
Enabling Thin-Edged Part Machining of Nomex Honeycomb Composites via Optimizing Variable Angle of Disc Cutters

 ,
,
Abstract
:1. Introduction
2. Analysis on Ultrasonic Vibration Machining Process
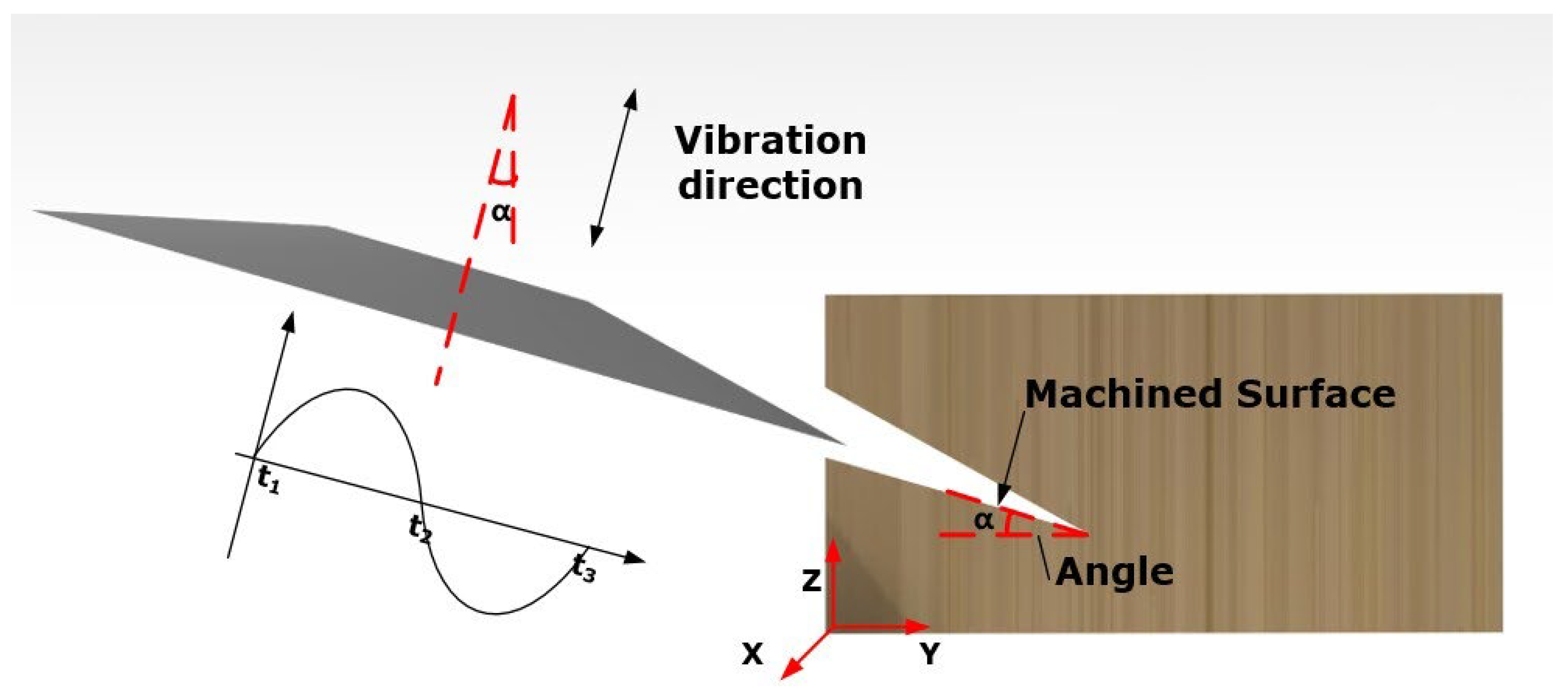
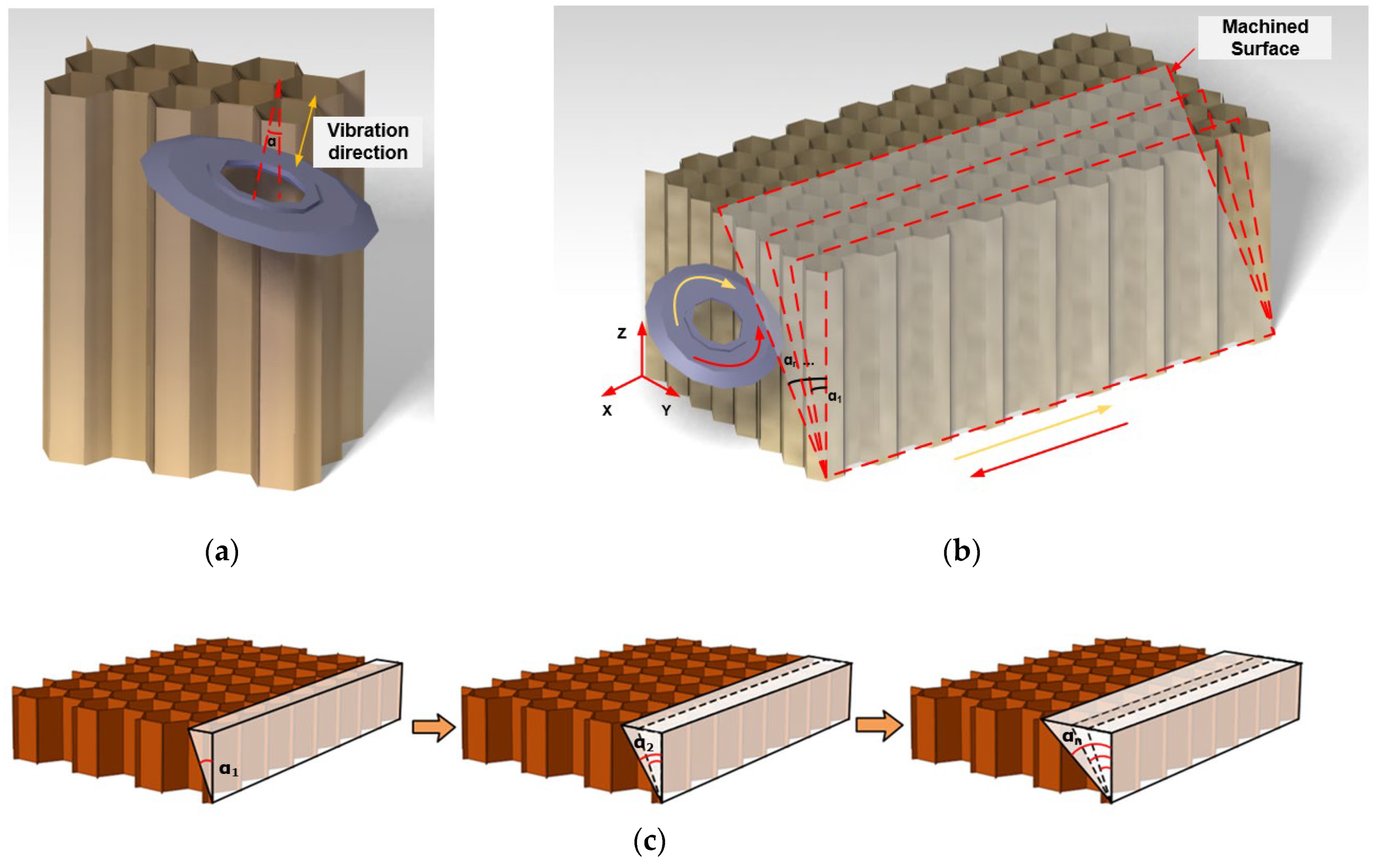
2.1. Motion Analysis
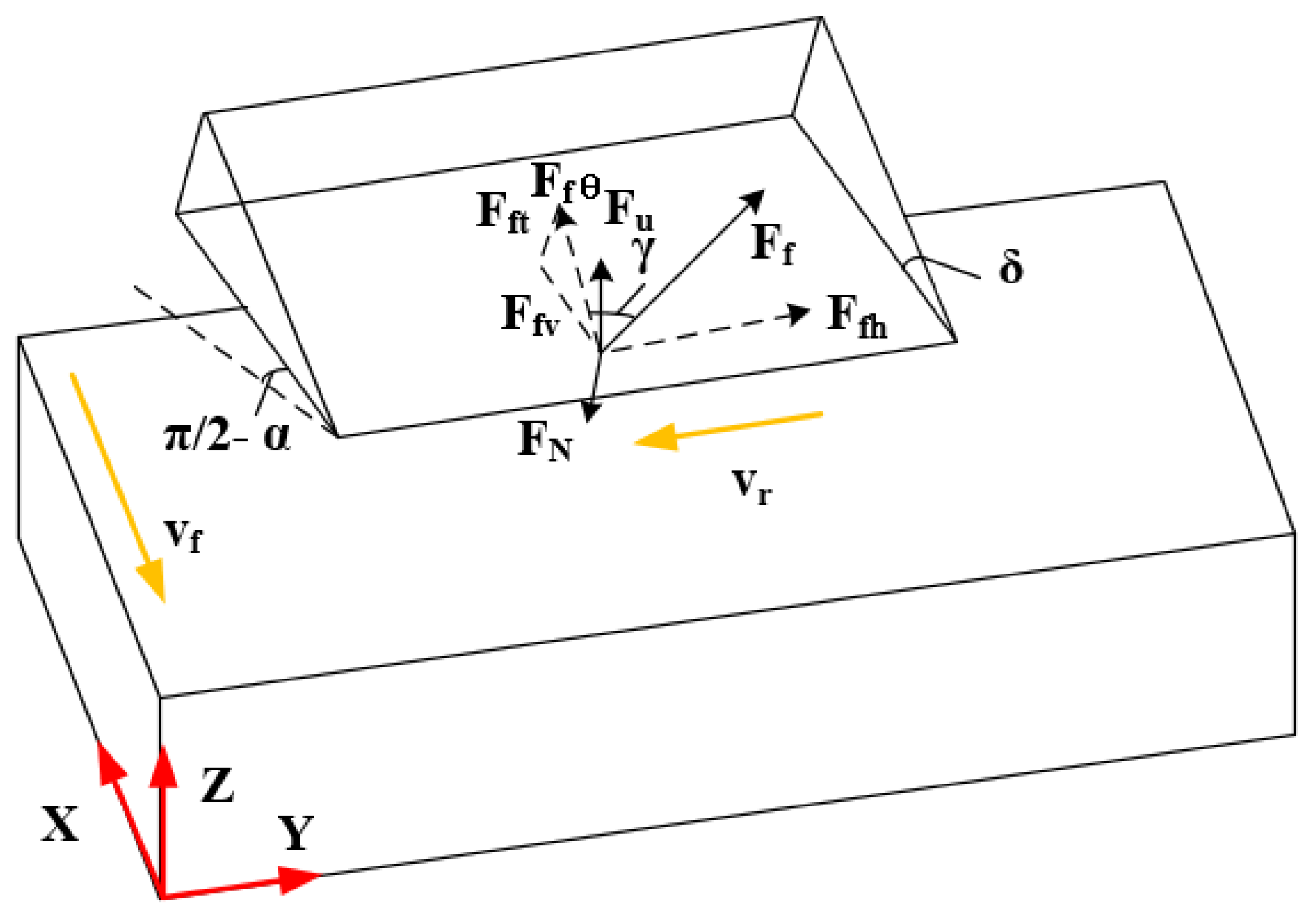
2.2. Cutting Force Modeling
2.2.1. Traditional Ultrasonic Machining
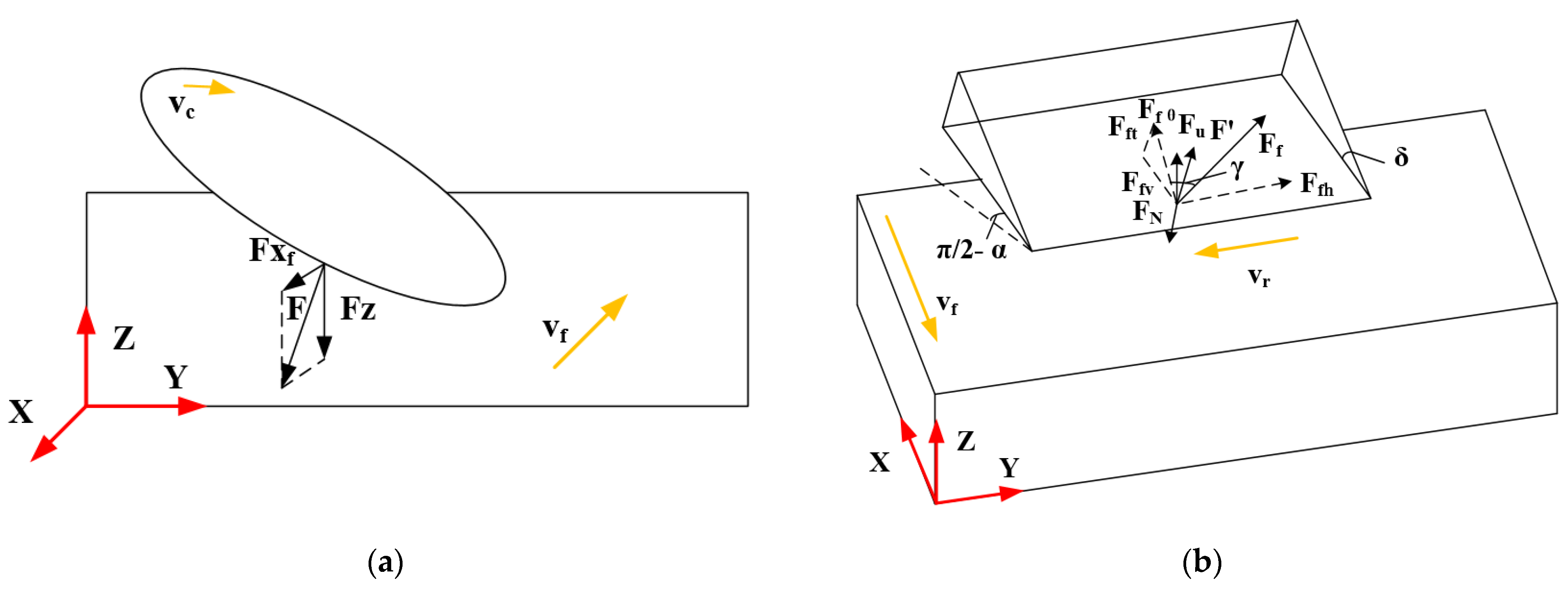
2.2.2. Variable Angle of Disc Cutter
2.2.3. Variable Angle of Up Milling Disc Cutter
2.2.4. Variable Angle of Down Milling Disc Cutter
3. Materials and Methods
3.1. Experimental Platform
3.2. Experimental Methods
3.2.1. Influence of Variable Angle on Cutting Forces
3.2.2. Influence of Variable Angle on Surface Quality
4. Results
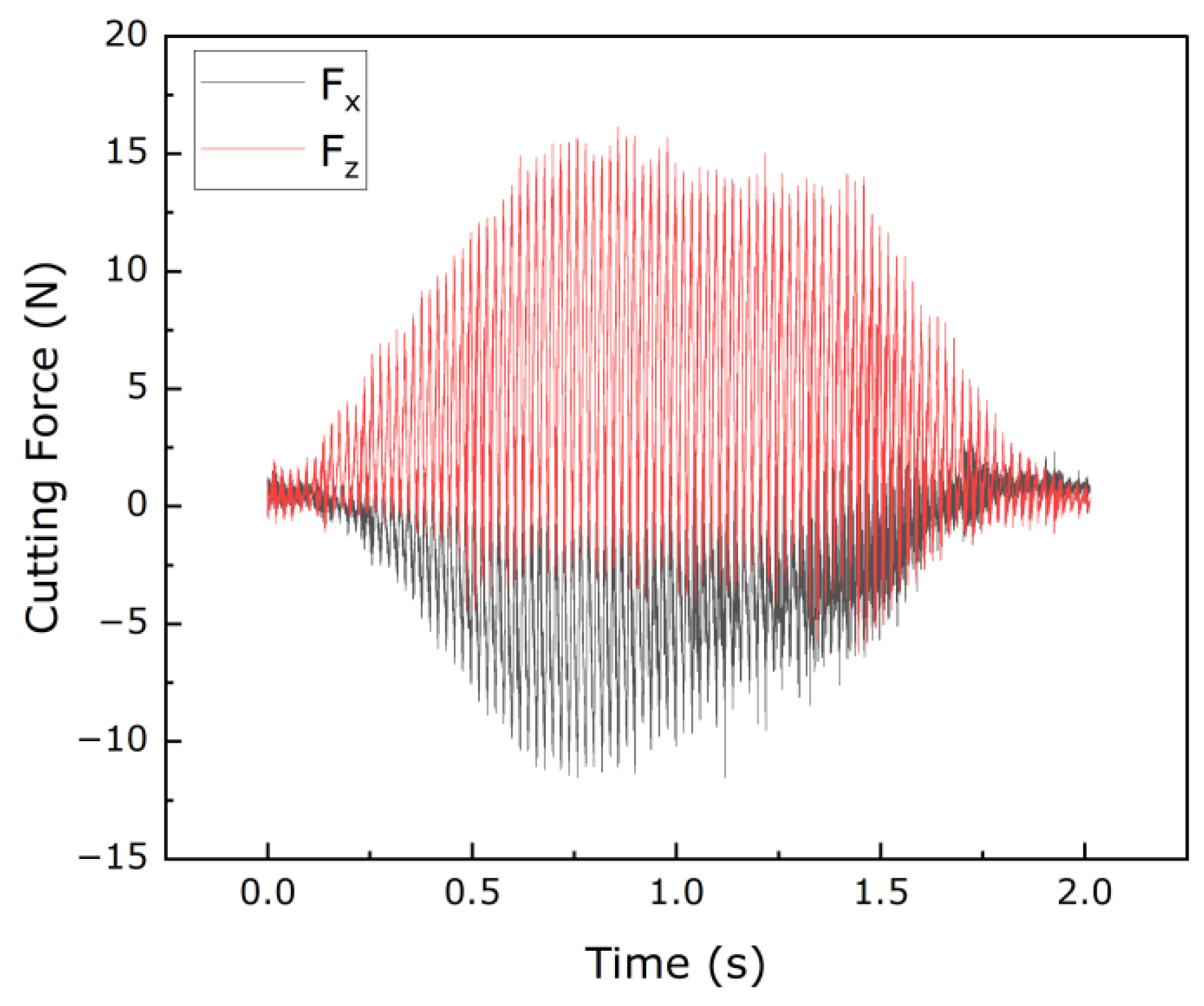
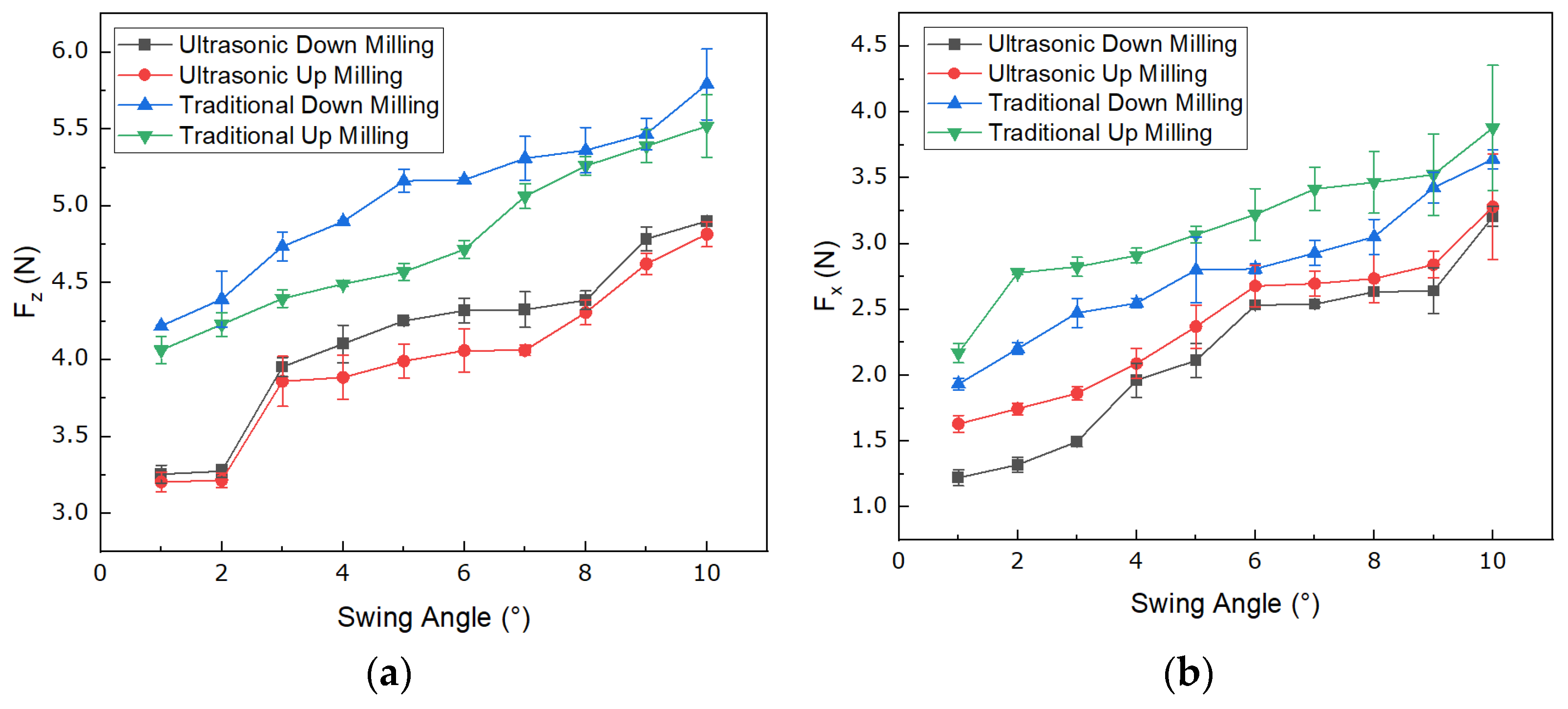
4.1. Analysis of Cutting Forces for Different Angles
4.2. Qualitative Analysis of Machined Surfaces of NHCs
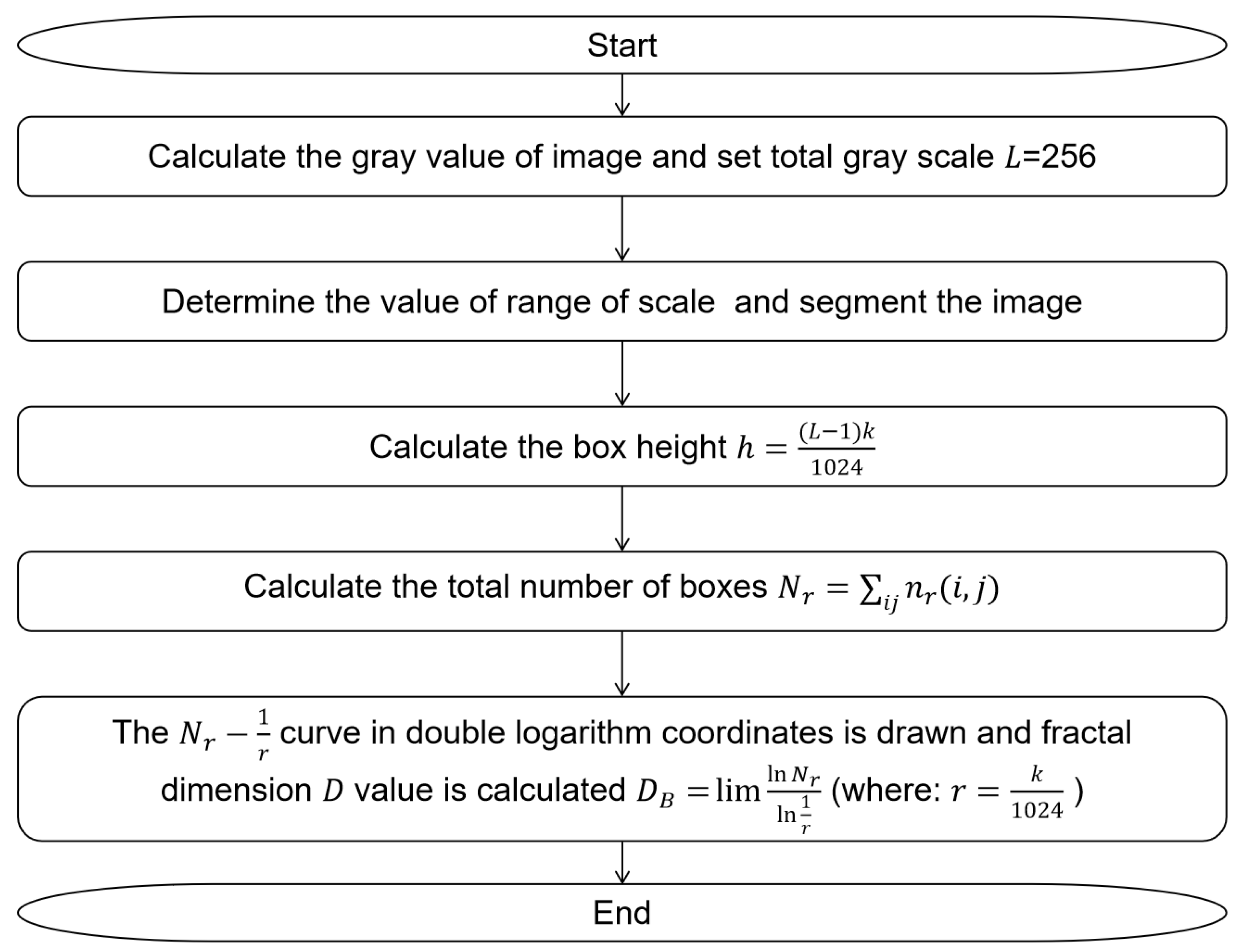
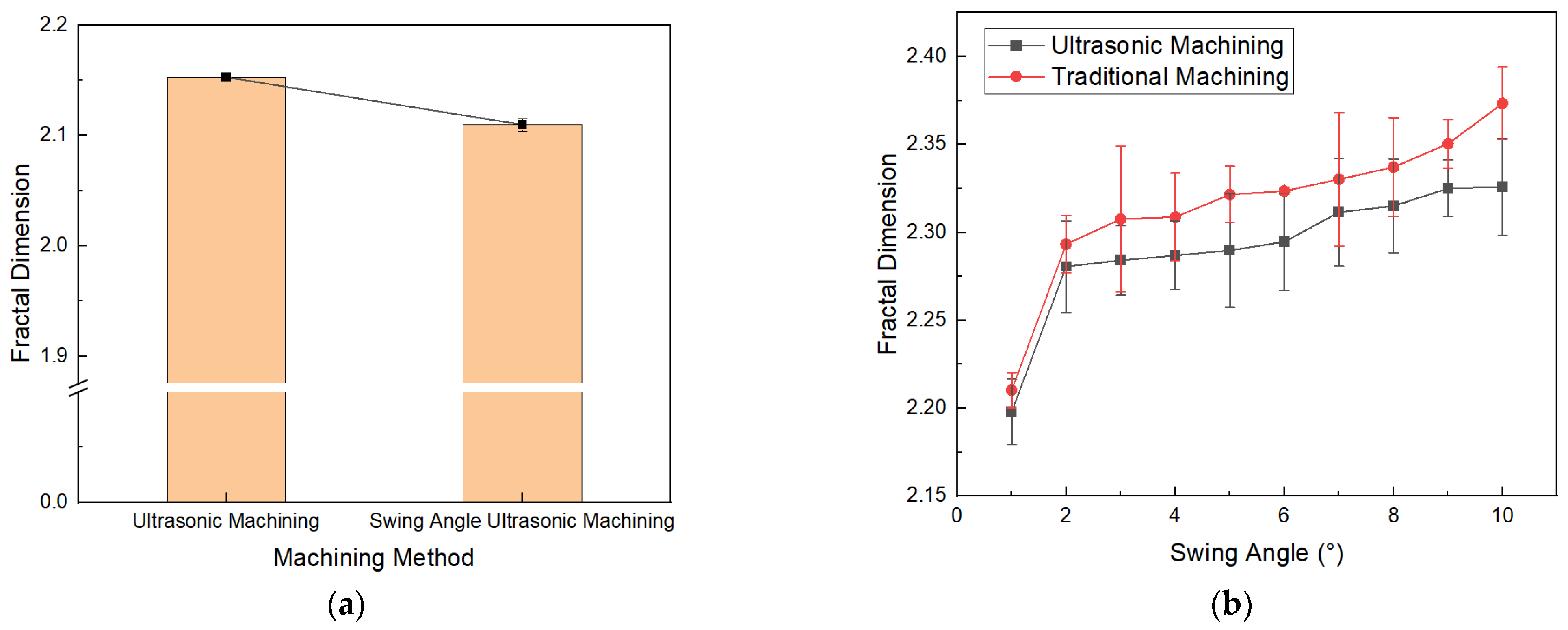
4.3. Quantitative Analysis of Machined Surfaces of NHCs
5. Discussion and Prospect
6. Conclusions
- (1)
- The established theoretical model qualitatively analyzed the mechanism of reduction of cutting force, indicating that the method of ultrasonic vibration machining with a variable angle of the down milling disc cutter can effectively reduce cutting forces by using the smaller angle of the tool in each pass compared to directly using a larger fixed tool angle.
- (2)
- The experimental results are consistent with the trend of the theoretical force model. Comparing the process of the fixed 10° angle of ultrasonic vibration machining with the process of a 1° angle in a pass, cutting force can be significantly reduced by 33.5%.
- (3)
- Through qualitative and quantitative analyses of the machined surfaces of Nomex honeycomb composites, it was found that the method of ultrasonic vibration machining with a variable angle of the disc cutter reduces the cutting force in each pass. Thus, it can effectively address surface quality issues encountered during honeycomb milling, such as tearing, burrs, and cell deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, Y.Z.; Yao, S.J.; Xiong, S.W.; Li, B.Y.; Wang, X.Y.; Yang, F.H.; Jia, Y.B.; Wang, L.X.; Wang, H. Preparation of high breakdown strength meta-aramid composite paper reinforced by polyphenylene sulfide superfine fiber. Polym. Eng. Sci. 2023, 63, 1579–1587. [Google Scholar] [CrossRef]
- Gao, Y.; Chen, X.; Wei, Y. Graded honeycombs with high impact resistance through machine learning-based optimization. Thin-Walled Struct. 2023, 188, 110794. [Google Scholar] [CrossRef]
- Xie, S.; Wang, H.; Jing, K.; Feng, Z. Mechanical properties of Nomex honeycombs filled with tubes of carbon fibre reinforced vinyl ester resin composites. Thin-Walled Struct. 2022, 180, 109933. [Google Scholar] [CrossRef]
- Li, L.; Song, J.; Lei, Z.; Kang, A.; Wang, Z.; Men, R.; Ma, Y. Effects of ambient humidity and thermal aging on properties of Nomex insulation in mining dry-type transformer. High Volt. 2021, 6, 71–81. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R.; Khan, A.; Chandan, V.; Muller, M.; Valasek, P. Flammability and comfort properties of blended knit fabrics made from inherently fire-resistant fibers to use for fire fighters. Heliyon 2023, 9, e13127. [Google Scholar] [CrossRef]
- Qi, C.; Jiang, F.; Yang, S. Advanced honeycomb designs for improving mechanical properties: A review. Compos. Part B Eng. 2021, 227, 109393. [Google Scholar] [CrossRef]
- Zheng, L.; Niu, L.; Wang, T.; Li, X.; Wang, X.; Gong, R. Integrated lightweight gradient honeycomb metastructure with microwave absorption and mechanical properties: Analysis, design, and verification. Compos. Struct. 2023, 305, 116464. [Google Scholar] [CrossRef]
- Peng, X.-L.; Bargmann, S. A novel hybrid-honeycomb structure: Enhanced stiffness, tunable auxeticity and negative thermal expansion. Int. J. Mech. Sci. 2021, 190, 106021. [Google Scholar] [CrossRef]
- Govender, S.; Mohan, T.P.; Kanny, K. Effect of nanoclay-cellulose adhesive bonding and hybrid glass and flax fiber face sheets on flax fiber honeycomb panels. Polym. Compos. 2023, 1–12. [Google Scholar] [CrossRef]
- Chen, S.; Tan, X.; Hu, J.; Zhu, S.; Wang, B.; Wang, L.; Jin, Y.; Wu, L. A novel gradient negative stiffness honeycomb for recoverable energy absorption. Compos. Part B Eng. 2021, 215, 108745. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z.; Ke, M. Processing technologies for Nomex honeycomb composites (NHCs): A critical review. Compos. Struct. 2020, 250, 112545. [Google Scholar] [CrossRef]
- Li, C.; Duan, C.; Chang, B. Instantaneous cutting force model considering the material structural characteristics and dynamic variations in the entry and exit angles during end milling of the aluminum honeycomb core. Mech. Syst. Signal Process. 2022, 181, 109456. [Google Scholar] [CrossRef]
- Sun, J.; Kang, R.; Qin, Y.; Wang, Y.; Feng, B.; Dong, Z. Simulated and experimental study on the ultrasonic cutting mechanism of aluminum honeycomb by disc cutter. Compos. Struct. 2021, 275, 114431. [Google Scholar] [CrossRef]
- Hu, X.P.; Yu, B.H.; Li, X.Y.; Chen, N.C. Research on Cutting Force Model of Triangular Blade for Ultrasonic Assisted Cutting Honeycomb Composites. Procedia CIRP 2017, 66, 159–163. [Google Scholar] [CrossRef]
- Ke, Y.; Liu, G. Attractive Fixture System Based on Magnetic Field and Friction Force for Numerically Controlled Machining of Paper Honeycomb Core. J. Manuf. Sci. Eng. 2005, 127, 901–906. [Google Scholar] [CrossRef]
- Xu, J.; Yue, Q.; Zha, H.; Yuan, X.; Cai, X.; Xu, C.; Ma, Y.; Feng, P.; Feng, F. Wear reduction by toughness enhancement of disc tool in Nomex honeycomb composites machining. Tribol. Int. 2023, 185, 108475. [Google Scholar] [CrossRef]
- Jaafar, M.; Makich, H.; Nouari, M. A new criterion to evaluate the machined surface quality of the Nomex (R) honeycomb materials. J. Manuf. Process. 2021, 69, 567–582. [Google Scholar] [CrossRef]
- Jaafar, M.; Atlati, S.; Makich, H.; Nouari, M.; Moufki, A.; Julliere, B. A 3D FE modeling of machining process of Nomex (R) honeycomb core: Influence of the cell structure behaviour and specific tool geometry. Procedia CIRP 2017, 58, 505–510. [Google Scholar] [CrossRef]
- Xie, K.; D, H.; Xue, H. A New Machining Technique for Cutting NOMEX Honeycomb Core. Mech. Sci. Technol. Aerosp. Eng. 2011, 30, 1811–1815. [Google Scholar]
- Xu, Q.; Bao, Y.; Wang, Y.-Q.; Gao, H. Investigation on damage reduction method by varying cutting angles in the cutting process of rectangular Nomex honeycomb core. J. Manuf. Process. 2021, 68, 1803–1813. [Google Scholar] [CrossRef]
- Jiang, J.; Liu, Z. Formation mechanism of tearing defects in machining Nomex honeycomb core. Int. J. Adv. Manuf. Technol. 2021, 112, 3167–3176. [Google Scholar] [CrossRef]
- Liu, G.; Yang, J.; Zhang, L.; Gao, Q.; Qian, L.; Zhang, R. Surface Quality Experimental Study on Rotary Ultrasonic Machining of Honeycomb Composites with a Circular Knife Cutting Tool. Crystals 2022, 12, 725. [Google Scholar] [CrossRef]
- Duan, J.; Zou, P.; Wang, A.; Wei, S.; Fang, R. Research on three-dimensional ultrasonic vibration-assisted turning cutting force. J. Manuf. Process. 2023, 91, 167–187. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z. Experimental study on rotary ultrasonic machining (RUM) characteristics of Nomex honeycomb composites (NHCs) by circular knife cutting tools. J. Manuf. Process. 2020, 58, 524–535. [Google Scholar] [CrossRef]
- Kang, D.; Zou, P.; Wu, H.; Duan, J.; Wang, W. Study on ultrasonic vibration–assisted cutting of Nomex honeycomb cores. Int. J. Adv. Manuf. Technol. 2019, 104, 979–992. [Google Scholar] [CrossRef]
- Xiang, D.H.; Wu, B.F.; Yao, Y.L.; Liu, Z.Y.; Feng, H.R. Ultrasonic longitudinal-torsional vibration-assisted cutting of Nomex (R) honeycomb-core composites. Int. J. Adv. Manuf. Technol. 2019, 100, 1521–1530. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powalka, B.; Madajewski, M.; Maruda, R.W.; Krolczyk, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Yuan, Y.J.; Jing, X.B.; Ehmann, K.F.; Cao, J.; Li, H.Z.; Zhang, D.W. Modeling of cutting forces in micro end-milling. J. Manuf. Process. 2018, 31, 844–858. [Google Scholar] [CrossRef]
- Xiang, D.-H.; Wu, B.-F.; Yao, Y.-L.; Zhao, B.; Tang, J.-Y. Ultrasonic Vibration Assisted Cutting of Nomex Honeycomb Core Materials. Int. J. Precis. Eng. Manuf. 2019, 20, 27–36. [Google Scholar] [CrossRef]
- Xu, J.; Wang, C.; Feng, P.; Jiang, E.; Feng, F. Meso-scale cracks initiation of Nomex honeycomb composites in orthogonal cutting with a straight blade cutter. Compos. Sci. Technol. 2023, 233, 109914. [Google Scholar] [CrossRef]
- Cui, R.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z. A Path Planning Method for V-Shaped Robotic Cutting of Nomex Honeycomb by Straight Blade Tool. IEEE Access 2020, 8, 162763–162774. [Google Scholar] [CrossRef]
- Jin, C.Z. Study on Reliability of New Fixture Method for NOMEX Honeycomb. Adv. Mater. Res. 2012, 415–417, 3–13. [Google Scholar] [CrossRef]
- Sha, Z.; F, L.; Ma, F. Research on Geometric Error Modeling and Compensation Technology of Five-Linkage NC Machining of Honeycomb Core Complex Surface. J. Dalian Jiaotong Univ. 2019, 40, 59–63. [Google Scholar]
- Sun, D.; Kang, R.; Wang, Y.; Guo, J.; Dong, Z. A Novel Ultrasonic Trepanning Method for Nomex Honeycomb Core. Appl. Sci. 2021, 11, 354. [Google Scholar] [CrossRef]
- Li, Z.; Wang, J.; Yuan, M.; Wang, Z.; Feng, P.; Feng, F. An indicator to quantify the complexity of signals and surfaces based on scaling behaviors transcending fractal. Chaos Solitons Fractals 2022, 163, 112556. [Google Scholar] [CrossRef]
- Feng, F.; Liu, B.; Zhang, X.; Qian, X.; Li, X.; Huang, J.; Qu, T.; Feng, P. Roughness scaling extraction method for fractal dimension evaluation based on a single morphological image. Appl. Surf. Sci. 2018, 458, 489–494. [Google Scholar] [CrossRef]
- Sun, J.S.; Kang, R.K.; Guo, J.L.; Dong, Z.G.; Wang, Y.D. Study on Machining Quality of Aluminum Honeycomb in Ultrasonic Cutting by Disc Cutter. J. Manuf. Sci. Eng. 2023, 145, 051009. [Google Scholar] [CrossRef]
- Cao, W.J.; Zha, J.; Chen, Y.L. Cutting Force Prediction and Experiment Verification of Paper Honeycomb Materials by Ultrasonic Vibration-Assisted Machining. Appl. Sci. 2020, 10, 4676. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Processing Method | The Reduction of Fz(%) | The Reduction of Fx(%) |
|---|---|---|---|
| 1 | Ultrasonic up milling | 33.6 | 50.3 |
| 2 | Ultrasonic down milling | 33.5 | 62.0 |
| 3 | Conventional up milling | 26.4 | 44.1 |
| 4 | Conventional down milling | 27.1 | 47.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, X.; Zhang, K.; Zha, H.; Xu, J.; Song, G.; Cao, W.; Feng, P.; Feng, F. Enabling Thin-Edged Part Machining of Nomex Honeycomb Composites via Optimizing Variable Angle of Disc Cutters. Materials 2023, 16, 5611. https://doi.org/10.3390/ma16165611
Yuan X, Zhang K, Zha H, Xu J, Song G, Cao W, Feng P, Feng F. Enabling Thin-Edged Part Machining of Nomex Honeycomb Composites via Optimizing Variable Angle of Disc Cutters. Materials. 2023; 16(16):5611. https://doi.org/10.3390/ma16165611
Chicago/Turabian StyleYuan, Xinman, Kexin Zhang, Huiting Zha, Jie Xu, Ge Song, Wenjun Cao, Pingfa Feng, and Feng Feng. 2023. "Enabling Thin-Edged Part Machining of Nomex Honeycomb Composites via Optimizing Variable Angle of Disc Cutters" Materials 16, no. 16: 5611. https://doi.org/10.3390/ma16165611