
New Approach in the Determination of a Suitable Directionally Coarsened Microstructure for the Fabrication of Nanoporous Superalloy Membranes Based on CMSX-4

Abstract
:1. Introduction
- To identify suitable creep parameters for the fabrication of nanoporous superalloy membranes with the application target of premix membrane emulsification with minimized pore size.
- To investigate if stepped creep specimens are suitable for the fast and cost-effective investigation of multiple stress and temperature combinations in membrane development.
2. Methodology
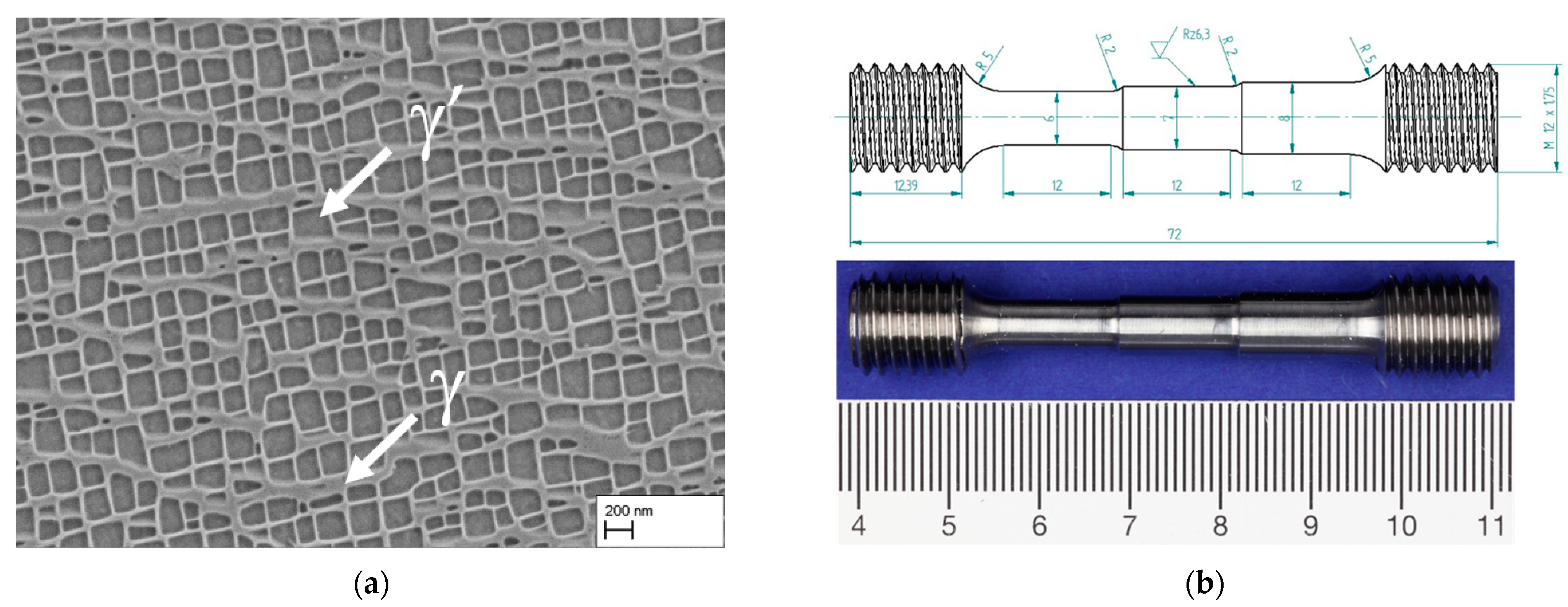
2.1. Materials and Processing
2.2. Microstructure Analysis
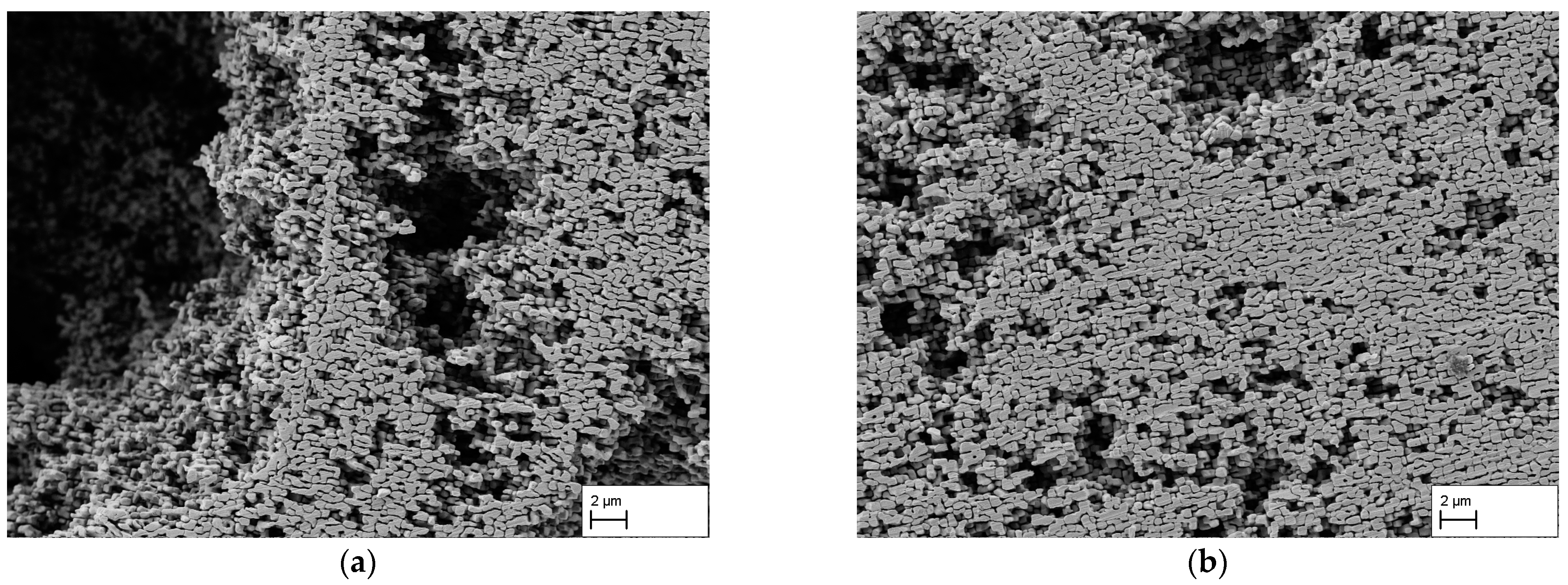
3. Results
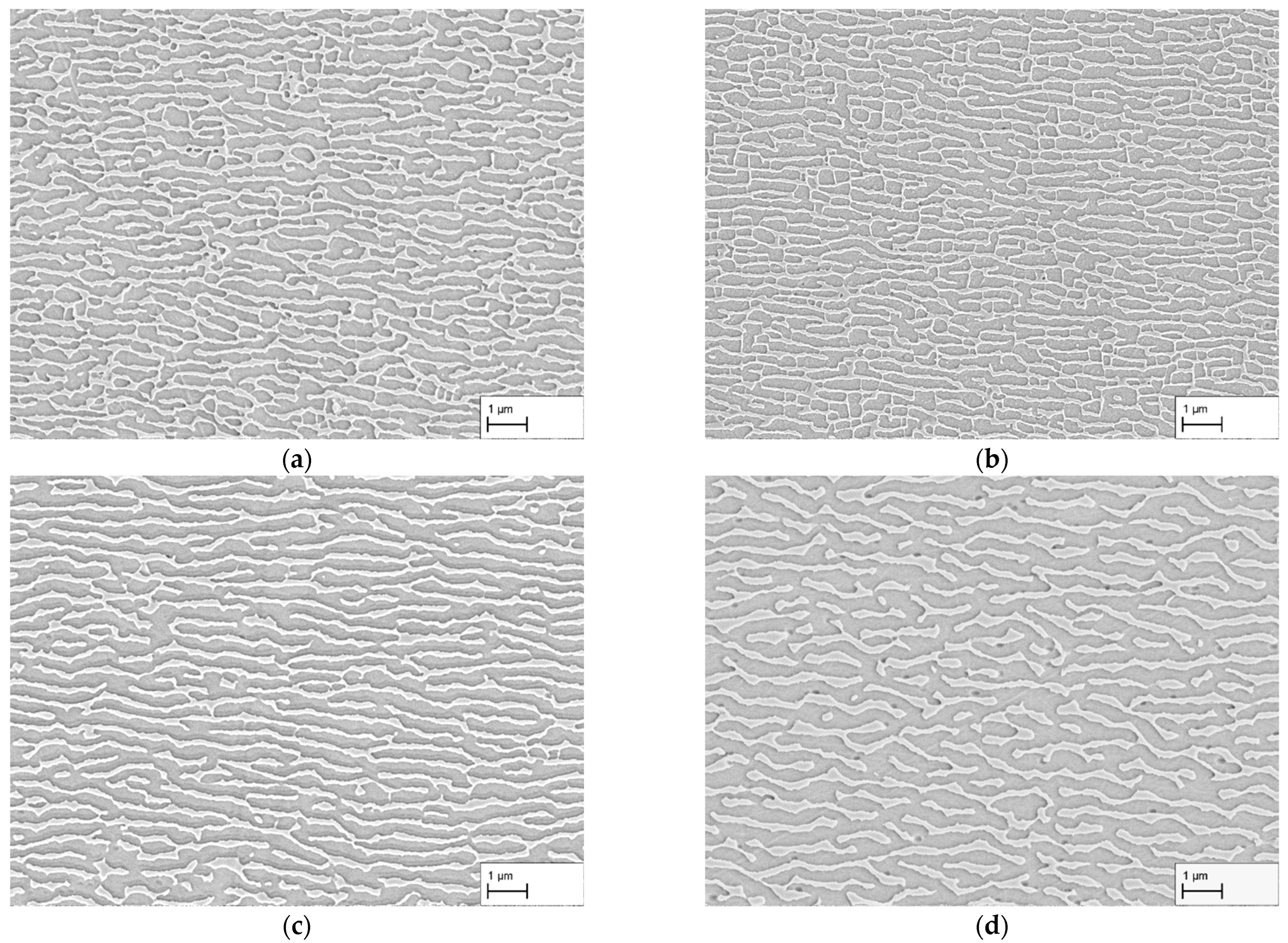
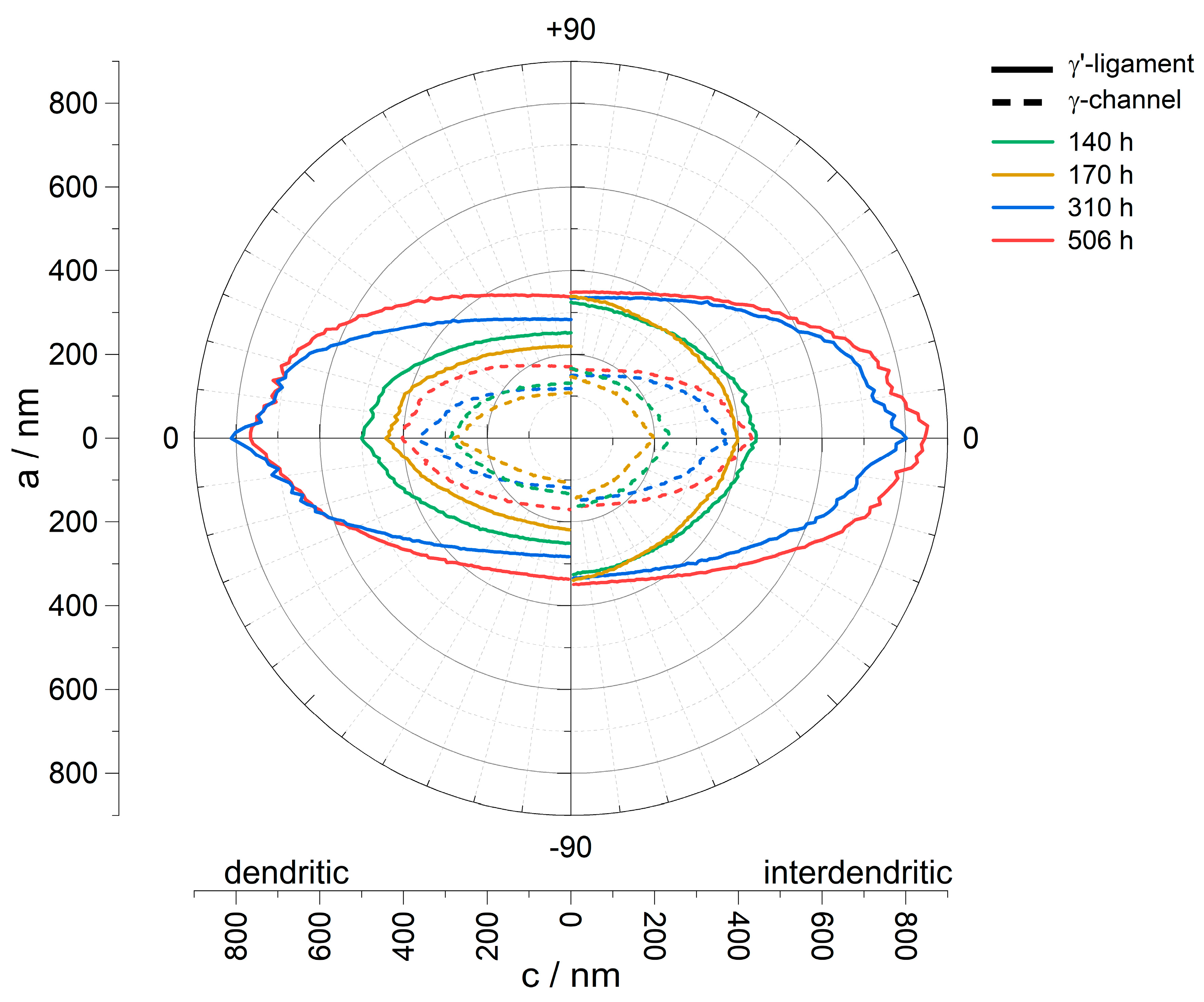
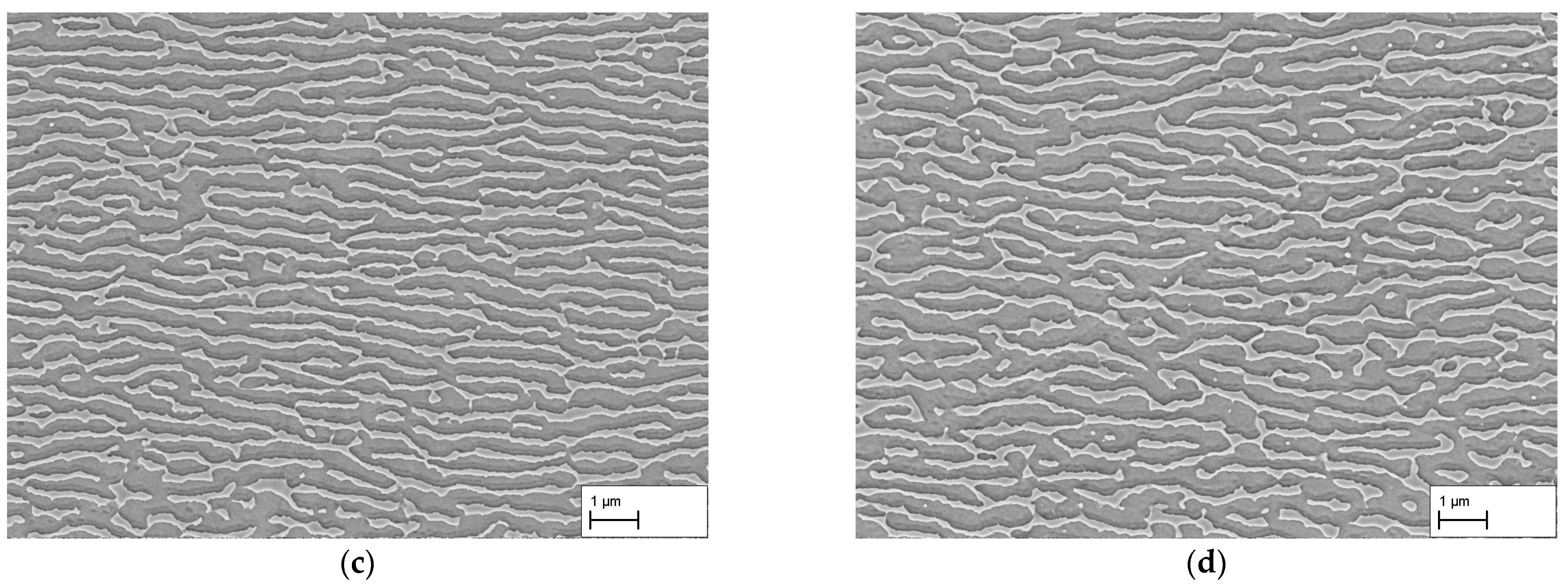
3.1. Creep Stress: 250 MPa
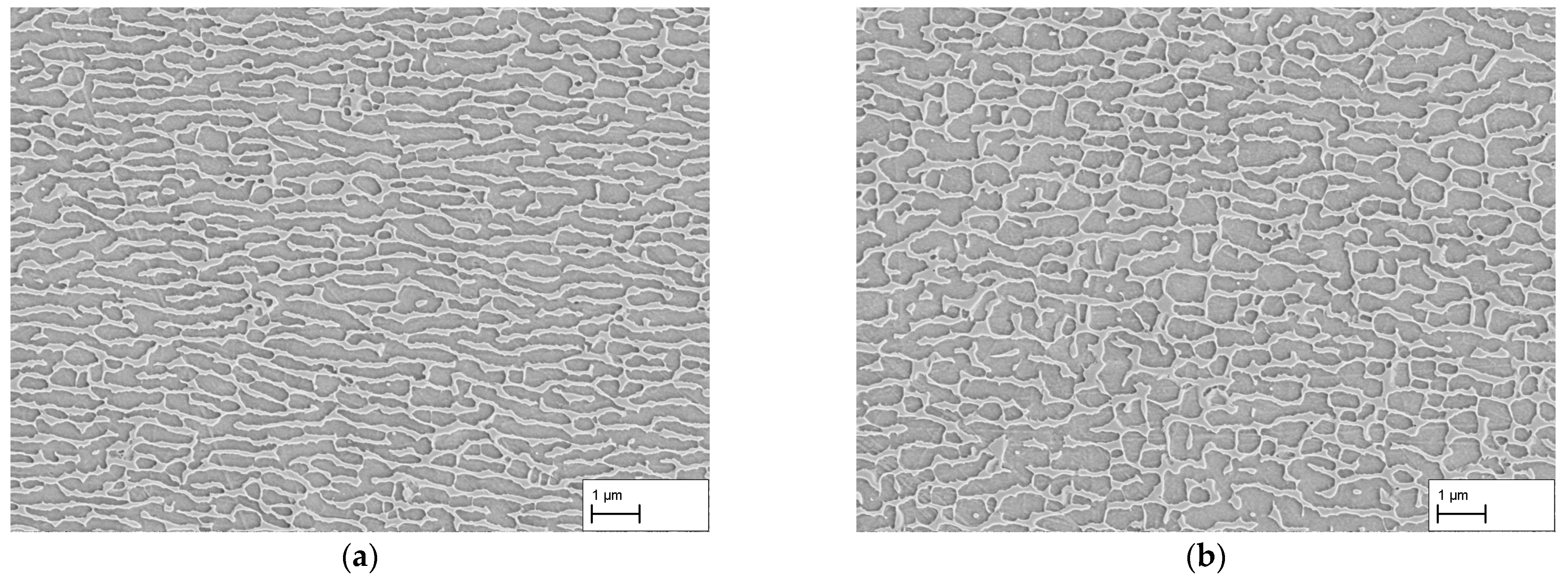
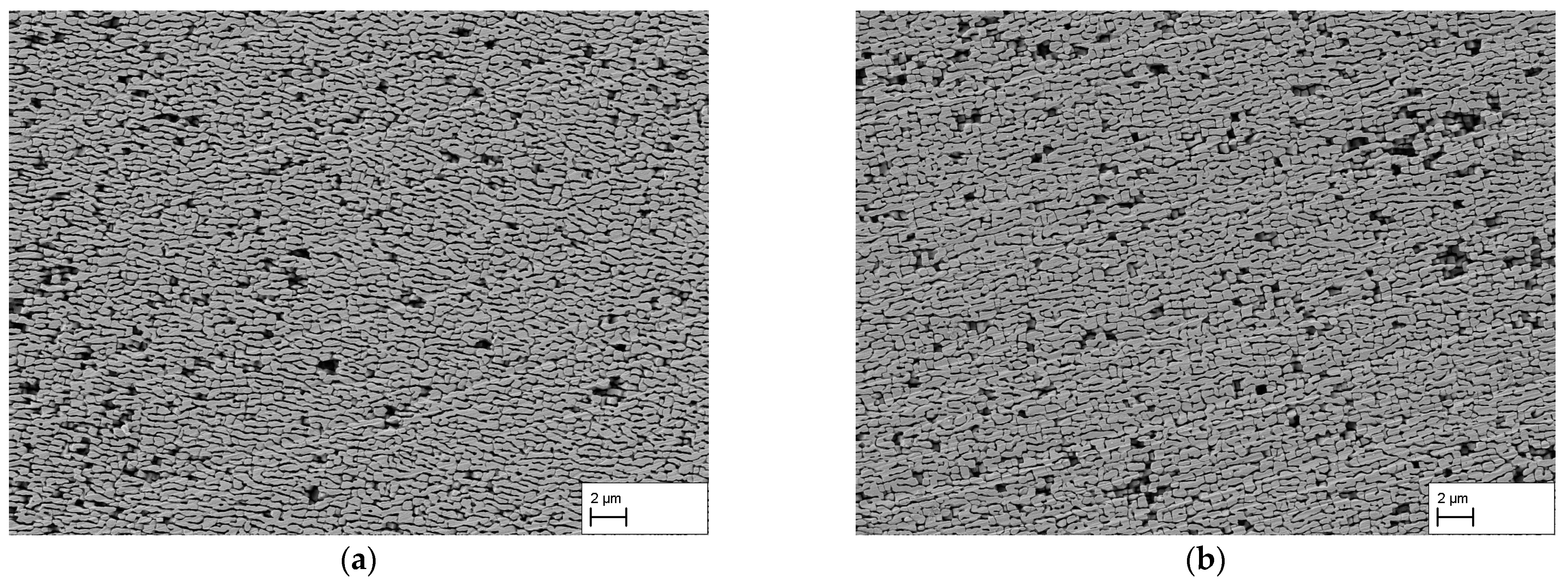
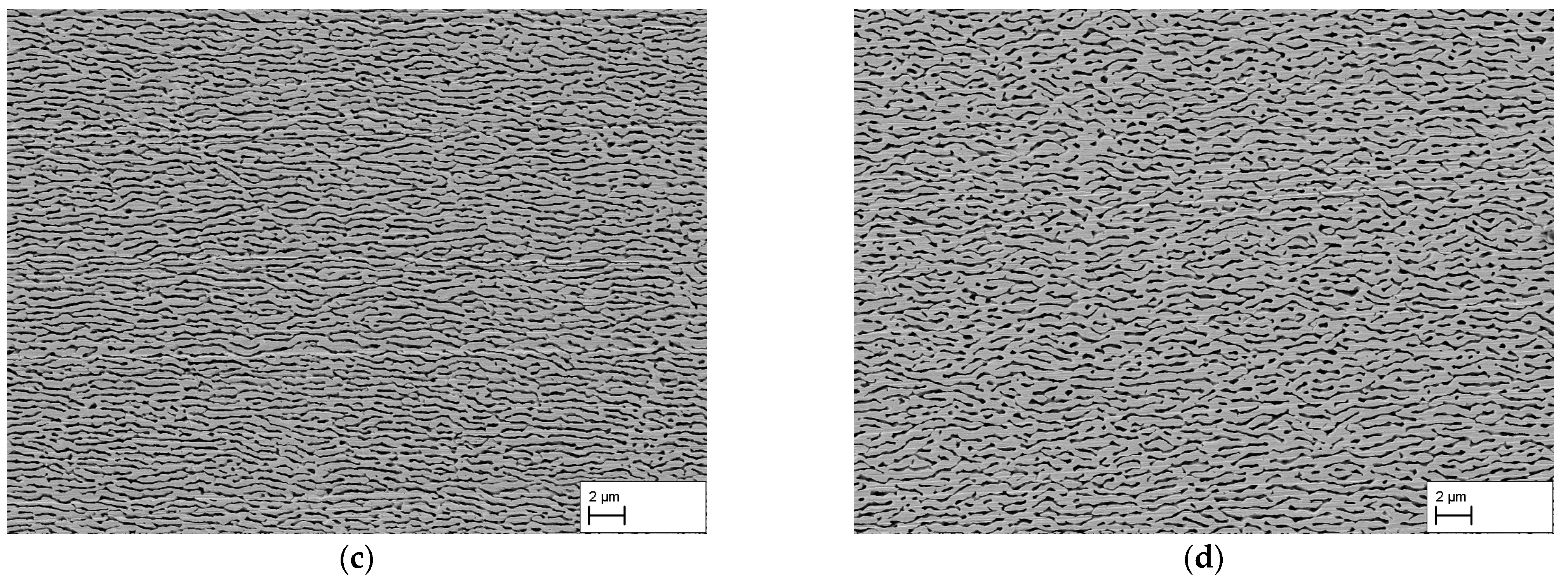
3.2. Creep Stress: 183 MPa and 140 MPa
4. Discussion
5. Conclusions
- The use of stepped creep specimens with three stress ranges allows the simultaneous investigation of different creep states within one creep test. This can reduce material usage and make it easier to find the optimum combination of temperature, stress, and creep duration.
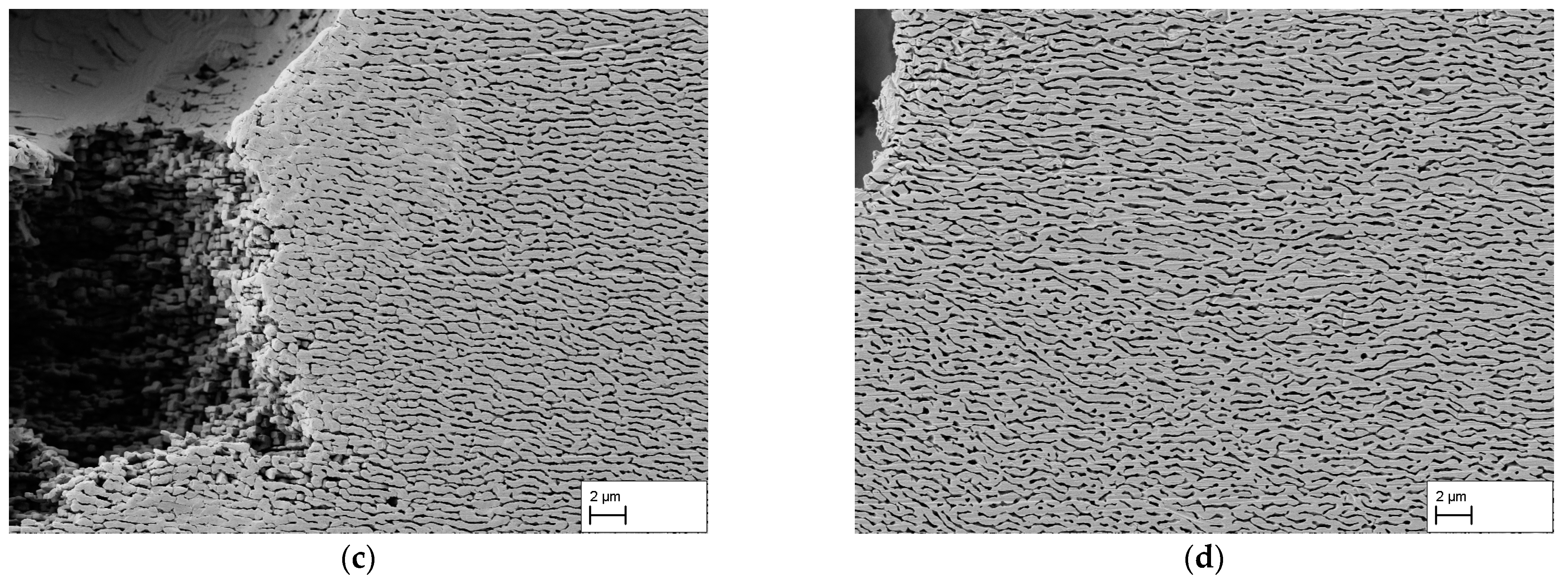
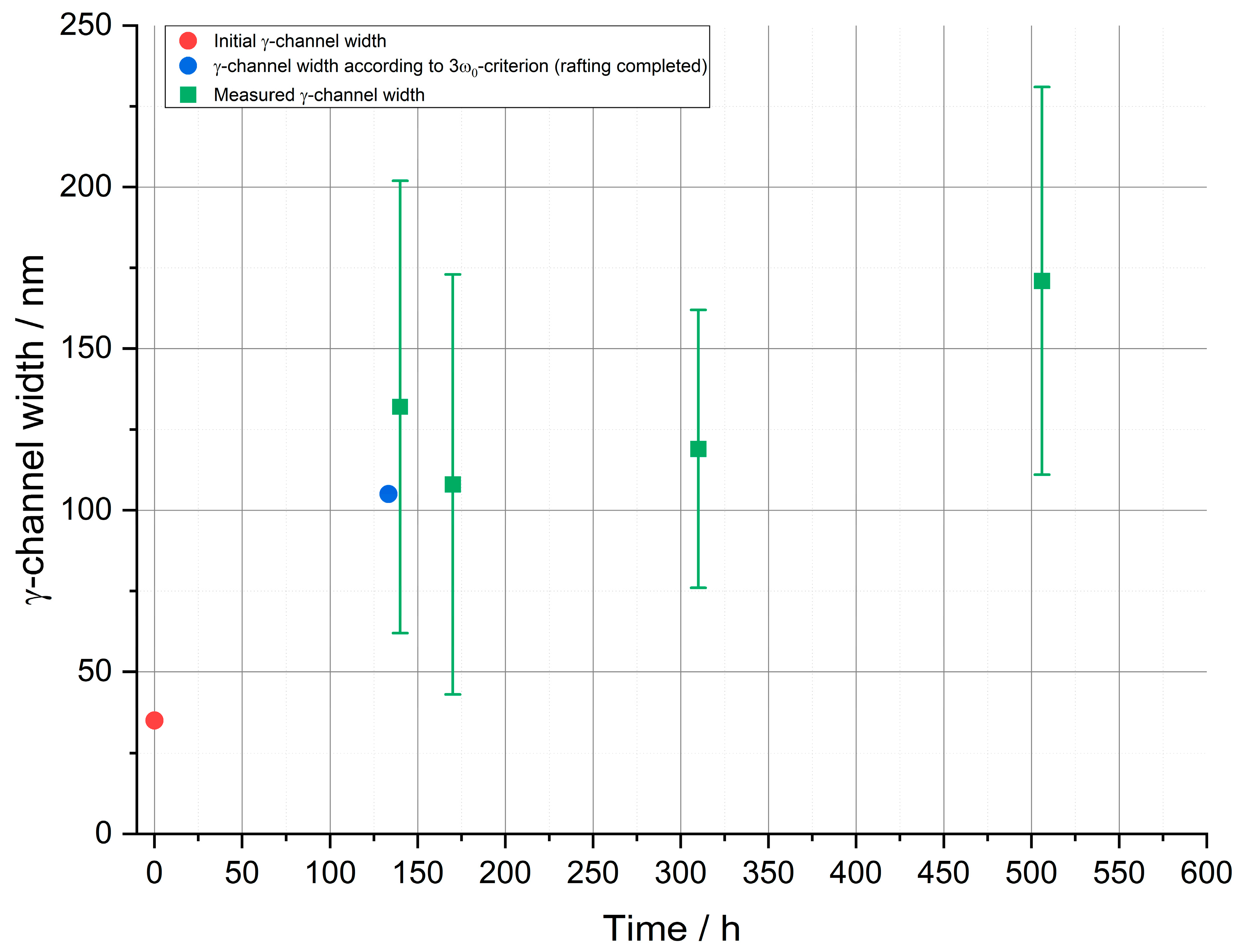
- The -criterion is suitable for approximating the minimum γ-channel width in the dendritic regions of the single-crystalline Ni-based superalloy CMSX-4 achieved at the point in time when rafting is just completed. The calculated minimum γ-channel width of 105 nm could be essentially reached after 170 h/250 MPa with a measured γ-channel width of 108 ± 65 nm in the dendritic regions. Due to the chemical imbalances between dendritic and interdendritic regions, no raft structure was present in the interdendritic regions at this point in time, which does not allow for the use of this microstructure for membrane fabrication.
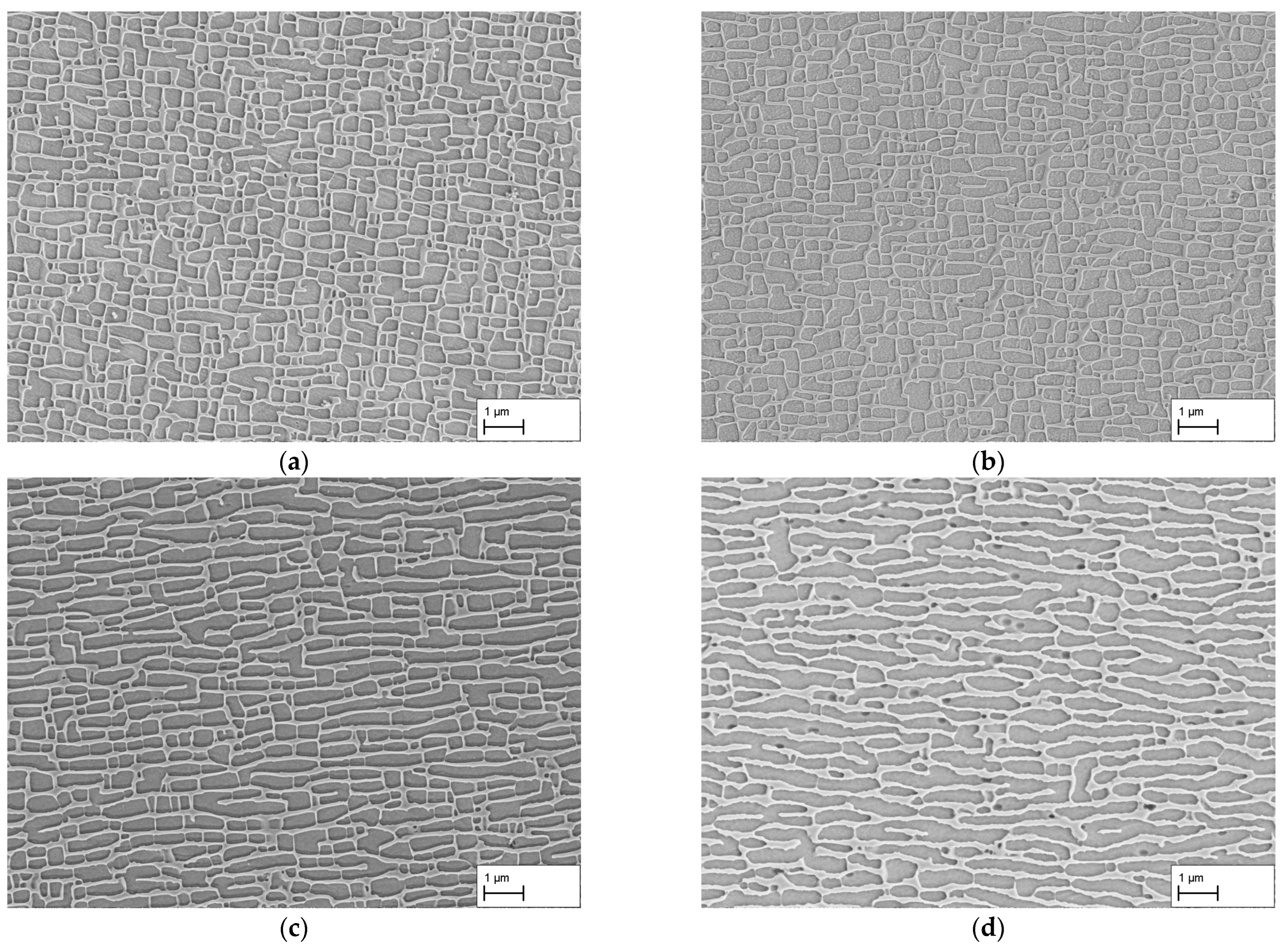
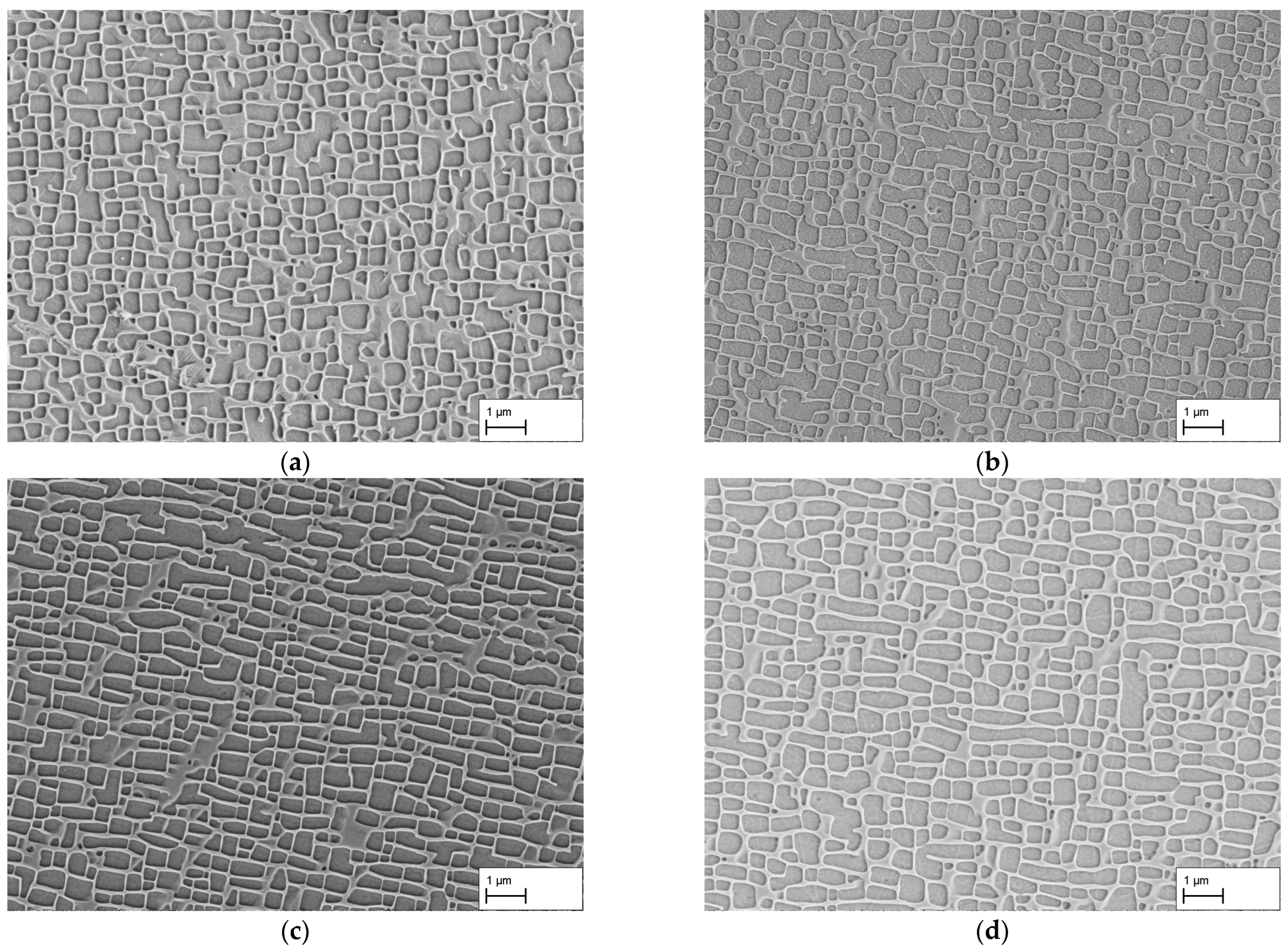
- The combination of a temperature of 950 °C, a stress of 250 MPa, and a creep time of 310 h achieves the requirements we set for a membrane structure, leading to a γ-channel width of 119 ± 43 nm in dendritic and 150 ± 66 in interdendritic regions and complete crosslinking. Further characterizations such as mechanical strength or emulsification behavior of nanoporous superalloy membranes produced by these parameters have to be performed.
- In combination with the test temperature of 950 °C, the stresses 183 MPa and 140 MPa do not lead to suitable microstructures for the fabrication of membranes for premix membrane emulsification as the lower rafting speed in combination with undirectional coarsening results in larger γ-channels than required.
- The use of previous research results to investigate the microstructure development of CMSX-4 in the high-temperature range could be successfully transferred to the field of membrane development and contribute to further optimization of Ni-based nanoporous membranes. For future application in the field of premix membrane emulsification and the production of colloidal lipid-based excipients, further experiments have to be carried out, for example, on the mechanical properties or resulting droplet size.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kohnke, M.; Finke, J.H.; Kwade, A.; Rösler, J. Investigation of Nanoporous Superalloy Membranes for the Production of Nanoemulsions. Metals 2018, 8, 361. [Google Scholar] [CrossRef]
- Rösler, J.; Näth, O.; Jäger, S.; Schmitz, F.; Mukherjiis, D. Nanoporous Ni-based superalloy membranes by selective phase dissolution. J. Miner. Met. Mater. Soc. 2005, 57, 52–55. [Google Scholar] [CrossRef]
- Rösler, J.; Mukherji, D. Design of Nanoporous Superalloy Membranes for Functional Applications. Adv. Eng. Mater. 2003, 5, 916–918. [Google Scholar] [CrossRef]
- Rösler, J.; Voelter, C. Nanoporous Superalloy Membranes: A Review. Adv. Eng. Mater. 2018, 20, 1–13. [Google Scholar] [CrossRef]
- Rösler, J.; Näth, O.; Jäger, S.; Schmitz, F.; Mukherji, D. Fabrication of nanoporous Ni-based superalloy membranes. Acta Mater. 2005, 53, 1397–1406. [Google Scholar] [CrossRef]
- Kamaraj, M. Rafting in single crystal nickel-base superalloys—An overview. Sadhana 2003, 28, 115–128. [Google Scholar] [CrossRef]
- Pollock, T.; Argon, A. Directional coarsening in nickel-base single crystals with high volume fractions of coherent precipitates. Acta Met. Mater. 1994, 42, 1859–1874. [Google Scholar] [CrossRef]
- Nabarro, F.R.N. Rafting in Superalloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1996, 27, 513–530. [Google Scholar] [CrossRef]
- Baldan, A. Review Progress in Ostwald ripening theories and their applications to the γ′-precipitates in nickel-base superalloys Part II Nickel-base superalloys. J. Mater. Sci. 2002, 37, 2379–2405. [Google Scholar] [CrossRef]
- Siebörger, D.; Knake, H.; Glatzel, U. Temperature Dependence of the Elastic Moduli of the Nickel-Base Superalloy CMSX-4 and Its Isolated Phases. 2001. Available online: www.elsevier.com/locate/msea (accessed on 29 November 2021).
- Link, T.; Epishin, A.; Brückner, U.; Portella, P. Increase of misfit during creep of superalloys and its correlation with deformation. Acta Mater. 2000, 48, 1981–1994. [Google Scholar] [CrossRef]
- Touratier, F.; Andrieu, E.; Poquillon, D.; Viguier, B. Rafting microstructure during creep of the MC2 nickel-based superalloy at very high temperature. Mater. Sci. Eng. A 2009, 510–511, 244–249. [Google Scholar] [CrossRef]
- Buffiere, J.; Ignat, M. A dislocation based criterion for the raft formation in nickel-based superalloys single crystals. Acta Met. Mater. 1995, 43, 1791–1797. [Google Scholar] [CrossRef]
- Matan, N.; Cox, D.; Rae, C.; Reed, R. On the kinetics of rafting in CMSX-4 superalloy single crystals. Acta Mater. 1999, 47, 2031–2045. [Google Scholar] [CrossRef]
- Matan, N.; Cox, D.C.; Carter, P.; Rist, M.A.; Rae, C.M.F.; Reed, R.C. Vreep Of CMSX-4 Superalloy Single Crystals: Effects Of Misorientation And Temperature. Acta Mater. 1999, 47, 1549–1563. [Google Scholar] [CrossRef]
- Kamaraj, M.; Serin, K.; Kolbe, M.; Eggeler, G. Influence of stress state on the kinetics of γ-channel wideningduring high temperature and low stress creep of the single crystalsuperalloy CMSX-4. Mater. Sci. Eng. 2001, 319–321, 796–799. [Google Scholar] [CrossRef]
- Biermann, H.; Kuhn, H.-A.; Ungár, T.; Hammer, J.; Mughrabi, H. Internal Stresses, Coherency Strains and Local Lattice Parameter Changes in a Creep-Deformed Monocrystalline Nickel-Base Superalloy. High Temp. Mater. Process. 1993, 12, 21–30. [Google Scholar] [CrossRef]
- Rösler, J.; Näth, O. Mechanical behaviour of nanoporous superalloy membranes. Acta Mater. 2010, 58, 1815–1828. [Google Scholar] [CrossRef]
- Epishin, A.; Link, T.; Klingelhöffer, H.; Fedelich, B.; Brückner, U.; Portella, P. New technique for characterization of microstructural degradation under creep: Application to the nickel-base superalloy CMSX-4. Mater. Sci. Eng. A 2009, 510–511, 262–265. [Google Scholar] [CrossRef]
- Epishin, A.; Link, T.; Nazmy, M.; Staubli, M.; Nolze, G. Microstructural Degradation of CMSX-4: Kinetics and Effect on Mechanical Properties. Superalloys 2008, 725–731. [Google Scholar] [CrossRef]
- Lück, J.M.; Rösler, J. Reducing the γ′-Particle Size in CMSX-4 for Membrane Development. Materials 2022, 15, 1320. [Google Scholar] [CrossRef] [PubMed]
- Epishin, A.; Fedelich, B.; Finn, M.; Künecke, G.; Rehmer, B.; Leistner, C.; Nolze, G.; Petrushin, N.; Svetlov, I. Investigation of Elastic Properties of the Single-Crystal Nick-el-Base Superalloy CMSX-4 in the Temperature Interval be-tween Room Temperature and 1300 °C. Crystals 2021, 11, 152. [Google Scholar] [CrossRef]
- Cheng, K.; Jo, C.; Jin, T.; Hu, Z. Influence of applied stress on the γ′ directional coarsening in a single crystal superalloy. Mater. Des. 2009, 31, 968–971. [Google Scholar] [CrossRef]
- ImageJ. ImageJ—Image Processing and Analysis in Java. Available online: https://imagej.net/ij/index.html (accessed on 18 June 2021).
- Trainable Weka Segmentation. Available online: https://imagej.net/plugins/tws/ (accessed on 18 June 2021).
- Durand-Charre, M. The Microstructure of Superalloys the Microstructure of SUPERALLOYS; Routledge: London, UK, 2017. [Google Scholar] [CrossRef]
- Epishin, A.; Link, T. Mechanisms of high-temperature creep of nickel-based superalloys under low applied stresses. Philos. Mag. 2004, 84, 1979–2000. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Miura, N.; Kondo, Y.; Ohi, N. The Influence of Dislocation Substructure on Creep Rate during Accelerating Creep Stage of Single Crystal Nickel-based Superalloy CMSX-4. Superalloys 2000, 377–385. [Google Scholar] [CrossRef]
- Völkl, R.; Glatzel, U.; Feller-Kniepmeier, M. Measurement of the lattice misfit in the single crystal nickel based superalloys cmsx-4, srr99 and sc16 by convergent beam electron diffraction. Acta Mater. 1998, 46, 4395–4404. [Google Scholar] [CrossRef]
- Chen, W.; Immarigeon, J.-P. Thickening behaviour of γ′ precipitates in nickel base superalloys during rafting. Scr. Mater. 1998, 39, 167–174. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen ID | Cross Section (mm2) | θ (°) | Stress (MPa) | Duration (h) |
|---|---|---|---|---|
| A-CMSX-4/140h/250 | 28.27 | 9.9 | 250 | 140 |
| A-CMSX-4/170h/250 | ||||
| A-CMSX-4/310h/250 | 9.8 | 170 | ||
| I-CMSX-4/506h/250 | 9.6 | 310 | ||
| 6–10 | 506 | |||
| A-CMSX-4/140h/183 | 38.48 | 9.9 | 183 | 140 |
| A-CMSX-4/170h/183 | 9.8 | 170 | ||
| A-CMSX-4/310h/183 | 9.6 | 310 | ||
| I-CMSX-4/506h/183 | 6–10 | 506 | ||
| A-CMSX-4/140h/140 | 50.26 | 9.9 | 140 | 140 |
| A-CMSX-4/170h/140 | 9.8 | 170 | ||
| A-CMSX-4/310h/140 | 9.6 | 310 | ||
| I-CMSX-4/506h/140 | 6–10 | 506 |
| A-CMSX-4/140h/250 | A-CMSX-4/170h/250 | A-CMSX-4/310h/250 | I-CMSX-4/506h/250 | |
|---|---|---|---|---|
| cd, γ-channel | 290 (261) | 280 (273) | 363 (329) | 403 (343) |
| cid, γ-channel | 238 (232) | 198 (197) | 375 (326) | 423 (545) |
| ad, γ-channel | 132 (70) | 108 (65) | 119 (43) | 171 (60) |
| aid, γ-channel | 166 (137) | 147 (123) | 150 (66) | 164 (59) |
| cd, γ′-channel | 500 (391) | 443 (347) | 812 (786) | 766 (582) |
| cid, γ′-channel | 442 (334) | 398 (236) | 801 (679) | 845 (691) |
| ad, γ′-channel | 251 (106) | 219 (92) | 284 (101) | 337 (163) |
| aid, γ′-channel | 325 (163) | 338 (169) | 334 (147) | 348 (170) |
| (c/a)d, γ-channel | 2.20 | 2.59 | 3.05 | 2.36 |
| (c/a)id, γ-channel | 1.43 | 1.35 | 2.50 | 2.58 |
| (c/a)d, γ′-ligament | 1.99 | 2.02 | 2.86 | 2.27 |
| (c/a)id, γ′-ligament | 1.36 | 1.18 | 2.40 | 2.43 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lück, J.M.; Rösler, J. New Approach in the Determination of a Suitable Directionally Coarsened Microstructure for the Fabrication of Nanoporous Superalloy Membranes Based on CMSX-4. Materials 2023, 16, 3715. https://doi.org/10.3390/ma16103715
Lück JM, Rösler J. New Approach in the Determination of a Suitable Directionally Coarsened Microstructure for the Fabrication of Nanoporous Superalloy Membranes Based on CMSX-4. Materials. 2023; 16(10):3715. https://doi.org/10.3390/ma16103715
Chicago/Turabian StyleLück, Janik Marius, and Joachim Rösler. 2023. "New Approach in the Determination of a Suitable Directionally Coarsened Microstructure for the Fabrication of Nanoporous Superalloy Membranes Based on CMSX-4" Materials 16, no. 10: 3715. https://doi.org/10.3390/ma16103715