
Determining the Effects of Inter-Layer Time Interval in Powder-Fed Laser-Directed Energy Deposition on the Microstructure of Inconel 718 via In Situ Thermal Monitoring

Abstract
:1. Introduction
2. Materials and Methods
2.1. Additive Manufacturing Parameters
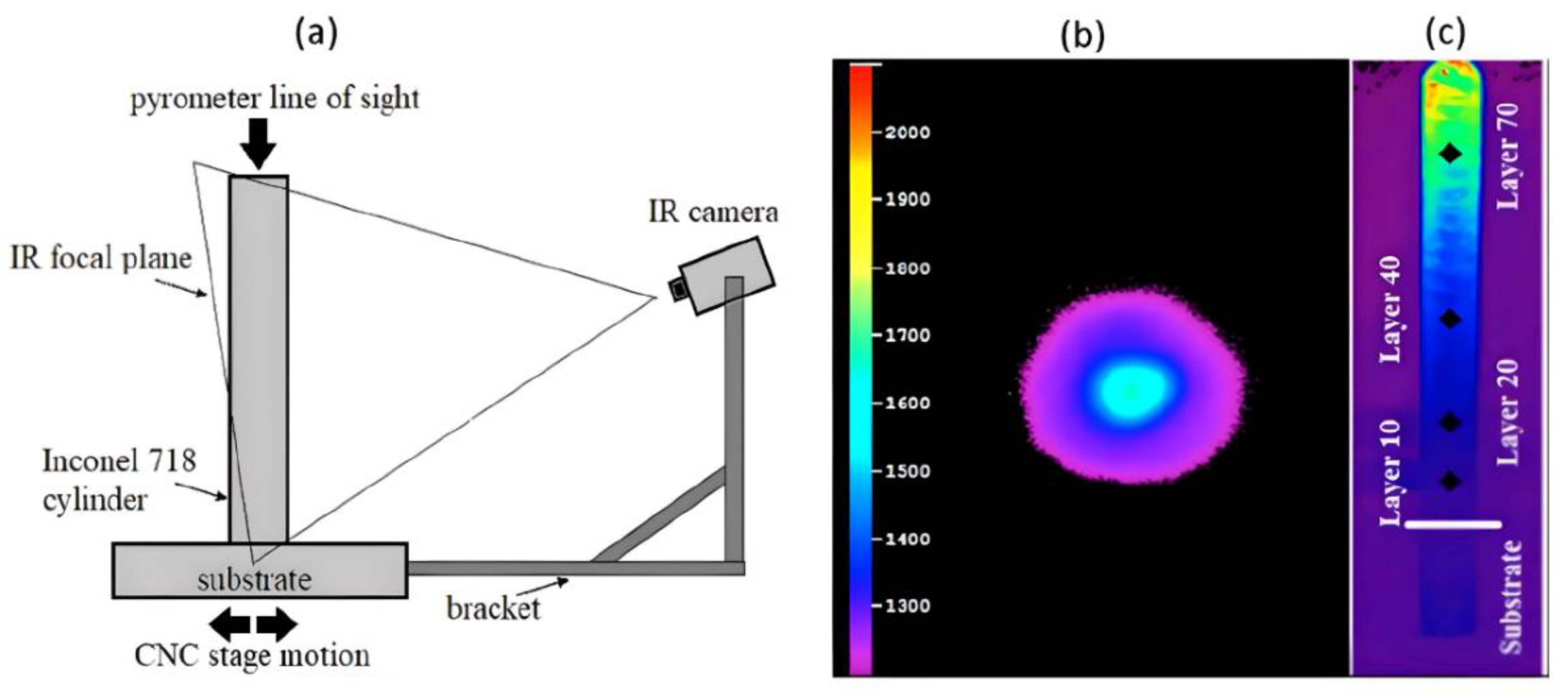
2.2. Thermal Monitoring
2.3. Microstructure Evaluation
3. Results and Discussion
3.1. Melt Pool Behavior
3.2. Heat-Affected Zone
3.3. Microstructure
4. Conclusions
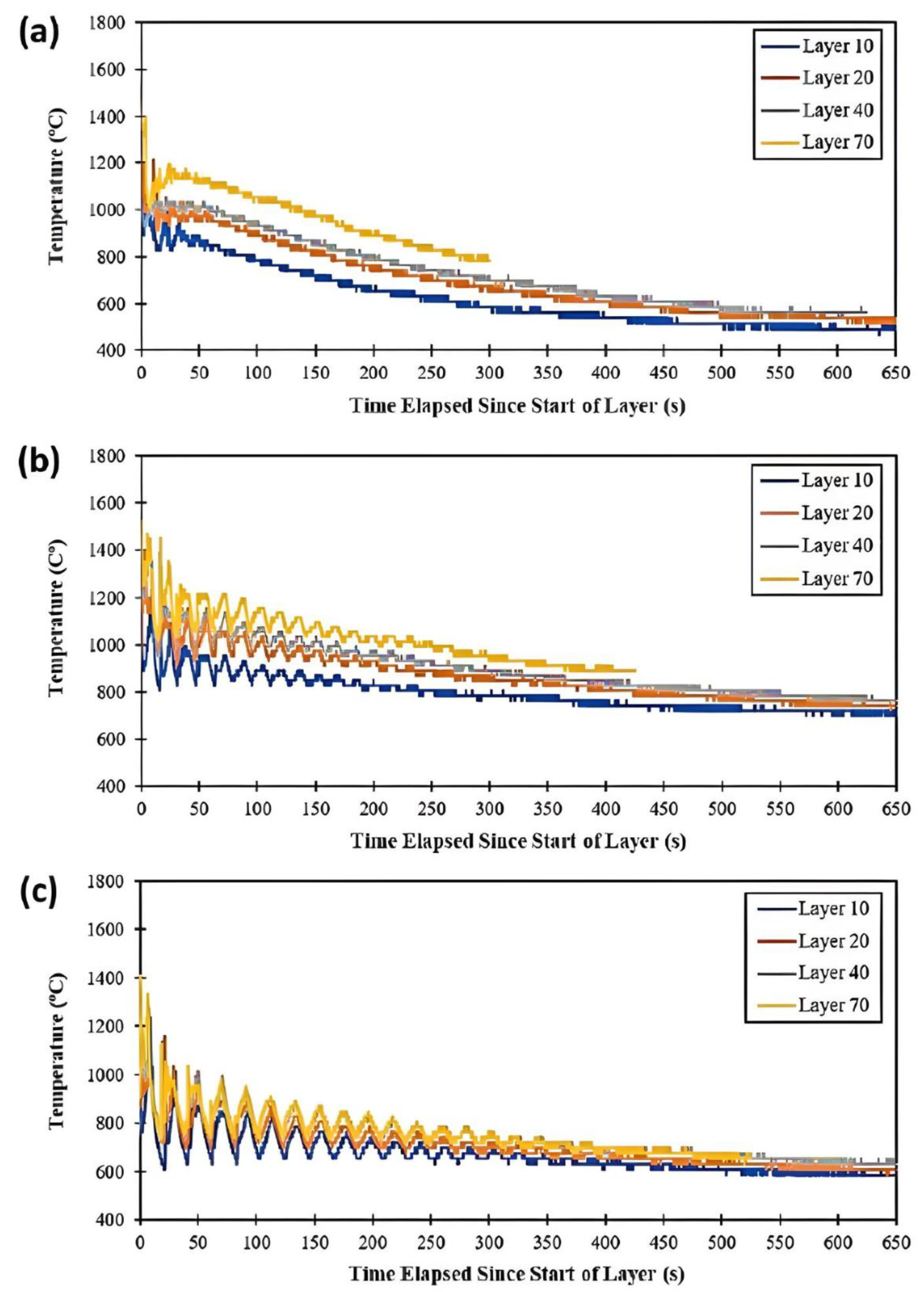
- The maximum melt pool temperature increases with layer number, peaks, and then decreases and levels out, with the acuteness of this trend decreasing as the DED-L inter-layer time interval increases. This phenomenon is attributed to the maximum melt pool temperature being sensitive to the part’s conduction and convection/radiation (environmental) thermal resistance. As the build height increases, surface area and volume increase, and the thermal resistance due to convection/radiation decreases to allow for more thermal energy stored in the part to dissipate. The layers below this critical point are more ‘substrate affected’ (conduction dominant), thus defining a substrate-affected zone (SAZ), while layers above this point are more convection-/radiation-affected due to the part having sufficient surface area to dissipate residual heat from the HAZ.
- More ‘stable’ melt pools with less spatter generation exist when depositing on layers with less retained heat (and are at a lower initial temperature). Thus, longer time intervals imposed between layer deposits will result in cooler, less agitated melt pools.
- The maximum melt pool temperature either decreases or increases during the deposition of a single layer. For layers being built within the SAZ, the maximum melt pool temperature generally increases with layer deposition time. With layers further from the SAZ, opposite trends can be observed.
- Longer inter-layer time intervals lead to longer cooling times for the part being manufactured via DED-L. As a result, the melt pool temperature can achieve higher maximum temperatures during the initial scanning of a new layer. Higher cooling rates occur more often during DED-L processes with longer inter-layer time intervals.
- The HAZ temperature cycled with each new layer deposit. Individual layer temperature responses became near-independent of layer number as the layer-to-layer time interval increased. This suggests that one can achieve more homogeneous microstructures in various-sized parts by employing longer inter-layer idles times.
- Microstructures were found to contain large amounts of detrimental δ and Laves phases. Introducing layer-to-layer time intervals helped to dissolve some of these phases and disperse large clumps of them into the intergranular spaces. Microstructural evolutions were observed from the transition section close to the substrate to the middle section of the build. Heat treatment did not completely disperse these phases.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ASTM ISO/ASTM52900-21; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ASTM-International/ISO: West Conshohocken, PA, USA, 2021. [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An Overview of Direct Laser Deposition for Additive Manufacturing; Part I: Transport Phenomena, Modeling and Diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Da Silva, A.; Frostevarg, J.; Kaplan, A.F.H. Thermal monitoring for directed energy deposition of stainless steel, bronze, and cobalt-based alloy. Surf. Coat. Technol. 2022, 451, 129078. [Google Scholar] [CrossRef]
- Marshall, G.J.; Young, W.J.; Thompson, S.M.; Shamsaei, N.; Daniewicz, S.R.; Shao, S. Understanding the Microstructure Formation of Ti-6Al-4V During Direct Laser Deposition via In-Situ Thermal Monitoring. JOM 2016, 68, 778–790. [Google Scholar] [CrossRef]
- Hagenlocher, C.; O’Toole, P.; Xu, W.; Brandt, M.; Easton, M.; Molotnikov, A. In process monitoring of the thermal profile during solidification in laser directed energy deposition of aluminium. Addit. Manuf. Lett. 2022, 3, 100084. [Google Scholar] [CrossRef]
- Smoqi, Z.; Bevans, B.D.; Aniruddha, G.; Craig, J.; Abul-Haj, A.; Roeder, B.; Macy, B.; Shield, J.E.; Rao, P. Closed-loop control of meltpool temperature in directed energy deposition. Mater. Des. 2022, 215, 110508. [Google Scholar] [CrossRef]
- Liu, W.; DuPont, J.N. Fabrication of Functionally Graded TiC/Ti Composites by Laser Engineered Net Shaping. Scr. Mater. 2003, 48, 1337–1342. [Google Scholar] [CrossRef]
- Durejko, T.; Ziętala, M.; Polkowski, W.; Czujko, T. Thin Wall Tubes with Fe3Al/SS316L Graded Structure Obtained by Using Laser Engineered Net Shaping Technology. Mater. Des. 2014, 63, 766–774. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of Process Time Interval and Heat Treatment on the Mechanical and Microstructural Properties of Direct Laser Deposited 316L Stainless Steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Félix-Martínez, C.; Ibarra-Medina, J.; Fernández-Benavides, D.A.; Cáceres-Díaz, L.A.; Alvarado-Orozco, J.M. Effect of the parametric optimization and heat-treatment on the 18Ni-300 maraging steel microstructural properties manufactured by directed energy deposition. Int. J. Adv. Manuf. Technol. 2021, 115, 3999–4020. [Google Scholar] [CrossRef]
- Liao, S.; Webster, S.; Huang, D.; Council, R.; Ehmann, K.; Cao, J. Simulation-guided variable laser power design for melt pool depth control in directed energy deposition. Addit. Manuf. 2022, 56, 102912. [Google Scholar] [CrossRef]
- Nain, V.; Engel, T.; Carin, M.; Boisselier, D. Conventional Meso-Scale and Time-Efficient Sub-Track-Scale Thermomechanical Model for Directed Energy Deposition. Materials 2022, 15, 4093. [Google Scholar] [CrossRef] [PubMed]
- Zheng, B.; Zhou, Y.; Smugeresky, J.E.; Schoenung, J.M.; Lavernia, E.J. Thermal Behavior and Microstructural Evolution during Laser Deposition with Laser-Engineered Net Shaping: Part I. Numerical Calculations. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2008, 39, 2228–2236. [Google Scholar] [CrossRef]
- Costa, L.; Vilar, R.; Reti, T.; Deus, A.M. Rapid Tooling by Laser Powder Deposition: Process Simulation Using Finite Element Analysis. Acta Mater. 2005, 53, 3987–3999. [Google Scholar] [CrossRef]
- Paudel, B.J.; Marshall, G.J.; Thompson, S.M. Monitoring and Modeling of Ti-6Al-4V Thin Wall Temperature Distribution During Blown Powder Laser Directed Energy Deposition. ASME J. Manuf. Sci. Eng. 2021, 144, 041007. [Google Scholar] [CrossRef]
- Paulonis, D.F.; Schirra, J.J. Alloy 718 AT Pratt & Whitney–Historical Perspective and Future Challenges. Superalloys 2001, 718, 13–23. [Google Scholar]
- Koike, R.; Unotoro, I.; Kakinuma, Y.; Aoyama, T.; Oda, Y.; Kuriya, T.; Fujishima, M. Evaluation for Mechanical Characteristics of Inconel625–SUS316L Joint Produced with Direct Energy Deposition. Procedia Manuf. 2017, 14, 105–110. [Google Scholar] [CrossRef]
- Amato, K.N.; Gaytan, S.M.; Murr, L.E.; Martinez, E.; Shindo, P.W.; Hernandez, J.; Collins, S.; Medina, F. Microstructures and Mechanical Behavior of Inconel 718 Fabricated by Selective Laser Melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Zhang, Q.; Yao, J.; Mazumder, J. Laser Direct Metal Deposition Technology and Microstructure and Composition Segregation of Inconel 718 Superalloy. J. Iron Steel Res. Int. 2011, 18, 73–78. [Google Scholar] [CrossRef]
- Shah, K.; Haq, I.U.; Shah, S.A.; Khan, F.U.; Khan, M.T.; Khan, S. Experimental Study of Direct Laser Deposition of Ti-6Al-4V and Inconel 718 by Using Pulsed Parameters. Sci. World J. 2014, 2014, 841549. [Google Scholar] [CrossRef]
- Shah, K.; ul Haq, I.; Khan, A.; Shah, S.A.; Khan, M.; Pinkerton, A.J. Parametric Study of Development of Inconel-Steel Functionally Graded Materials by Laser Direct Metal Deposition. Mater. Des. 2014, 54, 531–538. [Google Scholar] [CrossRef]
- Corbin, D.J.; Nassar, A.R.; Reutzel, E.W.; Beese, A.M.; Kistler, N.A. Effect of Directed Energy Deposition Processing Parameters on Laser Deposited Inconel® 718: External Morphology. J. Laser Appl. 2017, 29, 22001. [Google Scholar] [CrossRef]
- Segerstark, A.; Andersson, J.; Svensson, L.-E.; Ojo, O. Microstructural Characterization of Laser Metal Powder Deposited Alloy 718. Mater. Charact. 2018, 142, 550–559. [Google Scholar] [CrossRef]
- Kuriya, T.; Koike, R.; Mori, T.; Kakinuma, Y. Relationship between Solidification Time and Porosity with Directed Energy Deposition of Inconel 718. J. Adv. Mech. Des. Syst. Manuf. 2018, 12, JAMDSM0104. [Google Scholar] [CrossRef]
- Hammell, J.J.; Ludvigson, C.J.; Langerman, M.A.; Sears, J.W. Thermal Imaging of Laser Powder Deposition for Process Diagnostics. ASME Int. Mech. Eng. Congr. Expo. 2011, 54891, 41–48. [Google Scholar]
- Griffith, M.; Schlienger, M.; Harwell, L.; Oliver, M.; Baldwin, M.; Ensz, M.; Essien, M.; Brooks, J.; Robino, C.; Smugeresky, J.; et al. Understanding Thermal Behavior in the LENS Process. Mater. Des. 1999, 20, 107–113. [Google Scholar] [CrossRef]
- Salehi, D.; Brandt, M. Melt Pool Temperature Control Using LabVIEW in Nd:YAG Laser Blown Powder Cladding Process. Int. J. Adv. Manuf. Technol. 2006, 29, 273–278. [Google Scholar] [CrossRef]
- Hua, T.; Jing, C.; Xin, L.; Fengying, Z.; Weidong, H. Research on Molten Pool Temperature in the Process of Laser Rapid Forming. J. Mater. Process. Technol. 2008, 198, 454–462. [Google Scholar] [CrossRef]
- Wang, L.; Felicelli, S.D.; Craig, J.E. Experimental and Numerical Study of the LENS Rapid Fabrication Process. J. Manuf. Sci. Eng. 2009, 131, 041019. [Google Scholar] [CrossRef]
- Tang, L.; Landers, R.G. Melt Pool Temperature Control for Laser Metal Deposition Processes—Part I: Online Temperature Control. J. Manuf. Sci. Eng. 2010, 132, 011010. [Google Scholar] [CrossRef]
- Craig, J.E.; Wakeman, T.; Grylls, R.; Bullen, J. On-Line Imaging Pyrometer for Laser Deposition Processing. In Sensors, Sampling, and Simulation for Process Control; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011; pp. 103–110. [Google Scholar]
- Raghavan, A.; Wei, H.L.; Palmer, T.A.; DebRoy, T. Heat Transfer and Fluid Flow in Additive Manufacturing. J. Laser Appl. 2013, 25, 052006. [Google Scholar] [CrossRef]
- Liu, S.; Farahmand, P.; Kovacevic, R. Optical Monitoring of High Power Direct Diode Laser Cladding. Opt. Laser Technol. 2014, 64, 363–376. [Google Scholar] [CrossRef]
- Nassar, A.R.; Keist, J.S.; Reutzel, E.W.; Spurgeon, T.J. Intra-Layer Closed-Loop Control of Build Plan during Directed Energy Additive Manufacturing of Ti-6Al-4V. Addit. Manuf. 2015, 6, 39–52. [Google Scholar] [CrossRef]
- Bi, G.; Gasser, A.; Wissenbach, K.; Drenker, A.; Poprawe, R. Identification and Qualification of Temperature Signal for Monitoring and Control in Laser Cladding. Opt. Lasers Eng. 2006, 44, 1348–1359. [Google Scholar] [CrossRef]
- Kobryn, P.A.; Semiatin, S.L. Microstructure and Texture Evolution during Solidification Processing of Ti–6Al–4V. J. Mater. Process. Technol. 2003, 135, 330–339. [Google Scholar] [CrossRef]
- Gibson, B.T.; Bandari, Y.K.; Richardson, B.S.; Roschli, A.C.; Post, B.K.; Borish, M.C.; Thornton, A.; Henry, W.C.; Lamsey, M.; Love, L.J. Melt Pool Monitoring for Control and Data Analytics in Largescale Metal Additive Manufacturing. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Khanzadeh, M.; Chowdhury, S.; Tschopp, M.A.; Doude, H.R.; Marufuzzaman, M.; Bian, L. In-Situ Monitoring of Melt Pool Images for Porosity Prediction in Directed Energy Deposition Processes. IISE Trans. 2019, 51, 437–455. [Google Scholar] [CrossRef]
- Khanzadeh, M.; Tian, W.; Yadollahi, A.; Doude, H.R.; Tschopp, M.A.; Bian, L. Dual Process Monitoring of Metal-Based Additive Manufacturing Using Tensor Decomposition of Thermal Image Streams. Addit. Manuf. 2018, 23, 443–456. [Google Scholar] [CrossRef]
- Hunt, J.; Derguti, F.; Todd, I. Selection of Steels Suitable for Additive Layer Manufacturing. Ironmak. Steelmak. 2014, 41, 254–256. [Google Scholar] [CrossRef]
- Wang, Z.; Guan, K.; Gao, M.; Li, X.; Chen, X.; Zeng, X. The Microstructure and Mechanical Properties of Deposited-IN718 by Selective Laser Melting. J. Alloys Compd. 2012, 513, 518–523. [Google Scholar] [CrossRef]
- Blackwell, P.L. The Mechanical and Microstructural Characteristics of Laser-Deposited IN718. J. Mater. Process. Technol. 2005, 170, 240–246. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, J.; Lin, X.; Huang, W. Study on Microstructure and Mechanical Properties of Laser Rapid Forming Inconel 718. Mater. Sci. Eng. A 2008, 478, 119–124. [Google Scholar] [CrossRef]
- Rao, G.A.; Kumar, M.; Srinivas, M.; Sarma, D.S. Effect of Standard Heat Treatment on the Microstructure and Mechanical Properties of Hot Isostatically Pressed Superalloy Inconel 718. Mater. Sci. Eng. A 2003, 355, 114–125. [Google Scholar] [CrossRef]
- Wang, X.; Gong, X.; Chou, K. Review on Powder-Bed Laser Additive Manufacturing of Inconel 718 Parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 231, 1890–1903. [Google Scholar] [CrossRef]
- Qi, H.; Azer, M.; Ritter, A. Studies of Standard Heat Treatment Effects on Microstructure and Mechanical Properties of Laser Net Shape Manufactured INCONEL 718. Metall. Mater. Trans. A 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Greene, G.A.; Finfrock, C.C.; Irvine, T.F. Total Hemispherical Emissivity of Oxidized Inconel 718 in the Temperature Range 300–1000 °C. Exp. Therm. Fluid Sci. 2000, 22, 145–153. [Google Scholar] [CrossRef]
- AMS5664E; Nickel Alloy, Corrosion and Heat Resistant, Bars, Forgings, and Rings. SAE: Warrendale, PA, USA, 2006.
- Kim, H.; Lee, K.-K.; Ahn, D.-G.; Lee, H. Effects of Deposition Strategy and Preheating Temperature on Thermo-Mechanical Characteristics of Inconel 718 Super-Alloy Deposited on AISI 1045 Substrate Using a DED Process. Materials 2021, 14, 1794. [Google Scholar] [CrossRef]
- Oradei-Basile, A.; Radavich, J.F. A Current T-T-T Diagram for Wrought Alloy 718. Superalloys 1991, 718, 325–335. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Value | Units |
|---|---|---|
| Laser power | 350 | W |
| Travel speed | 8.5 | mm/s |
| Powder flow rate | 4.6 | g/min |
| Hatch distance | 529 | μm |
| Hatch rotation | 90 | degrees |
| Layer thickness | 760 | μm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Handler, E.; Yadollahi, A.; Liu, Y.; Thompson, S.M. Determining the Effects of Inter-Layer Time Interval in Powder-Fed Laser-Directed Energy Deposition on the Microstructure of Inconel 718 via In Situ Thermal Monitoring. Materials 2024, 17, 538. https://doi.org/10.3390/ma17030538
Handler E, Yadollahi A, Liu Y, Thompson SM. Determining the Effects of Inter-Layer Time Interval in Powder-Fed Laser-Directed Energy Deposition on the Microstructure of Inconel 718 via In Situ Thermal Monitoring. Materials. 2024; 17(3):538. https://doi.org/10.3390/ma17030538
Chicago/Turabian StyleHandler, Evan, Aref Yadollahi, Yucheng Liu, and Scott M. Thompson. 2024. "Determining the Effects of Inter-Layer Time Interval in Powder-Fed Laser-Directed Energy Deposition on the Microstructure of Inconel 718 via In Situ Thermal Monitoring" Materials 17, no. 3: 538. https://doi.org/10.3390/ma17030538