Progress in Titanium Metal Powder Injection Molding

Mechanical Engineering, San Diego State University, 5500 Campanile Drive, San Diego, CA 92128, USA
Materials 2013, 6(8), 3641-3662; https://doi.org/10.3390/ma6083641
Submission received: 29 July 2013
/
Revised: 8 August 2013
/
Accepted: 9 August 2013
/
Published: 20 August 2013
(This article belongs to the Special Issue Progress in Net-shaped PM (Powder Metallurgical) Parts)
Abstract
:Metal powder injection molding is a shaping technology that has achieved solid scientific underpinnings. It is from this science base that recent progress has occurred in titanium powder injection molding. Much of the progress awaited development of the required particles with specific characteristics of particle size, particle shape, and purity. The production of titanium components by injection molding is stabilized by a good understanding of how each process variable impacts density and impurity level. As summarized here, recent research has isolated the four critical success factors in titanium metal powder injection molding (Ti-MIM) that must be simultaneously satisfied—density, purity, alloying, and microstructure. The critical role of density and impurities, and the inability to remove impurities with sintering, compels attention to starting Ti-MIM with high quality alloy powders. This article addresses the four critical success factors to rationalize Ti-MIM processing conditions to the requirements for demanding applications in aerospace and medical fields. Based on extensive research, a baseline process is identified and reported here with attention to linking mechanical properties to the four critical success factors.
1. Introduction
Titanium component production by the metal powder injection molding process (Ti-MIM) was the subject of much effort over the past few decades with several reports showing the incremental steps in powders, binders, debinding, sintering, and post-sintering details [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81,82,83,84,85,86,87,88,89,90,91,92,93,94,95,96,97,98,99,100,101,102,103,104,105,106,107,108,109,110,111,112,113,114,115,116,117,118,119,120,121,122,123,124,125,126,127,128,129]. The intent is not to detail these studies, but to highlight the significant changes the titanium research has delivered. The progress was accelerated by novel powder synthesis routes delivering a variety of small powders that exhibited the required sintering shrinkage. With the major advances in powder fabrication Ti-MIM settled on −45 µm spherical particles to balance sintering densification (smaller particles are desired), impurity accumulation (large particles are desired), and component shape retention (small particles are required). With the recent surge in powder production, many development efforts arose in the injection molding research to evaluate how powders characteristics impact the rheology and sintering. Most importantly, progress in powder atomization provides the infrastructure platform to enable successful Ti-MIM. Accordingly, much effort is applied to form high purity titanium components using the Ti-MIM process [114,115,116,117,118,119,120,121,122,123,124,125,126,127,128,129,130,131,132,133,134,135,136,137,138,139,140,141,142,143].
In retrospect, powder synthesis had to move forward as a basis for enabling Ti-MIM’s projection into demanding applications. Currently, depending on powder and process quality, the applications are in three general segments:
- (1)
- Decorative items where mechanical and other properties are not demanding, such as in watch cases;
- (2)
- Mechanical components where mechanical and corrosion properties must exceed that of a stainless steel such as in medical surgical tools;
- (3)
- Life Critical applications where titanium is needed for success such as in biomedical implants.
Attention to the powder quality and process details leads to three tiers for the powder-process technology. For example, decorative items are associated with a marketing advantage as evident when Ti-MIM sunglass frames emerged using hydride-dehydride powders. Several successes occurred with mechanical titanium components, including cell phone and firearm components by MIM. Now Ti-MIM is moving into taxing applications for biomedical implants and aerospace components. Research accompanying this effort carefully links the properties to powder-process decisions to document the optimal process. Later in this article the critical factors are tabulated to provide a sense on the current process evolution.
2. Background
Four parameters dominate the mechanical properties of sintered titanium—density, interstitial content, alloying, and microstructure. Usually the corrosion and biomedical attributes are likewise contingent on the same factors. Together, the optimal properties arise from Ti-MIM when it is sintered to a high density, with little contamination (largely oxidation), with alloying (such as Nb), and consolidated under conditions that avoid microstructure coarsening and defects such as inclusions.
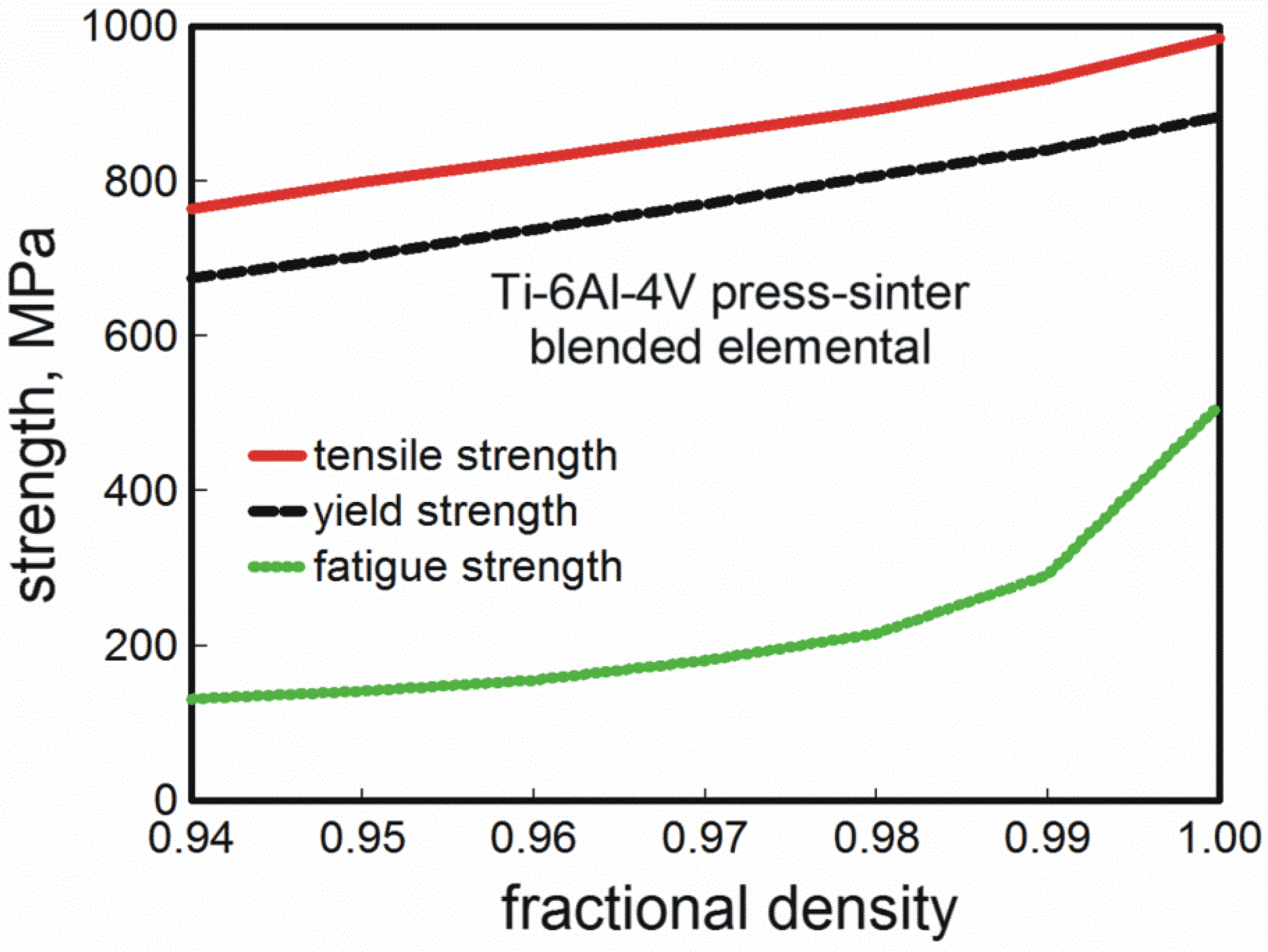
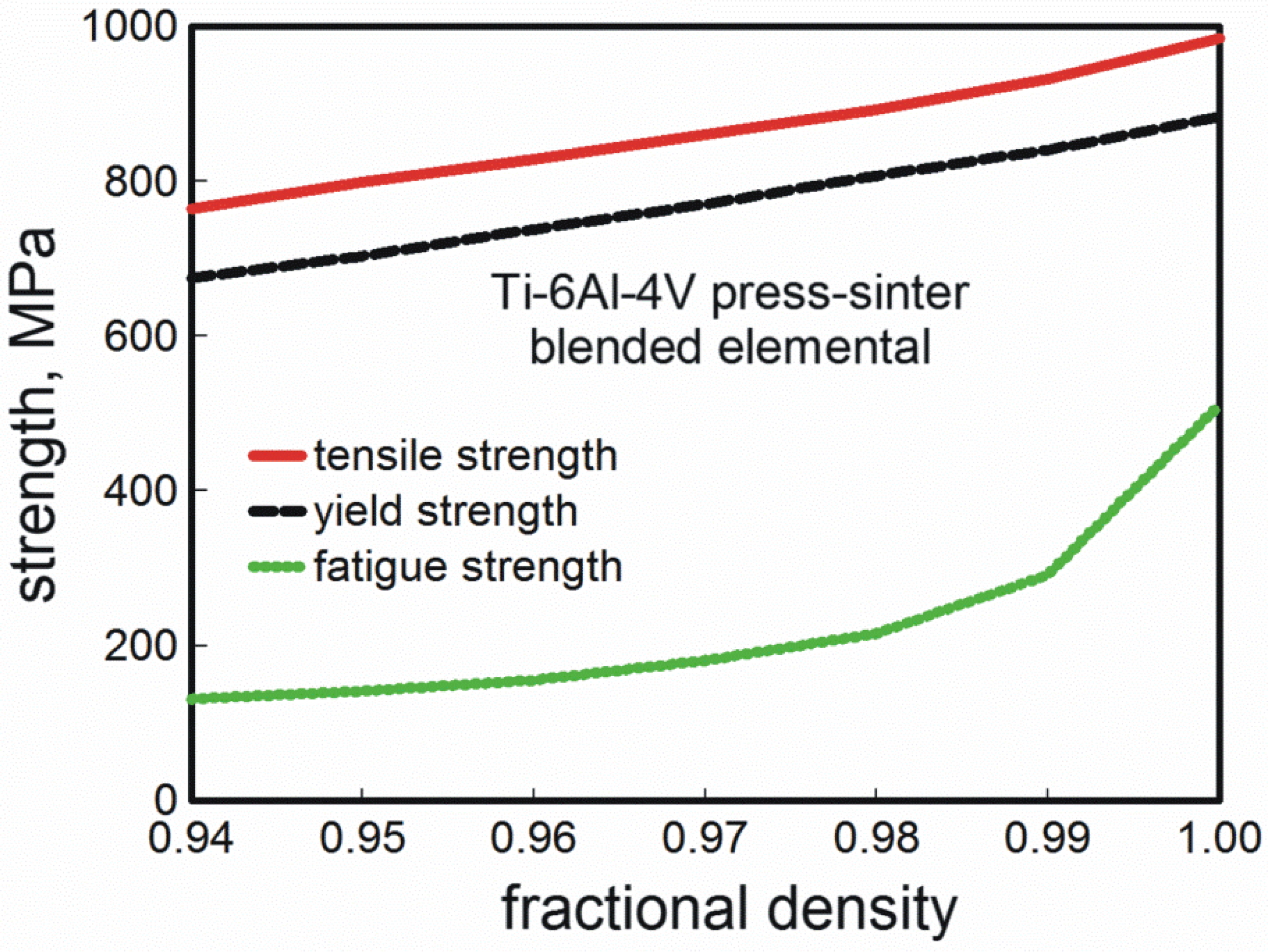
The first point with respect to Ti-MIM is density. Residual pores degrade mechanical properties, so full density is desirable [114]. Further, ductility is sensitive to the test geometry [125]; round bars give a higher ductility. Likewise, surface porosity degrades properties, so some studies employ shot peening to improve fatigue strength by 100 MPa; this is because gas generates large pores in the sintered body, with pore sizes reaching up to 80 µm [124]. Indeed fracture toughness and fatigue strength are mechanical properties most sensitive to residual porosity, more so than tensile strength. As an example, fatigue strength jumps 18% with the elimination of the last 2% porosity by HIP [126]. Containerless hot isostatic pressing is a common means to attain full density after sintering. A classic demonstration for titanium is given in Figure 1 where tensile strength, yield strength, and fatigue strength are plotted for Ti-6Al-4V. Gains are evident with densification; in this plot the yield strength changes 30% as density increases from 94% to 100%, but fatigue strength increases 400%.
Figure 1.
A plot of the mechanical properties for sintered Ti-6Al-4V from mixed powders versus fractional density showing the sensitivity of fatigue behavior as compared to tensile and yield strength.
Figure 1.
A plot of the mechanical properties for sintered Ti-6Al-4V from mixed powders versus fractional density showing the sensitivity of fatigue behavior as compared to tensile and yield strength.
The second point with respect to Ti-MIM is the interstitial content. Interstitial oxygen, carbon, nitrogen, or hydrogen increase yield strength, tensile strength, and hardness, but decrease ductility. For sintered titanium, oxygen is the focus, leading to a sorting of alloy grades based on the oxygen content. Unalloyed commercially pure grade-1 titanium (CP Ti) must have below 1800 ppm oxygen, resulting in a tensile strength of 240 MPa with 24% fracture elongation. At higher oxygen levels, such as for grade-4 titanium, the oxygen ranges to 4000 ppm with tensile strength exceeding 550 MPa, but the ductility declines to 15% elongation. The control of interstitials is the largest difficulty with sintered titanium. This is because the impurities are soluble at the sintering temperature and there are no effective reducing agents. Thus contamination arriving with the powder is increased by furnace and substrate sources. Since oxygen is a major concern it is common to denote an oxygen equivalent impurity level, where each impurity is assigned a weighting factor with respect to property changes when compared to oxygen. Strength increases linearly with the oxygen equivalent [126].
The third point with respect to Ti-MIM is alloying. The compositions are copies of wrought alloys. Several alternative compositions exist, but for Ti-MIM the focus is on three alloys CP Ti, Ti-6Al-4V, and Ti-6Al-7Nb. By far, the most common alloy is Ti-6Al-4V. When taken to full density with less than 2000 ppm oxygen this alloy delivers tensile strength between 710 and 850 MPa with 12% elongation. Alloying with boron is advocated to control microstructure during sintering [122], but this is now outside the composition “equivalent” window and must be newly qualified for each application.
The sintered tensile strength varies with both the powder choice and processing details and generally is below the equivalent wrought level of 950 MPa and 14% elongation. This reflects a coarse grained microstructure concomitant with the time-temperature combinations required for sintering. Although a few alloys have been developed just for Ti-MIM to compensate for the processing sensitivities, as yet they have been put into production.
A final factor is the microstructure, pivoting on the grain size and mixture of phases after sintering. Microstructure coarsening during sintering tends to slightly reduce yield strength compared to wrought titanium. Accordingly, one option is to sinter to the closed-pore condition and rely on lower temperature hot isostatic pressing for final densification. This proves successful. When Ti-MIM performed with attention to the factors of powder, interstitial, density, alloying, and microstructure, the mechanical properties approach that attained in annealed wrought material, reaching about 975 MPa tensile strength and 14% elongation to fracture Unfortunately, without alloying and without optimal starting powder the optimized properties are lower at 483 MPa and 23% [138].The balance of this paper reviews the scientific steps needed to accomplish this success.
3. Ti-MIM Processing Optimization
The processing science for titanium traces to the early availability of titanium in a powder form. The first reports in the 1950s relied on spark sintering by Lenel [144]. This was followed by hot isostatic pressing [145]. The hot isostatic pressing (HIP) used inert handling to deliver low interstitial levels for high performance aerospace applications. Spherical, high purity and rather large rotating electrode powders played an important role, although now plasma atomized and even hydride-dehydride powders are widely used. Other efforts relied on lower cost powders, such as sponge fines and blended elemental powders, in die compaction. The progress was documented by the 1980 conference proceedings [146]. The HIP Ti-6Al-4V product delivered a tensile strength of 975 MPa with 14% elongation, similar to wrought material. Post-consolidation heat treatments enabled strength-ductility manipulations ranging up to an 1130 MPa tensile strength with 9% elongation. Without HIP full density was not attained so the properties were lower. In the best case, sintered titanium reached 920 MPa with 11% elongation at 98% density for Ti-6Al-4V. However, the fatigue and fracture toughness were typically lower than the comparable wrought product. When subjected to shot peening, fatigue strength is about 410 MPa, but when subjected to HIP and shot peening it is closer to 485 MPa [126].
Using the early base from press-sinter titanium sintering, Ti-MIM was demonstrated in 1988 [2]. Early reports showed an impressive 1000 MPa tensile strength, but just 2% elongation. On this basis, early Ti-MIM reached production status for decorative applications as early as 1991. The most notable application was in running shoe spikes; Leroy Burrell posted 100 m dash time of 9.88 s using ASICS shoes with low ductility but high strength Ti-MIM spikes. Dental orthodontic bracket efforts started soon after and some of the trials included surgical tools, automotive shifter knobs, toy components including model railroad train wheels, and eyeglass frames.
Subsequently, scientific study refined processing with a primary focus on oxygen with a target of improved as-sintered ductility and corrosion resistance. Several detailed studies emerged disclosing the processing cycles required for titanium and its alloys, as reviewed in recent papers [114,115,116,117,118,119,120,121,122,123,124,125,126,127,128,129,130,131,132,133,134,135,136,137,138,139,140,141,142,143]. Along the way, in spite of many industry skeptics, Ti-MIM reached production status for several mechanical components. Several of these are shown in earlier design guides [98,103,125,136,139] and are not being repeated. One of the impressive Ti-MIM components is the tripod base shown in Figure 2.
Figure 2.
An example of a Ti-MIM component, in this case a tripod base.

Most recently Ti-MIM has penetrated life critical applications in dental, aerospace, medical, and chemical devices [115,116,120,121,122,123,124,125,126,127,128,129,134,135,140,141,142,143]. Based on success at research institutions, the high quality Ti-MIM process has been put into production with variants by several firms.
To achieve this status, Ti-MIM was a favorite research topic in the research community, in part because of the process sensitivity to so many factors. According, much effort is occurring to selectively piece together the best solutions. For example, El-Kadiri et al. [79] disclosed new titanium alloys using lower cost powder targeted at automotive applications. This work relied on −45 µm 99.8% pure sponge Ti powder alloyed using admixed Zr and Fe to form a liquid phase sintering system. A composition with 7.5% Fe and 5.0% Zr, sintered 1275 °C for 1 h gave 99% density with a high tensile strength but low ductility.
One study demonstrated a cold isostatic pressing step between debinding and sintering was favorable [113] while another found a polyacetal binder could be debound and sintered in a single step [72]. Miura et al. [31] produced Ti-6Al-7Nb using spherical gas atomized −325 mesh (−45 μm) Ti powder (0.008% C and 0.140% O) mixed with prealloyed Al-Nb, elemental Al and Nb, and Nb with prealloyed Ti-Al. For optimal properties, the powders were premixed, and then feedstock was mixed at 173 °C for 2.5 h to give 65 vol % solids loading. After molding, the wax phase was removed via heptane immersion for 6 h, followed by vacuum sweep-gas treatment at 430 °C. Sintering densification was at 1350 °C for 4 h. The sintered density was higher using prealloyed powders, exceeding 97% fractional density, with a tensile strength of 830 MPa and 11% elongation with 0.31% oxygen.
A wide range of issues are ahead in Ti-MIM. Use of mixed atomized and hydride-milled-dehydride (HDH) powders provides a means to control rheology and cost. Binder design needs to balance powder wetting, rheology, green strength, debinding, and contamination concerns. Mixing of the powder and binder at low temperatures prevents oxidation, and mixing under inert gas is generally most beneficial. Solvent debinding, including water and ethanol as solvents, opens the pore structure with minimized contamination. There is contamination from the backbone binders during the last portion of vacuum sweep-gas debinding. Accordingly, experimentation is required to isolate the optimal backbone polymer chemistry and concentration for minimized contamination.
The rheology of highly loaded suspensions depends on the particle size distribution. A broad size distribution is most desirable. However, oxygen concerns lead to removal of the smaller particles, giving a narrow and relatively coarse particle size distribution for titanium. These Ti-MIM feedstocks are different when compared to more traditional systems. The binder tends to be weaker and lower in molecular weight to ease mixing and debinding, but this leads to more molding defects and more required care in green component handling. The powder-binder interface adhesion needs to be improved to reduce separation in molding, a common difficulty with larger particle sizes and low viscosity binders. Efforts with stronger polymers, such as polystyrene, result in increased contamination, so simple wax-like polymers remain the most successful in spite of the low strength and tendency toward separation.
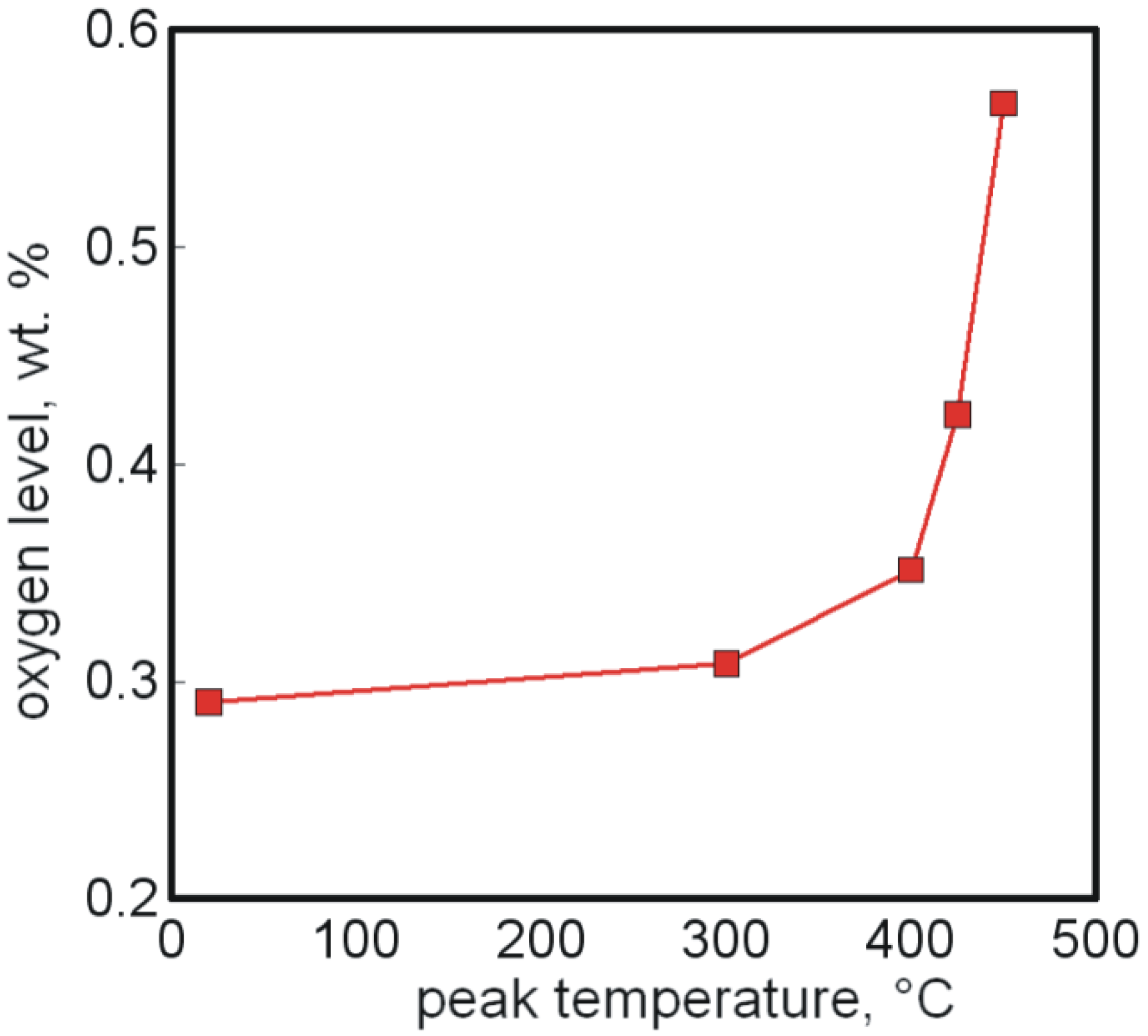
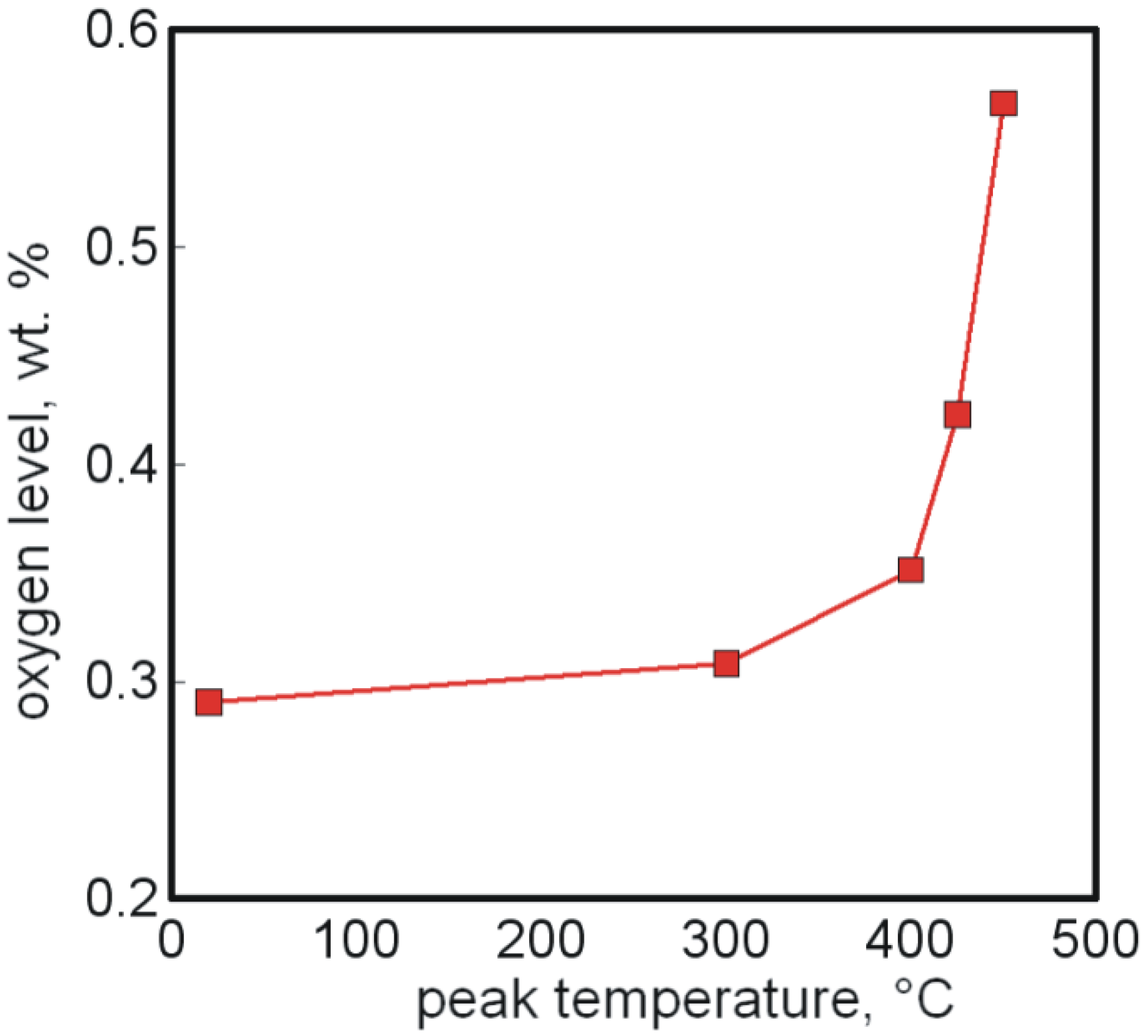
Debinding is a sensitive aspect of Ti-MIM and requires two steps; solvent immersion followed by thermal pyrolysis under vacuum using the sweep-gas concept. The peak temperature, hold time, and other parameters are determined using analytical tools, including mass spectroscopy or similar in situ monitors. A good example of the increased oxygen uptake with debinding temperature is shown above in Figure 3 for titanium powder held at various temperatures [136]. Some of the oxygen contamination traces to impurities such as titania (used to catalyze polymerization) carried in by the backbone polymer. Likewise, carbon pick up is common during debinding. In one variant, heating is accelerated during debinding to induce reactions between the titanium and carbon to give TiC, and graphite can be mixed into the feedstock to further enhance titanium carbide formation [64]. This produces a cermet of hard titanium carbides dispersed in a titanium matrix. The composite exhibits high tensile strength, hardness, and wear resistance.
Figure 3.
Oxygen content versus debinding temperature for titanium powder [136].
Figure 3.
Oxygen content versus debinding temperature for titanium powder [136].
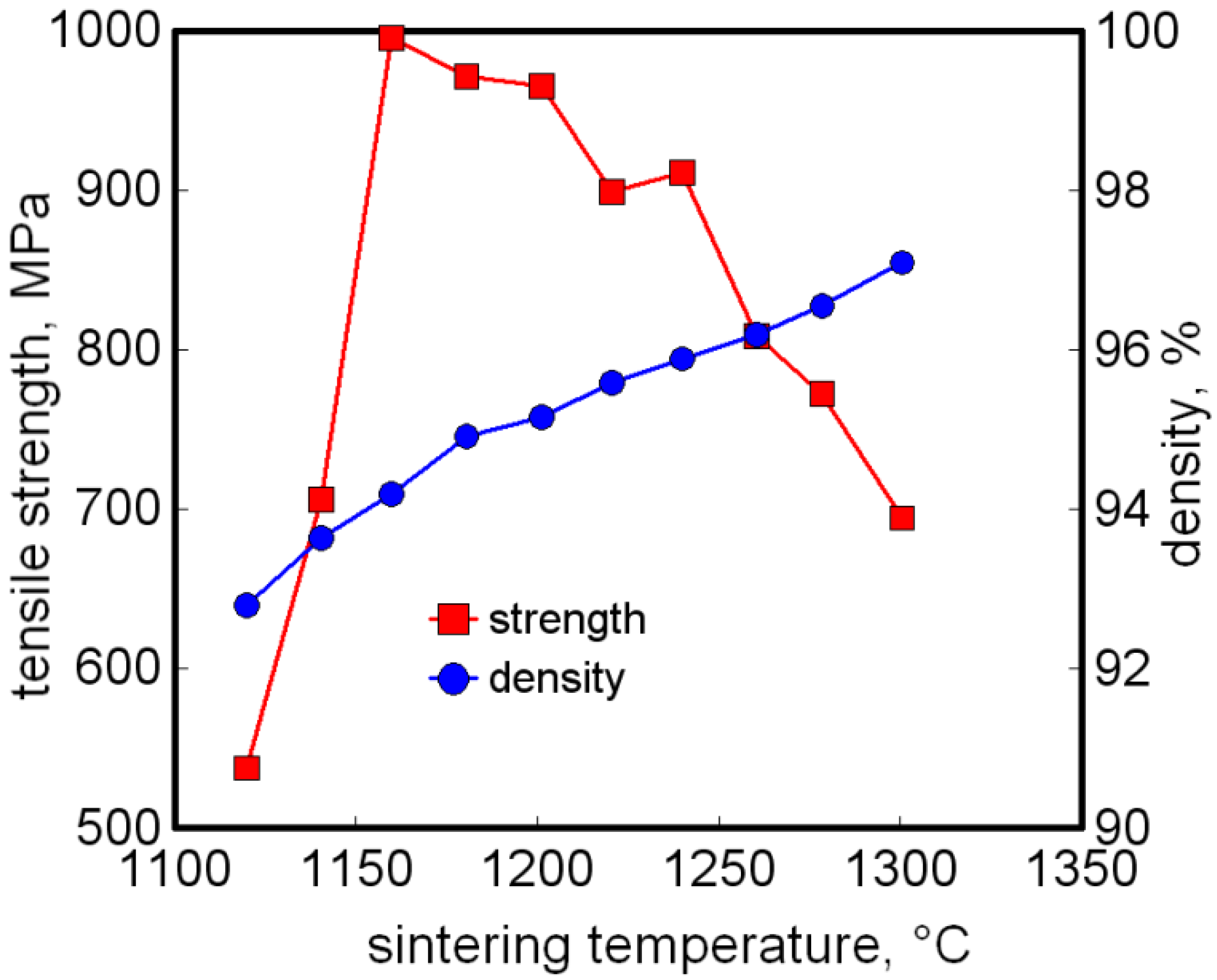
The protocol is to isolate a sintering cycle that takes the titanium component to a closed pore condition at about 95% density. Curiously, too high a sintering temperature does damage, with loss of sintered strength due to either gas reactions or microstructure coarsening. This is evident in Figure 4 for Ti-12Mo sintered for 5 h at various temperatures [64]. Subsequently, the component is densified using hot isostatic pressing. The difficult balance between densification in sintering, grain coarsening, gas generation, and contamination is without mathematical analysis, so most trial and error sintering cycles are not optimized.
Figure 4.
Sintered density and tensile strength for Ti-12Mo versus the sintering temperature [64].
Figure 4.
Sintered density and tensile strength for Ti-12Mo versus the sintering temperature [64].

Now the research turns to Ti-MIM materials for demanding applications and the progress is traced in several recent papers [114,115,116,117,118,119,124,125,128,129,130,131,132,133,134,135,136,137,138,139,140,141,142,143]. Much of this effort is focused on final properties, especially fatigue, as well as oxidation, corrosion, and various biocompatibility attributes. Mechanical properties at elevated temperatures are still largely missing. As case studies emerge to show successful designs, the field will grow toward more widespread acceptance.
But, as research turns to production with mechanical properties rivaling handbook values, the universities efforts are ending. Instead the production facilities are looking to lower cost while qualifying new components, especially in the value-added biomedical and aerospace applications. The early successes help convince designers to use MIM. As a metal, titanium constitutes the largest value in aircrafts (outside the turbine) and second largest value in biomedical. Thus, the challenge is not in developing markets, but in qualifying the Ti-MIM approach.
From these successes, a baseline Ti-MIM process is extracted as given in Table 1. This gives examples of best practices for each of the steps. Variants exist, but this reflects the best current Ti-MIM technology. Changes in the powder or binder result in differences in mixing, impurities, sintering, and other steps. Hence, this is a demonstration of what should work, but is not comprehensive with respect to the many options.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steps | Key principle | Specific time, temperature, and such |
|---|---|---|
| powder | deagglomerated spheres | gas or plasma atomized |
| typically −325 mesh | 30 to 60 μm median particle size | |
| high tap density | 60% to 62% of pycnometer density | |
| low initial oxygen level | 0.15 wt % maximum | |
| low initial carbon level | 0.04 wt % maximum | |
| binder | majority low molecular polymer | 65% to 75% paraffin wax or polyethylene glycol |
| higher molecular weight backbone | 15% to 25% polypropylene or ethylene vinyl acetate | |
| surfactant, lubricant, plasticizer | 5% stearic acid | |
| mixing | mixing under protective conditions | vacuum or argon cover gas |
| room temperature dry mix all ingredients | at 65 vol % solids loading | |
| heated, high shear mixing | vacuum mix, 30 min at 120 to 185 °C | |
| temperature and solids loading target viscosity | at 500 s−1 of 150 to 250 Pa·s | |
| molding | controlled nozzle temperature | 120 to 180 °C |
| slightly heated mold | 30 °C | |
| injection temperature | 160 °C | |
| injection pressure | 30 MPa | |
| green strength | 10 MPa | |
| debinding | first stage solvent immersion | 60 °C; water for polyethylene glycol, heptane for paraffin wax |
| solvent penetration rate | 2 mm/h | |
| second stage thermal debinding | slow heatargon sweep gas in vacuum | |
| vacuum final step debinding | heat slowly to 450 °C, hold 1 h | |
| presinter heating for strength | hold near 900 °C for 1 h, vacuum | |
| sintering | high temperature sintering | vacuum, refractory metal furnace |
| support or substrate materials | yttria or zirconia trays | |
| peak temperature and time | 1250 °C for 120 to 180 min | |
| sintered density | 95% of theoretical, closed pore condition | |
| densification | hot isostatic pressing | argon without container |
| consolidation conditions | 900 °C, 100 MPa, 60 min | |
| properties | final density and grain size | 99.5% to 100% |
| grain size | 40 to 100 µm | |
| microstructure | mixed alpha and beta,10 µm platelets | |
| final impurity level | 0.20% to 0.22% oxygen, 0.04% carbon | |
| tensile strength | tensile strength 900 MPa | |
| tensile elongation | 12% | |
| fatigue endurance limit | up to 500 MPa |
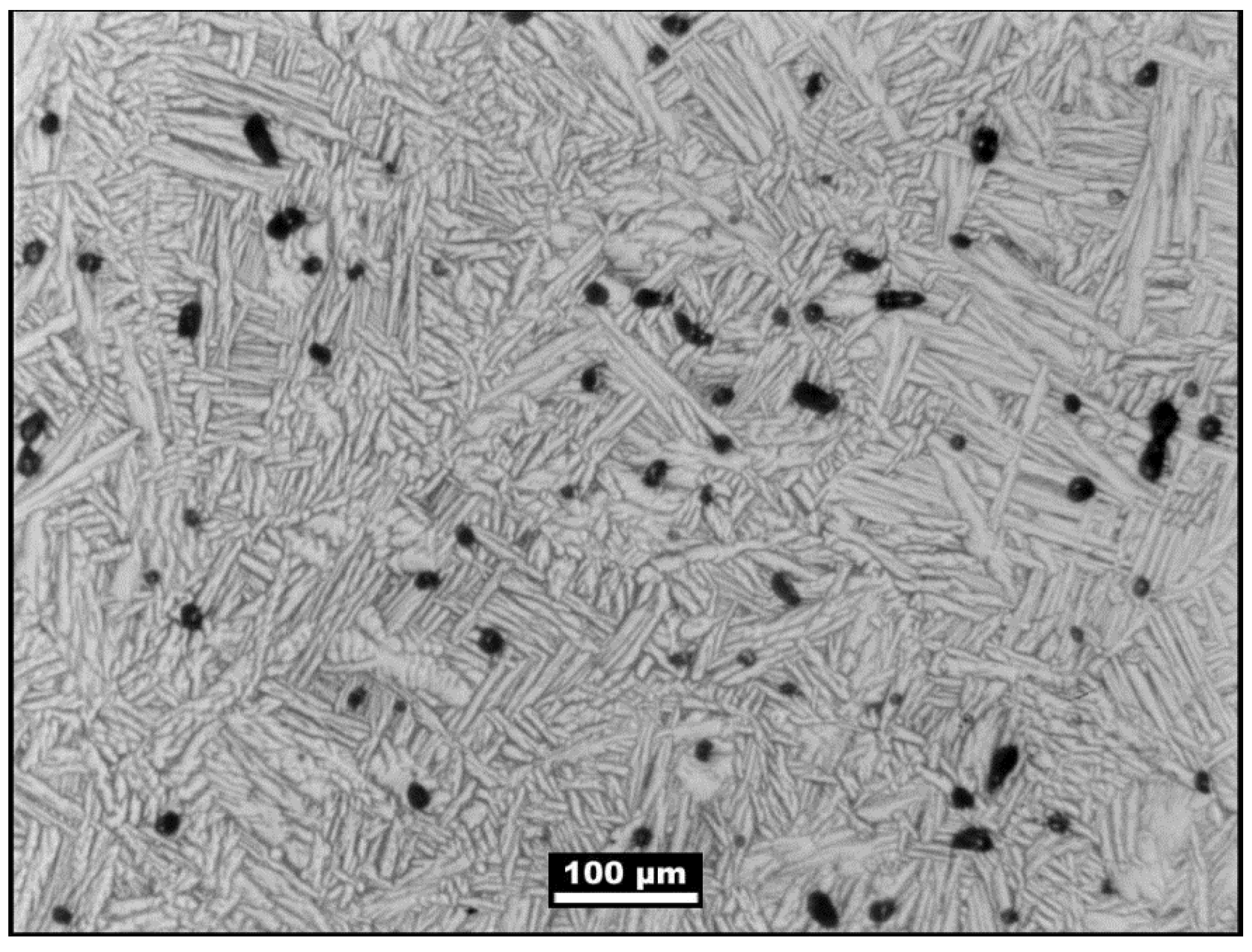
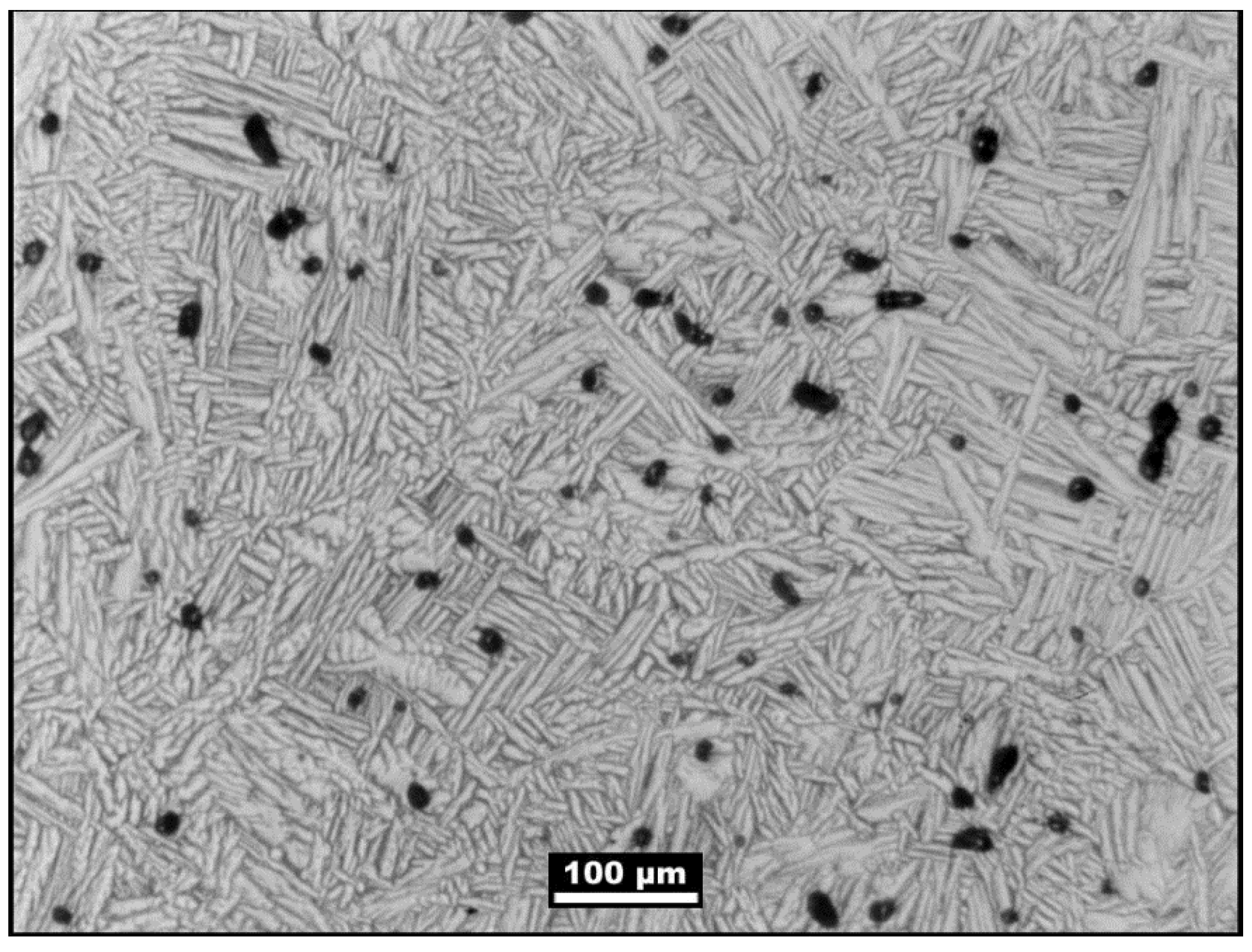
The need for the post-sintering HIP treatment is evident by the sintered microstructure shown in Figure 5. In this figure the black spots are pores that remain after sintering. Note the large grain size, indicative of considerable coarsening prior to full densification. In this case the sintering temperature resulted in a mixture of two phases, giving a desirable lamellar structure. The grains are over 100 µm in size, the pores are about 10 to 15 µm in diameter, and the lamellar plates are about 5 to 10 µm. Because of the porosity and coarse microstructure, the mechanical properties are typically the same as for cast material.
After the HIP treatment the grain size is similar, but the pores are absent and no artifact of the powder process remains.
Figure 5.
Microstructure for Ti-6Al-4V produced by Ti-MIM prior to hot isostatic pressing.
4. Powder Options
Efforts to lower powder cost have not been fruitful. The different products identified earlier—decorative, mechanical, and life critical—inherently involve different price structures for the more stringent powder attributes. Demanding applications require control over the impurities in the powder. This is because the final product oxygen is higher than the starting powder level. To avoid contamination, the decision is to use a larger particle size as a means to reduce surface area for oxygen contamination. Several powder suppliers produce powders with low interstitial levels at prices priced in the $110 to $220 per kg range, depending on quantity, interstitial level, alloy, and particle size. This is competitive with gas atomized cobalt-chromium MIM powder selling at $160 per kg. On a volume basis, titanium is lower in cost (density of 8.4 g/cm3 for cobalt-chromium versus 4.5 g/cm3 for Ti-6Al-4V). Titanium should displace other metals in biomedical MIM applications, except for stainless steels.
The powder offerings for Ti-MIM fall in the following categories; sponge fines, gas atomization, centrifugal atomization (rotating electrode), plasma atomization, hydride-milled-dehydride (HDH), mechanically spheroidized variants, and novel routes such as electrochemical, calcium reduction, and ultrasonic chemical reduction. Much attention is given to the progress in this area, but generally all routes are finding it difficult to ramp production to meaningful quantities of powder to impact availability issues.
As introduced already, Ti-MIM requires specific powder characteristics:
- Particle size distribution (quantified by the median particle size);
- Particle shape (quantified by the tap density);
- Interstitial level (quantified by oxygen and carbon levels).
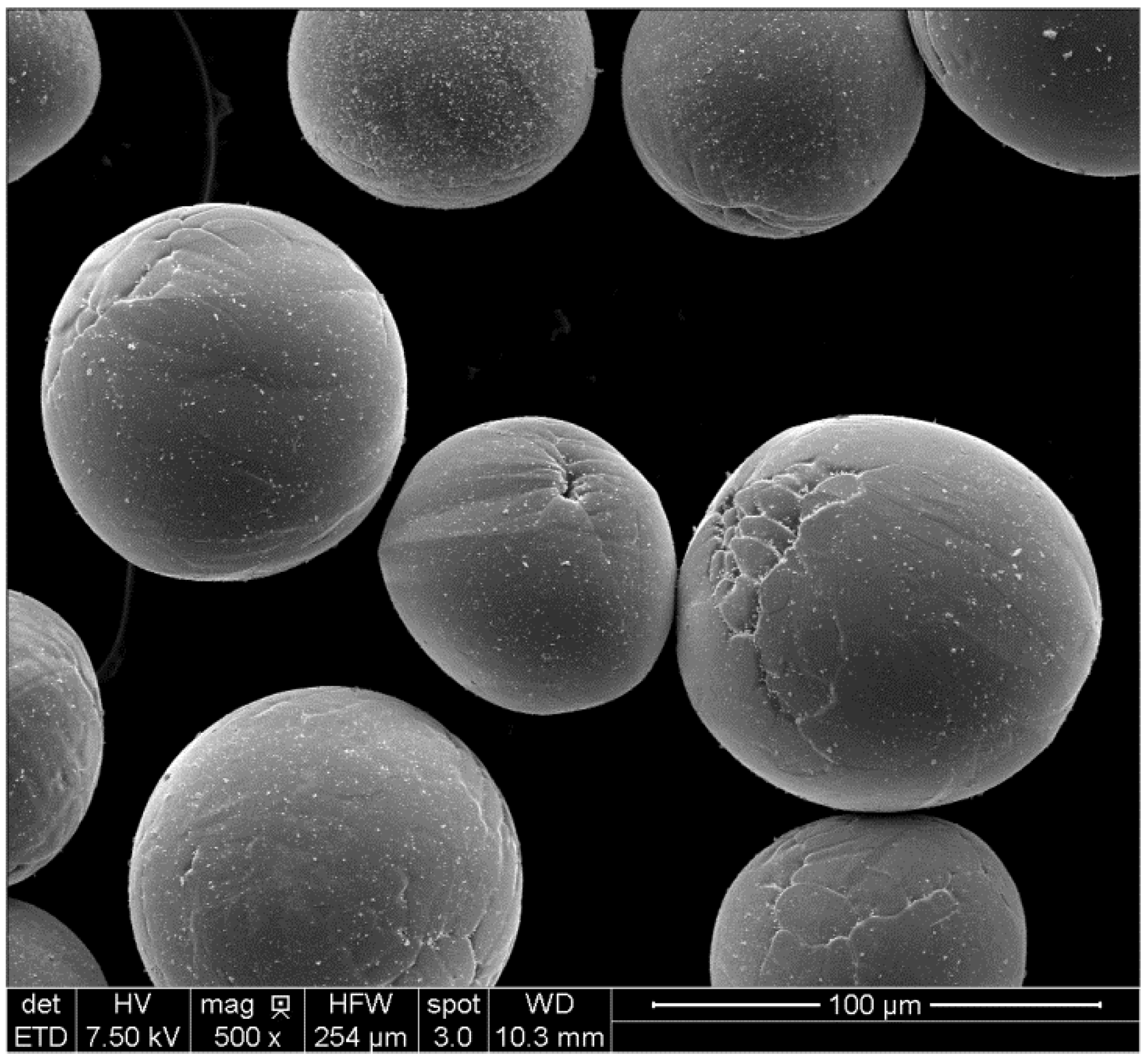
In addition, not often discussed, there is a requirement for deagglomerated, pore-free powders. Thus, particles without entrapped gas pockets are required, what are termed dense discrete particles. The typical grades used in injection molding are spherical, below 45 µm, and alloyed (Ti-6Al-4V). Figure 6 shows one recent offering, a nearly spherical particle generated by a mixture of hydride-dehydride and plasma atomization. It only suffers from some solidification voids and some inclusions.
Figure 6.
Titanium spherical powder formed using plasma atomization of a hydride-milled-dehydride (HDH) powder.
Figure 6.
Titanium spherical powder formed using plasma atomization of a hydride-milled-dehydride (HDH) powder.
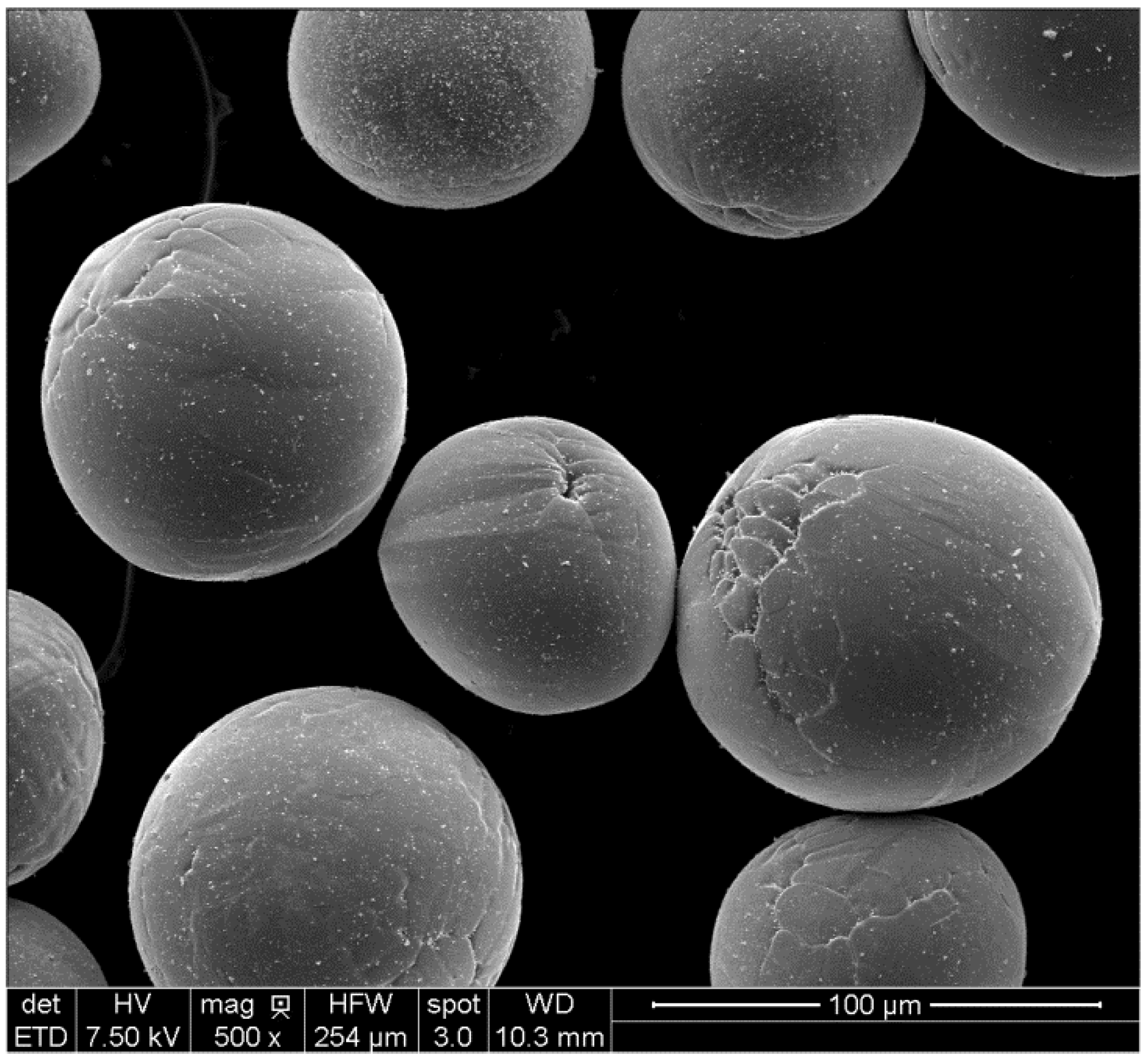
Other powders are angular (such as hydride-dehydride) with mechanical treatments to improve packing and flow. Because of difficulty in removing oxygen and carbon, it is necessary to start with impurity levels below the final requirements. Generally, Ti-MIM processing adds from 0.02% to 0.1% interstitials. Final oxygen levels depend on the starting level (powder purity) and change encountered in each PIM step. In some studies, the change in oxygen and carbon from the initial powder to the final product was in excess of 0.15 wt % oxygen and 0.10 wt % carbon. Thus, starting with 0.2 wt % oxygen in the powder gives, with good practices a final oxygen content in the sintered product near 0.3 wt %. Lower levels might be attained by calcium purification of the sintering atmosphere, but this is not documented in any controlled experiments. For a watch case, there is less concern over oxygen, and indeed the higher hardness from an intermediate interstitial content improves wear resistance. On the other hand, medical implant applications clearly demarcate low oxygen and carbon levels; the lowest levels are not attainable via Ti-MIM yet. At least 15 efforts to form low-cost, high purity titanium powders are underway, with names of FCC Cambridge, BHP Billiton, Armstrong, CSIR, and TiRo (CSIRO), but to date significant difficulties arose in scaling to even pilot production, so the Ti-MIM community relies on the standard current powders. Some of the powder offerings for Ti-MIM are summarized in Table 2, giving the typical key powder attributes from the common processes, realizing that over 40 firms are producing powders. Thus, variation is expected between vendors for what is nominally the same composition.
To adjust rheology, HDH powders are mixed with gas atomized powders. The angular HDH powder adds interparticle friction to resist distortion in debinding. Solids loadings up to 72 vol % have been realized when small HDH powders are mixed with larger spherical gas atomized powders. Unfortunately, the HDH powders are higher in impurities, resulting in an increase in final oxygen level as HDH is added to the feedstock. Efforts to balance cost versus impurity level include formulation of mixed powders ranging from 100% HDH to 100% gas atomized. In experiments using gas atomized powder with 0.16 wt % oxygen and HDH powder with 0.23 wt % oxygen, after sintering the material derived from pure gas atomized powder produced 550 MPa tensile strength with 23% elongation, while the pure HDH powder resulted in 710 MPa tensile strength and 8% elongation.
| Powder type | Median size, µm | Tap density, % of pycnometer | Oxygen, wt % | Carbon, wt % |
|---|---|---|---|---|
| sponge fines | 38 | 48 | 0.35 | 0.05 |
| hydride-dehydride | 38 | 38 | 0.25 | 0.04 |
| titanium hydride | 35 | 40 | 0.20 | 0.02 |
| reactive | 30 | 47 | 0.30 | 0.10 |
| gas atomized | 32 | 60 | 0.15 | 0.03 |
| plasma atomized | 60 | 62 | 0.15 | 0.04 |
| rotating electrode | 130 | 72 | 0.15 | 0.02 |
To minimize impurities, powder selection favors a large particle size with less surface area to limit reactions. For example, Chen et al. [102] examined different particle sizes of HDH powder using a wax-polymer binder and two-step (solvent and thermal) debinding, followed by vacuum sintering at 1350 °C for 90 min. The smaller particle size required a higher molding pressure, gave slower debinding, and resulted in a higher sintered density. The impurity level after sintering was high. The penalty with a larger powder is less dimensional precision, slower sintering densification, and a rough sintered surface.
A typical compromise for titanium powder is to use −325 mesh (below 45 µm), spherical or tumbled powder customized to give a high tap density. The starting oxygen level is below 0.20 wt % and the carbon level is below 0.05 wt %. One trick is to use hydride powders, where the hydrogen liberated during sintering helps remove volatile impurities, especially those arising from the sintering atmosphere.
Prices for MIM grade titanium powders are highly variable with particle shape, purity, and alloying, and in some special cases reach to $600 per kg. The highest cost corresponds to spherical, prealloyed powder at the lowest interstitial level. The lower cost is from recycle powders, generated by hydriding, milling, and vacuum dehydriding, but starting impurities are high. Titanium powders do not react with oxygen during short duration exposures at room temperature. Once titanium powder ignites the reaction propagates with near-explosive speed reaching up to 100 MPa/s pressure rise. First oxidation occurs near 400 °C, comparable to the peak temperature encountered during debinding burnout. If a powder is sparked, then a fire or explosion is possible. Although not measured, it is anticipated titanium MIM powders will behave similar to aluminum and zirconium powders and will explode when dispersed at concentrations greater than 40 g/m3 so this is probably an applicable limit for handling powders in Ti-MIM. The greatest danger is during discharge from mixers, storage containers, or milling devices.
5. Components Design Factors
Titanium metal powder injection molding is advancing, but is restricted to about 5% of the metal powder injection molding industry. Many components are formed using Ti-MIM and a few feedstock companies are providing precompounded feedstock.
Even so, the market for Ti-MIM is small and dwarfed by the success of stainless steels by injection molding, especially for cellular telephone and computer applications. Unfortunately the application data for Ti-MIM is poorly organized and some of the trade associations ignore the activities by about 10% of the industry to develop the practice. Since titanium is significantly higher priced versus stainless steel, the 10,000 kg of titanium powder used each year for metal injection molding produces substantial sales. This is because the typical Ti-MIM component sells for $8 each with an average mass of 10 g. In other words, Ti-MIM is probably about $10 million in component sales globally. Some of the early Ti-MIM shapes are shown in Figure 7.
Figure 7.
Example Ti-MIM shapes produced by Element 22 GmbH (Kiel, Germany).

As noted above, a variety of products have been demonstrated using Ti-MIM. The more demanding applications require hot isostatic pressing to ensure full density, which adds to the expense. This is on top of an already high powder cost and cost for contamination control during processing. Unfortunately, the cost advantage is missing for some of the larger scale applications, such as cellular telephone components. Thus, as powder costs decrease there is ample opportunity for expanded applications. So the challenge is to qualify the MIM approach.
The median for MIM production tends toward 10 g and 25 mm maximum size while Ti-MIM is best suited to smaller components [107]. Costs drive Ti-MIM toward low mass components.
There are few reports on Ti-MIM tolerances, but in general the tolerance capabilities are not up to par with other MIM technologies. Whittaker [41] reports a case with gas atomized powder, wax-polymer binder, solvent debinding, and vacuum sintered at 1250 °C for 2 h with a coefficient of variation (standard deviation divided by mean size) of 0.1%. Other reports with less detail on processing claim coefficients of size variation ranging from 0.08% to 0.65% and mass variations from 0.5% to over 1%. Without more details, it would appear Ti-MIM is potentially closing in on the dimensional tolerance capabilities of other MIM approaches, but the sintered surface finish is rougher because of the larger particle size.
6. Conclusions
There is nothing routine about Ti-MIM. The field is being advanced by several universities and several powder vendors. The binders for Ti-MIM emphasize lower melting ingredients that are easily extracted in solvents such as water or ethanol. Debinding by first stage solvent immersion reduces contamination. All reports show contamination increasing from powder to product, so the strategy is to start with clean powder and optimize each step in sequence to minimize the contamination increase. Certain binder ingredients seem to add more to the impurity burden, as do different thermal cycles, atmospheres, substrates, peak temperatures, and other variables. The Ti-MIM technology is well-developed and there are several powder vendors supporting the technology. Costs and applications are being rationalized to justify the need for quality powder.
Acknowledgments
Considerable help was provided by individuals participating in the Ti-MIM field. Special assistance came from Timothy Young and Wei Li of San Diego State University. In addition, the author is thankful for help from several individuals involved in the field including three anonymous reviewers. Several people provided data and comments, including Satya Banerjee, Eric Baril, Phil Booker, Jochen Eischstaedt, Emma Gill, Ozkan Gulsoy, Philipp Imgrund, Benoit Julein, Steffen Krug, Young-Sam Kwon, Hideshi Miura, Ashley Nichols, Seong Jin Park, Ron Peterson, Nick Williams, Wendelin Winkelmueller, and Yunxin Wu.
Conflicts of Interest
The author declares no conflict of interest.
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys, Fundamentals and Applications; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Kaneko, Y.; Ameyama, K.; Saito, K.; Iwasaki, H.; Tokizane, M. Injection molding of titanium powder. J. Jpn. Soc. Powder Powder Metall. 1988, 35, 646–650. [Google Scholar] [CrossRef]
- Ameyama, K.; Kaneko, Y.; Iwasaki, H.; Tokizane, M. Injection molding of titanium powders. In Advances in Powder Metallurgy; MPIF: Princeton, NJ, USA, 1989; Volume 3, pp. 121–126. [Google Scholar]
- Kaneko, Y.; Ameyama, K.; Sakaguchi, S. Application of injection molding to Ti-5 wt % Co and Ti-wt % Al-4 wt % V mixed powders. J. Jpn. Soc. Powder Powder Metall. 1990, 37, 591–596. [Google Scholar]
- Kato, K.; Nozaki, Y.; Matsumoto, A. Properties of sintered TiAl by injection molding. J. Jpn. Soc. Powder Powder Metall. 1992, 39, 875–878. [Google Scholar] [CrossRef]
- Kyogoku, H.; Toda, T.; Shinohara, K. Sintering behavior of titanium compacts with the addition of TiH powder by using injection moldings. J. Jpn. Soc. Powder Powder Metall. 1993, 40, 439–443. [Google Scholar] [CrossRef]
- Kyogoku, H.; Komatsu, S.; Shinohara, K.; Jinushi, H.; Toda, T. Microstructures and mechanical properties of sintered Ti-4% Fe alloy compacts by injection moldings. J. Jpn. Soc. Powder Powder Metall. 1994, 41, 1075–1079. [Google Scholar] [CrossRef]
- Petzoldt, F.; Eifert, H.; Hartwig, T.; Veltl, G. Binder design and process control for high performance MIM materials. In Advances in Powder Metallurgy and Particulate Materials; MPIF: Princeton, NJ, USA, 1995; Volume 6, pp. 3–13. [Google Scholar]
- Kusaka, K.; Kohno, T.; Kondo, T.; Horata, A. Tensile behavior of sintered titanium by MIM process. J. Jpn. Soc. Powder Powder Metall. 1995, 42, 383–387. [Google Scholar]
- Kyogoku, H.; Komatsu, S.; Tsuchitori, I.; Toda, T. Tensile properties of sintered Ti-4% Fe alloy compacts by injection moldings. J. Jpn Soc. Powder Powder Metall. 1995, 42, 1052–1056. [Google Scholar] [CrossRef]
- Kusaka, K.; Kono, T.; Horata, A.; Kondo, T. Tensile behavior of sintered Ti and Ti-6Al-4V alloy by MIM process. In Advances in Powder Metallurgy and Particulate Materials-1996; MPIF: Princeton, NJ, USA, 1996; Volume 19, pp. 127–131. [Google Scholar]
- Deguchi, T.; Ito, M.; Obasta, A.; Koh, Y.; Yamagishi, T.; Oshida, Y. Trial production of titanium orthodontic brackets fabricated by metal injection molding (MIM) with sinterings. J. Dental Res. 1996, 75, 1491–1496. [Google Scholar] [CrossRef]
- German, R.M.; Iacocca, R.G. Powder metallurgy processing. In Physical Metallurgy and Processing of Intermetallic Compound; Stoloff, N.S., Sikka, V.K., Eds.; Chapman and Hall: New York, NY, USA, 1996; pp. 605–654. [Google Scholar]
- Kato, K.; Matsumoto, A.; Ieki, T. Tensile properties at high temperature of sintered TiAl compacts by injection molding. J. Jpn. Soc. Powder Powder Metall. 1997, 44, 1029–1034. [Google Scholar]
- Kono, T.; Horata, A.; Kondo, T. Development of titanium and titanium alloy by metal injection molding process. J. Jpn. Soc. Powder Powder Metall. 1997, 44, 985–992. [Google Scholar] [CrossRef]
- Wohlfromm, H.; Blomacher, M.; Weinand, D.; Langer, E.; Schwarz, M. Novel materials in metal injection moulding. In Powder Injection Moulding, Proceedings of the First European Symposium on Powder Injection Moulding; European Powder Metallurgy Association: Shrewsbury, UK, 1997; pp. 54–61. [Google Scholar]
- Ieki, T.; Katoh, K.; Matsumoto, A.; Masui, T.; Andoh, K. Tensile properties of sintered Ti compacts by metal injection molding process. J. Jpn. Soc. Powder Powder Metall. 1997, 44, 448–452. [Google Scholar] [CrossRef]
- Wohlfromm, H.; Blomacher, M.; Weinand, D. Metal injection molding of titanium and TiAl6V4. In Powder Injection Molding Technologies; German, R.M., Wiesner, H., Cornwall, R.G., Eds.; Innovative Material Solutions: State College, PA, USA, 1998; pp. 339–348. [Google Scholar]
- Kim, Y.; Kim, N.J.; Yoon, T.; Ahn, S. Powder injection molding of Ti-48Al. In Proceedings 1998 PM World Congress, [CD]. Granada, Spain, 18–22 October 1998; European Powder Metallurgy Association: Shrewsbury, UK, 1998. [Google Scholar]
- Eifert, H.; Hartwig, T. State of the art in powder injection molding of titanium. In Advances in Powder Metallurgy and Particulate Materials-1998; MPIF: Princeton, NJ, USA, 1998; Volume 5, pp. 143–150. [Google Scholar]
- German, R.M. Powder injection molding applications to new materials. In Processing and Fabrication of Advanced Materials IV; Khor, A., Srivatsan, T.S., Moore, J.J., Eds.; Institute of Materials: London, UK, 1998; Volume 2, pp. 1363–1375. [Google Scholar]
- Miura, H.; Yokomizo, T.; Sakaguchi, S.; Tokumoto, K.; Nakahara, K. Development of sintered titanium base hard alloy by metal injection molding. J. Jpn. Soc. Powder Powder Metall. 1998, 45, 892–895. [Google Scholar]
- Ito, S.; Ogasawara, N.; Kusano, Y.; Ishiyama, K. Titanium feedstock for rapid catalytic debinding. In Processing and Fabrication of Advanced Materials IV; Khor, A., Srivatsan, T.S., Moore, J.J., Eds.; Institute of Materials: London, UK, 1998; Volume 2, pp. 1433–1441. [Google Scholar]
- Moyer, K.H.; Jones, W.R.; Loughridge, T.; Rodzen, T. The application of metal injection molded metal parts to satisfy specific mechanical and physical properties. In Advances in Powder Metallurgy and Particulate Materials-1998; MPIF: Princeton, NJ, USA, 1998; Volume 5, pp. 85–91. [Google Scholar]
- Van Gestel, I.R. A new production method for high value parts. In Powder Injection Molding Technologies; German, R.M., Wiesner, H., Cornwall, R.G., Eds.; Innovative Material Solutions: State College, PA, USA, 1998; pp. 33–42. [Google Scholar]
- Nakamura, H.; Shimura, T.; Nakabayashi, K. Process for production of Ti sintered compacts using the injection molding method. J. Jpn. Soc. Powder Powder Metallall. 1999, 46, 870–876. [Google Scholar]
- Kim, Y.; Kim, N.J.; Yoon, T.; Ahn, S. Densification behavior of PIMedTiAl parts. J. Jpn. Soc. Powder Powder Metall. 1999, 46, 882–886. [Google Scholar]
- Wang, H.; Lo, S.H.J.; Barry, J.R. Development of high density (99%+) powder injection molded titanium alloys. P/M Sci. Technol. Briefs 1999, 1, 16–18. [Google Scholar]
- Kato, Y. Effect of sintering temperature on density and tensile properties of titanium compacts by metal injection molding. J. Jpn. Soc. Powder Powder Metall. 1999, 46, 865–869. [Google Scholar]
- Maekawa, K.; Takita, M.; Nomura, H. Effect of MIM process conditions on microstructures and mechanical properties of Ti-6Al-4V compacts. J. Jpn. Soc. Powder Powder Metall. 1999, 46, 1053–1057. [Google Scholar] [CrossRef]
- Miura, H.; Itoh, Y.; Uematsu, T.; Asto, K. Advanced PIM process of Ti-6Al-7Nb for materials for medical applications. In Proceedings of the Workshop on Medical Applications for Microminiature Powder Injection Molding, [CD]. Orlando, FL, USA, 2–5 March 2009; German, R.M., Ed.; MPIF: Princeton, NJ, USA, 2009. [Google Scholar]
- Park, S.J.; Wu, Y.; Heaney, D.F.; Zou, X.; Gai, G.; German, R.M. Rheological and thermal debinding behaviors in titanium powder injection molding. Metall. Mater. Trans. 2009, 40, 215–222. [Google Scholar]
- Baril, E.; Lefebvre, L.P.; Thomas, Y.; Ilinca, F. Foam coated MIM gives new edge to titanium implants. Met. Powder Rep. 2008, 63, 46–55. [Google Scholar] [CrossRef]
- Itoh, Y.; Uematsu, T.; Sato, K.; Miura, H.; Niinomi, M. Fabrication of high strength alpha plus beta type titanium alloy compacts by metal injection molding. J. Jpn. Soc. Powder Powder Metall. 2008, 55, 720–724. [Google Scholar]
- Zhao, L.; Qu, Z.; He, X.; Li, S. Sintering of TiAl injection molding. Chin. J. Rare Met. 2008, 32, 180–184. [Google Scholar]
- Osada, T.; Miura, H.; Itoh, Y.; Fujita, M.; Arimoto, N. Optimization of MIM process for Ti-6Al-7Nb alloy powder. J. Jpn. Soc. Powder Powder Metall. 2008, 55, 726–731. [Google Scholar] [CrossRef]
- Kim, Y.C.; Lee, S.; Ahn, S.; Kim, N.J. Application of metal injection molding process to fabrication of bulk parts of TiAl intermetallic. J. Mater. Sci. 2007, 42, 2048–2053. [Google Scholar]
- Itoh, Y.; Miura, H.; Uematsu, T.; Sato, K.; Niinomi, M. Improvement of the properties of Ti-6Al-7Nb alloy by metal injection molding. In Advances in Powder Metallurgy and Particulate Materials-2007; MPIF: Princeton, NJ, USA, 2007; Volume 4, pp. 81–86. [Google Scholar]
- Zou, X.; Wu, Y.; Gai, G.; Heaney, D.F.; Park, S.J.; German, R.M. The effects of spheroidizing treatment on the particle characteristics and feedstock rheologies of HDH Ti powders. Powder Met. Ind. 2006, 16, 1–6. [Google Scholar]
- Sunada, S.; Kawagishi, M.; Majima, K. Corrosion behavior of pure titanium by MIM process under SSRT conditions. J. Jpn. Soc. Powder Powder Metall. 2007, 54, 322–329. [Google Scholar]
- Whittaker, D. Developments in the powder injection moulding of titanium. Powder Inject. Mould. Int. 2007, 1, 27–32. [Google Scholar]
- Li, Y.; Chou, X.M.; Yu, L. Dehydrogenation debinding process of MIM titanium alloys by TiH2 powder. Powder Metall. 2006, 49, 236–239. [Google Scholar]
- Itoh, Y.; Uematsu, T.; Sato, K.; Miura, H.; Niinomi, M. Microstructural modification for injection molded Ti-6Al-4V alloys by addition of Mo powder. J. Jpn. Soc. Powder Powder Metall. 2006, 53, 750–754. [Google Scholar]
- Wu, Y.; Wang, R.; Kwon, Y.S.; Park, S.J.; German, R.M. Injection molding of HDH titanium powder. Int. J. Powder Metall. 2006, 42, 59–66. [Google Scholar]
- Uematsu, T.; Itoh, Y.; Sato, K.; Miura, H. Effects of substrate for sintering on the mechanical properties of injection molded Ti-6Al-4V alloy. J. Jpn. Soc. Powder Powder Metall. 2006, 53, 755–759. [Google Scholar] [CrossRef]
- Miura, H.; Takemasu, T.; Kuwano, Y.; Itoh, Y.; Sato, K. Sintering behavior and mechanical properties of injection molded Ti-6Al-4V alloys. J. Jpn. Soc. Powder Powder Metall. 2006, 53, 815–820. [Google Scholar]
- Weil, K.S.; Nyberg, E.; Simmons, K. A new binder for powder injection molding titanium and other reactive metals. J. Mater. Proc. Technol. 2006, 176, 205–209. [Google Scholar]
- Itoh, Y.; Uematsu, T.; Sato, K.; Miura, H.; Niinomi, M.; Ikeda, M. Sintering behavior and mechanical properties of injection molded Ti-4.3Fe-7.1Cr alloys. J. Jpn. Soc. Powder Powder Metall. 2006, 53, 43–48. [Google Scholar]
- Itoh, Y.; Harikou, Y.; Satoh, K.; Miura, H. Fabrication of near-alpha titanium alloy by metal injection molding. J. Jpn. Soc. Powder Powder Metall. 2005, 52, 43–48. [Google Scholar] [CrossRef]
- Weil, K.S.; Nyberg, E.A.; Simmons, K.L. Use of a naphthalene based binder in injection molding net shape titanium components of controlled porosity. Mater. Trans. 2005, 46, 1525–1531. [Google Scholar] [CrossRef]
- Nyberg, E.; Miller, M.; Simmons, K.; Weil, K. S. Microstructure and mechanical properties of titanium components fabricated by a new powder injection molding technique. Mater. Sci. Eng. 2005, 25, 336–342. [Google Scholar] [CrossRef]
- Miura, H.; Uemura, M.; Kubota, Y. High-temperature properties of injection molded Ti-Al intermetallic compounds. In Advances in Powder Metallurgy and Particulate Materials-2004; MPIF: Princeton, NJ, USA, 2004; Volume 4, pp. 102–105. [Google Scholar]
- Kitajima, A.; Shimizu, T.; Ito, A. Fabrication of bioactive titanium parts by MIM techniques using surface treatment. J. Jpn. Soc. Powder Powder Metall. 2003, 50, 739–744. [Google Scholar] [CrossRef]
- Thian, E.S.; Loh, N.H.; Khor, K.A.; Tor, S.B. Ti-6Al-4V/HA composite feedstock for injection molding. Mater. Lett. 2002, 56, 522–532. [Google Scholar] [CrossRef]
- Guo, S.; Qu, X.; He, X.; Zhou, T.; Duan, B. Powder injection molding of Ti-6Al-4V alloy. J. Mater. Proc. Technol. 2006, 173, 310–314. [Google Scholar]
- Miura, H.; Masuda, T.; Ogasawara, T.; Kankawa, Y. High performance injection molded Ti compacts. J. Jpn. Soc. Powder Powder Metall. 2002, 49, 825–828. [Google Scholar]
- Terauchi, S.; Teraoka, T.; Shinkuma, T.; Sugimoto, T.; Ahida, Y. Development of production technology by metallic powder injection molding for TiAl-Type intermetallic compound with high efficiency. In Proceedings Fifteenth International Plansee Seminar, Reutte, Austria, 28 May–1 June 2001; Rodhammer, P., Wildner, H., Eds.; Plansee Holding: Reutte, Austria, 2001; Volume 1, pp. 610–624. [Google Scholar]
- Xu, Y.; Nomura, H. Corrosion behavior of biomedical titanium alloy Ti-5Al-2.5Fe processed by MIM. J. Jpn. Soc. Powder Powder Metall. 2002, 49, 382–389. [Google Scholar]
- Xu, Y.; Nomura, H.; Takita, M.; Toda, H. Characteristics of metal injection processed Ti-5Al-2.5Fe alloy for implant material. J. Jpn. Soc. Powder Powder Metall. 2001, 48, 316–321. [Google Scholar]
- Wang, L.Y.; Lin, X.L. Sintered titanium compacts by metal injection molding process. In Proceedings of the 2000 Powder Metallurgy World Congress, Japan Society of Powder and Powder Metallurgy, 12–16 November 2000; Kosuge, K., Nagai, H., Eds.; 2000; Volume 1, pp. 320–323. [Google Scholar]
- Shimizu, T.; Kitajima, A.; Kato, K.; Sano, T. Supercritical debinding and its application to PIM of Ti-Al intermetallic compounds. In Proceedings of the 2000 Powder Metallurgy World Congress, Kyoto, Japan, 12–16 November, 2000; Kosuge, K., Nagai, H., Eds.; Japan Society of Powder and Powder Metallurgy: Kyoto, Japan, 2000; Volume 1, pp. 292–295. [Google Scholar]
- Froes, R.H.; German, R.M. Cost reductions prime Ti PIM for growth. Meter. Powder Rep. 2000, 55, 12–21. [Google Scholar]
- Lefebvre, L.P.; Baril, E. Effect of oxygen concentration and distribution on the compression properties on titanium foams. Adv. Eng. Mater. 2008, 10, 868–876. [Google Scholar]
- Takekawa, J.; Sakurai, N. Effect of processing conditions on density, strength and microstructure of Ti-12Mo alloy fabricated by PIM process. J. Jpn. Soc. Powder Powder Metall. 1999, 46, 877–881. [Google Scholar]
- Ergul, E.; Gulsoy, H.O.; Gunay, V. Effect of sintering parameters on mechanical properties of injection moulded Ti-6Al-4V alloys. Powder Metall. 2009, 52, 65–71. [Google Scholar] [CrossRef]
- Cai, Y.X.; Chang, Q.; Ding, Y. Research of injection molding titanium parts. Powder Metall. Technol. 2005, 23, 449–455. [Google Scholar]
- Thomas, Y.; Baril, E.; Ilinca, F.; Hetu, J.F. Development of titanium dental implant by MIM: experiments and simulation. In Advances in Powder Metallurgy and Particulate Materials-2009; MPIF: Princeton, NJ, USA, 2009; Volume 4, pp. 81–93. [Google Scholar]
- Takekawa, J. Metal injection molding of Ti-Mo-Al mixed powders. J. Jpn. Soc. Powder Powder Metall. 1994, 41, 244–247. [Google Scholar]
- Matsumoto, A.; Katoh, K.; Andoh, K. Near net shaping of metal injection molded compacts by pulsed discharge sintering process under pseudo hot isostatic pressing. J. Jpn. Soc. Powder Powder Metall. 1997, 44, 1037–1042. [Google Scholar] [CrossRef]
- Froes, F.H. Powder injection molding (PIM) of titanium alloys—Ripe for expansion. Mater. Tech. 2000, 15, 295–299. [Google Scholar]
- McCabe, T.; Vaidyanathan, C. Material advancement for PIM applications. In Advances in Powder Metallurgy and Particulate Materials-2007; MPIF: Princeton, NJ, USA, 2007; Volume 4, pp. 87–92. [Google Scholar]
- Yoshimitsu, M.; Kayo, I.; Hiroshi, S.; Nakamura, H.; Iji, M.; Masao, T.; Ippei, Y. Single step MIM system with polyacetal binder without debinding process. In Proceedings of the 2000 Powder Metallurgy World Congress, Kyoto, Japan, 12–16 November 2000; Kosuge, K., Nagai, H., Eds.; Japan Society of Powder and Powder Metallurgy: Kyoto, Japan, 2000; pp. 270–273. [Google Scholar]
- Gomes, R.M.; Kowalski, L.; Schaeffer, L.; Duszczyk, J. Injection molding of blended elemental Ti, (6Al-4V) powders. In Proceedings of the 2000 Powder Metallurgy World Congress, Kyoto, Japan, 12–16 November 2000; Kosuge, K., Nagai, H., Eds.; Japan Society of Powder and Powder Metallurgy: Kyoto, Japan, 2000; pp. 324–327. [Google Scholar]
- Williams, B. Challenges for MIM titanium parts. Met. Powder Rep. 2003, 58, 30. [Google Scholar]
- Sun, H.S. The fabrication of Ti injection molded and sintered components. Titan Ind. Prog. 2000, 1, 19–20. [Google Scholar]
- Grohowski, J.A.; Sherman, B.; Strauss, J.T. Processing of titanium by metal injection molding. In Advances in Powder Metallurgy and Particulate Materials-2003; MPIF: Princeton, NJ, USA, 2003; Volume 8, pp. 273–281. [Google Scholar]
- Wang, L.Y. Metal injection molding of blended elemental titanium and zirconium powders. In Advances in Powder Metallurgy and Particulate Materials-2002; MPIF: Princeton, NJ, USA, 2002; Volume 10, pp. 301–314. [Google Scholar]
- Osada, T.; Tanaka, S.; Nishiyabu, K.; Miura, H. Size effects of gas nitriding of injection molded titanium parts. J. Jpn. Soc. Powder Powder Metall. 2006, 53, 745–749. [Google Scholar] [CrossRef]
- El-Kadiri, H.; Wang, L.; Gulsoy, H.O.; Suri, P.; Park, S.J.; Hammi, Y.; German, R.M. Development of a Ti-based alloy: Design and experiment. J. Met. Mater. Min. 2009, 61, 60–66. [Google Scholar]
- Xu, Y.; Nomura, H. Homogenizing analysis for sintering of bio-titanium alloy (Ti-5Al-2.5Fe) in MIM process. J. Jpn. Soc. Powder Powder Metall. 2001, 48, 1089–1096. [Google Scholar]
- Osafume, Y.; Uichida, T.; Nakamura, Y.; Tanaka, Y. Effects of debinding and sintering condition on distortion of sintered compact of injection molded TiAl intermetallic compound. J. Jpn. Soc. Powder Powder Metall. 1994, 41, 506–509. [Google Scholar]
- Kato, K.; Matsumoto, A.; Nozaki, Y.; Ieki, T. Metal injection molding of prealloyed TiAl powders with various Ti/Al ratios. J. Jpn. Soc. Powder Powder Metall. 1995, 42, 1068–1072. [Google Scholar]
- Gerling, R.; Schimansky, F.P. Prospects for metal injection moulding using a gamma titanium aluminide based alloy powder. Mater. Sci. Eng. 2002, 329, 45–49. [Google Scholar]
- Terauchi, S.; Teraoka, T.; Shinkuma, T.; Sugimoto, T. Development of TiAl type intermetallic compounds by metal powder injection molding process. J. Jpn. Soc. Powder Powder Metall. 2000, 47, 1283–1287. [Google Scholar] [CrossRef]
- Ishiyama, S.; Buchkremer, H.P.; Stover, D. The characterization of reinforced TiAl intermetallic with dispersed Cr particles consolidated by HIP. Mater. Trans. 2002, 43, 2331–2336. [Google Scholar] [CrossRef]
- Sago, J.A.; Newkirk, J.W. Metal injection molding of mechanically alloyed powders of advanced P/M alloys. In Advances in Powder Metallurgy and Particulate Materials-1999; MPIF: Princeton, NJ, USA, 1999; Volume 6, pp. 45–57. [Google Scholar]
- Kyogoku, H.; Komatsu, S. Fabrication of TiNi shape memory alloy by powder injection molding. J. Jpn. Soc. Powder Powder Metall. 1999, 46, 1103–1107. [Google Scholar]
- Schuller, E.; Krone, L.; Bram, M.; Buchkremer, H.P.; Stover, D. Metal injection molding of shape memory alloys using prealloyed NiTi powders. J. Mater. Sci. 2005, 40, 4231–4238. [Google Scholar]
- Krone, L.; Mentz, J.; Bram, M.; Buchkremer, H.P.; Stover, D.; Wagner, M.; Eggeler, G.; Christ, D.; Reese, S.; Bogdanski, D.; et al. The potential of powder metallurgy for the fabrication of biomaterials on the basis of nickel-titanium: A case study with a staple showing shape memory behaviour. Adv. Eng. Mater. 2005, 7, 613–619. [Google Scholar]
- Kyogoku, H.; Kawasaki, H.; Komatsu, S. Fabrication of Ti-Ni shape memory alloy by metal injection molding. In Advances in Powder Metallurgy and Particulate Materials 2006; MPIF: Princeton, NJ, USA, 2006; Volume 4, pp. 14–20. [Google Scholar]
- Imgrund, P.; Rota, A.; Schmidt, H. Micro MIM: Making the most of NiTi. Met. Powder Rep. 2008, 63, 21–24. [Google Scholar] [CrossRef]
- Bram, M.; Ahmad-Khanlou, A.; Heckmann, A.; Fuchs, B.; Buchkremer, H.P.; Stover, D. Powder metallurgical fabrication processes for NiTi shape memory alloy parts. Mater. Sci. Eng. 2002, 337, 254–263. [Google Scholar] [CrossRef]
- Imgrund, P.; Petzoldt, F.; Friederici, V. Micro MIM for medical applications. In Proceedings Europe PM 2008, [CD]. Strasbourg, France, 10–11 June 2008; European Powder Metallurgy Association: Shrewsbury, UK, 2008. [Google Scholar]
- Thian, E.S.; Loh, N.H.; Khor, K.A.; Tor, S.B. Microstructures and mechanical properties of powder injection molded Ti-6Al-4V/HA powder. Biomaterials 2002, 23, 2927–2938. [Google Scholar] [CrossRef] [PubMed]
- Cai, Y.; Luo, K.; Chen, Q. TiC0.7N0.3 particulates reinforced titanium matrix composites and components prepared by powder injection molding. Mater. Sci. Eng. Powder Metall. 2005, 10, 344–349. [Google Scholar]
- Ye, H.; Liu, X.Y.; Hong, H. Fabrication of metal matrix composites by metal injection molding—A review. J. Mater. Proc. Technol. 2008, 200, 12–24. [Google Scholar] [CrossRef]
- Abkowitz, S.; Abkowitz, S.M.; Fisher, H.; Schwartz, P.J. Cerme Ti discontinuously reinforced Ti-matrix composites: Manufacturing, properties, and applications. J. Met. Mater. Min. 2004, 56, 37–41. [Google Scholar]
- German, R.M. Powder Injection Molding Design and Applications; Innovative Material Systems: State College, PA, USA, 2003. [Google Scholar]
- German, R.M. Global research and development in powder injection moulding. Powder Inject. Mould. Int. 2007, 1, 33–36. [Google Scholar]
- Kearns, M.; Sandvik Ospery, West Glamorgan, UK. Private communication, 2009.
- Achikita, M. Development of MIM components for automobile and power tools. In Ninth Case Studies on New Product Development; Japan Powder Metallurgy Association: Kyoto, Japan, 2000; pp. 25–34. [Google Scholar]
- Chen, Q.; Cai, Y.T.; Yang, Y.L. Effect of powder size and powder loading on the process of metal injection molding (MIM) for titanium. J. Guangdong Non-Ferrous Met. 1999, 9, 131–135. [Google Scholar]
- German, R.M.; Bose, A. Injection Molding of Metals and Ceramics; MPIF: Princeton, NJ, USA, 1996. [Google Scholar]
- Guo, S.B.; Qu, X.H.; Duan, B.H.; He, X.B.; Qin, M.L. Optimization of titanium alloy injection molding process parameters. Mater. Sci. Eng. 2004, 11, 32–36. [Google Scholar]
- Newkirk, J.W.; Sago, J.A.; Brasel, G.M. Metal injection molding of mechanically alloyed advanced materials. In Advances in Powder Metallurgy and Particulate Materials-1998; MPIF: Princeton, NJ, USA, 1998; Volume 5, pp. 93–105. [Google Scholar]
- Wang, R.F.; Wu, Y.X.; Zhou, X.; Tang, C.A. Debinding and sintering processes for injection molded pure titanium. Powder Met. Technol. 2006, 24, 83–93. [Google Scholar]
- Smarslok, B.; German, R.M. Identification of design parameters in metal powder injection molding. J. Adv. Mater. 2005, 37, 3–11. [Google Scholar]
- Oki, T.; Matsugi, K.; Hatayama, T.; Yanagisawa, O. Microstructure and tensile properties of vacuum sintered/HIPed pure titanium. J. Jpn. Inst. Met. 1995, 59, 746–753. [Google Scholar]
- Conrad, H. Effect of interstitial solutes on the strength and ductility of titanium. Prog. Mater. Sci. 1981, 26, 123–403. [Google Scholar] [CrossRef]
- Ikeda, Y.; Takaki, S. Effects of pores and oxygen content on mechanical properties of a sintered Ti-4 mass % Cr alloy. J. Jpn. Soc. Powder Powder Metall. 1995, 42, 911–917. [Google Scholar]
- Gladden, T. Process for the Manufacture by Sintering of a Titanium Part and a Decorative Article Made Using a Process of This Type. U.S. Patent 5,441,695, 15 August 1995. [Google Scholar]
- Shimizu, T.; Matsuzaki, K.; Ohara, Y. Process of porous titanium using a space holder. J. Jpn. Soc. Powder Powder Metall. 2006, 53, 36–41. [Google Scholar]
- Sakurai, N.; Takekawa, J. Effect of intermediate CIP treatment on density and strength of Ti-12Mo sintered alloy fabricated by MIM process. J. Jpn. Soc. Powder Powder Metall. 2000, 47, 633–657. [Google Scholar] [CrossRef]
- German, R.M. Status of metal powder injection molding of titanium. Int. J. Powder Metall. 2010, 46, 11–17. [Google Scholar]
- Friederici, V.; Bruinink, A.; Imgrund, P.; Seefried, S. Getting the powder mix right for design of bone implants. Met. Powder Rep. 2010, 65, 14–16. [Google Scholar] [CrossRef]
- Miura, H.; Itoh, Y.; Ueamtsu, T.; Sato, K. The influence of density and oxygen content on the mechanical properties of injection molded Ti-6Al-4V alloys. In Advances in Powder Metallurgy and Particulate Materials-2010; MPIF: Princeton, NJ, USA, 2010; Volume 4, pp. 46–53. [Google Scholar]
- Baril, E. Titanium and titanium alloy powder injection moulding—Matching application requirements. Powder Inject. Mould. Int. 2010, 4, 22–32. [Google Scholar]
- German, R.M. Conceptual optimization of titanium powder injection molding. In Advances in Powder Metallurgy and Particulate Materials-2010; Metal Powder Industries Federation: Princeton, NJ, USA, 2010; Volume 4, pp. 67–77. [Google Scholar]
- Scharvogel, M.; Winkelmueller, W. Metal injection molding of titanium for medical and aerospace applications. J. Met. Mater. Min. 2011, 63, 94–96. [Google Scholar]
- Muenya, N.; Manonukl, A. Study of covering conditions for sintering of metal injection moulded commercially pure titanium. J. Met. Mater. Min. 2010, 20, 63–68. [Google Scholar]
- Osada, T.; Miura, H. Nitriding resistance of microminiature powder injection molded titanium. Int. J. Powder Metall. 2010, 46, 39–44. [Google Scholar]
- Ferri, O.M.; Ebel, T.; Bromann, R. Substantial improvement of fatigue behavior MIM using boron microalloying. In Proceedings PM 2010 World Congress, [CD]. Florence, Italy, 10–14 October 2010; European Powder Metallurgy Association: Shrewsbury, UK, 2010. [Google Scholar]
- Thomas, Y.; Baril, E. Benefits of supercritical CO2 debinding for titanium powder injection moulding. In Proceedings PM 2010 World Congress, [CD]. Florence, Italy, 10–14 October 2010; European Powder Metallurgy Association: Shrewsbury, UK, 2010. [Google Scholar]
- Ferri, O.M.; Ebel, T.; Bormann, R. Influence of surface quality and porosity on fatigue behaviour of Ti-6Al-4V components processed by MIM. Mater. Sci. Eng. 2010, 527, 1800–1805. [Google Scholar]
- Aust, E.; Limberg, W.; Gerling, R.; Oger, B.; Ebel, T. Advanced TiAl6Nb7 bone screw implant fabricated by metal injection moulding. Adv. Eng. Mater. 2006, 8, 265–270. [Google Scholar] [CrossRef]
- Ebel, T.; Blawert, C.; Willumeit, R.; Luthringer, B.J.C.; Ferri, O.M.; Feyerabend, F. Ti-6Al-4V-0.5B a modified alloy for implants produced by metal injection moulding. Adv. Eng. Mater. 2011, 13, B440–B453. [Google Scholar]
- Ferri, O.M.; Ebel, T.; Bormann, R. The influence of a small boron addition on the microstructure and mechanical properties of Ti-6Al-4V fabricated by metal injection moulding. Adv. Eng. Mater. 2011, 13, 436–447. [Google Scholar] [CrossRef]
- Demangel, C.; Auzene, D.; Vayssade, M.; Duval, J.L.; Vigneron, P.; Nagel, M.D.; Puippe, J.C. Cytocompatibility of titanium metal injection molding with various anodic oxidation post-treatments. Mater. Sci. Eng. 2013, 32, 1919–1925. [Google Scholar]
- Barbosa, A.P.C.; Bram, M.; Stoever, D.; Buchkremer, H.P. Realization of a titanium spinal implant with a gradient in porosity by 2-component metal injection moulding. Adv. Eng. Mater. 2013, 13, 510–521. [Google Scholar]
- German, R.M. for titanium metal powder injection moulding. In. In Proceedings PM 2010 World Congress, [CD]. Florence, Italy, 10–14 October 2010; European Powder Metallurgy Association: Shrewsbury, UK, 2010. [Google Scholar]
- Arockiasamy, A.; German, R.M.; Heaney, D.F.; Wang, P.T.; King, R.L.; Alcock, B. Effect of additives on sintering response of titanium by powder injection moulding. Powder Metall. 2011, 54, 420–426. [Google Scholar]
- Wen, G.; Cao, P.; Zhang, D. Development and design of binder systems for titanium metal injection molding: An overview. Met. Mater. Trans. 2013, 44, 1530–1547. [Google Scholar] [CrossRef]
- German, R.M. Metal powder injection molding (MIM), key trends and markets. In Handbook of Metal Injection Molding; Heaney, D., Ed.; Woodhead Publishing: London, UK, 2012; pp. 1–25. [Google Scholar]
- Sago, J.A.; Broadley, M.W.; Eckert, J.K. Metal injection molding of alloys for implantable medical devices. Int. J. Powder Metall. 2012, 482, 41–49. [Google Scholar]
- Sago, J.A.; Broadley, M.W.; Eckert, J.K.; Chen, H. Manufacturing of implantable biomedical devices by metal injection molding. In Advances in Powder Metallurgy and Particulate Materials-2010; MPIF: Princeton, NJ, USA, 2010; Volume 4, pp. 89–99. [Google Scholar]
- German, R.M. Infrastructure emergence for metal injection molded titanium medical devices. Int. J. Powder Metall. 2012, 48, 33–48. [Google Scholar]
- Miura, H.; Noda, M.; Kang, H. Dynamic fracture characteristics of injection molded Ti alloy compacts. In Advances in Powder Metallurgy and Particulate Materials-2011; MPIF: Princeton, NJ, USA, 2011; Volume 4, pp. 58–64. [Google Scholar]
- Sidambe, A.T.; Figueroa, L.A.; Hamilton, H.G.C.; Todd, I. Taguchi optimization of MIM titanium sintering. Int. J. Powder Metall. 2011, 47, 21–28. [Google Scholar]
- German, R.M. Metal Injection Molding A Comprehensive MIM Design Guide; Metal Powder Industries Federation: Princeton, NJ, USA, 2011. [Google Scholar]
- Bidaux, J.E.; Closuit, C.; Rodriguez-Arbaizar, M.; Carreno-Morelli, E. Metal injection moulding of Ti-Nb alloys for implant application. Eur. Cells Mater. 2011, 22, 32. [Google Scholar]
- Baril, E.; Lefebvre, L.P.; Thomas, Y. Interstitial elements in titanium powder metallurgy: Sources and control. Powder Metall. 2011, 54, 183–187. [Google Scholar] [CrossRef]
- Ewart, P.; Ahn, S.; Zhang, D. Mixing titanium MIM feedstock—Homogeneity, debinding, and handling strength. Powder Inject. Mould. Int. 2011, 5, 54–59. [Google Scholar]
- German, R.M. Powder injection moulding in the aerospace industry: Opportunities and challenges. Powder Inject. Mould. Int. 2011, 5, 28–36. [Google Scholar]
- Lenel, F.V. Resistance sintering under pressure. Trans. TMS-AIME 1955, 203, 158–167. [Google Scholar]
- Widmer, R. Coarse powder techniques. In Powder Metallurgy for High-Performance Applications; Burke, J.J, Weiss, V., Eds.; Syracuse University Press: Syracuse, NY, USA, 1972; pp. 69–84. [Google Scholar]
- Smugeresky, J.E.; Dawson, D.B. Effect of powder particle size and hot isostatic pressing temperature on the properties of Ti-6Al-6V-2Sn. In Powder Metallurgy of Titanium Alloys; Froes, F.H., Smugeresky, J.E., Eds.; Metallurgical Society: Warrendale, PA, USA, 1980; pp. 127–138. [Google Scholar]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
MDPI and ACS Style
German, R.M. Progress in Titanium Metal Powder Injection Molding. Materials 2013, 6, 3641-3662. https://doi.org/10.3390/ma6083641
AMA Style
German RM. Progress in Titanium Metal Powder Injection Molding. Materials. 2013; 6(8):3641-3662. https://doi.org/10.3390/ma6083641
Chicago/Turabian StyleGerman, Randall M. 2013. "Progress in Titanium Metal Powder Injection Molding" Materials 6, no. 8: 3641-3662. https://doi.org/10.3390/ma6083641