
Influence of Ultrafine 2CaO·SiO2 Powder on Hydration Properties of Reactive Powder Concrete

Abstract
:1. Introduction
2. Experimental Details
2.1. Materials

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | OPC (%) | SF (%) |
|---|---|---|
| SiO2 | 21.35 | 95.55 |
| Al2O3 | 5.51 | 0.32 |
| Fe2O3 | 4.56 | 0.41 |
| SO3 | 1.85 | - |
| CaO | 64.38 | 0.19 |
| MgO | 0.78 | 0.30 |
| Na2O | 0.07 | 0.21 |
| K2O | 0.65 | 0.50 |
| Loss on ignition (LOI) | 0.85 | 2.68 |
| Physical properties | - | - |
| BET surface area (m2/g) | 2.85 | 18–28 |
| Mean particle size (μm) | 15.50 | 0.1–0.3 |
2.2. Synthesis Procedure
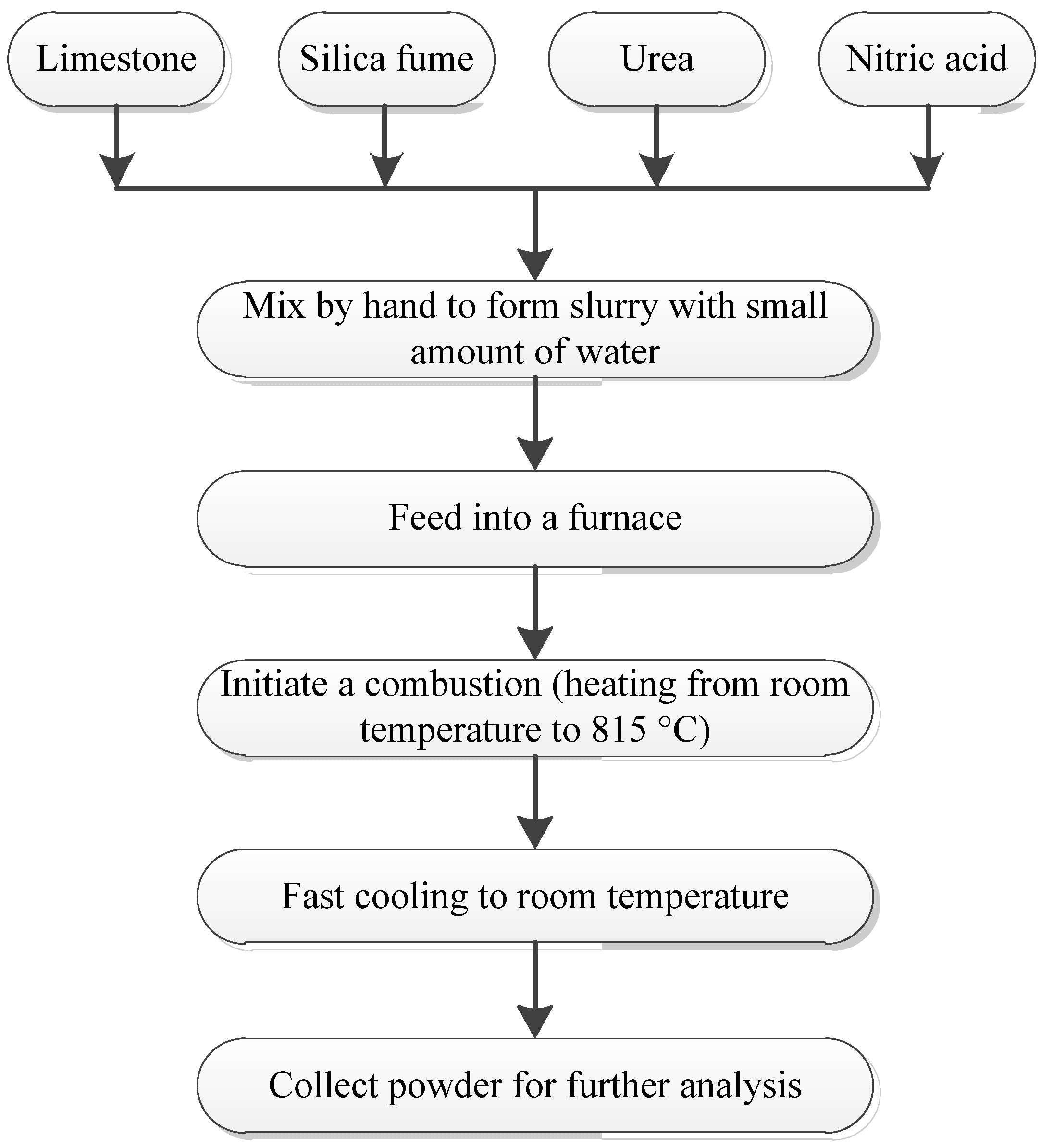
| Ingredients | Limestone | SF | Urea | Nitric Acid | Water |
|---|---|---|---|---|---|
| Fraction (%) | 10.92 | 4.16 | 47.21 | 23.33 | 14.38 |
2.3. Characterization Techniques
2.3.1. Scanning Electron Microscopy (SEM)
2.3.2. X-ray Diffraction (XRD)
2.3.3. Calorimetry
2.3.4. Initial and Final Setting Time
| Specimens | OPC (g) | UFP (g) | SF (g) | Water (g) | SP (g) |
|---|---|---|---|---|---|
| RPC control paste | 100 | 0 | 10 | 1.6 | 21 |
| RPC-UFP paste | 95 | 5 | 10 | 1.6 | 21 |
2.3.5. Drying Shrinkage and Compressive Strength
| Specimens | OPC (g) | UFP (g) | SF (g) | Sand (g) | Water (g) | SP (g) |
|---|---|---|---|---|---|---|
| RPC control | 1000 | 0 | 100 | 1000 | 210 | 16 |
| RPC-UFP | 900 | 100 | 100 | 1000 | 210 | 16 |
3. Results and Discussion
3.1. Morphology of Unhydrated UFP

3.2. Mineralogical Analysis of UFP
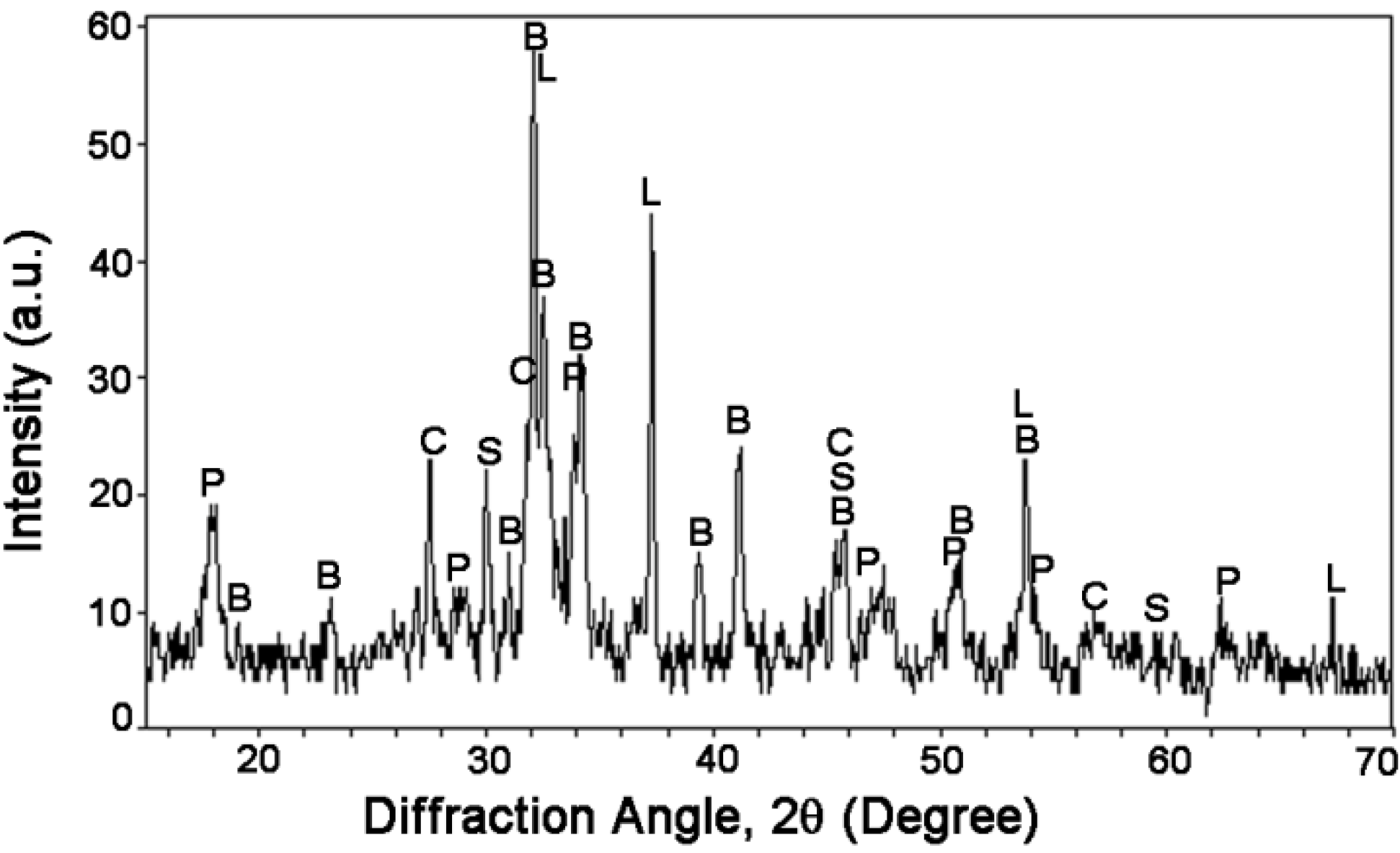
| Composition | 2CaO·SiO2 | Ca(OH)2 | CaO | SiO2 | CaO·SiO2 |
|---|---|---|---|---|---|
| Fraction (%) | 58.3 | 23.7 | 8.7 | 9.1 | 0.2 |
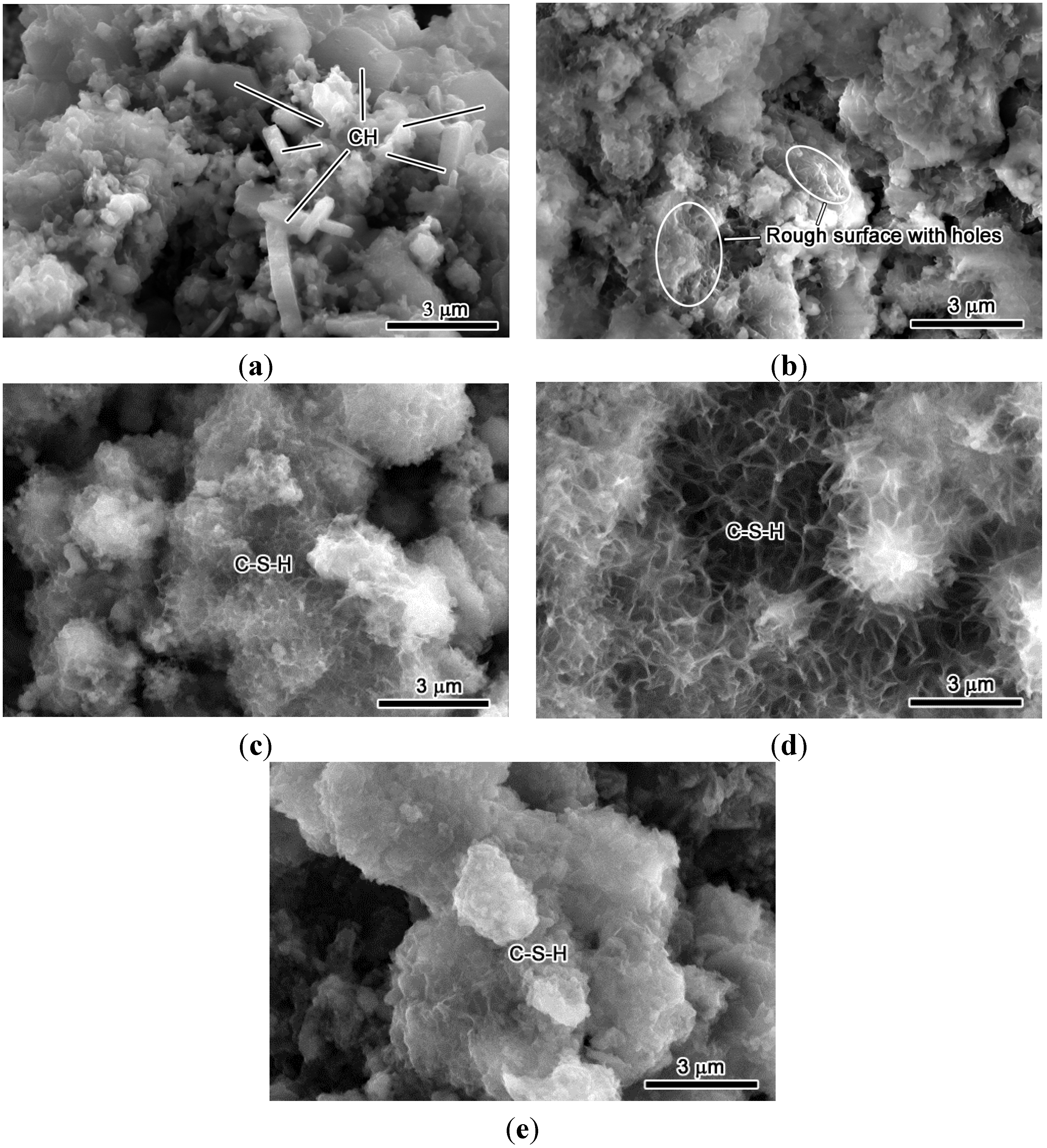
3.3. Hydration of UFP
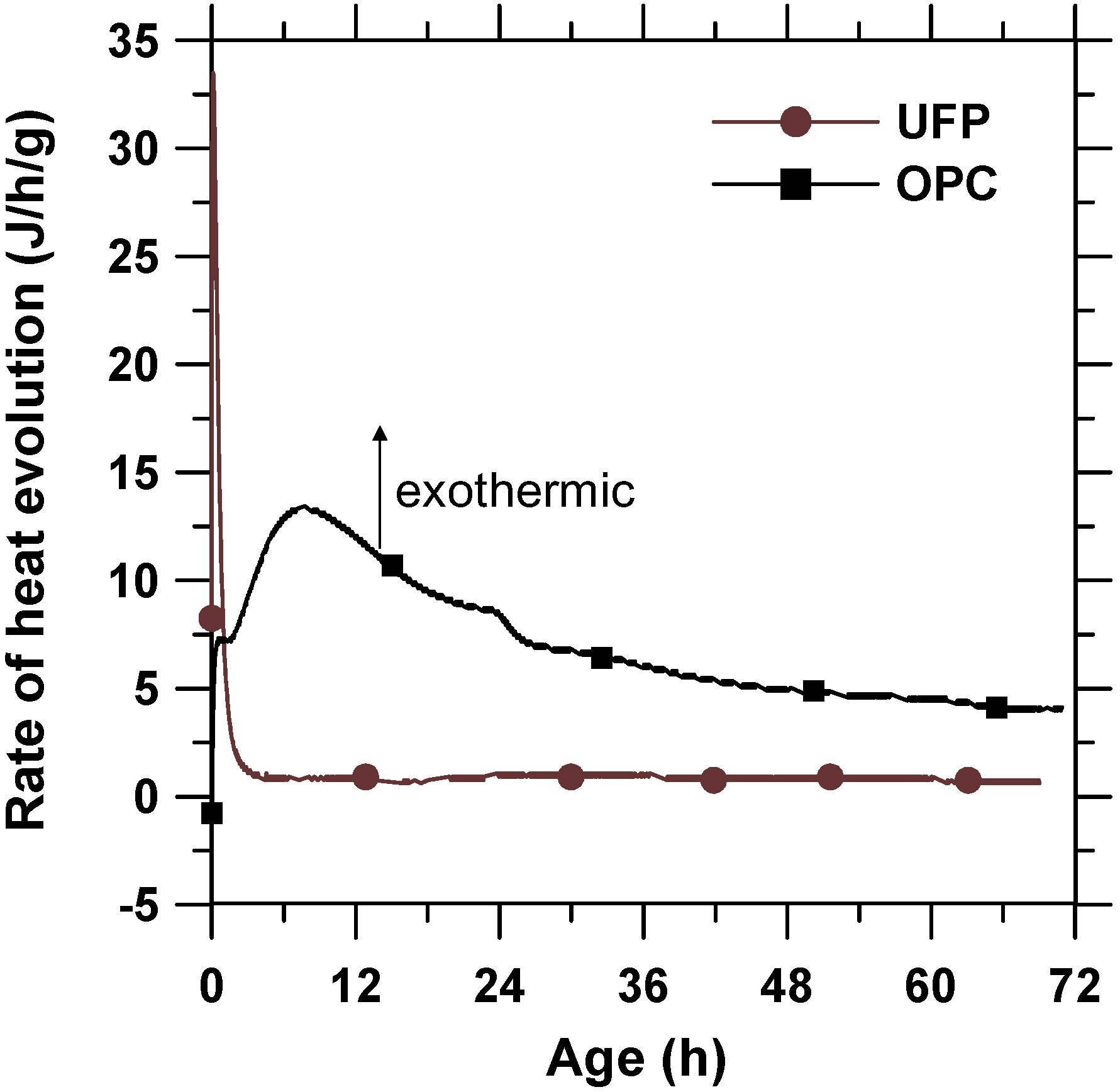
3.4. Calorimetry
3.5. Initial and Final Setting Time
| Specimens | Initial Setting Time (h) | Final Setting Time (h) |
|---|---|---|
| RPC control paste | 4.20 | 5.28 |
| RPC-UFP paste | 4.50 | 6.25 |
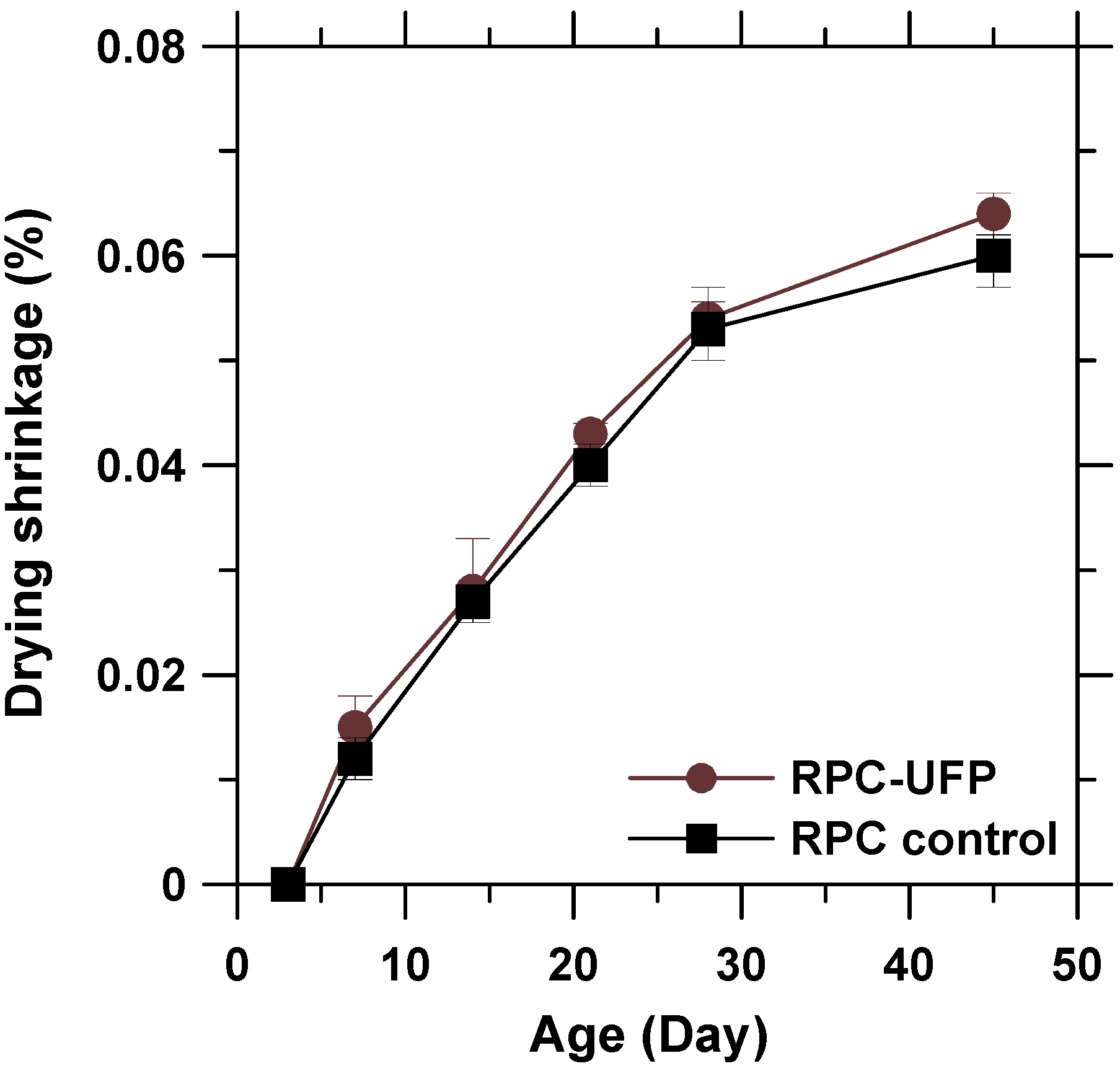
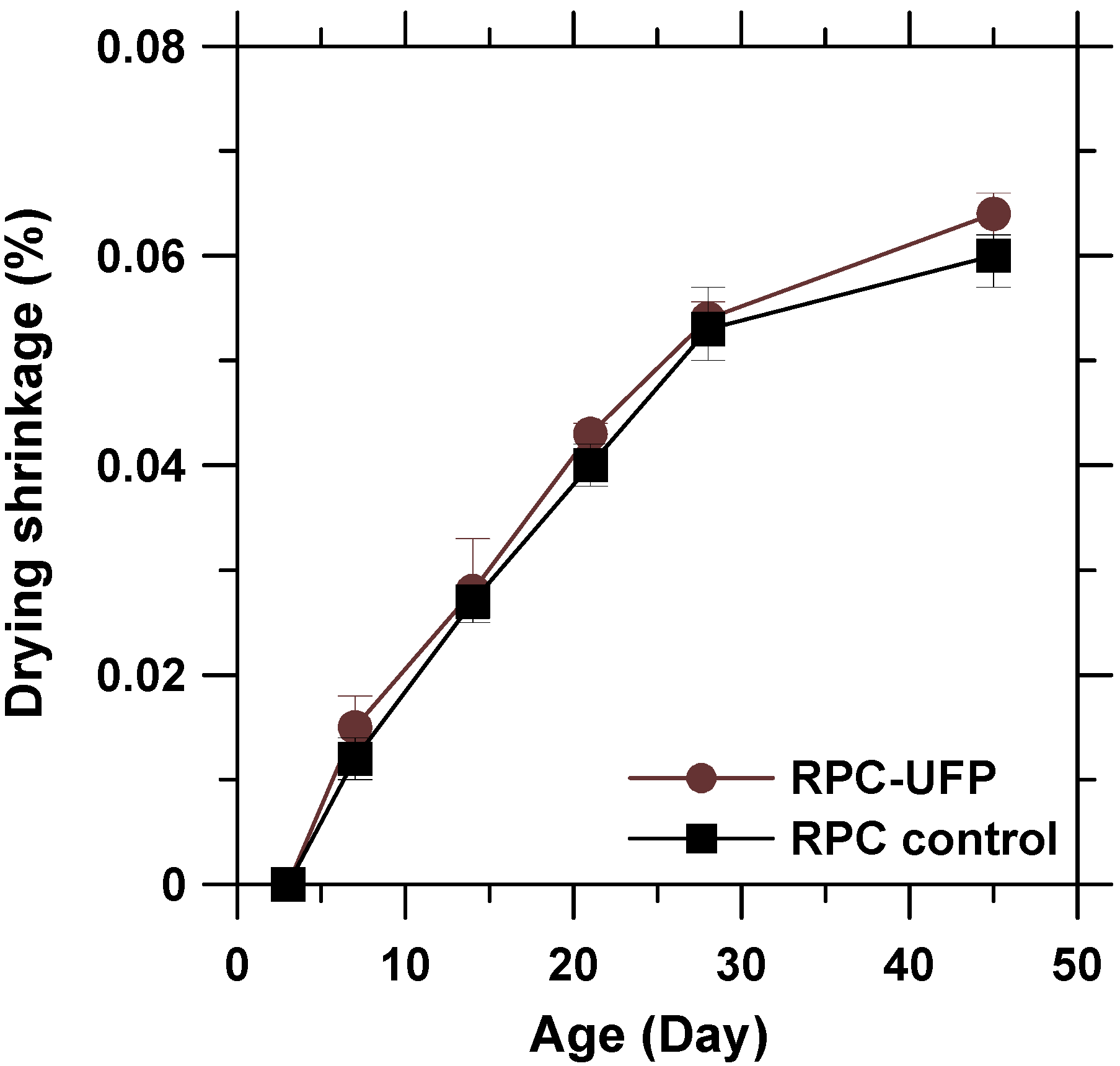
3.6. Drying Shrinkage
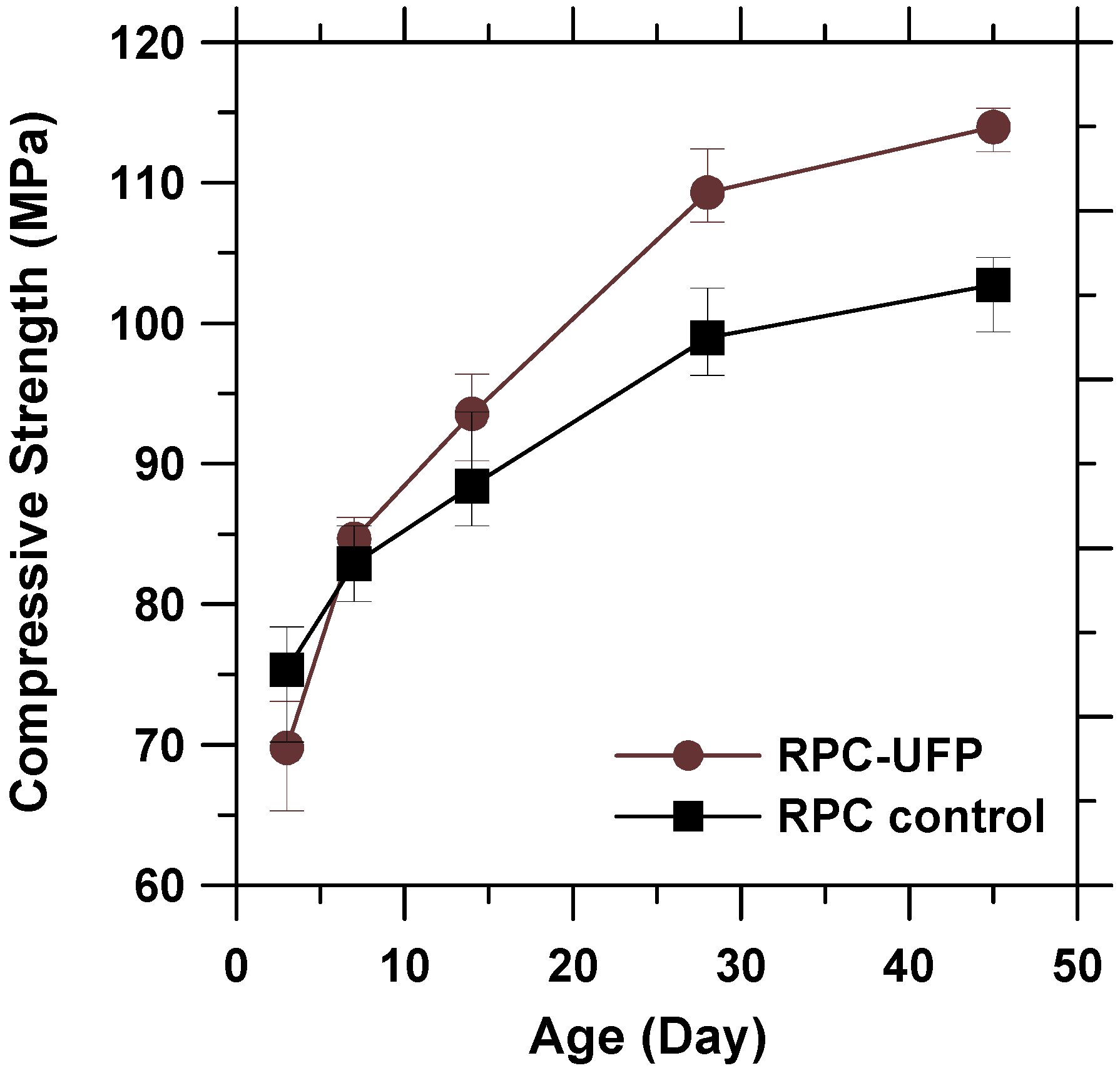
3.7. Compressive Strength
4. Conclusions
- From ESEM, the 2CaO·SiO2 powder was found to be round in shape, porous in nature, and its size was up to hundred nanometers. XRD data showed that 2CaO·SiO2 (larnite) with mass fraction of approximately 60% was found to be the dominant composition of UFP.
- From ESEM micrographs, it was found that the hydration of UFP paste started at the age of 3 days and the microstructure transformed into dense structure of C-S-H at the age of 28 days. The rate of hydration was also verified by calorimetry, which showed that the hydration of UFP at the early age is much slower than that of OPC due to the slow reaction nature of 2CaO·SiO2.
- In comparison to RPC control paste, the initial and final setting time of RPC-UFP paste delayed by 0.3 and 0.97 h due to the presence of 2CaO·SiO2 in UFP. No significant difference in drying shrinkage values was observed in between RPC control and RPC-UFP mix. In comparison to RPC control, the RPC-UFP mix showed improvement in compressive strength at and above 7 days of testing.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tam, C.M.; Tam, V.W.Y. Microstructural behaviour of reactive powder concrete under different heating regimes. Mag. Concr. Res. 2012, 64, 259–267. [Google Scholar] [CrossRef]
- Chang, T.P.; Chen, B.T.; Wang, J.J.; Wu, C.S. Performance of Reactive Powder Concrete (RPC) with different curing conditions and its retrofitting effects on concrete member. In Concrete Repair, Rehabilitation and Retrofitting II; Taylor & Francis Group: London, UK, 2009; pp. 425–426. [Google Scholar]
- Yazici, H.; Yardimci, M.Y.; Aydin, S.; Karabulut, A.S. Mechanical properties of reactive powder concrete containing mineral admixtures under different curing regimes. Constr. Build. Mater. 2009, 23, 1223–1231. [Google Scholar] [CrossRef]
- Chan, Y.W.; Chu, S.H. Effect of silica fume on steel fiber bond characteristics in reactive powder concrete. Cem. Concr. Res. 2004, 34, 1167–1172. [Google Scholar] [CrossRef]
- Yazici, H.; Yigiter, H.; Karabulut, A.S.; Baradan, B. Utilization of fly ash and ground granulated blast furnace slag as an alternative silica source in reactive powder concrete. Fuel 2008, 87, 2401–2407. [Google Scholar] [CrossRef]
- Yazici, H.; Yardimci, M.Y.; Yigiter, H.; Aydin, S.; Turkel, S. Mechanical properties of reactive powder concrete containing high volumes of ground granulated blast furnace slag. Cem. Concr. Compos. 2010, 32, 639–648. [Google Scholar] [CrossRef]
- Yazici, H.; Deniz, E.; Baradan, B. The effect of autoclave pressure, temperature and duration time on mechanical properties of reactive powder concrete. Constr. Build. Mater. 2013, 42, 53–63. [Google Scholar] [CrossRef]
- So, H.S.; Yi, J.B.; Khulgadai, J.; So, S.Y. Properties of strength and pore structure of reactive powder concrete exposed to high temperature. ACI Mater. J. 2014, 111, 335–345. [Google Scholar] [CrossRef]
- Saikia, N.; Kato, S.; Kojima, T. Production of cement clinkers from municipal solid waste incineration (MSWI) fly ash. Waste Manag. 2007, 27, 1178–1189. [Google Scholar] [CrossRef] [PubMed]
- Utlu, Z.; Sogut, Z.; Hepbasli, A.; Oktay, Z. Energy and exergy analyses of a raw mill in a cement production. Appl. Therm. Eng. 2006, 26, 2479–2489. [Google Scholar] [CrossRef]
- Jankovic, A.; Valery, W.; Davis, E. Cement grinding optimisation. Miner. Eng. 2004, 17, 1075–1081. [Google Scholar] [CrossRef]
- Lorimer, D.M.; Murray, P. Industrial strategies to help reduce energy consumption: A holistic approach for cement producers. In Proceedings of the IEEE-IAS/PCA 52nd Cement Industry Technical Conference, Colorado Springs, CO, USA, 28 March–1 April 2010.
- Gartner, E. Industrially interesting approaches to “low-CO2” cements. Cem. Concr. Res. 2004, 34, 1489–1498. [Google Scholar] [CrossRef]
- Schorr, R.J.; Sengupta, S.; Helferich, R.L.; Gordon, G.M.; Rautaray, D. Cement and Methods of Preparing Cement. U.S. Patent 8,409,344, April 2013. [Google Scholar]
- Chen, X.; Chen, S.; Clequin, P.M.; Shoulders, W.T.; Gaume, R. Combustion synthesis of lead oxide nanopowders for the preparation of PMN-PT transparent ceramics. Ceram. Int. 2015, 41, 755–760. [Google Scholar] [CrossRef]
- Kalyani, P.; Kalaiselvi, N.; Muniyandi, N. A new solution combustion route to synthesize LiCoO2 and LiMn2O4. J. Power Sources 2002, 111, 232–238. [Google Scholar] [CrossRef]
- Patil, K.C.; Aruna, S.T.; Mimani, T. Combustion synthesis: An update. Curr. Opin. Solid State Mater. Sci. 2002, 6, 507–512. [Google Scholar] [CrossRef]
- Yan, D.X.; Xu, Z.P.; Chen, X.L.; Xiao, D.Q.; Lai, X.C.; Zhu, J.G. Fabrication and influence of sintering temperature on material properties of Mn/Y codoped Ba0.67Sr0.33TiO3 ceramics via using citrate-nitrate combustion derived powder. J. Alloys Compd. 2013, 563, 155–160. [Google Scholar] [CrossRef]
- Dham, M.; Rushing, T.S.; Helferich, R.; Marth, T.; Sengupta, S.; Revur, R.; Weiss, C.A.; Cummins, T.K. Enhancement of reactive powder concrete via nanocement integration. Transp. Res. Rec. 2010, 2142, 18–24. [Google Scholar] [CrossRef]
- Halim, S.C.; Brunner, T.J.; Grass, R.N.; Bohner, M.; Stark, W.J. Preparation of an ultra fast binding cement from calcium silicate-based mixed oxide nanoparticles. Nanotechnology 2007, 18. [Google Scholar] [CrossRef] [PubMed]
- Diamond, S. The patch microstructure in concrete: The effect of superplasticizer. Cem. Concr. Res. 2006, 36, 776–779. [Google Scholar] [CrossRef]
- American Society for Testing Materials. Standard Test Method for Time of Setting of Concrete Mixtures by Penetration Resistance; ASTM C403/C403M-99; ASTM International: West Conshohocken, PA, USA, 1999. [Google Scholar]
- American Society for Testing Materials. Standard Test Method for Drying Shrinkage of Mortar Containing Hydraulic Cement; ASTM C596-09e1; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Memon, S.A.; Lo, T.Y.; Cui, H.; Barbhuiya, S. Preparation, characterization and thermal properties of dodecanol/cement as novel form-stable composite phase change material. Energy Build. 2013, 66, 697–705. [Google Scholar] [CrossRef]
- Erdogan, S.T.; Nie, X.; Stutzman, P.E.; Garboczi, E.J. Micrometer-scale 3-D shapecharacterization of eight cements: Particle shape and cement chemistry, and the effect of particle shape on laser diffraction particle size measurement. Cem. Concr. Res. 2010, 40, 731–739. [Google Scholar] [CrossRef]
- Bogue, R.H. Calculation of the compounds in Portland cement. Ind. Eng. Chem. Anal. Ed. 1929, 1, 192–197. [Google Scholar] [CrossRef]
- Barnes, P.; Bensted, J. Structure and Performance of Cements, 2nd ed.; Taylor & Francis: London, UK, 2002. [Google Scholar]
- Lamond, J.F. Significance of Tests and Properties of Concrete and Concrete-Making Materials; ASTM International: West Conshohocken, PA, USA, 2006. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, H.; Li, Z.; Memon, S.A.; Zhang, Q.; Wang, Y.; Liu, B.; Xu, W.; Xing, F. Influence of Ultrafine 2CaO·SiO2 Powder on Hydration Properties of Reactive Powder Concrete. Materials 2015, 8, 6195-6207. https://doi.org/10.3390/ma8095300
Sun H, Li Z, Memon SA, Zhang Q, Wang Y, Liu B, Xu W, Xing F. Influence of Ultrafine 2CaO·SiO2 Powder on Hydration Properties of Reactive Powder Concrete. Materials. 2015; 8(9):6195-6207. https://doi.org/10.3390/ma8095300
Chicago/Turabian StyleSun, Hongfang, Zishanshan Li, Shazim Ali Memon, Qiwu Zhang, Yaocheng Wang, Bing Liu, Weiting Xu, and Feng Xing. 2015. "Influence of Ultrafine 2CaO·SiO2 Powder on Hydration Properties of Reactive Powder Concrete" Materials 8, no. 9: 6195-6207. https://doi.org/10.3390/ma8095300
APA StyleSun, H., Li, Z., Memon, S. A., Zhang, Q., Wang, Y., Liu, B., Xu, W., & Xing, F. (2015). Influence of Ultrafine 2CaO·SiO2 Powder on Hydration Properties of Reactive Powder Concrete. Materials, 8(9), 6195-6207. https://doi.org/10.3390/ma8095300