Effect of Recycled Iron Powder as Fine Aggregate on the Mechanical, Durability, and High Temperature Behavior of Mortars



 ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
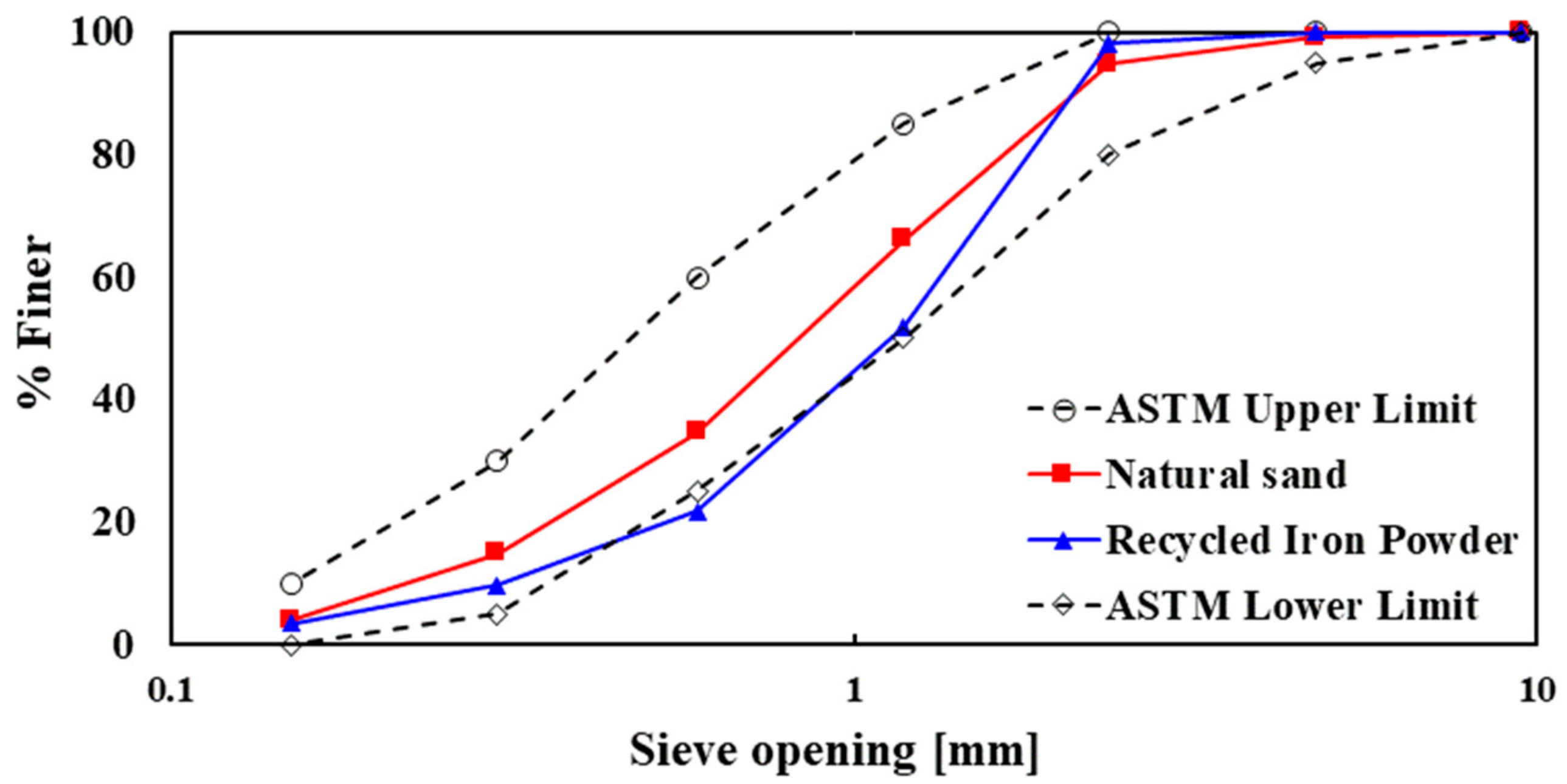
2.1. Materials
2.2. Experimental Programs and Test Procedures
2.2.1. Mechanical Properties
2.2.2. Porosity and Water Absorption
2.2.3. Residual Compressive Strength of Mortar After Exposure to High Temperature
3. Results and Discussion
3.1. Fresh Properties of Mortar
3.2. Hardened Properties of Mortar
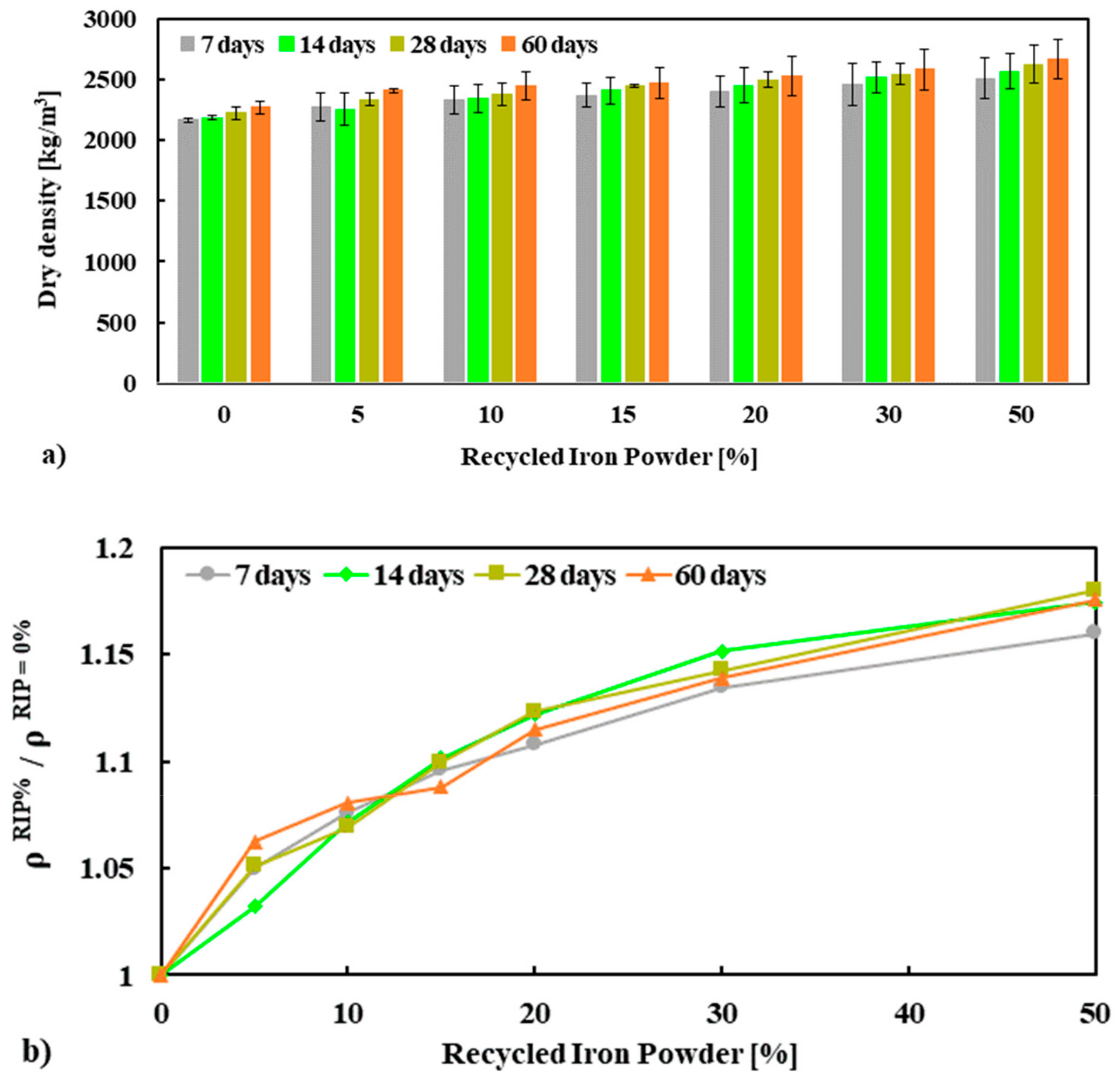
3.2.1. Dry Density
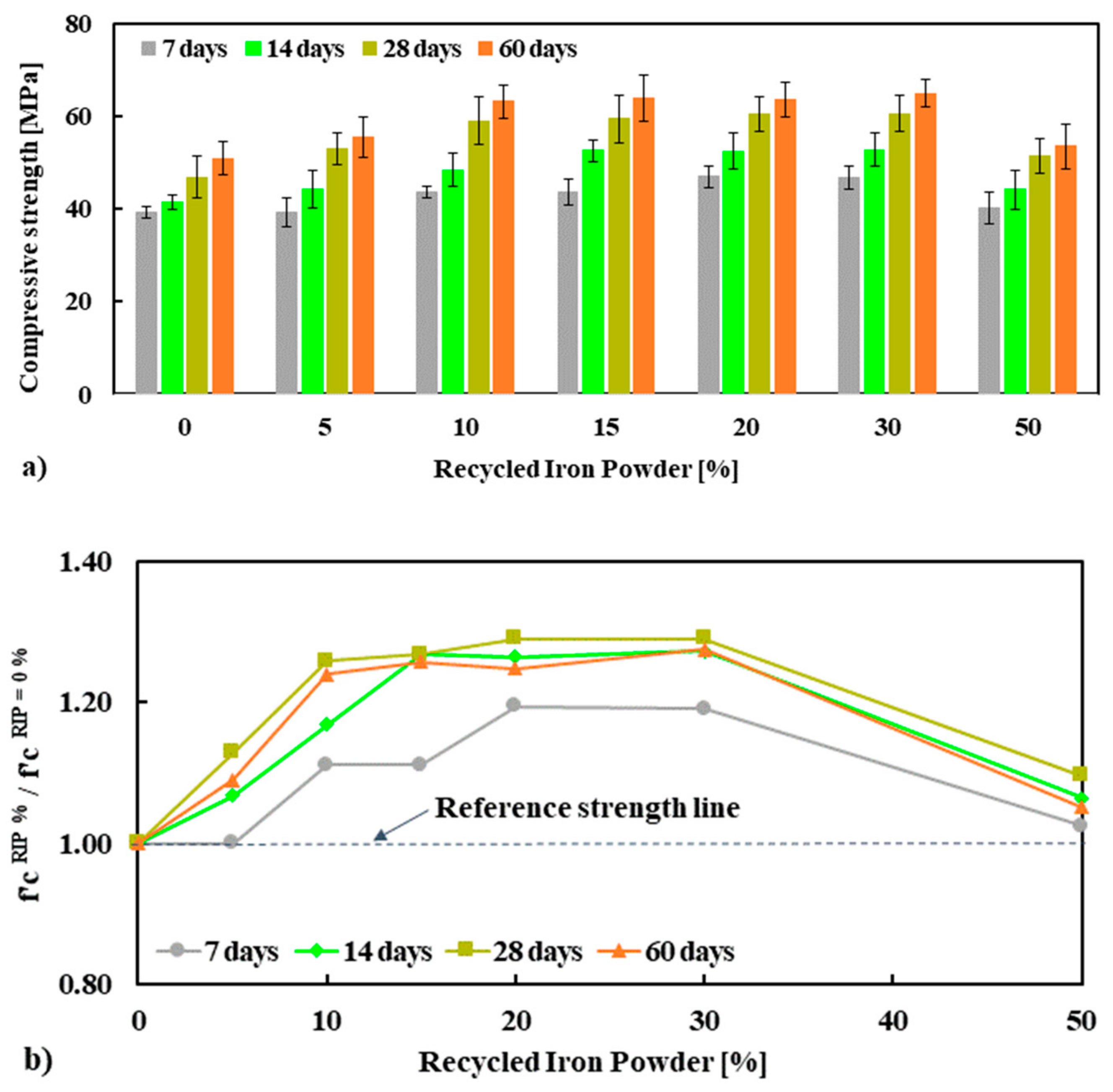
3.2.2. Compressive Strength
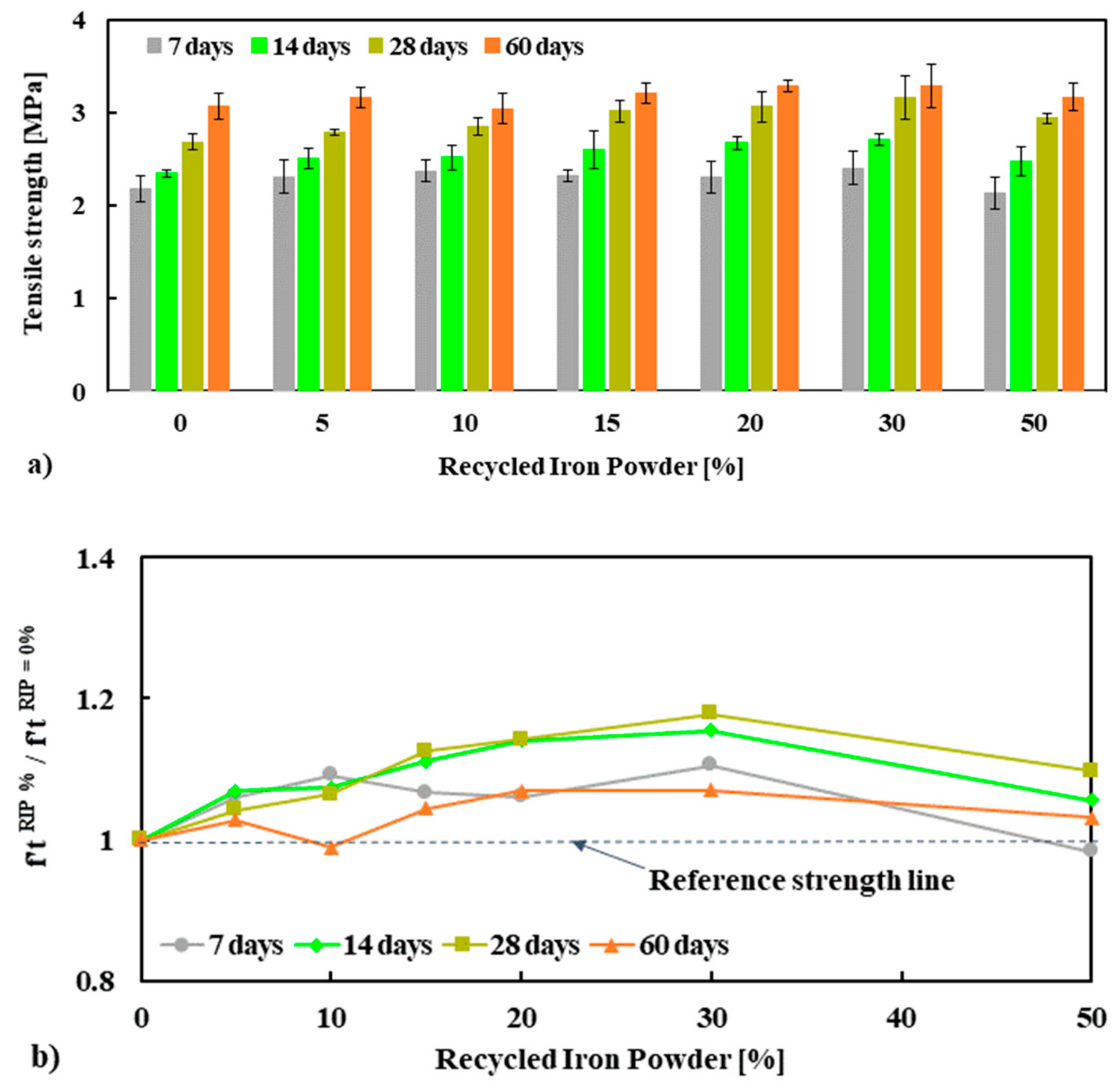
3.2.3. Tensile and Flexural Strength
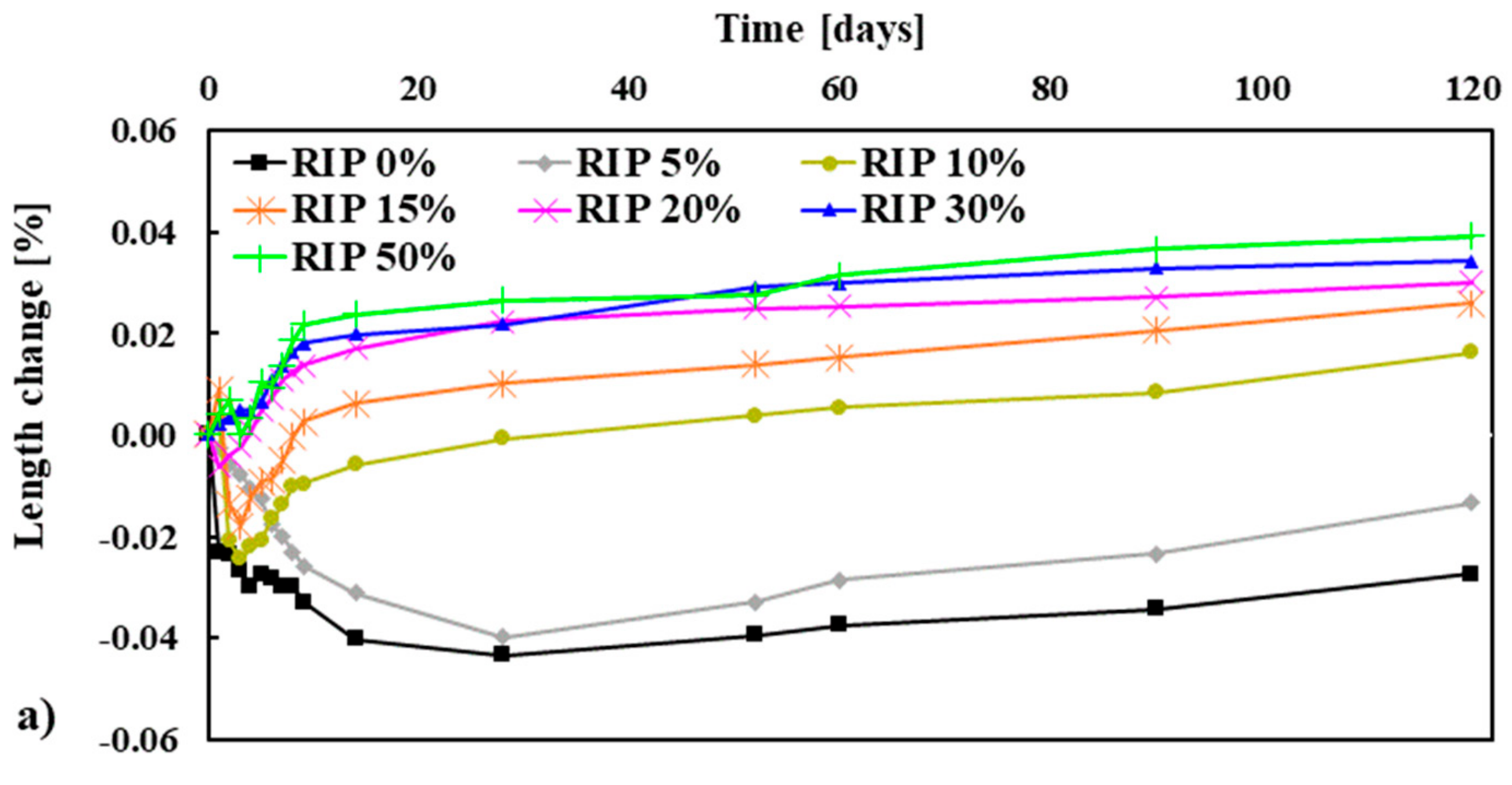
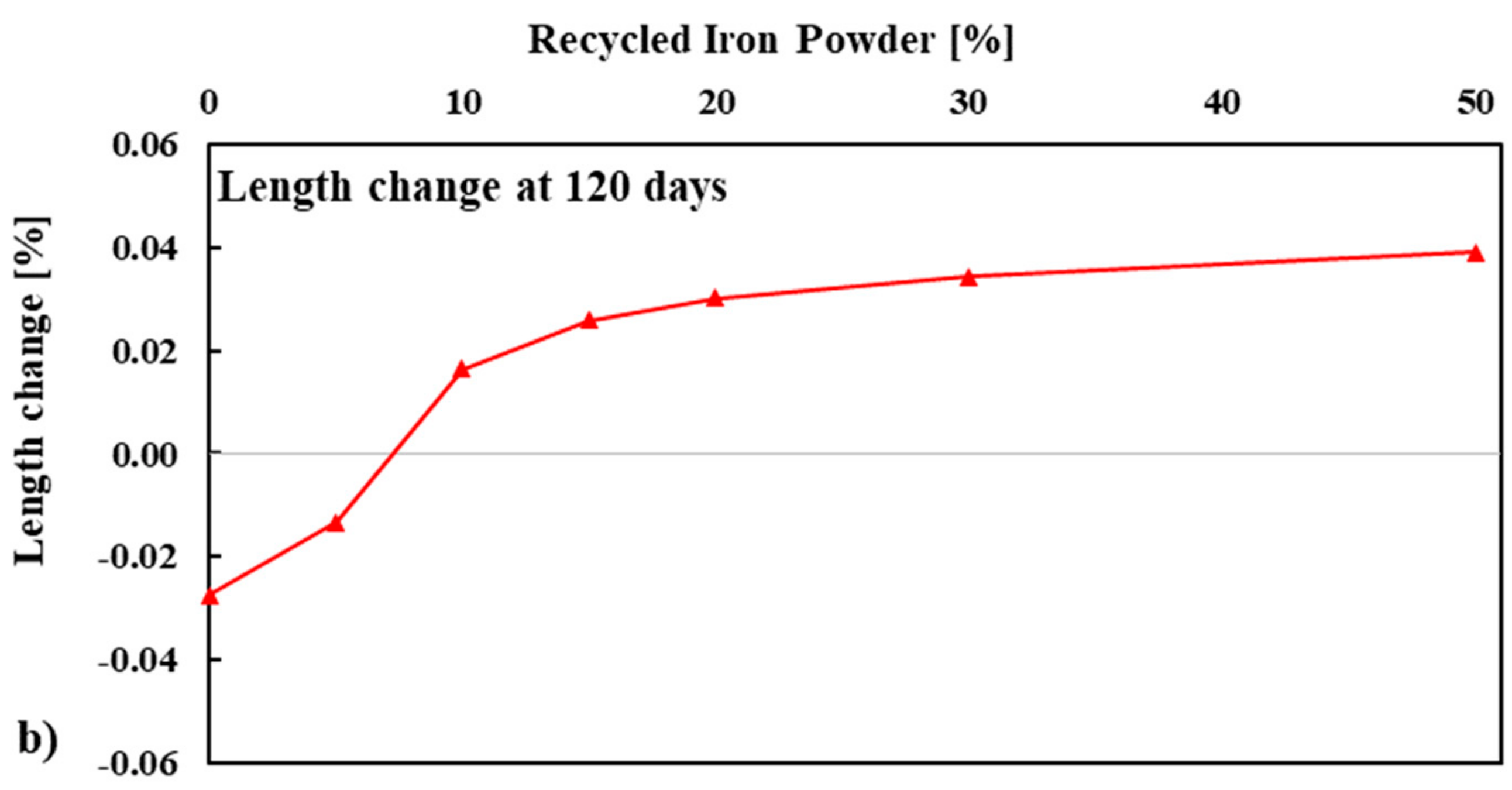
3.2.4. Dimensional Stability
3.3. Durability of Mortar
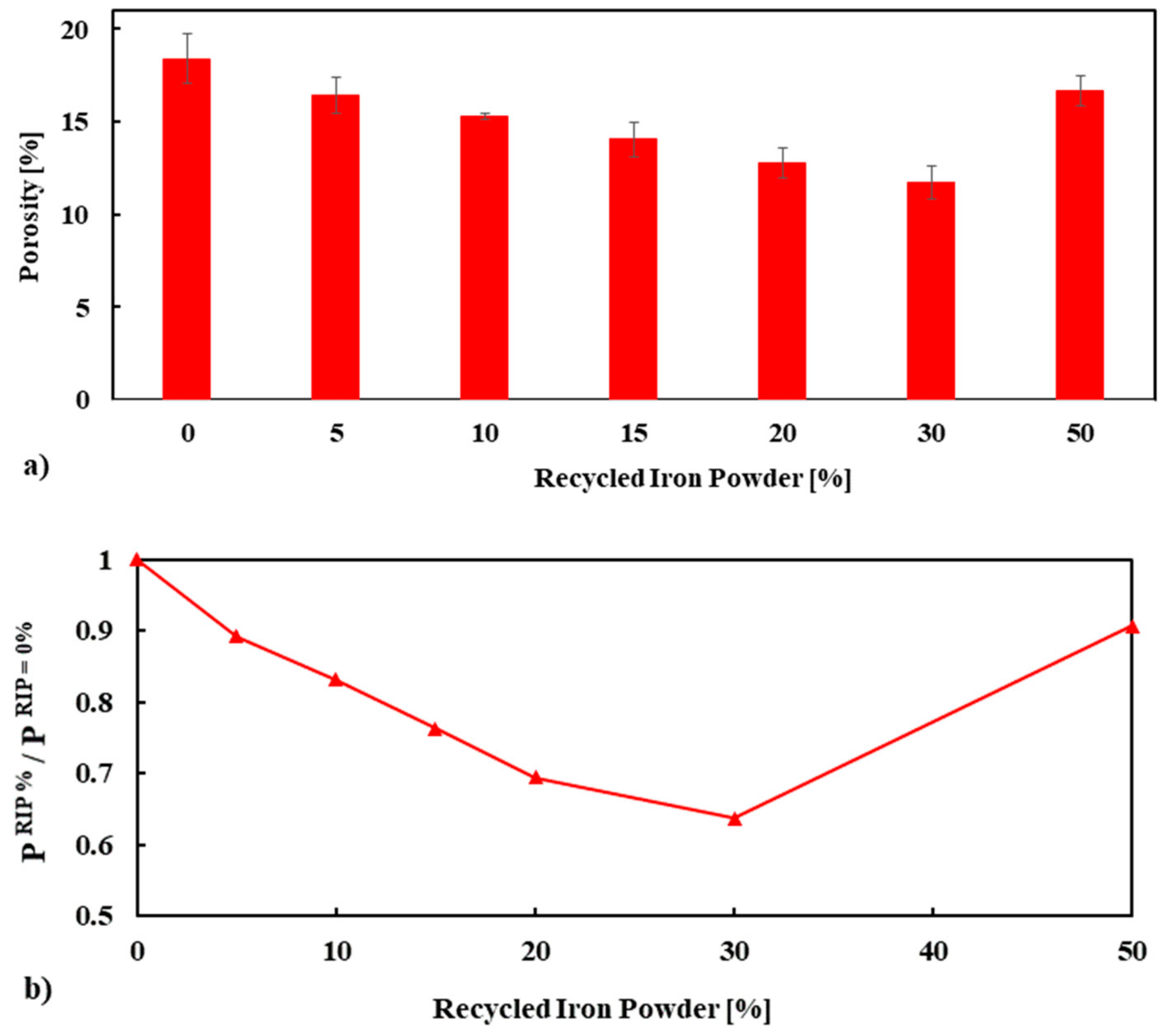
3.3.1. Porosity
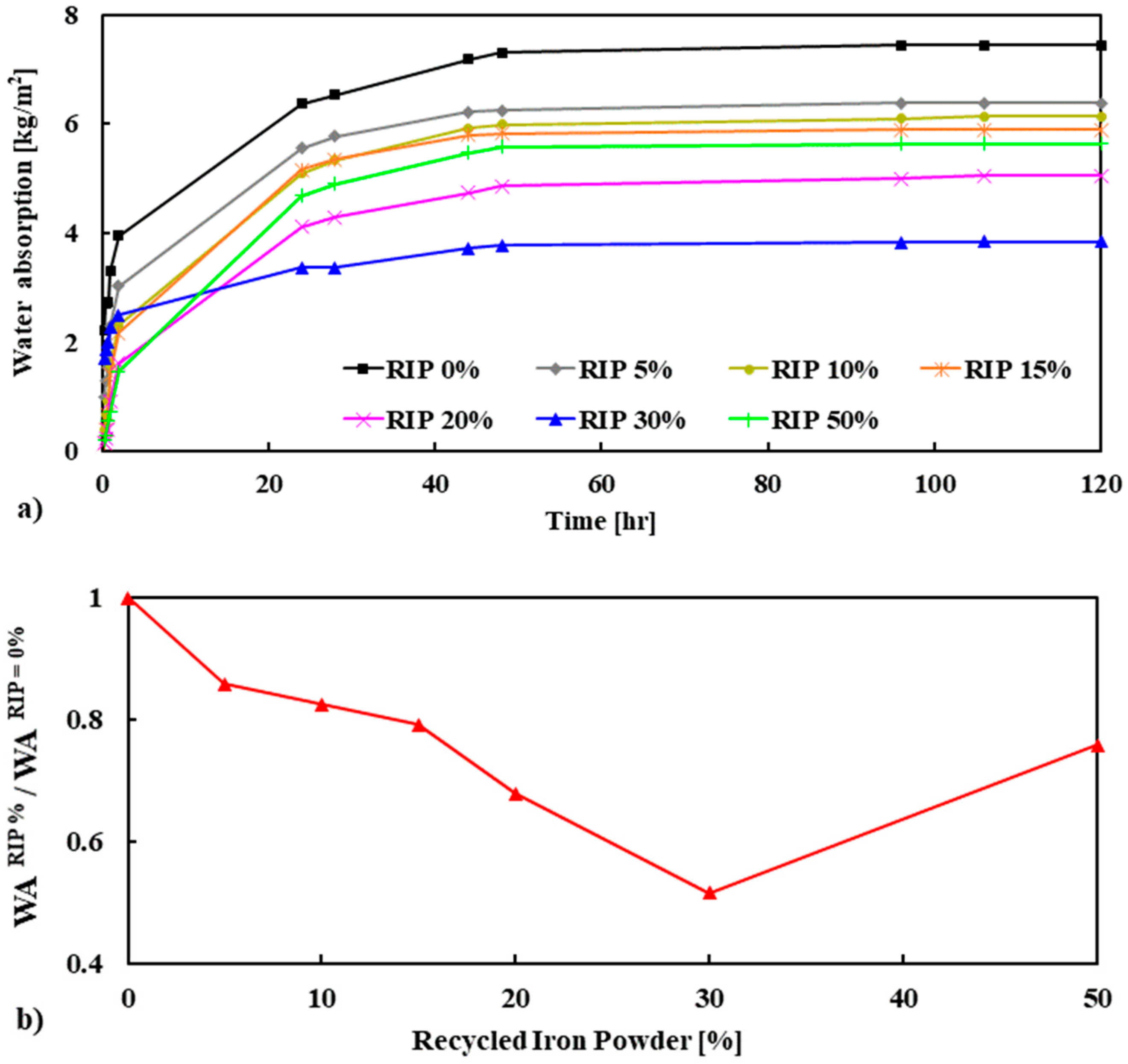
3.3.2. Water Absorption
3.4. Residual Strength of Mortar After Exposure to High Temperature
4. Conclusions
- (1)
- The workability of mortar decreased with the increasing percentage replacement of NS by RIP due to the highly angular and rough surface of RIP, which provided better interlocking, resulting in restraint to the mobility of fresh mortar.
- (2)
- The mechanical strength of mortar increased with up to 30% replacement of NS by RIP, which was 30% for compressive, 18% for tensile, and 47% for flexural, respectively—higher than that of reference mortar (100% NS mortar) at 28 days. This higher mechanical strength could be attributed to the higher strength of RIP, its rougher surface, and the more angular shape of RIP particles compared to NS, which ensures better bonding between cement paste and RIP compared to NS.
- (3)
- Shrinkage was observed at lower concentrations of RIP (0% and 5%), and shrinkage and expansion were found at moderate concentrations of RIP (10%, 15%, and 20%). Finally, only expansion was observed for the mortar with higher RIP content (30% and 50%).
- (4)
- Except for 50% RIP, the porosity and water absorption decreased with the increased replacement percentage of NS by RIP, due to better ITZ and the denser microstructure of mortar made with RIP. However, a satisfactory relationship between mechanical strength (compressive, tensile, and flexural) and durability properties (porosity and water absorption) was observed for mortars incorporating RIP, which was consistent with the literature.
- (5)
- As temperature increased, the decline in the mechanical strength of the mortar increased as well. The higher the temperature the higher the decrease. The decrease in strength was higher for the mortar made with RIP than with NS. This could be linked to the release of absorbed and chemically bound water, the decomposition of calcium hydroxide and C–S–H phases, and the coefficient of thermal expansion, which can cause micro-cracks in the matrix of the mortar, resulting in lower strength.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mehta, P.K.; Monteiro, P.J. Concrete Microstructure, Properties and Materials; McGraww-Hill: New York, NY, USA, 2006. [Google Scholar]
- Deselnicu, D.C.; Militaru, G.; Deselnicu, V.; Zăinescu, G.; Albu, L. Towards a Circular Economy—A Zero Waste Programme for Europe. In Proceedings of the 7th International Conference on Advanced Materials and Systems, Bucharest, Romania, 18–20 October 2018. [Google Scholar]
- Panke, D. The European Economic and Social Committee (EESC) and the Committee of the Regions (CoR). Oxf. Res. Encyclopedia Polit. 2019. [Google Scholar] [CrossRef]
- Nedeljkovic, M.; Visser, J.; Valcke, S.; Schlangen, E. Physical Characterization of Dutch Fine Recycled Concrete Aggregates: A Comparative Study. Multidiscip. Digit. Publ. Inst. Proc. 2019, 34, 7. [Google Scholar] [CrossRef] [Green Version]
- Lyu, B.; Wang, A.; Zhang, Z.; Liu, K.; Xu, H.; Shi, L.; Sun, D. Coral aggregate concrete: Numerical description of physical, chemical and morphological properties of coral aggregate. Cem. Concr. Compos. 2019, 100, 25–34. [Google Scholar] [CrossRef]
- Blankendaal, T.; Schuur, P.; Voordijk, H. Reducing the environmental impact of concrete and asphalt: a scenario approach. J. Clean. Prod. 2014, 66, 27–36. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Ding, Y.; Koutamanis, A.; Colangelo, F.; Tuladhar, R. Advances in Construction and Demolition Waste Recycling: Management, Processing and Environmental Assessment; Elsevier Science and Technology; Abington Hall: Cambridge, UK, 2019. [Google Scholar]
- Mahpour, A. Prioritizing barriers to adopt circular economy in construction and demolition waste management. Resour. Conserv. Recycl. 2018, 134, 216–227. [Google Scholar] [CrossRef]
- Jenkins, S.H. Conservation & Recycling. In Proceedings of the Conference on Nitrogen as a Water Pollutant, Cophenhagen, Denmark, 18–20 August 1975; Elsevier Science: Oxford, UK, 1977. [Google Scholar]
- Tayeh, B.A.; Saffar, D.M.A. Utilization of waste iron powder as fine aggregate in cement mortar. J. Eng. Res. Technol. 2018, 5, 22–27. [Google Scholar]
- Hulthen, S.I. Five decades of iron powder production. Inf. J. Powder Metall. Powder Tech. 1981, 17, 81–106. [Google Scholar]
- Ghannam, S.; Najm, H.; Vasconez, R. Experimental study of concrete made with granite and iron powders as partial replacement of sand. Sustain. Mater. Technol. 2016, 9, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Ismail, Z.Z.; Al-Hashmi, E.A. Reuse of waste iron as a partial replacement of sand in concrete. Waste Manag. 2008, 28, 2048–2053. [Google Scholar] [CrossRef]
- Satyaprakash; Helmand, P.; Saini, S. Mechanical properties of concrete in presence of Iron filings as complete replacement of fine aggregates. Mater. Today: Proc. 2019, 15, 536–545. [Google Scholar] [CrossRef]
- Alwaeli, M. The implementation of scale and steel chips waste as a replacement for raw sand in concrete manufacturing. J. Clean. Prod. 2016, 137, 1038–1044. [Google Scholar] [CrossRef]
- Alwaeli, M.; Nadziakiewicz, J. Recycling of scale and steel chips waste as a partial replacement of sand in concrete. Constr. Build. Mater. 2012, 28, 157–163. [Google Scholar] [CrossRef]
- Adeyanju, A.; Manohar, K. Effects of Steel Fibers and Iron Filings on Thermal and Mechanical Properties of Concrete for Energy Storage Application. J. Miner. Mater. Charact. Eng. 2011, 10, 1429–1448. [Google Scholar] [CrossRef]
- Kumar, P.W.P.; Ananthayya, M.B.; Vijay, K. Effect of replacing sand by iron ore tailings on the compressive strength of concrete and flexural strength of reinforced concrete beams. Int. J. Eng. Res. Technol. 2014, 3, 1374–1376. [Google Scholar]
- Singh, G.; Siddique, R. Strength properties and micro-structural analysis of self-compacting concrete made with iron slag as partial replacement of fine aggregates. Constr. Build. Mater. 2016, 127, 144–152. [Google Scholar] [CrossRef]
- Singh, G.; Siddique, R. Effect of iron slag as partial replacement of fine aggregates on the durability characteristics of self-compacting concrete. Constr. Build. Mater. 2016, 128, 88–95. [Google Scholar] [CrossRef]
- Furlani, E.; Maschio, S. Steel scale waste as component in mortars production: An experimental study. Case Stud. Constr. Mater. 2016, 4, 93–101. [Google Scholar] [CrossRef] [Green Version]
- ASTM. C136/C136M-14. Standard test method for sieve analysis of fine and coarse aggregates; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM. C128-15. Standard test method for relative density (specific gravity) and absorption of fine aggregate; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM. C33/C33M-18. Standard specification for concrete aggregates; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM. C490/C490M-17. Standard practice for use of apparatus for the determination of length change of hardened cement paste, mortar, and concrete; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. C109/C109M-16a. Standard test method for compressive strength of hydraulic cement mortars (using 2-in. or [50-mm] cube specimens); ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM. C307-18. Standard test method for tensile strength of chemical-resistant mortar, grouts, and monolithic surfacings; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM. C348-19. Standard test method for flexural strength of hydraulic-cement mortars; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- NFP. 18-459. Essai Pour Béton durci-Essai De Porosité et De Masse Volumique; AFNOR: La Plaine, France, 17 March 2010. [Google Scholar]
- AFREM, A. Compte-rendu des journées techniques de l’AFPC-AFREM, Groupe de travail Durabilité des bétons, Méthodes Recommandées Pour la Mesure Des Grandeurs Associées À la Durabilité; Laboratoire Matériaux et Durabilité des Constructions: Toulouse, France, 1997. [Google Scholar]
- Miah, M.J.; Kallel, H.; Carré, H.; Pimienta, P.; La Borderie, C. The effect of compressive loading on the residual gas permeability of concrete. Constr. Build. Mater. 2019, 217, 12–19. [Google Scholar] [CrossRef]
- Zhang, H.; Gan, Y.; Xu, Y.; Zhang, S.; Schlangen, E.; Šavija, B. Experimentally informed fracture modelling of interfacial transition zone at micro-scale. Cem. Concr. Compos. 2019, 104. [Google Scholar] [CrossRef] [Green Version]
- Lilliu, G.; Van Mier, J.; Herrmann, H. Effect of ITZ-percolation on tensile fracture properties of 3-phase particle composites. In Second International Symposium on Continuous and Discontinuous Modelling of Cohesive-Frictional Materials (CDM 2004), Stuttgart, Germany, 27-28 September 2004; Taylor and Francis Group: Oxfordshire, UK, 2004; pp. 101–108. [Google Scholar]
- Maslehuddin, M.; Sharif, A.M.; Shameem, M.; Ibrahim, M.; Barry, M. Comparison of properties of steel slag and crushed limestone aggregate concretes. Constr. Build. Mater. 2003, 17, 105–112. [Google Scholar] [CrossRef]
- Liu, N.; Šavija, B.; Smith, G.; Flewitt, P.; Lowe, T.; Schlangen, E. Towards understanding the influence of porosity on mechanical and fracture behaviour of quasi-brittle materials: experiments and modelling. Int. J. Fract. 2017, 205, 57–72. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Šavija, B.; Schlangen, E. Towards understanding stochastic fracture performance of cement paste at micro length scale based on numerical simulation. Constr. Build. Mater. 2018, 183, 189–201. [Google Scholar] [CrossRef] [Green Version]
- Chan, Y.; Luo, X.; Sun, W. Compressive strength and pore structure of high-performance concrete after exposure to high temperature up to 800 °C. Cem. Concr. Res. 2000, 30, 247–251. [Google Scholar] [CrossRef]
- Lian, C.; Zhuge, Y.; Beecham, S. The relationship between porosity and strength for porous concrete. Constr. Build. Mater. 2011, 25, 4294–4298. [Google Scholar] [CrossRef]
- Luo, X.; Sun, W.; Nin Chan, S.Y. Effect of heating and cooling regimes on residual strength and microstructure of normal strength and high-performance concrete. Cem. Concr. Res. 2000, 30, 379–383. [Google Scholar] [CrossRef]
- Chen, X.; Wu, S.; Zhou, J. Influence of porosity on compressive and tensile strength of cement mortar. Constr. Build. Mater. 2013, 40, 869–874. [Google Scholar] [CrossRef]
- Zhang, S.; Cao, K.; Wang, C.; Wang, X.; Deng, G.; Wei, P. Influence of the porosity and pore size on the compressive and splitting strengths of cellular concrete with millimeter-size pores. Constr. Build. Mater. 2020, 235, 117508. [Google Scholar] [CrossRef]
- Carré, H.; Daoud, A.; Miah, M.J.; Aidi, B.; Perlot, C. Durability of Ordinary Concrete after Heating at High Temperature. Key Eng. Mater. 2016, 711, 428–435. [Google Scholar] [CrossRef]
- Miah, M.J. The Effect of Compressive Loading and Cement Type on the Fire Spalling Behaviour of Concrete. Ph.D. Thesis, Université de Pau et des Pays de l’Adour, Pau, France, 19 October 2017. [Google Scholar]
- Monte, F.L.; Felicetti, R.; Miah, M.J. The influence of pore pressure on fracture behaviour of Normal-Strength and High-Performance Concretes at high temperature. Cem. Concr. Compos. 2019, 104, 103388. [Google Scholar] [CrossRef]
- Kalifa, P.; Chéné, G.; Gallé, C. High-temperature behaviour of HPC with polypropylene fibres. Cem. Concr. Res. 2001, 31, 1487–1499. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Fineness Modulus | Specific Gravity | Absorption Capacity [%] |
|---|---|---|---|
| NS | 2.86 | 2.56 | 5.9 |
| RIP | 3.15 | 4.3 | 2.6 |
| Chemical Composition | Cement [%] | RIP [%] |
|---|---|---|
| SiO2 | 24.90 | 8.46 |
| Fe2O3 | 3.96 | 87.46 |
| Al2O3 | 7.52 | 0.87 |
| K2O | 1.00 | 0.28 |
| CaO | 53.43 | 1.08 |
| TiO2 | 1.18 | 0.08 |
| MgO | 2.52 | 0.32 |
| Na2O | 0.27 | 0.27 |
| SO3 | 4.77 | 0.88 |
| P2O5 | 0.21 | 0.17 |
| Cr2O3 | 0.08 | 0.13 |
| Mix ID | Cement [kg/m3] | Fine Aggregates [kg/m3] | Water [kg/m3] | |
|---|---|---|---|---|
| Sand [kg/m3] | RIP [kg/m3] | |||
| RIP 0% | 810.9 | 1216.4 | 0.0 | 243.3 |
| RIP 5% | 810.9 | 1155.5 | 103.2 | 243.3 |
| RIP 10% | 810.9 | 1094.7 | 206.5 | 243.3 |
| RIP 15% | 810.9 | 1033.9 | 309.7 | 243.3 |
| RIP 20% | 810.9 | 973.1 | 413.0 | 243.3 |
| RIP 30% | 810.9 | 851.5 | 619.5 | 243.3 |
| RIP 50% | 810.9 | 608.2 | 1032.5 | 243.3 |
| RIP | 0% | 5% | 10% | 15% | 20% | 30% | 50% |
|---|---|---|---|---|---|---|---|
| Slump [cm] | 16 | 15.5 | 14 | 14.5 | 13 | 12 | 9.5 |
| Temperature [°C] | 22 | 23 | 24 | 25.5 | 26 | 26.5 | 28 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miah, M.J.; Ali, M.K.; Paul, S.C.; John Babafemi, A.; Kong, S.Y.; Šavija, B. Effect of Recycled Iron Powder as Fine Aggregate on the Mechanical, Durability, and High Temperature Behavior of Mortars. Materials 2020, 13, 1168. https://doi.org/10.3390/ma13051168
Miah MJ, Ali MK, Paul SC, John Babafemi A, Kong SY, Šavija B. Effect of Recycled Iron Powder as Fine Aggregate on the Mechanical, Durability, and High Temperature Behavior of Mortars. Materials. 2020; 13(5):1168. https://doi.org/10.3390/ma13051168
Chicago/Turabian StyleMiah, Md Jihad, Md Kawsar Ali, Suvash Chandra Paul, Adewumi John Babafemi, Sih Ying Kong, and Branko Šavija. 2020. "Effect of Recycled Iron Powder as Fine Aggregate on the Mechanical, Durability, and High Temperature Behavior of Mortars" Materials 13, no. 5: 1168. https://doi.org/10.3390/ma13051168