
Investigation on Morphology and Mechanical Properties of Rod Units in Lattice Structures Fabricated by Selective Laser Melting

Abstract
:1. Introduction
2. Materials and Methods
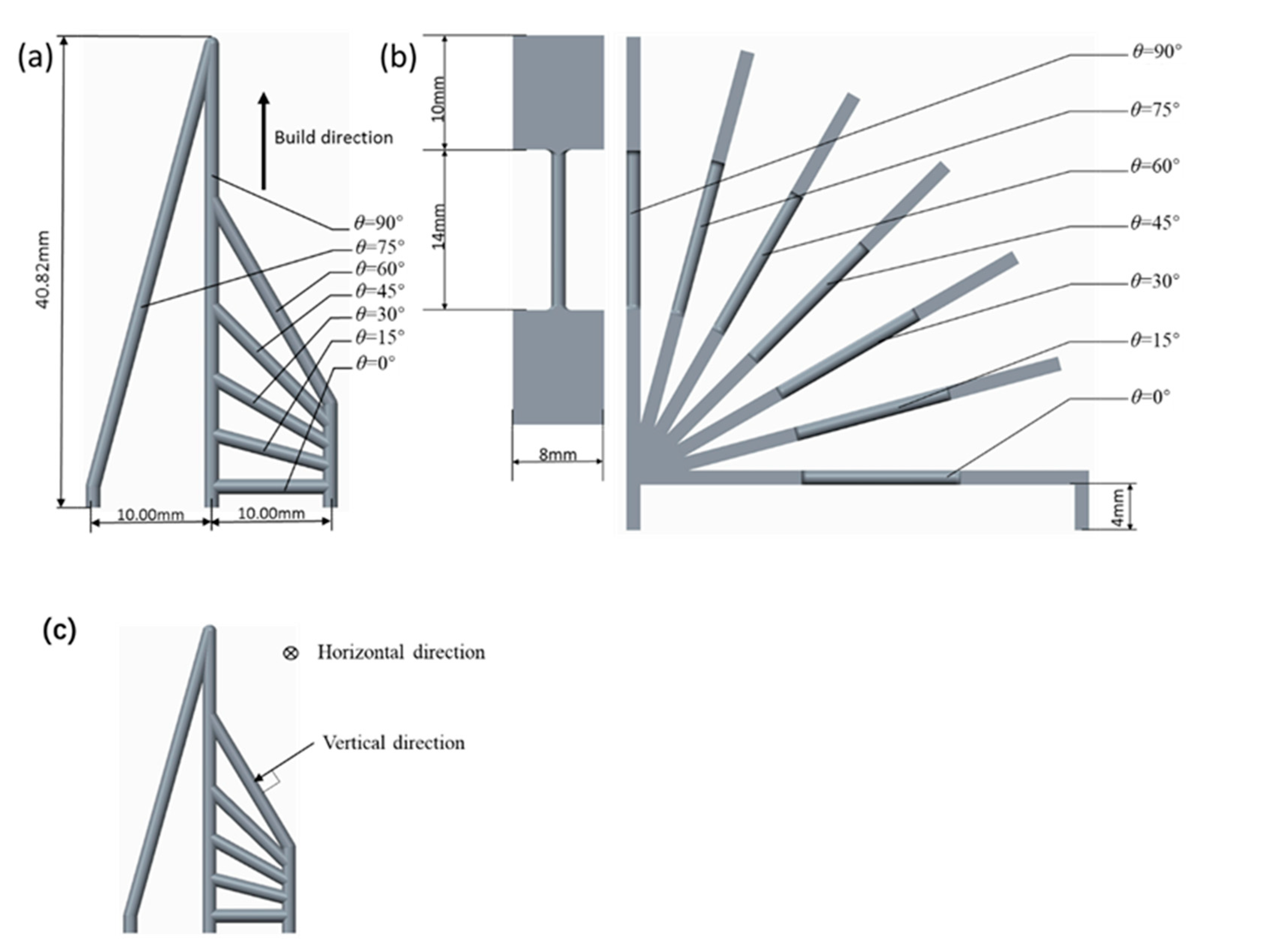
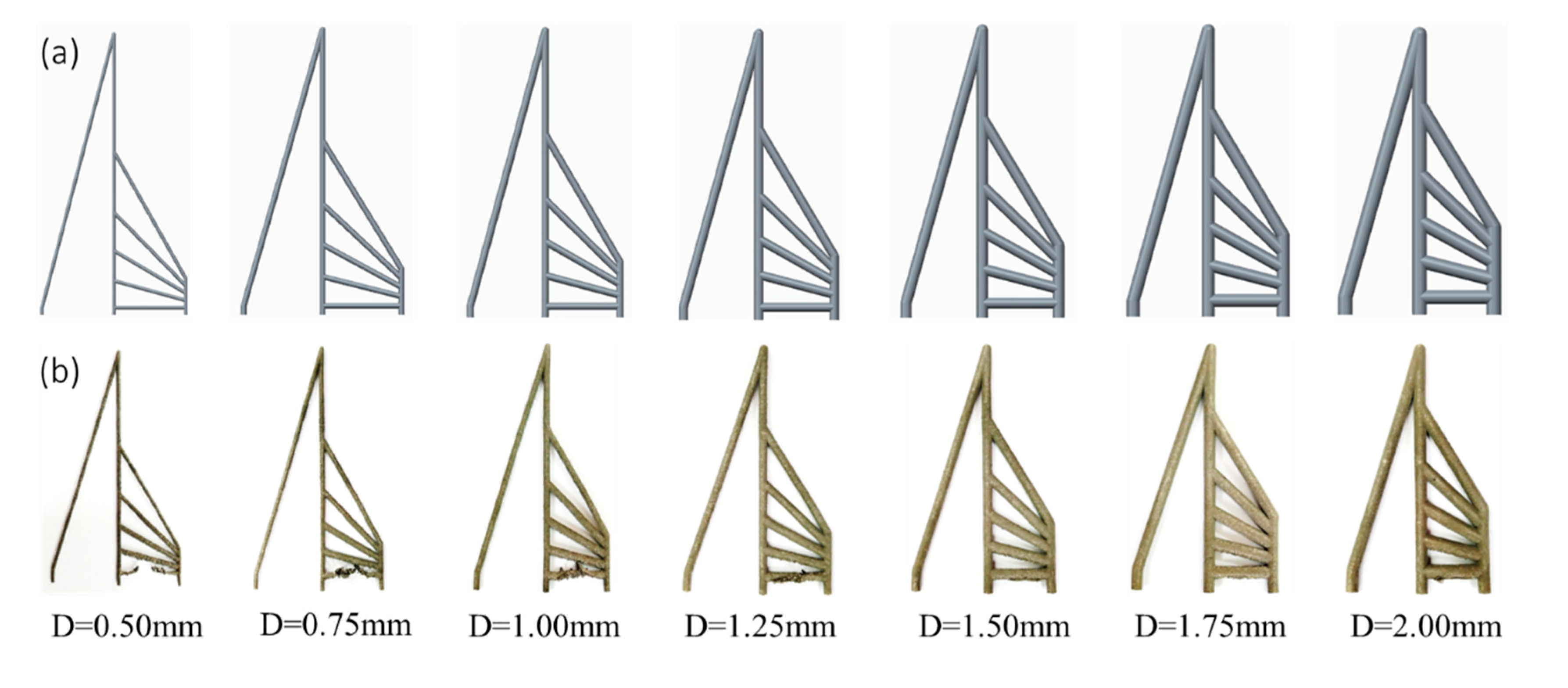
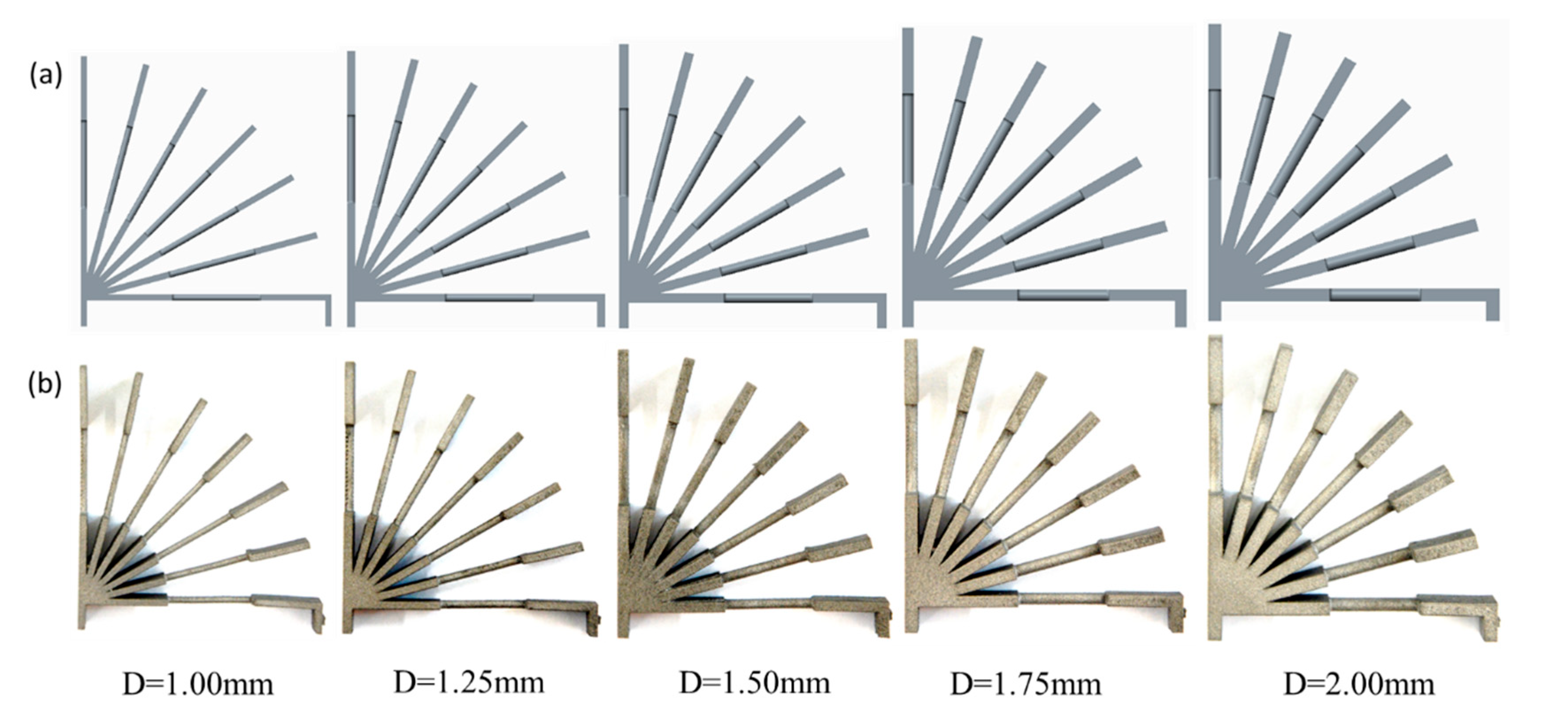
2.1. Sample Design
2.2. Sample Manufacturing
2.3. Macrostructure Observation and Tensile Tests
3. Results & Discussion
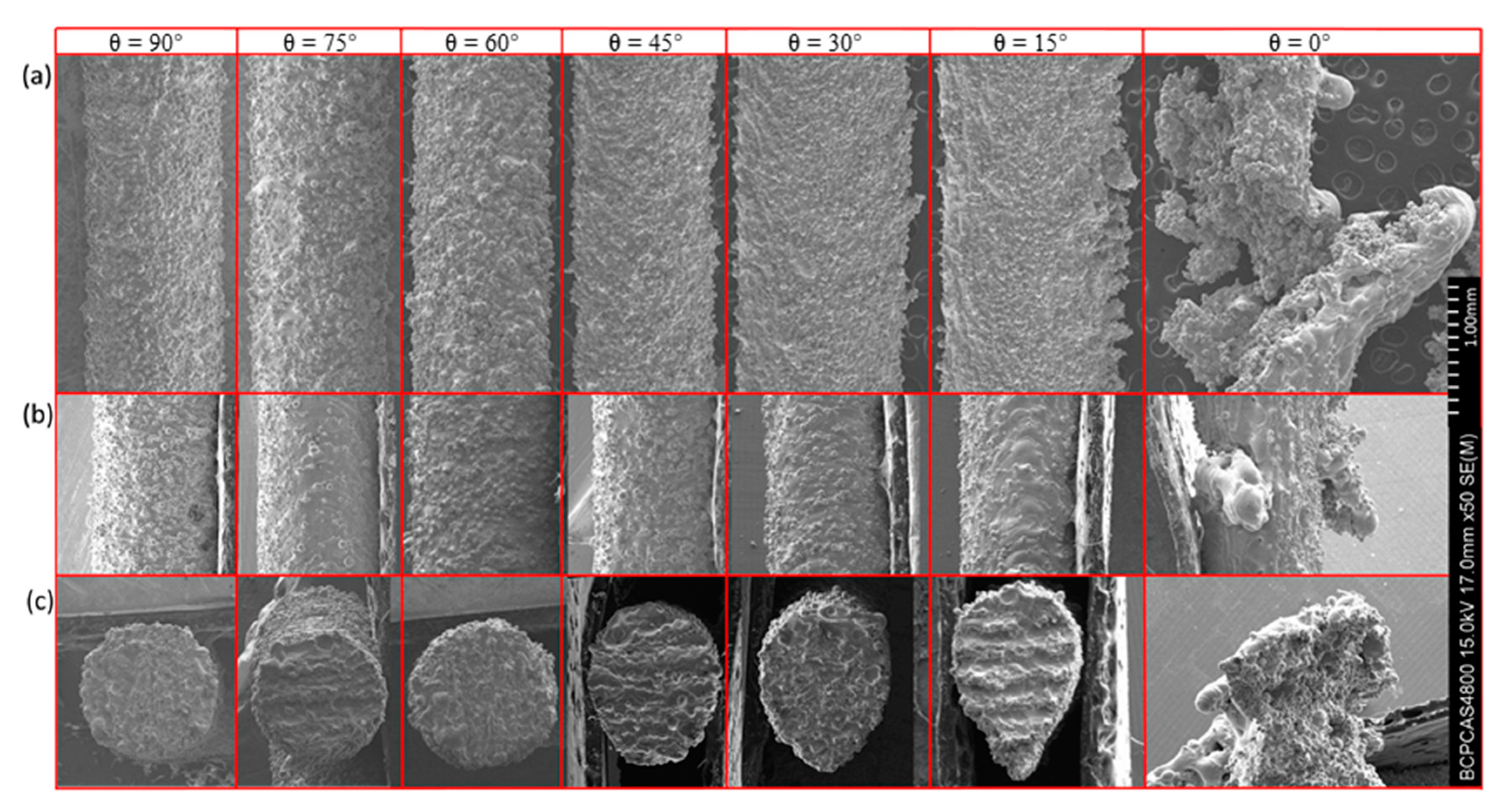
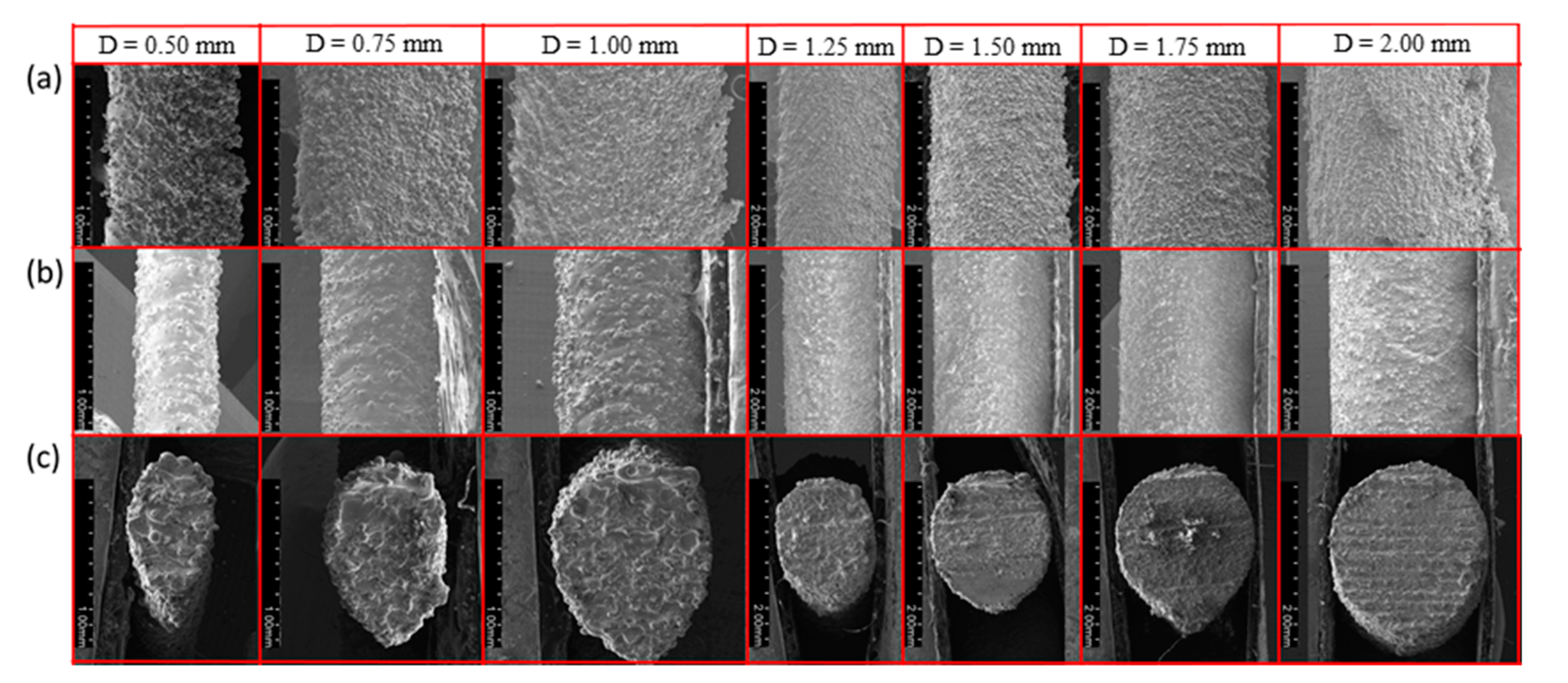
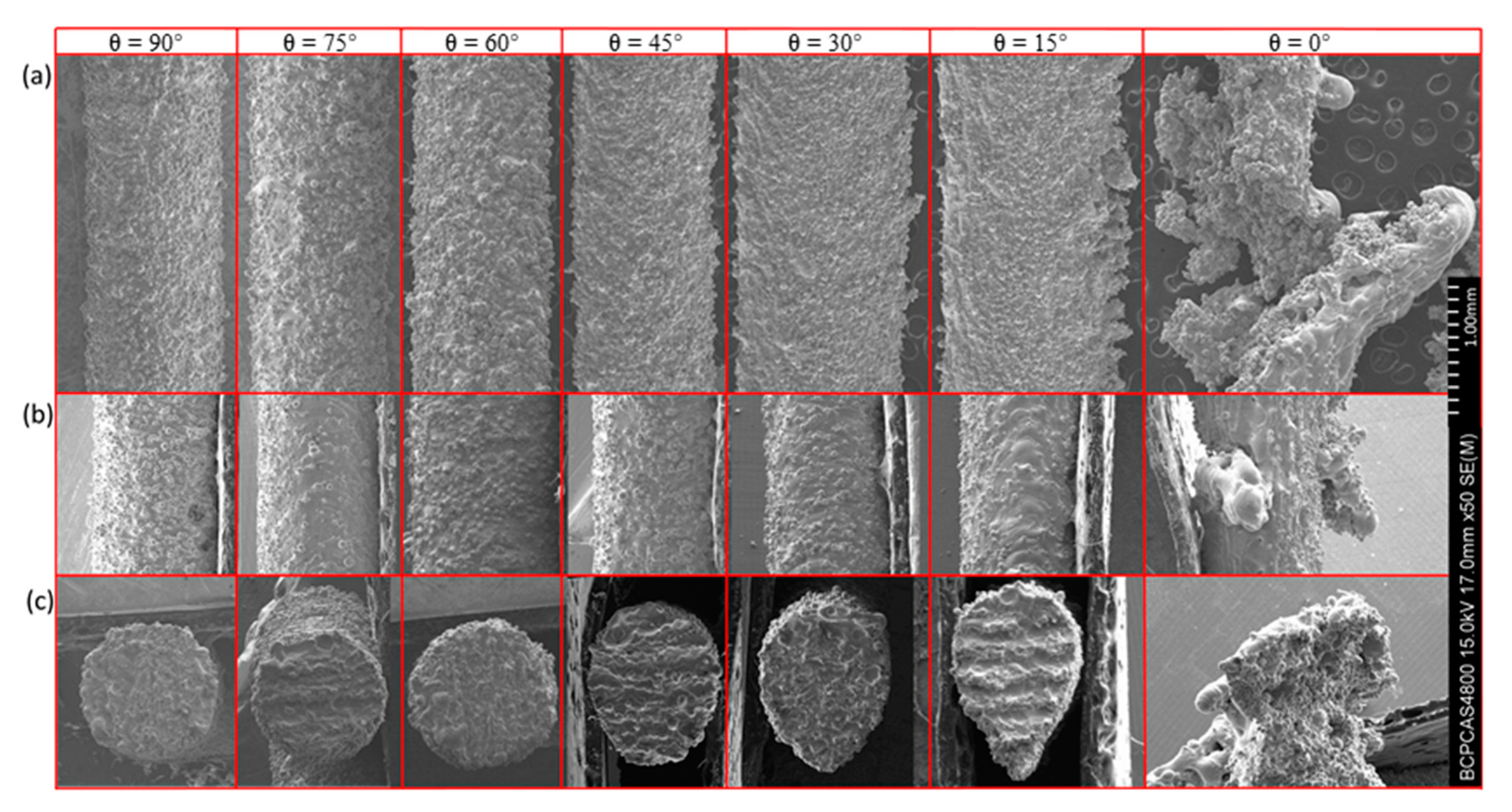
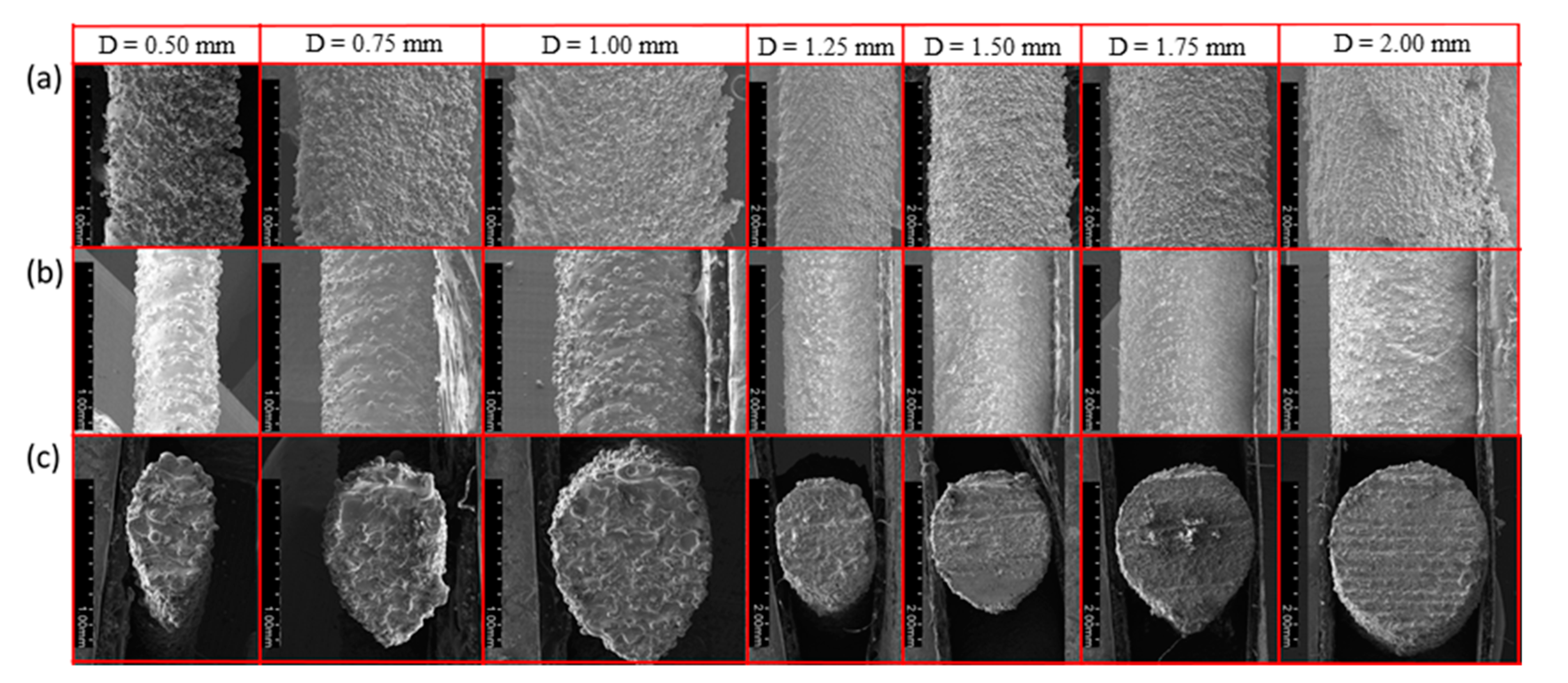
3.1. Macrostructure Observation of RA Samples
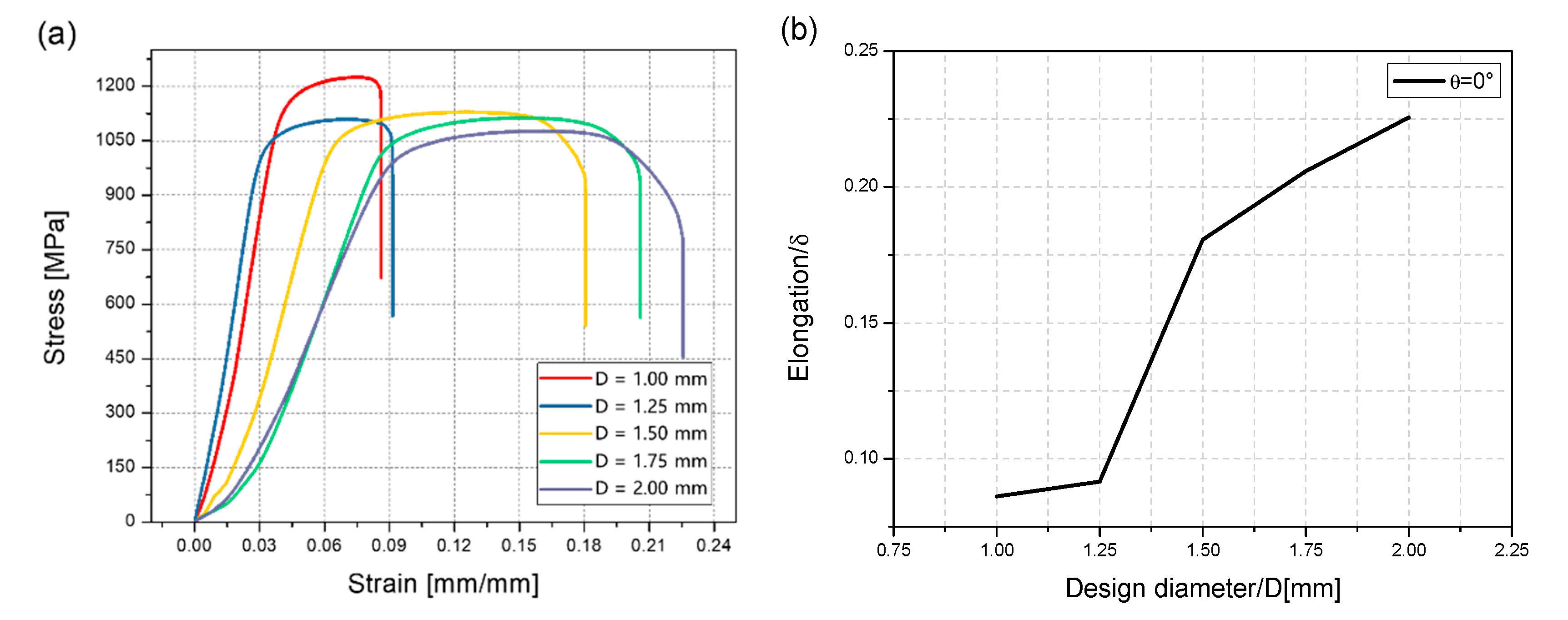
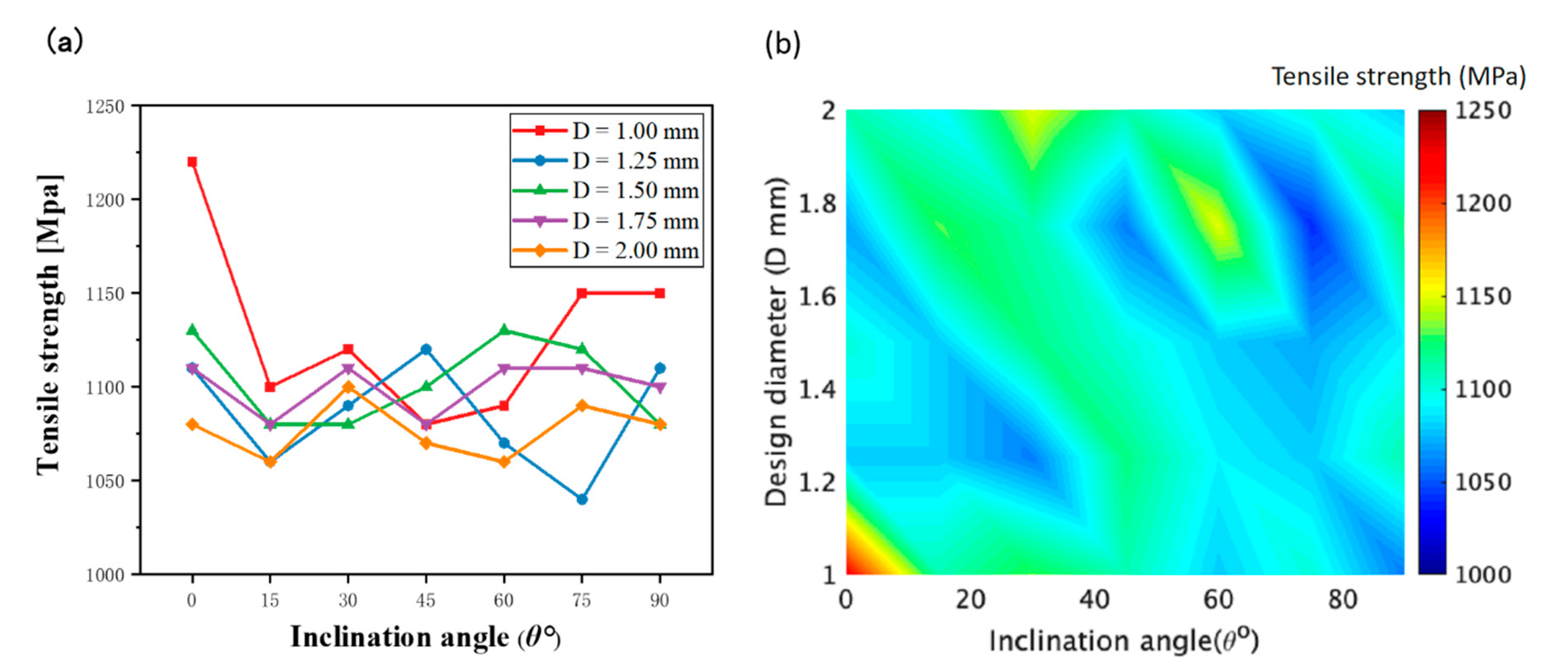
3.2. Tensile Test of RB Samples
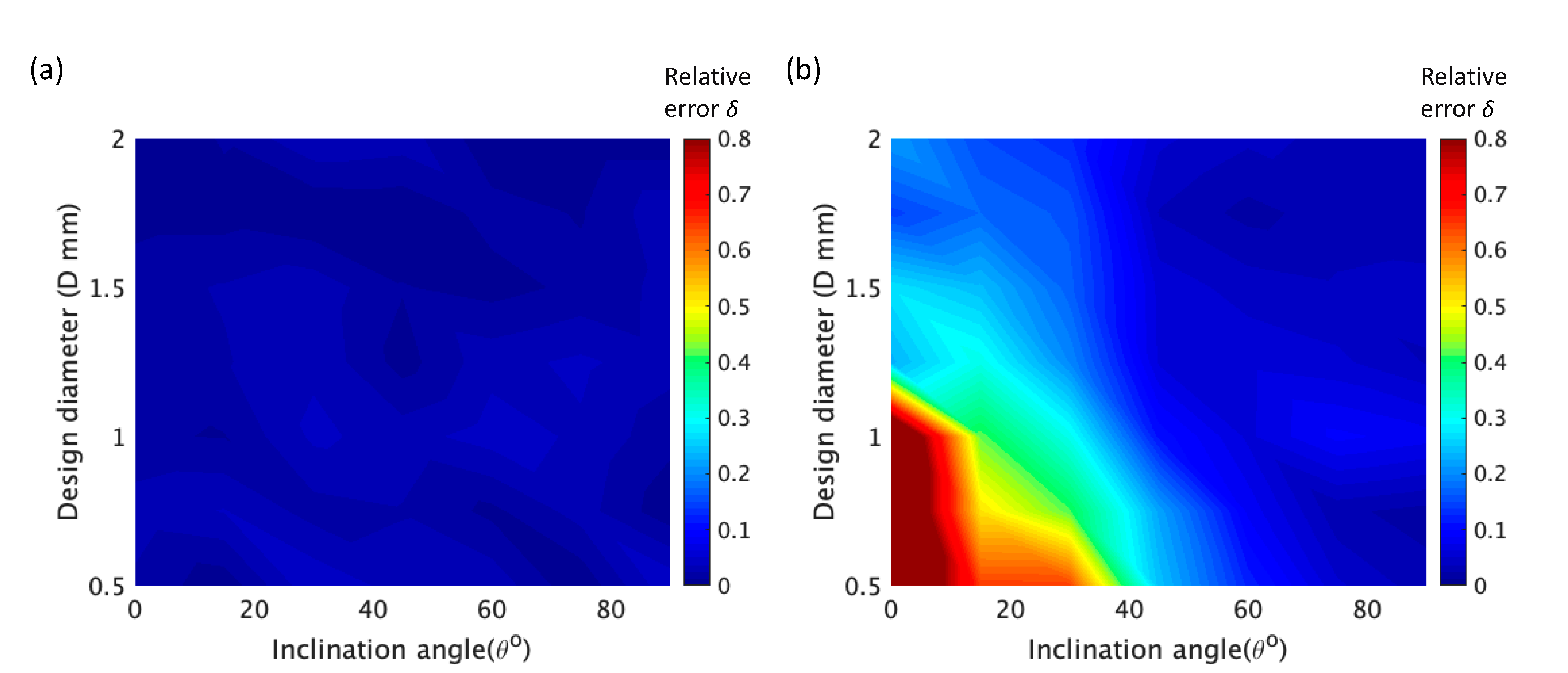
3.3. Error Fitting and Area Calculation
4. Conclusions
- (1)
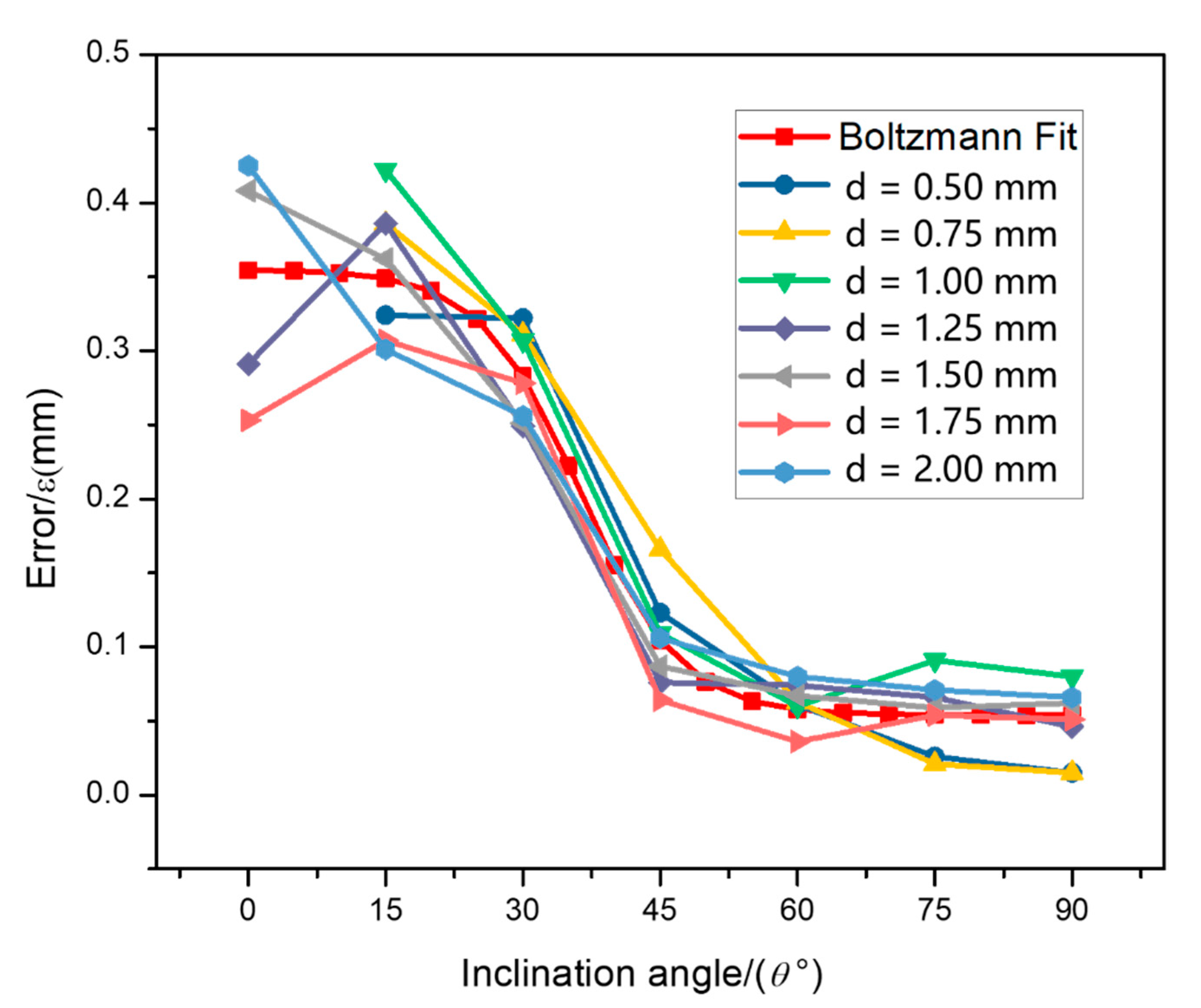
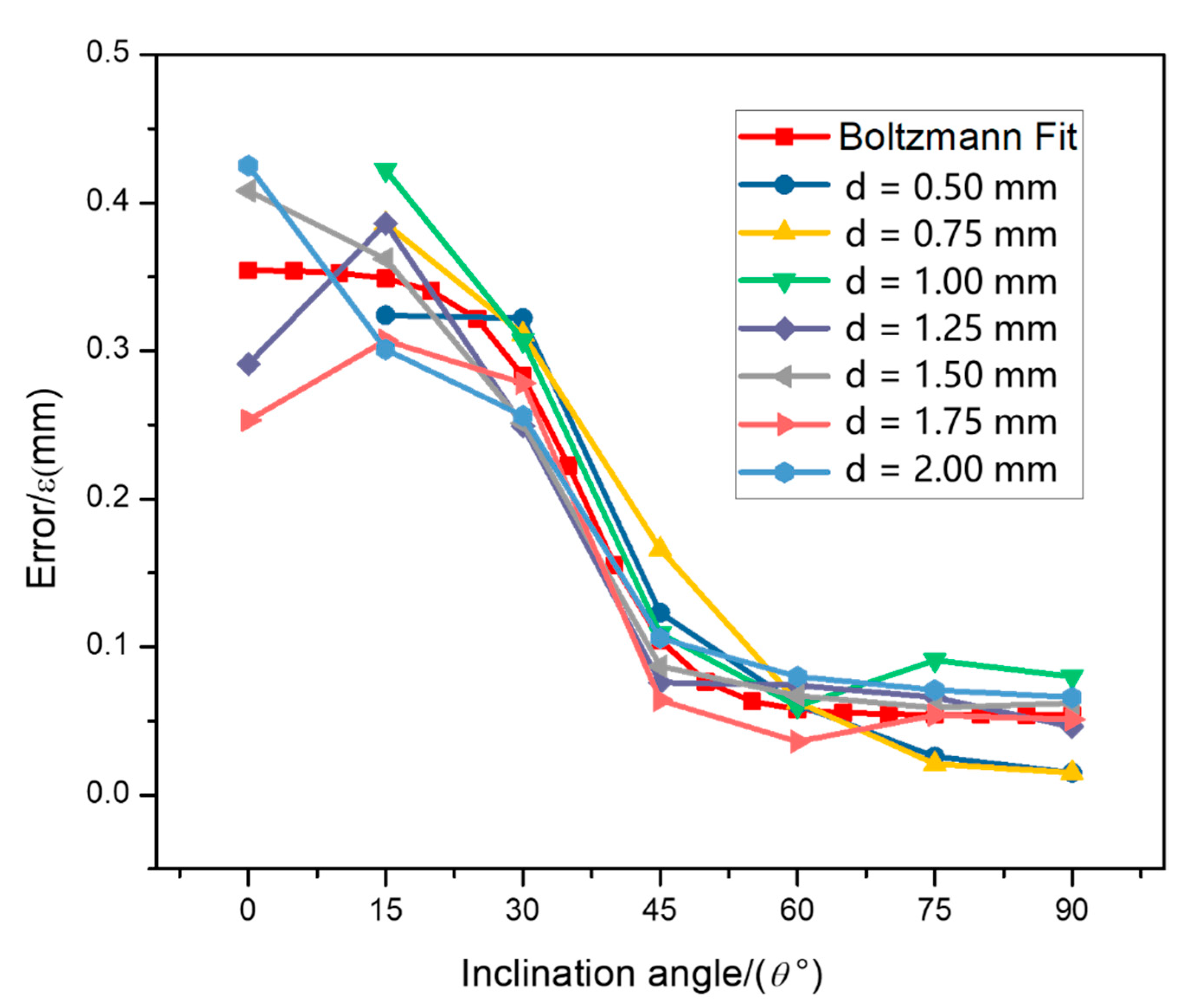
- When fabricating lattice structures using SLM, there is generally no support because it is difficult to remove when constrained by limited access. In the case of there being no support, the inclination angle has a significant influence on the forming quality of the rod. With the increase of the inclination angle, the morphological error of the rod element is gradually reduced. When the inclination angle is below 30°, the error along the bottom-to-up direction is large (more than 0.2 mm). The error decreases rapidly when the inclination angle is 45°. The diameter of the rod has little effect on the profile error. However, with the increase of design diameter, the relative error decreases gradually.
- (2)
- To fabricate tensile test samples, some additional support was used during SLM fabrication. The rod unit exhibited good mechanical properties and the tensile strength was up to 1100 MPa. The inclination angle and the diameter of the rod element have a limited influence on the mechanical properties of the rod, which implies that it is reasonable to use isotropic tensile strength value when designing the lattice structure.
- (3)
- The error fitting formula and cross-sectional area calculation formula of the rod units were proposed. The former can determine the longitudinal error according to the inclination angle. The later can estimate the cross-sectional area of rod unit after fabrication.
- (4)
- In summary, this study shows that the inclination of rod element has a great influence on the shape of the rod, while the mechanical properties of the rod are not anisotropic due to the angle change. The formulas proposed in Section 3.3 can be used to predict the cross-sectional area of rod element after fabrication. The load capacity of the rod can be estimated accordingly, which provides a reference for lattice structure design.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Alsalla, H.; Hao, L.; Smith, C. Fracture toughness and tensile strength of 316L stainless steel cellular lattice structures manufactured using the selective laser melting technique. Mater. Sci. Eng. A 2016, 669, 1–6. [Google Scholar] [CrossRef]
- Beyer, C.; Figueroa, D. Design and Analysis of Lattice Structures for Additive Manufacturing. J. Manuf. Sci. Eng. 2016, 138, 121014. [Google Scholar] [CrossRef]
- Červinek, O.; Werner, B.; Koutný, D.; Vaverka, O.; Pantělejev, L.; Paloušek, D. Computational Approaches of Quasi-Static Compression Loading of SS316L Lattice Structures Made by Selective Laser Melting. Materials 2021, 14, 2462. [Google Scholar] [CrossRef]
- Wang, X.; Wang, C.; Zhou, X.; Wang, D.; Zhang, M.; Gao, Y.; Wang, L.; Zhang, P. Evaluating Lattice Mechanical Properties for Lightweight Heat-Resistant Load-Bearing Structure Design. Materials 2020, 13, 4786. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P.; Raymont, D. Advanced lightweight 316L stainless steel cellular lattice structures fabricated via selective laser melting. Mater. Des. 2014, 55, 533–541. [Google Scholar] [CrossRef] [Green Version]
- Nakajima, H. Fabrication, properties and application of porous metals with directional pores. Prog. Mater. Sci. 2007, 52, 1091–1173. [Google Scholar] [CrossRef]
- Evans, A.G.; Hutchinson, J.W.; Fleck, N.A.; Ashby, M.F.; Wadley, H.N.G. The topological design of multifunctional cellular metals. Prog. Mater. Sci. 2001, 46, 309–327. [Google Scholar] [CrossRef]
- Moon, S.K.; Tan, Y.E.; Hwang, J.; Yoon, Y.J. Application of 3D printing technology for designing light-weight unmanned aerial vehicle wing structures. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 223–228. [Google Scholar] [CrossRef]
- Kuschmitz, S.; Ring, T.P.; Watschke, H.; Langer, S.C.; Vietor, T. Design and additive manufacturing of porous sound absorbers—A machine-learning approach. Materials 2021, 14, 1747. [Google Scholar] [CrossRef] [PubMed]
- Rahman, H.; Yarali, E.; Zolfagharian, A.; Serjouei, A.; Bodaghi, M. Energy absorption and mechanical performance of functionally graded soft–hard lattice structures. Materials 2021, 14, 1366. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Evans, A.G. On the performance of truss panels with Kagome cores. Int. J. Solids Struct. 2003, 40, 6981–6988. [Google Scholar] [CrossRef]
- Kooistra, G.W.; Wadley, H.N.G. Lattice truss structures from expanded metal sheet. Mater. Des. 2007, 28, 507–514. [Google Scholar] [CrossRef]
- Queheillalt, D.T.; Wadley, H.N.G. Cellular metal lattices with hollow trusses. Acta Mater. 2005, 53, 303–313. [Google Scholar] [CrossRef]
- Wadley, H.N.G.; Fleck, N.A.; Evans, A.G. Fabrication and structural performance of periodic cellular metal sandwich structures. Compos. Sci. Technol. 2003, 63, 2331–2343. [Google Scholar] [CrossRef]
- Li, P.; Wang, Z.; Petrinic, N.; Siviour, C.R. Deformation behaviour of stainless steel microlattice structures by selective laser melting. Mater. Sci. Eng. A 2014, 614, 116–121. [Google Scholar] [CrossRef]
- Rashed, M.G.; Ashraf, M.; Mines, R.A.W.; Hazell, P.J. Metallic microlattice materials: A current state of the art on manufacturing, mechanical properties and applications. Mater. Des. 2016, 95, 518–533. [Google Scholar] [CrossRef]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef] [PubMed]
- Shi, X.; Ma, S.; Liu, C.; Wu, Q. Parameter optimization for Ti-47Al-2Cr-2Nb in selective laser melting based on geometric characteristics of single scan tracks. Opt. Laser Technol. 2017, 90, 71–79. [Google Scholar] [CrossRef]
- de Jesus, J.; Ferreira, J.A.M.; Borrego, L.; Costa, J.D.; Capela, C. Fatigue failure from inner surfaces of additive manufactured ti-6al-4v components. Materials 2021, 14, 737. [Google Scholar] [CrossRef] [PubMed]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E. Selective laser melting of titanium alloy with 50 wt% tantalum: Microstructure and mechanical properties. J. Alloys Compd. 2016, 660, 461–470. [Google Scholar] [CrossRef]
- Loh, L.E.E.; Liu, Z.H.H.; Zhang, D.Q.Q.; Mapar, M.; Sing, S.L.L.; Chua, C.K.K.; Yeong, W.Y.Y. Selective laser melting of aluminium alloy using a uniform beam profile. Virtual Phys. Prototyp. 2014, 9, 11–16. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Contuzzi, N.; Ludovico, A.D. Experimental investigation and statistical optimisation of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Yasa, E.; Deckers, J.; Kruth, J.-P.; Rombouts, M.; Luyten, J. Charpy impact testing of metallic selective laser melting parts. Virtual Phys. Prototyp. 2010, 5, 89–98. [Google Scholar] [CrossRef]
- Cloots, M.; Kunze, K.; Uggowitzer, P.J.; Wegener, K. Microstructural characteristics of the nickel-based alloy IN738LC and the cobalt-based alloy Mar-M509 produced by selective laser melting. Mater. Sci. Eng. A 2016, 658, 68–76. [Google Scholar] [CrossRef]
- Arabnejad, S.; Burnett Johnston, R.; Pura, J.A.; Singh, B.; Tanzer, M.; Pasini, D. High-strength porous biomaterials for bone replacement: A strategy to assess the interplay between cell morphology, mechanical properties, bone ingrowth and manufacturing constraints. Acta Biomater. 2016, 30, 345–356. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yan, C.; Hao, L.; Hussein, A.; Raymont, D. Evaluations of cellular lattice structures manufactured using selective laser melting. Int. J. Mach. Tools Manuf. 2012, 62, 32–38. [Google Scholar] [CrossRef]
- Al-Saedi, D.S.J.; Masood, S.H.; Faizan-Ur-Rab, M.; Alomarah, A.; Ponnusamy, P. Mechanical properties and energy absorption capability of functionally graded F2BCC lattice fabricated by SLM. Mater. Des. 2018, 144, 32–44. [Google Scholar] [CrossRef]
- Mazur, M.; Leary, M.; McMillan, M.; Sun, S.; Shidid, D.; Brandt, M. 5-Mechanical Properties of Ti6Al4V and AlSi12Mg Lattice Structures Manufactured by Selective Laser Melting (SLM); Elsevier Ltd.: Amsterdam, The Netherlands, 2017; ISBN 9780081004333. [Google Scholar]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Chen, L.Y.; Huang, J.C.; Lin, C.H.; Pan, C.T.; Chen, S.Y.; Yang, T.L.; Lin, D.Y.; Lin, H.K.; Jang, J.S.C. Anisotropic response of Ti-6Al-4V alloy fabricated by 3D printing selective laser melting. Mater. Sci. Eng. A 2017, 682, 389–395. [Google Scholar] [CrossRef]
- Facchini, L.; Magalini, E.; Robotti, P.; Molinari, A.; Höges, S.; Wissenbach, K. Ductility of a Ti-6Al-4V alloy produced by selective laser melting of prealloyed powders. Rapid Prototyp. J. 2010, 16, 450–459. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Elambasseril, J.; McMillan, M.; Chirent, T.; Sun, Y.; Qian, M.; Easton, M.; Brandt, M. Selective laser melting (SLM) of AlSi12Mg lattice structures. Mater. Des. 2016, 98, 344–357. [Google Scholar] [CrossRef]
- Kadirgama, K.; Harun, W.S.W.; Tarlochan, F.; Samykano, M.; Ramasamy, D.; Azir, M.Z.; Mehboob, H. Statistical and optimize of lattice structures with selective laser melting (SLM) of Ti6AL4V material. Int. J. Adv. Manuf. Technol. 2018, 97, 495–510. [Google Scholar] [CrossRef]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Zhang, S.; Wei, Q.; Cheng, L.; Li, S.; Shi, Y. Effects of scan line spacing on pore characteristics and mechanical properties of porous Ti6Al4V implants fabricated by selective laser melting. Mater. Des. 2014, 63, 185–193. [Google Scholar] [CrossRef]
- Elias, C.N.; Meyers, M.A.; Valiev, R.Z.; Monteiro, S.N. Ultrafine grained titanium for biomedical applications: An overview of performance. J. Mater. Res. Technol. 2013, 2, 340–350. [Google Scholar] [CrossRef] [Green Version]
- ASTM International. Standard Test Methods for Tension Testing of Metallic Materials. In ASTM Book of Standards; ASTM International: West Conshohocken, PA, USA, 2015; pp. 1–27. [Google Scholar] [CrossRef]
- Jia, W.; Ma, L.; Tang, Y.; Le, Q.; Fu, L. Relationship between microstructure and properties during multi-pass, variable routes and different initial temperatures hot flat rolling of AZ31B magnesium alloy. Mater. Des. 2016, 103, 171–182. [Google Scholar] [CrossRef]
- Zhu, Y.Z.; Wang, S.Z.; Li, B.L.; Yin, Z.M.; Wan, Q.; Liu, P. Grain growth and microstructure evolution based mechanical property predicted by a modified Hall-Petch equation in hot worked Ni76Cr19AlTiCo alloy. Mater. Des. 2014, 55, 456–462. [Google Scholar] [CrossRef]
- Shi, X.; Ma, S.; Liu, C.; Wu, Q.; Lu, J.; Liu, Y.; Shi, W. Selective laser melting-wire arc additive manufacturing hybrid fabrication of Ti-6Al-4V alloy: Microstructure and mechanical properties. Mater. Sci. Eng. A 2017, 684, 196–204. [Google Scholar] [CrossRef]
- Navarro-Verdugo, A.L.; Goycoolea, F.M.; Romero-Meléndez, G.; Higuera-Ciapara, I.; Argüelles-Monal, W. A modified Boltzmann sigmoidal model for the phase transition of smart gels. Soft Matter 2011, 7, 5847–5853. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inclination Angle θ (°) | Design Diameter (D/mm) | ||||||
|---|---|---|---|---|---|---|---|
| RA Sample | RA & RB Sample | ||||||
| 0 | 0.50 | 0.75 | 1.00 | 1.25 | 1.50 | 1.75 | 2.00 |
| 15 | 0.50 | 0.75 | 1.00 | 1.25 | 1.50 | 1.75 | 2.00 |
| 30 | 0.50 | 0.75 | 1.00 | 1.25 | 1.50 | 1.75 | 2.00 |
| 45 | 0.50 | 0.75 | 1.00 | 1.25 | 1.50 | 1.75 | 2.00 |
| 60 | 0.50 | 0.75 | 1.00 | 1.25 | 1.50 | 1.75 | 2.00 |
| 75 | 0.50 | 0.75 | 1.00 | 1.25 | 1.50 | 1.75 | 2.00 |
| 90 | 0.50 | 0.75 | 1.00 | 1.25 | 1.50 | 1.75 | 2.00 |
| Deposition Parameters | Value |
|---|---|
| Laser power | 260 W |
| Laser spot size | 80 μm |
| Layer thickness | 30 μm |
| Scanning speed | 1200 mm/s |
| Hatch distance | 40 μm |
| Design Diameter D (mm) | Inclination Angle θ (°) | |||||||
|---|---|---|---|---|---|---|---|---|
| 0 | 15 | 30 | 45 | 60 | 75 | 90 | ||
| 0.50 | d1 | 0.489 (5.284) | 0.498 (2.507) | 0.476 (0.946) | 0.516 (0.567) | 0.517 (2.565) | 0.501 (1.315) | 0.524 (1.953) |
| d2 | - | 0.824 (3.055) | 0.822 (0.775) | 0.623 (1.431) | 0.561 (0.133) | 0.526 (0.678) | 0.515 (0.856) | |
| 0.75 | d1 | 0.774 (2.030) | 0.721 (0.992) | 0.735 (1.203) | 0.732 (0.451) | 0.756 (1.335) | 0.773 (1.002) | 0.753 (1.774) |
| d2 | - | 1.136 (2.556) | 1.061 (0.171) | 0.916 (0.509) | 0.813 (0.758) | 0.771 (1.334) | 0.765 (0.117) | |
| 1.00 | d1 | 1.014 (4.524) | 0.988 (1.502) | 0.960 (0.425) | 0.968 (0.247) | 0.956 (0.623) | 0.965 (0.512) | 0.984 (0.312) |
| d2 | - | 1.422 (2.007) | 1.307 (3.211) | 1.109 (1.217) | 1.060 (0.327) | 1.091 (0.376) | 1.080 (0.248) | |
| 1.25 | d1 | 1.230 (0.134) | 1.220 (0.795) | 1.206 (0.972) | 1.241 (0.444) | 1.291 (1.266) | 1.200 (0.994) | 1.213 (0.754) |
| d2 | 1.541 (4.031) | 1.636 (6.054) | 1.499 (1.675) | 1.326 (1.136) | 1.324 (1.101) | 1.316 (0.400) | 1.296 (0.669) | |
| 1.50 | d1 | 1.470 (1.011) | 1.461 (0.484) | 1.549 (0.645) | 1.520 (0.909) | 1.489 (2.802) | 1.477 (1.712) | 1.544 (1.599) |
| d2 | 1.908 (5.124) | 1.862 (3.957) | 1.751 (4.218) | 1.587 (0.840) | 1.567 (0.383) | 1.559 (0.643) | 1.562 (0.567) | |
| 1.75 | d1 | 1.738 (0.354) | 1.738 (1.603) | 1.750 (0.827) | 1.752 (0.667) | 1.720 (0.960) | 1.770 (1.540) | 1.689 (1.215) |
| d2 | 2.003 (9.033) | 2.057 (4.892) | 2.028 (2.516) | 1.814 (0.575) | 1.786 (0.087) | 1.804 (1.773) | 1.801 (0.419) | |
| 2.00 | d1 | 2.000 (1.157) | 1.972 (0.213) | 1.929 (1.102) | 1.936 (1.811) | 1.993 (0.607) | 1.993 (0.802) | 1.993 (1.558) |
| d2 | 2.425 (7.274) | 2.301 (0.611) | 2.256 (2.989) | 2.106 (0.837) | 2.080 (0.746) | 2.071 (1.236) | 2.066 (0.179) | |
| Design Diameter D (mm) | Inclination Angle θ (°) | |||||||
|---|---|---|---|---|---|---|---|---|
| 0 | 15 | 30 | 45 | 60 | 75 | 90 | ||
| 0.50 | d1 | 0.022 | 0.004 | 0.048 | 0.032 | 0.034 | 0.002 | 0.048 |
| d2 | - | 0.647 | 0.645 | 0.246 | 0.121 | 0.053 | 0.030 | |
| 0.75 | d1 | 0.032 | 0.038 | 0.020 | 0.024 | 0.009 | 0.031 | 0.004 |
| d2 | \ | 0.515 | 0.416 | 0.221 | 0.084 | 0.028 | 0.020 | |
| 1.00 | d1 | 0.014 | 0.0120 | 0.040 | 0.032 | 0.044 | 0.035 | 0.017 |
| d2 | - | 0.422 | 0.307 | 0.109 | 0.060 | 0.091 | 0.081 | |
| 1.25 | d1 | 0.016 | 0.024 | 0.035 | 0.007 | 0.033 | 0.040 | 0.030 |
| d2 | 0.233 | 0.309 | 0.199 | 0.061 | 0.059 | 0.053 | 0.037 | |
| 1.50 | d1 | 0.020 | 0.026 | 0.033 | 0.013 | 0.007 | 0.016 | 0.029 |
| d2 | 0.272 | 0.241 | 0.168 | 0.058 | 0.044 | 0.039 | 0.041 | |
| 1.75 | d1 | 0.007 | 0.007 | 0.000 | 0.001 | 0.017 | 0.012 | 0.037 |
| d2 | 0.145 | 0.175 | 0.159 | 0.037 | 0.021 | 0.031 | 0.029 | |
| 2.00 | d1 | 0.000 | 0.014 | 0.036 | 0.032 | 0.003 | 0.004 | 0.003 |
| d2 | 0.213 | 0.151 | 0.128 | 0.053 | 0.040 | 0.035 | 0.033 | |
| Inclination Angle θ (°) | Design Diameter D (mm) | ||||
|---|---|---|---|---|---|
| 1.00 | 1.25 | 1.50 | 1.75 | 2.00 | |
| 0 | 1220 | 1110 | 1130 | 1110 | 1080 |
| 15 | 1100 | 1060 | 1080 | 1080 | 1060 |
| 30 | 1120 | 1090 | 1080 | 1110 | 1100 |
| 45 | 1080 | 1120 | 1100 | 1080 | 1070 |
| 60 | 1090 | 1070 | 1130 | 1110 | 1060 |
| 75 | 1150 | 1040 | 1120 | 1110 | 1090 |
| 90 | 1150 | 1110 | 1080 | 1100 | 1080 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jing, C.; Zhu, Y.; Wang, J.; Wang, F.; Lu, J.; Liu, C. Investigation on Morphology and Mechanical Properties of Rod Units in Lattice Structures Fabricated by Selective Laser Melting. Materials 2021, 14, 3994. https://doi.org/10.3390/ma14143994
Jing C, Zhu Y, Wang J, Wang F, Lu J, Liu C. Investigation on Morphology and Mechanical Properties of Rod Units in Lattice Structures Fabricated by Selective Laser Melting. Materials. 2021; 14(14):3994. https://doi.org/10.3390/ma14143994
Chicago/Turabian StyleJing, Chenchen, Yanyan Zhu, Jie Wang, Feifan Wang, Jiping Lu, and Changmeng Liu. 2021. "Investigation on Morphology and Mechanical Properties of Rod Units in Lattice Structures Fabricated by Selective Laser Melting" Materials 14, no. 14: 3994. https://doi.org/10.3390/ma14143994