
Experimental and Thermal Stress Field Numerical Simulation Study on Laser Metal Deposition of Ti-48Al-2Cr-2Nb Alloy
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials and Methods
2.2. Numerical Simulation Method
2.2.1. Conditional Hypothesis
2.2.2. Grid Division
2.2.3. Material Properties
2.2.4. Heat Source Model
3. Results and Discussion
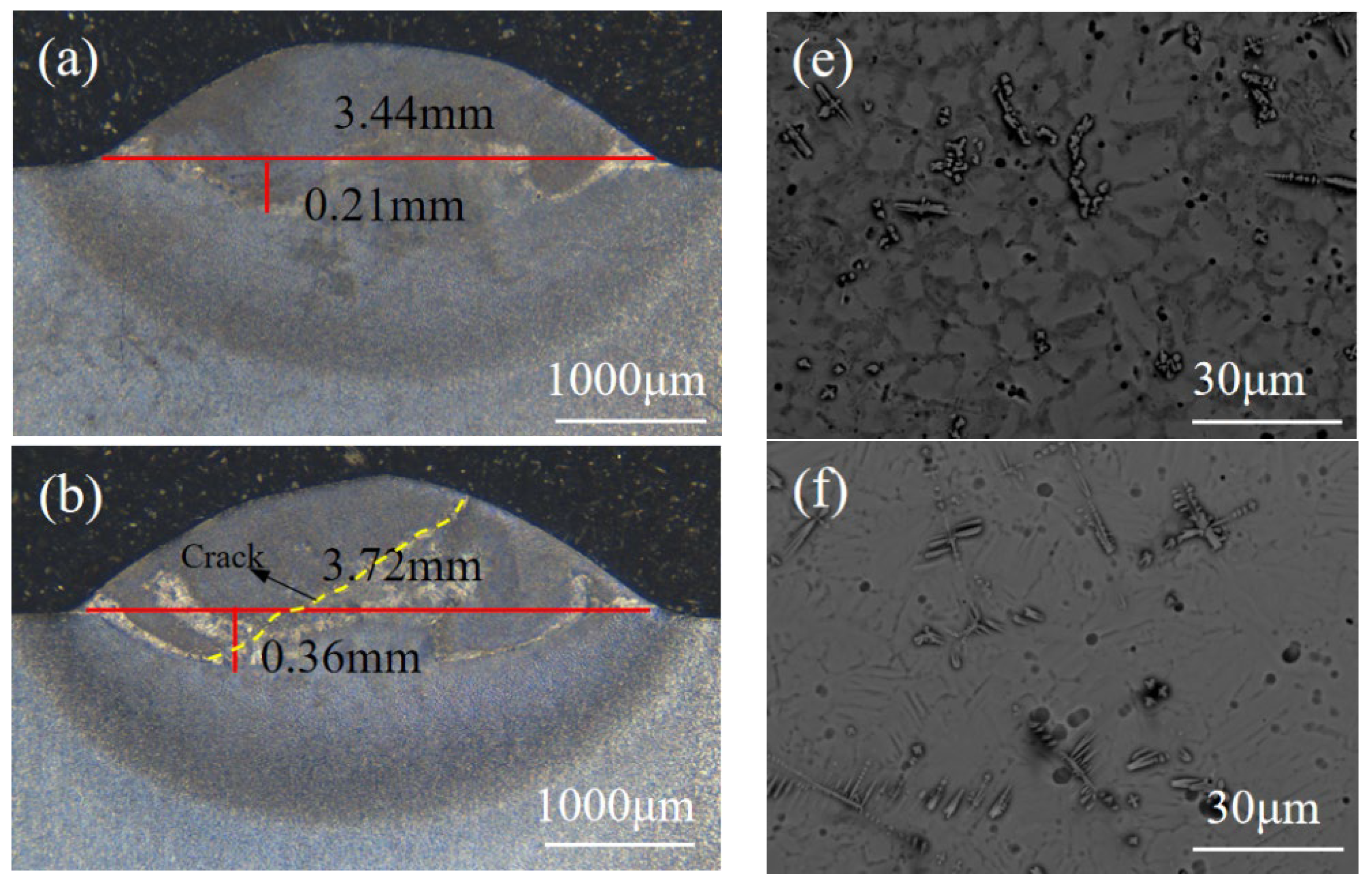
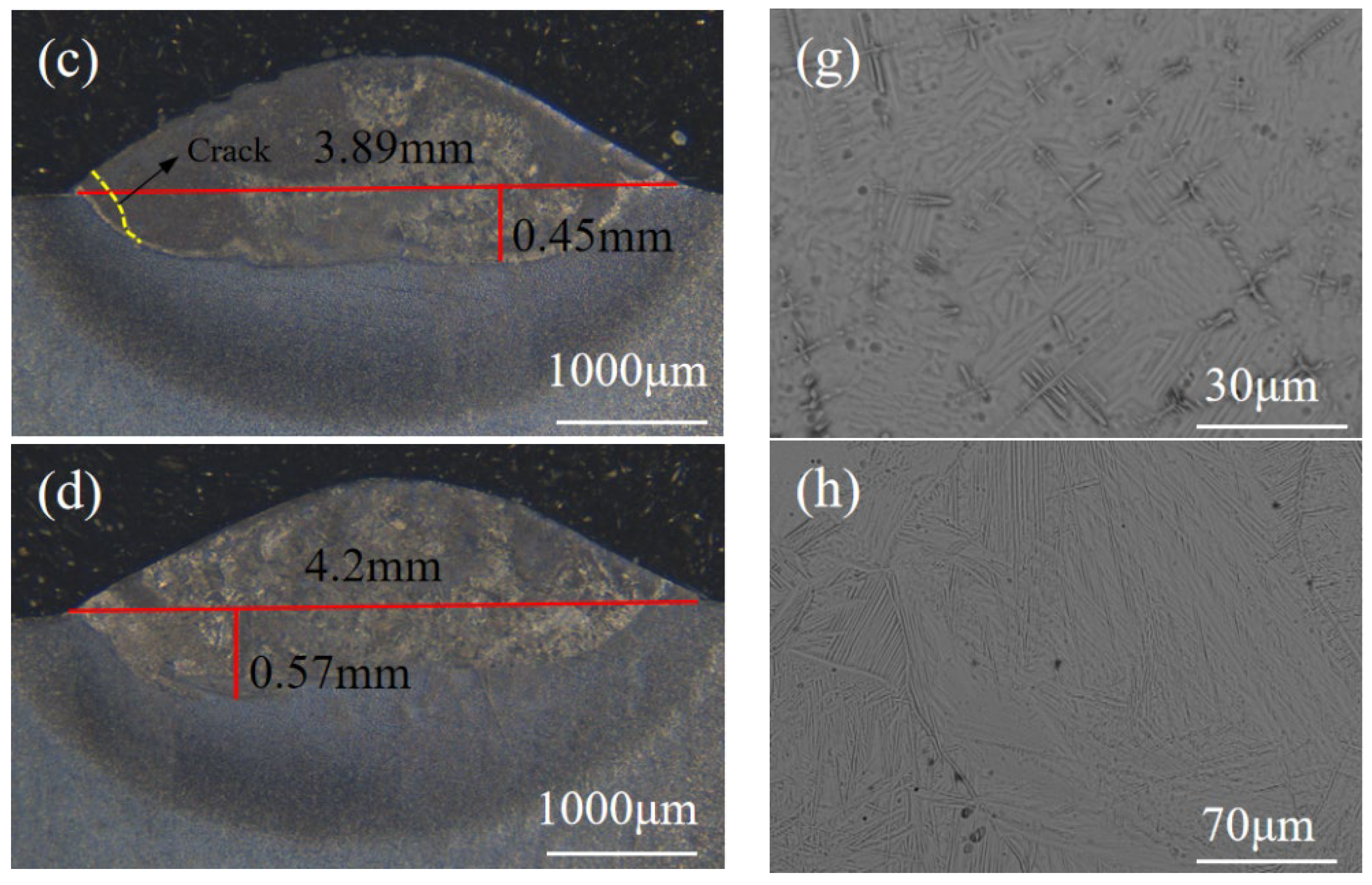
3.1. Microstructure and Melt Cell Analysis of LMD Samples
3.2. Thermodynamic Analysis of the LMD Process
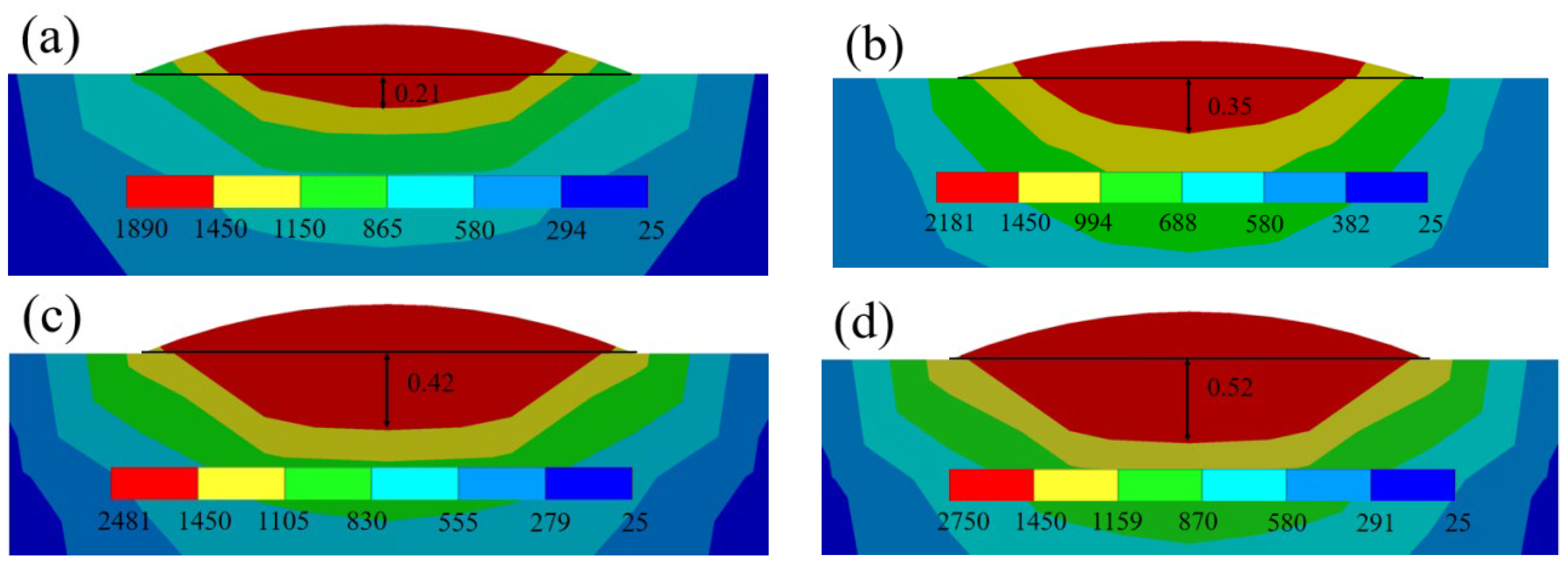
3.2.1. Molten Pool Size
3.2.2. Temperature Field
3.2.3. Cooling Rate
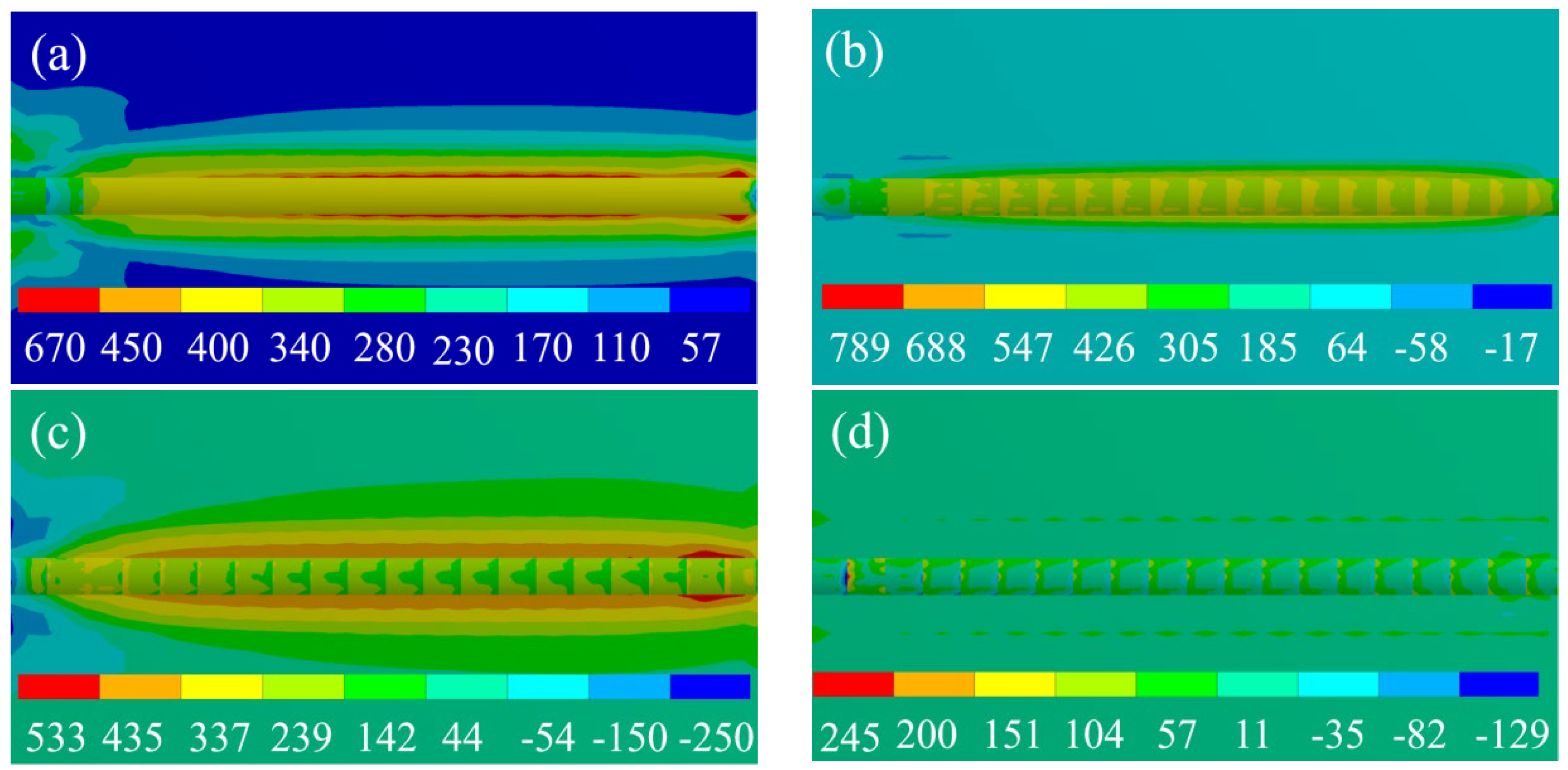
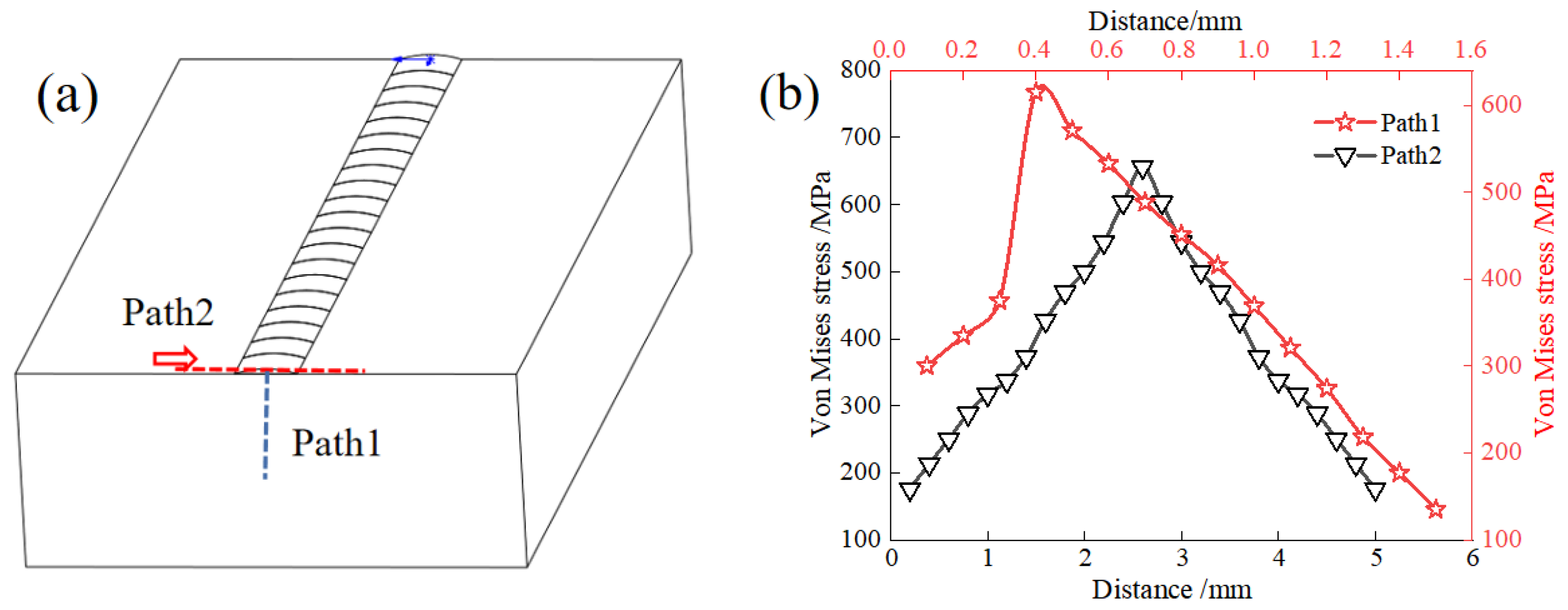
3.2.4. Residual Stress
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thomas, M.; Malot, T.; Aubry, P.; Colin, C.; Vilaro, T.; Bertrand, P. The prospects for additive manufacturing of bulk TiAl alloy. Mater. High Temp. 2016, 33, 571–577. [Google Scholar] [CrossRef]
- Zuo, Z.; Hu, R.; Wang, Q.; Gao, Z.; Luo, X.; Lai, Y.; Xue, S.; Xiang, M.; Zhao, X.; Li, S. Effects of Thermal Exposure on the Microstructure and Mechanical Properties of a Ti-48Al-3Nb-1.5Ta Alloy via Powder Hot Isostatic Pressing. Materials 2024, 17, 794. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Luo, Q.; Wang, H.; Wu, Y.; Cheng, X.; Tang, H. Microstructure characteristics and failure mechanisms of Ti-48Al-2Nb-2Cr titanium aluminide intermetallic alloy fabricated by directed energy deposition technique. Addit. Manuf. 2020, 32, 101007. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S.; et al. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Kothari, K.; Radhakrishnan, R.; Wereley, N.M. Advances in gamma titanium aluminides and their manufacturing techniques. Prog. Aerosp. Sci. 2012, 55, 1–16. [Google Scholar] [CrossRef]
- Soliman, H.A.; Elbestawi, M. Titanium aluminides processing by additive manufacturing—A review. Int. J. Adv. Manuf. Technol. 2022, 119, 5583–5614. [Google Scholar] [CrossRef]
- Yang, J.; Heogh, W.; Ju, H.; Kang, S.; Jang, T.-S.; Jung, H.-D.; Jahazi, M.; Han, S.C.; Park, S.J.; Kim, H.S.; et al. Functionally graded structure of a nitride-strengthened Mg2Si-based hybrid composite. J. Magnes. Alloys 2024, 12, 1239–1256. [Google Scholar] [CrossRef]
- Rittinghaus, S.-K.; Hecht, U.; Werner, V.; Weisheit, A. Heat treatment of laser metal deposited TiAl TNM alloy. Intermetallics 2018, 95, 94–101. [Google Scholar] [CrossRef]
- Carpenter, K.; Tabei, A. On Residual Stress Development, Prevention, and Compensation in Metal Additive Manufacturing. Materials 2020, 13, 255. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.; Kim, J.; Choe, J.; Kim, S.-W.; Hong, J.-K.; Choi, Y.S. Understanding Crack Formation Mechanisms of Ti–48Al–2Cr–2Nb Single Tracks During Laser Powder Bed Fusion. Met. Mater. Int. 2020, 27, 78–91. [Google Scholar] [CrossRef]
- Zhang, X.D.; Brice, C.; Mahaffey, D.W.; Zhang, H.; Schwendner, K.; Evans, D.J.; Fraser, H.L. Characterization of laser-deposited TiAl alloys. Scr. Mater. 2001, 44, 2419–2424. [Google Scholar] [CrossRef]
- Abdulrahman, K.O.; Akinlabi, E.T.; Mahamood, R.M. Characteristics of laser metal deposited titanium aluminide. Mater. Res. Express 2019, 6, 046504. [Google Scholar] [CrossRef]
- Xu, Z.; Ouyang, W.; Liu, Y.; Jiao, J.; Liu, Y.; Zhang, W. Effects of laser polishing on surface morphology and mechanical properties of additive manufactured TiAl components. J. Manuf. Processes 2021, 65, 51–59. [Google Scholar] [CrossRef]
- Liu, Z.-Q.; Zhu, X.-O.; Yin, G.-L.; Zhou, Q. Direct bonding of bimetallic structure from Ti6Al4V to Ti48Al2Cr2Nb alloy by laser additive manufacturing. Mater. Sci. Technol. 2022, 38, 39–44. [Google Scholar] [CrossRef]
- Xu, R.; Li, M.; Zhao, Y. A review of microstructure control and mechanical performance optimization of γ-TiAl alloys. J. Alloys Compd. 2023, 932, 167611. [Google Scholar] [CrossRef]
- Cao, J.; Gharghouri, M.A.; Nash, P. Finite-element analysis and experimental validation of thermal residual stress and distortion in electron beam additive manufactured Ti-6Al-4V build plates. J. Mater. Process. Technol. 2016, 237, 409–419. [Google Scholar] [CrossRef]
- Wang, D.; Tian, Z.; Shen, L.; Liu, Z.; Huang, Y. Numerical Simulation on the Temperature Field of Multi-pass Laser Remelting on TiAI Alloy Surface. Appl. Laser 2008, 28, 441–446. [Google Scholar]
- Yang, G.; Zhou, J.; Qin, L.; Wang, W. Influence of separate area scanning on coupled thermo-mechanical field of laser repairing of titanium alloy. Trans. China Weld. Inst. 2017, 38, 63–68. [Google Scholar]
- Yan, L.; Li, W.; Chen, X.; Zhang, Y.; Newkirk, J.; Liou, F.; Dietrich, D. Simulation of Cooling Rate Effects on Ti–48Al–2Cr–2Nb Crack Formation in Direct Laser Deposition. JOM 2017, 69, 586–591. [Google Scholar] [CrossRef]
- Cárcel, B.; Serrano, A.; Zambrano, J.; Amigó, V.; Cárcel, A. Laser Cladding of TiAl Intermetallic Alloy on Ti6Al4V-Process Optimization and Properties. Phys. Procedia 2014, 56, 284–293. [Google Scholar] [CrossRef]
- Liu, Z.-Q.; Ma, R.-X.; Xu, G.-J.; Wang, W.-B.; Su, Y.-H. Effects of annealing on microstructure and mechanical properties of γ-TiAl alloy fabricated via laser melting deposition. Trans. Nonferrous Met. Soc. China 2020, 30, 917–927. [Google Scholar] [CrossRef]
- Rittinghaus, S.-K.; Zielinski, J. Influence of Process Conditions on the Local Solidification and Microstructure During Laser Metal Deposition of an Intermetallic TiAl Alloy (GE4822). Met. Mater. Trans. A 2021, 52, 1106–1116. [Google Scholar] [CrossRef]
- Balla, V.K.; Das, M.; Mohammad, A.; Al-Ahmari, A.M. Additive Manufacturing of γ-TiAl: Processing, Microstructure, and Properties. Adv. Eng. Mater. 2016, 18, 1208–1215. [Google Scholar] [CrossRef]
- Risheng, L.; Weijun, L.I.U.; Fei, X.; Huabing, W.; Hongyou, B. Effects of Substrate Preheating on Thermal Stress during Laser Metal Deposition Shaping. Chin. J. Mech. Eng. 2009, 45, 241–247. [Google Scholar]
- Sung, S.-Y.; Kim, Y.-J. Modeling of titanium aluminides turbo-charger casting. Intermetallics 2007, 15, 468–474. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, Q.; Yao, B.; Li, B. Numerical Simulation of Temperature Field and Stress Field of Ni-Based Laser Cladding Layer on TC4 Surface. Laser Optoelectron. Prog. 2021, 58, 0314003. [Google Scholar] [CrossRef]
- McCusker, L.B.; Von Dreele, R.B.; Cox, D.E.; Louër, D.; Scardi, P. Rietveld refinement guidelines. J. Appl. Crystallogr. 1999, 32, 36–50. [Google Scholar] [CrossRef]
- Ma, R.; Liu, Z.; Wang, W.; Xu, G.; Wang, W. Laser deposition melting of TC4/TiAl functionally graded material. Vacuum 2020, 177, 109349. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.I.; Ridgway, K. Characterisation of titanium aluminide components manufactured by laser metal deposition. Intermetallics 2018, 93, 89–92. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature °C | 25 | 127 | 327 | 527 | 727 | 927 | 1460 | 1534 |
| Density kg/m3 | 3900 | - | 3879 | - | 3853 | 3840 | - | 3800 |
| Thermal conductuvity W/m K | 10.5 | - | - | 21.0 | 24.0 | - | - | 28.0 |
| Temperature °C | 25 | 150 | 300 | 450 | 600 | 900 |
| Young’s modulus Gpa | 172 | - | 162 | - | 153 | - |
| Poisson ratio | 0.22 | 0.22 | 0.22 | 0.32 | 0.32 | 0.32 |
| Yield strength N/m2 | 359 × 106 | - | 358 × 106 | - | - | 259 × 106 |
| Tangent modulus Mpa | 377 × 106 | - | 376 × 106 | - | - | - |
| Thermal expansion 10−6∙K−1 | 11.0 | 11.7 | 12.3 | - | - | 15.0 |
| Power (W) | Laser Energy Density (J/mm2) | Melt Pool Length (mm) | Melt Pool Depth (mm) | Hardness (HV0.5) |
|---|---|---|---|---|
| 1000 | 37 | 3.44 | 0.21 | 600 ± 12 |
| 1200 | 44 | 3.72 | 0.36 | 589 ± 18 |
| 1400 | 52 | 3.89 | 0.45 | 565 ± 10 |
| 1600 | 59 | 4.20 | 0.57 | 550 ± 15 |
| Power (W) | Cooling Rate (103 °C/s) |
|---|---|
| 1000 | 5.10 |
| 1200 | 4.90 |
| 1400 | 4.17 |
| 1600 | 3.86 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zhao, S.; Yuan, G.; Cui, L.; Guo, S.; Zheng, B.; Cui, Y.; Chen, Y.; Zhao, Y.; Xu, C. Experimental and Thermal Stress Field Numerical Simulation Study on Laser Metal Deposition of Ti-48Al-2Cr-2Nb Alloy. Materials 2024, 17, 2189. https://doi.org/10.3390/ma17102189
Li X, Zhao S, Yuan G, Cui L, Guo S, Zheng B, Cui Y, Chen Y, Zhao Y, Xu C. Experimental and Thermal Stress Field Numerical Simulation Study on Laser Metal Deposition of Ti-48Al-2Cr-2Nb Alloy. Materials. 2024; 17(10):2189. https://doi.org/10.3390/ma17102189
Chicago/Turabian StyleLi, Xiaolei, Sen Zhao, Gang Yuan, Lujun Cui, Shirui Guo, Bo Zheng, Yinghao Cui, Yongqian Chen, Yue Zhao, and Chunjie Xu. 2024. "Experimental and Thermal Stress Field Numerical Simulation Study on Laser Metal Deposition of Ti-48Al-2Cr-2Nb Alloy" Materials 17, no. 10: 2189. https://doi.org/10.3390/ma17102189