
Microstructural Study of 17-4PH Stainless Steel after Plasma-Transferred Arc Welding

Abstract
:1. Introduction
2. Experimental Section

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Ni | Cr | Cu | Nb |
|---|---|---|---|---|---|---|---|---|---|
| Content | 0.07 | ≤1.00 | ≤1.00 | ≤0.04 | ≤0.03 | 3–5 | 15–17 | 3–5 | 0.15–0.45 |
| Element | C | Si | Mn | Cr | W | Fe | Mo | Ni | Co |
|---|---|---|---|---|---|---|---|---|---|
| Content | 1.4 | 1.45 | 1.00 | 29.5 | 8.25 | 3 | 1 | 3 | 51.4 |
3. Results and Discussion
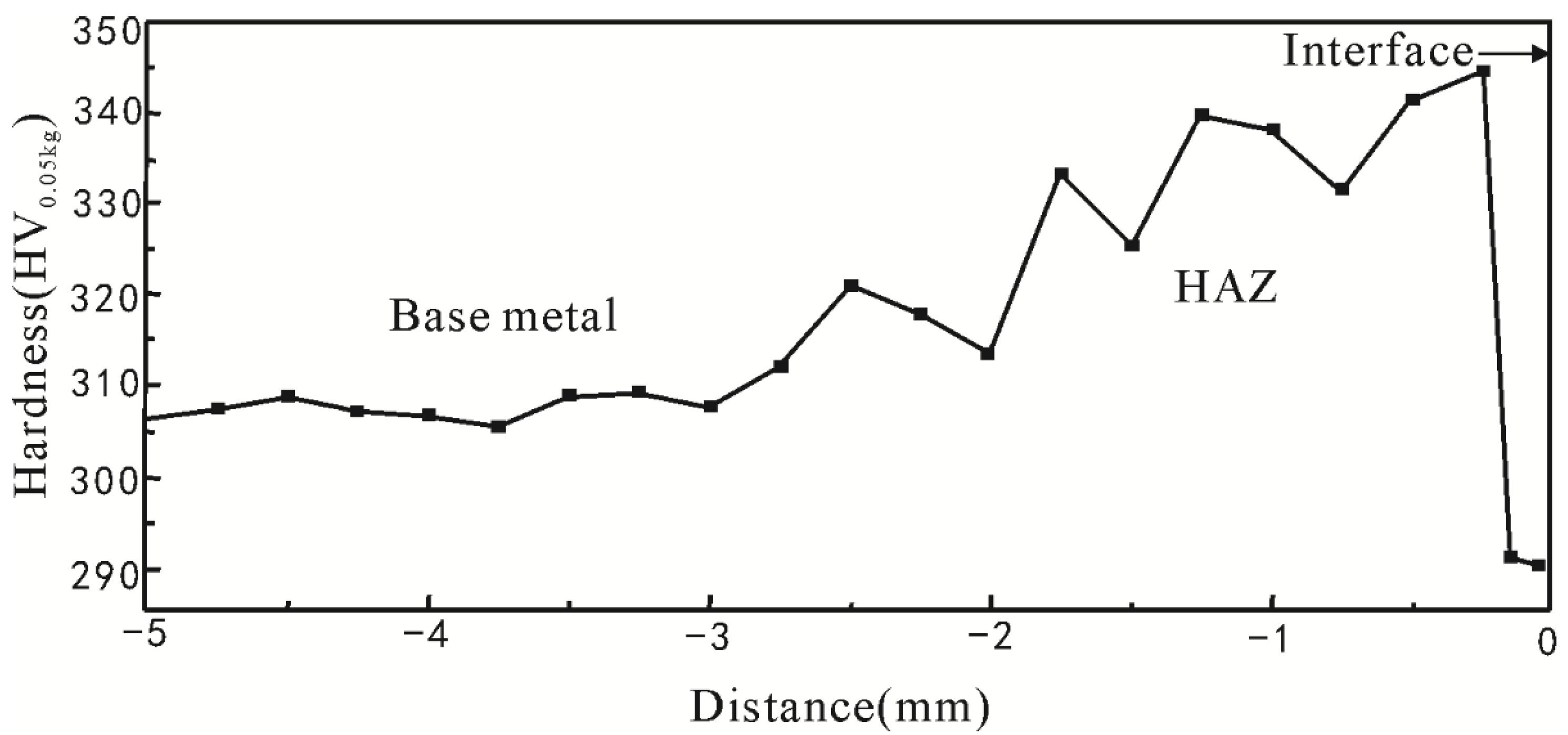
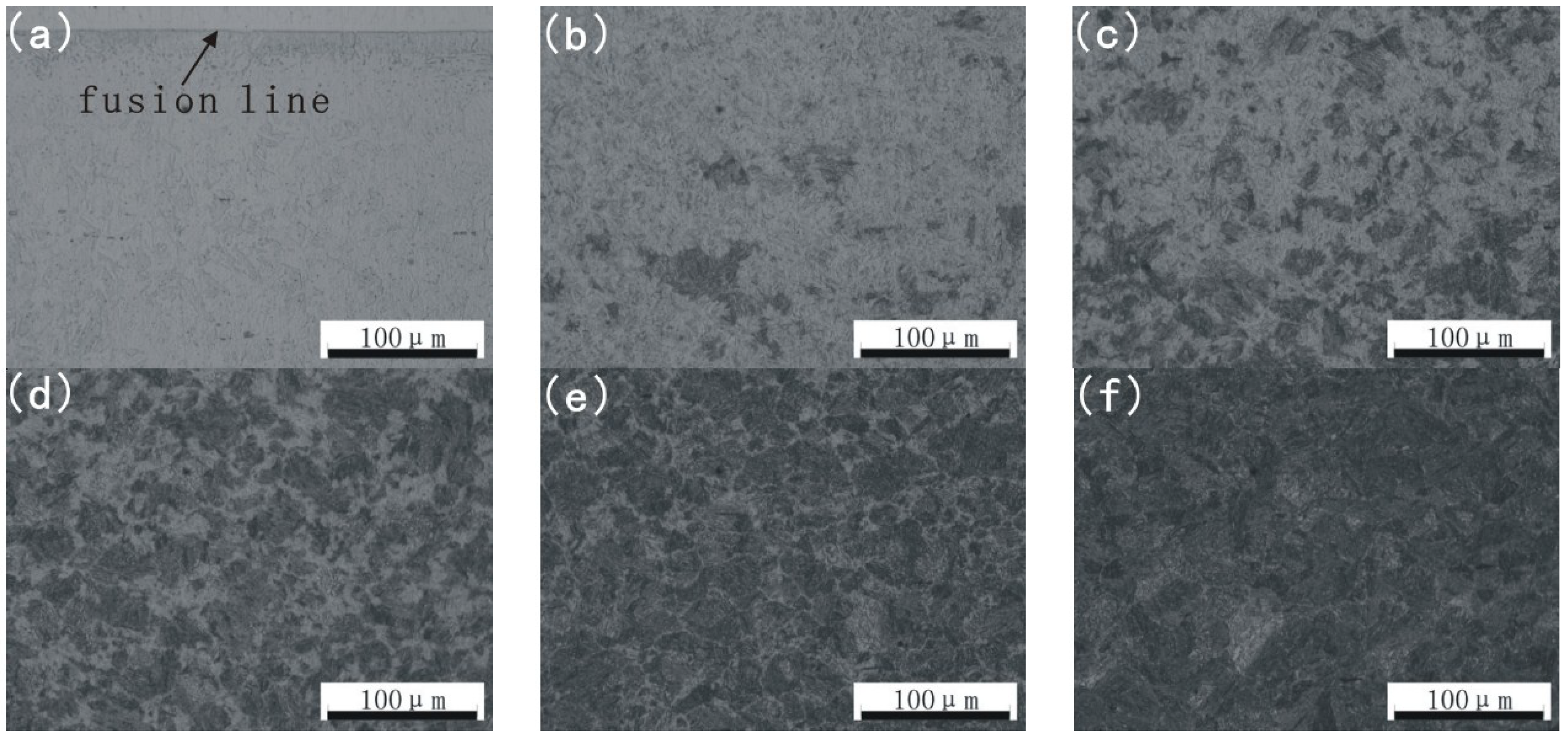
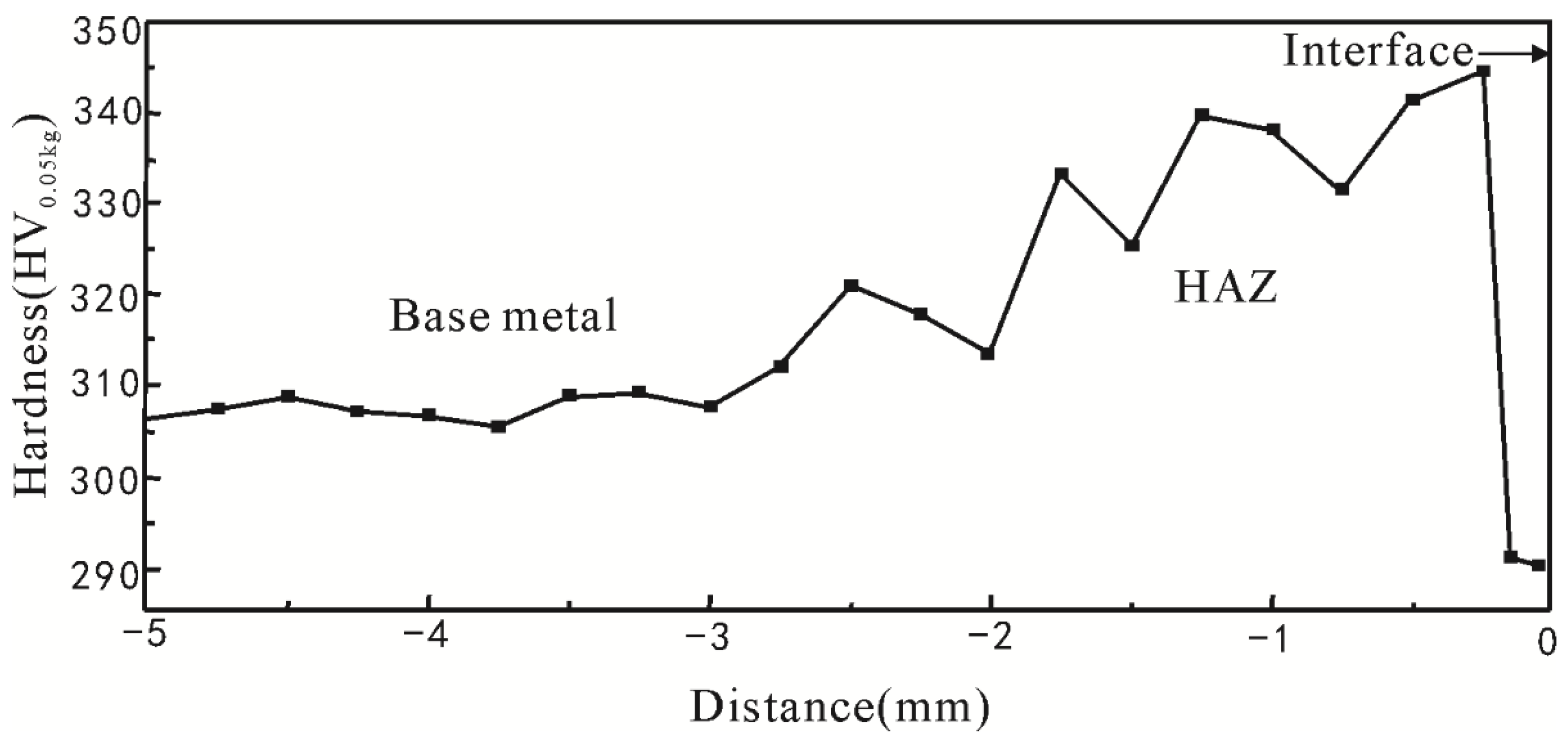
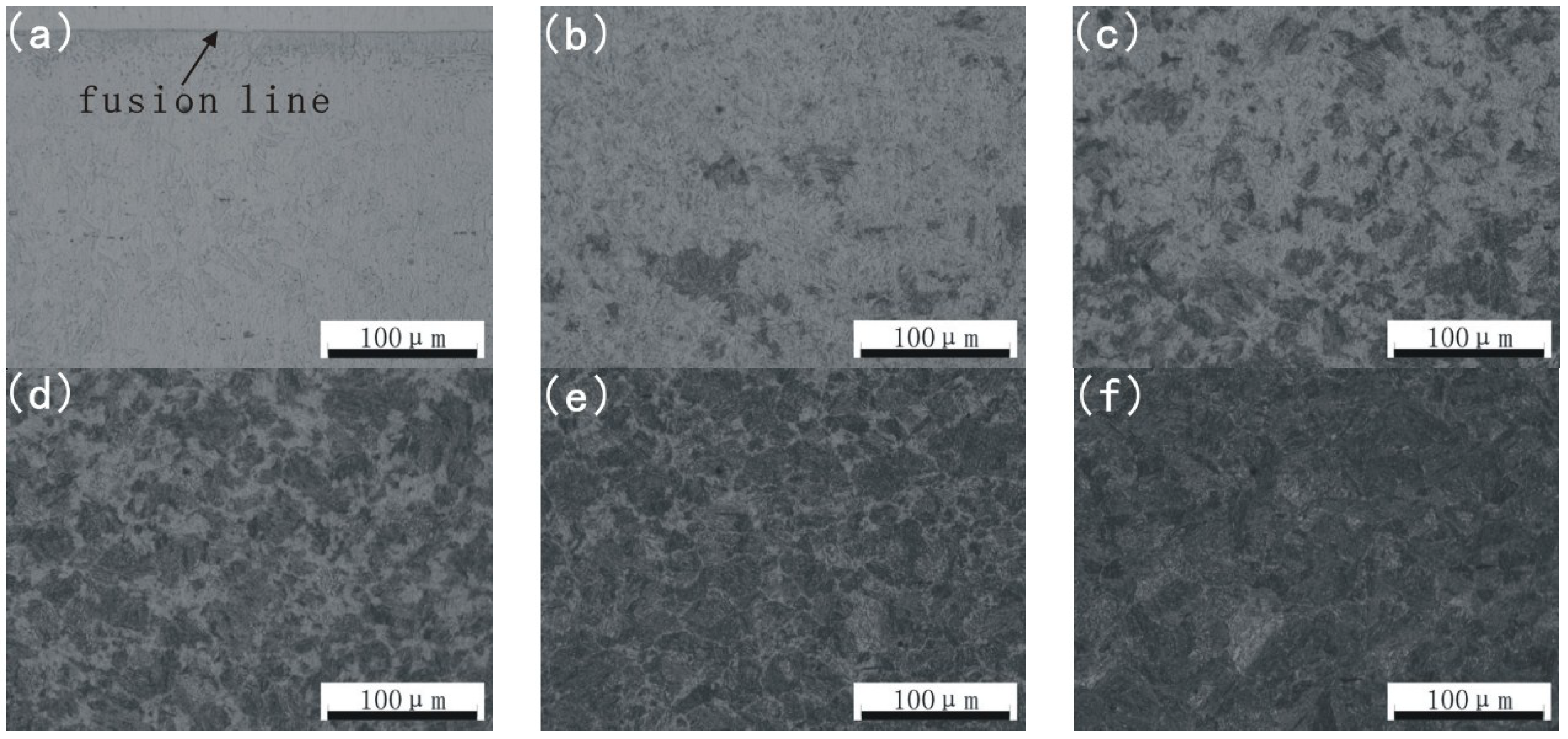
3.1. Microhardness, Element Diffusion and Microstructure Analysis

3.2. Microstructure Analysis by TEM
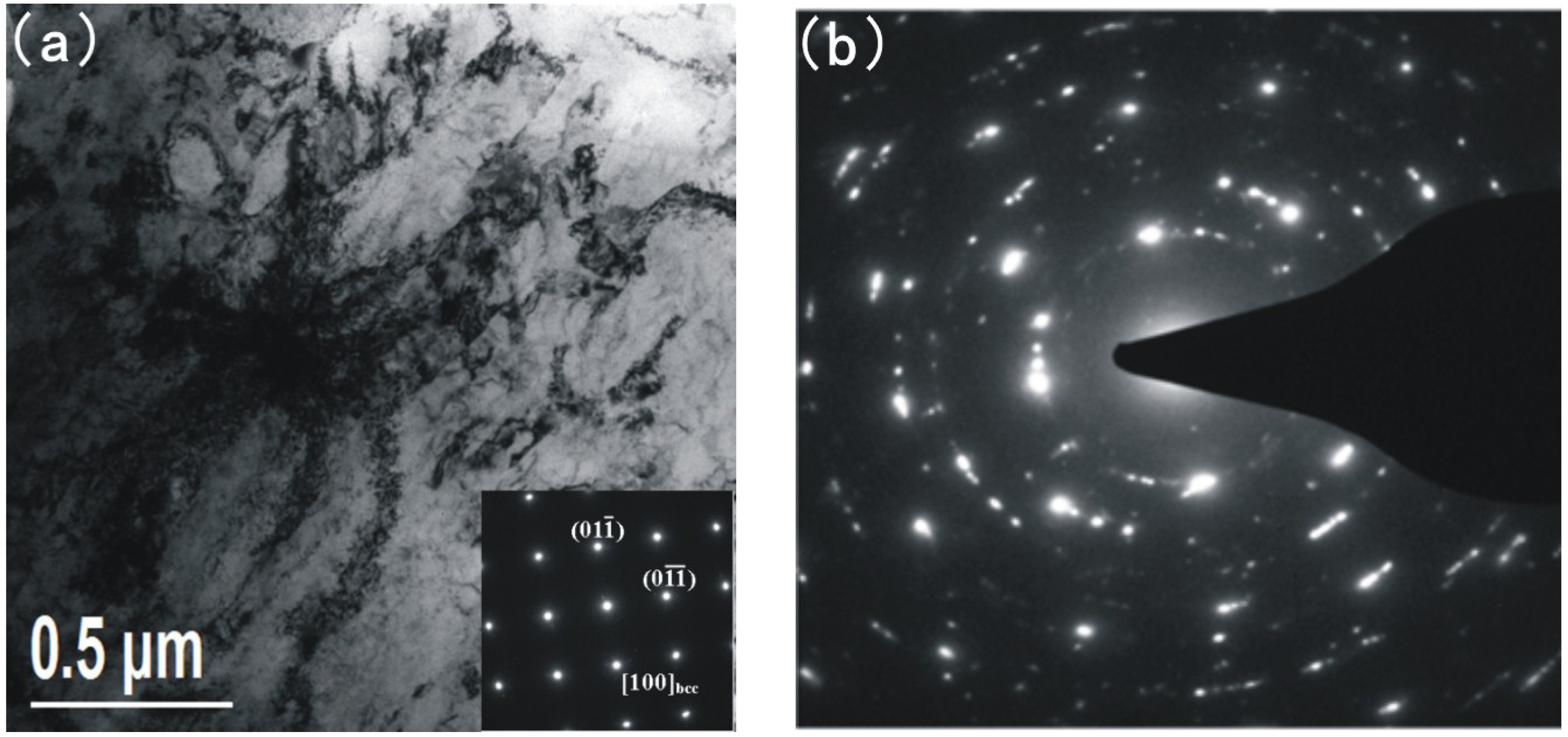
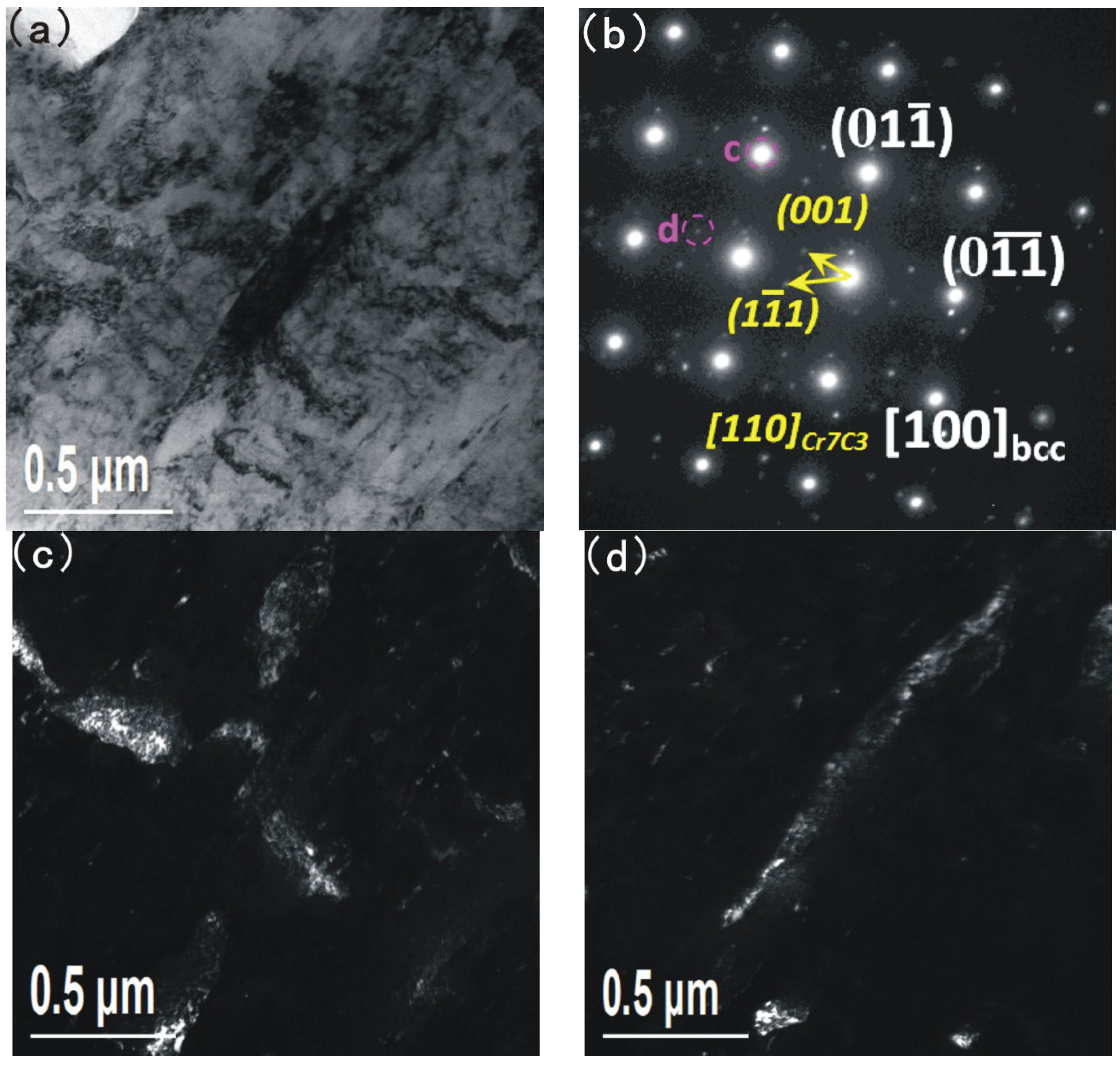
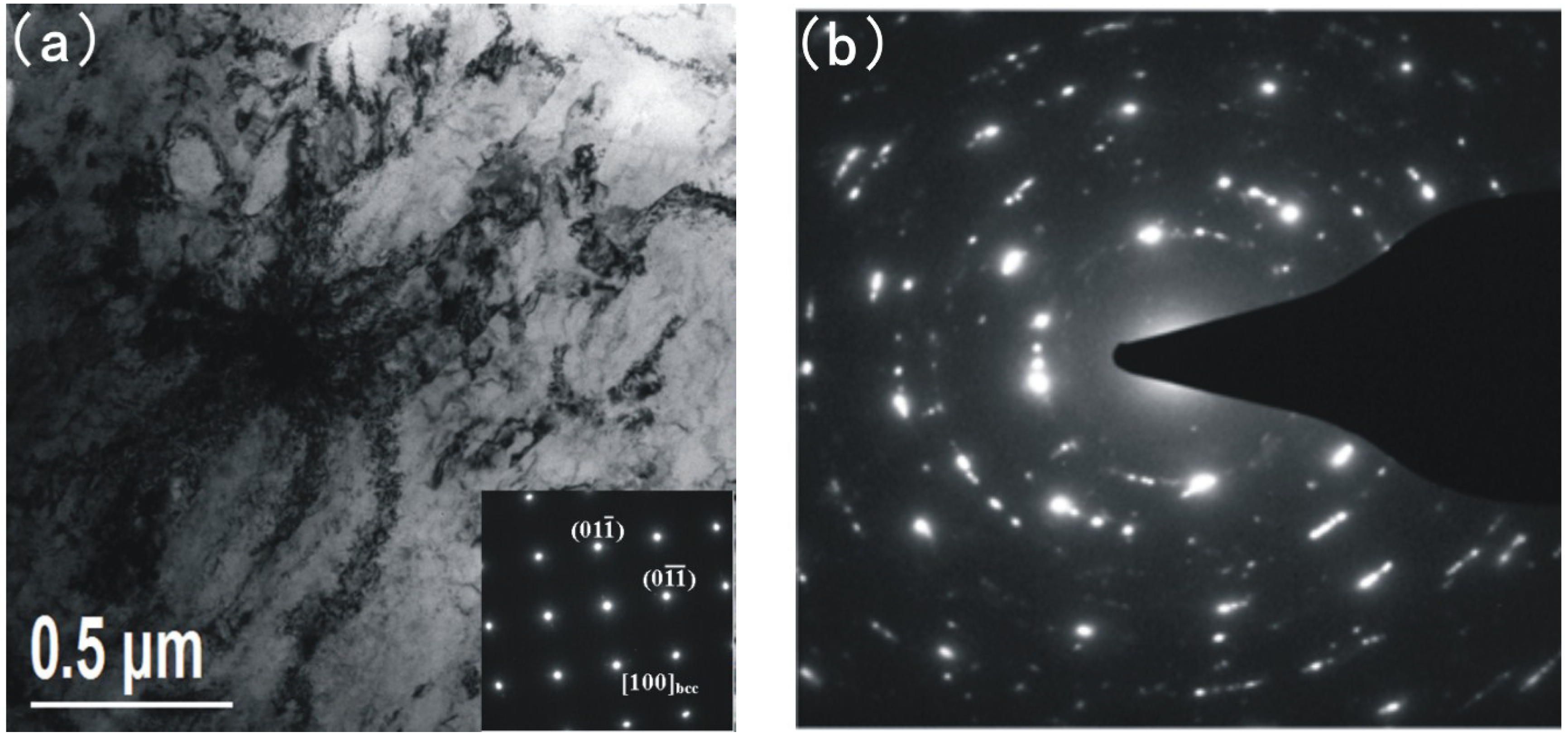
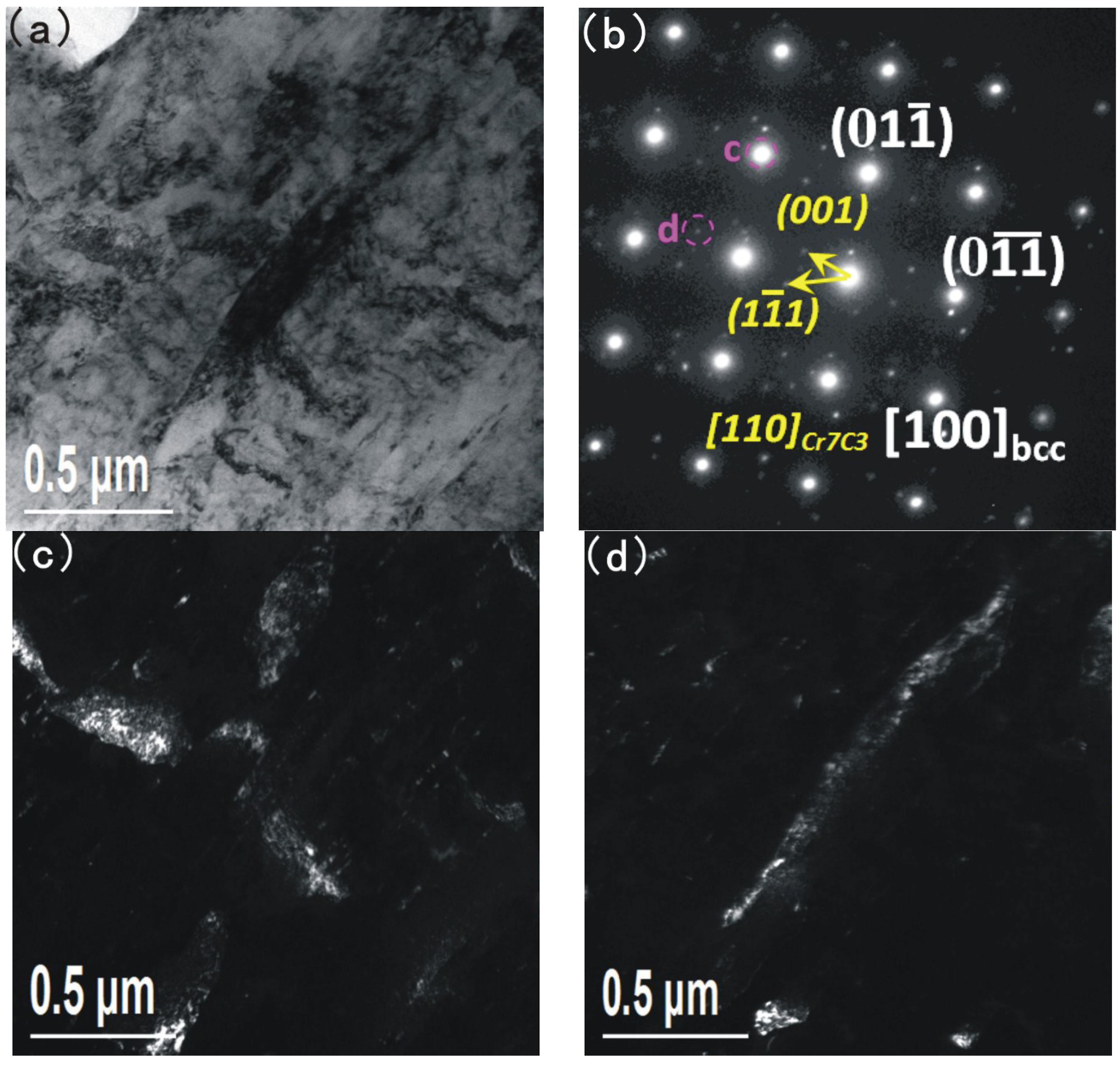
3.2.1. TEM Observation of the Base Metal
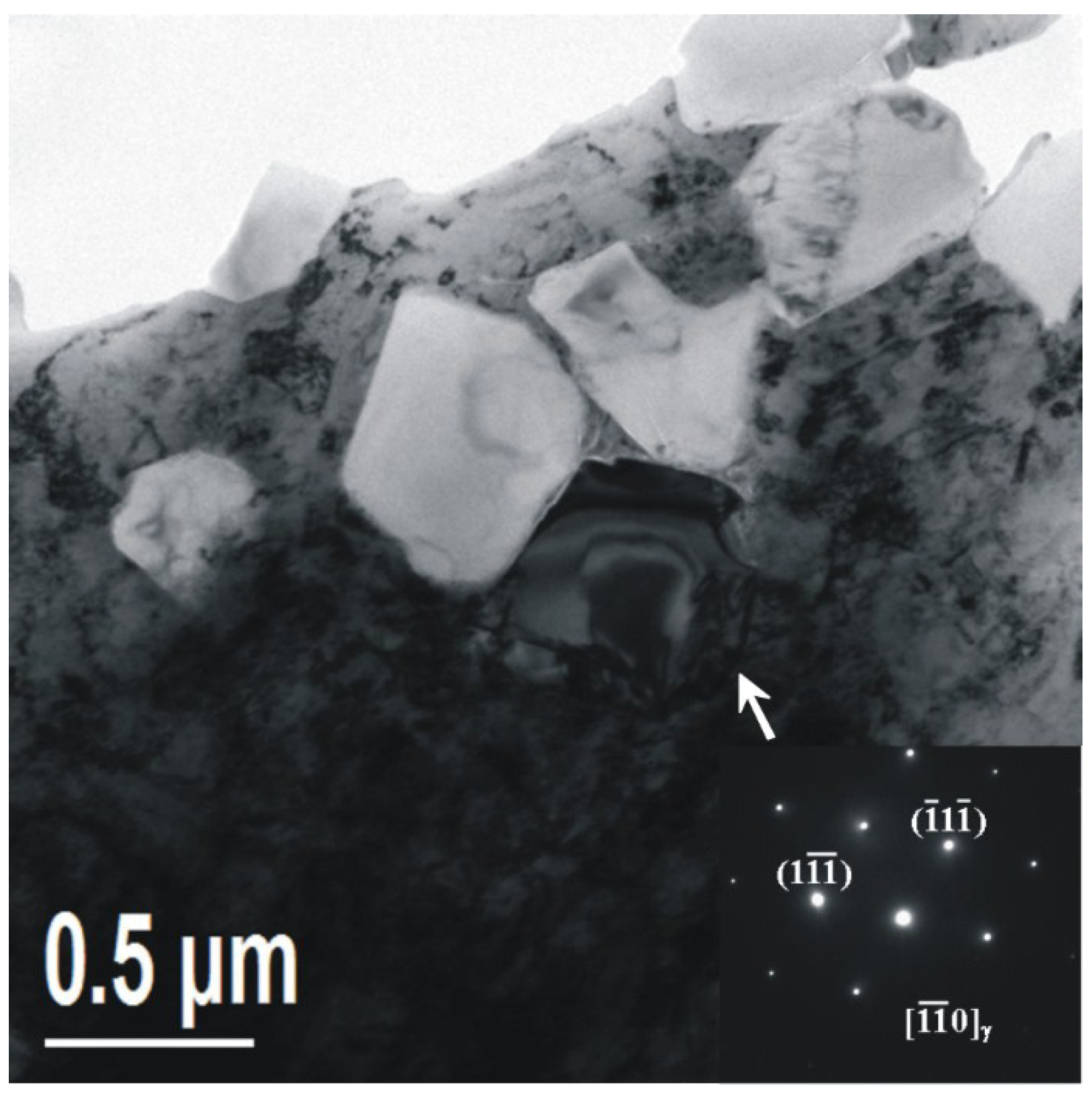
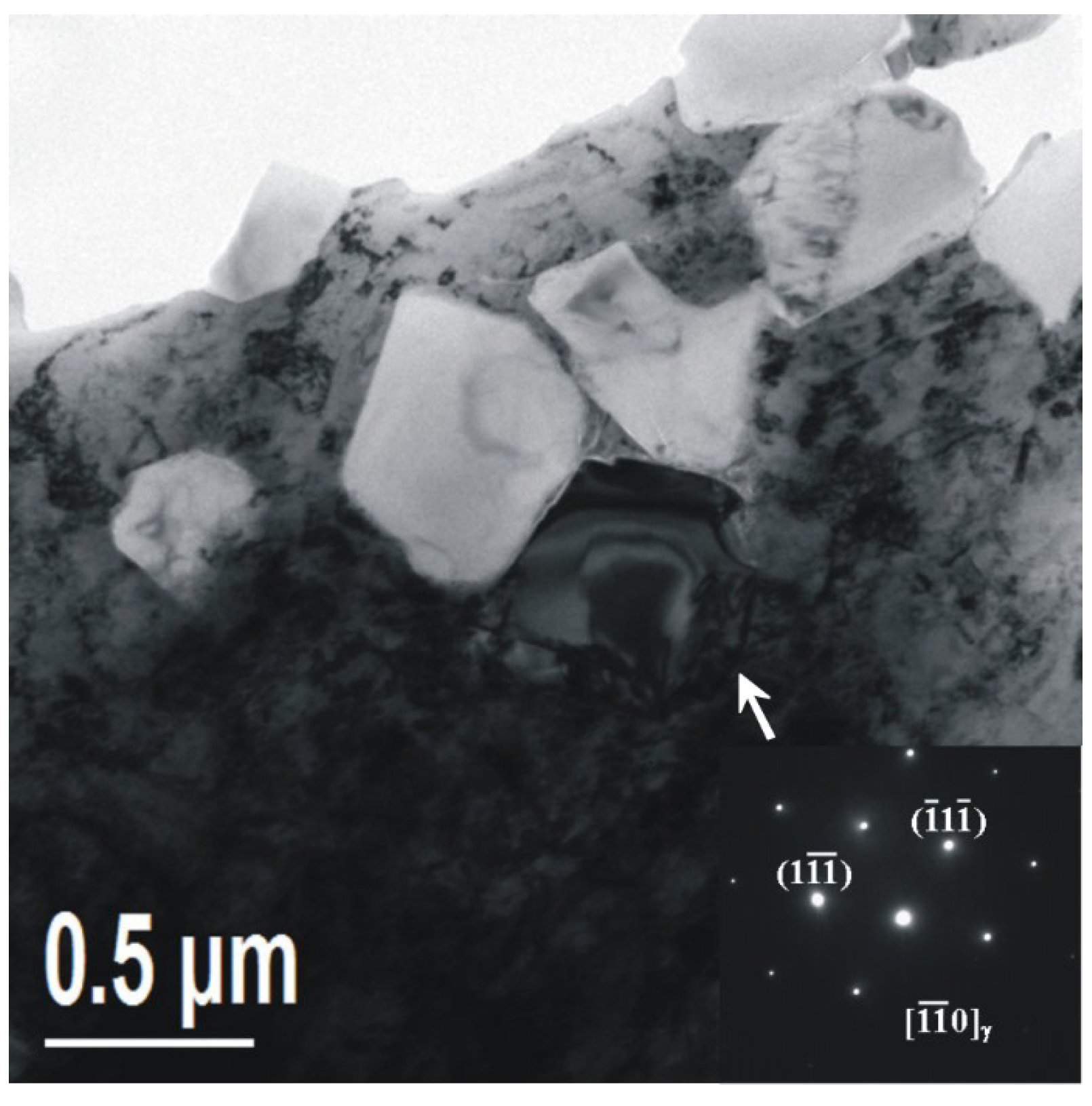
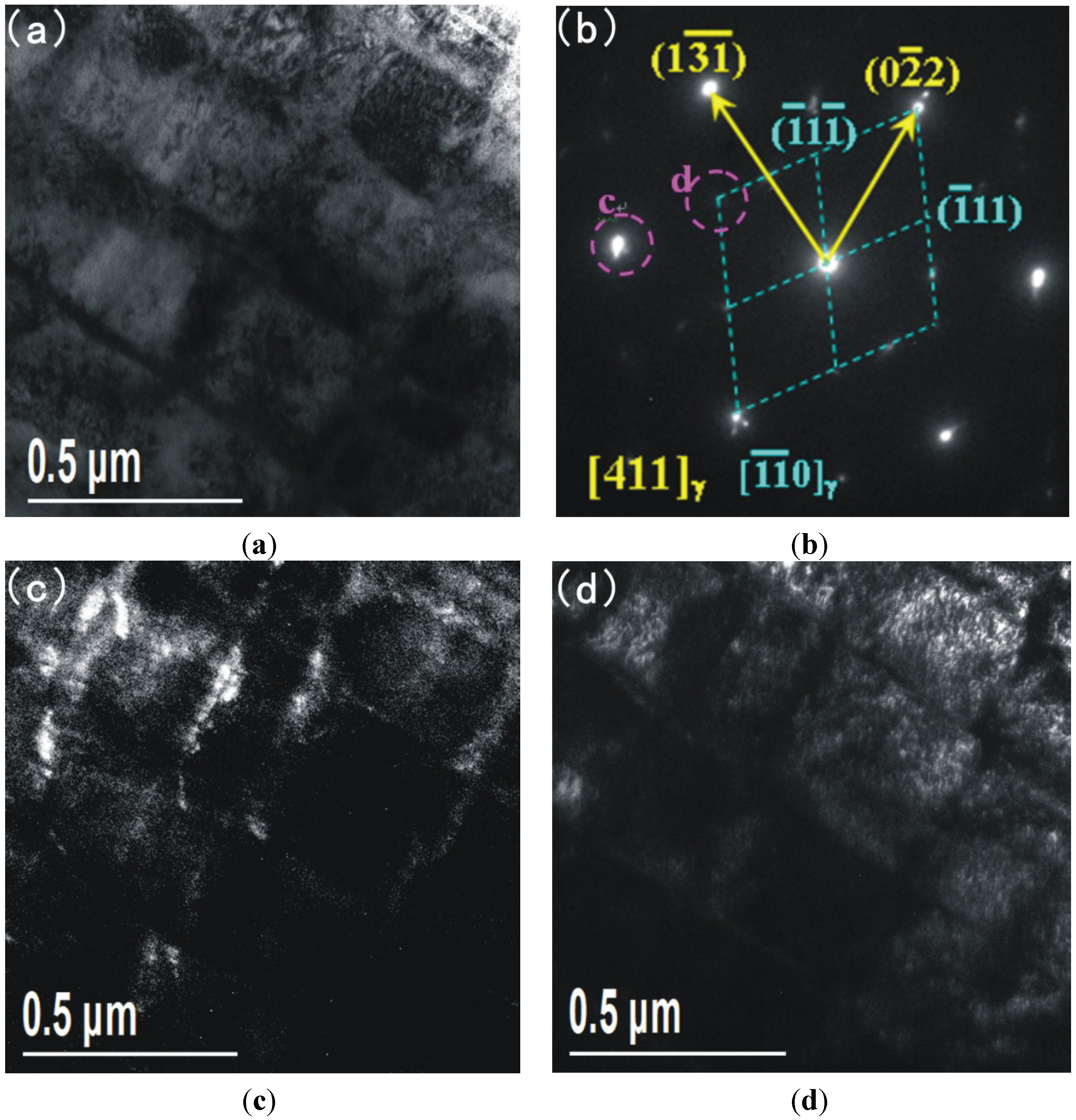
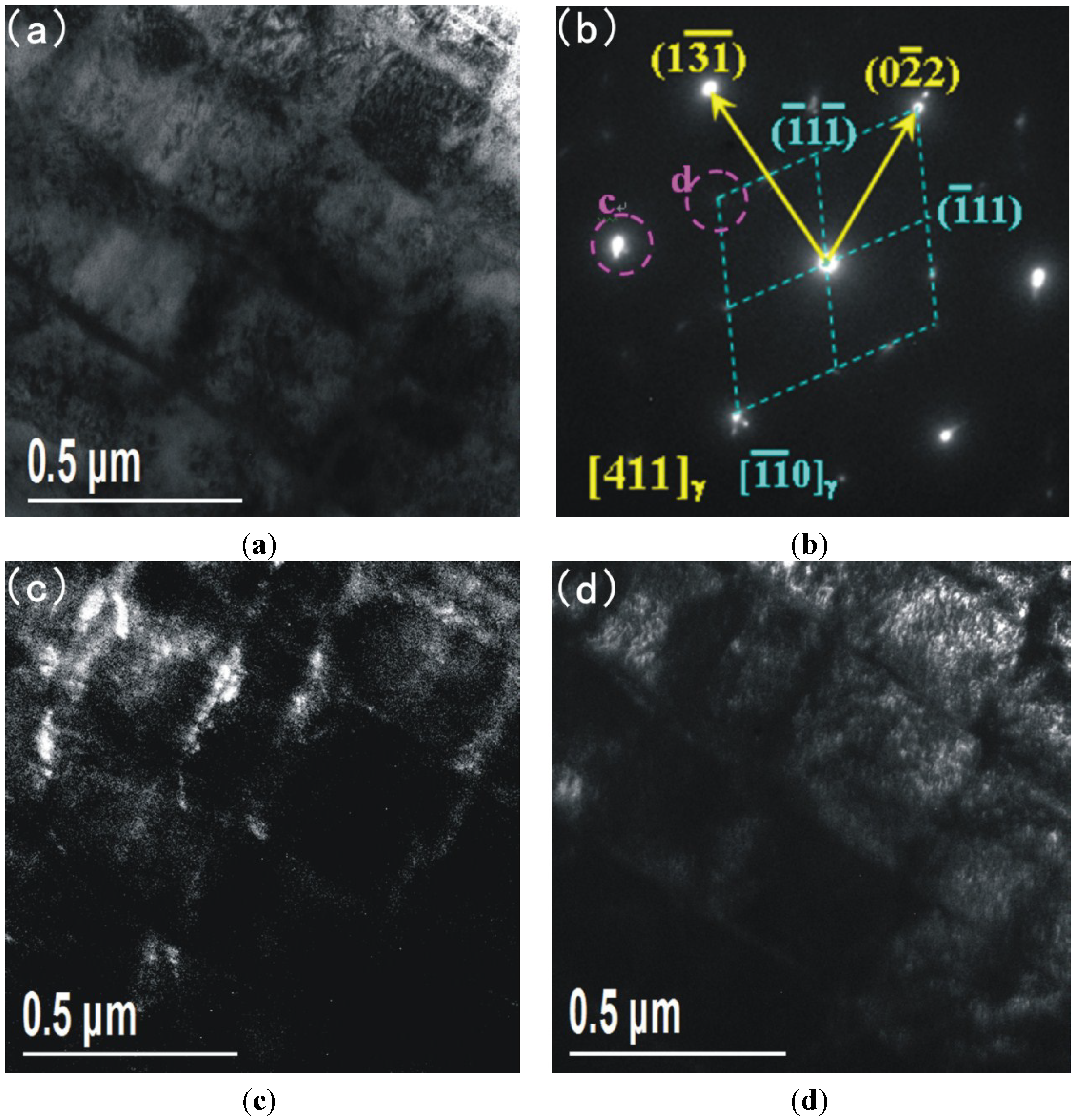
3.2.2. TEM Observation of the HAZ
3.2.3. TEM General Discussion
4. Conclusions
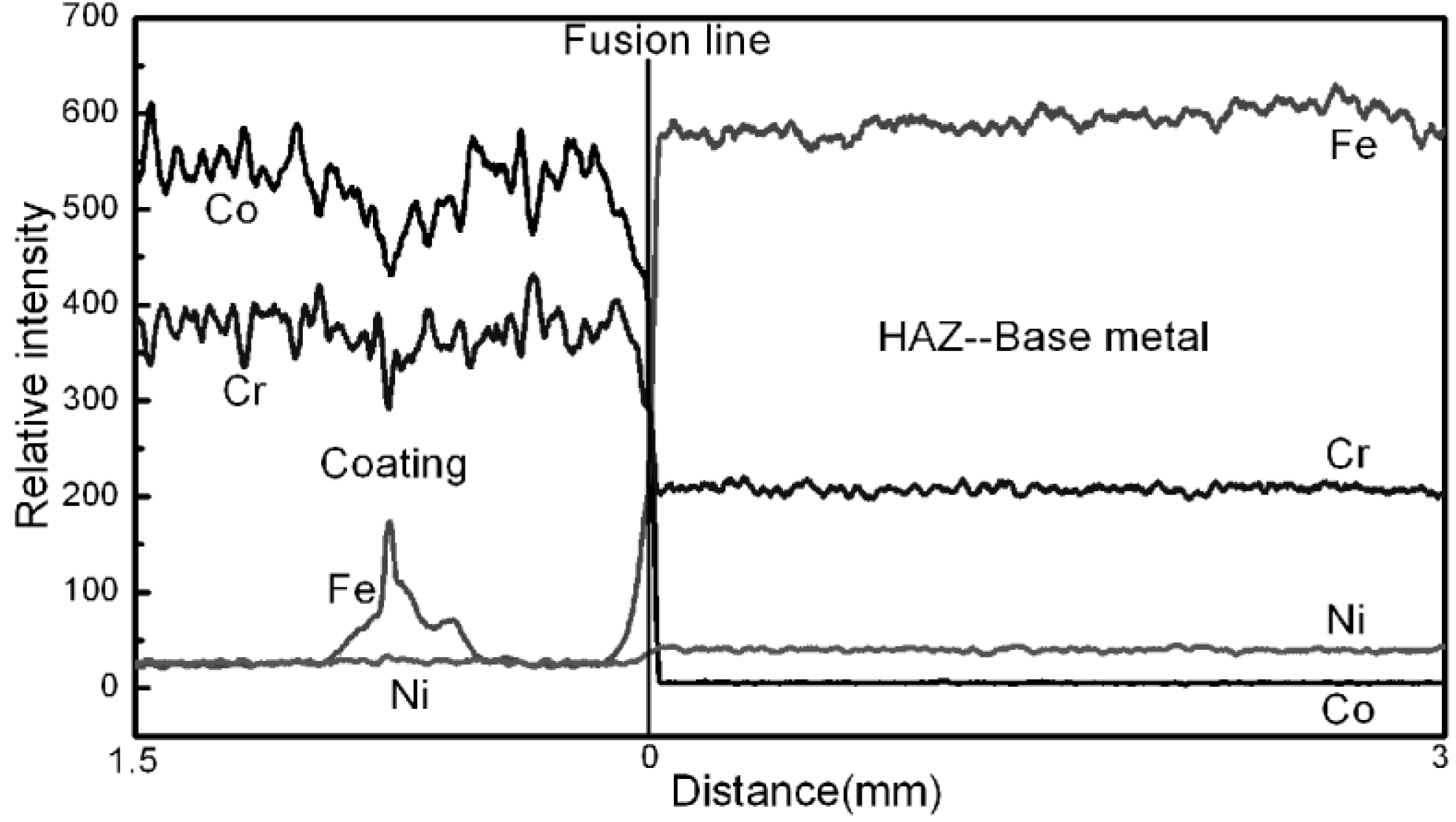
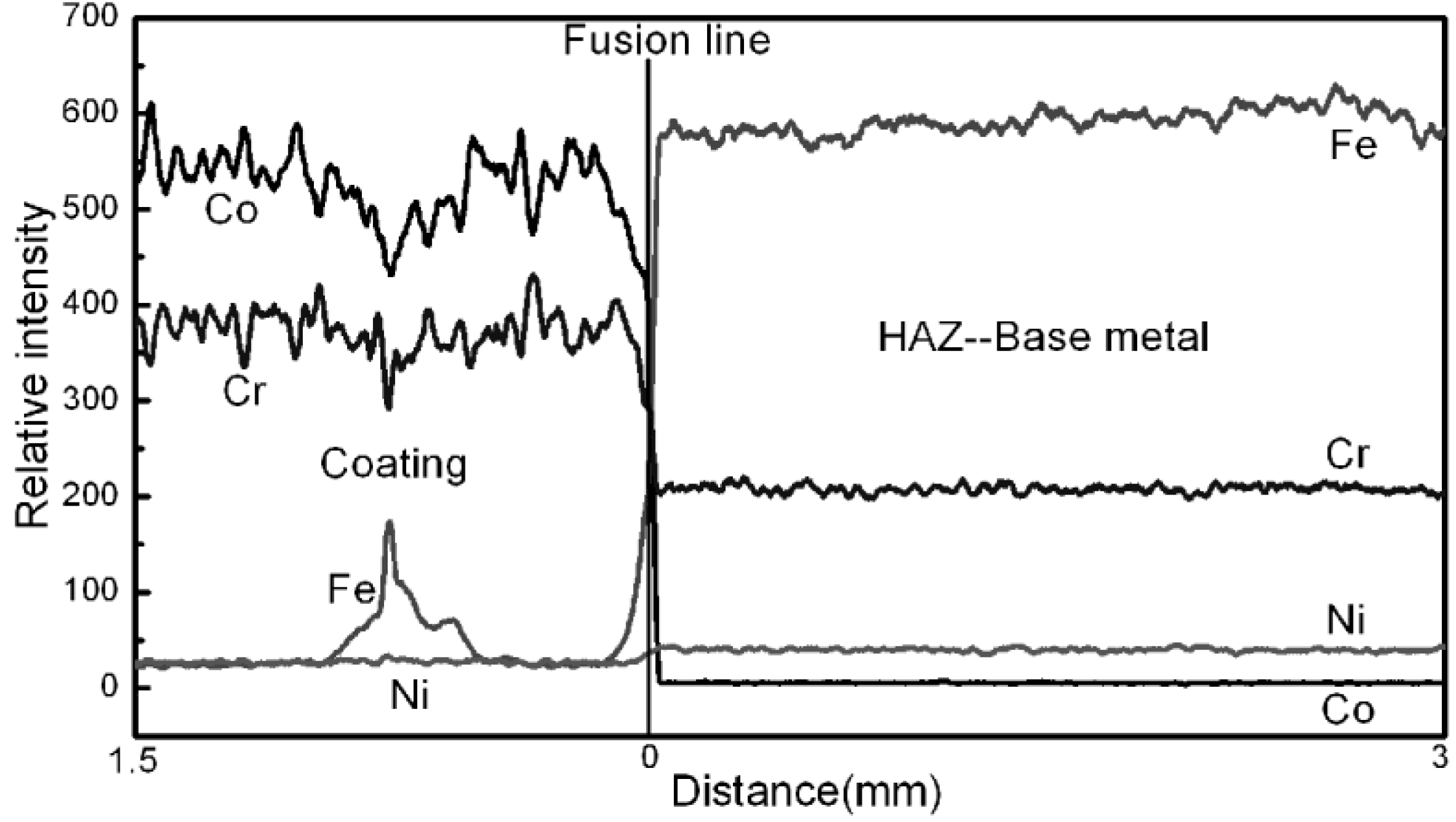
- After PTAW, obvious microstructural difference between base metal and HAZ are observable by OM and SEM. Additionally the microstructure of 17-4PH after PTAW can be mainly affected in two ways: The first one is element diffusion during welding and the second one is welding heat input and welding cold cycle after PTAW. To investigate the effect of element diffusion on the microstructure, EPMA line scanning was carried out. The result shows that the major elements (Fe, Co, Ni and Cr) almost do not diffuse between coating and base metal, meaning there is almost no effect of element diffusion during welding. Above all, the conclusion can be drawn that the obvious microstructural difference between base metal and HAZ is due to welding heat input and welding cold cycle after PTAW.
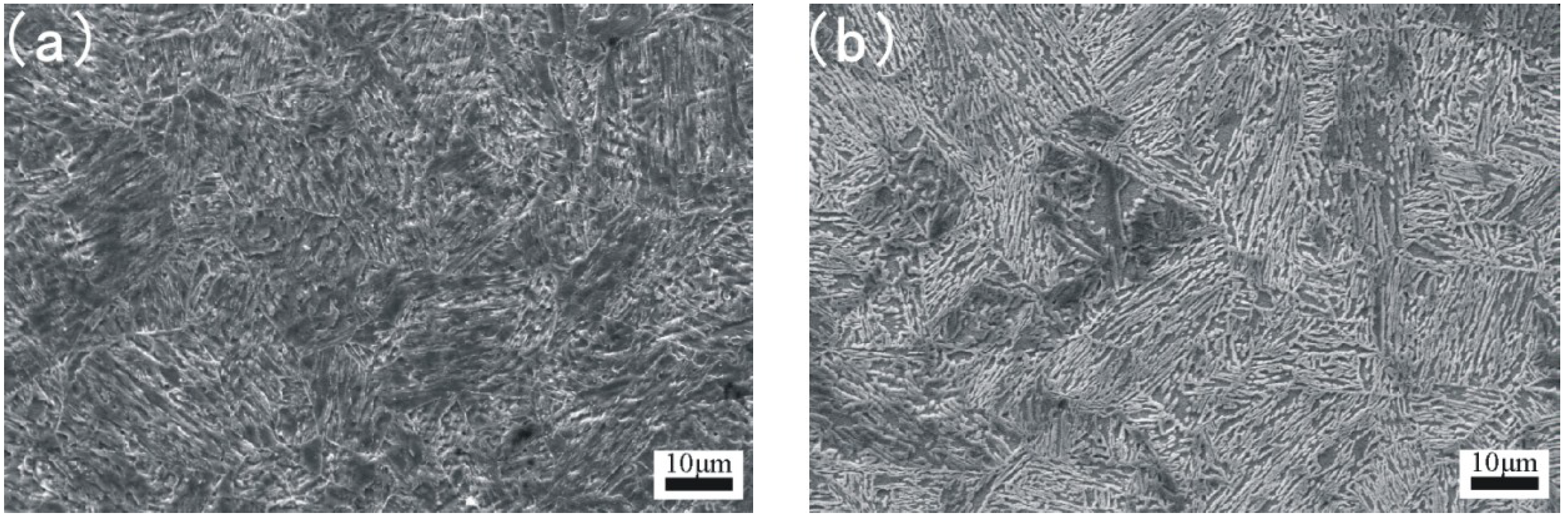
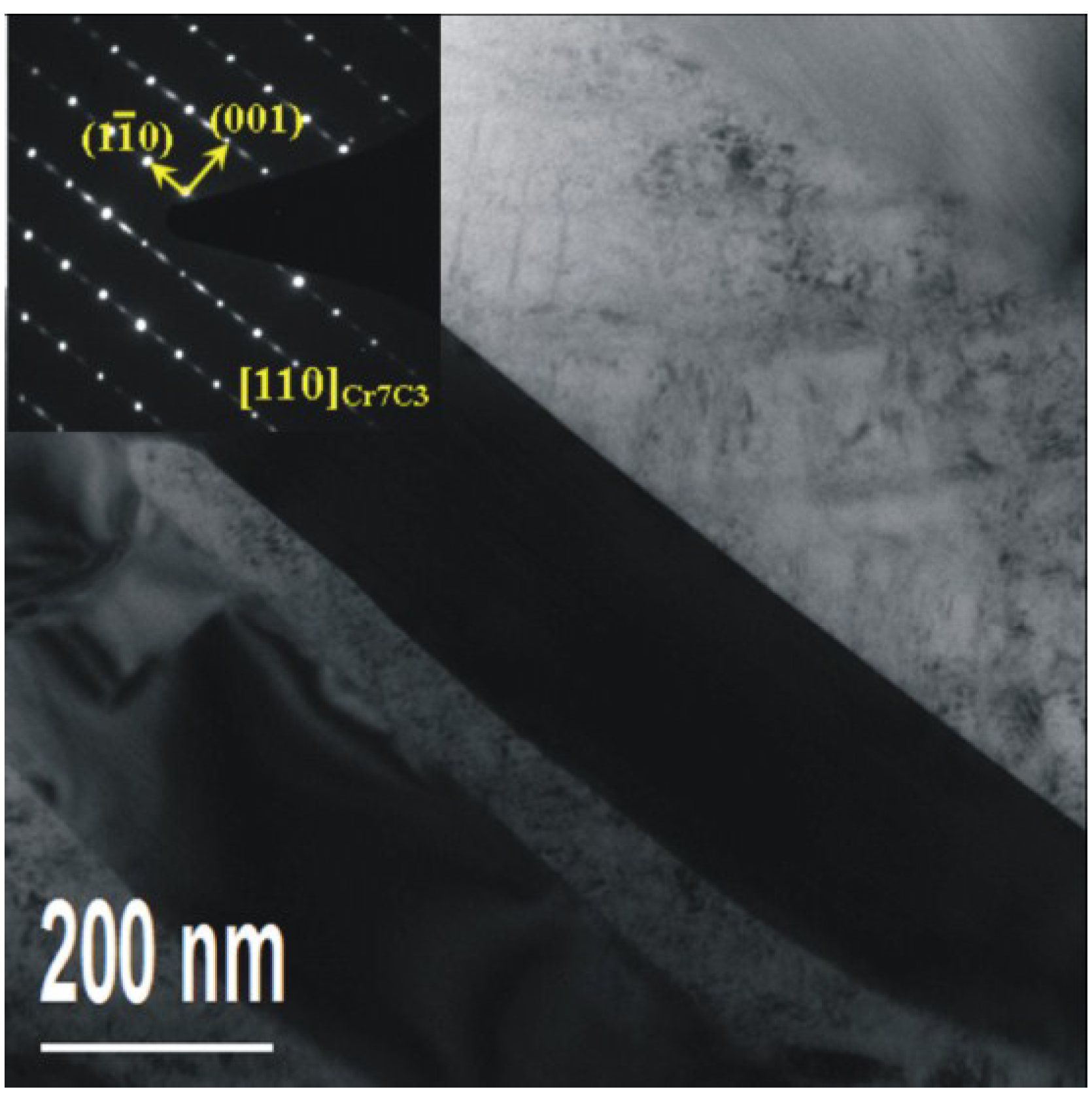
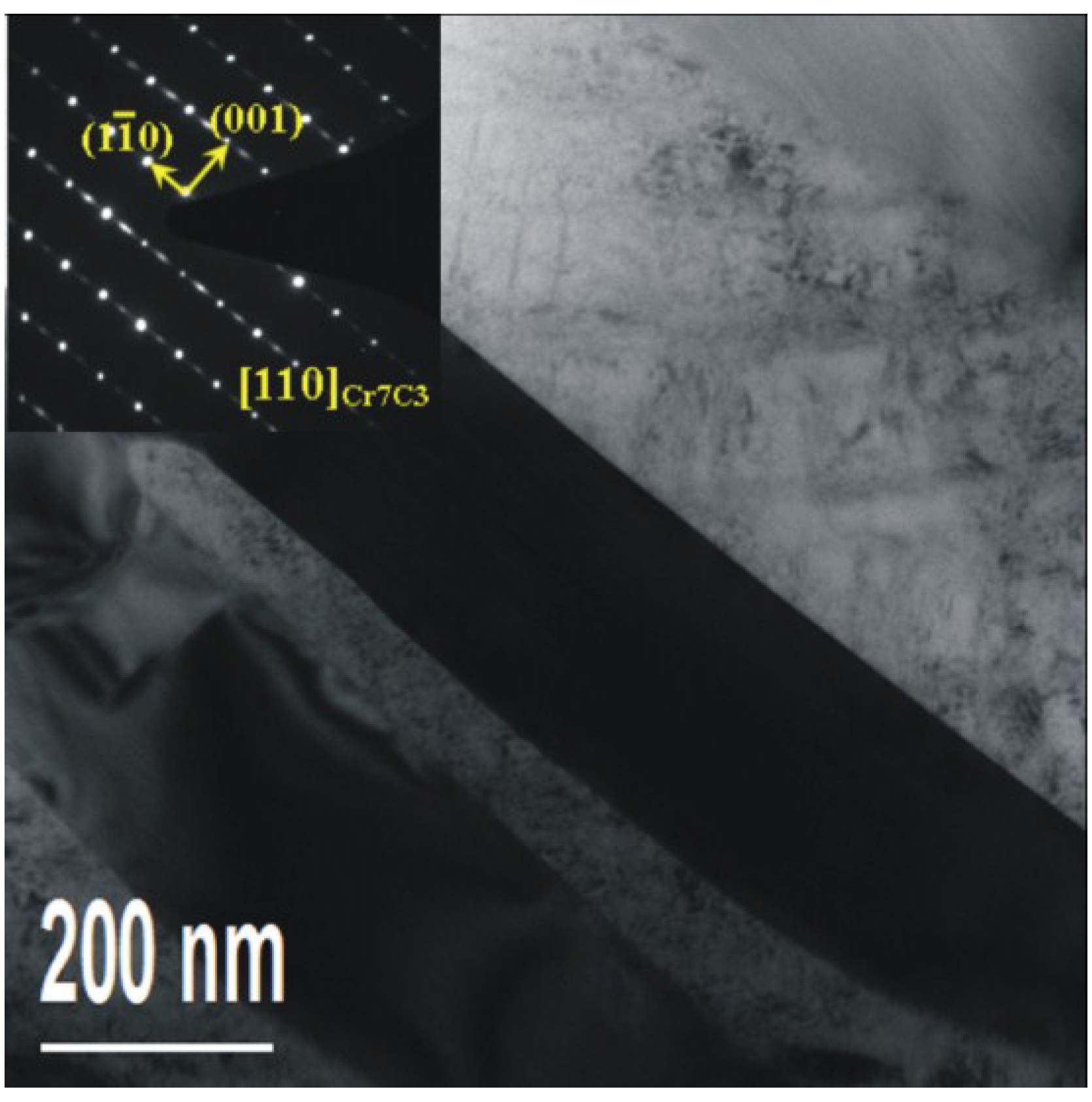
- In order to reveal details of the microstructure of the martensite matrix, attention was focused on TEM. The microstructure of base metal 17-4PH mainly contains martensite, and the existence of precipitates (Cr7C3 and Cr23C6) and austenite in martensite is also observed. After PTAW however, the microstructure of HAZ exhibits austenite phase organization transformation from lath martensite to austenite, which occurs because of the heat effect during welding. The existence of Cr7C3 is still observed after PTAW, but the Cr7C3 amount is obviously larger than that corresponding to Cr7C3 in the base metal and a stacking fault could be also observed in the Cr7C3.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Karaminezhaad, M.; Sharafi, S.; Dalili, K. Effect of molybdenum on scc of 17-4PH stainless steel under different aging conditions in chloride solutions. J. Mater. Sci. 2006, 41, 3329–3333. [Google Scholar]
- Chen, Z.; Zhou, G.; Chen, Z. Microstructure and hardness investigation of 17-4PH stainless steel by laser quenching. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Proc. 2012, 534, 536–541. [Google Scholar] [CrossRef]
- Jeshvaghani, R.A.; Shamanian, M.; Jaberzadeh, M. Enhancement of wear resistance of ductile iron surface alloyed by stellite 6. Mater. Des. 2011, 32, 2028–2033. [Google Scholar] [CrossRef]
- Das, C.R.; Dey, H.C.; Srinivasan, G.; Albert, S.K.; Bhaduri, A.K.; Dasgupta, A. Weldability of 17-4PH stainless steel in overaged heat treated condition. Sci. Technol. Weld. Join. 2006, 11, 502–508. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Najafizadeh, A. Aging kinetics of 17-4PH stainless steel. Mater. Chem. Phys. 2009, 116, 119–124. [Google Scholar] [CrossRef]
- Deng, H.; Shi, H.; Tsuruoka, S. Influence of coating thickness and temperature on mechanical properties of steel deposited with Co-based alloy hardfacing coating. Surf. Coat. Technol. 2010, 204, 3927–3934. [Google Scholar] [CrossRef]
- Deng, H.-X.; Shi, H.-J.; Tsuruoka, S.; Yu, H.-C.; Zhong, B. Influence of welding technique and temperature on fatigue properties of steel deposited with Co-based alloy hardfacing coating. Int. J. Fatigue 2012, 35, 63–70. [Google Scholar] [CrossRef]
- Gholipour, A.; Shamanian, M.; Ashrafizadeh, F. Microstructure and wear behavior of stellite 6 cladding on 17-4PH stainless steel. J. Alloys Compd. 2011, 509, 4905–4909. [Google Scholar] [CrossRef]
- Shoushtari, M.R.T.; Moayed, M.H.; Davoodi, A. Post-weld heat treatment influence on galvanic corrosion of gtaw of 17-4PH stainless steel in 3.5% NaCl. Corros. Eng. Sci. Technol. 2011, 46, 415–424. [Google Scholar] [CrossRef]
- Hsiao, C.N.; Chiou, C.S.; Yang, J.R. Aging reactions in a 17-4PH stainless steel. Mater. Chem. Phys. 2002, 74, 134–142. [Google Scholar] [CrossRef]
- Wu, J.H.; Lin, C.K. Influence of high temperature exposure on the mechanical behavior and microstructure of 17-4PH stainless steel. J. Mater. Sci. 2003, 38, 965–971. [Google Scholar] [CrossRef]
- Yao, J.; Wang, L.; Zhang, Q.; Kong, F.; Lou, C.; Chen, Z. Surface laser alloying of 17-4PH stainless steel steam turbine blades. Opt. Laser Technol. 2008, 40, 838–843. [Google Scholar] [CrossRef]
- Murayama, M.; Katayama, Y.; Hono, K. Microstructural evolution in a 17-4PH stainless steel after aging at 400 °C. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1999, 30, 345–353. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, D.; Chen, R.; Sun, Q.; Li, X. Microstructural Study of 17-4PH Stainless Steel after Plasma-Transferred Arc Welding. Materials 2015, 8, 424-434. https://doi.org/10.3390/ma8020424
Deng D, Chen R, Sun Q, Li X. Microstructural Study of 17-4PH Stainless Steel after Plasma-Transferred Arc Welding. Materials. 2015; 8(2):424-434. https://doi.org/10.3390/ma8020424
Chicago/Turabian StyleDeng, Dewei, Rui Chen, Qi Sun, and Xiaona Li. 2015. "Microstructural Study of 17-4PH Stainless Steel after Plasma-Transferred Arc Welding" Materials 8, no. 2: 424-434. https://doi.org/10.3390/ma8020424