
Electric Discharge Machining of Ti6Al4V ELI in Biomedical Industry: Parametric Analysis of Surface Functionalization and Tribological Characterization

 , , , and
, , , and
Abstract
:1. Introduction
- There is no evidence of the adaptive neural fuzzy inference system approach being applied to SiC-mixed electric discharge machining processes while employing different tool materials.
- No comprehensive studies are available on the tribological performance of surfaces produced through SiC-mixed electric discharge machining while employing different tool materials.
- The current study extends the work carried out by Farooq et al. [6], using a wider range of electrodes, process modeling, and tribological characterization.
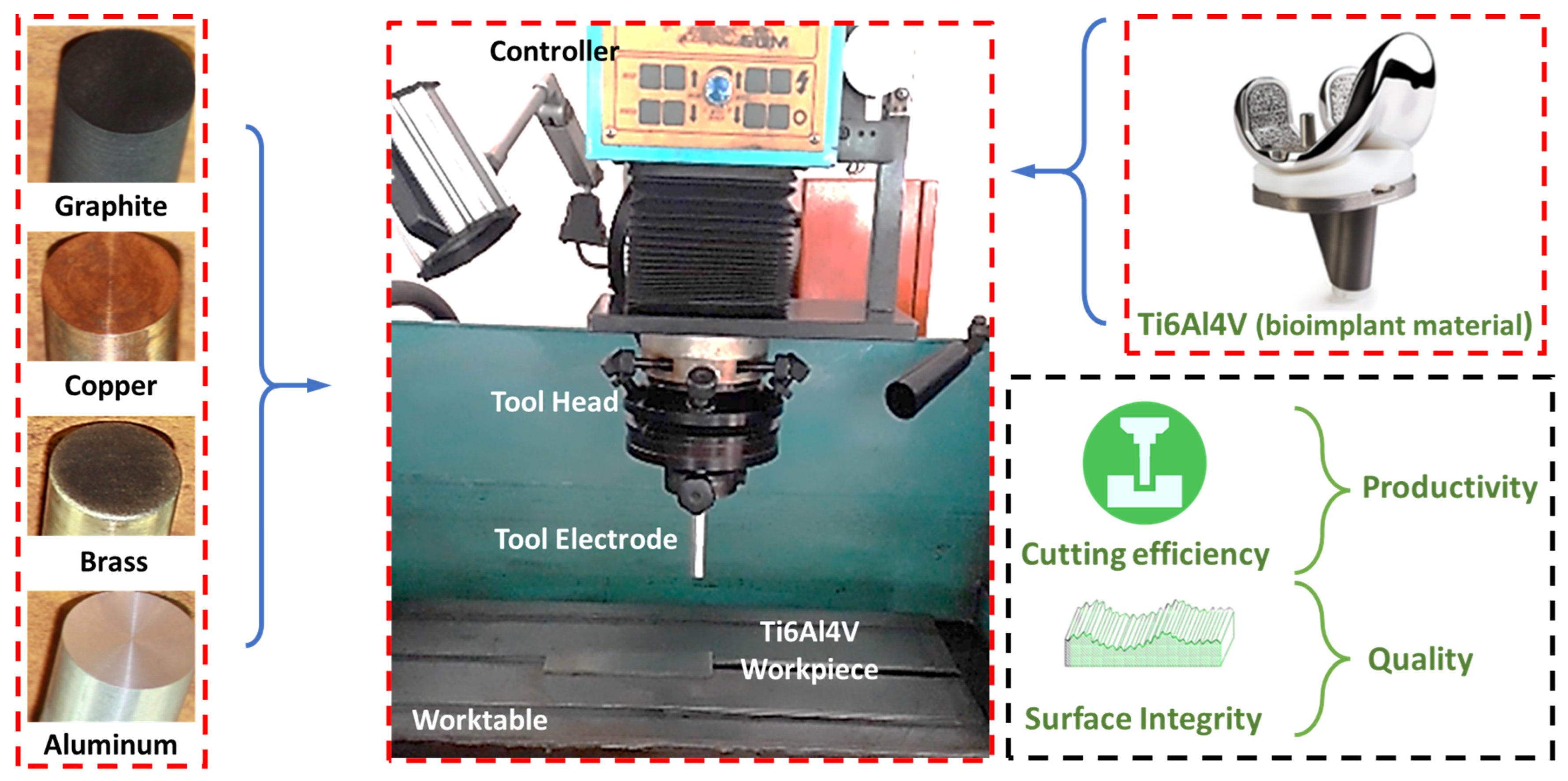
2. Materials and Methods
3. Process Modeling
4. Results and Discussion
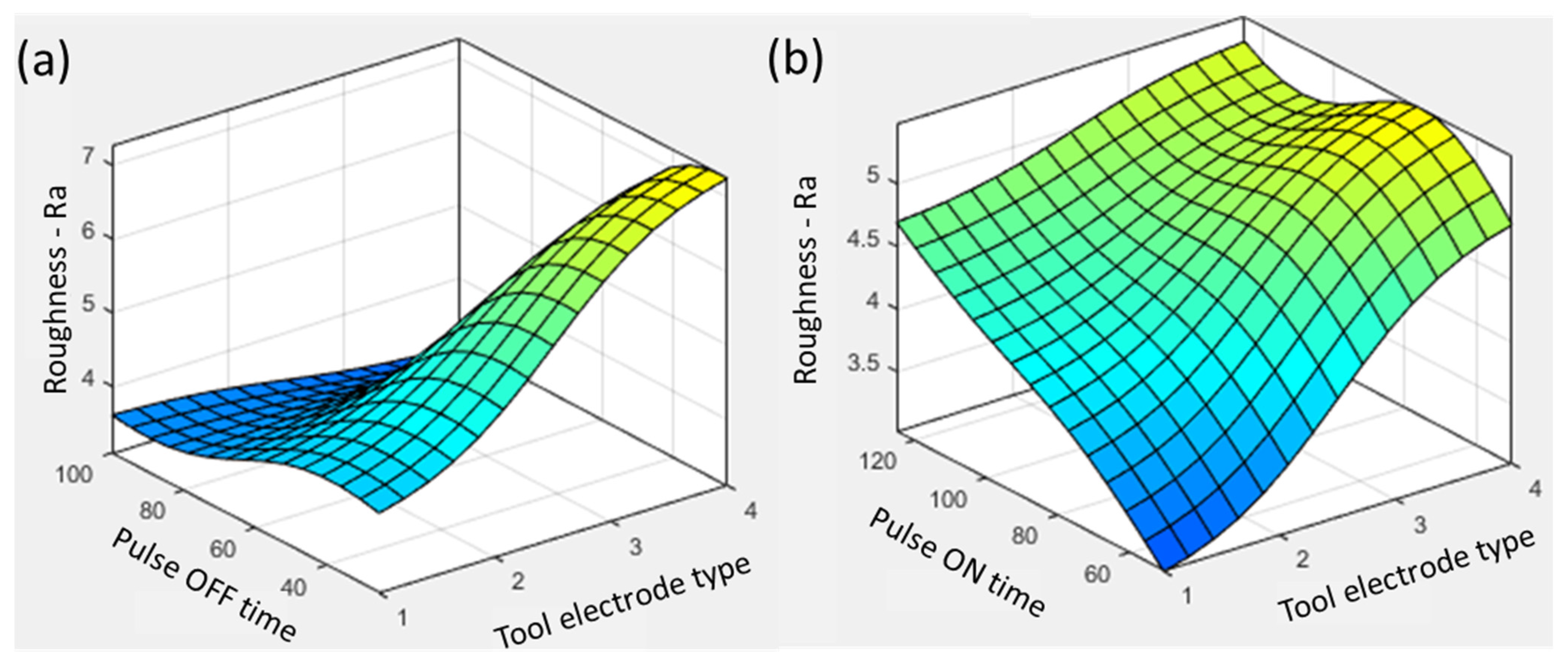
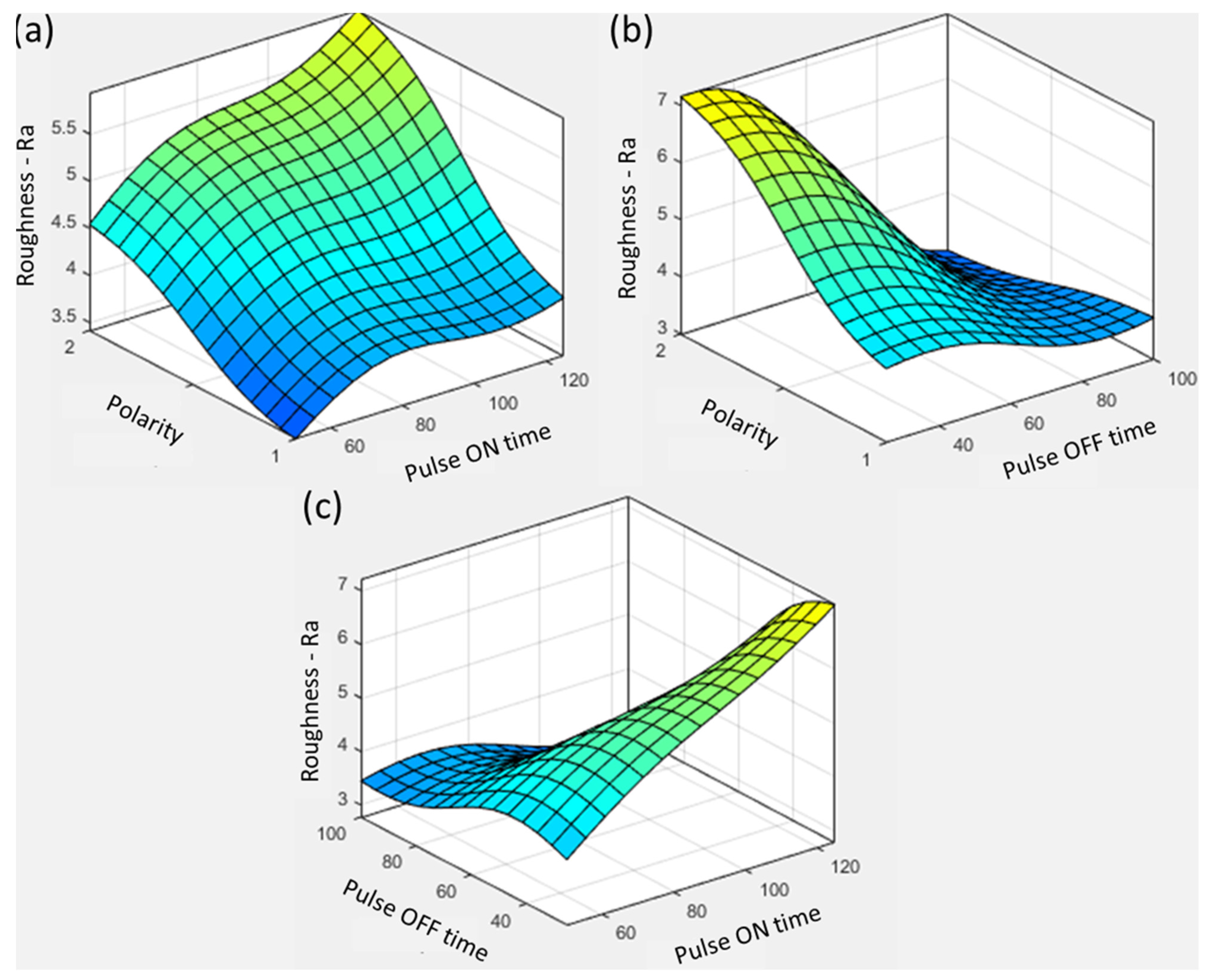
4.1. Parametric Control Analysis
4.2. Surface Evolution with Aluminum
4.3. Surface Evolution with Brass
4.4. Surface Evolution with Copper
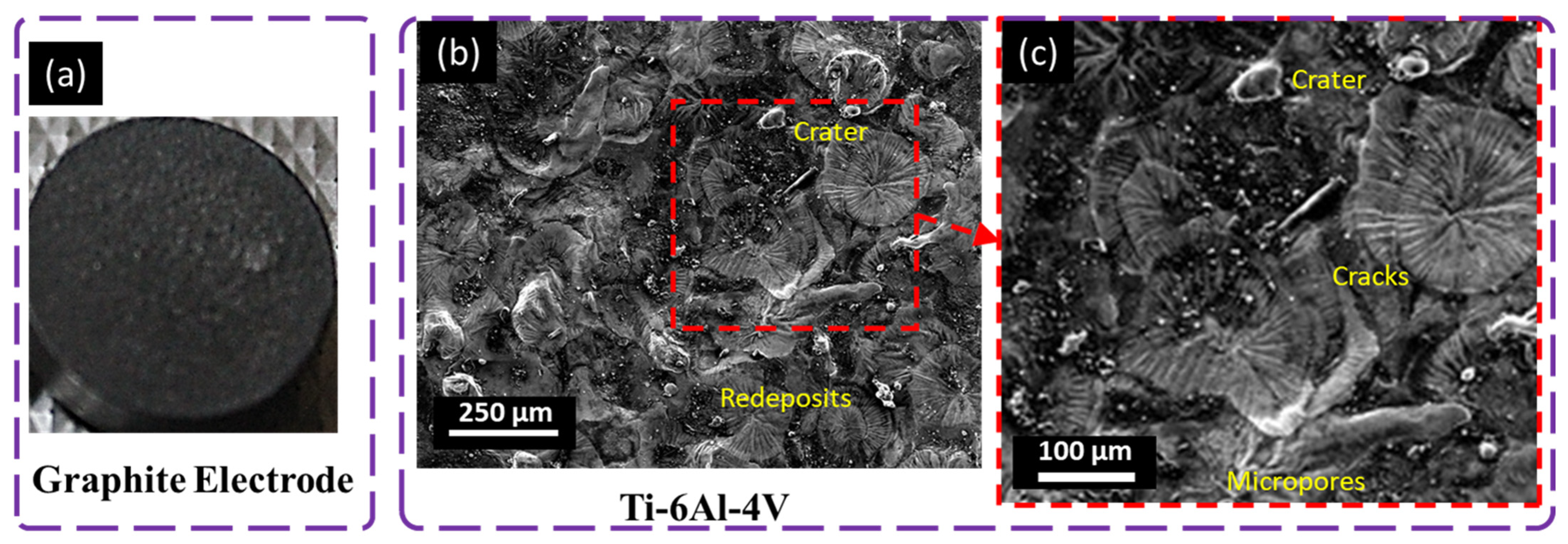
4.5. Surface Evolution with Graphite
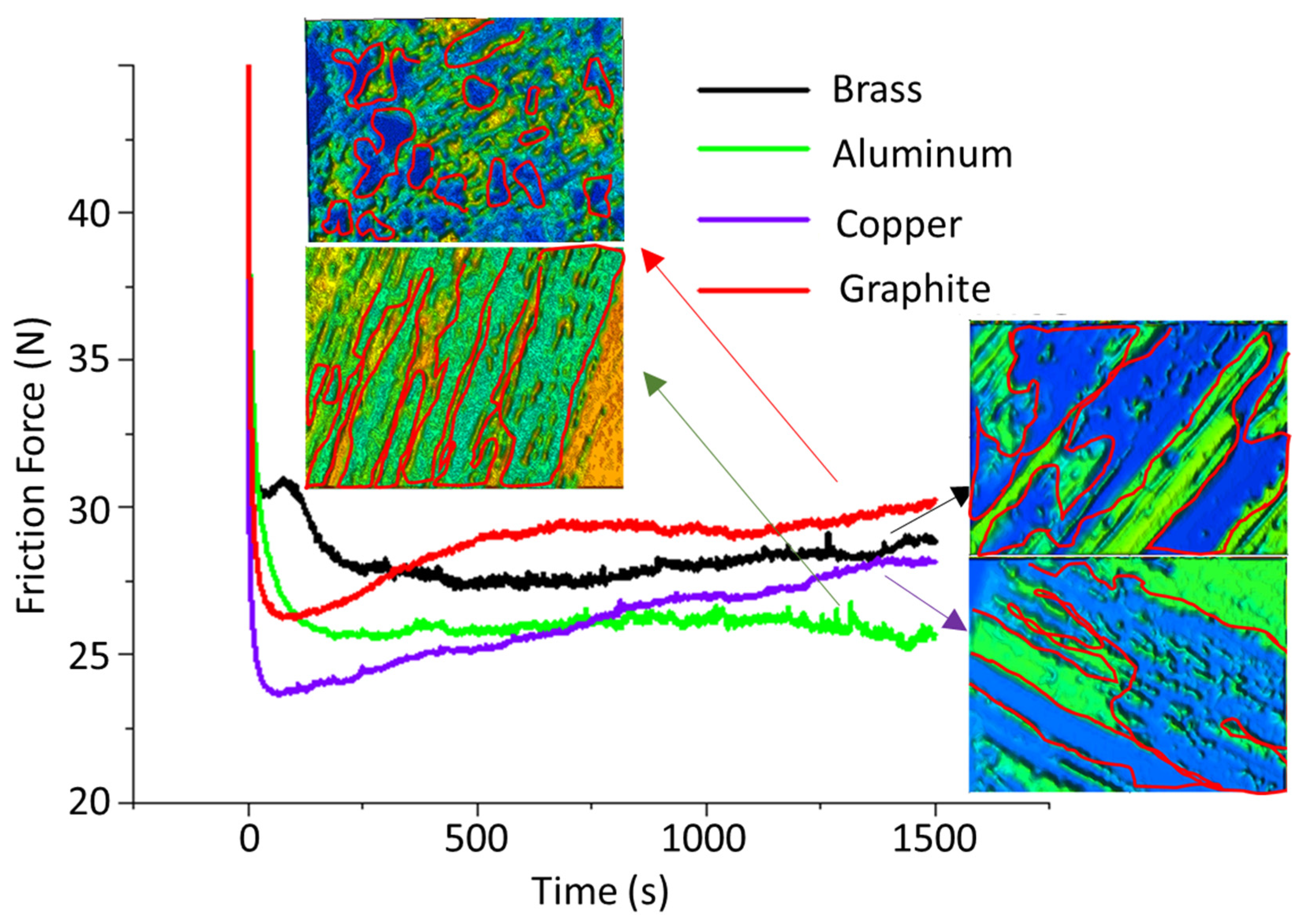
4.6. Tribological Analysis of Machined Surfaces
5. Conclusions
- With the increase in pulse current to 14 A, the roughness increased to ~4.6 µm, showing a 33% increase using the aluminum electrode.
- The increase in pulse ON time from 50 µs to 125 µs for the graphite tool resulted in a roughness increase from ~4.5 µm to ~5.3 µm, showing a 17% rise. The increase in ON time enhances the energy transfer because of increased sparking time and melts more material on the surface.
- The surface machined through the aluminum electrode possessed small, shallow, and interconnected craters.
- Copper electrodes generated more air bubbles and a recast layer with many cracks, voids, and redeposited pieces of debris compared with graphite electrodes due to the copper electrodes’ high thermal conductivity and density.
- The machined surface contains large, deeper craters and globules of debris. The origin of these features is the higher melting temperature, at 3300 °C, of the graphite electrode than that of the titanium alloy at 1660 °C.
- The hyperparameter tuning of the inference system during training was carried out based on the MAPE. The lowest error-producing architecture was chosen, resulting in a 1.78% MAPE, significantly less than 5%.
- A smoothening effect was experienced at higher roughness values (such as was the case with the graphite electrode), which also affirmed higher friction forces (generally ranging from 5.8 N to 8 N).
- The wear tracks showed scratches and shallow craters along with the plastic flow and severe deformation in terms of abrasion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xie, Z.J.; Mai, Y.J.; Lian, W.Q.; He, S.L.; Jie, X.H. Titanium Carbide Coating with Enhanced Tribological Properties Obtained by EDC Using Partially Sintered Titanium Electrodes and Graphite Powder Mixed Dielectric. Surf. Coat. Technol. 2016, 300, 50–57. [Google Scholar] [CrossRef]
- Farooq, M.U.; Ali, M.A.; He, Y.; Khan, A.M.; Pruncu, C.I.; Kashif, M.; Ahmed, N.; Asif, N. Curved Profiles Machining of Ti6Al4V Alloy through WEDM: Investigations on Geometrical Errors. J. Mater. Res. Technol. 2020, 9, 16186–16201. [Google Scholar] [CrossRef]
- Farooq, M.U.; Anwar, S. Investigations on the Surface Integrity of Ti6Al4V under Modified Dielectric(s)-Based Electric Discharge Machining Using Cryogenically Treated Electrodes. Processes 2023, 11, 877. [Google Scholar] [CrossRef]
- Asif, N.; Saleem, M.Q.; Farooq, M.U. Performance Evaluation of Surfactant Mixed Dielectric and Process Optimization for Electrical Discharge Machining of Titanium Alloy Ti6Al4V. CIRP J. Manuf. Sci. Technol. 2023, 43, 42–56. [Google Scholar] [CrossRef]
- Bhaumik, M.; Maity, K. Effect of Different Tool Materials during EDM Performance of Titanium Grade 6 Alloy. Eng. Sci. Technol. Int. J. 2018, 21, 507–516. [Google Scholar] [CrossRef]
- Farooq, M.U.; Bhatti, H.A.; Asad, M.; Kumar, M.S.; Zahoor, S.; Khan, A.M. Surface Generation on Titanium Alloy through Powder-Mixed Electric Discharge Machining with the Focus on Bioimplant Applications. Int. J. Adv. Manuf. Technol. 2022, 122, 1395–1411. [Google Scholar] [CrossRef]
- Dong, H.; Bell, T. Enhanced Wear Resistance of Titanium Surfaces by a New Thermal Oxidation Treatment. Wear 2000, 238, 131–137. [Google Scholar] [CrossRef]
- Mughal, M.P.; Farooq, M.U.; Mumtaz, J.; Mia, M.; Shareef, M.; Javed, M.; Jamil, M.; Pruncu, C.I. Surface Modification for Osseointegration of Ti6Al4V ELI Using Powder Mixed Sinking EDM. J. Mech. Behav. Biomed. Mater. 2021, 113, 104145. [Google Scholar] [CrossRef]
- Umar Farooq, M.; Pervez Mughal, M.; Ahmed, N.; Ahmad Mufti, N.; Al-Ahmari, A.M.; He, Y. On the Investigation of Surface Integrity of Ti6Al4V ELI Using Si-Mixed Electric Discharge Machining. Materials 2020, 13, 1549. [Google Scholar] [CrossRef] [Green Version]
- Al-Amin, M.; Abdul-Rani, A.M.; Rao, T.V.V.L.N.; Danish, M.; Rubaiee, S.; bin Mahfouz, A.; Parameswari, R.P.; Wani, M.F. Investigation of Machining and Modified Surface Features of 316L Steel through Novel Hybrid of HA/CNT Added-EDM Process. Mater. Chem. Phys. 2022, 276, 125320. [Google Scholar] [CrossRef]
- Ahmed, W.; Jackson, M.J. Surgical Tools and Medical Devices; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Ehsan, S.; Rehman, M.; Mughal, M.P.; Farooq, M.U.; Ali, M.A. Machinability Investigations through Novel Controlled Flushing Characteristics in Wire Electric Discharge Machining of M42 High-Speed Steel. Int. J. Adv. Manuf. Technol. 2022, 120, 1315–1332. [Google Scholar] [CrossRef]
- Rafaqat, M.; Mufti, N.A.; Ahmed, N.; Rehman, A.U.; AlFaify, A.Y.; Farooq, M.U.; Saleh, M. Hole-Making in D2-Grade Steel Tool by Electric-Discharge Machining through Non-Conventional Electrodes. Processes 2022, 10, 1553. [Google Scholar] [CrossRef]
- Sharma, D.; Bhowmick, A.; Goyal, A. Enhancing EDM Performance Characteristics of Inconel 625 Superalloy Using Response Surface Methodology and ANFIS Integrated Approach. CIRP J. Manuf. Sci. Technol. 2022, 37, 155–173. [Google Scholar] [CrossRef]
- Ishfaq, K.; Farooq, M.U.; Pruncu, C.I. Reducing the Geometrical Machining Errors Incurred during Die Repair and Maintenance through Electric Discharge Machining (EDM). Int. J. Adv. Manuf. Technol. 2021, 117, 3153–3168. [Google Scholar] [CrossRef]
- Tang, L.; Du, Y.T. Experimental Study on Green Electrical Discharge Machining in Tap Water of Ti-6Al-4V and Parameters Optimization. Int. J. Adv. Manuf. Technol. 2014, 70, 469–475. [Google Scholar] [CrossRef] [Green Version]
- Hassanin, H.; Modica, F.; El-Sayed, M.A.; Liu, J.; Essa, K. Manufacturing of Ti-6Al-4V Micro-Implantable Parts Using Hybrid Selective Laser Melting and Micro-Electrical Discharge Machining. Adv. Eng. Mater. 2016, 18, 1544–1549. [Google Scholar] [CrossRef] [Green Version]
- Tiwary, A.P.; Pradhan, B.B.; Bhattacharyya, B. Investigation on the Effect of Dielectrics during Micro-Electro-Discharge Machining of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2018, 95, 861–874. [Google Scholar] [CrossRef]
- Sultan, T.; Kumar, A.; Gupta, R.D. Material Removal Rate, Electrode Wear Rate, and Surface Roughness Evaluation in Die Sinking EDM with Hollow Tool through Response Surface Methodology. Int. J. Manuf. Eng. 2014, 2014, 259129. [Google Scholar] [CrossRef] [Green Version]
- Dong, H.; Liu, Y.; Li, M.; Zhou, Y.; Liu, T.; Li, D.; Sun, Q.; Zhang, Y.; Ji, R. Sustainable Electrical Discharge Machining Using Water in Oil Nanoemulsion. J. Manuf. Process. 2019, 46, 118–128. [Google Scholar] [CrossRef]
- Payal, H.S.; Choudhary, R.; Singh, S. Analysis of Electro Discharge Machined Surfaces of EN-31 Tool Steel. JSIR 2008, 67, 1072–1077. [Google Scholar]
- Thoe, T.B.; Aspinwall, D.K.; Wise, M.L.H.; Oxley, I.A. Polycrystalline Diamond Edge Quality and Surface Integrity Following Electrical Discharge Grinding. J. Mater. Process. Technol. 1996, 56, 773–785. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Levy, G.; Malshe, A.; Sundaram, M.M.; McGeough, J.; Hu, X.; Resnick, R.; DeSilva, A. Micro and Nano Machining by Electro-Physical and Chemical Processes. CIRP Ann. 2006, 55, 643–666. [Google Scholar] [CrossRef]
- Bui, V.D.; Mwangi, J.W.; Schubert, A. Powder Mixed Electrical Discharge Machining for Antibacterial Coating on Titanium Implant Surfaces. J. Manuf. Process. 2019, 44, 261–270. [Google Scholar] [CrossRef]
- Li, L.; Zhao, L.; Li, Z.Y.; Feng, L.; Bai, X. Surface Characteristics of Ti-6Al-4V by SiC Abrasive-Mixed EDM with Magnetic Stirring. Mater. Manuf. Process. 2017, 32, 83–86. [Google Scholar] [CrossRef]
- Material Science|News|Materials Engineering|News. Available online: https://www.azom.com/ (accessed on 20 May 2023).
- Ahmed, N.; Anwar, S.; Ishfaq, K.; Rafaqat, M.; Saleh, M.; Ahmad, S. The Potentiality of Sinking EDM for Micro-Impressions on Ti-6Al-4V: Keeping the Geometrical Errors (Axial and Radial) and Other Machining Measures (Tool Erosion and Work Roughness) at Minimum. Sci. Rep. 2019, 9, 17218. [Google Scholar] [CrossRef] [Green Version]
- Raza, S.; Kishore, H.; Nirala, C.K.; Rajurkar, K.P. Multiphysics Modelling and High-Speed Imaging-Based Validation of Discharge Plasma in Micro-EDM. CIRP J. Manuf. Sci. Technol. 2023, 43, 15–29. [Google Scholar] [CrossRef]
- Li, L.; Hou, R.G.; SiMa, Z.W. Electrical Discharge Machining of Nickel-Based Super Alloy. In Advanced Materials Research; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2012; Volume 581, pp. 378–381. [Google Scholar]
- Papazoglou, E.L.; Karmiris-Obratański, P.; Leszczyńska-Madej, B.; Markopoulos, A.P. A Study on Electrical Discharge Machining of Titanium Grade2 with Experimental and Theoretical Analysis. Sci. Rep. 2021, 11, 8971. [Google Scholar] [CrossRef]
- Kumar, D.; Sisodiya, M.S.; Mandal, D.K.; Bajpai, V. Maglev Micro-EDM: Feasibility and Performance on Inconel 625. CIRP J. Manuf. Sci. Technol. 2023, 40, 155–166. [Google Scholar] [CrossRef]
- Selvarajan, L.; Rajavel, R.; Venkataramanan, K.; Srinivasan, V.P. Experimental Investigation on Surface Morphology and Recasting Layer of Si3N4-TiN Composites Machined by Die-Sinking and Rotary EDM. Ceram. Int. 2023, 49, 8487–8501. [Google Scholar] [CrossRef]
- Mughal, K.; Mughal, M.P.; Farooq, M.U.; Anwar, S.; Ammarullah, M.I. Using Nano-Fluids Minimum Quantity Lubrication (NF-MQL) to Improve Tool Wear Characteristics for Efficient Machining of CFRP/Ti6Al4V Aeronautical Structural Composite. Processes 2023, 11, 1540. [Google Scholar] [CrossRef]
- Hasçalık, A.; Çaydaş, U. A Comparative Study of Surface Integrity of Ti-6Al-4V Alloy Machined by EDM and AECG. J. Mater. Process. Technol. 2007, 190, 173–180. [Google Scholar] [CrossRef]
- Czelusniak, T.; Higa, C.F.; Torres, R.D.; Laurindo, C.A.H.; de Paiva Júnior, J.M.F.; Lohrengel, A.; Amorim, F.L. Materials Used for Sinking EDM Electrodes: A Review. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 14. [Google Scholar] [CrossRef]
- Senthilkumar, V.; Omprakash, B.U. Effect of Titanium Carbide Particle Addition in the Aluminium Composite on EDM Process Parameters. J. Manuf. Process. 2011, 13, 60–66. [Google Scholar] [CrossRef]
- Kolli, M.; Adepu, K. Influence of Span 20 Surfactant and Graphite Powder Added in Dielectric Fluid on EDM of Titanium Alloy. Bonfring Int. J. Ind. Eng. Manag. Sci. 2014, 4, 62–67. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.L.; Yan, B.H.; Huang, F.Y. Influence of Kerosene and Distilled Water as Dielectrics on the Electric Discharge Machining Characteristics of Ti-6A1-4V. J. Mater. Process. Technol. 1999, 87, 107–111. [Google Scholar] [CrossRef]
- Muttamara, A.; Borwornkiatkaew, W.; Pronpijit, A.; Nuanchom, S. Effect of Graphite Electrode to Surface’s Characteristic of EDM. In MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2016; Volume 70, p. 01002. [Google Scholar]
- Lee, S.H.; Li, X.P. Study of the Effect of Machining Parameters on the Machining Characteristics in Electrical Discharge Machining of Tungsten Carbide. J. Mater. Process. Technol. 2001, 115, 344–358. [Google Scholar] [CrossRef]
- Usman, M.; Ishfaq, K.; Rehan, M.; Raza, A.; Mumtaz, J. An In-Depth Evaluation of Surface Characteristics and Key Machining Responses in WEDM of Aerospace Alloy under Varying Electric Discharge Environments. Int. J. Adv. Manuf. Technol. 2023, 124, 2437–2449. [Google Scholar] [CrossRef]
- Philip, J.T.; Kumar, D.; Mathew, J.; Kuriachen, B. Experimental Investigations on the Tribological Performance of Electric Discharge Alloyed Ti-6Al-4V at 200–600 °C. J. Tribol. 2020, 142, 061702. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Hardness (Vicker D) | 320 |
| Density (g/cm3) | 4.43 |
| Yield strength (MPa) | 955 |
| Ultimate tensile strength (MPa) | 990 |
| Modulus of elasticity (GPa) | 114 |
| Thermal conductivity (W-m−1K−1) | 6.7 |
| Electrical resistivity (µΩ-cm) | 178 |
| Melting point (°C) | 1660 |
| Tool Material | Thermophysical Properties | |||
|---|---|---|---|---|
| Density (g-cm−3) | Melting Point (°C) | Thermal Conductivity (W-m−1K−1) | Electrical Conductivity (S-m−1) | |
| Graphite | 320 | 3300 | 400 | 0.3 × 106 |
| Copper | 4.43 | 1083 | 385 | 59.6 × 106 |
| Brass | 955 | 940 | 109 | 16 × 106 |
| Aluminum | 1660 | 660 | 205 | 35 × 106 |
| Sr. No | Parameter | Units | Levels | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| 1 | Tool electrode type | - | Aluminum (Al) | Copper (Cu) | Brass (Br) | Graphite (Gr) |
| 2 | Pulse current | A | 8 | 10 | 12 | 14 |
| 3 | Pulse ON time | µs | 50 | 75 | 100 | 125 |
| 4 | Pulse OFF time | µs | 25 | 50 | 75 | 100 |
| 5 | Polarity | - | Reverse | Positive | ||
| 6 | Dielectric | - | Kerosene oil + 5 g/L SiC | |||
| Training Method | MF Type | Output Function | No. MFs | Epoch | Avg. Test Error | MAPE |
|---|---|---|---|---|---|---|
| Hybrid | Gaussian | Linear | 2 2 2 2 2 | 30 | 0.107 µm | 1.78% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Farooq, M.U.; Anwar, S.; Bhatti, H.A.; Kumar, M.S.; Ali, M.A.; Ammarullah, M.I. Electric Discharge Machining of Ti6Al4V ELI in Biomedical Industry: Parametric Analysis of Surface Functionalization and Tribological Characterization. Materials 2023, 16, 4458. https://doi.org/10.3390/ma16124458
Farooq MU, Anwar S, Bhatti HA, Kumar MS, Ali MA, Ammarullah MI. Electric Discharge Machining of Ti6Al4V ELI in Biomedical Industry: Parametric Analysis of Surface Functionalization and Tribological Characterization. Materials. 2023; 16(12):4458. https://doi.org/10.3390/ma16124458
Chicago/Turabian StyleFarooq, Muhammad Umar, Saqib Anwar, Haider Ali Bhatti, M. Saravana Kumar, Muhammad Asad Ali, and Muhammad Imam Ammarullah. 2023. "Electric Discharge Machining of Ti6Al4V ELI in Biomedical Industry: Parametric Analysis of Surface Functionalization and Tribological Characterization" Materials 16, no. 12: 4458. https://doi.org/10.3390/ma16124458