


Evaluation of the Surface Topography and Deformation of Vertical Thin-Wall Milled Samples from the Nickel Alloy Inconel 625
 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
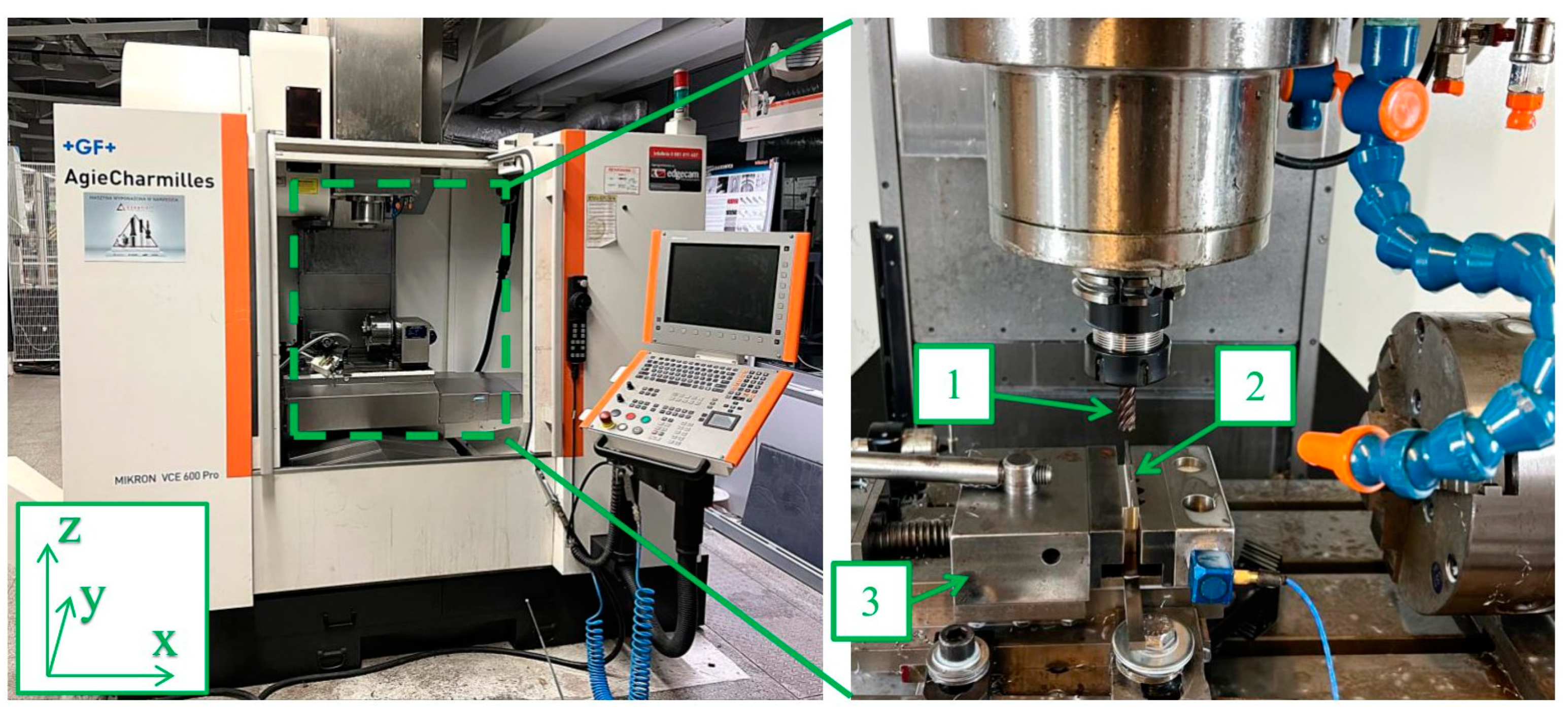
2.1. Experimental Setup and Cutting Conditions
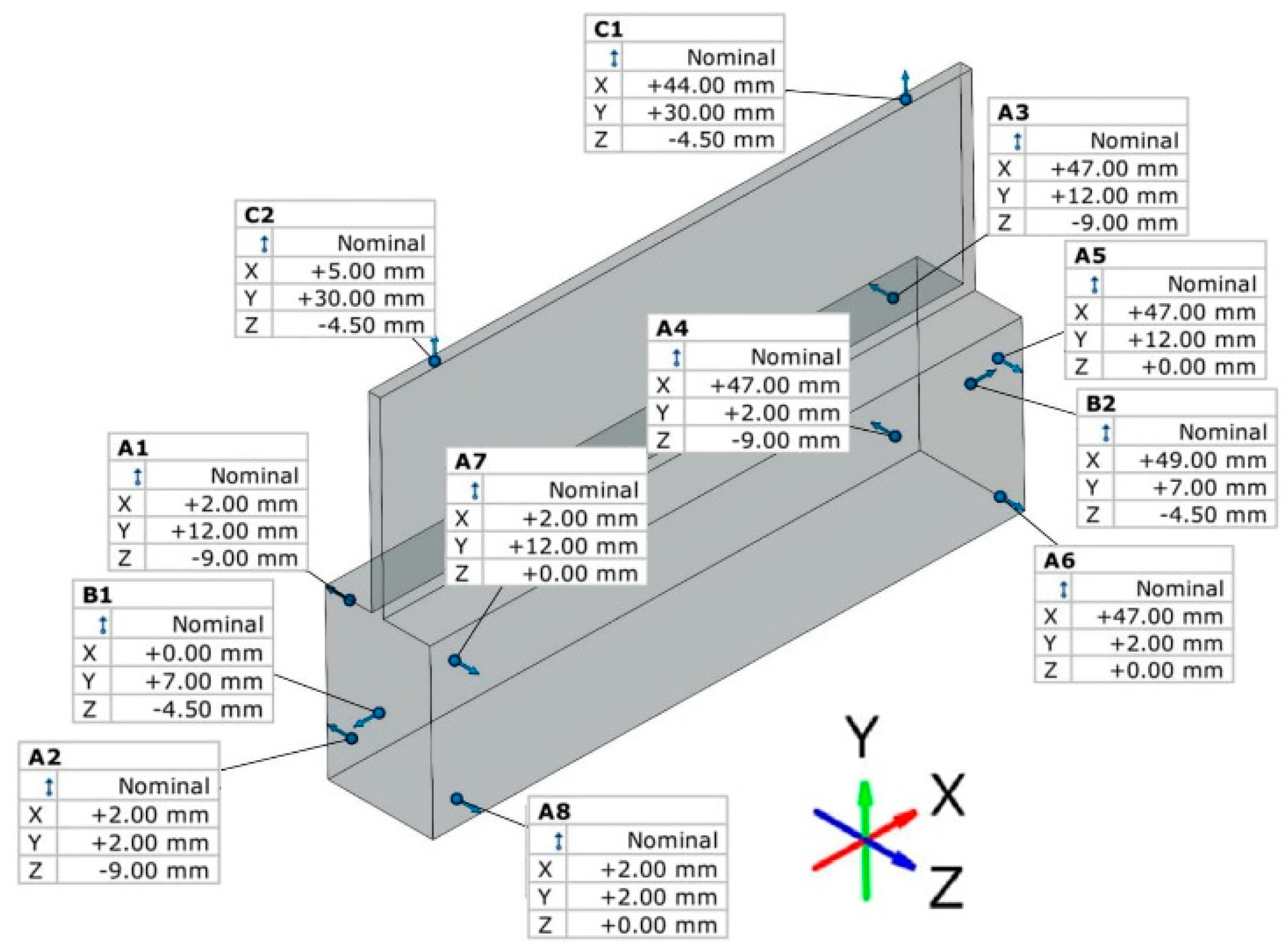
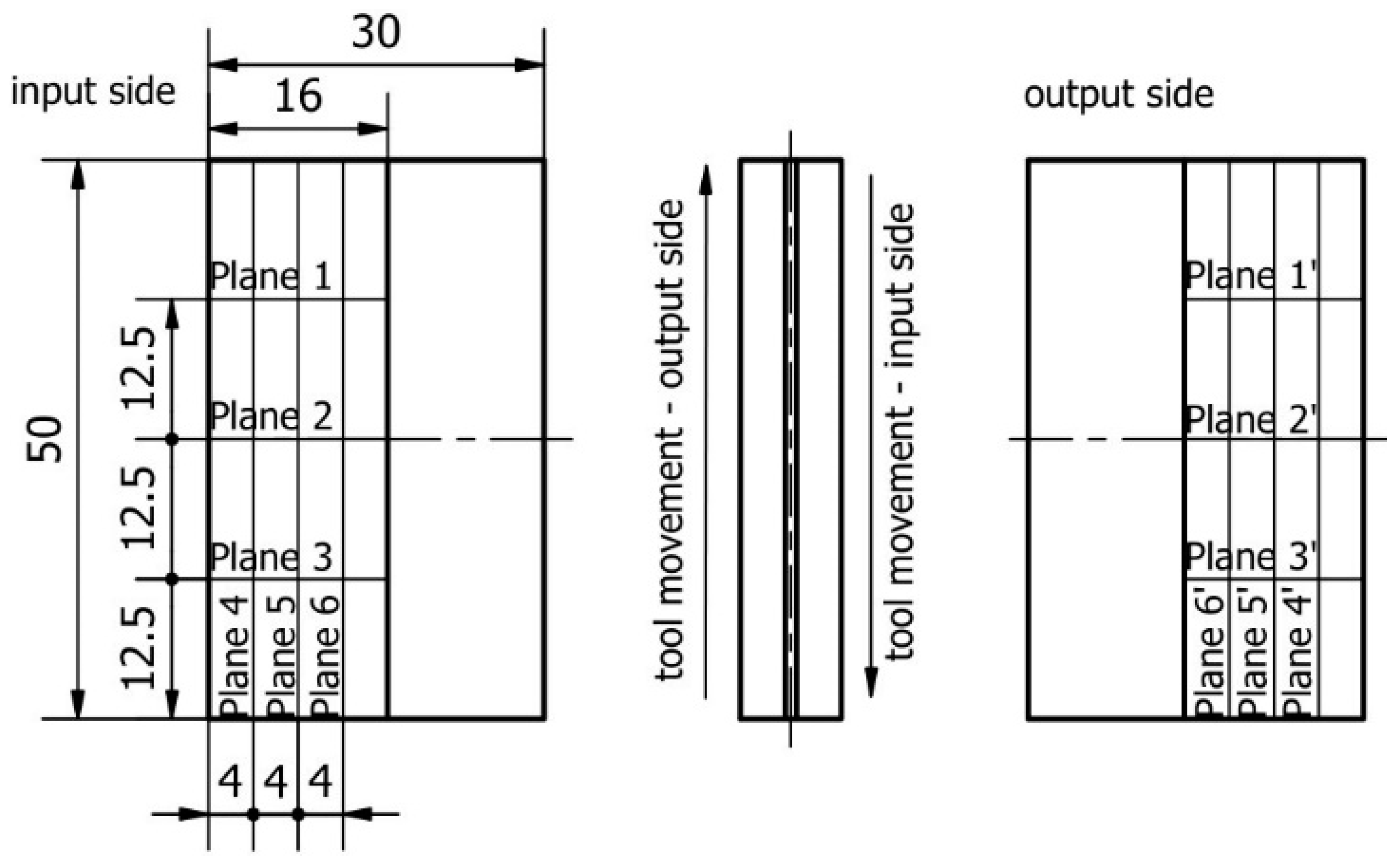
2.2. Deformation Measurement
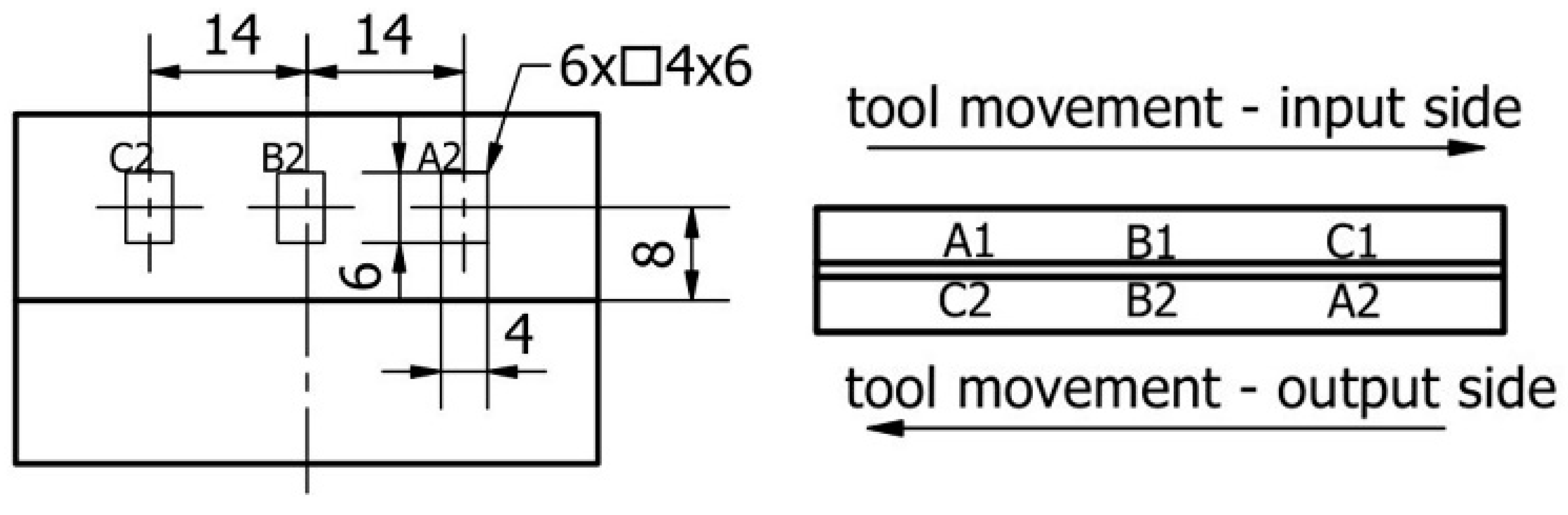
2.3. Surface Topography Measurement
3. Results and Discussion
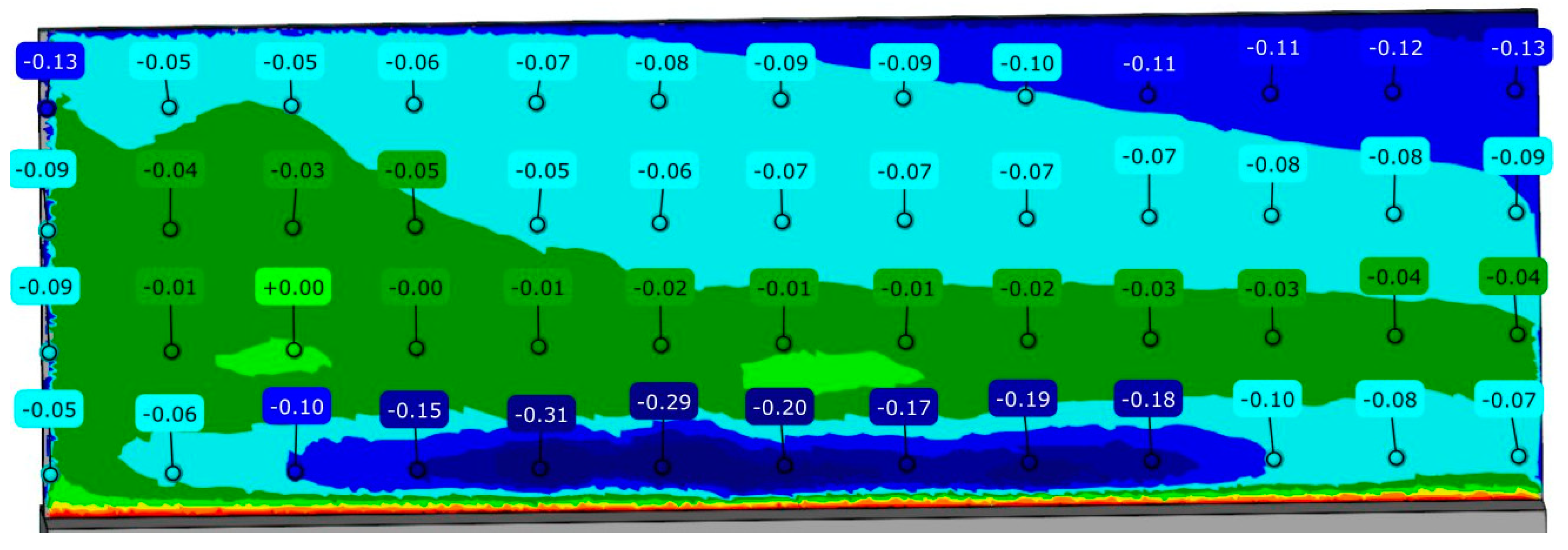
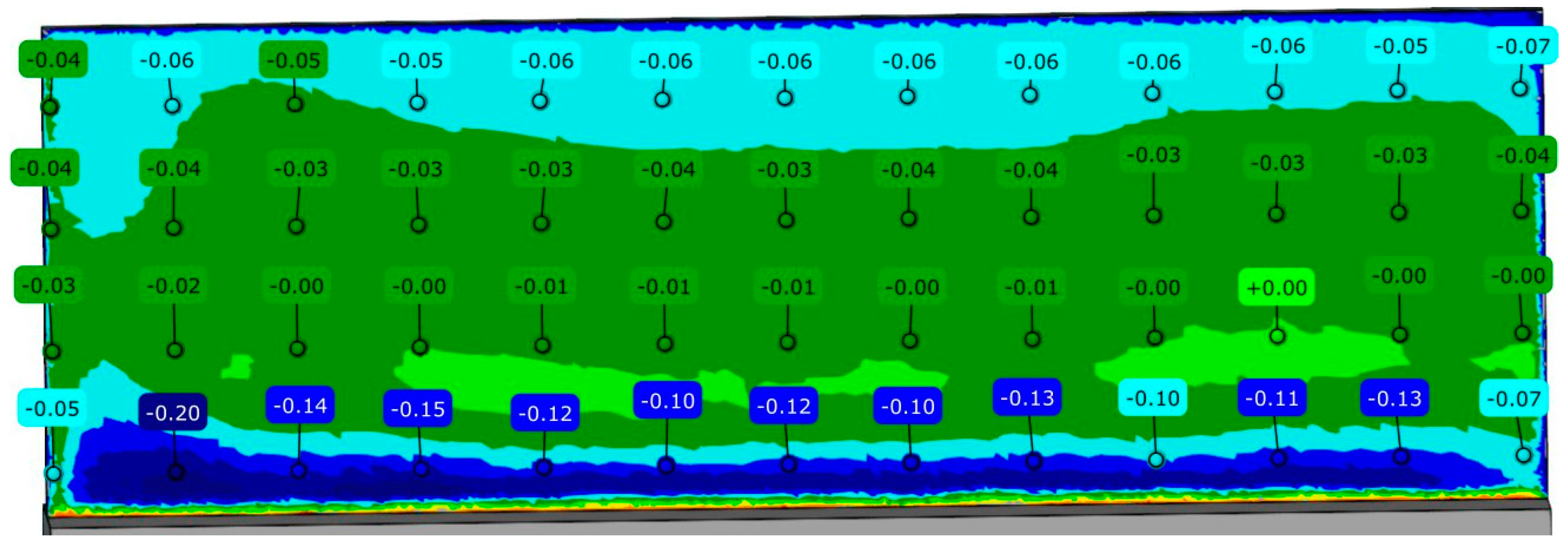
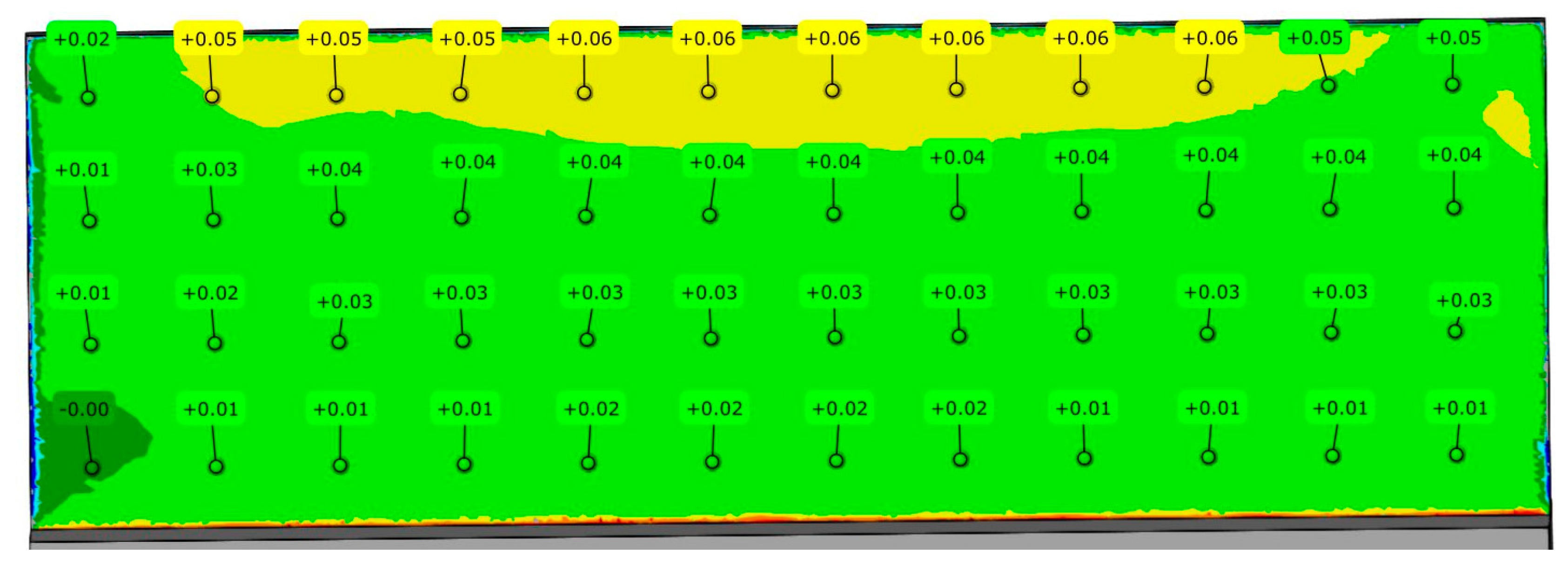
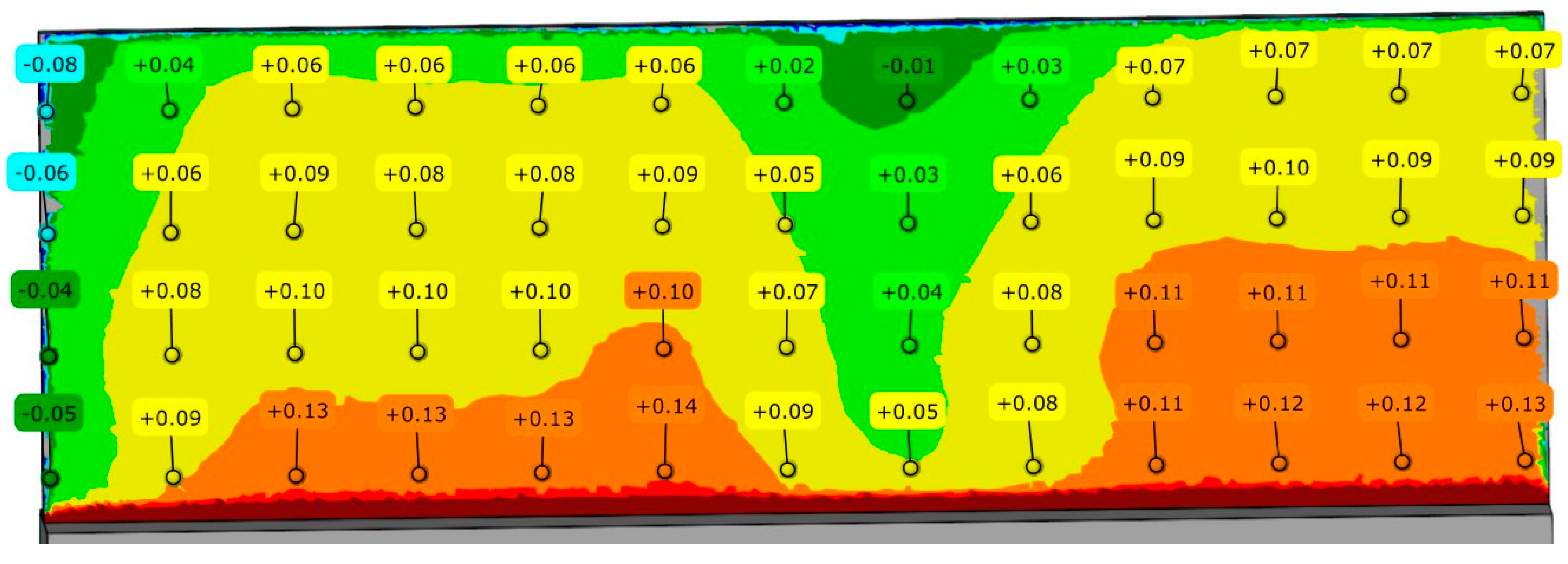
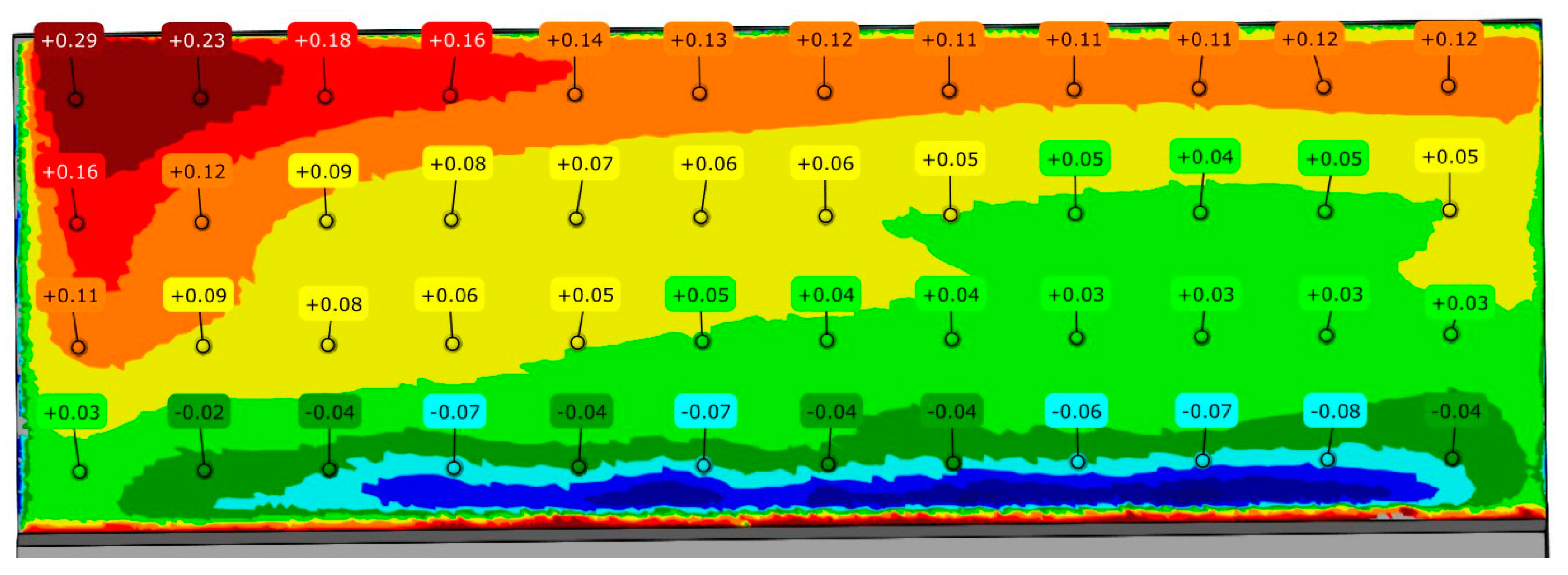
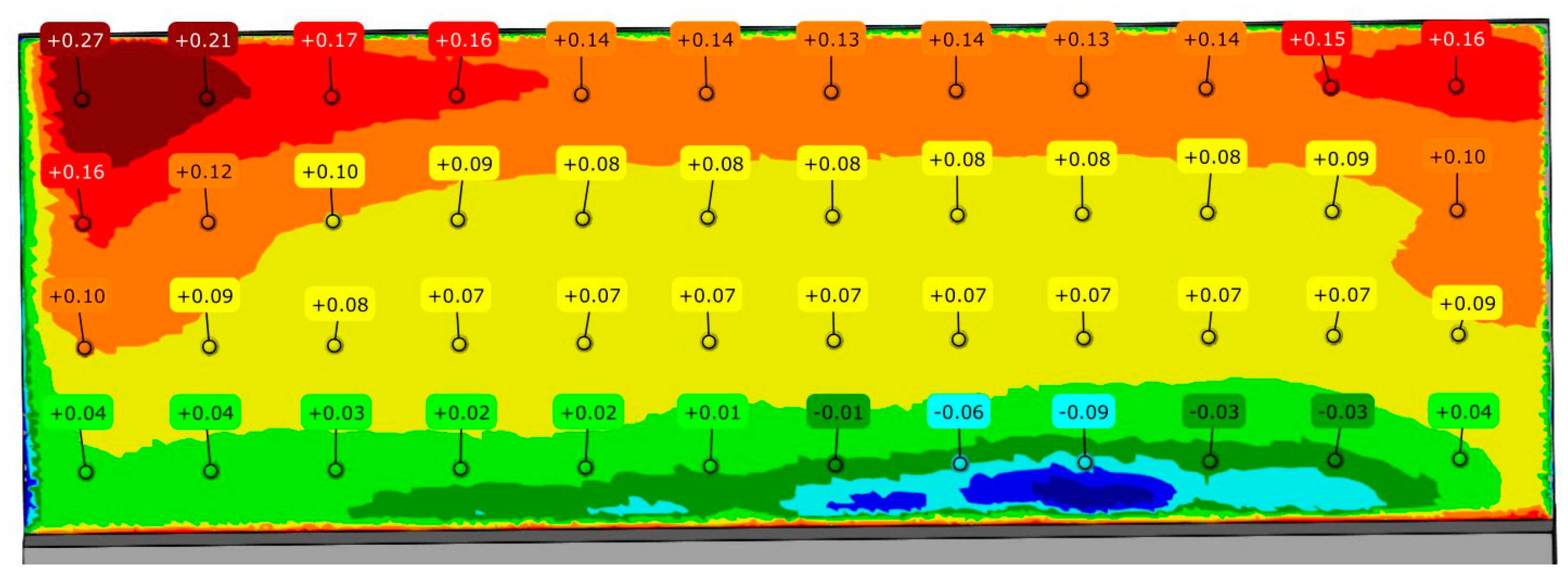
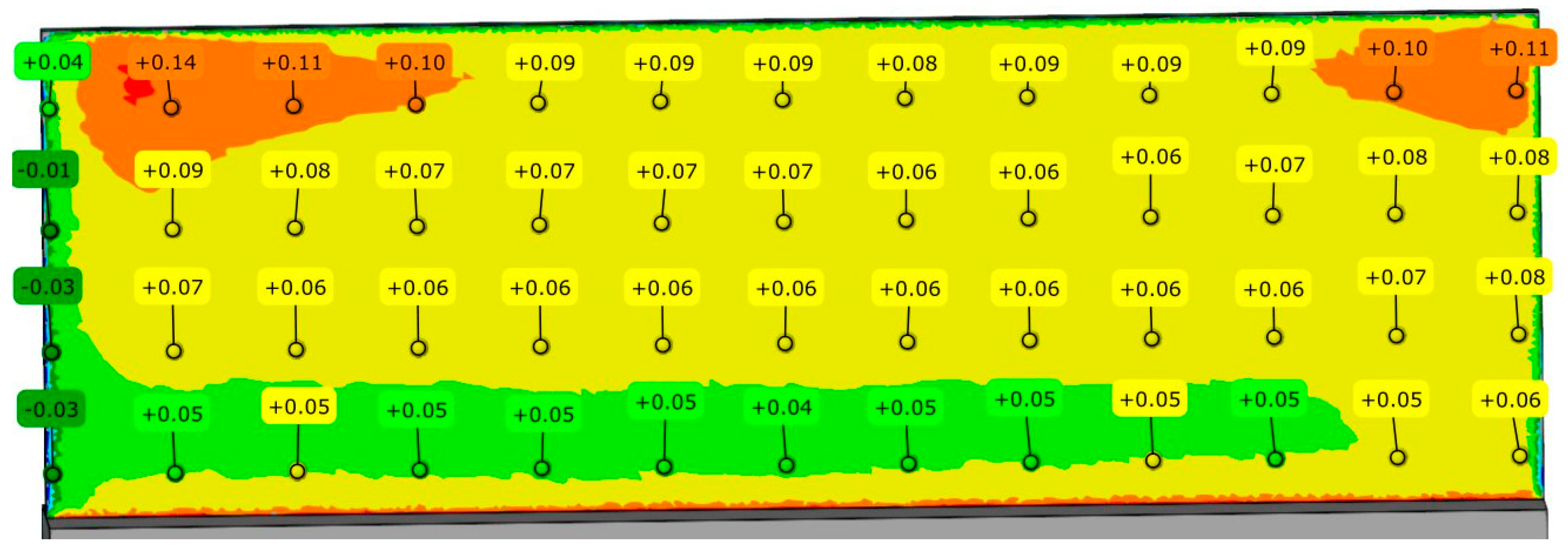
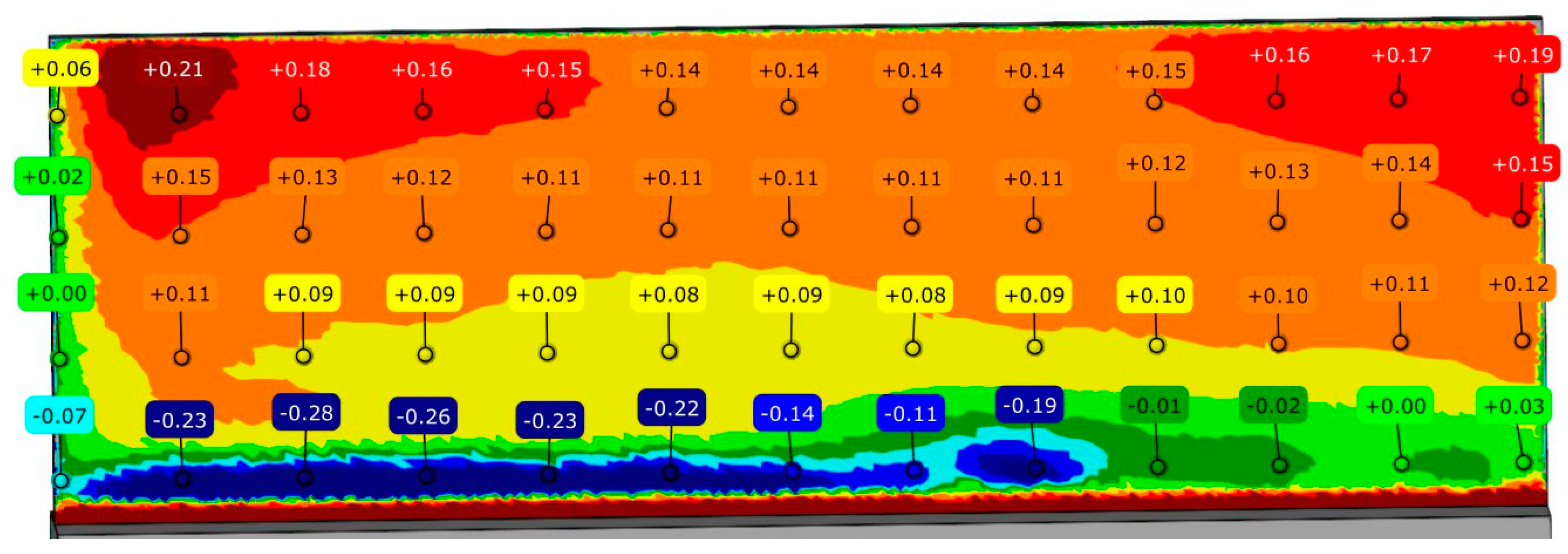
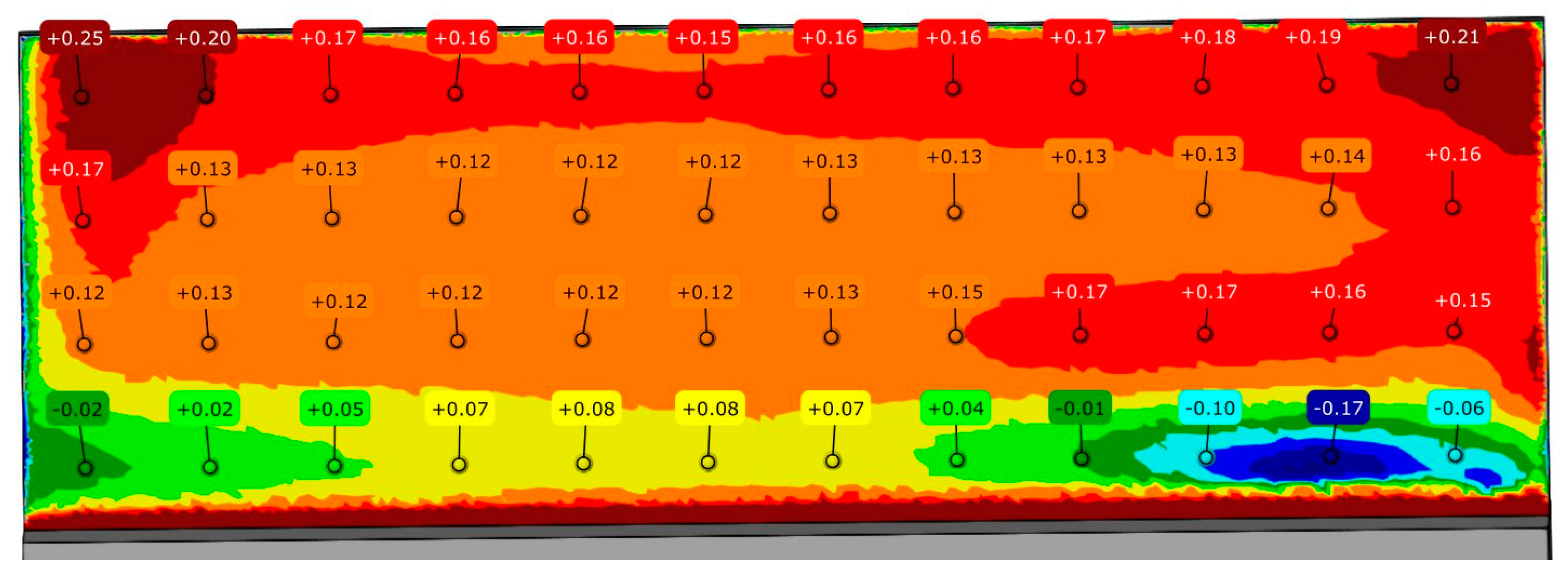
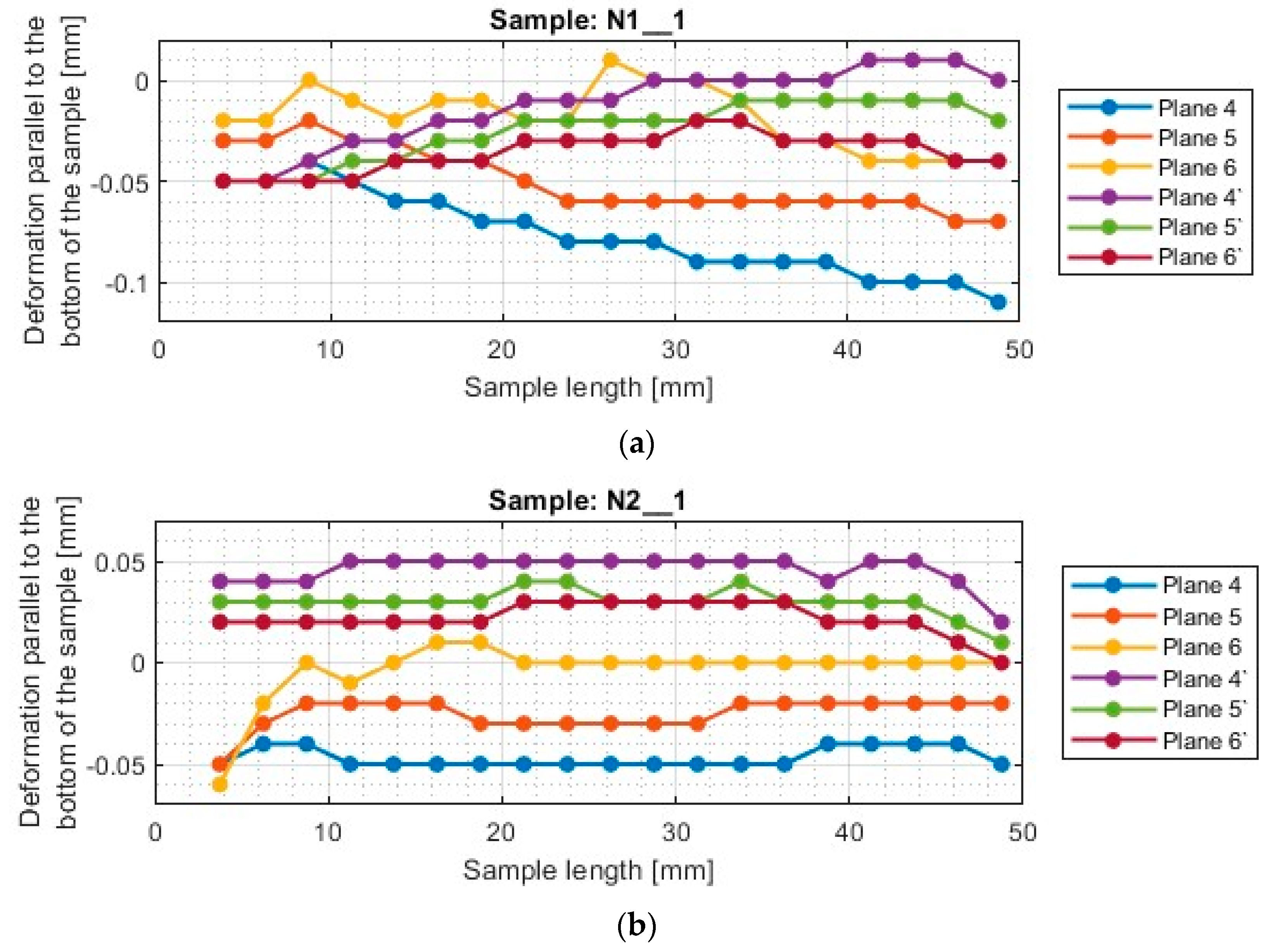
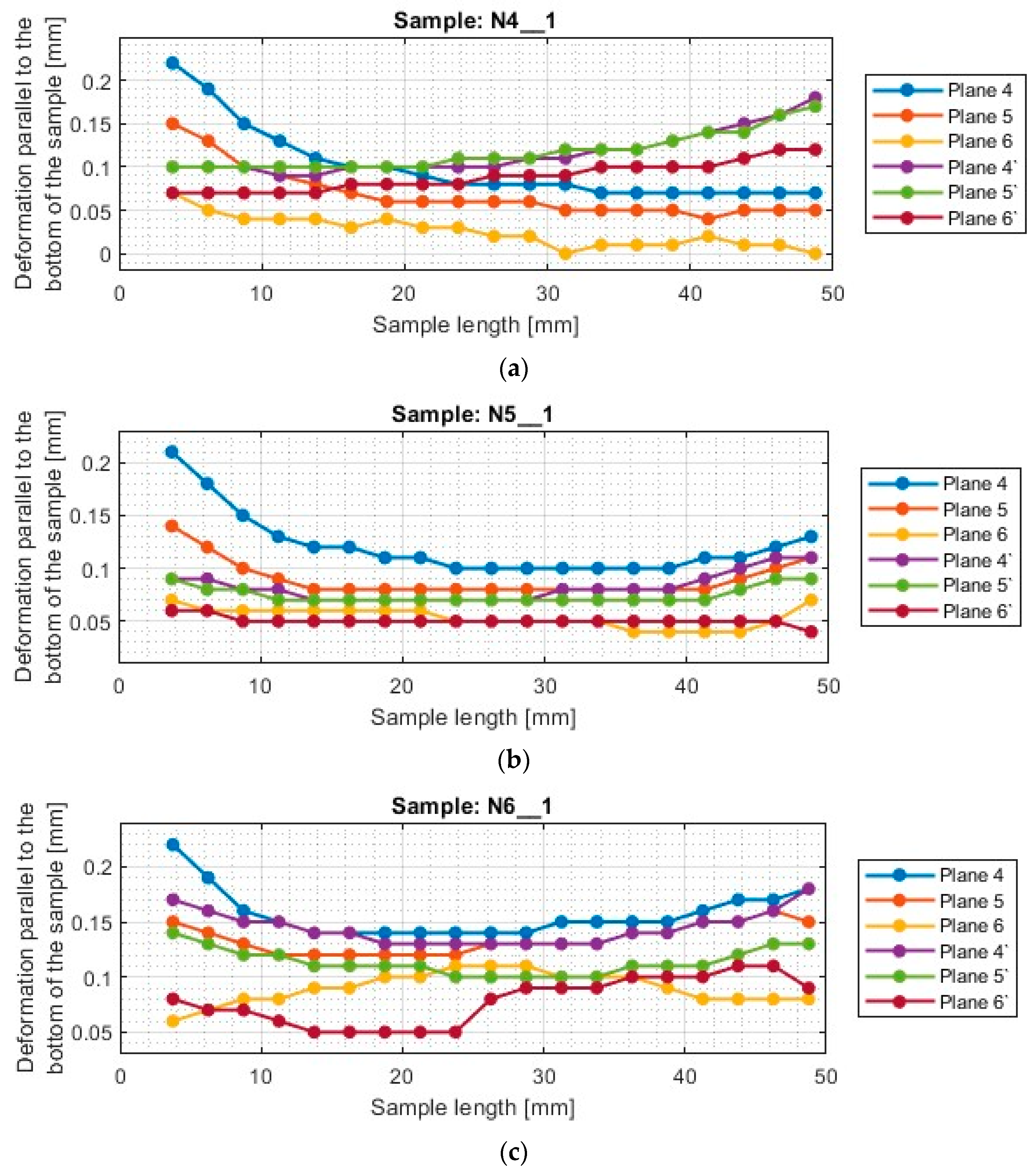
3.1. Deformation of the Thin Wall
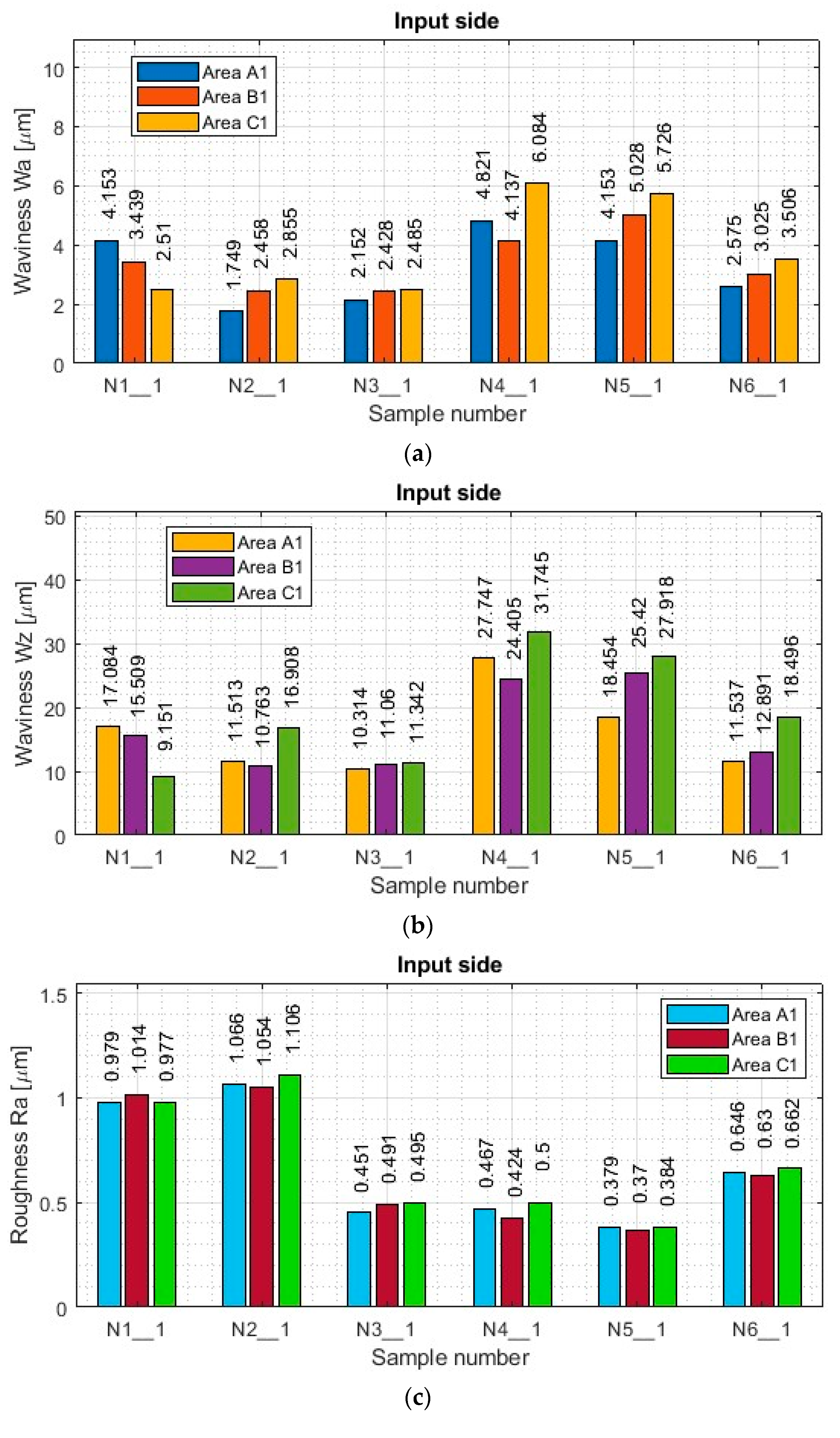
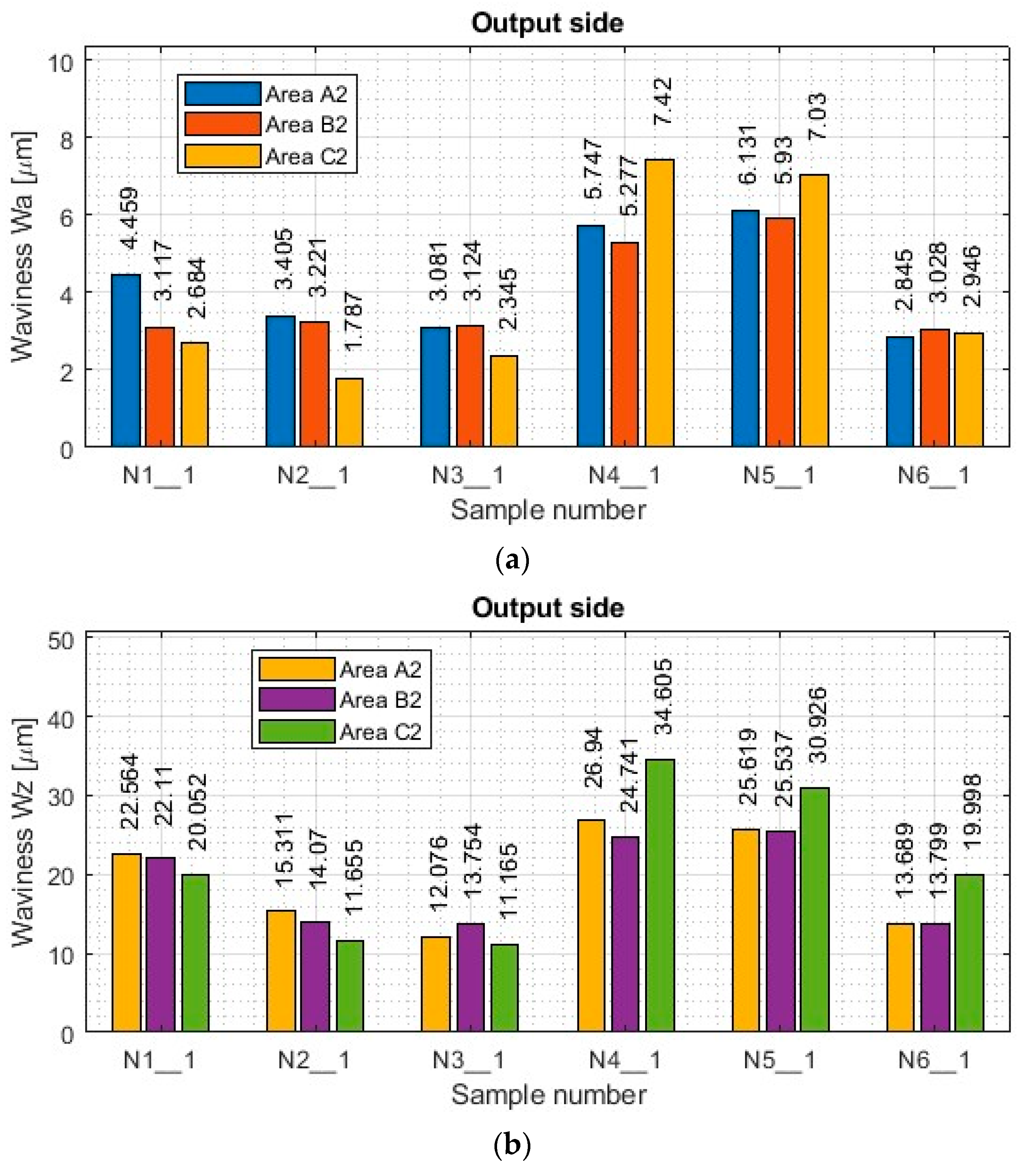
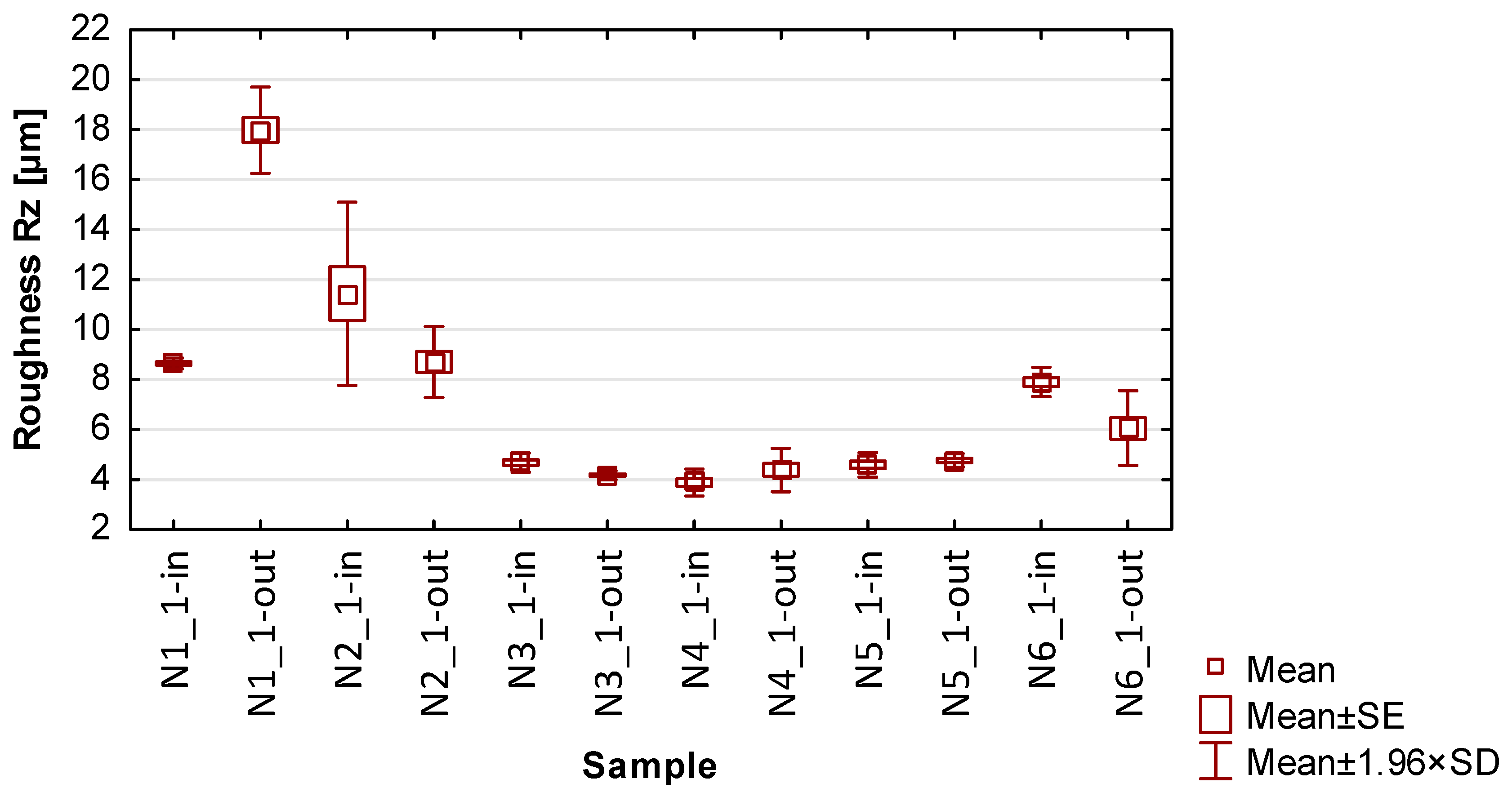
3.2. Surface Topography
3.3. Statistical Analysis
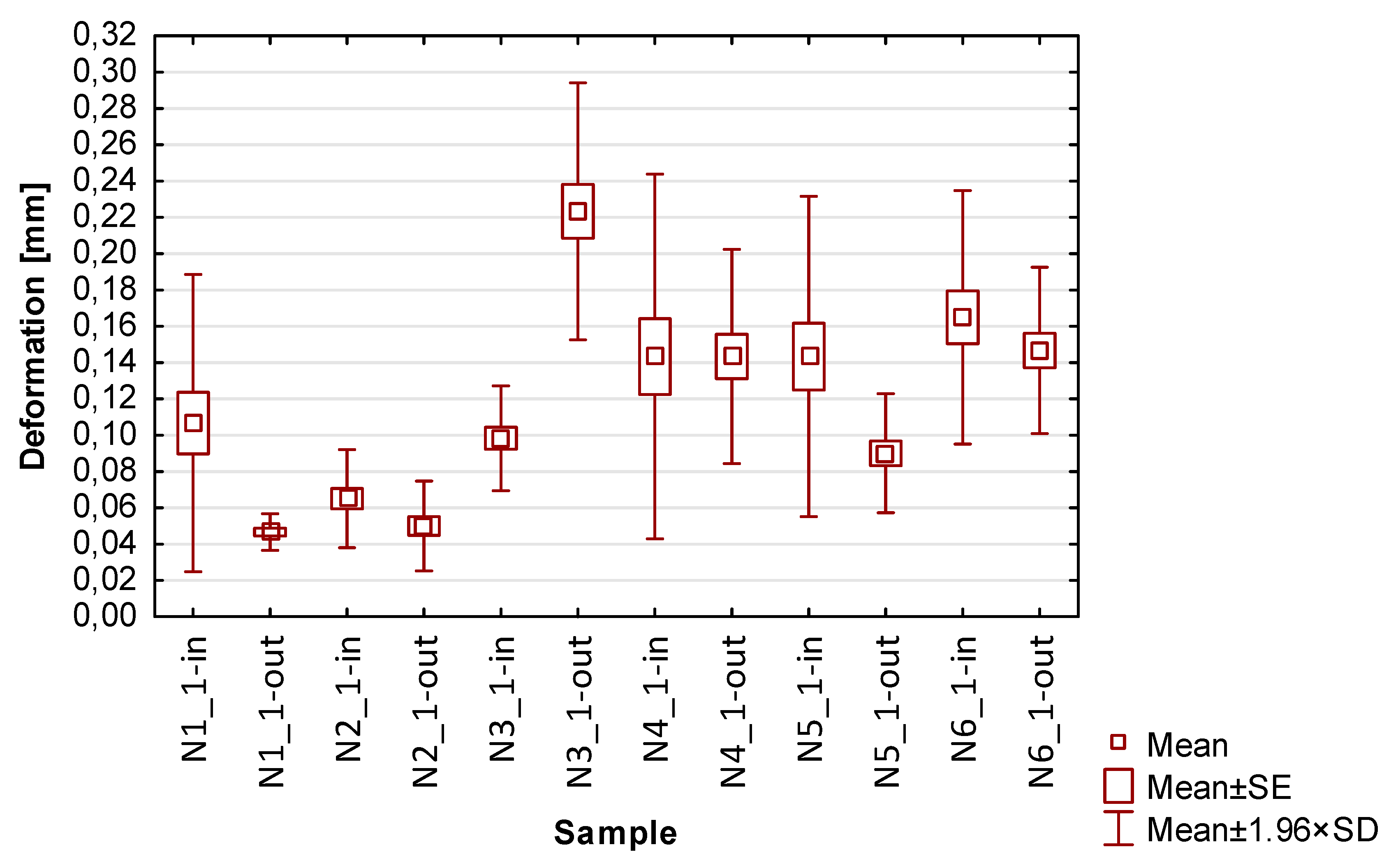
- Dimensional and shape accuracy—the maximum deviation values (omitting the sign preceding the value) for each of the measured planes (planes 1–6 and 1’–6’) selected in Section 2.2 were assumed; sixs values for each of the machined sides (input and output).
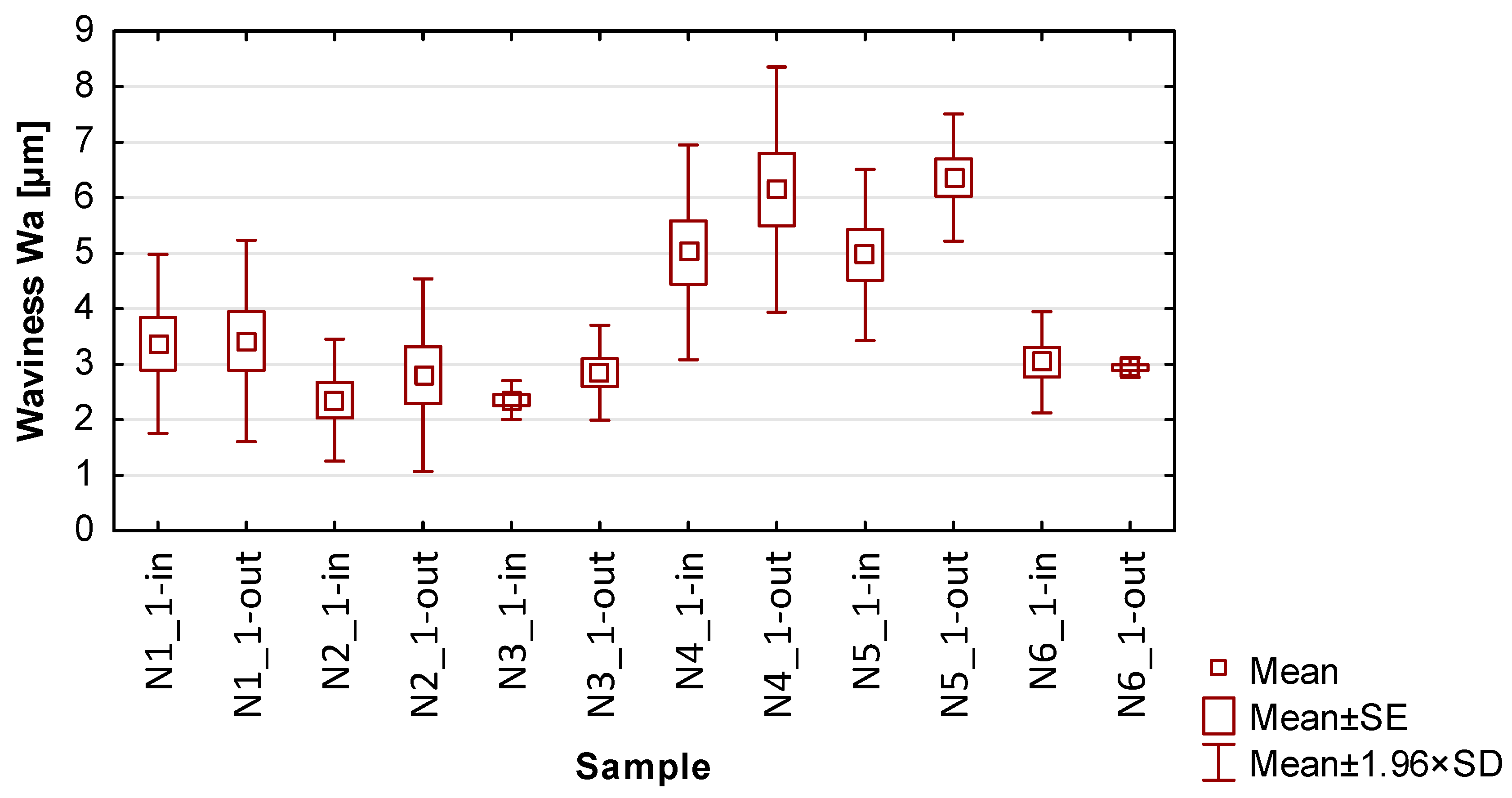
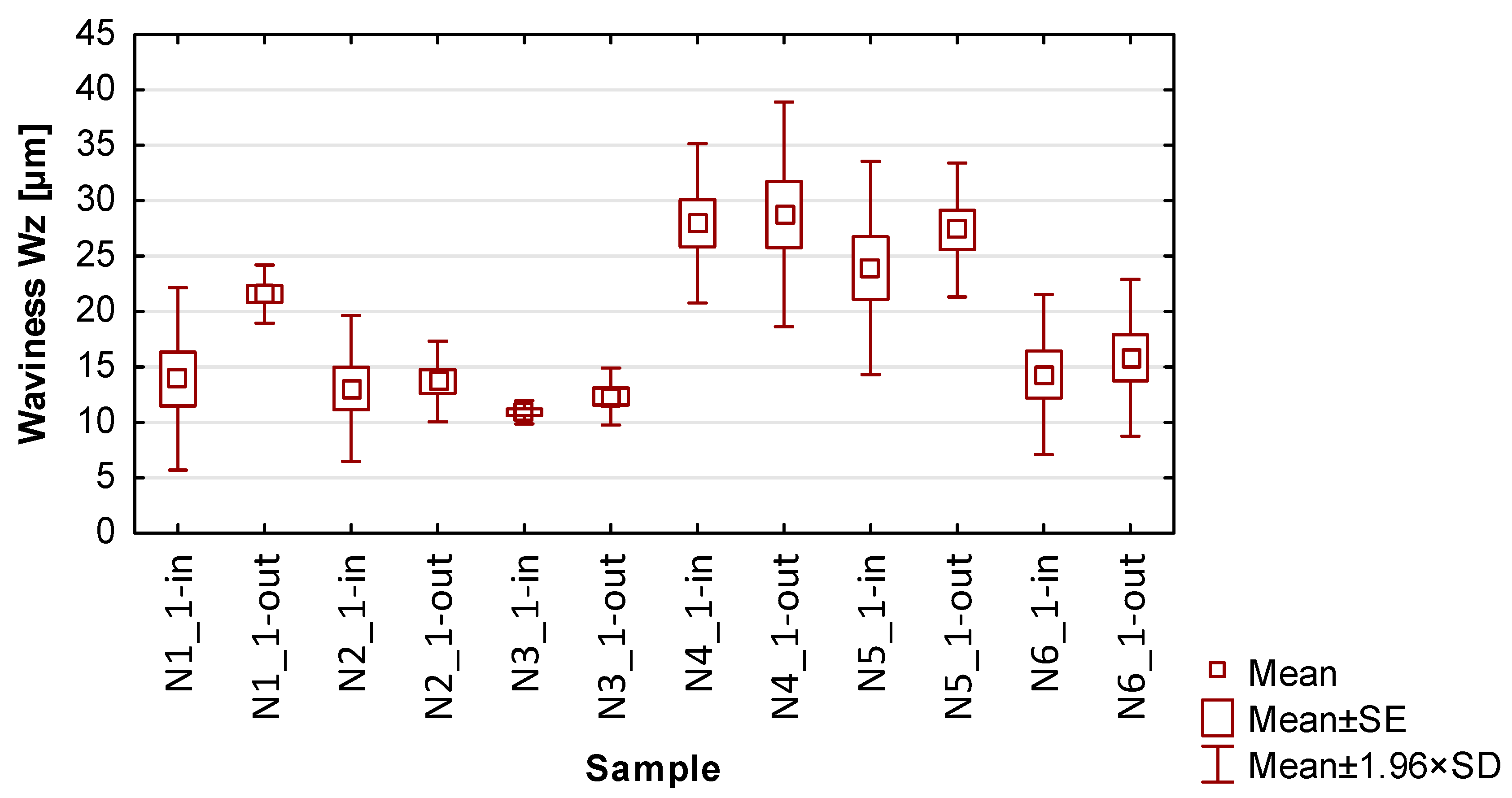
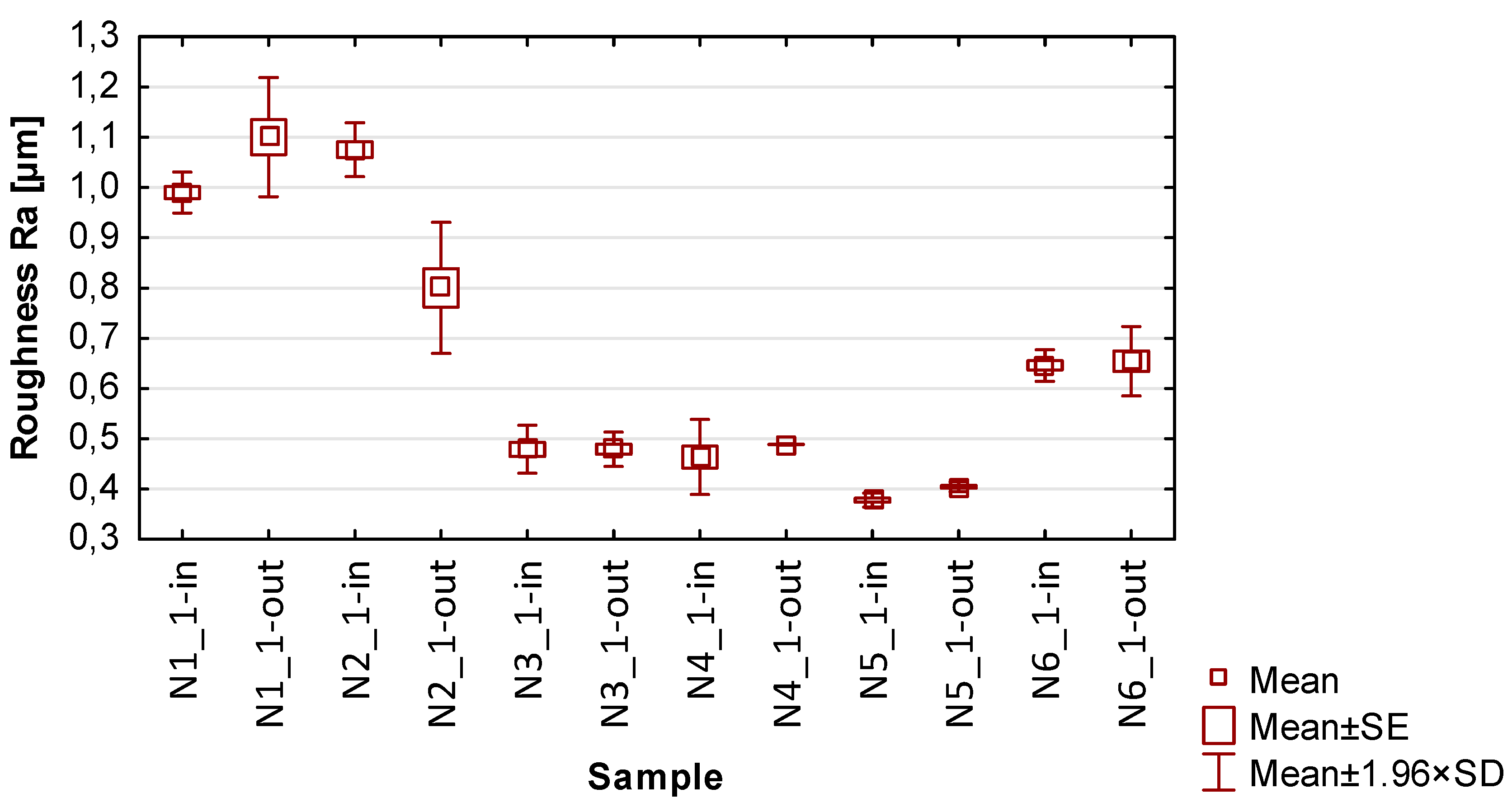
- Surface topography—the values of ripple parameters Wa, Wz and roughness Ra, Rz determined in 6 measurement areas (areas A1–C1 and A2–C2), which were selected in Section 2.3 (three measurement areas for each of the machined sides—the input and output sides), were adopted.
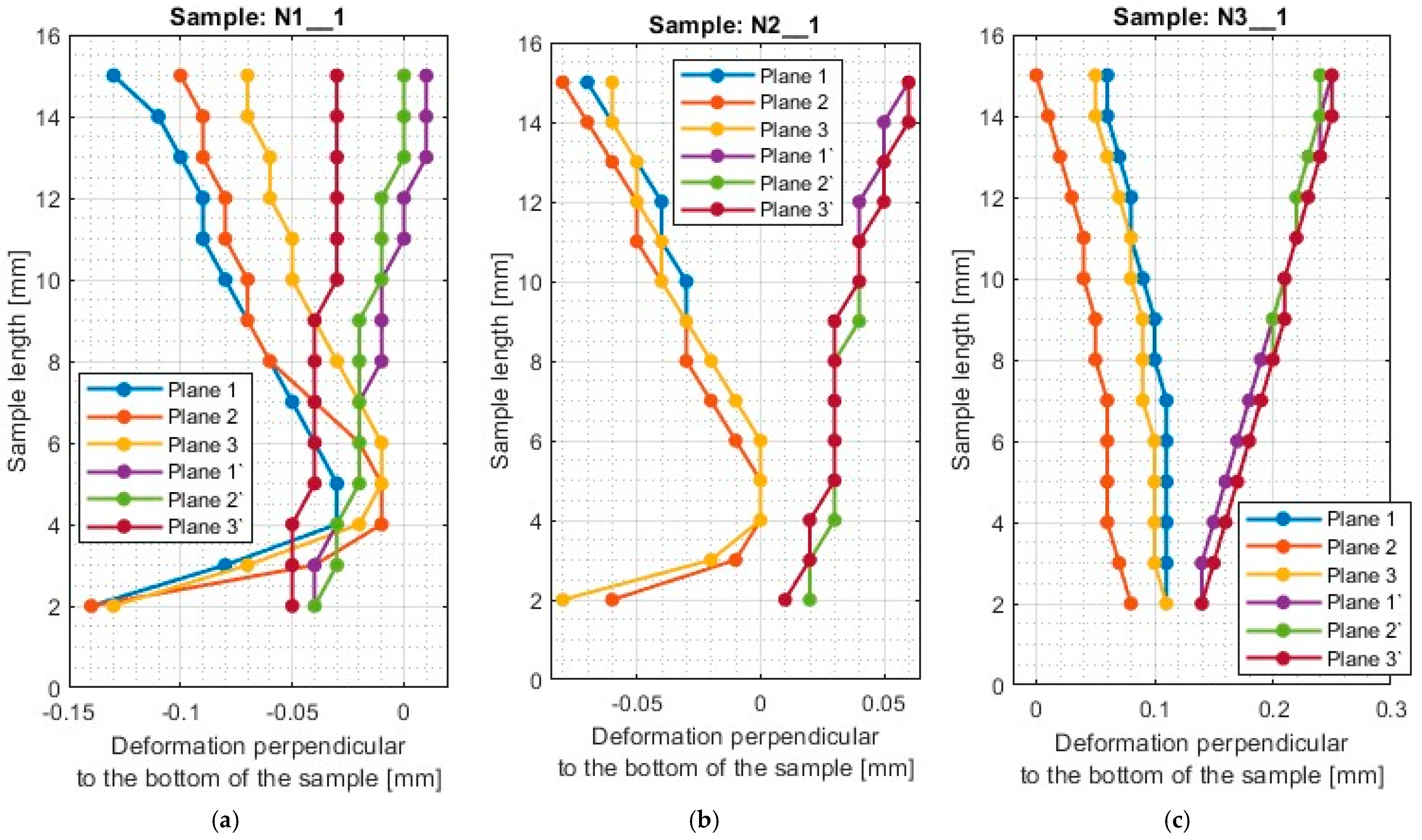
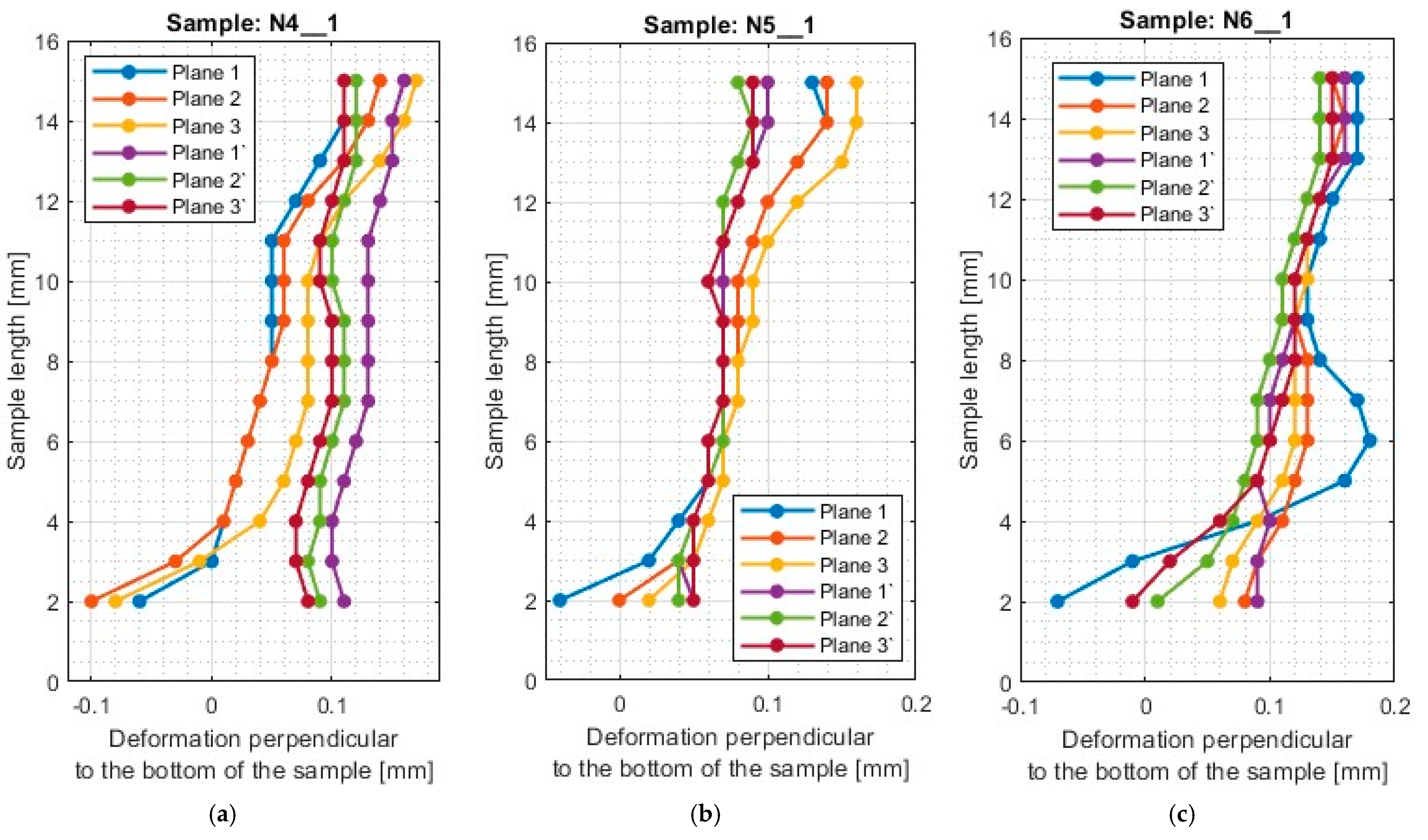
- Focusing on the influence of the cutting tool, it can be seen that the smallest values of average deviations were observed for samples made with the cutter for high-performance machining (N2_1 and N5_1). When considering the other two tools, it can be seen that smaller deviation values were obtained using the tool for general purposes (N1_1 and N4_1) compared to the cutter for high-speed machining (N3_1 and N5_1);
- When using lateral face milling, smaller deviation values were obtained compared to cylindrical milling;
- When lateral cylindrical milling is used, a wider spread of deviation values is observed compared to lateral face milling;
- The smallest deviation values with relatively low scatter were obtained for the sample made by side face milling strategy using the tool for high-performance machining-N2_1;
- The largest values of deviations with a large spread were obtained for sample N3_1. It should be mentioned here that the input side presents two times lower deviations in comparison with the output side;
- In addition to the aforementioned difference between the sides for sample N3_1, for the other samples, smaller average values of deviations on the output side compared to the input side are observed;
- Comparing the deviation result of individual nickel alloy samples with the values obtained in papers [20,21,22,23,24] containing deformation results for titanium alloy samples, it can be seen that lower maximum values were obtained for sample N2_1 (maximum deviation: 0.08 mm). It is worth mentioning that close values of deviations to those obtained in the cited publications are also shown by sample N1_1 (maximum deviation: 0.14).
- Focusing on the influence of the cutting tool, its effect on the measured surface topography parameters is observed in various ways. The selection of a suitable cutting tool should be preceded by the definition of the characteristics of the finished product;
- The use of cylindrical side milling (compared to face milling) provides lower average values and allows for minimizing the scatter of roughness parameter results. In the case of waviness testing, the trend is the opposite, i.e., the use of lateral face milling (compared to cylindrical) gives lower values for waviness parameters;
- A favorable set of surface topography parameters with low scatter was obtained for sample N3_1, made with the tool for high-speed machining along with the use of side face milling. It should be noted, however, that according to the data presented in Table 5 and Figure 13, this sample had the highest values of thin wall deviations;
- The obtained surface topography results show that there is no significant difference in values between the machined sides, i.e., between the input and output sides;
- Analyzing the globally obtained results of surface topography, it is difficult to give additional and more detailed relationships resulting from the distribution of values—the measured values are distributed randomly, with no clear analogies.
4. Summary and Conclusions
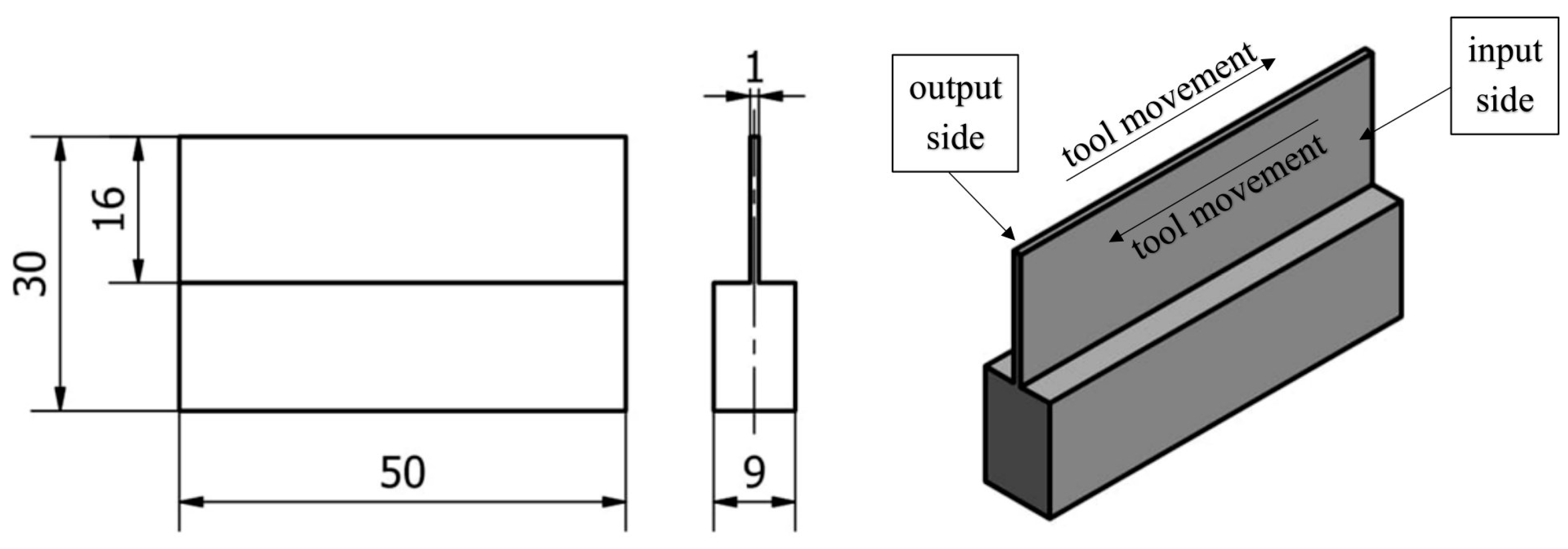
- A distinctive feature was noted on the surface of the samples. The samples contained a chamfer that occurred as the tool exited the material on both machined sides;
- Smaller values of dimensional deviations were observed when machining with a lateral face milling strategy compared to lateral cylindrical milling. It was observed that samples machined using lateral face milling (N1_1–N3_1) are characterized by an approximately constant sample thickness but inclined to one side, while an inverted cone shape appears for samples machined using lateral cylindrical milling (N4_1–N6_1);
- In terms of cutting tool selection, the lowest deviations in terms of strategy were obtained when using the tool for high-speed machining (N2_1 for face side milling and N5_1 for cylindrical side milling);
- The lowest deviation values were obtained for sample N2_1, which was machined using side face milling;
- Despite the use of nickel alloy, which is a harder material compared to titanium alloy, relating the obtained deviation results to the cited publications [20,21,22,23,24] shows that lower values were obtained for sample N2_1 (maximum deviation: 0.08 mm), while for sample N1_1 (maximum deviation: 0.14 mm) the value was similar;
- It was observed that the use of a lateral face milling strategy compared to lateral cylindrical milling yields lower values of the waviness parameters Wa and Wz with higher values of the roughness parameters Ra and Rz;
- Face side milling (compared to cylindrical milling) provides lower and more stable results for waviness parameters, while cylindrical side milling (compared to face side milling) provides lower and more stable results for roughness parameters;
- It is not possible to say unequivocally for which set of input parameters the lowest values of output quantities were obtained. Different effects of input parameters on quality features are observed. Therefore, the selection of cutting conditions should be preceded by the determination of the values of the critical quality characteristics of the machined surface.
- Greater stability in the values of surface topography parameters in the measuring areas was observed when using nickel alloy compared to those obtained for titanium alloy samples;
- The use of titanium alloy, compared to nickel alloy, allowed to obtain smaller values of both measured quantities—the accuracy-dimensional-shape and surface topography parameters comparing the results for samples made under the same machining conditions;
- The machined surface of the nickel alloy samples—thanks to its hardness—did not suffer damage under the influence of coarse chips occurring during machining, as was observed during the milling of titanium alloy samples. As a result, greater stability of the surface topography parameters is observed between the measuring areas.
- Expanding the experiment to include samples containing other shapes of thin-walled structures;
- Conducting tests on samples containing different thin wall thicknesses;
- Using other methods to support the material during milling;
- Experimenting with other material groups;
- Extending the experiment to other cutting parameters to determine a function describing the effect of input parameters on output quantities.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A



Appendix B
- arithmetic mean waviness—Wa;
- the maximum height of the waviness—Wz;
- skewness of the waviness profile—Wsk;
- the maximum height of peaks of waviness profile—Wp;
- the maximum depth of valleys of waviness profile—Wv;
- the square mean of the waviness deviations—Wq;
- kurtosis of the waviness—Wku;
- the arithmetic mean deviation—Ra;
- the maximum height—Rz;
- skewness of the roughness profile—Rsk;
- the maximum height of peaks of roughness profile—Rp;
- the maximum depth of valleys of roughness profile—Rv;
- the root mean square roughness—Rq;
- kurtosis of the roughness—Rku.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Measuring Area | Wa [µm] | Wz [µm] | Wsk | Wp [µm] | Wv [µm] | Wq [µm] | Wku |
|---|---|---|---|---|---|---|---|---|
| N1_1 | A1 | 4.15 | 17.08 | 1.32 | 10.19 | 6.90 | 4.74 | 1.91 |
| B1 | 3.44 | 15.51 | 1.41 | 10.07 | 5.44 | 3.94 | 2.38 | |
| C1 | 2.51 | 9.15 | 1.20 | 4.00 | 5.15 | 2.74 | 1.53 | |
| A2 | 4.46 | 22.56 | 1.40 | 11.17 | 11.48 | 5.20 | 2.21 | |
| B2 | 3.12 | 22.11 | 1.60 | 15.88 | 6.23 | 3.87 | 3.28 | |
| C2 | 2.68 | 20.05 | 1.75 | 10.89 | 9.16 | 3.50 | 3.62 | |
| N2_1 | A1 | 1.75 | 11.51 | 1.56 | 3.62 | 7.89 | 2.09 | 3.13 |
| B1 | 2.46 | 10.76 | 1.25 | 4.87 | 5.89 | 2.73 | 1.69 | |
| C1 | 2.86 | 16.91 | 1.33 | 5.56 | 11.35 | 3.24 | 2.08 | |
| A2 | 3.41 | 15.31 | 1.36 | 7.56 | 7.75 | 4.06 | 1.98 | |
| B2 | 3.22 | 14.07 | 1.32 | 7.81 | 6.26 | 3.78 | 1.88 | |
| C2 | 1.79 | 11.66 | 1.68 | 4.94 | 6.71 | 2.36 | 3.19 | |
| N3_1 | A1 | 2.15 | 10.31 | 1.37 | 5.78 | 4.54 | 2.53 | 2.05 |
| B1 | 2.43 | 11.06 | 1.36 | 6.03 | 5.03 | 2.83 | 2.01 | |
| C1 | 2.49 | 11.34 | 1.38 | 6.20 | 5.14 | 2.94 | 2.07 | |
| A2 | 3.08 | 12.08 | 1.23 | 5.95 | 6.13 | 3.41 | 1.62 | |
| B2 | 3.12 | 13.75 | 1.24 | 7.49 | 6.26 | 3.48 | 1.67 | |
| C2 | 2.35 | 11.17 | 1.32 | 5.84 | 5.33 | 2.70 | 1.90 | |
| N4_1 | A1 | 4.82 | 27.75 | 1.58 | 14.58 | 13.17 | 6.12 | 2.75 |
| B1 | 4.14 | 24.41 | 1.59 | 12.12 | 12.29 | 5.26 | 2.81 | |
| C1 | 6.08 | 31.75 | 1.50 | 18.51 | 13.23 | 7.47 | 2.53 | |
| A2 | 5.75 | 26.94 | 1.45 | 14.78 | 12.16 | 6.88 | 2.43 | |
| B2 | 5.28 | 24.74 | 1.45 | 13.54 | 11.20 | 6.32 | 2.36 | |
| C2 | 7.42 | 34.61 | 1.31 | 20.67 | 13.94 | 8.31 | 1.87 | |
| N5_1 | A1 | 4.15 | 18.45 | 1.42 | 10.98 | 7.66 | 4.98 | 2.23 |
| B1 | 5.03 | 25.42 | 1.50 | 13.25 | 12.17 | 6.20 | 2.50 | |
| C1 | 5.73 | 27.92 | 1.46 | 14.86 | 13.06 | 6.94 | 2.36 | |
| A2 | 6.13 | 25.62 | 1.38 | 14.53 | 11.09 | 7.26 | 2.06 | |
| B2 | 5.93 | 25.54 | 1.39 | 14.13 | 11.40 | 7.05 | 2.11 | |
| C2 | 7.03 | 30.93 | 1.35 | 16.49 | 14.44 | 8.26 | 1.99 | |
| N6_1 | A1 | 2.58 | 11.54 | 1.24 | 6.57 | 4.97 | 2.88 | 1.66 |
| B1 | 3.03 | 12.89 | 1.23 | 7.42 | 5.47 | 3.35 | 1.62 | |
| C1 | 3.51 | 18.50 | 1.32 | 11.77 | 6.73 | 4.02 | 1.91 | |
| A2 | 2.85 | 13.69 | 1.28 | 7.76 | 5.93 | 3.22 | 1.80 | |
| B2 | 3.03 | 13.80 | 1.29 | 7.85 | 5.95 | 3.44 | 1.83 | |
| C2 | 2.95 | 20.00 | 1.51 | 13.09 | 6.91 | 3.61 | 2.64 |
| Sample Number | Measuring Area | Ra [µm] | Rz [µm] | Rsk | Rp [µm] | Rv [µm] | Rq [µm] | Rku |
|---|---|---|---|---|---|---|---|---|
| N1_1 | A1 | 0.98 | 8.63 | 1.62 | 4.90 | 3.72 | 1.23 | 3.11 |
| B1 | 1.01 | 8.77 | 1.60 | 4.63 | 4.14 | 1.26 | 3.03 | |
| C1 | 0.98 | 8.55 | 1.61 | 4.51 | 4.04 | 1.23 | 3.04 | |
| A2 | 1.06 | 16.98 | 2.00 | 10.73 | 6.25 | 1.41 | 5.62 | |
| B2 | 1.17 | 18.63 | 2.39 | 10.40 | 8.23 | 1.65 | 8.16 | |
| C2 | 1.08 | 18.34 | 2.23 | 9.25 | 9.09 | 1.50 | 6.98 | |
| N2_1 | A1 | 1.07 | 11.22 | 1.82 | 4.83 | 6.40 | 1.43 | 3.99 |
| B1 | 1.05 | 9.68 | 1.81 | 5.26 | 4.42 | 1.41 | 3.86 | |
| C1 | 1.11 | 13.41 | 1.87 | 6.85 | 6.56 | 1.47 | 4.50 | |
| A2 | 0.87 | 9.14 | 1.96 | 5.10 | 4.03 | 1.21 | 4.69 | |
| B2 | 0.79 | 9.11 | 2.01 | 5.08 | 4.03 | 1.10 | 5.01 | |
| C2 | 0.74 | 7.87 | 1.91 | 3.57 | 4.30 | 1.01 | 4.48 | |
| N3_1 | A1 | 0.45 | 4.45 | 2.04 | 2.67 | 1.79 | 0.64 | 5.08 |
| B1 | 0.49 | 4.75 | 1.95 | 2.74 | 2.01 | 0.69 | 4.54 | |
| C1 | 0.50 | 4.82 | 1.90 | 3.05 | 1.78 | 0.68 | 4.36 | |
| A2 | 0.46 | 4.28 | 1.70 | 2.44 | 1.84 | 0.59 | 3.56 | |
| B2 | 0.48 | 4.13 | 1.62 | 2.21 | 1.92 | 0.60 | 3.10 | |
| C2 | 0.50 | 4.11 | 1.63 | 2.27 | 1.83 | 0.63 | 3.14 | |
| N4_1 | A1 | 0.47 | 4.18 | 1.55 | 2.06 | 2.12 | 0.58 | 2.76 |
| B1 | 0.42 | 3.63 | 1.60 | 1.72 | 1.91 | 0.53 | 2.98 | |
| C1 | 0.50 | 3.83 | 1.52 | 1.88 | 1.95 | 0.62 | 2.66 | |
| A2 | 0.49 | 4.89 | 1.58 | 2.74 | 2.16 | 0.61 | 2.93 | |
| B2 | 0.49 | 4.07 | 1.53 | 2.15 | 1.92 | 0.60 | 2.70 | |
| C2 | 0.49 | 4.19 | 1.55 | 2.28 | 1.91 | 0.60 | 2.79 | |
| N5_1 | A1 | 0.38 | 4.46 | 1.83 | 2.59 | 1.96 | 0.49 | 4.38 |
| B1 | 0.37 | 4.44 | 1.79 | 2.57 | 1.87 | 0.48 | 4.09 | |
| C1 | 0.38 | 4.88 | 1.90 | 3.01 | 1.87 | 0.51 | 4.86 | |
| A2 | 0.40 | 4.91 | 1.95 | 3.07 | 1.84 | 0.54 | 5.11 | |
| B2 | 0.40 | 4.63 | 1.83 | 2.88 | 1.75 | 0.52 | 4.35 | |
| C2 | 0.41 | 4.75 | 1.86 | 2.96 | 1.79 | 0.54 | 4.48 | |
| N6_1 | A1 | 0.65 | 7.99 | 1.99 | 5.16 | 2.83 | 0.87 | 5.36 |
| B1 | 0.63 | 7.57 | 1.84 | 5.16 | 2.41 | 0.82 | 4.47 | |
| C1 | 0.66 | 8.15 | 1.90 | 5.01 | 3.13 | 0.87 | 4.93 | |
| A2 | 0.63 | 6.93 | 1.84 | 4.42 | 2.51 | 0.83 | 4.44 | |
| B2 | 0.64 | 5.50 | 1.60 | 3.18 | 2.33 | 0.79 | 3.06 | |
| C2 | 0.70 | 5.74 | 1.58 | 3.28 | 2.46 | 0.86 | 2.96 |
References
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K. Investigation of Selected Surface Topography Parameters and Deformation during Milling of Vertical Thin-Walled Structures from Titanium Alloy Ti6Al4V. Materials 2023, 16, 3182. [Google Scholar] [CrossRef] [PubMed]
- Tongyue, W.; Ning, H.; Liang, L. Stability of milling of thin-walled workpiece. In Proceedings of the International Conference on Mechanic Automation and Control Engineering (MACE), Wuhan, China, 26–28 June 2010. [Google Scholar]
- Arnaud, L.; Gonzalo, O.; Seguy, S.; Jauregi, H.; Peigné, G. Simulation of low rigidity part machining applied to thin-walled structures. Int. J. Adv. Manuf. Technol. 2011, 54, 479–488. [Google Scholar] [CrossRef]
- Herranz, S.; Campa, F.J.; López, L.N.; Rivero, A.; Lamikiz, A.; Ukar, E.; Sánchez, J.A.; Bravo, U. The milling of airframe components with low rigidity: A general approach to avoid static and dynamic problems. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 789–801. [Google Scholar] [CrossRef]
- Mahmud, A.; Mayer, J.R.R.; Baron, L. Determining the minimum clamping force by cutting force simulation in aerospace fuselage pocket machining. Int. J. Adv. Manuf. Technol. 2015, 80, 1751–1758. [Google Scholar] [CrossRef]
- Li, X.; Zhao, W.; Li, L.; He, N.; Chi, S. Modeling and application of process damping in milling of thin-walled workpiece made of titanium alloy. Shock. Vib. 2015, 2015, 431476. [Google Scholar] [CrossRef]
- Jiang, X.; Zhu, Y.; Zhang, Z.; Guo, M.; Ding, Z. Investigation of residual impact stress and its effects on the precision during milling of the thin-walled part. Int. J. Adv. Manuf. Technol. 2018, 97, 877–892. [Google Scholar] [CrossRef]
- Tang, A.; Liu, Z. Three-dimensional stability lobe and maximum material removal rate in end milling of thin-walled plate. Int. J. Adv. Manuf. Technol. 2009, 43, 33–39. [Google Scholar] [CrossRef]
- Hao, X.; Li, Y.; Zhao, Z.; Liu, C. Dynamic machining process planning incorporating in-process workpiece deformation data for large-size aircraft structural parts. Int. J. Comput. Integr. Manuf. 2019, 32, 136–147. [Google Scholar] [CrossRef]
- Huang, N.; Yin, C.; Liang, L.; Hu, J.; Wu, S. Error compensation for machining of large thin-walled part with sculptured surface based on on-machine measurement. Int. J. Adv. Manuf. Technol. 2018, 96, 4345–4352. [Google Scholar] [CrossRef]
- Rubio, A.; Rivero, A.; Del Sol, I.; Ukar, E.; Lamikiz, A. Capacitation of flexibles fixtures for its use in high quality machining processes: An application case of the industry 4.0 paradigm. Dyna 2018, 93, 608–612. [Google Scholar] [CrossRef]
- Wang, X.; Bi, Q.; Zhu, L.; Ding, H. Improved forecasting compensatory control to guarantee the remaining wall thickness for pocket milling of a large thin-walled part. Int. J. Adv. Manuf. Technol. 2018, 94, 1677–1688. [Google Scholar] [CrossRef]
- Loehe, J.; Zaeh, M.F.; Roesch, O. In-Process Deformation Measurement of Thin-walled Workpieces. Procedia CIRP 2012, 1, 546–551. [Google Scholar] [CrossRef]
- Gapinski, B.; Wieczorowski, M.; Marciniak-Podsadna, L.; Dybala, B.; Ziolkowski, G. Comparison of Different Method of Measurement Geometry using CMM, Optical Scanner and Computed Tomography 3D. Procedia Eng. 2014, 69, 255–262. [Google Scholar] [CrossRef]
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Kapayeva, S.; Torekhanova, M. Dimensional Deviations of Horizontal Thin Wall of Titanium Alloy Ti6Al4V Determined by Optical and Contact Methods. Materials 2023, 16, 7272. [Google Scholar] [CrossRef] [PubMed]
- Ratajczyk, E. Współrzędnościowa Technika Pomiarowa; Oficyna Wydawnicza Politechniki Warszawskiej: Warszawa, Poland, 2005. [Google Scholar]
- Bosch, J.A. Coordinate Measuring Machines and Systems; Marcel Pekker Inc.: New York, NY, USA, 1995. [Google Scholar]
- ATOS ScanBox—Optical 3D Coordinate Measuring Machine (Brochure). Available online: https://ucs-int.com/wp-content/uploads/2021/04/gom_atos-scanbox_EN.pdf (accessed on 12 November 2023).
- Bałon, P.; Rejman, E.; Smusz, R.; Szostak, J.; Kiełbasa, B. Implementation of high-speed machining in thin-walled aircraft integral elements. Open Eng. 2018, 8, 162–169. [Google Scholar] [CrossRef]
- Zha, J.; Liang, J.; Li, Y.; Zhang, H.; Chen, Y. Large Cutting Depth and Layered Milling of Titanium Alloy Thin-Walled Parts. Materials 2020, 13, 1499. [Google Scholar] [CrossRef]
- Yusop, M.S.M.; Said, A.Y.M.; Karim, Z.; Ramli, A.S.; Azman, R.; Rahman, A.B.A.; Kamil, F.N.A. Effect of Different Cutting Speed towards Machinability of Titanium (Ti6Al4V) Curved Thin Wall using Trochoidal Milling Path. Int. J. Eng. Adv. Technol. (IJEAT) 2019, 8, 3392–3396. [Google Scholar] [CrossRef]
- Hintze, W.; Wenserski, R.; Junghans, S.; Möller, C. Finish machining of Ti6Al4V SLM components under consideration of thin walls and support structure removal. Procedia Manuf. 2020, 48, 485–491. [Google Scholar] [CrossRef]
- Gang, L. Study on deformation of titanium thin-walled part in milling process. J. Mater. Process. Technol. 2009, 209, 2788–2793. [Google Scholar] [CrossRef]
- Polishetty, A.; Goldberg, M.; Littlefair, G.; Puttaraj, M.; Patil, P.; Kalra, A. A preliminary assessment of machinability titanium alloy Ti6Al4V during thin wall machining using trochoidal milling. Procedia Eng. 2014, 97, 357–364. [Google Scholar] [CrossRef]
- Pieśko, P.; Kuczmaszewski, J. Obróbka Elementów Cienkościennych Narzędziami o Obniżonej Sztywności; Wydawnictwo Politechniki Lubelskiej: Lublin, Poland, 2022. [Google Scholar]
- Pieśko, P. Badania Wpływu Sztywności Statycznej Frezów Trzpieniowych na Dokładność Geometryczną Przedmiotów Wykonywanych ze Stopu Aluminium. Ph.D. Thesis, Politechnika Lubelska, Lublin, Poland, 2014. [Google Scholar]
- Semotiuk, L. Analiza cech eksploatacyjnych innowacyjnych konstrukcji narzędzi wykorzystywanych w procesach frezowania zgrubnego z wykorzystaniem technologii HSM. Eksploat. I Niezawodn. 2009, 1, 46–53. [Google Scholar]
- Oczoś, K.E. Dobór technik kształtowania ubytkowego wyrobów. Mechanik 2008, 5–6, 361–379. [Google Scholar]
- Oczoś, K.E. Kierunki zwiększania produktywności procesów skrawania. Mechanik 2007, 5–6, 325–348. [Google Scholar]
- Oczoś, K.E. Obróbka wysokowydajna—HPC (High Performance Cutting). Mechanik 2004, 11, 701–709. [Google Scholar]
- Oczoś, K.E.; Kawalec, A. Kształtowanie Metali Lekkich; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2012. [Google Scholar]
- Bourdim, A.; Bourdim, M.; Metalsi, F.; Abdelkader, M.R. Stability Analysis of Boring Process under Regenerative Cutting Condition. Adv. Prod. Eng. Manag. 2009, 4, 189–196. [Google Scholar]
- López de Lacalle, L.N.; Campa, F.J.; Lamikiz, A. Milling. In Modern Machining Technology: A Practical Guide; Woodhead Publishing Limited: Cambridge, UK, 2011; pp. 213–303. [Google Scholar]
- Garimella, S.; Ramesh Babu, P. Understanding the challenges in machining thin walled thin floored Avionics components. Int. J. Appl. Sci. Eng. Res. 2013, 2, 93–100. [Google Scholar]
- Izamshah, R.A.; Mo, J.P.T.; Ding, S. Hybrid deflection prediction on machining thin-wall monolithic aerospace components. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 226, 592–605. [Google Scholar] [CrossRef]
- Del Sol, I.; Rivero, A.; López de Lacalle, L.N.; Gamez, A.J. Thin-Wall Machining of Light Alloys: A Review of Models and Industrial Approaches. Materials 2019, 12, 2012. [Google Scholar] [CrossRef]
- Górski, E. Poradnik Inżyniera—Obróbka Skrawaniem, 2nd ed.; Wydawnictwo Naukowo-Techniczne: Warszawa, Poland, 1993. [Google Scholar]
- Bravo, U.; Altuzarra, O.; López de Lacalle, L.N.; Sánchez, J.A.A.; Campa, F.J.J. Stability limits of milling considering the flexibility of the workpiece and the machine. Int. J. Mach. Tools Manuf. 2005, 45, 1669–1680. [Google Scholar] [CrossRef]
- Rai, J.K.; Xirouchakis, P. Finite element method based machining simulation environment for analyzing part errors induced during milling of thin-walled components. Int. J. Mach. Tools Manuf. 2008, 48, 629–643. [Google Scholar] [CrossRef]
- Chen, W.; Xue, J.; Tang, D.; Chen, H.; Qu, S. Deformation prediction and error compensation in multilayer milling processes for thin-walled parts. Int. J. Mach. Tools Manuf. 2009, 49, 859–864. [Google Scholar] [CrossRef]
- Wan, M.; Zhang, W.H.; Qin, G.H.; Wang, Z.P. Strategies for error prediction and error control in peripheral milling of thin-walled workpiece. Int. J. Mach. Tools Manuf. 2008, 48, 1366–1374. [Google Scholar] [CrossRef]
- Zębala, W. Minimalizacja błędów przedmiotów cienkościennych. Inżynieria Masz. 2010, 15, 45–54. [Google Scholar]
- Bałon, P.; Rejman, E.; Smusz, R.; Kiełbasa, B. High-speed machining of the thin-walled aircraft constructions. Mechanik 2017, 9, 726–729. [Google Scholar] [CrossRef]
- Wang, J.; Ibaraki, S.; Matsubara, A. A cutting sequence optimization algorithm to reduce the workpiece deformation in thin-wall machining. Precis. Eng. 2017, 50, 506–514. [Google Scholar] [CrossRef]
- Huang, P.L.; Li, J.F.; Sun, J. Study on performance in dry milling aeronautical titanium alloy thin-wall components with two types of tools. J. Clean. Prod. 2014, 67, 258–264. [Google Scholar] [CrossRef]
- Polzer, A.; Duvkova, K.; Pokorny, P. On the modern CNC milling with compensation of cutting tools and thin-walled workpiece deflections. J. Mach. Eng. 2015, 15, 41–49. [Google Scholar]
- Li, M.; Huang, J.; Ding, W.; Liu, X.; Li, L. Dynamic response analysis of a ball-end milling cutter and optimization of the machining parameters for a ruled surface. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 588–599. [Google Scholar] [CrossRef]
- Yan, Q.; Luo, M.; Tang, K. Multi-axis variable depth-of-cut machining of thin-walled workpieces based on the workpiece deflection constraint. CAD Comput. Aided Des. 2018, 100, 14–29. [Google Scholar] [CrossRef]
- Aijun, T.; Zhanqiang, L. Deformations of thin-walled plate due to static end milling force. J. Mater. Process. Technol. 2008, 206, 345–351. [Google Scholar] [CrossRef]
- Wan, M.; Zhang, W.H. Calculations of chip thickness and cutting forces in flexible end milling. Int. J. Adv. Manuf. Technol. 2006, 29, 637–647. [Google Scholar] [CrossRef]
- Jiang, X.; Lu, W.; Zhang, Z. An approach for improving the machining efficiency and quality of aerospace curved thin-walled parts during five-axis NC machining. Int. J. Adv. Manuf. Technol. 2018, 97, 2477–2488. [Google Scholar] [CrossRef]
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Brostow, W. Evaluation of the Vibration Signal during Milling Vertical Thin-Walled Structures from Aerospace Materials. Sensors 2023, 23, 6398. [Google Scholar] [CrossRef] [PubMed]
- Seco Tools Catalog—JS554100E2R050.0Z4-SIRA. Available online: https://www.secotools.com/article/p_03029964 (accessed on 12 November 2023).
- Seco Tools Catalog—JS754100E2C.0Z4A-HXT. Available online: https://www.secotools.com/article/p_03186836 (accessed on 12 November 2023).
- Seco Tools Catalog—JH730100D2R100.0Z7-HXT. Available online: https://www.secotools.com/article/p_03127380 (accessed on 12 November 2023).
- SIS Industry Catalog. Available online: https://www.sisindustry.com/chemia-przemyslowa/srodki-smarne-do-obrobki-metali/ (accessed on 12 November 2023).
- Mouritz, A. Introduction to Aerospace Materials; Woodhead Publishing Limited: Cambridge, UK, 2012. [Google Scholar]
- PCC—Gas Turbine Components. Available online: https://www.pccforgedproducts.com/products/ (accessed on 12 November 2023).
- Bibus Metals—Inconel 625. Available online: https://www.bibusmetals.pl/alloys/inconel-alloy-625/ (accessed on 12 November 2023).
- Bałon, P.; Rejman, E.; Świątoniowski, A.; Kiełbasa, B.; Smusz, R.; Szostak, J.; Cieślik, J.; Kowalski, Ł. Thin-walled Integral Constructions in Aircraft Industry. Procedia Manuf. 2020, 47, 498–504. [Google Scholar] [CrossRef]




| Mechanical Properties | Value | Unit |
|---|---|---|
| Tensile strength Rm | min. 760 | MPa |
| Yield strength 0.2% | min. 380 | MPa |
| Elongation at break | min. 35 | [%] |
| Density | 8.44 | g/cm3 |
| Element | Ni | Cr | Mo | Nb | Fe | C | Mn | Si | S | Al | Ti | P | Co |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Percentage [%] | ≥58 | 20–23 | 8–10 | 3.15–4.15 | ≤5 | ≤0.1 | ≤0.5 | ≤0.5 | ≤0.015 | ≤4.4 | ≤0.4 | ≤0.015 | ≤1 |
| Sample | Tool | Machining Strategy | Depth of Cut ap [mm] | Radial Depth ae [mm] |
|---|---|---|---|---|
| N1_1 | Tool 1 | face side milling | 2 (8 passes) | 4 (1 pass) |
| N2_1 | Tool 2 | 2 (8 passes) | 4 (1 pass) | |
| N3_1 | Tool 3 | 2 (8 passes) | 4 (1 pass) | |
| N4_1 | Tool 1 | cylindrical side milling | 16 (1 pass) | 0.5 (8 passes) |
| N5_1 | Tool 2 | 16 (1 pass) | 0.5 (8 passes) | |
| N6_1 | Tool 3 | 16 (1 pass) | 0.5 (8 passes) |
| Parameter | Side | Sample | Mean | Median | Min. | Max. | Var. | Std. Dev. | Std. Error |
|---|---|---|---|---|---|---|---|---|---|
| Thin wall deformation | Input side | N1_1 | 0.11 | 0.13 | 0.04 | 0.14 | 0.00 | 0.04 | 0.02 |
| N2_1 | 0.07 | 0.07 | 0.05 | 0.08 | 0.00 | 0.01 | 0.01 | ||
| N3_1 | 0.10 | 0.11 | 0.08 | 0.11 | 0.00 | 0.01 | 0.01 | ||
| N4_1 | 0.14 | 0.15 | 0.07 | 0.22 | 0.00 | 0.05 | 0.02 | ||
| N5_1 | 0.14 | 0.14 | 0.07 | 0.21 | 0.00 | 0.05 | 0.02 | ||
| N6_1 | 0.17 | 0.16 | 0.11 | 0.22 | 0.00 | 0.04 | 0.01 | ||
| Output side | N1_1 | 0.05 | 0.05 | 0.04 | 0.05 | 0.00 | 0.01 | 0.00 | |
| N2_1 | 0.05 | 0.06 | 0.03 | 0.06 | 0.00 | 0.01 | 0.01 | ||
| N3_1 | 0.22 | 0.24 | 0.16 | 0.25 | 0.00 | 0.04 | 0.01 | ||
| N4_1 | 0.14 | 0.14 | 0.11 | 0.18 | 0.00 | 0.03 | 0.01 | ||
| N5_1 | 0.09 | 0.09 | 0.06 | 0.11 | 0.00 | 0.02 | 0.01 | ||
| N6_1 | 0.15 | 0.15 | 0.11 | 0.18 | 0.00 | 0.02 | 0.01 |
| Parameter | Side | Sample | Mean | Median | Min. | Max. | Var. | Std. Dev. | Std. Error |
|---|---|---|---|---|---|---|---|---|---|
| Wavines Wa | Input side | N1_1 | 3.37 | 3.44 | 2.51 | 4.15 | 0.68 | 0.82 | 0.48 |
| N2_1 | 2.35 | 2.46 | 1.75 | 2.86 | 0.31 | 0.56 | 0.32 | ||
| N3_1 | 2.36 | 2.43 | 2.15 | 2.49 | 0.03 | 0.18 | 0.10 | ||
| N4_1 | 5.01 | 4.82 | 4.14 | 6.08 | 0.98 | 0.99 | 0.57 | ||
| N5_1 | 4.97 | 5.03 | 4.15 | 5.73 | 0.62 | 0.79 | 0.46 | ||
| N6_1 | 3.04 | 3.03 | 2.58 | 3.51 | 0.22 | 0.47 | 0.27 | ||
| Output side | N1_1 | 3.42 | 3.12 | 2.68 | 4.46 | 0.86 | 0.93 | 0.53 | |
| N2_1 | 2.80 | 3.22 | 1.79 | 3.41 | 0.78 | 0.89 | 0.51 | ||
| N3_1 | 2.85 | 3.08 | 2.35 | 3.12 | 0.19 | 0.44 | 0.25 | ||
| N4_1 | 6.15 | 5.75 | 5.28 | 7.42 | 1.27 | 1.13 | 0.65 | ||
| N5_1 | 6.36 | 6.13 | 5.93 | 7.03 | 0.34 | 0.59 | 0.34 | ||
| N6_1 | 2.94 | 2.95 | 2.85 | 3.03 | 0.01 | 0.09 | 0.05 |
| Parameter | Side | Sample | Mean | Median | Min. | Max. | Var. | Std. Dev. | Std. Error |
|---|---|---|---|---|---|---|---|---|---|
| Waviness Wz | Input side | N1_1 | 13.91 | 15.51 | 9.15 | 17.08 | 17.64 | 4.20 | 2.42 |
| N2_1 | 13.06 | 11.51 | 10.76 | 16.91 | 11.24 | 3.35 | 1.94 | ||
| N3_1 | 10.91 | 11.06 | 10.31 | 11.34 | 0.28 | 0.53 | 0.31 | ||
| N4_1 | 27.97 | 27.75 | 24.41 | 31.75 | 13.50 | 3.67 | 2.12 | ||
| N5_1 | 23.93 | 25.42 | 18.45 | 27.92 | 24.06 | 4.90 | 2.83 | ||
| N6_1 | 14.31 | 12.89 | 11.54 | 18.50 | 13.61 | 3.69 | 2.13 | ||
| Output side | N1_1 | 21.58 | 22.11 | 20.05 | 22.56 | 1.79 | 1.34 | 0.77 | |
| N2_1 | 13.68 | 14.07 | 11.66 | 15.31 | 3.46 | 1.86 | 1.07 | ||
| N3_1 | 12.33 | 12.08 | 11.17 | 13.75 | 1.72 | 1.31 | 0.76 | ||
| N4_1 | 28.76 | 26.94 | 24.74 | 34.61 | 26.81 | 5.18 | 2.99 | ||
| N5_1 | 27.36 | 25.62 | 25.54 | 30.93 | 9.54 | 3.09 | 1.78 | ||
| N6_1 | 15.83 | 13.80 | 13.69 | 20.00 | 13.04 | 3.61 | 2.08 |
| Parameter | Side | Sample | Mean | Median | Min. | Max. | Var. | Std. Dev. | Std. Error |
|---|---|---|---|---|---|---|---|---|---|
| Roughness Ra | Input side | N1_1 | 0.99 | 0.98 | 0.98 | 1.01 | 0.00 | 0.02 | 0.01 |
| N2_1 | 1.08 | 1.07 | 1.05 | 1.11 | 0.00 | 0.03 | 0.02 | ||
| N3_1 | 0.48 | 0.49 | 0.45 | 0.50 | 0.00 | 0.02 | 0.01 | ||
| N4_1 | 0.46 | 0.47 | 0.42 | 0.50 | 0.00 | 0.04 | 0.02 | ||
| N5_1 | 0.38 | 0.38 | 0.37 | 0.38 | 0.00 | 0.01 | 0.00 | ||
| N6_1 | 0.65 | 0.65 | 0.63 | 0.66 | 0.00 | 0.02 | 0.01 | ||
| Output side | N1_1 | 1.10 | 1.08 | 1.06 | 1.17 | 0.00 | 0.06 | 0.03 | |
| N2_1 | 0.80 | 0.79 | 0.74 | 0.87 | 0.00 | 0.07 | 0.04 | ||
| N3_1 | 0.48 | 0.48 | 0.46 | 0.50 | 0.00 | 0.02 | 0.01 | ||
| N4_1 | 0.49 | 0.49 | 0.49 | 0.49 | 0.00 | 0.00 | 0.00 | ||
| N5_1 | 0.40 | 0.40 | 0.40 | 0.41 | 0.00 | 0.01 | 0.00 | ||
| N6_1 | 0.65 | 0.64 | 0.63 | 0.70 | 0.00 | 0.04 | 0.02 |
| Parameter | Side | Sample | Mean | Median | Min. | Max. | Var. | Std. Dev. | Std. Error |
|---|---|---|---|---|---|---|---|---|---|
| Roughness Rz | Input side | N1_1 | 8.65 | 8.63 | 8.55 | 8.77 | 0.01 | 0.11 | 0.06 |
| N2_1 | 11.44 | 11.22 | 9.68 | 13.41 | 3.50 | 1.87 | 1.08 | ||
| N3_1 | 4.68 | 4.75 | 4.45 | 4.82 | 0.04 | 0.20 | 0.11 | ||
| N4_1 | 3.88 | 3.83 | 3.63 | 4.18 | 0.08 | 0.28 | 0.16 | ||
| N5_1 | 4.59 | 4.46 | 4.44 | 4.88 | 0.06 | 0.25 | 0.14 | ||
| N6_1 | 7.90 | 7.99 | 7.57 | 8.15 | 0.09 | 0.30 | 0.17 | ||
| Output side | N1_1 | 17.98 | 18.34 | 16.98 | 18.63 | 0.78 | 0.88 | 0.51 | |
| N2_1 | 8.71 | 9.11 | 7.87 | 9.14 | 0.53 | 0.73 | 0.42 | ||
| N3_1 | 4.17 | 4.13 | 4.11 | 4.28 | 0.01 | 0.09 | 0.05 | ||
| N4_1 | 4.38 | 4.19 | 4.07 | 4.89 | 0.20 | 0.44 | 0.26 | ||
| N5_1 | 4.76 | 4.75 | 4.63 | 4.91 | 0.02 | 0.14 | 0.08 | ||
| N6_1 | 6.06 | 5.74 | 5.50 | 6.93 | 0.58 | 0.76 | 0.44 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Tuleshov, A. Evaluation of the Surface Topography and Deformation of Vertical Thin-Wall Milled Samples from the Nickel Alloy Inconel 625. Materials 2024, 17, 295. https://doi.org/10.3390/ma17020295
Kurpiel S, Zagórski K, Cieślik J, Skrzypkowski K, Tuleshov A. Evaluation of the Surface Topography and Deformation of Vertical Thin-Wall Milled Samples from the Nickel Alloy Inconel 625. Materials. 2024; 17(2):295. https://doi.org/10.3390/ma17020295
Chicago/Turabian StyleKurpiel, Szymon, Krzysztof Zagórski, Jacek Cieślik, Krzysztof Skrzypkowski, and Amandyk Tuleshov. 2024. "Evaluation of the Surface Topography and Deformation of Vertical Thin-Wall Milled Samples from the Nickel Alloy Inconel 625" Materials 17, no. 2: 295. https://doi.org/10.3390/ma17020295