3.1. Test Variables and Preparation of Specimens
As discussed previously, the quality of UHPC is largely affected by curing conditions, such as curing temperature and moisture condition, etc. However, preparing the steam curing system on a construction site (which is necessary for ensuring rapid strength development) would be uneconomical and involve some difficulties due to its temporary use during curing and the required movability along the casting place of concrete. Therefore, it would be very important to determine an efficient curing method for cast-in-place UHPC by taking into account the site condition, construction period, economy, and required strength of UHPC.
In this study, the test variables are determined by relaxing the conditions of the prototype curing method of K-UHPC [
4,
13], which has been deonstrated to be sufficient for ensuring the specified compressive strength of 180 MPa immediately after curing. The prototype follows the order of initial moist curing for 24 h after casting, form removal, and steam moist curing with 90 °C for 48 h. As shown in
Table 2, additional conditions considered in this study are: the lower curing temperatures of 20, 40 and 60 °C; the duration of the initial curing (also called delay time in this study) that is shortened to 12 h or extended to 48 h; the duration of the main curing (also called curing time or continuing time in this study) that is shortened to 12 or 24 h; and the type of moist curing conditions. The moisture conditions during curing are categorized into four types. The enclosed or sealed condition is realized by tightly wrapping the specimen with polyethylene sheet to ensure that the internal moisture does not evaporate. A dry condition is provided by a dry heating chamber, while a constant temperature and humidity chamber as shown in
Figure 3 is used to apply the water or steam condition.
Table 2.
Variables of curing test.
Table 2.
Variables of curing test.
| Curing Temperature (°C) | Delay Time (h) | Continuing Time (h) | Moisture Condition |
|---|
| 20 | 24 | 12 | enclosed, water |
| 24 |
| 48 |
| 72 |
| 40 | 12 | 12 | dry, enclosed, water, steam |
| 24 |
| 48 |
| 24 | 12 |
| 24 |
| 48 |
| 48 | 12 |
| 24 |
| 48 |
| 60 | 12 | 12 |
| 24 |
| 48 |
| 24 | 12 |
| 24 |
| 48 |
| 48 | 12 |
| 24 |
| 48 |
| 90 | 24 | 48 |
| 72 |
Figure 3.
Constant temperature and humidity chamber.
Figure 3.
Constant temperature and humidity chamber.
The target curing temperature of the chamber is attained at a 15 °C increase per hour and the same rate of temperature variation is applied when descending. The curing time is evaluated based only on the period of constant temperature. Although moisture is continuously supplied during the initial curing period with the standard curing method of K-UHPC, considering any adverse site situation, it is assumed in this study that the specimen is subjected to a dry condition during the initial curing, regardless of the form removal conducted at 12 h after casting. Therefore, the initial curing period is also called the delay time in this study because the curing is not actually performed during this period. In the enclosed condition, however, the specimen is sealed immediately after the form is removed, as can be expected on site. Furthermore, while other moisture conditions last only as long as the curing time, the enclosed condition is maintained until the strength is measured at 7 days since this situation can be easily applied on site. Because the purpose of this study is to examine how closely the strength attains the specified compressive strength within an early age, 7-day compressive strengths are measured according to the standard test method [
4,
20]. The average compressive strength is calculated by averaging the strengths of the three specimens for each test variable. The shape of the specimen is a cylinder with 100 mm diameter and 200 mm height according to the relevant specifications [
4,
21]. As will be shown in the comparison provided in the later part, these are the most widely-used dimensions, as far as the cylindrical shape is concerned. Although a specimen with different size was used in some previous studies, the size did not exceed 150 mm in diameter and 300 mm in height at most. It can be sufficiently assumed that the internal temperature of these small-sized specimens used in practice, whether it is a cylinder or a cube, is uniformly distributed according to the ambient curing temperature; and, thus, the effect of the shape and size of a specimen on the temperature distribution and related strength development is negligible. The components of K-UHPC were mixed using a dedicated mixer that was developed for UHPC [
8]. The test specimens were prepared by following the related specifications [
4,
21] in terms of placing, consolidation, finishing, and ensuring plane ends.
The test variables of this curing test basically include four cases of curing temperature, three cases of delay time before the initiation of main curing, three cases of main curing time and four cases of moisture condition. These are summarized in
Table 2 and
Figure 4 with explanations for several abbreviations. In
Figure 4, if one of the letters “T”, “M”, “DT” and “CT” is given as it is, then the entire test variables related to this letter are included in the corresponding case. For example, T-M-24-48 indicates the cases that are cured for 48 h starting from 24 h after casting, with all the curing times and moisture conditions included.
Figure 4.
Abbreviations of variables of curing test.
Figure 4.
Abbreviations of variables of curing test.
3.2. Effect of Curing Temperature
The average compressive strength of the specimens made with standard steam curing (24 h initial curing and subsequent 48 h main curing at 90 °C) was 201.0 MPa as shown in
Table 3, which is 112% of the specified strength of 180 MPa. The test results, as affected by various curing temperatures, with other conditions remaining the same as those of the standard steam curing, are presented in
Table 3. As the curing temperature decreased, the average compressive strengths also reduced, which results in 97%, 76% and 61% of the specified strength for the curing temperatures of 60, 40 and 20 °C, respectively.
Table 3.
Compressive strengths according to curing temperatures (T-S-24-48).
Table 3.
Compressive strengths according to curing temperatures (T-S-24-48).
| Variable | Compressive Strength (MPa) | Average Compressive Strength (MPa) | Standard Deviation (MPa) |
|---|
| #1 | #2 | #3 |
|---|
| 2-W-24-48 * | 116.7 | 110.2 | 101.0 | 109.3 | 6.44 |
| 4-S-24-48 | 142.3 | 133.6 | 133.0 | 136.3 | 4.25 |
| 6-S-24-48 | 179.9 | 170.9 | 171.4 | 174.1 | 4.13 |
| 9-S-24-48 | 200.6 | 201.5 | 200.8 | 201.0 | 0.39 |
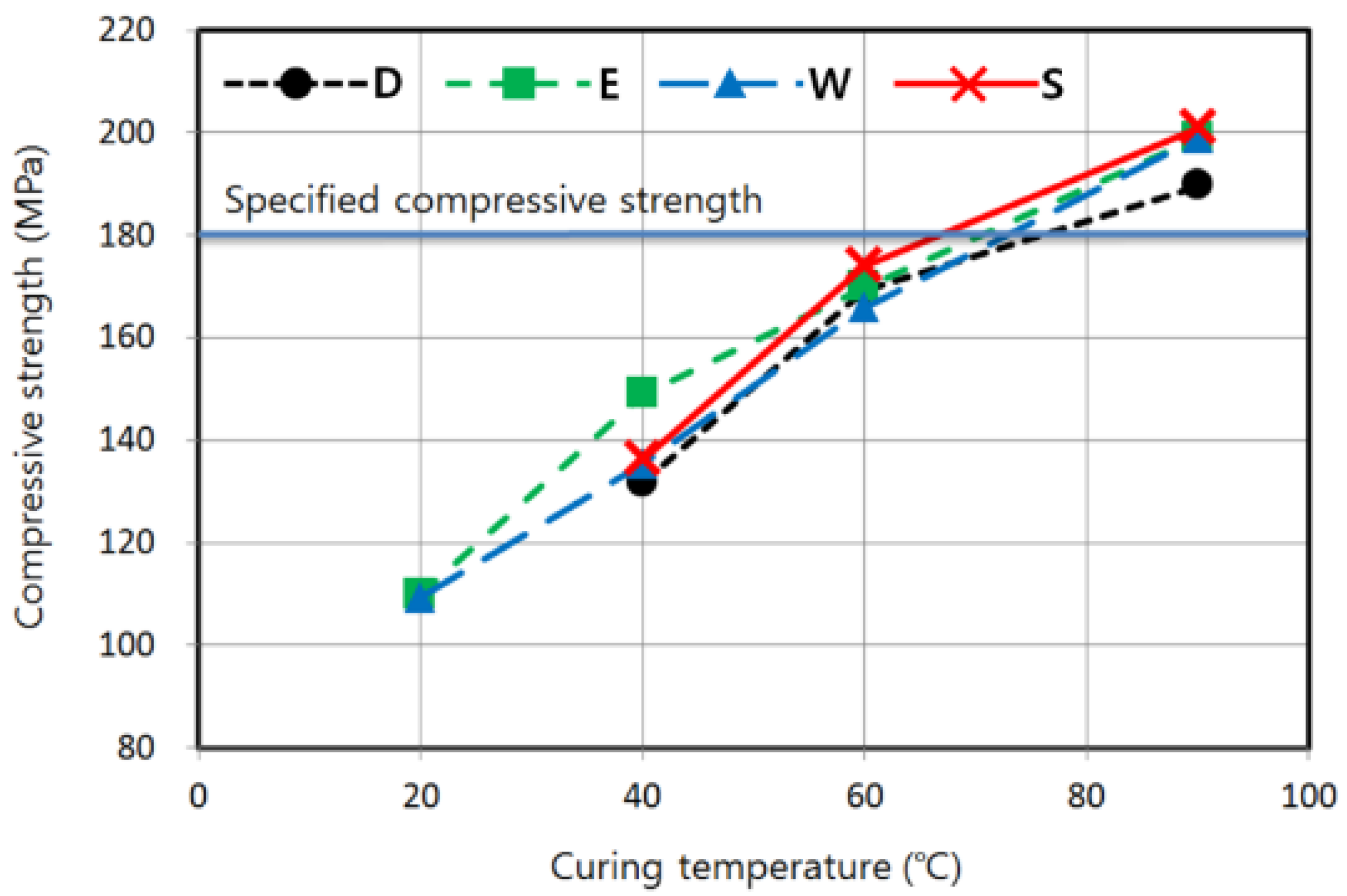
Figure 5 shows the characteristics of strength development according to curing temperature and moisture condition with other conditions remaining the same. The compressive strength was proportional to the curing temperature, regardless of the moisture condition. Overall, the enclosed condition resulted in fairly good strength development when compared with other moisture conditions, especially at lower temperatures, although only passive measures were taken to prevent the evaporation of water in concrete. As mentioned previously, the enclosed condition was maintained until the strength was measured at 7 days, so that the remaining water in the concrete could be used for hydration and strength development. However, other moisture conditions were maintained only during the curing time, which means the specimens were exposed to a dry environment during the remaining time before strength measurement. As a result, for a curing temperature of 40 °C, the highest compressive strength was 149.0 MPa in the enclosed condition, while the lowest was 131.7 MPa in the dry condition. The strength obtained from the enclosed condition was approximately 10% higher than that of other moisture conditions for the curing temperature of 40 °C. Even for higher temperatures, the strength level in the enclosed condition was still high as it was only 2.4% and 1.0% lower than the highest strengths obtained in steam curing at 60 and 90 °C, respectively. Therefore, for strength development of K-UHPC, it is also effective to try to maintain the water contained in the concrete by wrapping the surface with a material such as polyethylene sheet instead of providing an active water supply to the concrete. In other words, when a continuous supply of water is not feasible, the next most effective strategy is to protect the surface from evaporation. A dry condition had an adverse effect on the strength in all ranges of temperature due to the evaporation of the water needed for hydration.
Therefore, it is apparent that the strength development of K-UHPC is accelerated as the curing temperature increases. Although the 7-day strength of 60 °C presented in
Figure 5 did not attain the specified compressive strength, the difference between these two strengths was not considerable. As will be shown later, in some other cases cured at 60 °C, the specified strength was exceeded by adjusting the delay time.
It is also important to estimate when the specified strength is attained for cases where the specified strength is not reached in 7 days. Several of the cases exceeded the specified strength at 28 days, as will be discussed later. Many of the other cases may eventually attain the specified strength, as can be seen in
Figure 2 and as confirmed in previous studies. Whether or not the delayed strength development is acceptable depends on the progress schedule of the site and construction period.
Figure 5 shows an almost linear strength development for all moisture conditions. Therefore, the following predictive equations are proposed as a result of regression analysis that relate early-age compressive strength to curing temperature, representatively for enclosed and water conditions:
where
fc7 is the 7-day compressive strength (MPa),
fc7, T = 90 is the 7-day compressive strength for a 90 °C curing temperature (MPa), and
T is curing temperature (°C). These equations are normalized with respect to
fc7, T = 90. The coefficients of determination (
R2) of Equations (1) and (2) are as high as 0.9675 and 0.9955, respectively, which indicates that linear regression can provide a sufficiently reliable estimation of the strength. Similarly, such a predictive equation can be proposed for other cases of delay time, curing time, and moisture conditions.
Figure 5.
Compressive strengths according to curing temperatures (T-M-24-48).
Figure 5.
Compressive strengths according to curing temperatures (T-M-24-48).
3.3. Effect of Curing Time
The effect of increasing the length of time of the main curing on strength development is investigated in this section.
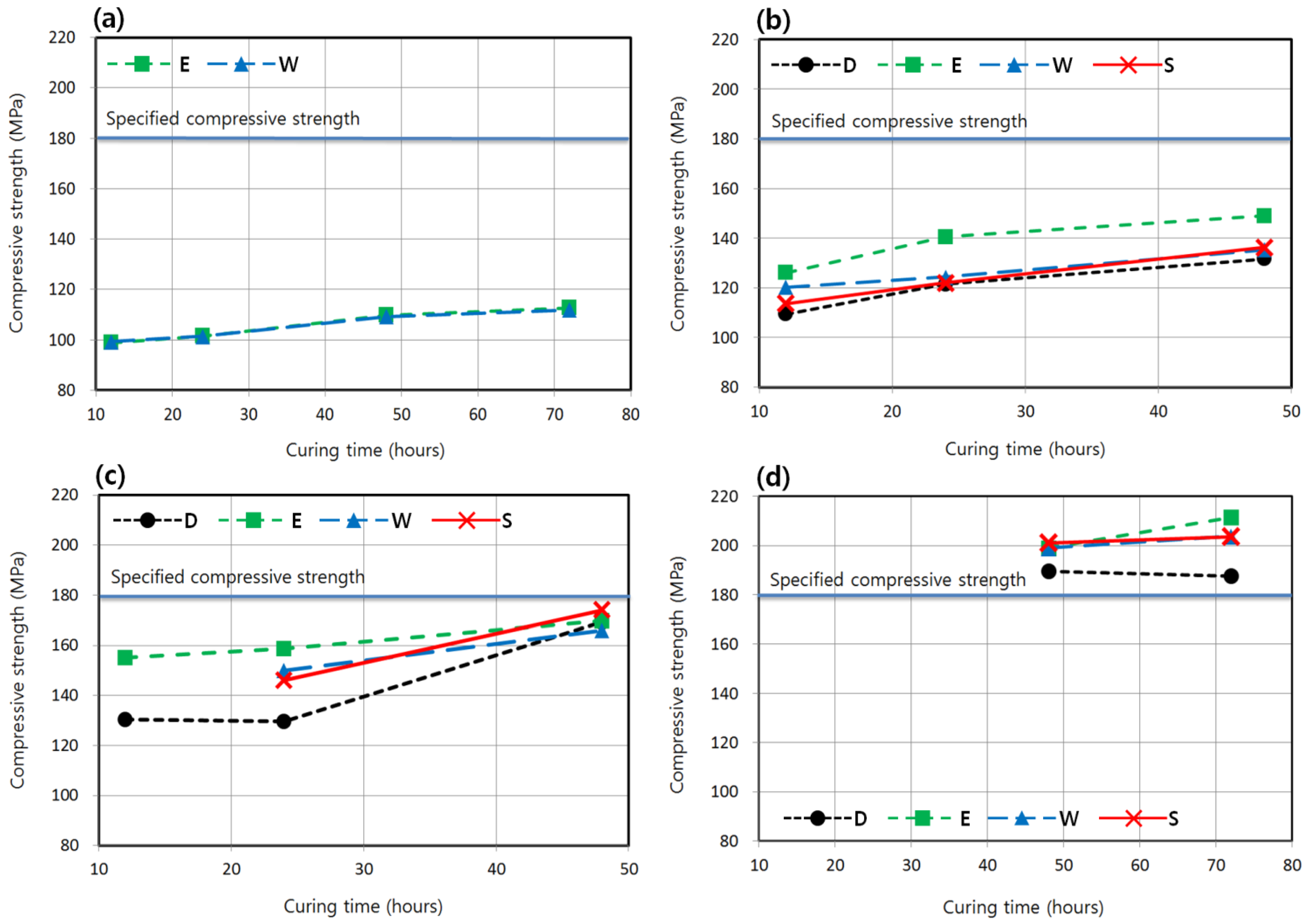
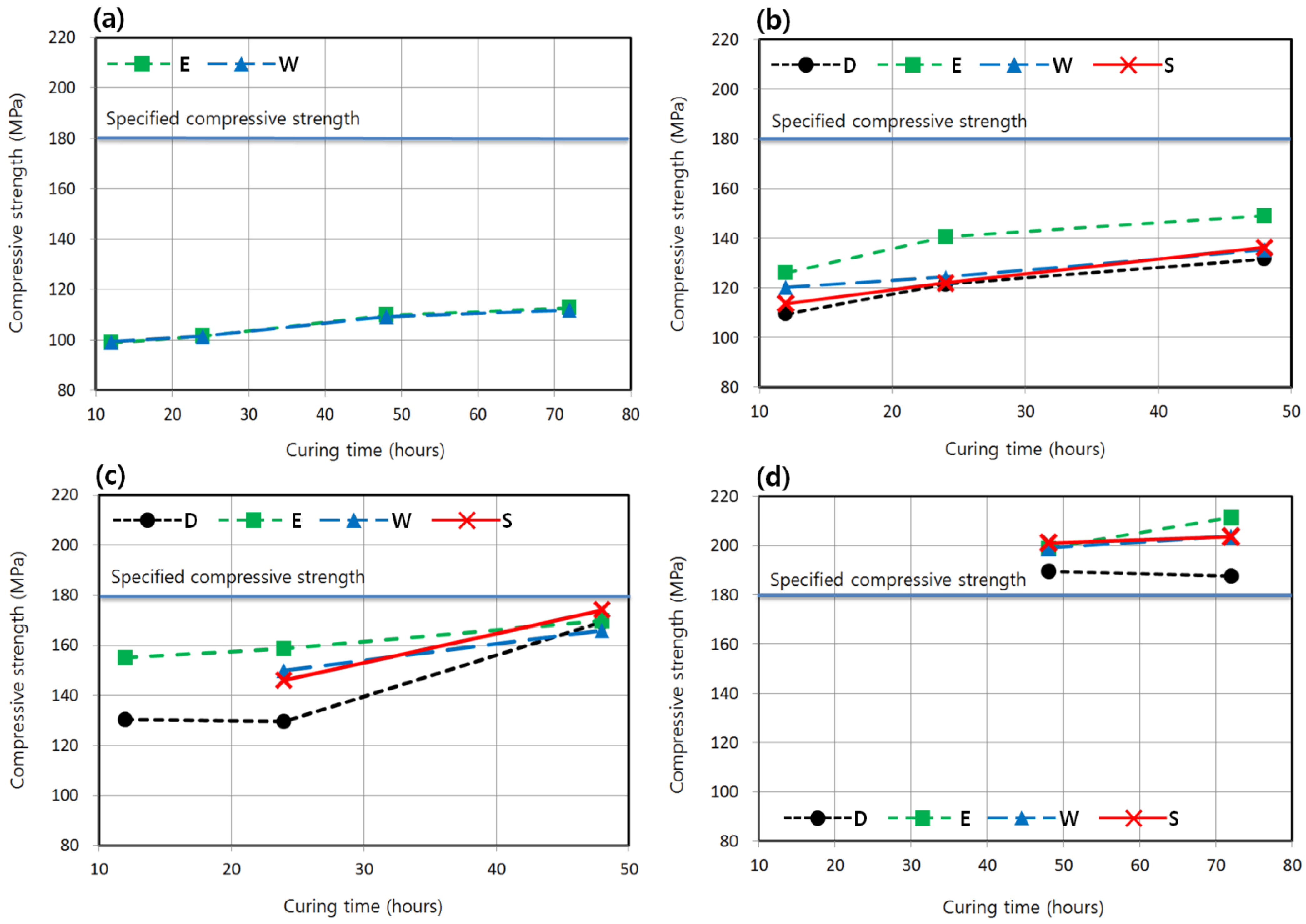
Figure 6 shows the average strengths of specimens as affected by curing time that were cured at each temperature with the delay time fixed as 24 h. For this delay time, regardless of moisture condition, while the specimens of 7-day strength cured at 90 °C exceeded the specified strength, the specimens cured at lower temperatures did not reach the specified strength of 180 MPa, even with a curing time of 48 h. However, the specimens that were cured at 60 °C almost attained the specified strength, as shown in
Figure 6c. Therefore, it would be possible for these specimens to reach the specified strength with some measures, such as a slightly increased curing time and an adjustment of the delay time, as will be presented later.
Figure 6.
Compressive strengths according to curing times (T-M-24-CT). (a) Curing temperature = 20 °C (2-M-24-CT). (b) Curing temperature = 40 °C (4-M-24-CT). (c) Curing temperature = 60 °C (6-M-24-CT). (d) Curing temperature = 90 °C (9-M-24-CT).
Figure 6.
Compressive strengths according to curing times (T-M-24-CT). (a) Curing temperature = 20 °C (2-M-24-CT). (b) Curing temperature = 40 °C (4-M-24-CT). (c) Curing temperature = 60 °C (6-M-24-CT). (d) Curing temperature = 90 °C (9-M-24-CT).
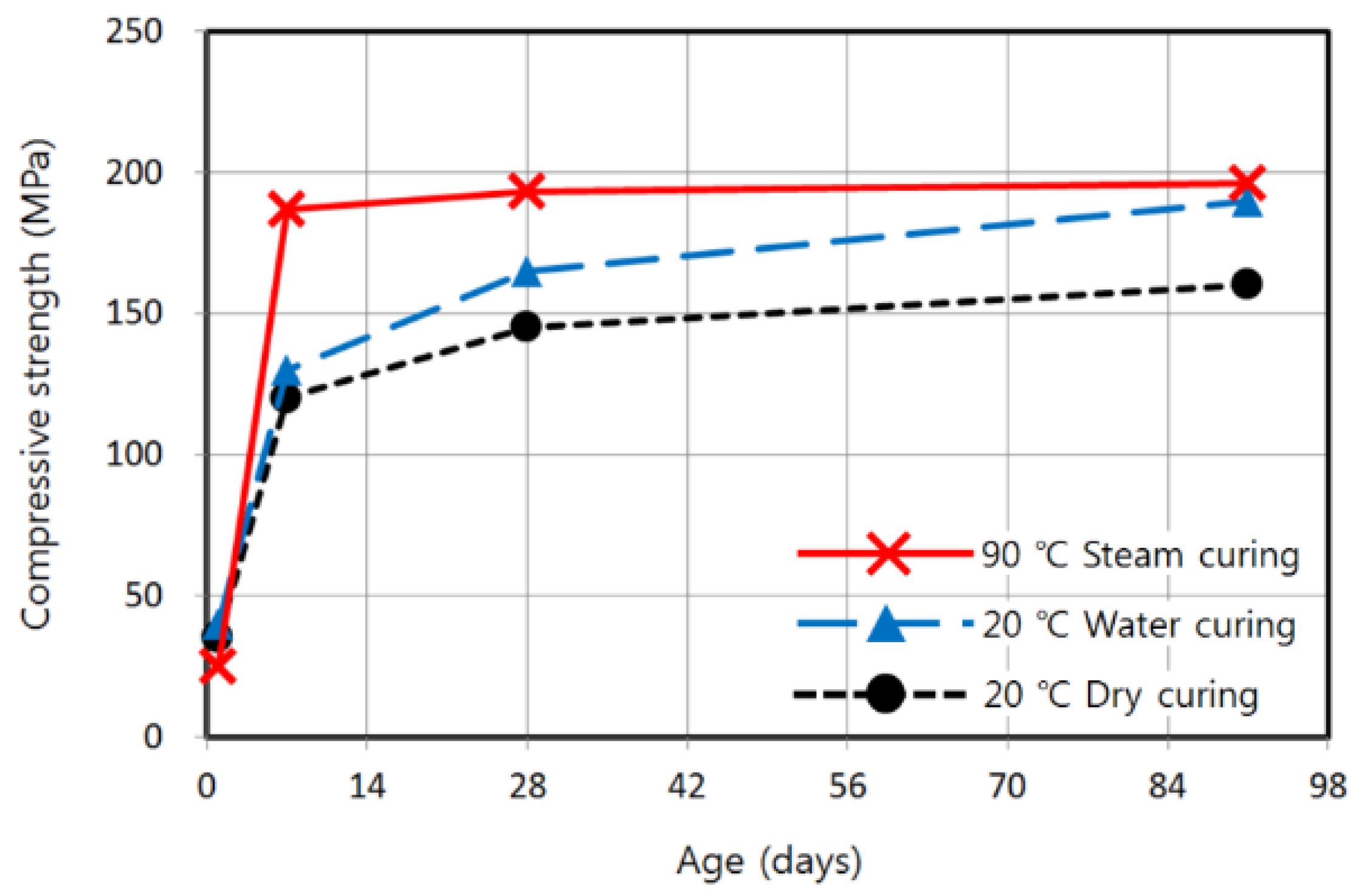
In the case of specimens cured at 20 °C, the strength increase according to curing time was so marginal that the specified strength could not be attained within 7 days. Referring to the previous study on K-UHPC shown in
Figure 2, when applying a temperature of 20 °C, the specified strength can only be ensured in the long term with a continuous supply of moisture. The strengths obtained from enclosed and water conditions at each curing time do not significantly differ in the case of 20 °C. As mentioned previously, the enclosed condition that can be relatively easily realized on site provides a better treatment of moisture and strength development in this study, regardless of curing temperature, as shown in
Figure 6. Although the specified strength was not reached at 40 and 60 °C with the curing times considered, a regression equation can be used to estimate the appropriate curing time if the specified strength is to be ensured in 7 days. For the enclosed condition that shows a better strength development, it appears that the linear regression can provide the best fit, resulting in the following equations:
where
fc7 is the 7-day compressive strength (MPa) and
t is the curing time (h).
R2 of Equations (3) and (4) are 0.8885 and 0.9907, respectively, with sufficient accuracy. According to Equations (3) and (4), the specified strength can be ensured in 7 days with the curing time of 97 and 73 h,
i.e., approximately 4 and 3 days, for curing temperatures of 40 and 60 °C, respectively. Matsubara
et al. [
6] stated that 180 MPa was attained after 7 days curing at 40 or 60 °C. Consequently, the K-UHPC of this study shows a better strength development performance even with a shorter curing time when compared with the UHPC developed by Matsubara
et al. [
6]. At 90 °C, increasing the curing time from the standard 48 to 72 h was also effective, except for the dry condition. In contrast, for the dry condition, the strength slightly decreased due to the excessive evaporation of internal water which induced drying and micro-cracks under a very high temperature [
13].
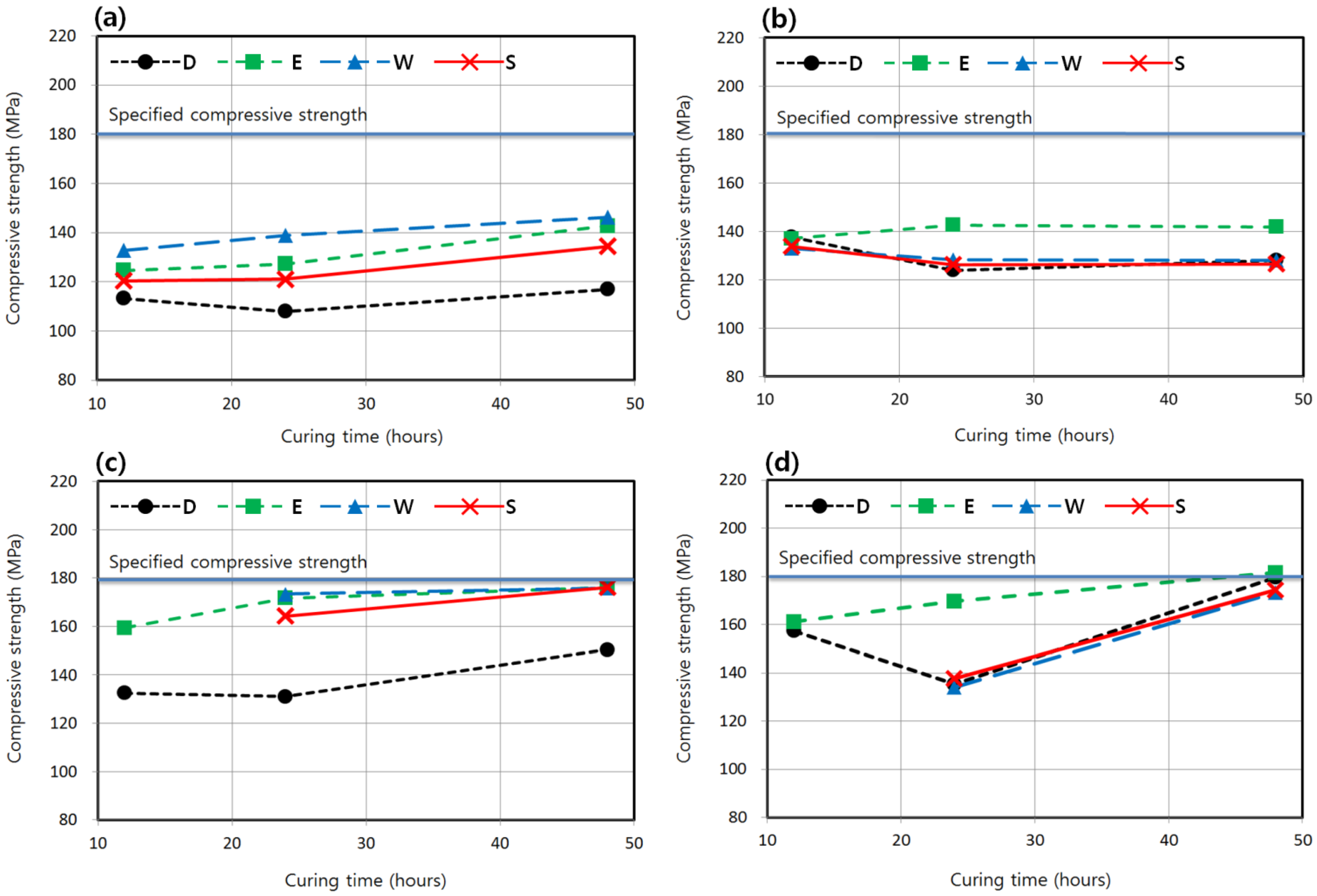
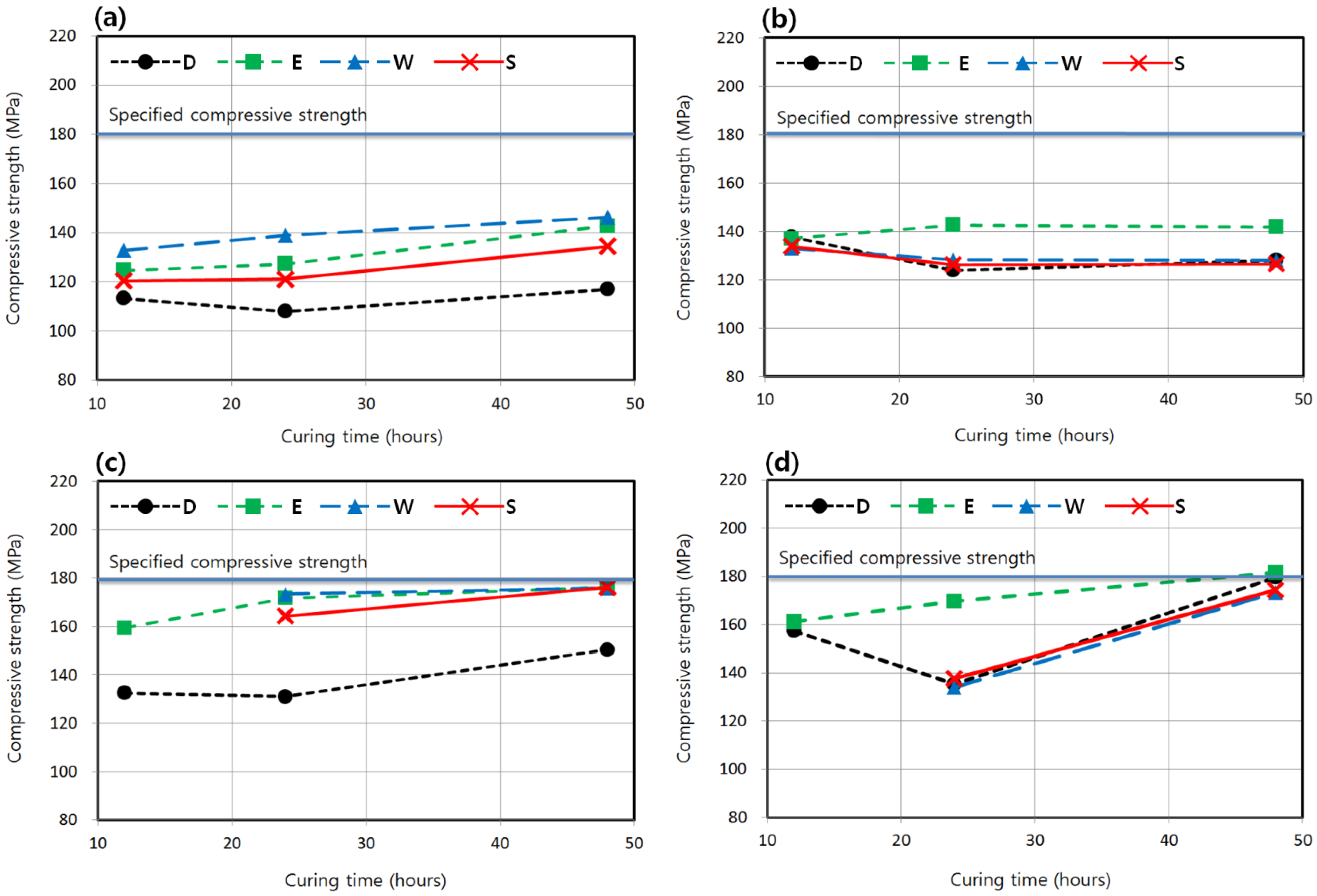
Figure 7 shows the relationship between strength and curing time for delay times other than 24 h. At a shorter delay time of 12 h, which corresponds to the immediate initiation of curing after form removal, the strength was higher in the water condition than that in the enclosed condition, especially for that shown in
Figure 7a at 40 °C. It is because the advantage of the enclosed condition is less distinct when the delay time is short. However, the enclosed condition resulted in better strengths in the delay time of 48 h (
Figure 7b,d) than other moisture conditions, as did in the delay time of 24 h (
Figure 6b,c). As shown in
Figure 7b, at a curing temperature of 40 °C, the longer delay time of 48 h meant that the effect of increasing the curing time on strength development was less clear.
Figure 6c and
Figure 7c,d show that the strength development at 60 °C curing in the enclosed condition is quite satisfactory; the specified compressive strength can almost be reached or can even be exceeded in 7 days with the curing time of 48 h adopted in the standard steam curing of K-UHPC. On the other hand, it is estimated that at a curing temperature of 40 °C, a few days curing time may be needed to reach the specified strength in 7 days, as shown in
Figure 6b and
Figure 7a.
Figure 7.
Compressive strengths according to curing times (T-M-DT-CT). (a) Curing temperature = 40 °C and delay time = 12 h (4-M-12-CT). (b) Curing temperature = 40 °C and delay time = 48 h (4-M-48-CT). (c) Curing temperature = 60 °C and delay time = 12 h (6-M-12-CT). (d) Curing temperature = 60 °C and delay time = 48 h (6-M-48-CT).
Figure 7.
Compressive strengths according to curing times (T-M-DT-CT). (a) Curing temperature = 40 °C and delay time = 12 h (4-M-12-CT). (b) Curing temperature = 40 °C and delay time = 48 h (4-M-48-CT). (c) Curing temperature = 60 °C and delay time = 12 h (6-M-12-CT). (d) Curing temperature = 60 °C and delay time = 48 h (6-M-48-CT).
3.4. Effect of Delay Time
According to a previous study on the standard steam curing of K-UHPC [
13], if the delay time before high-temperature curing of 90 °C is too short, strength degradation may possibly occur because cement hydrate is exposed to a high temperature before it hardens to form a tight structure and is prone to internal micro-cracks. The reason why the delay time or the initial curing period before the main steam curing is set at 24 h is based on this previous study [
13]. Honma
et al. [
17] demonstrated that if the high-temperature curing initiates after the initial setting that corresponds to the penetration resistance of 5 MPa, similar strengths are obtained regardless of the delay time in the UHPC with the specified compressive strength of 150–200 MPa. In comparison, the initial setting of concrete mixture is defined by the time when the penetration resistance equals 3.5 MPa according to ASTM C403 [
22]. Ahlborn
et al. [
14] reported that a delay time as long as 10 or 24 days before high-temperature curing at 90 °C induced a slight decrease of strength. However, the delay times of this study are the shortest at 12 h when the initial setting time has already passed, and are the longest at 48 h, which are not as long as the delay time of the study by Ahlborn
et al. [
14]. Furthermore, the curing temperatures that are the main focus in this study are 40 and 60 °C, which are lower than the curing temperature of 90 °C adopted in the above previous studies carried out on the effect of the delay time. As a result, the effect of the delay time on strength development is not distinct in this study.
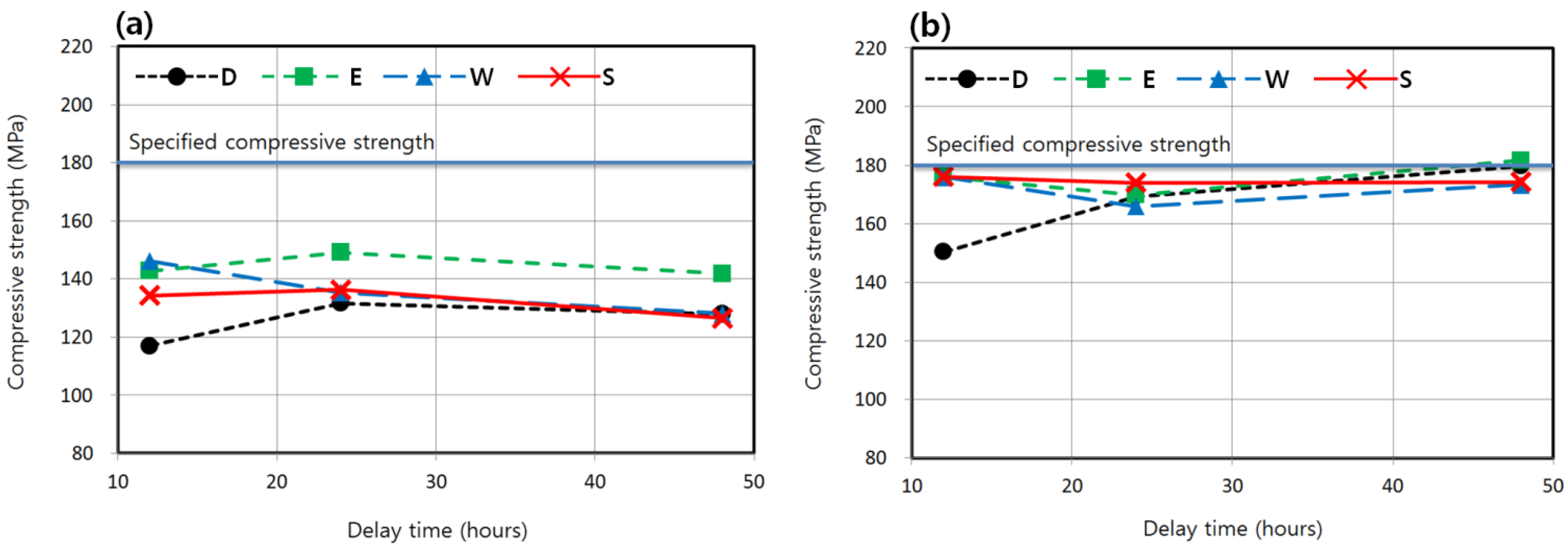
As seen in
Figure 8, with the curing time of 48 h adopted for standard steam curing, and with the curing temperature of 40 or 60 °C, the effect of the delay time ranging from 12 to 48 h on the strength was not clear. That is, increasing the delay time did not result in a consistent increase or decrease of the strength.
Figure 8.
Compressive strengths according to delay times before curing (T-M-DT-48). (a) Curing temperature = 40 °C (4-M-DT-48). (b) Curing temperature = 60 °C (6-M-DT-48).
Figure 8.
Compressive strengths according to delay times before curing (T-M-DT-48). (a) Curing temperature = 40 °C (4-M-DT-48). (b) Curing temperature = 60 °C (6-M-DT-48).
3.5. Discussion
The results of this study and the relevant previous studies are compared in
Table 4. The specified compressive strengths of the UHPC are considered to be in the range from 150 to 200 MPa. The comparison is limited to the lower curing temperatures, ranging from 20 to 70 °C, than usual steam curing temperature of 90 °C. Also, the development of early-age strength of less than or equal to 7 days is compared, according to the focus of this study. It can be identified that this study took more variables or parameters than the previous studies to investigate various aspects regarding the curing of UHPC. It is notable that in a few studies including this study, the specified compressive strength could be attained in as early as 7 days, with careful consideration of the temperature and duration of the curing. In order to achieve this purpose, at least 40–60 °C was required as curing temperature, whereas room temperature at around 20 °C was insufficient. The shape and size of the specimens of various studies are also compared in
Table 4.
In addition to the early-age strengths measured at 7 days, 28-day strengths were also measured, although they are not the main focus of this study. Some of the specimens that were cured at 60 °C and that closely approached the specified compressive strength at 7 days exceeded the specified strength at 28 days with the strength increase of 4.3% on average, which included 6-E-12-48, 6-W-12-48 and 6-S-12-48. Other specimens required a longer term to attain the specified strength. When comparing the results of strength measurement among the different studies, the length of time the curing was maintained should be noted to ensure a reasonable comparison. For a long-term strength measurement at 28 days or later, some studies applied moist curing continuously until the strength was measured [
3,
13], while other studies, including this study, maintained moist curing only for a short period [
1]. The UHPC developed by Wille
et al. [
3] attained 190–200 MPa at 28 days when continuously stored in water at 20 °C and the K-UHPC of this study reached 190 MPa at 91 days in a similar condition [
13]. The UHPC developed in the Sustainable and Advanced Materials for Road InfraStructure (SAMARIS) project [
1] achieved 182 MPa at 28 days in ambient temperature with 8 days of moist curing, although around 150 MPa was attained at 7 or 14 days. However, the previous studies mentioned above focused on a long-term strength of at least 28 days; therefore, because this study deals with the early-age strength of UHPC at 7 days, it can provide distinct and useful data for UHPC cast in-place for field application.
Table 4.
Comparison of the test results with previous studies on UHPC.
Table 4.
Comparison of the test results with previous studies on UHPC.
| Study | Variables | Shape and Size of Specimen (mm) | Specified Compressive Strength (MPa) | Water-to-Binder Ratio/Mineral Admixture (% of Binder) | Early-Age Strength Development (Curing Condition) |
|---|
| This study | Curing temperature, delay time, continuing time, moisture condition | Cylinder (Φ 100 × 200) | 180 | 0.2/Silica fume (20%) | 180 MPa in 7 days (40 °C for 4 days or 60 °C for 2 days in moist condition) |
| SAMARIS [1] | - | Cylinder (Φ 110 × 220) | 180 | 0.123/Silica fume (21%) | 150 MPa in 7 days (20 °C for 7 days in moist condition) |
| Ishii et al. [5] | Curing temperature | Not specified | 180 | Not specified | 147 MPa in 4 days (70 °C for 2 days) |
| Matsubara et al. [6] | Curing temperature | Cylinder (Φ 100 × 200) | 180 | 0.152/Silica fume (not specified) | 180 MPa in 7 days (40 °C or 60 °C for 7 days) |
| Ahlborn et al. [14] | Curing temperature, delay time | Cylinder (Φ 76 × 152) | 200 | Not specified | 137 MPa in 7 days (20 °C for 7 days) |
| Nakayama et al. [16] | Curing temperature, delay time, continuing time | Cylinder (Φ 100 × 200) | 150 | 0.15/Silica fume (15%) | 135 MPa in 7 days (60 °C for 3 h in moist condition) |
| Honma et al. [17] | Curing temperature | Cylinder (Φ 100 × 200) | 150–200 | 0.12–0.2/Silica fume (10%–20%) | 90–100 MPa in 7 days (20 °C for 7 days in moist condition) and |
| 130–170 MPa in 7 days (40 °C for 7 days in moist condition) |
According to the experimental results of this study, it would not be possible to ensure the specified compressive strength of K-UHPC within 7 days with a curing temperature of 20 °C, regardless of the moist curing method employed. The minimum condition to ensure the specified strength at 7 days derived in this study is a curing period of 48 h (2 days) with a temperature of 60 °C under a moist condition, and with the delay time of 12 to 48 h before the curing begins. A maximum of 3 days curing period would be sufficient to ensure the specified strength in 7 days. A certain type of heat treatment would be required to ensure a curing temperature of 60 °C, such as a heating system that is easily available on site as adopted by Matsubara
et al. [
6] in an actual pedestrian bridge. On the other hand, at a curing temperature of 40 °C, at least a 4 days curing period is required to attain the same strength level. In the hot weather conditions in some countries, an environmental temperature of 40 °C may be obtained simply by covering the structure with a thick and tight plastic sheet after casting, even though a heating facility is not available on site.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}