Electrodeposition of Aluminum Coatings from AlCl3-NaCl-KCl Molten Salts with TMACl and NaI Additives
by
 ,
,
Tianyu Yao
1,2 ,
,
Haiyan Yang
1,*,
Kui Wang
1,*,
Weiping Wu
3,
Haiyan Jiang
1,
Hezhou Liu
2,
Qudong Wang
1 and
Wenjiang Ding
1 1
National Engineering Research Center of Light Alloy Net Forming, Shanghai Jiao Tong University, Shanghai 200240, China
2
The State Key Lab of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200240, China
3
Department of Electrical and Electronic Engineering, School of Mathematics, Computer Science and Engineering, City, University of London, Northampton Square, London EC1V 0HB, UK
*
Authors to whom correspondence should be addressed.
Materials 2020, 13(23), 5506; https://doi.org/10.3390/ma13235506
Submission received: 28 October 2020
/
Revised: 24 November 2020
/
Accepted: 29 November 2020
/
Published: 2 December 2020
(This article belongs to the Section Thin Films and Interfaces)
Abstract
:The Al coatings achieved via electrodeposition on a Cu electrode from AlCl3-NaCl-KCl (80–10–10 wt.%) molten salts electrolyte with Tetramethylammonium Chloride (TMACl) and Sodium Iodide (NaI) additives is reported. The effect of the two additives on electrodeposition were investigated by cyclic voltammetry (CV), chronopotentiometry (CP), scanning electron microscopy (SEM) and X-ray diffraction (XRD). Results reveal that compact and smooth Al coatings are obtained at 150 °C by the electrodeposition process from the electrolyte with 1% TMACl and 10% NaI. The Al coatings exhibit great corrosion resistance close to that of pure Al plate, with a corrosion current of 3.625 μA. The average particle size is approximately 2 ± 1 μm and the average thickness of the Al layer is approximately 7 ± 2 μm. The nucleation/growth process exhibits irrelevance with TMACl or NaI during the electrodeposition of Al. TMACl cannot affect and improve the electrodeposition effectively. However, the addition of TMACl and NaI can intensify the cathodic polarization, producing an inhibition of Al deposition, and contribute to form uniform Al deposits. This can increase the conductivity and facilitate in refining the size of Al particles, contributing to forming a continuous, dense and uniform layer of Al coating, which can be used as effective additives in molten salts electrolyte.
1. Introduction
High temperature electrolysis in molten salts is an important industrial process across many important areas. In industry, it has been widely used for metals extraction, materials processing and metallic thin film deposition. Over the years, the Hall–Héroult process has been used for the smelting of pure aluminum (Al) at industrial scale [1], the most widely used non-ferrous metal in the world. Al oxide (alumina, Al2O3) dissolved in molten cryolite (Na3AlF6) and consumable carbon are used as anodes in the process. The electrolysis in molten salts is not energy efficient, consuming huge amount of energy and carbon materials (11.5–13.5 kWh electricity and 0.4–0.5 kg carbon anodes for producing 1 kg Al [2]). Al production is highly energy-intensive, more than 3% of the world’s entire electrical supply has been used to extraction of Al every year [3]. The primary Al industry induces 0.4 billion tons (Gt) of carbon dioxide equivalent (CO2e) greenhouse gas emissions every year [4]. As the inorganic salts (fluorides, chlorides and carbonates melts) have high melting points, the process requires high temperature conditions and consumes large amount of thermal energy [5]. It is essential and important to develop a low temperature, energy efficient and low carbon footprint for sustainable electrolysis processes in molten salts, for economical, safety and environmental considerations.
Electrodeposition of Al coatings has drawn much attention because of their excellent properties, i.e., low density, resistance to corrosion and high-temperature oxidation. Compared with other methods of preparing Al coatings [6,7,8,9,10], electrodeposition shows a lot of advantages: (1) the convenient and easy operation, (2) higher cost performance, (3) suitable for substrates of various geometric shapes, (4) quality and thickness of the coatings could be tuned through adjusting the processing parameters of electrodeposition.
Among all categories of nonaqueous electrolyte systems used for Al electrodeposition, AlCl3-NaCl-KCl molten salts is becoming a popular candidate for electroplating Al coatings and has been frequently adopted in the electro-deposition of Al and Al alloys on account of their low eutectic point [11]. A lot of researches have been developed on the electro-deposition of Al in AlCl3-NaCl-KCl molten salts [12,13,14,15], some binary or ternary alloys were successfully synthesized by incorporating different metal ions [16,17,18,19,20] into the electrolytes. Different substrate materials, i.e., graphite [21], Au [19], were also investigated. However, the poor quality of Al coatings electrodeposited from AlCl3-NaCl-KCl molten salts is still a pressing issue. The dendrites of Al and microholes forming during the electrodeposition constrains the uniformity of Al coatings severely. Particularly, it is the dendrites and microholes that make the Al coatings more vulnerable to rupture and detach off the substrate with the increasing thickness of Al deposition. This challenge severely impedes the further applications of Al or Al alloy coatings prepared by electro-deposition.
In order to prepare high-quality Al coatings, appropriate additives in the electrolytes are essential [22,23]. Additives are widely used in metal electrodeposition in aqueous solutions, while, only a few studies pay attention to additives in the electrolytes for Al electrodeposition in nonaqueous solutions, especially in inorganic molten salts [24,25]. Generally, different types of additives serve different electrolytes, and the solubility in the electrolyte has to be taken in consideration. Amines [26], pyridines, nicotinamides [27] and other small molecule compounds are the proper candidate additives in organic solvents and ionic liquids electrolytes. In contrast, the additives added in molten salts electrolytes could be some small ionic and inorganic molecules. Previous researches on additives showed that some halides [12], especially alkali halides [24,25] could be adopted to improve the quality of coherent and dendrite-free Al coatings. Hydrogen halides are too difficult to handle, since they are usually liquid and volatile. Alkali halides could be ideal alternatives when used as remarkable additives since they exhibit good solubility and low volatility. LiCl and KCl had been proven to be helpful to improve the quality of Al coatings [22,23]. KI had also been found an effective surfactant in electrodeposition of Al from AlCl3-NaCl-KCl molten salts [28,29]. The addition of NaI showed improvement in the quality of deposited Al layers [30]. The authors’ researches also demonstrated that NaI could intensify cathodic polarization, inhibit growth of Al deposits and facilitate the formation of uniform Al deposits [31].
The selected additives have improved the quality of electrodeposition Al coatings remarkably. While, the destruction of the AlCl3-NaCl-KCl molten salts electrolyte due to the volatility of AlCl3 is still another severe problem, which restricts the efficiency of the electrodeposition. The temperature of Al electrodeposition in AlCl3-NaCl-KCl molten salts should be set at the range of 130~250 °C. While, the AlCl3 in the molten salt’s electrolyte volatile seriously, so that the composition of AlCl3-NaCl-KCl changes gradually, leading to an inevitable degradation of Al coating quality. In order to promoting the quality of the electrodeposition coatings, some additives are also adopted to improve the electrolyte [32]. According to the reactions in AlCl3-NaCl-KCl molten salts [31], as some macromolecular cations are introduced into the electrolyte, facilitating the equilibrium shift. It is expected to reduce the volatility of the electrolyte, improve electrolyte stability and further improve the coating quality.
As one important type of halides, ammonium halides have seldom been studied as additives in molten salts electrolytes. In industry, ammonium salts are widely used as effective cationic surfactants. It is supposed that the combination of two different types of additives, alkali halides and ammonium halides, could contribute to improving the coating quality and prolonging the electrolyte service life. In fact, in order to understand the mechanism comprehensively and achieve better Al coatings, electrochemical process and nucleation/growth mechanisms are of a great benefit. Since single additive is effective, it is reasonable to predict that the addition of multiple additives could improve the quality of Al coatings, as the sum is always greater than the parts. However, the effects of multiple additives have not been investigated yet.
In the present study, we have introduced the ammonium halides as the additives in molten salts electrolytes for the low temperature (150 °C) electrodeposition of Al. We are focusing on two specific halides—TMACl (Tetramethylammonium Chloride) was adopted to reduce the volatility of the electrolyte and NaI (Sodium Iodide) was adopted to improve the coating quality. The effects of TMACl and NaI on the deposition mechanisms, the morphology and microstructures of Al from AlCl3-NaCl-KCl (80–10–10 wt.%) molten salt electrolyte were studied systematically. Cyclic voltammetry (CV) and chronoamperometry (CP) have been employed to investigate the electrochemical process and the deposition mechanisms of Al. Electrodeposits were characterized using scanning electron microscopy (SEM) and X-ray diffraction (XRD). The corrosion resistance of Al coatings was tested through potentiodynamic polarization (PD) and electrochemical impedance spectroscopy (EIS).
2. Materials and Methods
2.1. Electrolytes Preparation
Sodium chloride (NaCl, AR, 99.9% purity, Sinopharm, Beijing, China) and potassium chloride (KCl, AR, 99.9% purity, Sinopharm) were initially dried in a vacuum oven for 72 h at 300 °C. Anhydrous Al chloride (AlCl3, AR, 99.8% pure, Sinopharm), NaI (AR, 99.5%, Macklin, Shanghai, China) and TMACl (AR, 99%, Macklin) were used as received. AlCl3, NaCl and KCl (80–10–10 wt.%) were mixed and melted at 150 °C in an electrolytic cell on a heating device with temperature control system. The mixture was purged with high-purity argon (Ar) gas. All of the electrodeposition and electrochemical experiments were performed in the glove box (Mikrouna Upure 1220/750/900, Shanghai, China). In order to investigate the effect of NaI and TMACl on the electrodeposition of Al, NaI, TMACl or their mixture were added into the electrolytes and the electrolyte continuously stirred for 4 h to yield a homogeneous yellowish liquid.
2.2. Electrolyte Volatility Tests
The electrolyte volatility tests were performed after the electrolyte had been well prepared in the glove box. The temperature-controlled heater maintained the electrolytic system at 150 °C. When we opened the lid of the electrolytic cell, the AlCl3 started to spill out of the electrolytic cell. Then, we weighed the mass of the electrolytic cell system every 30 min, where the mass loss over the fixed period of time could be calculated as the volatile mass of AlCl3. The electrolyte volatility tests lasted for 4 h.
2.3. Electrochemical Tests
An electrochemical workstation (CHI655D, Chenhua, Shanghai, China) was adopted in all electrochemical experiments. A typical three-electrode cell was used in the experiments, a glassy carbon (GC, 0.07 cm2) was adopted using as a working electrode and an Al plate (99.99%, 350 mm2) was used as a counter electrode. A pure Al bar (99.99%, diameter Φ = 0.5 mm) was adopted as the reference electrode, and it was fixed in a small glassy tube which was full of the AlCl3-NaCl-KCl (weight ratio 8:1:1) molten salts. The Al plate and the pure Al bar were burnished with abrasive paper, cleaned in an ultrasonic bath for 3 min, rinsed with distilled water, then dried in a vacuum oven before all the experiments and characterizations. Cyclic voltammogram (CV) tests were carried out with a scan rate of 50 mV/s.
2.4. Electrodeposition
In the electrodeposition process, the Al bar described above was adopted as the reference electrode. The Al plate described in the last section was used as anode. A pure Cu foil (the area exposed to the solution is 5 mm × 5 mm, 99.9%) was adopted as the cathode. The Cu foil, Al plate and Al bar were all cleaned with distilled water and then dried in a vacuum oven. The electrodeposition of Al was performed at 150 °C under a constant current mode. Current density was kept at 50 mA/cm2, and the electrodeposition process lasted for 10 min. The samples were cleaned after the electrodeposition using an ultrasound bath for 3 min, rinsed with distilled water and then dried in a vacuum oven.
2.5. Characterization of the Al Coatings
A field emission scanning electron microscope (FE-SEM, SIRION200, FEI, Shanghai, China) was used to observe the surface and cross-sectional morphologies of the Al coatings. The samples were examined by X-ray diffraction (XRD, D/MAX2000V, Rigaku, Tokyo, Japan) to identify the constituents and the crystal structure by the 2θ/θ scanning mode. The data was collected in a 2θ = 30°−90° range with a scanning speed of 5° min−1 with 0.01° (2θ) step size.
Electrochemical behavior was studied in the 3.5 wt.% NaCl solution at room temperature by potentiodynamic polarization to evaluate the corrosion resistance. A graphite electrode and a saturated calomel electrode (SCE) were used as the counter electrode and the reference electrode, respectively. All the specimens were held at open circuit for 30 min to reach the steady value prior to potentiodynamic polarization. Scans were obtained from 100 mV below open circuit potential (OCP) to and scanned upwards at a rate of 0.5 mV/s. A PARSTAT 2273 advanced electrochemical system from Princeton Applied Research (New York City, State of New York, USA) was adopted to perform the electrochemical impedance spectroscopy (EIS) tests. The EIS tests conducted at OCP with a sinusoidal signal amplitude of 10 mV. The frequency ranged from 105 Hz down to 1 Hz.
3. Results and Discussion
3.1. Electrolyte Volatility
To study the effect of TMACl on the volatility of AlCl3-NaCl-KCl molten salts electrolyte, the volatilization experiments were performed and the results are shown in Figure 1. It can be seen that the AlCl3-NaCl-KCl molten salts electrolyte volatilized continuously at 150 °C. Figure 1a shows the mass of volatile AlCl3 could be as much as 2.180 g after a 4 h exposure. However, when TMACl was added into the electrolyte, the volatility of the electrolyte declined dramatically. As 1 wt.% TMACl, 5 wt.% TMACl, 10 wt.% TMACl was brought into the electrolyte, the mass of volatile AlCl3 was 0.716, 0.818 and 0.765 g, respectively. The addition of TMACl could effectively inhibit the volatilization of AlCl3, and more TMACl in the electrolyte could not further reduce the volatility.
Different contents of NaI were added to test whether TMACl could inhibit the volatilization of AlCl3 in the electrolyte with NaI. As shown in Figure 1b–d, the mass of volatile AlCl3 effectively declined after the addition of TMACl, proving that the effect of inhibiting the volatilization of TMACl could not be impaired by NaI. Different content of TMACl had the similar effect on the volatilization of AlCl3. A reasonable explanation of the effect of TMACl is that the TMA+ ionized from TMACl formed complex ions with Al2Cl7−, preventing Al2Cl7− from forming AlCl3.
3.2. Voltammetric Behavior
The cyclic voltammograms (CV) of Al electrodeposition on the glassy carbon electrode in the AlCl3-NaCl-KCl (80–10–10 wt.%) molten salts electrolyte at 150 °C has been studied, as shown in Equation (1), only one electrodeposition reaction occurred according to the composition of the electrolyte in which the main type of ions is Al2Cl7−:
The crossing current loop and the oxidation/reduction peaks demonstrate that the electrodeposition of Al in AlCl3-NaCl-KCl molten salts is irreversible.
The CV test was performed in AlCl3-NaCl-KCl (80–10–10 wt.%) molten salts electrolyte with various amount of the two additives on the glassy carbon electrode in order to study the effect of NaI and TMACl on the voltammetric behavior of Al. The CV curves in AlCl3-NaCl-KCl molten salts electrolyte without additive, with 1% TMACl, 5% TMACl, 10% TMACl, 1% TMACl + 5% NaI and 1% TMACl + 10% NaI are presented in Figure 2.
Every cyclic voltammogram was recorded on a fresh glassy carbon electrode surface. It shows that the cathode deposition current density increased with the addition of TMACl, indicating that TMACl cannot give rise to an inhibition of Al deposition. However, as both NaI and TMACl were added into the electrolyte, the deposition current density decreased dramatically. The related experiments [31] proved that the addition of NaI decreased the cathodic current density and gave rise to an inhibition of Al deposition. A possible reason is that the introduction of two additives leads to plenty conductive ions in the molten salts, and the TMACl does not impair the effect of NaI. As shown in the inset of Figure 2, the reduction potential of cathodic was stable at approximately 0.01 V with or without the increase of TMACl, which indicates the addition of TMACl has no prominent effect on changing the reduction potential of cathodic. While, the reduction potential of cathodic shifted obviously in a negative direction after the NaI was added into the electrolyte. The results showed that the addition of both TMACl and NaI intensified the cathodic polarization, while the addition of TMACl could not, implying the polarization effect might be caused by NaI. Generally, appropriate polarization is necessary for electrodeposition as high overpotential is needed for the nucleation. The addition of TMACl and NaI intensifies the polarization and contributes significantly to the formation of better Al coatings.
Additionally, the addition of the additives made the anodic current density peak shift to the positive direction in different extent, the potential difference (∆EP) [33] between oxidation and reduction became increasingly large. This means that the two additives could aggravate the irreversibility in the electrodeposition system [34]. The physical properties of the electrolyte do not change with the addition of two additives, the SEM, EDXS and XRD characterizations proved that the two additives could not be introduced in Al deposit as the impurities.
3.3. Chronoamperometric Investigations
Chronoamperometric experiments were conducted on a glassy carbon electrode on purpose of further studying the effect of TMACl and NaI on Al nucleation and growth mechanism in AlCl3-NaCl-KCl molten salts electrolyte. The experiments started soon after the short induction times, and the potential started at the value where no reduction of Al(III) took place, and then the potential increased gradually, to a more negative value which was much more negative than the nucleation and growth of Al particles occurred. The experiments were performed in the AlCl3-NaCl-KCl molten salts electrolyte with TMACl and NaI at different content densities, and four typical representative current-time transients are plotted in Figure 3.
Irrespective of the different content of additives, the shapes of the peaks in the potential step current density transients are closely related to nucleation/growth process. An obvious augment owing to the formation and growth of aluminum nuclei in each current curve can be easily observed. Additionally, the process of formation and growth made Al ions collect rapidly. As the overlap [35] activates, the increasing current density receives the maximum, im, and the time the peak appears is the time, tm. After that, all of the current density transients tend to decrease because of the consumption and diffusion of Al2Cl7−. With the applied potential increases, the im becomes higher, while the tm becomes shorter at the same time. It indicates that the time of overlapping decreased as the nucleation density rises. In addition, the current density transients are not going to converge to the same value, the stable values of current density increase as the potential applied increases. This proves that the electrodeposition of Al in AlCl3-NaCl-KCl molten salts electrolyte is the electrochemical reaction controlled. The reactions determine the main ions in the AlCl3-NaCl-KCl molten salts electrolyte are Al2Cl7− ions, and abundant Al2Cl7− ions count for the electrochemical reaction control. Diffusion control is usually observed in most ionic liquids due to the lack of reductive ions near the cathode electrode [36].
As the different content of additives were taken into consideration, it was found that the addition of TMACl and NaI made the potential at which the reduction of Al3+ started shift to negative direction. On the contrary, the addition of TMACl did not work effectively. The result illustrated that the NaI could increase the overpotential of electrodeposition and promotes the cathodic polarization, but TMACl could not, which agreed well with those of the above voltammograms. I− ions ionized from NaI might act as some surfactant and the adsorption of I− on the surface of the electrode benefits nucleation and inhibits reduction of Al3+ [34]. It also revealed that additives produced an increase in response current and this effect increases with the concentration of the additive, whether TMACl or NaI. It is probably because the addition of the two additives increases the number of charged particles and activity of the electrolyte, so that the electrical conductivity increases and the response current rises. I− ions would impede active sites on the surface of cathode, increasing the number of growing nuclei. The I− ions inhibit the growth of nuclei, which lead to an energetic homogenization of the Al coatings. While, the Cl− ions and ammonium ions ionized from TMACl could not, which implies TMACl is not a suitable additive in the AlCl3-NaCl-KCl molten salts electrolyte. The combined addition of TMACl or NaI would help improve the Al coatings.
During the electrodeposition of metals, the three-dimensional nucleation and hemispherical growth of the initial nuclei usually occur at the same time. A total of two different models are used to analyze three-dimensional nucleation/growth qualitatively, namely ‘instantaneous’ or ‘progressive’ [37]. The instantaneous model depicts the status that all of the nucleation sites are activated simultaneously. In contrast, the progressive model depicts the status that the nucleation sites are gradually activated in the whole process of chronoamperometric experiment. The comparison of the experimental transients and the theoretical transients is adopted for the identification of nucleation models. The theoretical transients for instantaneous and progressive nucleation equations are listed as Equations (2) and (3), respectively:
where i represents the current density, t represents the time and im represents the maximum of the current density at tm time. To determine effect of TMACl and NaI on the nucleation/growth mechanism, the data obtained from the chronoamperometric tests were normalized and compared with the theoretical transients. Figure 4 depicts the experimental and theoretical plots of (i/im)2 vs (t/tm) with different composition of additives.
It is obvious that the experimental curves are mostly in accordance with the instantaneous nucleation model, which suggests that the process of Al electrodeposition could be referred to instantaneous nucleation. The addition of two additives does not affect the mechanism of Al nucleation and growth, indicating that the process of nucleation/growth exhibits irrelevance with TMACl or NaI.
3.4. Morphology of Al Coatings
Al deposited samples obtained from AlCl3-NaCl-KCl molten salts electrolyte with varied concentration of TMACl and NaI at 150 °C were examined by SEM. The typical SEM images of the surface of Al coatings are shown in Figure 5.
As no additive was introduced, shown in Figure 5a, the surface of the Al coating was still rough, and the films were nonuniform—the average particle size was about 7 ± 3 μm. When 1 wt.% TMACl was added into the electrolyte, as shown in Figure 5b, the grains became more uniform, the average particle size became smaller, the Al coating became dense. Extra experiments proved that the addition of more TMACl at 5%, 10%, and even 15%, had a similar effect on the Al coatings, but the morphology and quality of the Al deposit did not change much. This means that more TMACl could not magnify the effect which serves as an effective additive in molten salts electrolyte or improve the quality of Al coatings effectively. However, when TMACl and NaI were both introduced, whether 1% TMACl and 5% NaI or 1% TMACl and 10% NaI (Figure 5c,d), the Al particles became smaller and homogeneous, the surface of Al coating became flat and consecutive, and the size of Al particles appeared uniform. The Al particles grew neatly, and a compact and uniform electrodeposition Al coating was obtained, where the average particle size was approximately 2 ± 1 μm. The dendritic crystal and spongy are prevented effectively, indicating that NaI is helpful to refine the particle size. On account of the experiment results of cyclic voltammetry in Section 3.2, it is reasonable to speculate that the the addition of TMACl and NaI, especially the addition of NaI, could cause electrochemical polarization. A similar trend was also found in the electrodeposition of Al with ionic liquid electrolytes containing similar ammonium halides as additives [38]. While, there were a few tiny pores on the surface of the Al coating. The gap between Al particles became narrower after TMACl and NaI were added, and finally appeared in the form of voids on the coating surface.
In order to determine the elementary composition of the Al deposits, the EDXS tests were performed. The typical EDXS spectrums of the Al electrodeposits from AlCl3-NaCl-KCl molten salts electrolyte with additives are presented in Figure 6. The strong peak of aluminum can be clearly observed, indicating the main composition of the coating is aluminum. The tiny peak of K was also detected since there could probably be a little KCl residue from the electrolyte on the surface of Al coatings. No peak of oxygen or other element was detected after the addition of TMACl, or both TMACl and NaI (Figure 6a,b). The EDXS results proved that the electrodeposited Al coatings consisted of pure Al and were clear of the TMACl or NaI, confirming that the electrodeposition Al coatings obtained with additives were of high quality. A layer of high-purity Al coating can be obtained from AlCl3-NaCl-KCl molten salts electrolyte with TMACl and NaI added as additive.
The cross-sectional morphology of the Al coating obtained from AlCl3-NaCl-KCl molten salts with no additives, 1% TMACl, 1% TMACl + 5% NaI and 1% TMACl + 10% NaI are presented in Figure 7. It shows in Figure 7a that the thickness of the electrodeposition Al coating obtained from the electrolyte without additive varies from 2.5 to 10 μm, and the average thickness of Al electrodeposits obtained was 6 ± 4 μm. The nonuniformity of the thickness means the Al coatings are not dense and compact. In contrast, after 1% TMACl + 10% NaI added into the electrolyte, the average thickness of the achieved Al coating is approximately 7 ± 2 μm. There is no gap between Al coatings and the Cu substrate indicating the electrodeposited Al coating and the Cu substrate adhere tightly. The Faraday’s law was used to calculate the cathodic current efficiency based on the mass of the electrodeposited Al, as 1% TMACl and 10% NaI were added into the electrolyte, Al coatings with a current efficiency of 99% was obtained.
To further characterize the microstructure of the Al coating, XRD analysis was performed and Figure 8 shows the XRD patterns of the electrodeposited Al coatings. All the strong diffraction peaks in the XRD patterns can be referred to the Al coatings and the Cu substrate. In total, four obvious diffraction peaks, (111), (200), (220), and (311), can be found from the obtained aluminum deposits. It means that the Al coatings are constituted of fcc phase of Al metal. In order to study the effect of the two additives on the orientation and grain size of Al coatings, the texture coefficient (TC) and the grain size were adopted and calculated via XRD reflections [39], and the results are listed in Table 1. As the additive was added, the grain size of the Al decreased significantly, which is in accordance with the variation tendency of particle size. The addition of TAMCl and NaI could contribute to the formation of a preferred crystallographic orientation along (220) plane and refine the grain size effectively.
3.5. Corrosion Behaviors
The potentiodynamic polarization was performed so as to test the corrosion resistance of Al coatings obtained from AlCl3-NaCl-KCl molten salts electrolyte with varied concentration of additives. A cast pure Al plate was also tested as a parallel control experiment. Figure 9 presents a series of typical potentiodynamic polarization curves of the electrodeposited Al coatings with different additives, and other detail parameters calculated by the Tafel extrapolation are shown in the Table 2.
It can be seen that the Al coatings electrodeposited from AlCl3-NaCl-KCl molten salts electrolyte without additive present the poor corrosion resistance with the highest icorr of 40.161 μA. After 1% TMACl was added in to the electrolyte, the potentiodynamic polarization parameters did not change much. It is reasonable, since the Al coatings were not dense and compact enough, the loose Al particles made the coatings easily corroded. Further, this also gives an explanation as to why there is no passive region found in these two curves. In contrast, as the 1% TMACl + 10% NaI was added, the corrosion current icorr of the electrodeposited Al coatings declined dramatically to 3.625 μA, which is quite close to that of pure Al. A conspicuous passive region was observed in the potentiodynamic polarization curve, indicating that the Al coating exhibits a great corrosion resistance. It also proved that the addition of TMACl could not affect the quality of Al coatings, while the addition of TMACl and NaI could improve the Al coatings prominently.
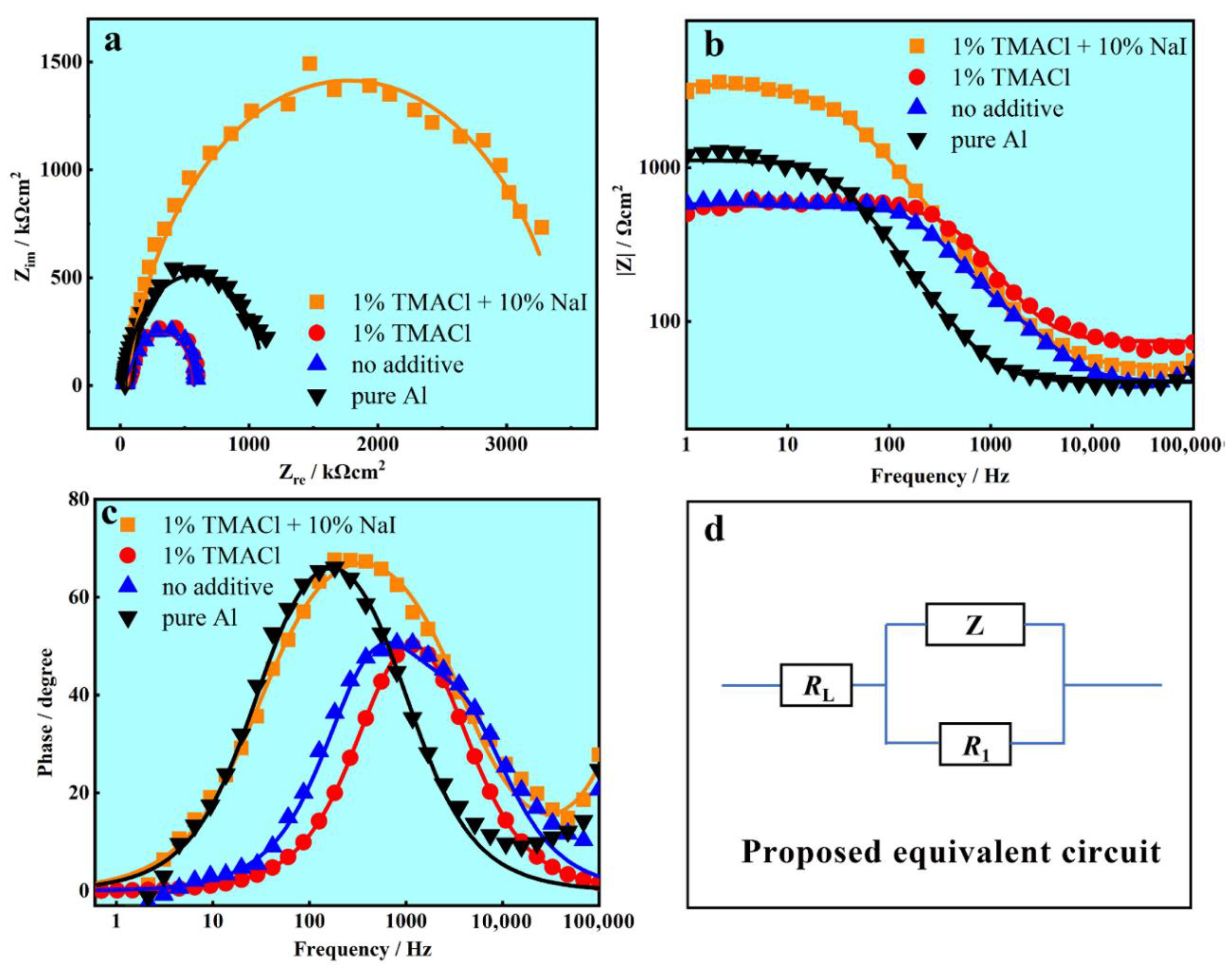
The EIS tests were performed at the OCP to further evaluate the corrosion resistance of the electrodeposition Al coatings obtained from AlCl3-NaCl-KCl molten salts electrolyte with additive and the results of are presented in Figure 10. It is shown that the shapes of Nyquist plots of pure Al, Al coating electrodeposited without additive, with 1% TMACl and with 1% TMACl + 10% NaI were very similar, revealing that the corrosion process is mainly controlled by the charge-transfer [40]. In the Nyquist plots, the larger semicircular arc diameter means the greater resistance. Bode and Bode-phase results have proved that the Al coating achieved with 1% TMACl + 10% NaI presented the highest /Z/. Hence, the Al coating electrodeposited from AlCl3-NaCl-KCl molten salts electrolyte with 1% TMACl + 10% NaI exhibit a great corrosion resistance.
The equivalent circuit in accordance with the Nyquist curves is shown in Figure 10d. RL is the resistance of the AlCl3-NaCl-KCl molten salts electrolyte at a high frequency limit. R1 is the polarization resistance related to the charge transfer, and Z determines the double layer capacitance. The simulation values obtained by Z-view software for the equivalent elements are shown in Table 3. Generally, a higher R1 reveals a lower corrosion resistance. According to Table 3, it is obvious that the Al coating electrodeposited from AlCl3-NaCl-KCl molten salts electrolyte with 1% TMACl + 10% NaI presented the best corrosion resistance.
4. Conclusions
In order to effectively reduce the volatility of the AlCl3-NaCl-KCl (80–10–10 wt.%) molten salts electrolyte, increase electrodeposition efficiency and improve the quality of electrodeposition Al coatings, two different additives, TMACl and NaI were introduced and investigated. The addition of TMACl could inhibit the volatilization of AlCl3, extending the service life of electrolyte. High quality Al coatings were obtained by electrodeposition from AlCl3-NaCl-KCl molten salts electrolytes at 150 °C with varied concentration of NaI and TMACl. A uniform, compact and smooth layer of electrodeposited Al films can be obtained by adding 1% TMACl + 5% NaI and 1% TMACl + 10% NaI. The electrodeposited Al coatings achieved great corrosion resistance, close to that of pure Al plate, with a corrosion current of 3.625 μA. The average particle size of the Al deposits was approximately 2 ± 1 μm. The average thickness of the electrodeposition Al coatings was approximately 7 ± 2 μm. The electrodeposition of Al on a Cu electrode in AlCl3-NaCl-KCl (80–10–10 wt.%) molten salts electrolyte proceeded via a three-dimensional instantaneous nucleation—the process of nucleation and growth exhibits irrelevance with NaI or TMACl. The addition of TMACl could not affect and improve the electrodeposition effectively. However, the addition of TMACl and NaI could intensify the cathodic polarization and inhibit the electrodeposition of Al. The combined effort of the two additives could increase the conductivity and facilitate to refine the particle size, contributing to the formation of a continuous, homogeneous and uniform Al coatings. They can be used as effective additives in molten salts electrolytes.
Author Contributions
Conceptualization, H.Y.; Data curation, T.Y.; Funding acquisition, H.Y.; Investigation, Q.W.; Methodology, H.Y.; Resources, H.J., H.L. and W.D.; Supervision, K.W. and H.L.; Visualization, W.W.; Writing—original draft, T.Y.; Writing—review & editing, T.Y., K.W. and W.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by National Natural Science Foundation of China, China Postdoctoral Science Foundation and Science and Technology Innovation Action Plan—International Enterprises Science and Technology Cooperation Program of Shanghai. Grant number are (51301110), (2016M600311) and (17230732700).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shiva, P. Studies on the Hall-Heroult aluminum electrowinning process. J. Brazil. Chem. Soc. 2000, 11, 245–251. [Google Scholar]
- The Year Book of Nonferrous Metals Industry of China; Nonferrous Metals Industry Press: Beijing, China, 2018.
- Shi, W.M.; Wang, G.G.; Zhao, X.; Feng, X.H.; Wu, J. Price determination in the electrolytic aluminum industry: The role of electricity prices. Resour. Policy 2018, 59, 274–281. [Google Scholar] [CrossRef]
- Chen, X.P.; Li, W.X.; Qiu, S.L. Research on carbondioxide emissions of electrolytic aluminium industry. Light Met. 2012, 7, 33–36. [Google Scholar]
- Lin, B.Q.; Xu, L. Energy conservation of electrolytic aluminum industry in China. Renew. Sustain. Energy Rev. 2015, 43, 676–686. [Google Scholar] [CrossRef]
- Wang, Q.; Sun, Q.; Zhang, M.X.; Niu, W.J.; Tang, C.B.; Wang, K.S.; Rui, X.; Zhai, L.; Wang, L. The influence of cold and detonation thermal spraying processes on the microstructure and properties of Al-based composite coatings on Mg alloy. Surf. Coat. Technol. 2018, 352, 627–633. [Google Scholar] [CrossRef]
- Belova, I.V.; Heuskin, D.; Sondermann, E.; Ignatzi, B.; Kargl, F.; Murch, G.E.; Meyer, A. Combined interdiffusion and self-diffusion analysis in Al-Cu liquid diffusion couple. Scr. Mater. 2018, 143, 40–43. [Google Scholar] [CrossRef]
- Cho, L.; Seo, E.J.; Sulistiyo, D.H.; Jo, K.R.; Kim, S.W.; Oh, J.K.; Cho, Y.R.; De Cooman, B.C. Influence of vanadium on the hydrogen embrittlement of aluminized ultra-high strength press hardening steel. Mater. Sci. Eng. A 2018, 735, 448–455. [Google Scholar] [CrossRef]
- Luo, X.X.; Yao, Z.J.; Zhang, P.Z.; Gu, D.D. Al2O3 nanoparticles reinforced Fe-Al laser cladding coatings with enhanced mechanical properties. J. Alloy. Compd. 2018, 755, 41–45. [Google Scholar] [CrossRef]
- Christoglou, C.; Voudouris, N.; Angelopoulos, G.N.; Pant, M.; Dahl, W. Deposition of aluminum on magnesium by a CVD process. Surf. Coat. Technol. 2004, 184, 149–155. [Google Scholar] [CrossRef]
- Wojciech, S.; Dagmara, P.; Ginter, N. Electrodeposition of metals from non-aqueous solutions. Electrochim. Acta 2009, 54, 5307–5319. [Google Scholar]
- Howie, R.C.; Macmillan, D.W. The electrodeposition of aluminium from molten aluminium chloride/sodium chloride. J. Appl. Electrochem. 1972, 2, 217–222. [Google Scholar] [CrossRef]
- Nayak, B.; Misra, M. The electrodeposition of aluminium on brass from a molten aluminium chloride-sodium chloride bath. J. Appl. Electrochem. 1977, 7, 45–50. [Google Scholar] [CrossRef]
- Moffat, T.P. Electrodeposition of Al-Cr Metallic Glass. J. Electrochem. Soc. 1994, 141, L115–L117. [Google Scholar] [CrossRef]
- Jafarian, M.; Mahjani, M.G.; Gobal, F.; Danaee, I. Effect of potential on the early stage of nucleation and growth during aluminum electrocrystallization from molten salt (AlCl3-NaCl-KCl). J. Electroanal. Chem. 2006, 588, 190–196. [Google Scholar] [CrossRef]
- Zhang, J.F.; Yan, C.W.; Wang, F.H. Electrodeposition of Al-Mn alloy on AZ31B magnesium alloy in molten salts. Appl. Surf. Sci. 2009, 255, 4926–4932. [Google Scholar] [CrossRef]
- Li, Y.L.; Zhao, P.; Dai, Y.H.; Yao, M.Q.; Gan, H.B.; Hu, W.C. Electrochemical deposition of Al-Mg alloys on tungsten wires from AlCl3-NaCl-KCl melts. Fusion Eng. Des. 2016, 103, 8–12. [Google Scholar] [CrossRef]
- Mikito, U.; Ryuichi, I.; Toshiaki, O. Composition and structure of Al-Sn alloys formed by constant potential electrolysis in an AlCl3-NaCl-KCl-SnCl2 molten salt. Electrochim. Acta 2013, 100, 281–284. [Google Scholar]
- Vukićević, N.M.; Cvetković, V.S.; Jovanović, L.S.; Stevanović, S.I.; Jovićević, J.N. Alloy Formation by Electrodeposition of Niobium and Aluminium on Gold from Chloroaluminate Melts. Int. J. Electrochem. Sci. 2017, 12, 1075–1093. [Google Scholar]
- Kazuki, S.; Hisayoshi, M.; Mikito, U. Electrodeposition of Al-Ta alloys in NaCl-KCl-AlCl3 molten salt containing TaCl5. Appl. Surf. Sci. 2016, 388, 794–798. [Google Scholar]
- Cao, R.X.; Tao, Z.C.; Wang, H.B.; Guo, Q.G. Electrodeposition of an aluminum coating on a graphite surface from a molten AlCl3-NaCl-KCl mixture. Abstract/Carbon 2015, 93, 1085–1088. [Google Scholar] [CrossRef]
- Guinea, E.; Asier Salicio-Paz Iriarte, A.; Grande, H.J.; Medina, E.; García-Lecina, E. Robust Aluminum Electrodeposition from Ionic Liquid Electrolytes Containing Light Aromatic Naphta as Additive. ChemistryOpen 2019, 8, 1094–1099. [Google Scholar] [CrossRef] [Green Version]
- Jiang, L.; Jin, Z.; Xu, F.; Yu, Y.; Wei, G.; Ge, H.; Zhang, Z.; Cao, C. Effect of potential on aluminium early-stage electrodeposition onto NdFeB magnet. Surf. Eng. 2017, 33, 375–382. [Google Scholar] [CrossRef]
- Fellner, P.; Chrenková-Paučírová, M.; Matiašovský, K. Electrolytic aluminum plating in molten salt mixtures based on AlCl3 I: Influence of the addition of tetramethylammonium chloride. Surf. Technol. 1981, 14, 101–108. [Google Scholar] [CrossRef]
- Liu, L.; Lu, X.M.; Cai, Y.J.; Zheng, Y.; Zhang, S.J. Influence of Additives on the Speciation, Morphology, and Nanocrystallinity of Aluminium Electrodeposition. Aust. J. Chem. 2012, 65, 1523–1528. [Google Scholar] [CrossRef]
- Masao, M.; Yuki, K.; Tetsuji, H. Hull cell tests for evaluating the effects of polyethylene amines as brighteners in the electrodeposition of aluminum from dimethylsulfone-AlCl3 baths. Electrochim. Acta 2014, 120, 423–428. [Google Scholar]
- Zhang, Q.Q.; Wang, Q.; Zhang, S.J.; Lu, X.M. Effect of nicotinamide on electrodeposition of Al from aluminium chloride (AlCl3)-1-butyl-3-methylimidazolium chloride ([Bmim]Cl) ionic liquids. J. Solid State Electrochem. 2014, 18, 257–267. [Google Scholar] [CrossRef]
- Jafarian, M.; Mahjani, M.G.; Gobal, F.; Danaee, I. Electrodeposition of aluminum from molten AlCl3-NaCl-KCl mixture. J. Appl. Electrochem. 2006, 36, 1169–1173. [Google Scholar] [CrossRef]
- Delimarsky, Y.K.; Tumanova, N.K. A study of the effect of surfactants on electrode processes in molten salts. Electrochim. Acta 1979, 24, 19–24. [Google Scholar] [CrossRef]
- Paučírová, M.; Matiašovský, K. Electrolytic aluminium-plating in fused salts based on chlorides. Electrodepos. Surf. Treat. 1975, 3, 121–128. [Google Scholar] [CrossRef]
- Yao, T.Y.; Yang, H.Y.; Wang, K.; Jiang, H.Y.; Chen, X.B.; Liu, H.Z.; Wang, Q.D.; Ding, W.J. Effects of additive NaI on electrodeposition of Al coatings in AlCl3-NaCl-KCl molten salts. Front. Chem. Ence Eng. 2020, 1, 1–10. [Google Scholar] [CrossRef]
- Li, D.; Fang, W.J.; Xing, Y.; Guo, Y.S.; Liu, R. Effects of dimethyl or diethyl carbonate as an additive on volatility and flash point of an aviation fuel. J. Hazard. Mater. 2009, 161, 1193–1201. [Google Scholar] [CrossRef]
- Robinson, J.; Osteryoung, R.A. The Electrochemical Behavior of Aluminum in the Low Temperature Molten Salt System n Butyl Pyridinium Chloride: Aluminum Chloride and Mixtures of This Molten Salt with Benzene. J. Electrochem. Soc. 1980, 127, 122–128. [Google Scholar] [CrossRef]
- Yang, H.Y.; Guo, X.W.; Chen, X.B.; Wang, S.H.; Wu, G.H.; Ding, W.J.; Birbilis, N. On the electrodeposition of nickel–zinc alloys from a eutectic-based ionic liquid. Electrochim. Acta 2012, 47, 131–138. [Google Scholar] [CrossRef]
- Li, M.; Gao, B.L.; Chen, W.T.; Liu, C.Y.; Wang, Z.W.; Shi, Z.N.; Hu, X.W. Electrodeposition behavior of aluminum from urea-acetamide-lithium halide low-temperature molten salts. Electrochim. Acta 2013, 185, 148–155. [Google Scholar] [CrossRef]
- Li, M.; Gao, B.L.; Shi, Z.N.; Hua, X.W.; Wang, S.X.; Li, L.X.; Wang, Z.W.; Yu, J.Y. Electrochemical study of nickel from urea-acetamide-LiBr low-temperature molten salt. Electrochim. Acta 2015, 169, 82–89. [Google Scholar] [CrossRef]
- Tsuda, T.; Nohira, T.; Ito, Y. Nucleation and surface morphology of aluminum-lanthanum alloy electrodeposited in a LaCl3-saturatedAlCl3-EtMeImCl room temperature molten salt. Electrochim. Acta 2002, 47, 2817–2822. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, B.; Zhang, Q.Q.; Lu, X.M.; Zhang, S.J. Aluminum Deposition from Lewis Acidic 1-Butyl-3-Methylimidazolium Chloroaluminate Ionic Liquid ([Bmim]Cl/AlCl3) Modified with Methyl Nicotinate. ChemElectroChem 2015, 2, 1794–1798. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Q.Q.; Chen, B.; Lu, X.M.; Zhang, S.J. Electrodeposition of Bright Al Coatings from 1-Butyl-3-Methylimidazolium Chloroaluminate Ionic Liquids with Specific Additives. J. Electrochem. Soc. 2015, 162, D320–D324. [Google Scholar] [CrossRef]
- Osorio, W.R.; Peixoto, L.C.; Moutinho, D.J.; Gomes, L.G.; Ferreira, I.L.; Garcia, A. Corrosion resistance of directionally solidified Al–6Cu–1Si and Al–8Cu–3Si alloys castings. Mater. Des. 2011, 32, 3832–3837. [Google Scholar] [CrossRef]
Figure 1.
The mass-time transients of the electrolyte volatility experiments in the AlCl3-NaCl-KCl molten salts electrolyte, (a) no additive, (b) 1 wt.% NaI, (c) 5 wt.% NaI, (d) 10 wt.% NaI, at 150 °C.
Figure 1.
The mass-time transients of the electrolyte volatility experiments in the AlCl3-NaCl-KCl molten salts electrolyte, (a) no additive, (b) 1 wt.% NaI, (c) 5 wt.% NaI, (d) 10 wt.% NaI, at 150 °C.

Figure 2.
The cyclic voltammograms of the AlCl3-NaCl-KCl molten salts electrolyte without additive, 1% TMACl, 5% TMACl, 10% TMACl, 1% TMACl + 5% NaI and 1% TMACl + 10% NaI, at 150 °C.
Figure 2.
The cyclic voltammograms of the AlCl3-NaCl-KCl molten salts electrolyte without additive, 1% TMACl, 5% TMACl, 10% TMACl, 1% TMACl + 5% NaI and 1% TMACl + 10% NaI, at 150 °C.
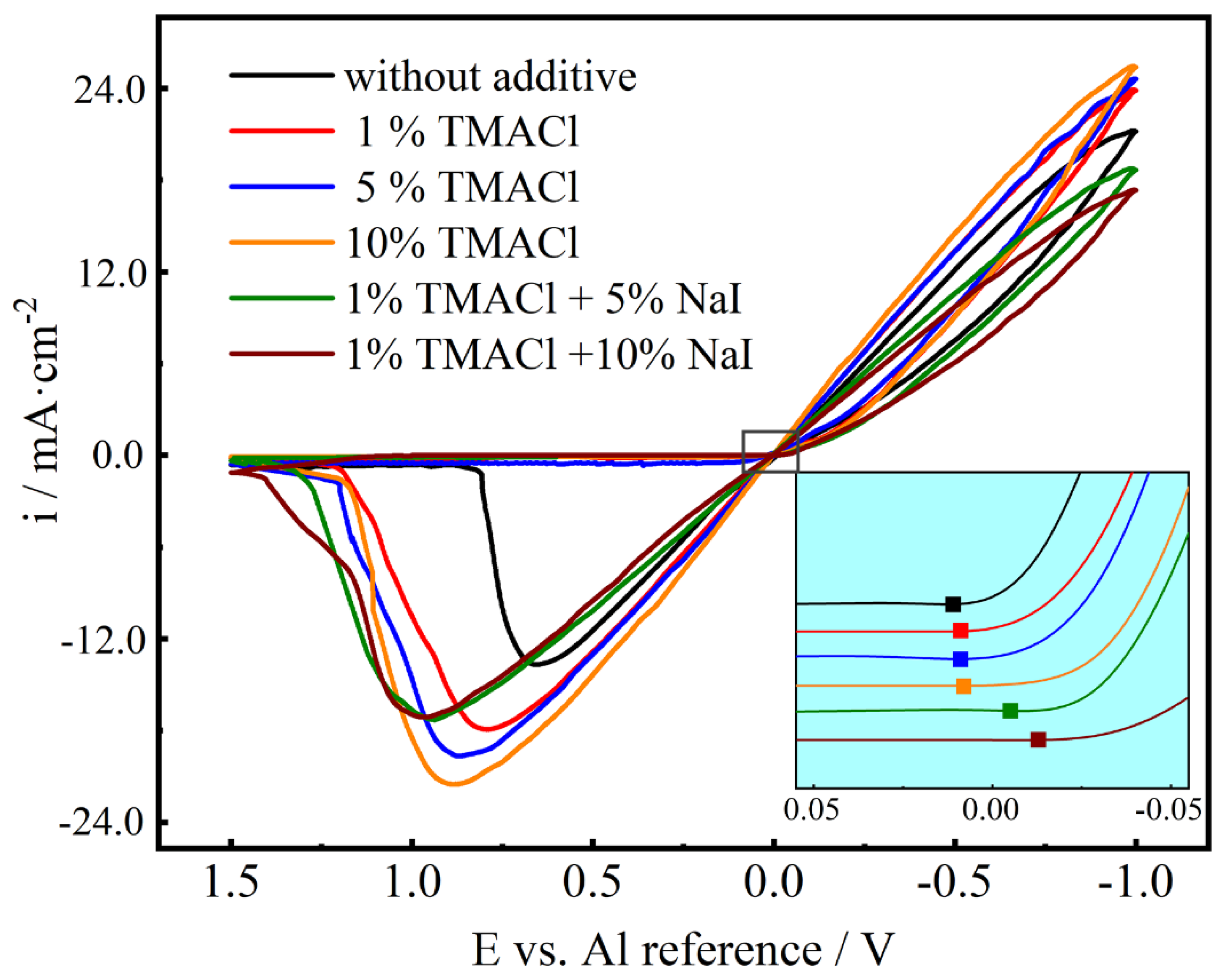
Figure 3.
Typical current density–time transients of the electrodeposition experiments in the AlCl3-NaCl-KCl molten salts electrolyte, (a) no additive, (b) 1% TMACl, (c) 1% TMACl + 5% NaI and (d) 1% TMACl + 10% NaI, at 150 °C.
Figure 3.
Typical current density–time transients of the electrodeposition experiments in the AlCl3-NaCl-KCl molten salts electrolyte, (a) no additive, (b) 1% TMACl, (c) 1% TMACl + 5% NaI and (d) 1% TMACl + 10% NaI, at 150 °C.
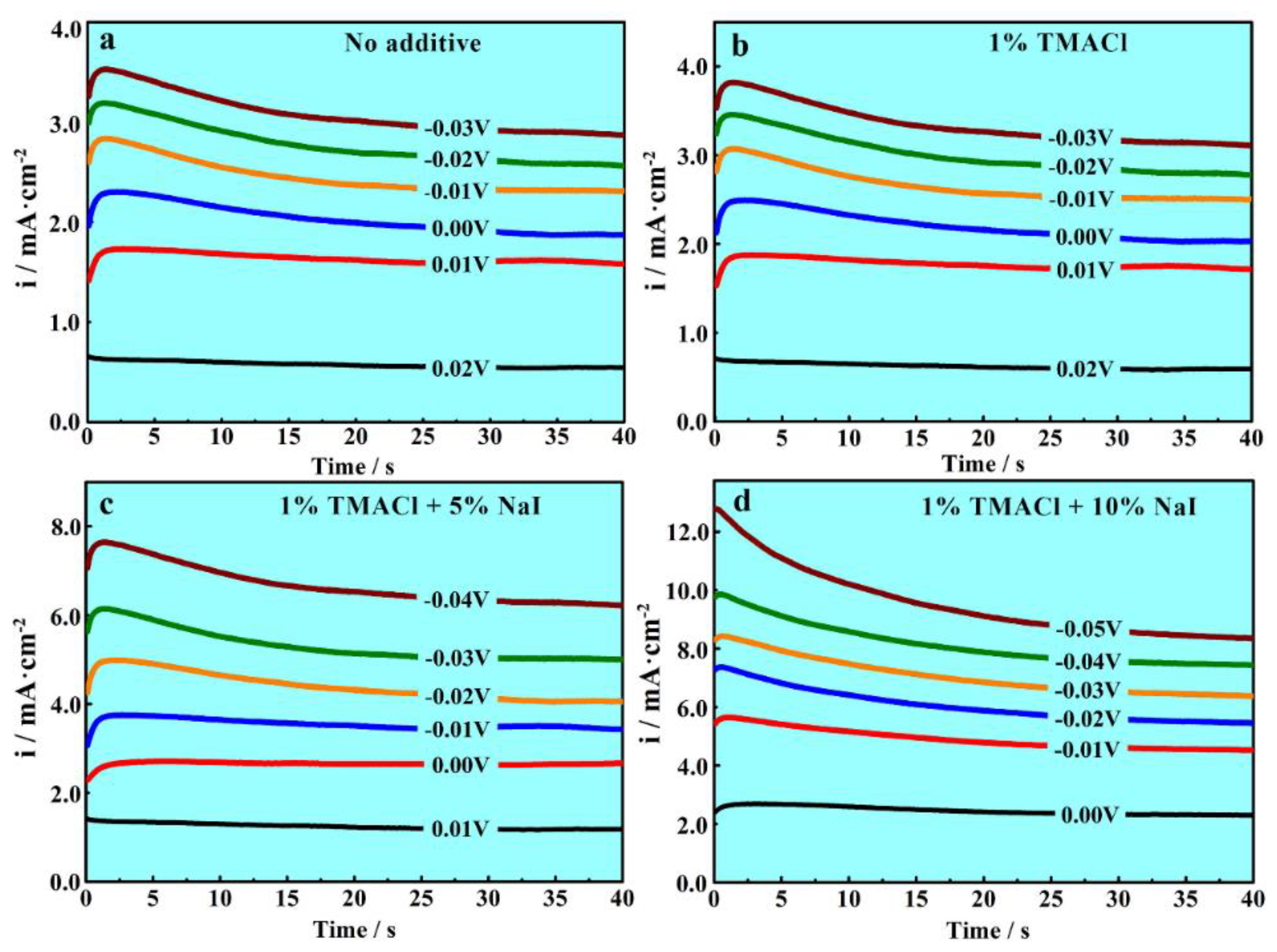
Figure 4.
The comparison of the experimental and theoretical plots of (i/im)2 vs (t/tm) in the AlCl3-NaCl-KCl molten salts electrolyte, (a) no additives, (b) 1% TMACl, (c) 1% TMACl + 5% NaI and (d) 1% TMACl + 10% NaI.
Figure 4.
The comparison of the experimental and theoretical plots of (i/im)2 vs (t/tm) in the AlCl3-NaCl-KCl molten salts electrolyte, (a) no additives, (b) 1% TMACl, (c) 1% TMACl + 5% NaI and (d) 1% TMACl + 10% NaI.
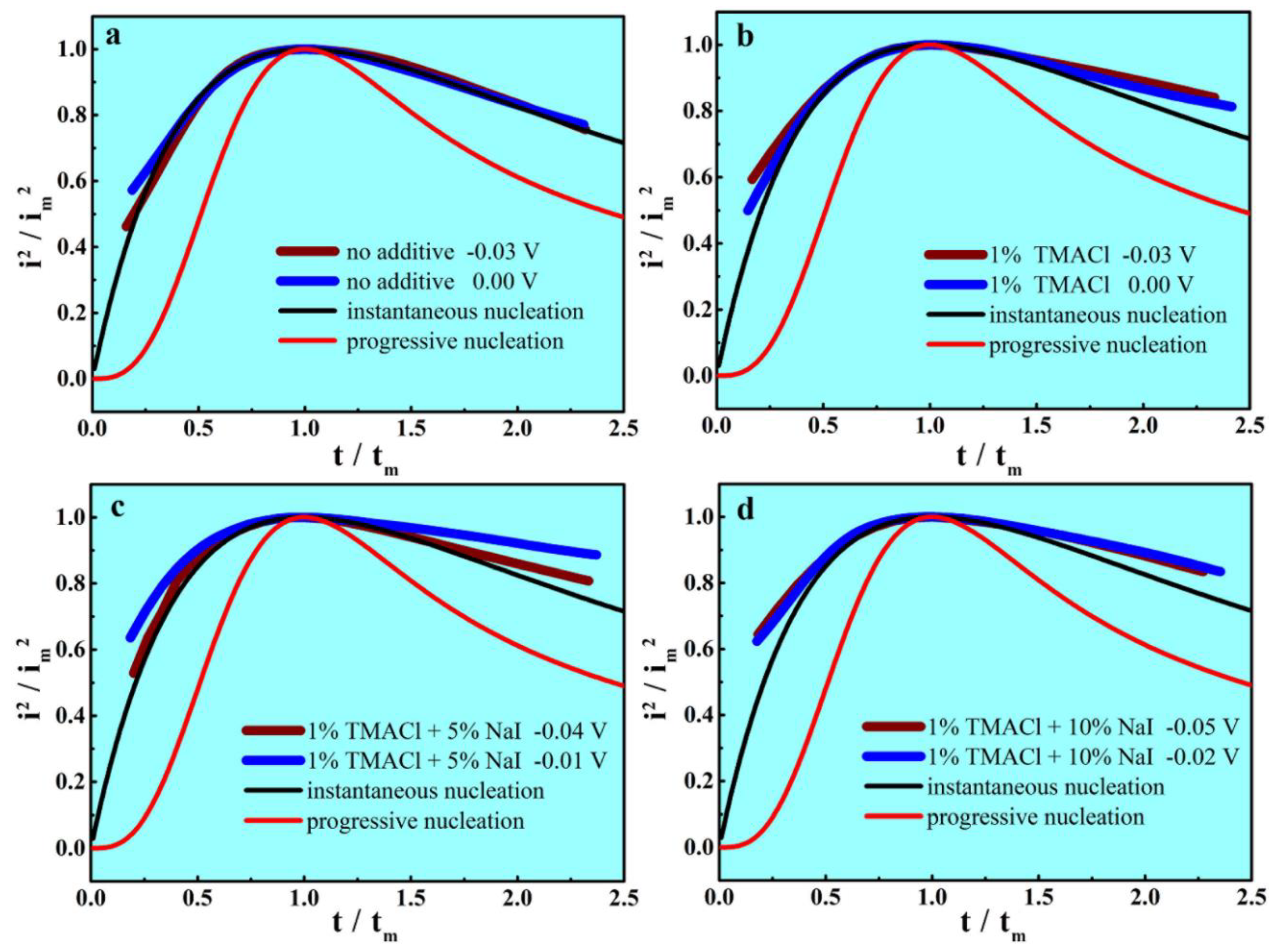
Figure 5.
The microscopic morphologies of the aluminum electrodeposits obtained in AlCl3-NaCl-KCl (80-10-10 wt.%) molten salts electrolyte with different additives, (a) no additives, (b) 1% TMACl, (c) 1% TMACl + 5% NaI and (d) 1% TMACl + 10% NaI.
Figure 5.
The microscopic morphologies of the aluminum electrodeposits obtained in AlCl3-NaCl-KCl (80-10-10 wt.%) molten salts electrolyte with different additives, (a) no additives, (b) 1% TMACl, (c) 1% TMACl + 5% NaI and (d) 1% TMACl + 10% NaI.
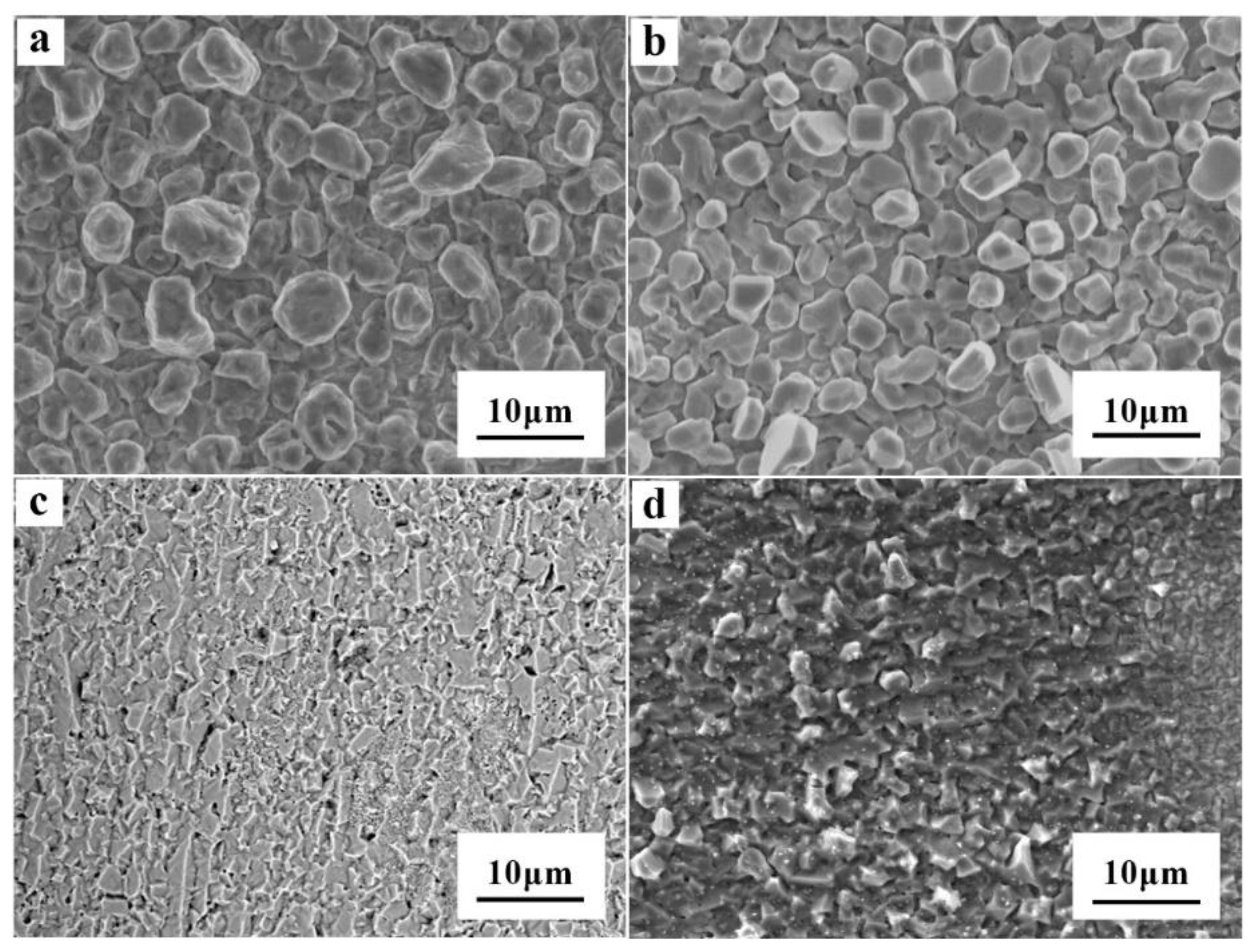
Figure 6.
The EDXS spectra of the Al deposits obtained on a copper foil in AlCl3-NaCl-KCl (80-10-10 wt.%) molten salts electrolyte, (a) 1% TMACl, (b) 1% TMACl + 10% NaI.
Figure 6.
The EDXS spectra of the Al deposits obtained on a copper foil in AlCl3-NaCl-KCl (80-10-10 wt.%) molten salts electrolyte, (a) 1% TMACl, (b) 1% TMACl + 10% NaI.
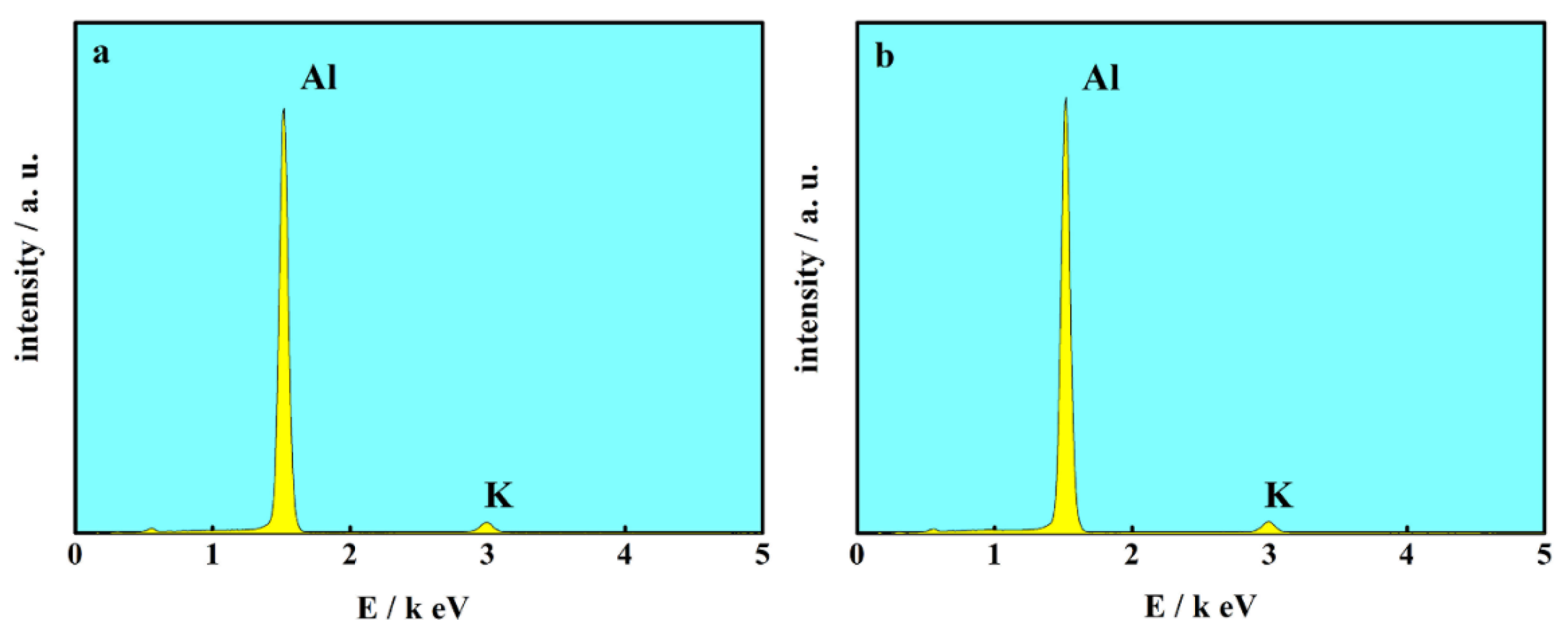
Figure 7.
The cross-sectional morphology of the Al coating deposited from the AlCl3-NaCl-KCl molten salts electrolyte with different additives, (a) no additives, (b) 1% TMACl, (c) 1% TMACl + 5% NaI and (d) 1% TMACl + 10% NaI.
Figure 7.
The cross-sectional morphology of the Al coating deposited from the AlCl3-NaCl-KCl molten salts electrolyte with different additives, (a) no additives, (b) 1% TMACl, (c) 1% TMACl + 5% NaI and (d) 1% TMACl + 10% NaI.
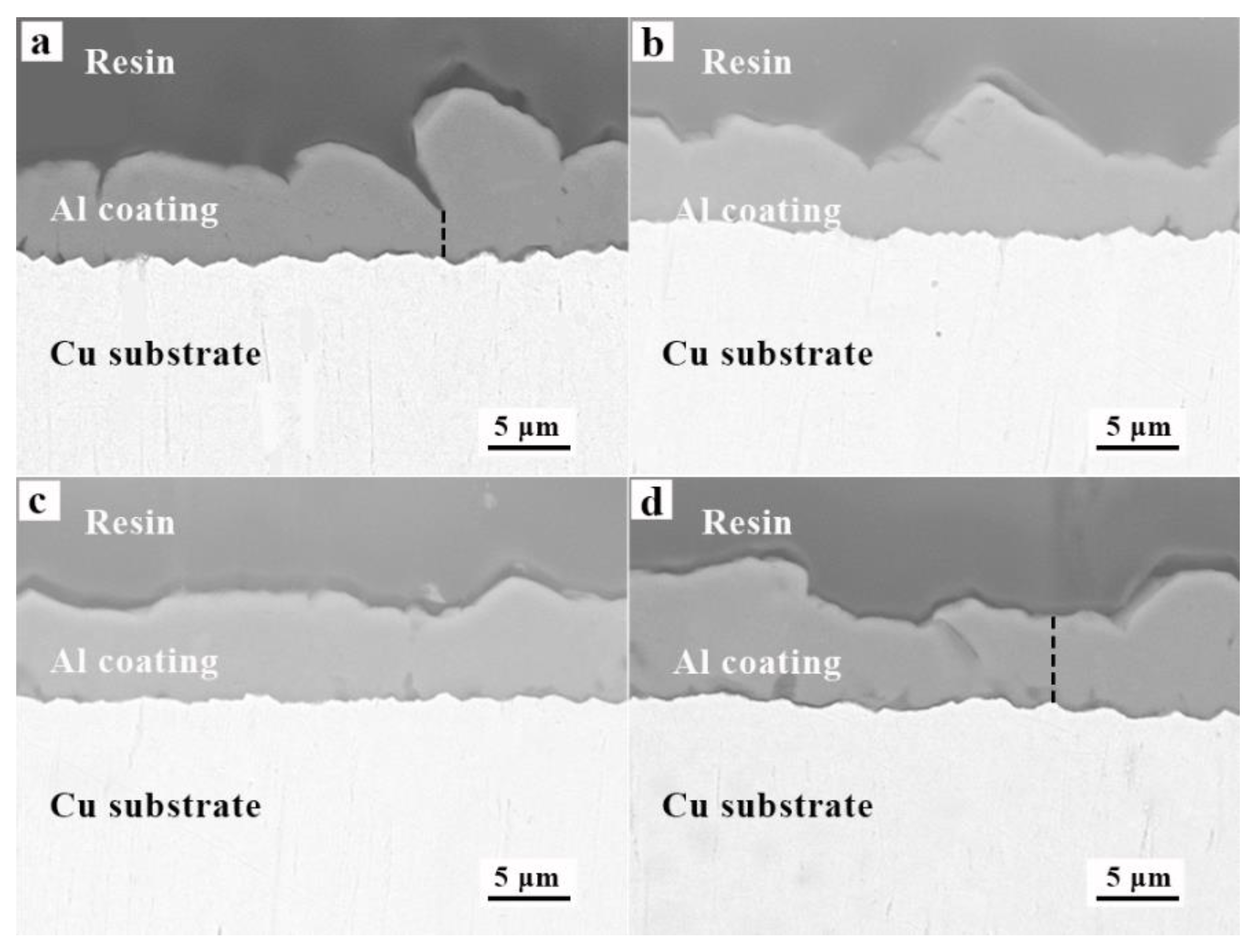
Figure 8.
The XRD patterns of the electrodeposition Al coating obtained on a copper foil in AlCl3-NaCl-KCl (80–10–10 wt.%) molten salts electrolyte, without additive, 1% TMACl, 1% TMACl + 5% NaI and 1% TMACl + 10% NaI, at 150 °C.
Figure 8.
The XRD patterns of the electrodeposition Al coating obtained on a copper foil in AlCl3-NaCl-KCl (80–10–10 wt.%) molten salts electrolyte, without additive, 1% TMACl, 1% TMACl + 5% NaI and 1% TMACl + 10% NaI, at 150 °C.
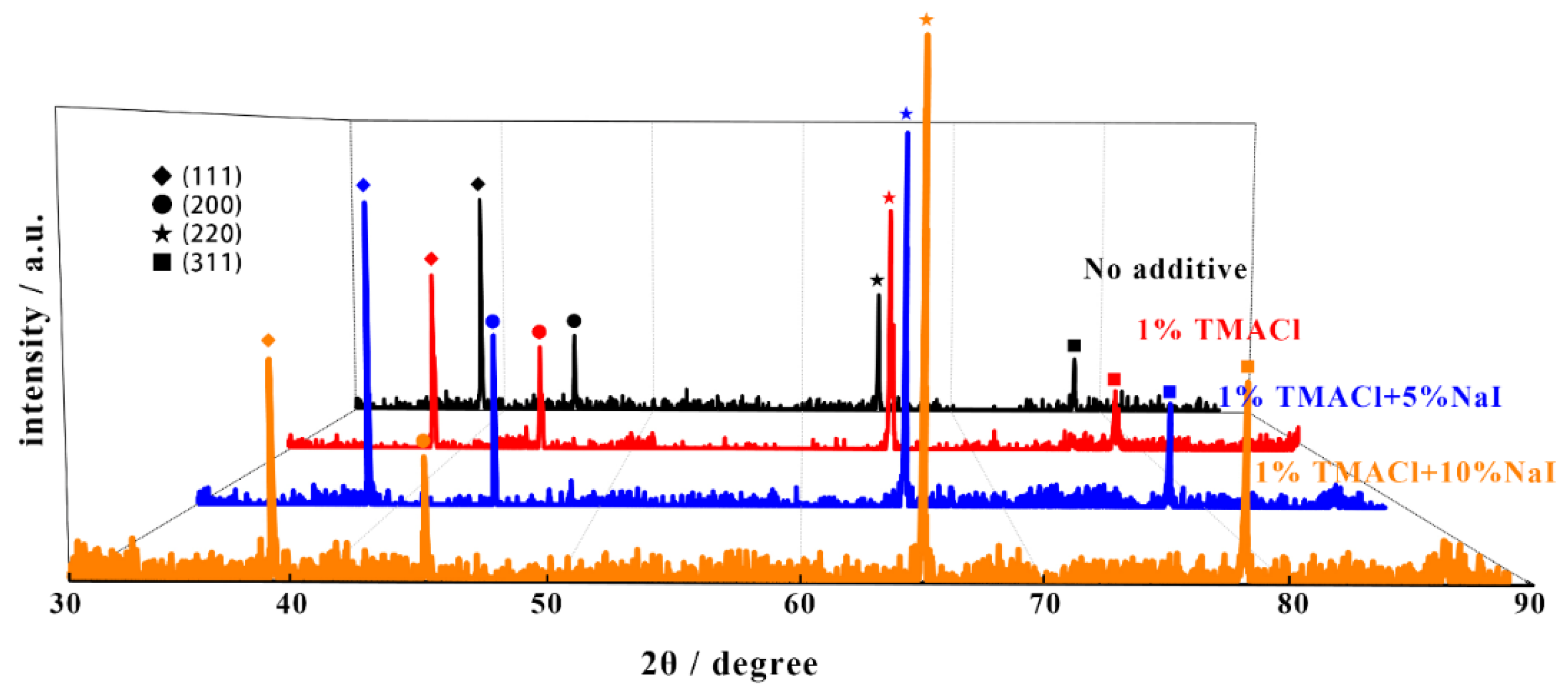
Figure 9.
The potentiodynamic polarization curves of pure Al, Al coating electrodeposited without additive, with 1% TMACl and with 1% TMACl + 10% NaI.
Figure 9.
The potentiodynamic polarization curves of pure Al, Al coating electrodeposited without additive, with 1% TMACl and with 1% TMACl + 10% NaI.
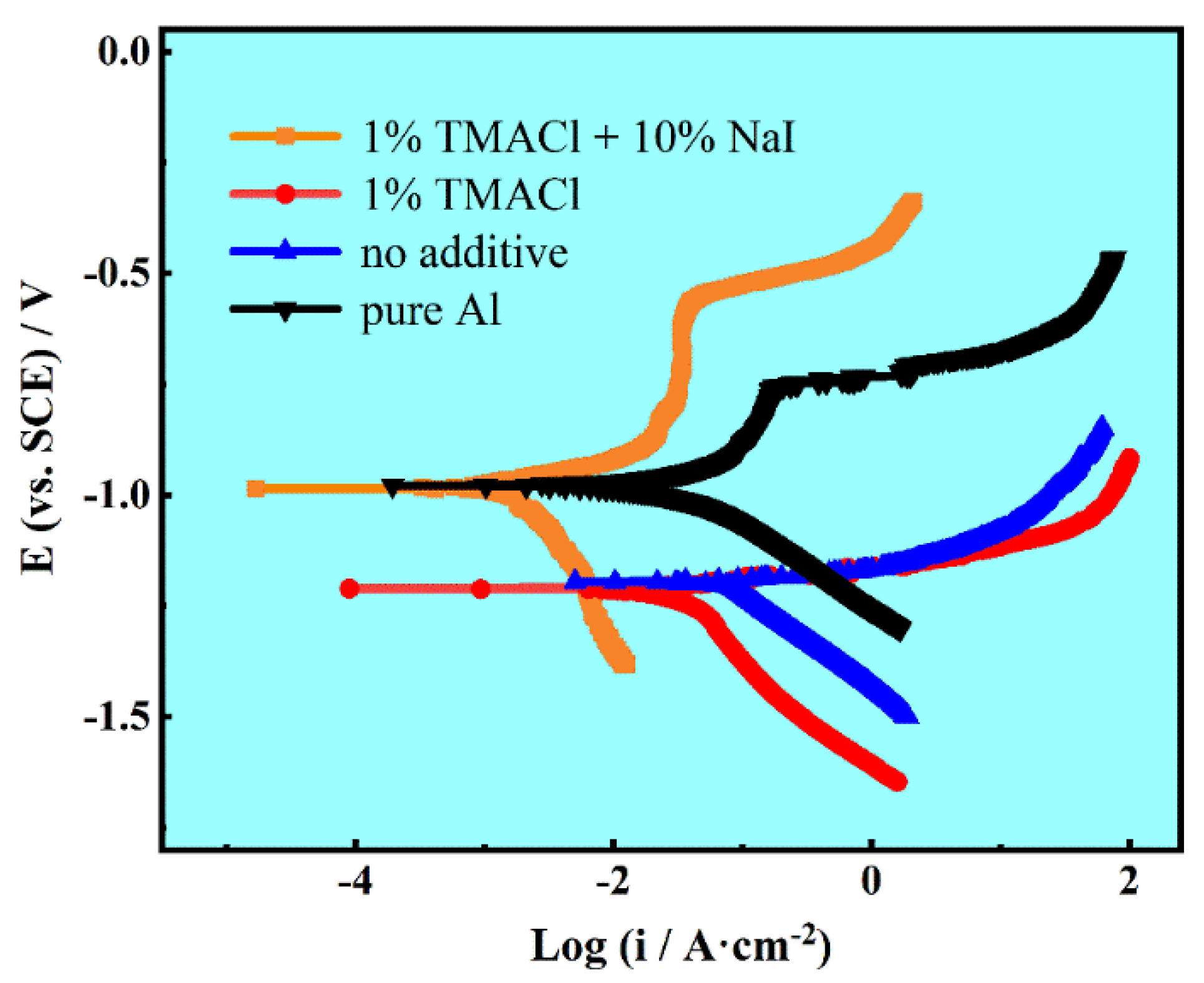
Figure 10.
The EIS plots of pure Al, Al coating electrodeposited without additive, with 1% TMACl and with 1% TMACl + 10% NaI. (a) Nyquist plots, (b) Bode plots, (c) Bode-phase plots and (d) equivalent circuit.
Figure 10.
The EIS plots of pure Al, Al coating electrodeposited without additive, with 1% TMACl and with 1% TMACl + 10% NaI. (a) Nyquist plots, (b) Bode plots, (c) Bode-phase plots and (d) equivalent circuit.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The TC values and grain sizes calculated from XRD reflections, Al coating electrodeposited without additive, with 1% TMACl, and with 1% TMACl + 10% NaI.
Table 1.
The TC values and grain sizes calculated from XRD reflections, Al coating electrodeposited without additive, with 1% TMACl, and with 1% TMACl + 10% NaI.
| Additive | TC(111) | TC(200) | TC(220) | TC(311) | Grain Size (nm) |
|---|---|---|---|---|---|
| No additives | 17.89% | 15.11% | 45.73% | 21.27% | 417 |
| 1% TMACl | 9.76% | 13.49% | 60.73% | 16.02% | 401 |
| 1% TMACl + 5% NaI | 10.51% | 14.04% | 57.49% | 17.46% | 395 |
| 1% TMACl + 10% NaI | 5.72% | 7.77% | 62.24% | 24.27% | 363 |
Table 2.
Electrochemical parameters calculated from the potentiodynamic polarization curves in 3.5 wt.% NaCl solution.
Table 2.
Electrochemical parameters calculated from the potentiodynamic polarization curves in 3.5 wt.% NaCl solution.
| Specimens | Ecorr (vs. SCE)/V | icorr/μA·cm−2 |
|---|---|---|
| Al coatings electrodeposited with 1% TMACl + 10% NaI. | −0.985 | 3.625 |
| Al coatings electrodeposited with 1% TMACl | −1.211 | 38.768 |
| Al coatings electrodeposited with No additive | −1.196 | 40.161 |
| Pure Al | −0.978 | 35.140 |
Table 3.
EIS data for pure Al, Al coating electrodeposited without additive, with 1% TMACl and with 1% TMACl + 10% NaI, in 3.5% NaCl solutions.
Table 3.
EIS data for pure Al, Al coating electrodeposited without additive, with 1% TMACl and with 1% TMACl + 10% NaI, in 3.5% NaCl solutions.
| Specimens | RL (Ω cm2) | Z (μF cm2) | R1 (Ω cm2) |
|---|---|---|---|
| Al coatings electrodeposited with 1% TMACl + 10% NaI. | 55.48 | 10.97 | 3258 |
| Al coatings electrodeposited with 1% TMACl | 74.03 | 76.42 | 488.5 |
| Al coatings electrodeposited with No additive | 44.47 | 10.66 | 52.32 |
| Pure Al | 41.13 | 46.12 | 1059 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Yao, T.; Yang, H.; Wang, K.; Wu, W.; Jiang, H.; Liu, H.; Wang, Q.; Ding, W. Electrodeposition of Aluminum Coatings from AlCl3-NaCl-KCl Molten Salts with TMACl and NaI Additives. Materials 2020, 13, 5506. https://doi.org/10.3390/ma13235506
AMA Style
Yao T, Yang H, Wang K, Wu W, Jiang H, Liu H, Wang Q, Ding W. Electrodeposition of Aluminum Coatings from AlCl3-NaCl-KCl Molten Salts with TMACl and NaI Additives. Materials. 2020; 13(23):5506. https://doi.org/10.3390/ma13235506
Chicago/Turabian StyleYao, Tianyu, Haiyan Yang, Kui Wang, Weiping Wu, Haiyan Jiang, Hezhou Liu, Qudong Wang, and Wenjiang Ding. 2020. "Electrodeposition of Aluminum Coatings from AlCl3-NaCl-KCl Molten Salts with TMACl and NaI Additives" Materials 13, no. 23: 5506. https://doi.org/10.3390/ma13235506
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.