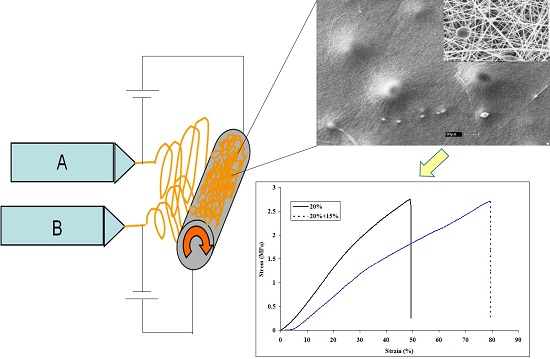
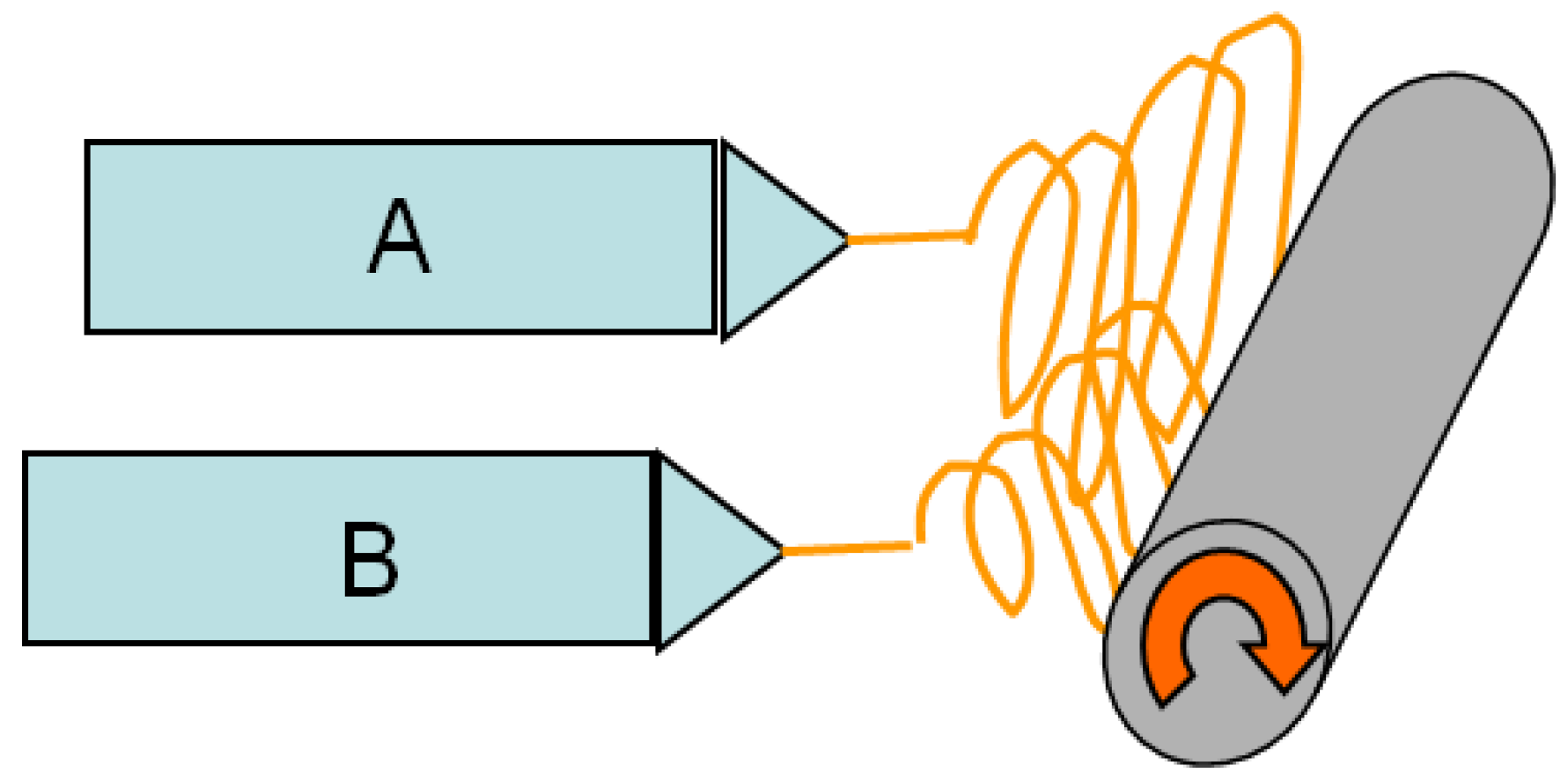
A horizontal paralleled (two syringes working at the same time) electrospinning setup (
Figure 11) was used in this work. During electrospinning, the nylon 6 solutions were introduced into two 5-mL plastic syringes (VWR Scientific, West Chester, PA, USA). Each syringe was attached to a 20-gauge needle (Hamilton 90020, VWR Inc.) collected to a high voltage supply (Gamma Model ES30, Ormond Beach, FL, USA), with a 25 kV voltage. The needle-to-collector distance was 10 cm. The applied electrical difference was 25,000 volts. The solution was fed at a rate of 0.5 mL/h using a syringe pump (Harvard apparatus pump 33, Holliston, MA, USA). The grounded collector was a rotating roll covered with aluminum foil. The samples were collected for three hours.
Table 6 shows the concentrations of the nylon 6 solutions used for the parallel electrospinning (
Figure 11). For the non-woven fiber mats electrospun from 20 wt % and 15 wt %, 20 wt % and 10 wt %, 15 wt % and 10 wt % solutions, the syringes A and B shown in
Figure 11 were switched at the halfway point of the 3-h electrospinning.
3.4. Post Treatment of Electrospun Nylon 6 Non-Woven Fiber Mats
Thermal bonding of the electrospun nylon 6 non-woven fiber mats was achieved by free anneal at 70 °C for 24 h. To achieve solvent bonding, the electrospun nylon 6 non-woven fiber mats were laid on top of a fiberglass mesh (20 × 20 mesh), which covered a 250-mL beaker containing 100 mL formic acid for 30 min at room temperature.
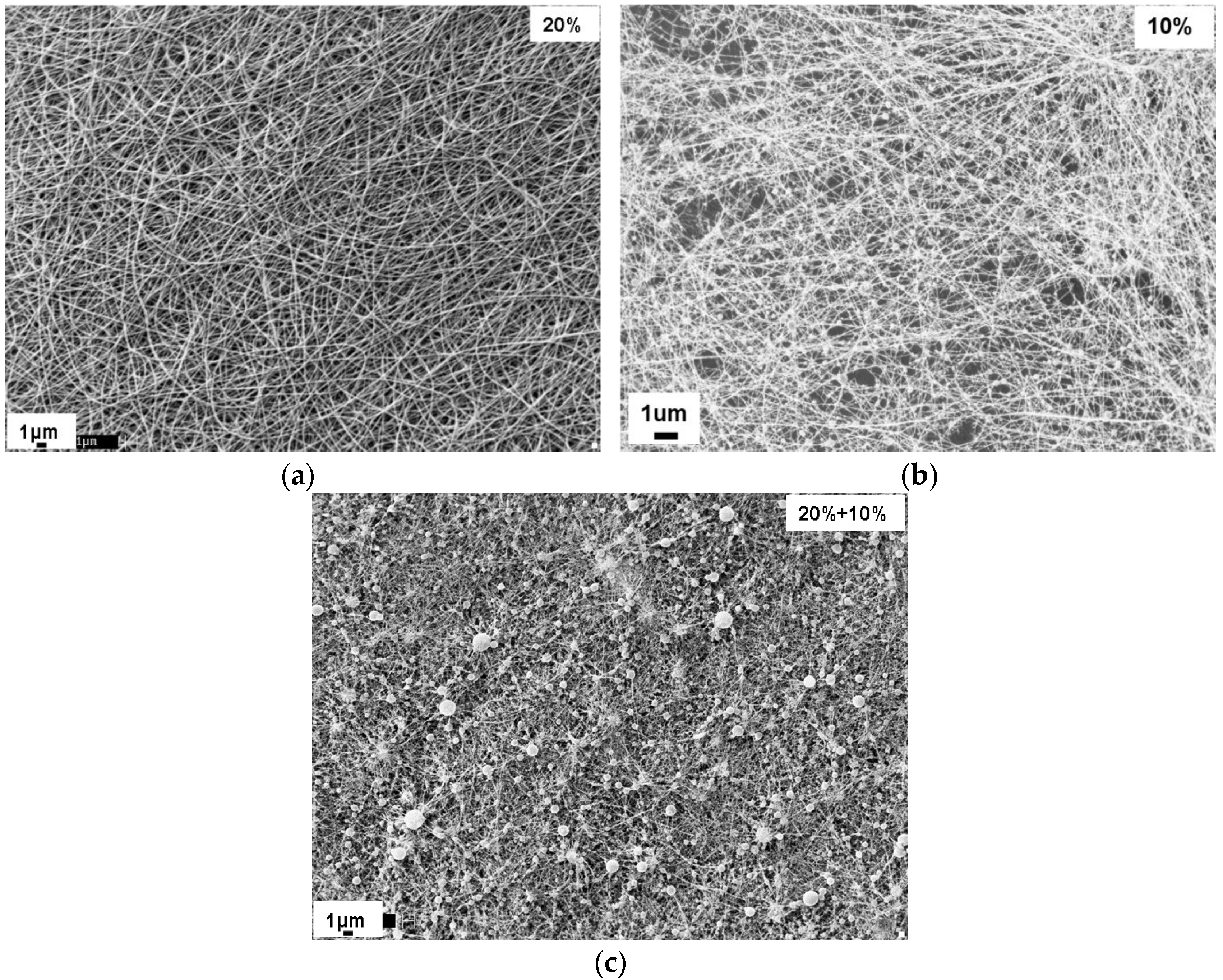
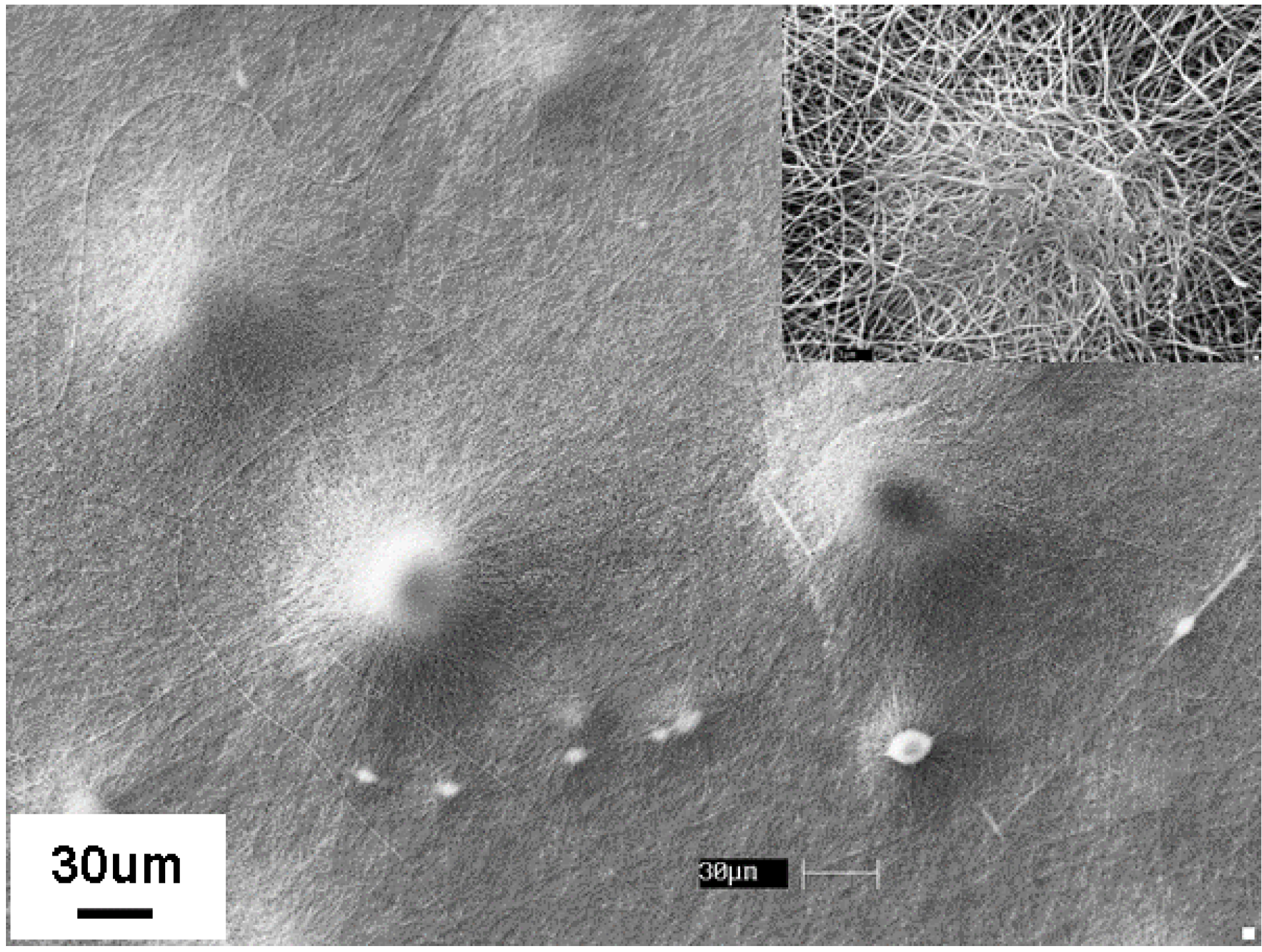
3.5. Scanning Electron Microscopy
Examination of the morphology and fiber diameters of the electrospun nylon 6 non-woven fiber mats was done using a Leica 440 scanning electron microscope (SEM, Leica Microsystems Inc., Buffalo Grove, IL, USA) at 30 kV, and a LEO 1550 Field Emission Scanning Electron Microscope (FESEM, Carl Zeiss AG, Oberkochen, Germany) at a voltage of 3 kV, using an in-lens detector. Samples were coated for 30 s with 10 nm Au-Pd to prevent charging.
3.6. Mechanical Testing
The mechanical testing was conducted according to ASTM standard D638-14 [
23] with an Instron 5566 (INSTRON, Boston, MA, USA) equipped with a 100-N load-cell at 65% RH and 23 °C. The test measures the Young’s modulus, tensile stress at break, and tensile strain at break that the electrospun nylon 6 non-woven fiber mats can survive prior to failure. The thickness of the nylon 6 non-woven fiber mats was measured with a micrometer. The crosshead speed was 10 mm/min. The electrospun nylon 6 non-woven fiber mats were punched into dog-bone specimens with a dimension of 63.5 × 9.53 mm
2 (Die ASTM D-638 type V [
23], ODC Tooling & Molds, Batavia, IL, USA) using a manual test specimen cutting clicker press (Lucris MA Series 3, Toronto, ON, Canada).
4. Conclusions
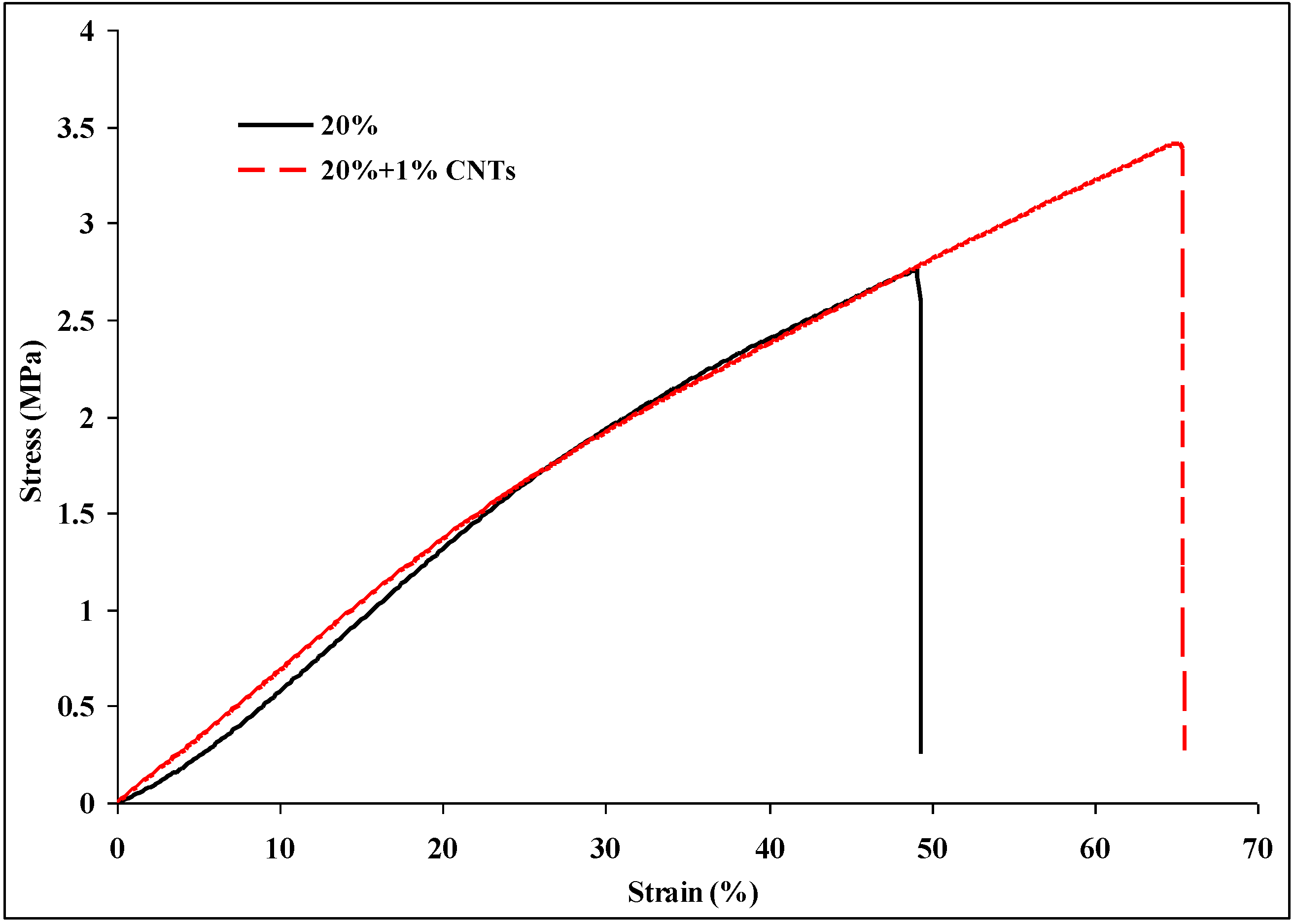
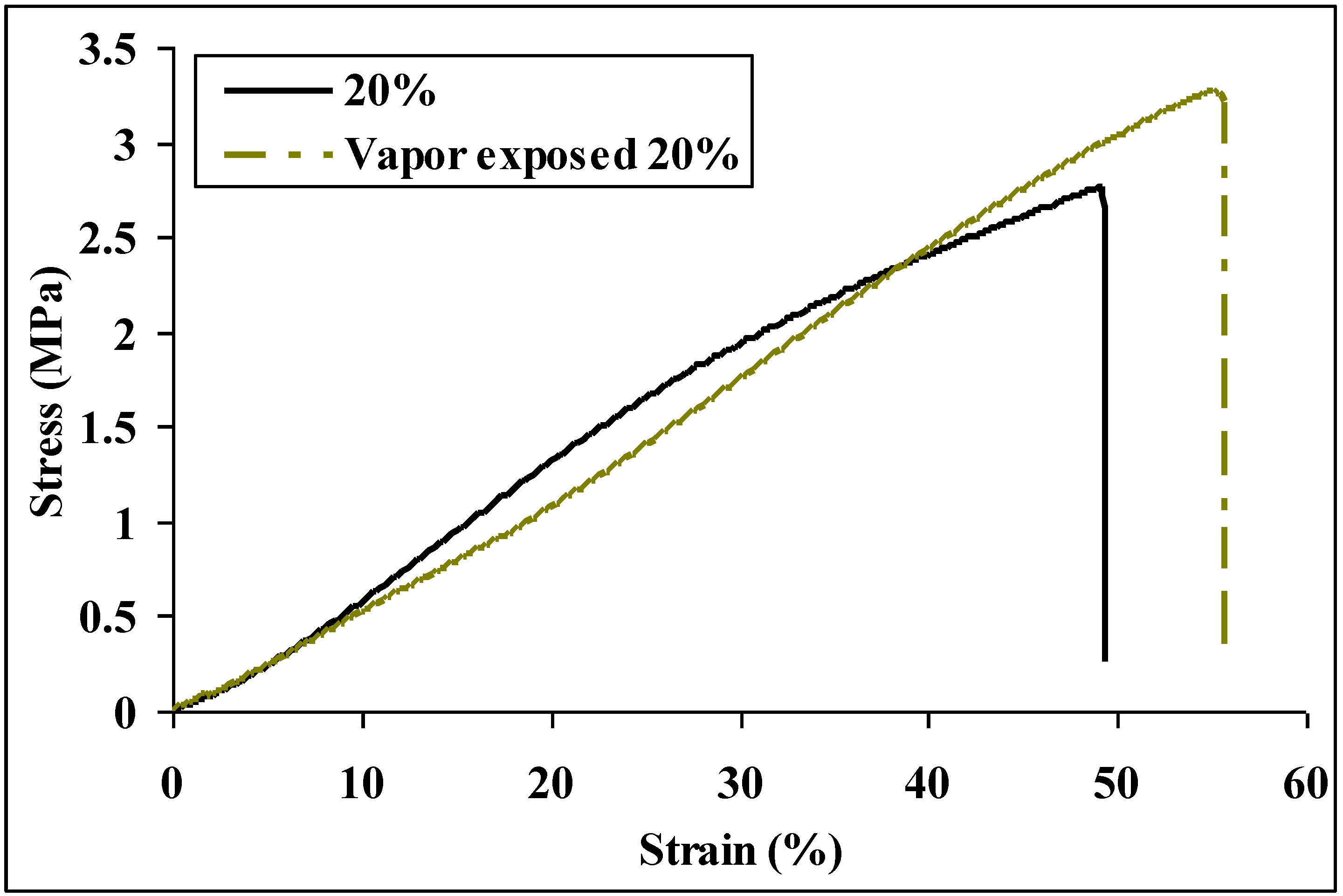
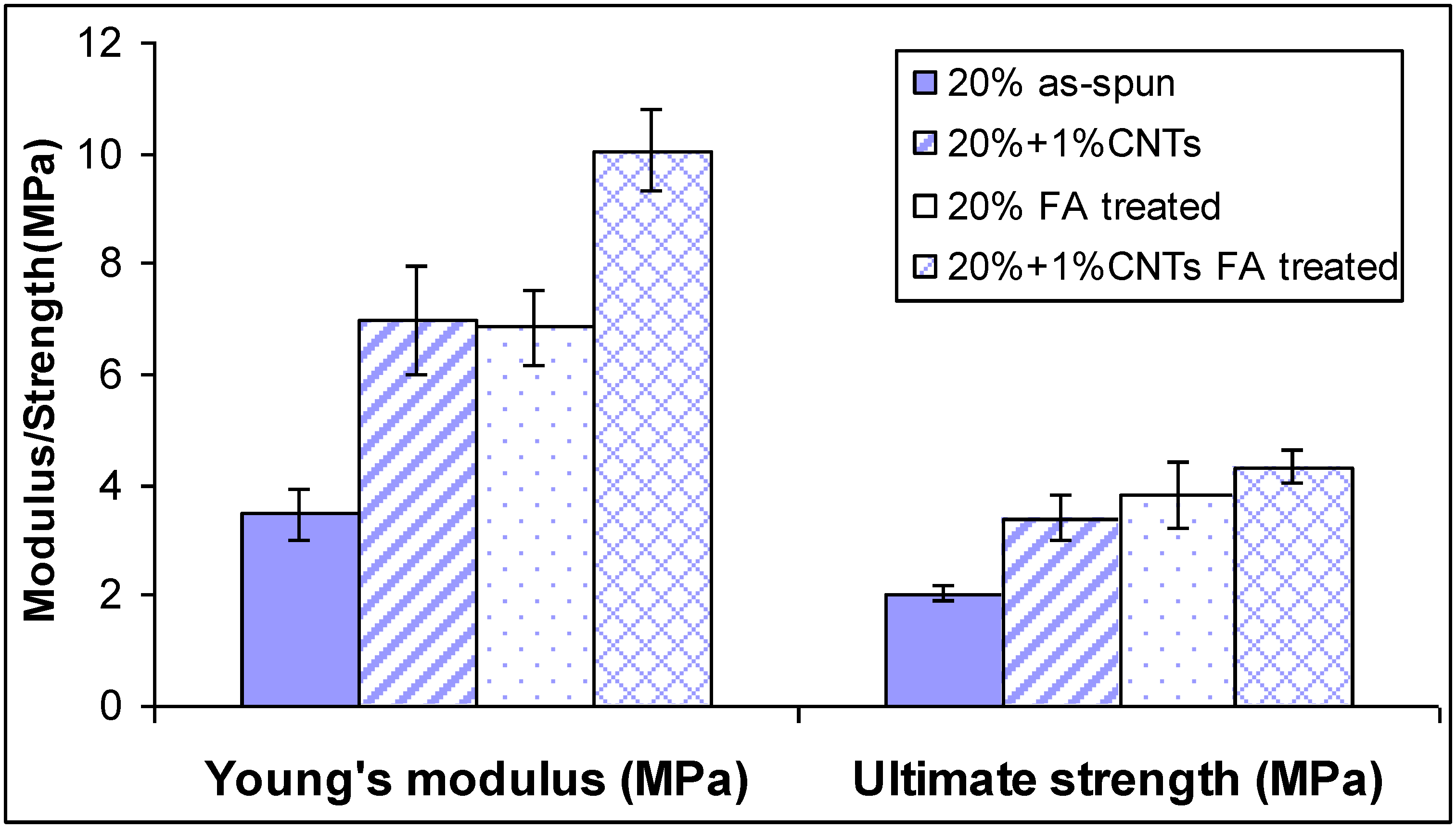
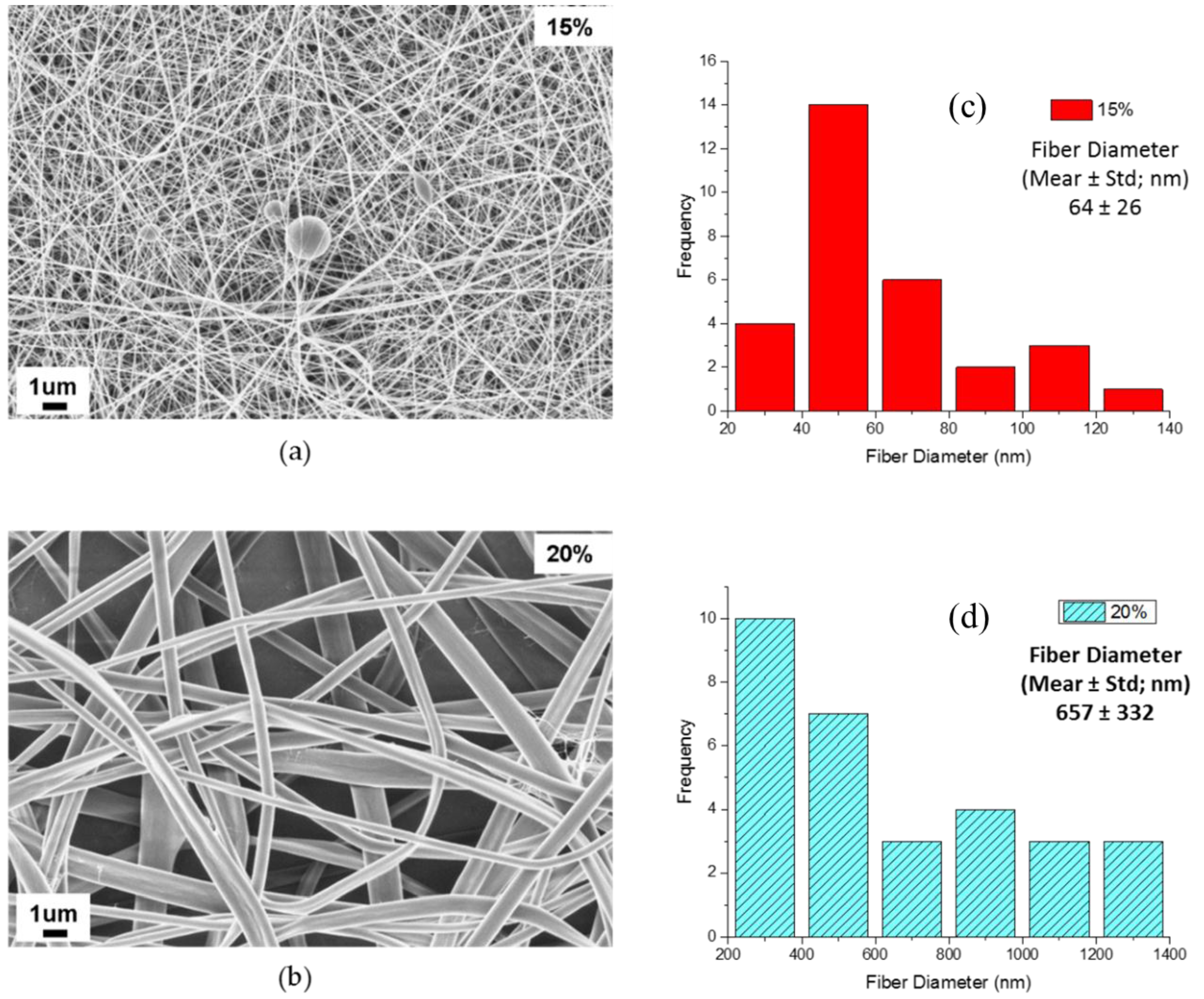
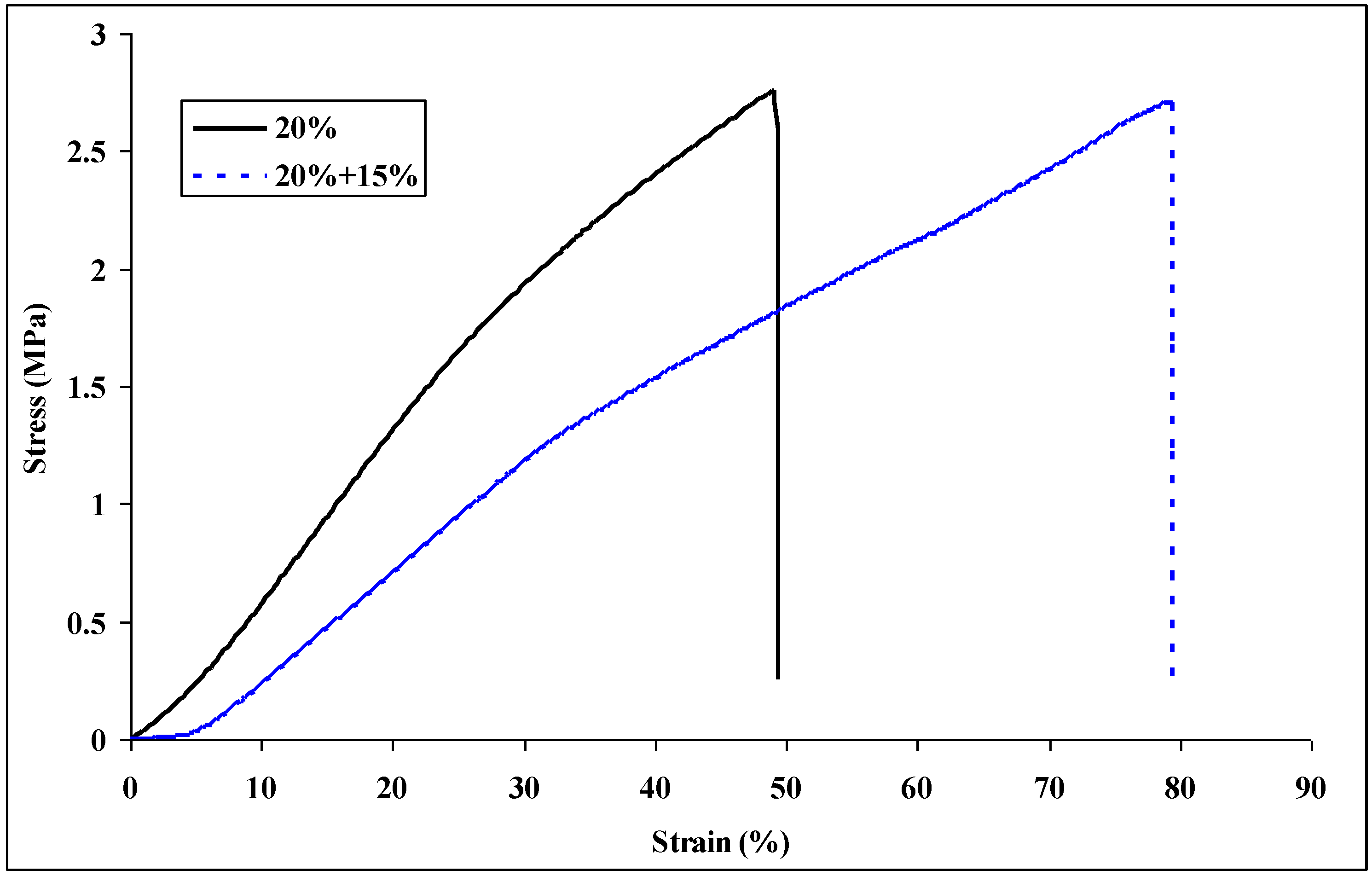
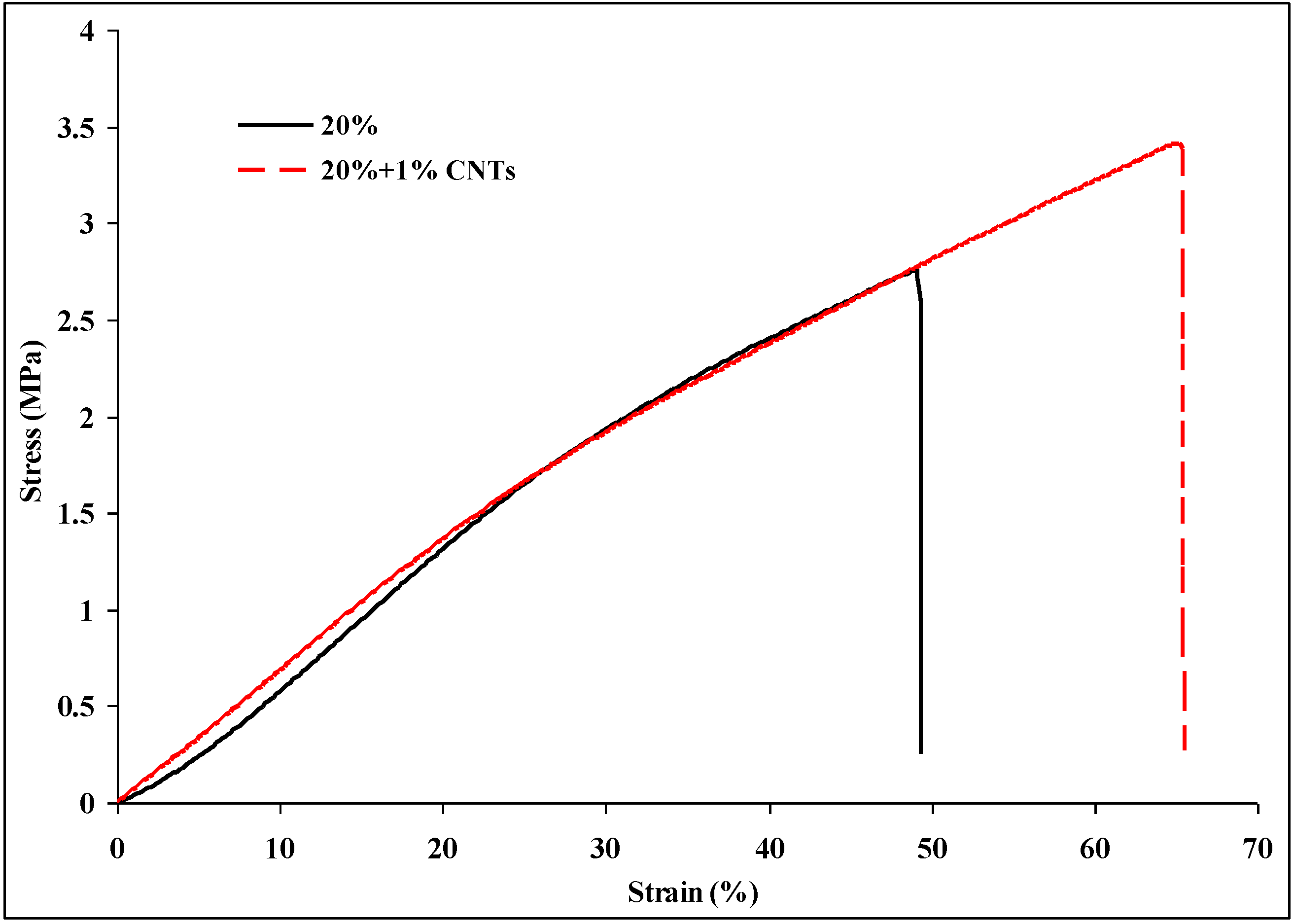
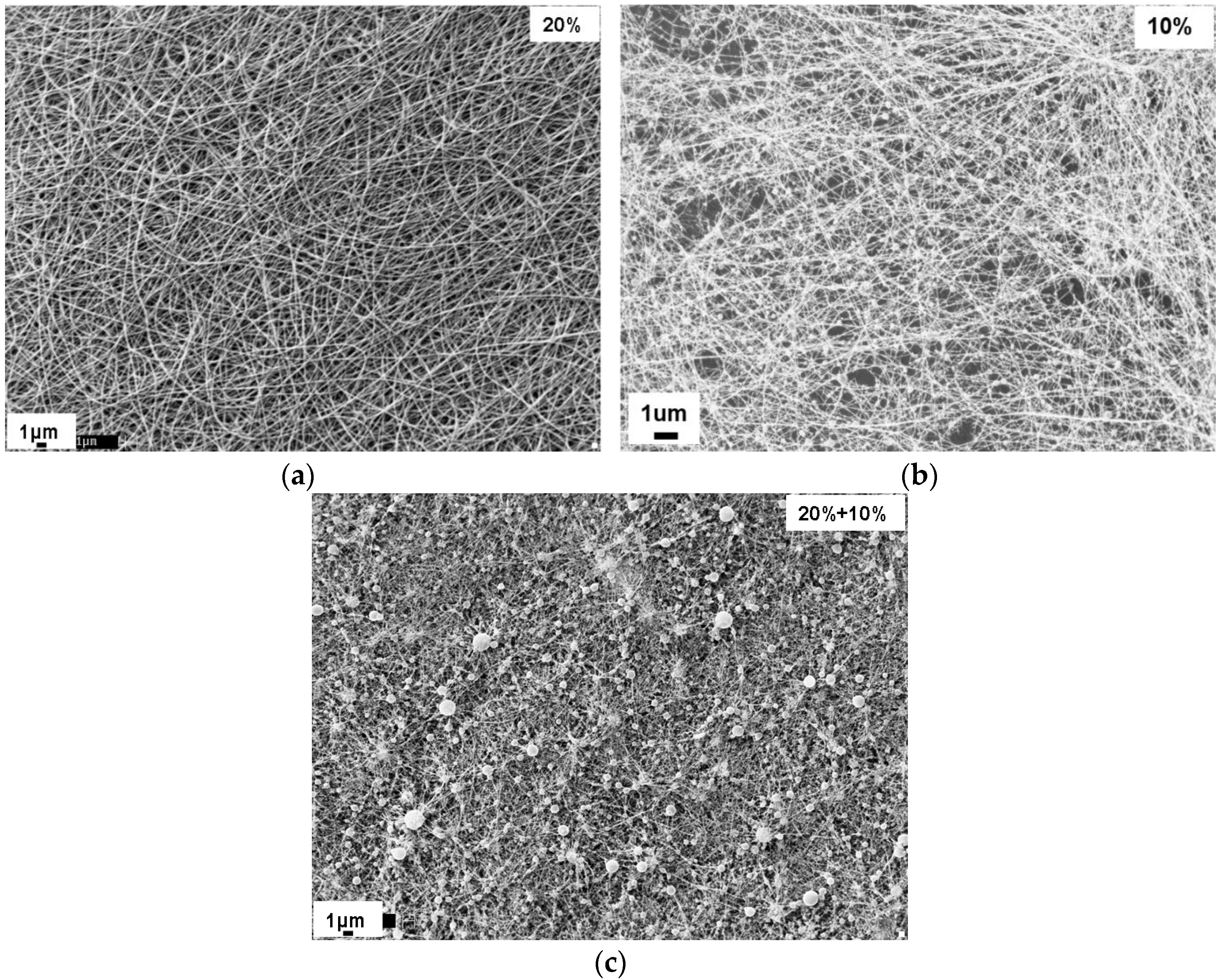
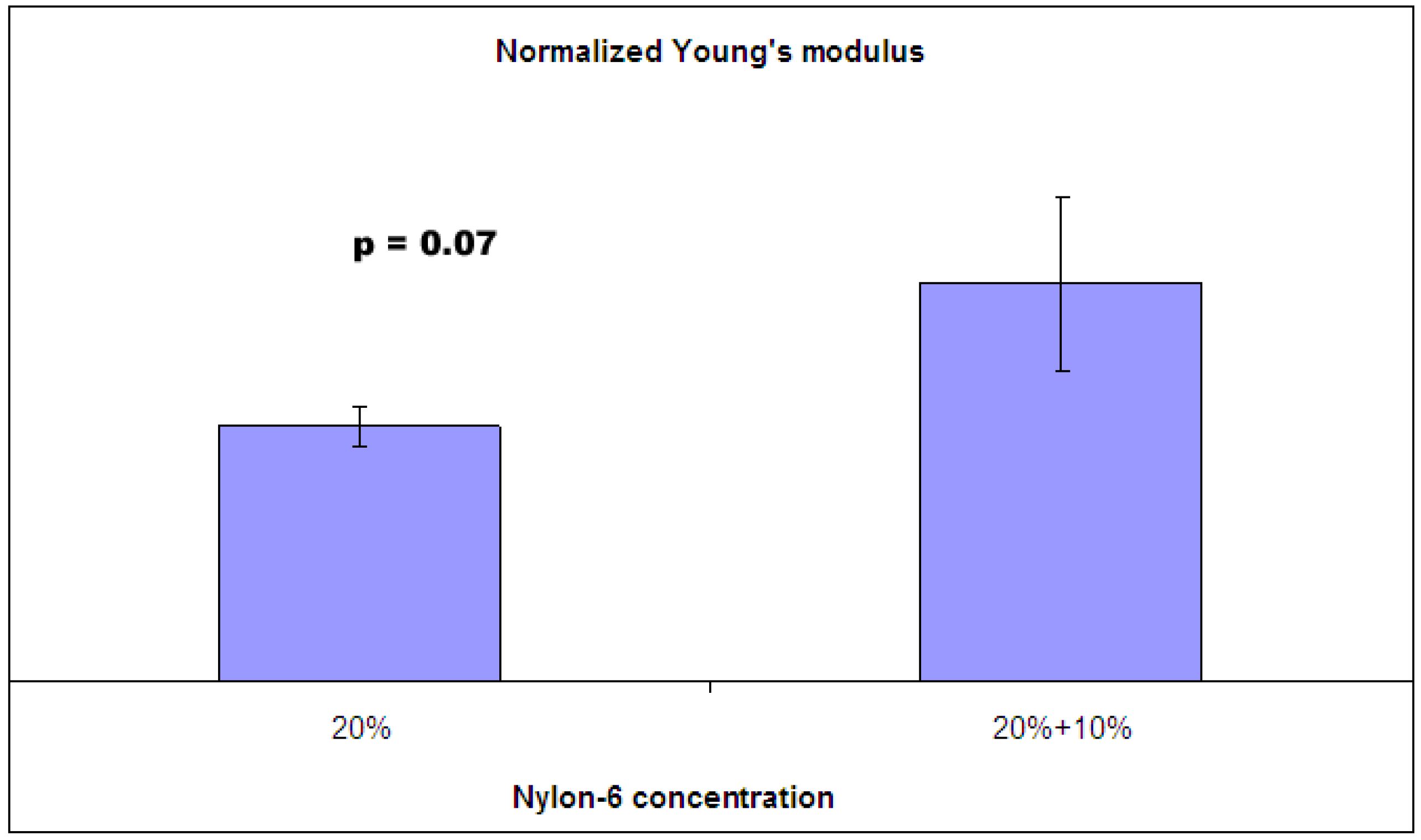
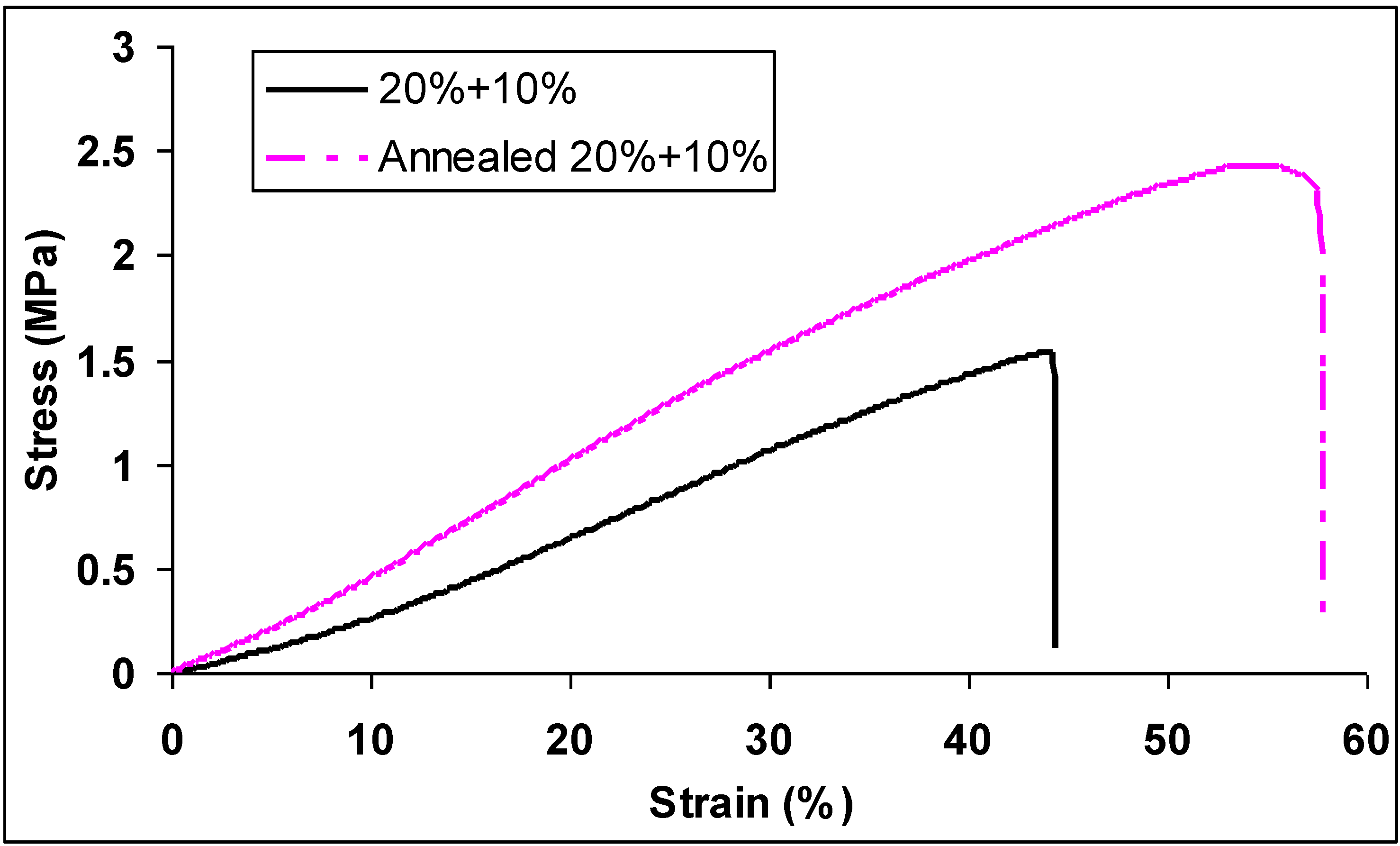
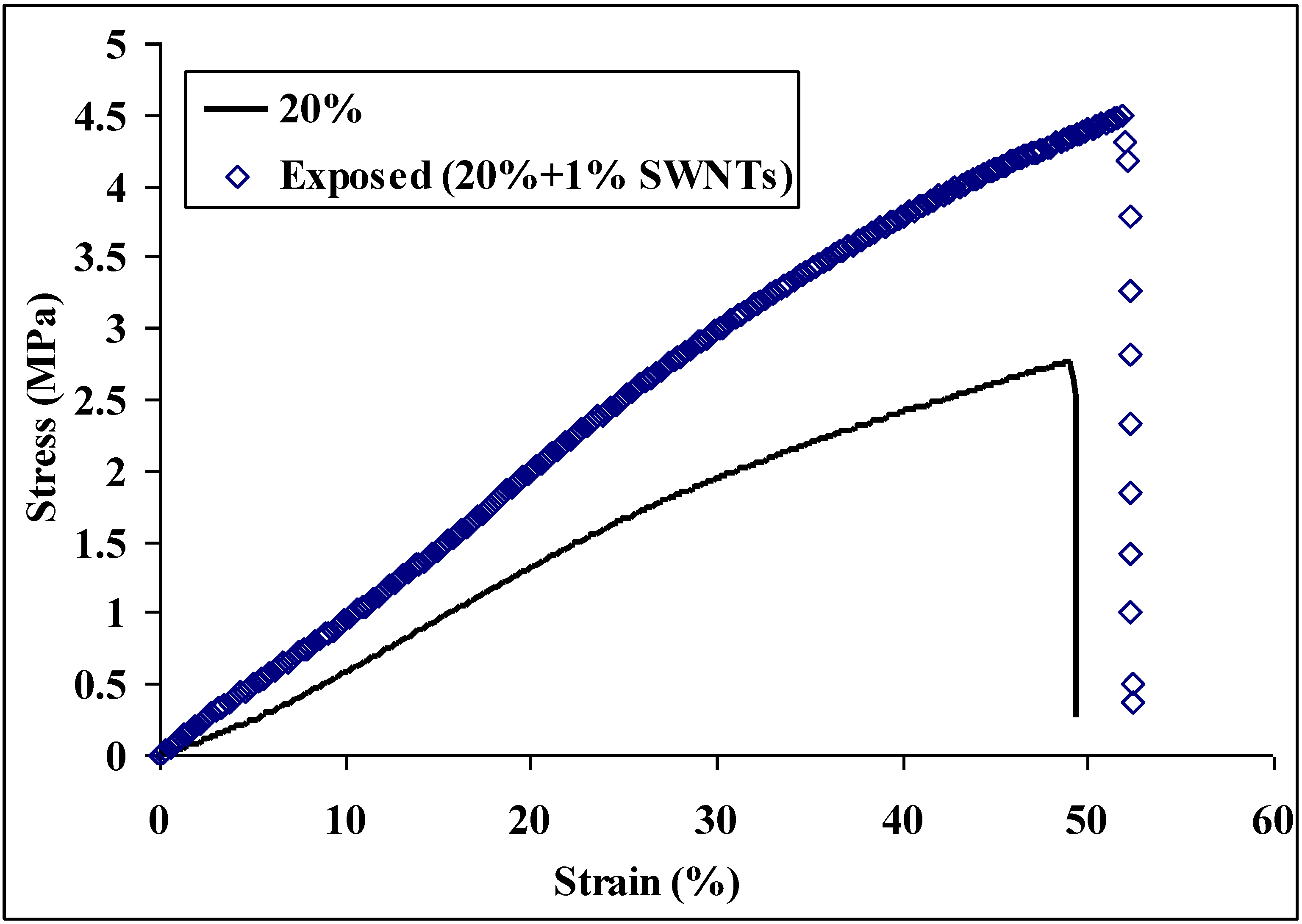
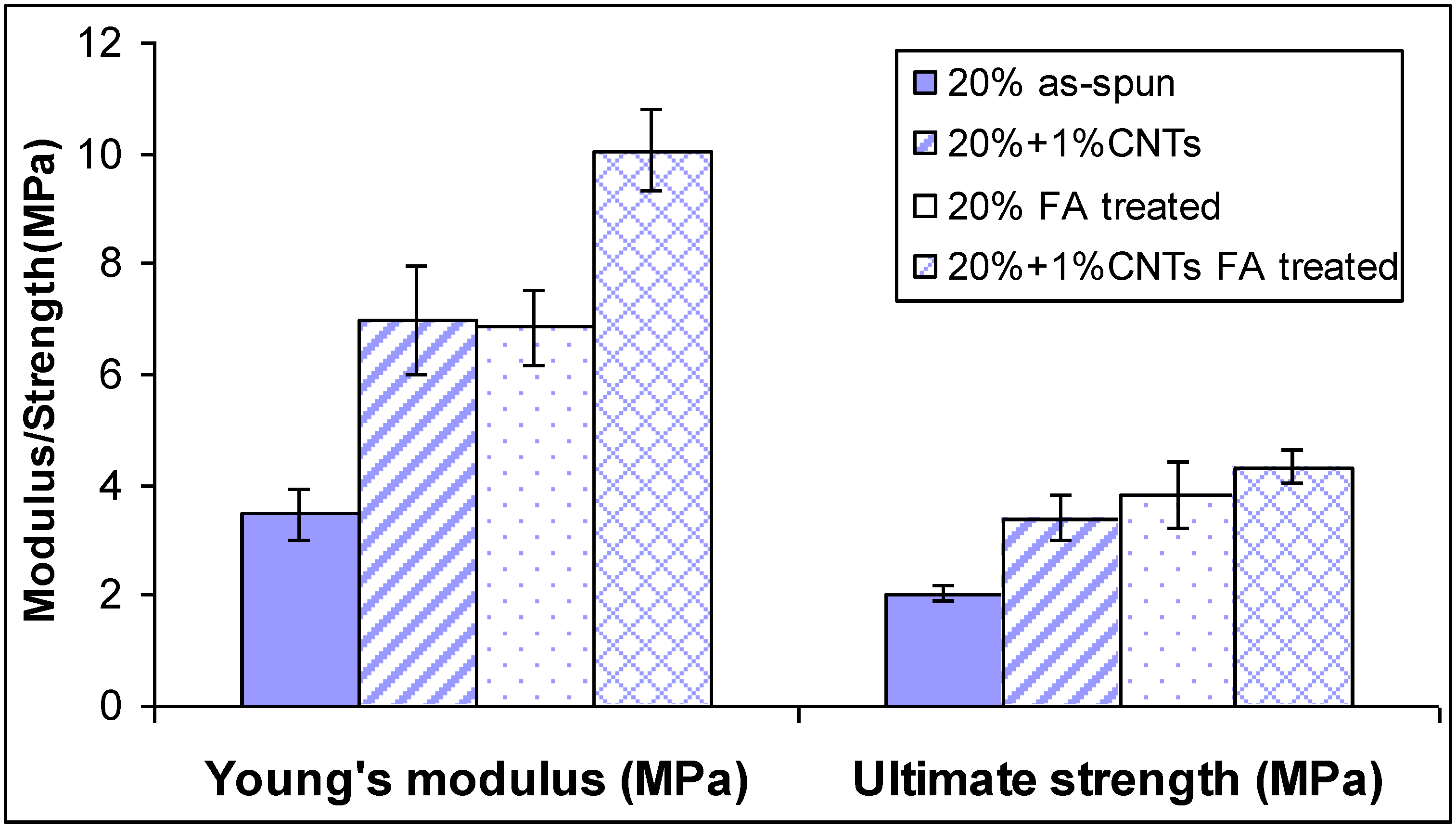
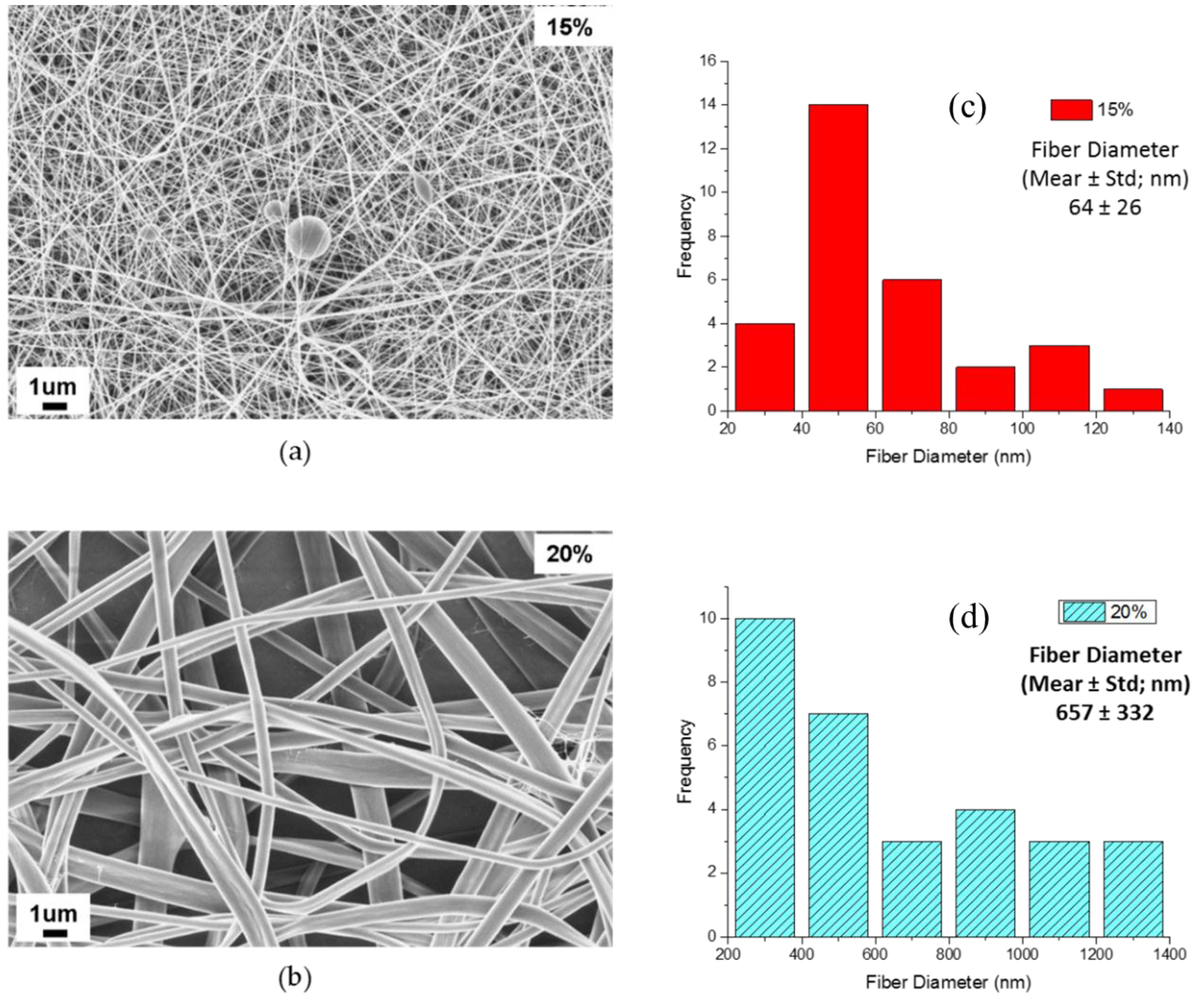
Young’s modulus, tensile strength, and toughness of the nylon 6 non-woven fiber mats electrospun from 20 wt % solutions increased 51%, 87%, and 136%, respectively, after incorporating 1 wt % CNTs into the nylon 6 nanofibers. With the addition of beaded nylon 6 nanofibers into the non-woven fiber mats, the nylon 6 non-woven fiber mats electrospun from 20 wt % and 10 wt % demonstrated a statistically significant increase in Young’s modulus when compared with nylon 6 non-woven fiber mats electrospun from 20 wt %. After annealing, tensile strength, elongation and toughness of the nylon 6 non-woven fiber mats electrospun from 20 wt % and 10 wt % solutions increased 26%, 28%, and 68% compared to those from 20 wt % solutions. Young’s modulus, tensile strength, and toughness of the nylon 6 non-woven fiber mats increased 56%, 67%, and 39%, respectively, after formic acid vapor exposure for 30 min at room temperature. The smaller size diameter of the nylon 6 nanofibers electrospun from 15 wt % solutions caused a higher packing density, and hence improved the ductility of the electrospun nylon 6 non-woven fiber mats.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}