Investigation of Fracture Behavior and Mechanism in High-Speed Precise Shearing for Metal Bars with Prefabricated Fracture-Start Kerfs


Abstract
:1. Introduction
2. The Laser-Assisted High-Speed Shearing (LAHSS) Method
3. Experimental Tests and FE Modeling
3.1. Materials and Experimental Tests
3.2. FE Modeling of the High-Speed Shearing Process
4. Results and Discussion
4.1. Fracture Behavior Analysis
4.2. Macro-Fractography Analysis
4.2.1. Influence of Fracture-Start Kerf on the Macro-Fractography
4.2.2. Influence of Axial Clearance on the Macro-Fractography
4.3. Micro-Fracture Mechanism Analysis
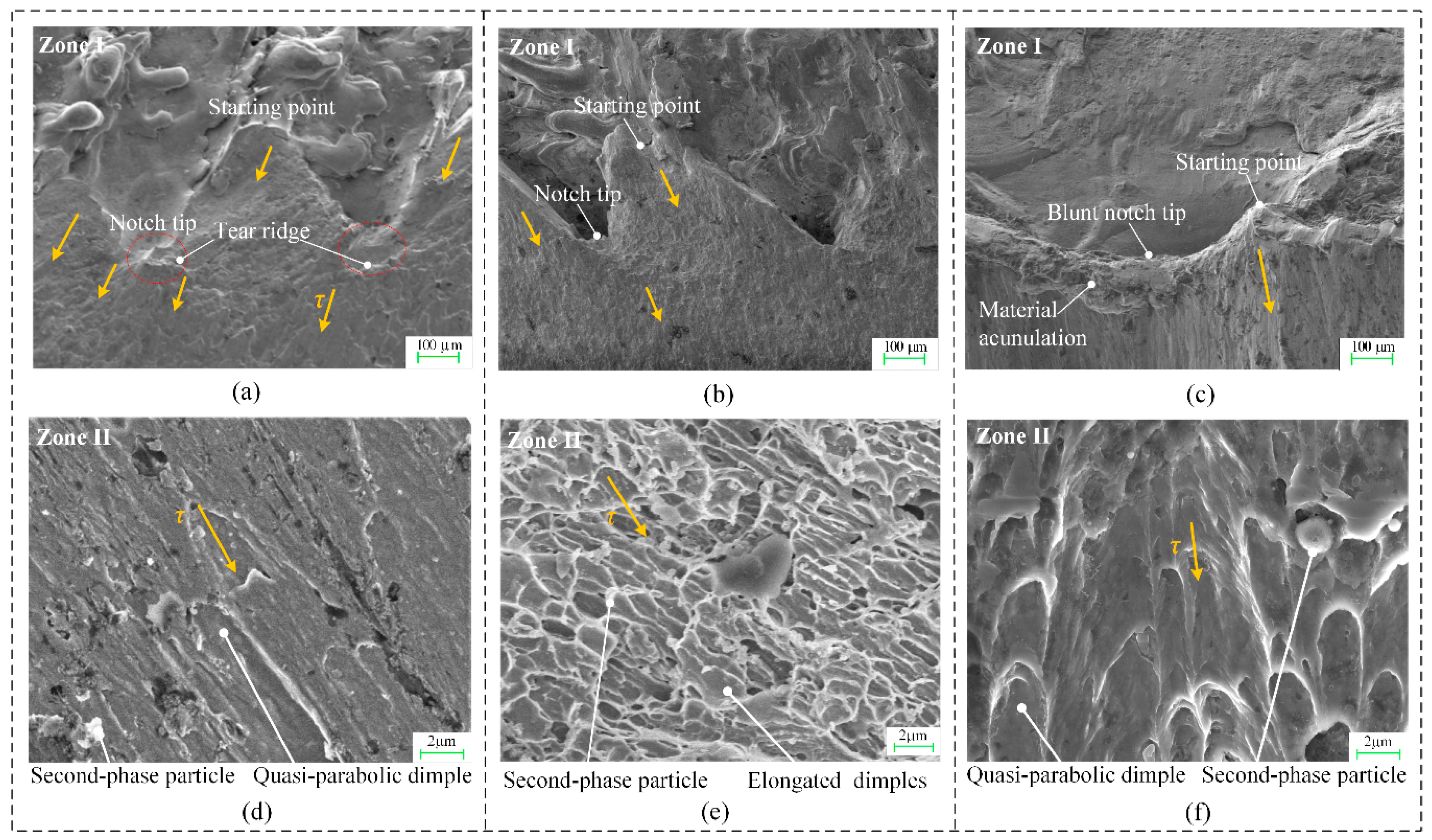
4.3.1. Crack Initiation at Laser-Affected Zone I
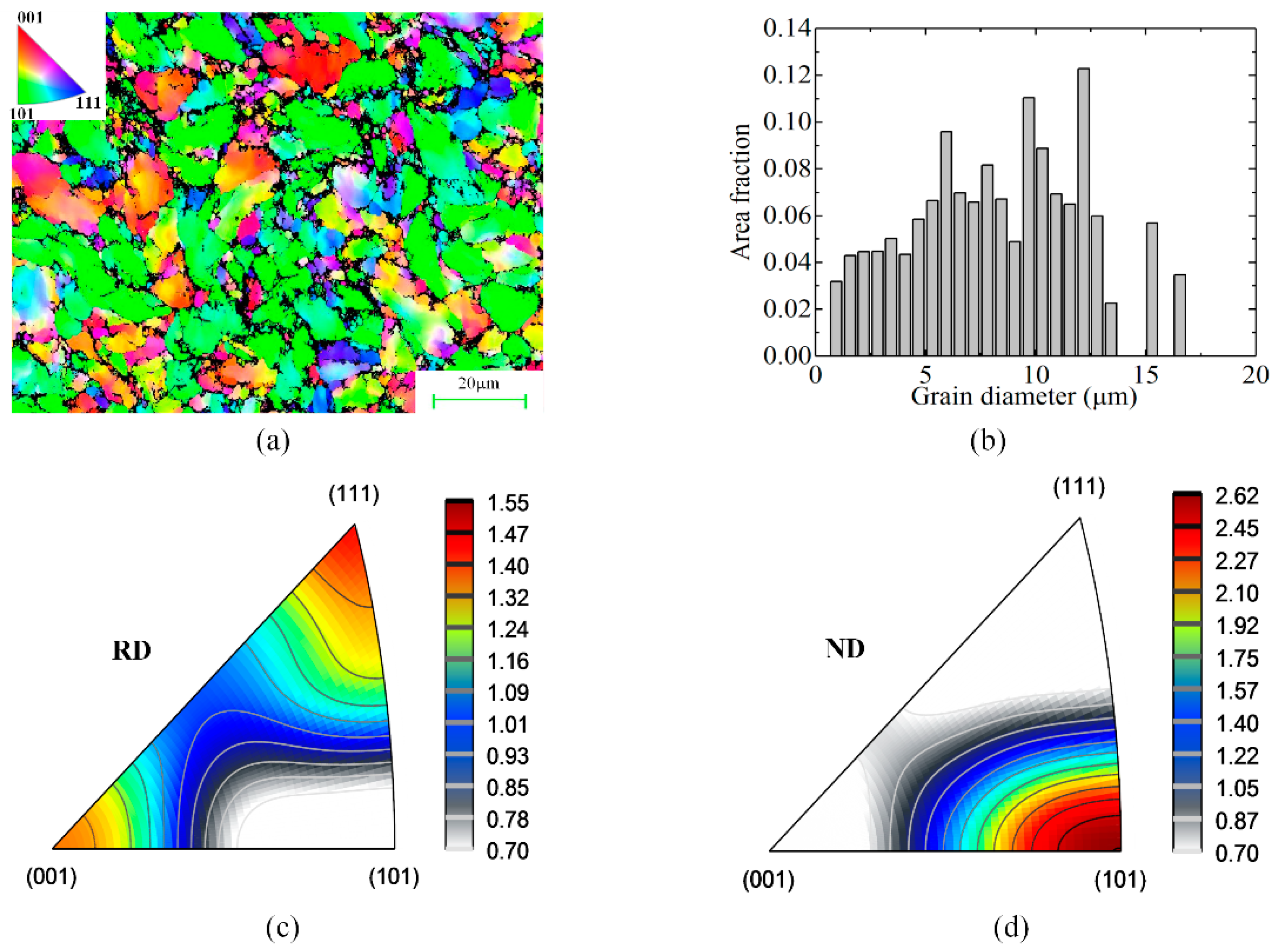
4.3.2. Microvoid and Grain Distribution at the Main Fracture Zone II
5. Conclusions
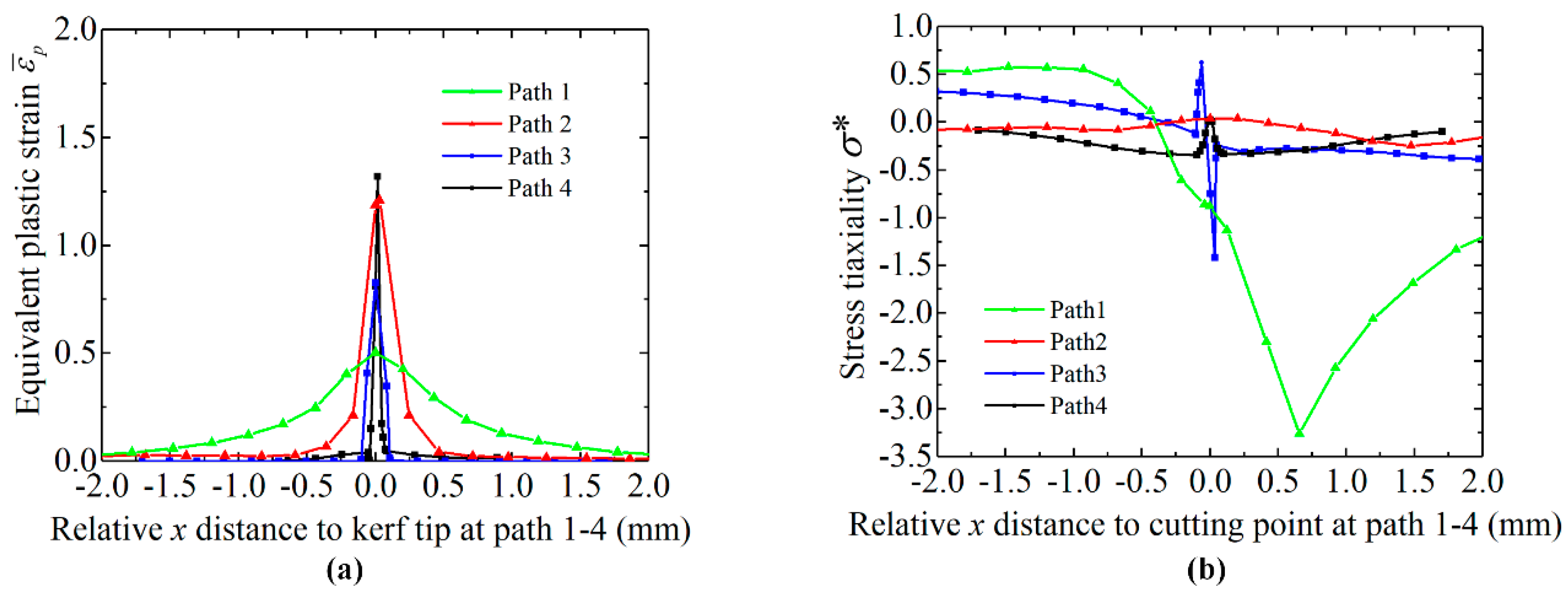
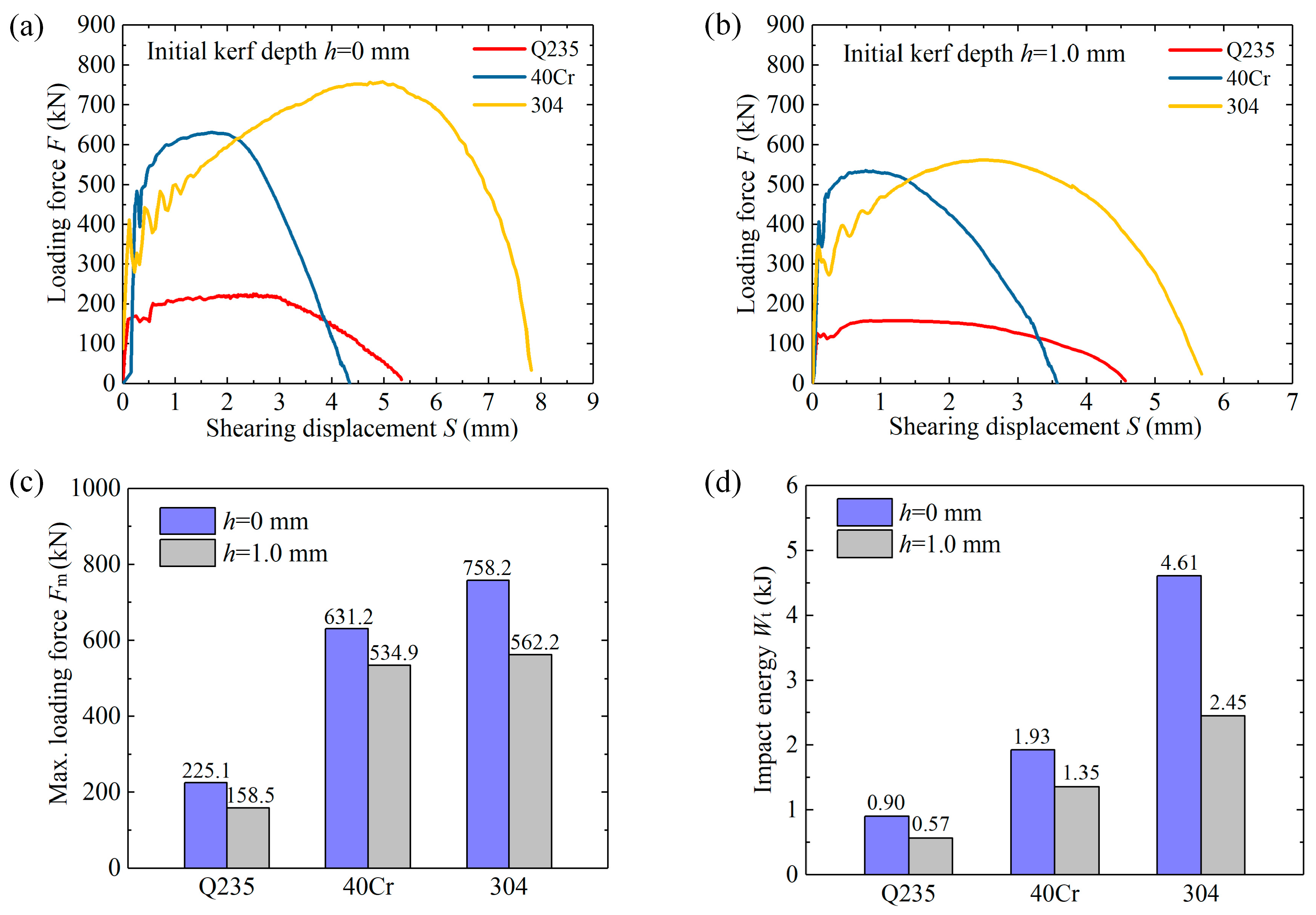
- The FE simulation results show that by introducing initial kerf of 1.0 mm, the material damage concentrates along with the kerf tips with peak equivalent plastic strain, and the corresponding stress triaxiality drops to almost zero at the kerf tip, which reveals that the material is subjected to pure shearing at kerf tip, and under compression at both sides; shear strain plays a major role in the fracture process. Moreover, the Max. shearing force is reduced by 15.2%–29.6%, and the impact energy is decreased by 29.8%–46.9% for the three types of bar material.
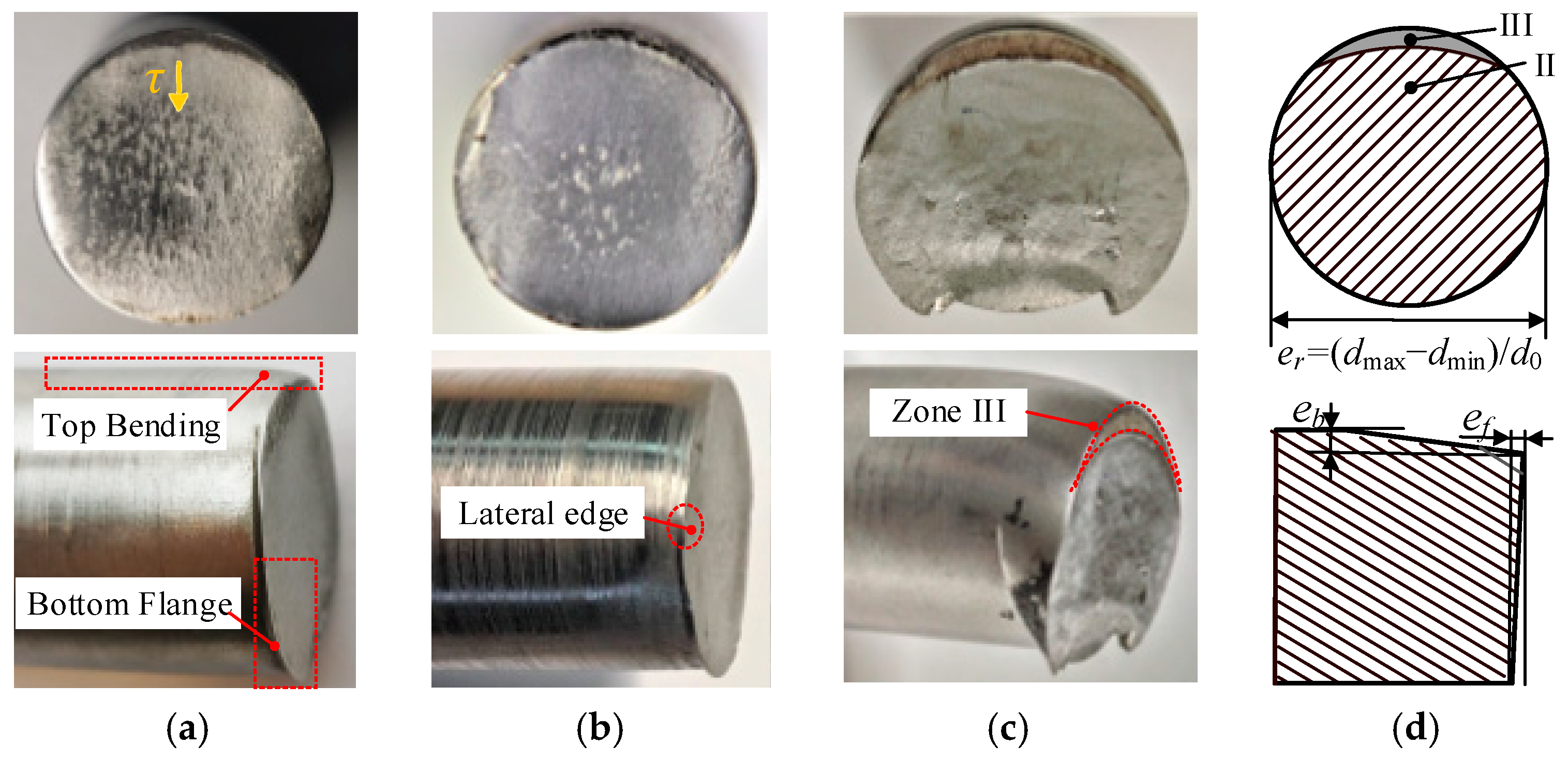
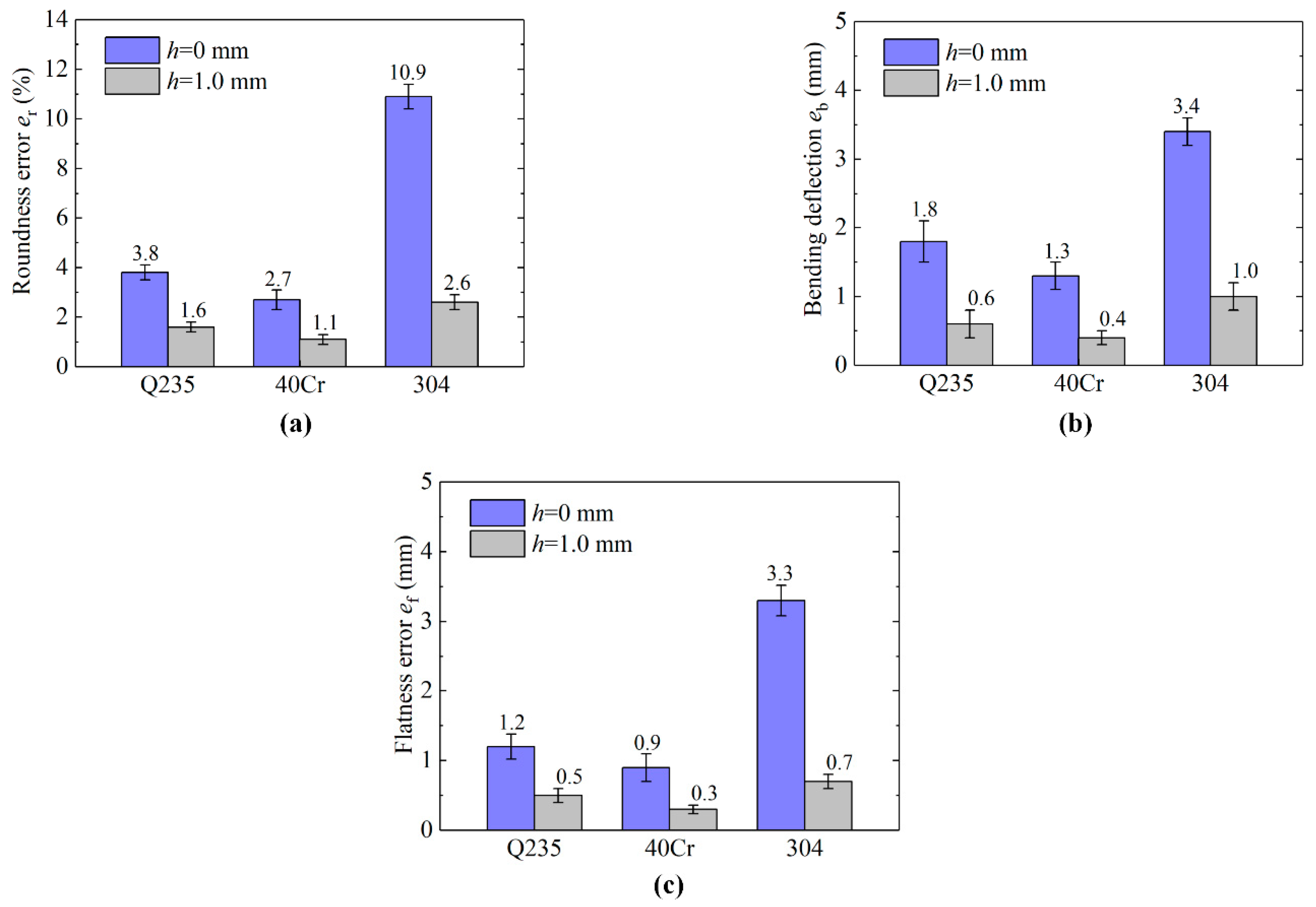
- The experimental results showed that this LAHSS method effectively inhibited the plastic distortion and improves section quality: the roundness error improves from 2.7%–10.9% to 1.1%–2.6%, Max. bending deflection decrease from 1.3–3.4 mm to 0.4–1.0 mm, and flatness error drops from 0.9–3.3 mm to 0.3–0.7 mm for the three types of bar material. The section quality decreases with the increasing of the axial clearance from 0.2 mm to 1 mm and 2 mm.
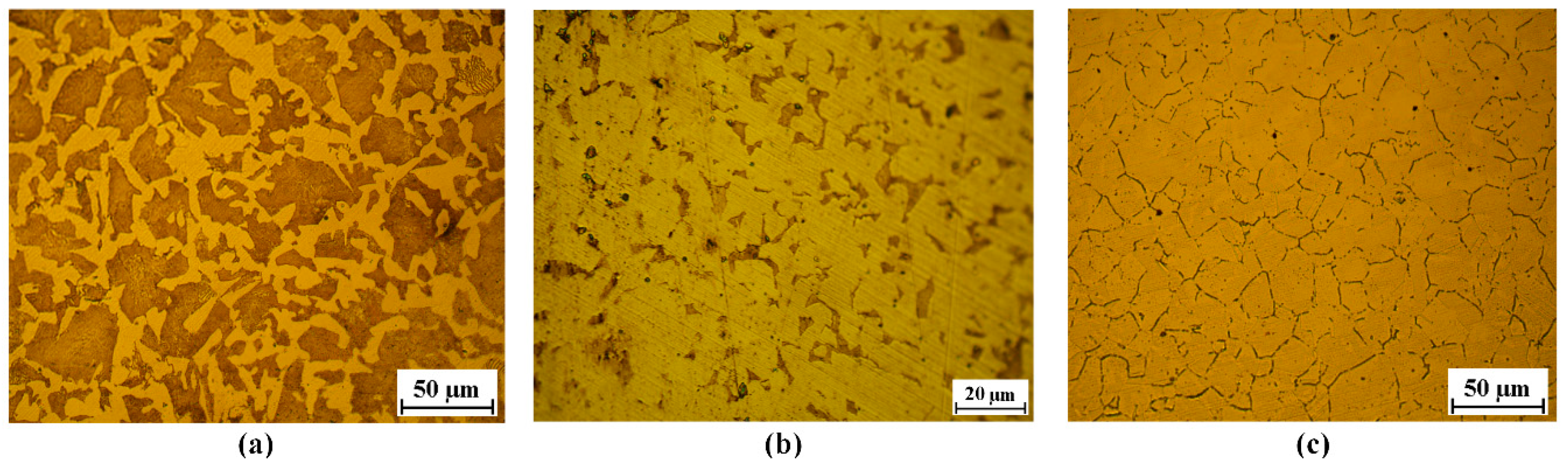
- The fractographic analysis reveals that the crack initiation is related to alternative V-shape micro-notches at the laser-affected zone; the predominant fracture mechanism involves mode II microvoid coalescence at the main fracture plane; smaller and less elongated dimples were formed in 40Cr steels due to higher number density of grains and pinning effect of second-phase particles compared to Q235 and 304 steel bars.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Opening angle of the kerf | ||
| Material parameters of the Johnson-Cook flow stress model | ||
| Axial clearance between the movable and the fixed shear dies | ||
| Radial clearance between the shear dies and the metal bar | ||
| Material parameters of the Johnson-Cook fracture model | ||
| Original, maximum, and minimum diameters of the fracture section | ||
| Increment of time | ||
| Johnson-Cook normalized cumulative damage value | ||
| Three principle stresses | ||
| Average of the three principal stresses | ||
| Von Mises equivalent stress | ||
| Stress triaxiality | ||
| Reference strain rate | ||
| Three principle strain rates | ||
| Equivalent plastic strain rate | ||
| Equivalent plastic strain | ||
| Increment of equivalent plastic strain | ||
| Equivalent fracture strain | ||
| Maximum bending deflection of blank | ||
| Flatness error of blank | ||
| Roundness error of blank | ||
| Kinetic energy of hammer | ||
| Loading force by hammer | ||
| Maximum loading force | ||
| Shearing displacement | ||
| Efficiency in the impact stroke | ||
| Kerf depth | ||
| Gas adiabatic constant | ||
| Cropping length of blank | ||
| Hammer mass | ||
| Total mass of the floating block and the movable shear die | ||
| Gas pressure before expansion | ||
| Gas pressure after expansion | ||
| Curvature radius of the kerf tip | ||
| Workpiece temperature | ||
| Melting temperature | ||
| Reference temperature | ||
| Loading speed of the hammer | ||
| Gas volume before expansion | ||
| Gas volume after expansion | ||
| Kerf width | ||
| Work done by hammer gravity | ||
| Work done by gas expansion | ||
| Impact energy in shearing process | ||
| Working stroke of hammer |
References
- Zhao, R.; Zhao, S.; Zhong, B.; Tang, Y. Experimental investigation on new low cycle fatigue precision cropping process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 229, 1470–1476. [Google Scholar] [CrossRef]
- Li, J.; Qiu, H.; Zhang, D.W.; Zhao, S.; Zhao, Y. Acoustic emission characteristics in eccentric rotary cropping process of stainless steel tube. Int. J. Adv. Manuf. Technol. 2017, 92, 777–788. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, X.; Wang, H.; Zhao, S.; Li, N.; Zhang, D. Research on critical loading force in precision cropping system based on hydraulic compensation. Int. J. Mech. Sci. 2018, 142–143, 44–50. [Google Scholar] [CrossRef]
- Zhong, B.; Zhao, S.; Zhao, R.; Guo, T. Investigation on the influences of clearance and notch-sensitivity on a new type of metal-bar non-chip fine-cropping system. Int. J. Mech. Sci. 2013, 76, 144–151. [Google Scholar] [CrossRef]
- Hu, C.; Chen, L.; Zhao, Z.; Li, J.; Li, Z. Study on the pre-shearing cropping process of steel bars. Int. J. Adv. Manuf. Technol. 2018, 97, 783–793. [Google Scholar] [CrossRef]
- Organ, A.J.; Mellor, P.B. Mechanics of High-Speed Bar Cropping. Proc. Inst. Mech. Eng. Conf. Proc. 1965, 180, 151–162. [Google Scholar]
- Thipprakmas, S.; Jin, M.; Murakawa, M. An investigation of material flow analysis in fineblanking process. J. Mater. Process. Technol. 2007, 192–193, 237–242. [Google Scholar] [CrossRef]
- Chen, J.; Wang, Y.; Yu, D.; Zhang, Z. Brittle precision cropping of metal materials. Int. J. Mach. Tools Manuf. 1992, 32, 415–424. [Google Scholar]
- Song, J.L.; Li, Y.T.; Liu, Z.Q.; Fu, J.H.; Ting, K.L. Numerical simulation and experiments of precision bar cutting based on high speed and restrained state. Mater. Sci. Eng. A 2009, 499, 225–229. [Google Scholar] [CrossRef]
- Armstrong, R.W.; Walley, S.M. High strain rate properties of metals and alloys. Int. Mater. Rev. 2008, 53, 105–128. [Google Scholar] [CrossRef]
- Singh, N.K.; Cadoni, E.; Singha, M.K.; Gupta, N.K. Dynamic tensile and compressive behaviors of mild steel at wide range of strain rates. J. Eng. Mech. 2013, 139, 1197–1206. [Google Scholar] [CrossRef]
- Longère, P.; Dragon, A. Dynamic vs. quasi-static shear failure of high strength metallic alloys: Experimental issues. Mech. Mater. 2015, 80, 203–218. [Google Scholar] [CrossRef]
- Henschel, S.; Krüger, L. Dynamic crack initiation measurements in a four-point split Hopkinson bending device. Eng. Fract. Mech. 2015, 133, 62–75. [Google Scholar] [CrossRef]
- Dong, Y.; Li, J.; Ren, Y.; Fan, S.; Zhao, S. Laser-assisted cyclic chipless splitting for hard-to-cut thick wall tubes and fatigue fracture mechanism analysis. Int. J. Mech. Sci. 2020, 168, 105308. [Google Scholar] [CrossRef]
- Zheng, L.; Kou, S.; Yang, S.; Li, L.; Li, F. A study of process parameters during pulsed Nd:YAG laser notching of C70S6 fracture splitting connecting rods. Opt. Laser Technol. 2010, 42, 985–993. [Google Scholar] [CrossRef]
- Dai, L.; Niu, G.; Ma, M. Microstructure Evolution and Mechanical Properties of Tempered 5140 Alloy Steel after Proton Irradiation at Different Temperatures. Materials 2020, 13, 2910. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.; Zhan, G.; He, L.; Zou, Z.; Zhou, T.; Du, F. Tribological performance of micro-groove tools of improving tool wear resistance in turning AISI 304 process. Materials 2020, 13, 1236. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Y.; Song, J.; Fu, J.; Ju, L.; Du, S.; Ting, K.L. Design and research on the precise bar cutting machine based on high speed and restrained state. In Proceedings of the IET Conference Publications, Hangzhou, China, 6–7 November 2006; pp. 333–336. [Google Scholar]
- Lei, B.; Li, Y.; Liu, J. Research on the energy economization of electro-hydraulic hammer. Chin. J. Mech. Eng. 2000, 13, 64–69. [Google Scholar] [CrossRef]
- Zappalorto, M.; Lazzarin, P.; Yates, J.R. Elastic stress distributions for hyperbolic and parabolic notches in round shafts under torsion and uniform antiplane shear loadings. Int. J. Solids Struct. 2008, 45, 4879–4901. [Google Scholar] [CrossRef]
- Banerjee, A.; Dhar, S.; Acharyya, S.; Datta, D.; Nayak, N. Determination of Johnson cook material and failure model constants and numerical modelling of Charpy impact test of armour steel. Mater. Sci. Eng. A 2015, 640, 200–209. [Google Scholar] [CrossRef]
- Lou, Y.; Huh, H. Prediction of ductile fracture for advanced high strength steel with a new criterion: Experiments and simulation. J. Mater. Process. Technol. 2013, 213, 1284–1302. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.; Hou, X.; Zhao, J. Influences of cutting speed and material mechanical properties on chip deformation and fracture during high-speed cutting of inconel 718. Materials 2018, 11, 461. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lou, Y.; Huh, H. Extension of a shear-controlled ductile fracture model considering the stress triaxiality and the Lode parameter. Int. J. Solids Struct. 2013, 50, 447–455. [Google Scholar] [CrossRef] [Green Version]
- Bai, Y.; Wierzbicki, T. A new model of metal plasticity and fracture with pressure and Lode dependence. Int. J. Plast. 2008, 24, 1071–1096. [Google Scholar] [CrossRef]
- Dong, Y.; Ren, Y.; Fan, S.; Wang, Y.; Zhao, S. Investigation of notch-induced precise splitting of different bar materials under high-speed load. Materials 2020, 13, 2461. [Google Scholar] [CrossRef]
- Prawoto, Y.; Fanone, M.; Shahedi, S.; Ismail, M.S.; Wan Nik, W.B. Computational approach using Johnson-Cook model on dual phase steel. Comput. Mater. Sci. 2012, 54, 48–55. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | h (mm) | E (kJ) | |||
|---|---|---|---|---|---|
| 1 | 1.0 | 15.6 | 4.9 | 0.2 | 0.2 |
| 2 | 0.0 | 15.6 | 4.9 | 0.2 | 0.2 |
| 3 | 1.0 | 15.6 | 4.9 | 1.0 | 0.2 |
| 4 | 1.0 | 15.6 | 4.9 | 2.0 | 0.2 |
| Materials | Johnson–Cook Plasticity Parameters | Damage Parameters | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| A(Mpa) | B(MPa) | n | m | C | d1 | d2 | d3 | d4 | d5 | ||
| Q235 [27] | 213 | 53 | 0.345 | 0.81 | 0.055 | 0.004 | 0.05 | 3.44 | −2.12 | 0.002 | 0.61 |
| 40Cr [28] | 792 | 510 | 0.26 | 1.03 | 0.014 | 1 | 0.1 | 0.76 | –1.57 | 0.005 | –0.84 |
| 304 [27] | 310 | 1000 | 0.65 | 1 | 0.07 | 0.1 | 0.53 | 0.5 | −6.8 | −0.014 | 0.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, Y.; Ning, J.; Dong, P.; Ren, Y.; Zhao, S. Investigation of Fracture Behavior and Mechanism in High-Speed Precise Shearing for Metal Bars with Prefabricated Fracture-Start Kerfs. Materials 2020, 13, 4073. https://doi.org/10.3390/ma13184073
Dong Y, Ning J, Dong P, Ren Y, Zhao S. Investigation of Fracture Behavior and Mechanism in High-Speed Precise Shearing for Metal Bars with Prefabricated Fracture-Start Kerfs. Materials. 2020; 13(18):4073. https://doi.org/10.3390/ma13184073
Chicago/Turabian StyleDong, Yuanzhe, Jinqiang Ning, Peng Dong, Yujian Ren, and Shengdun Zhao. 2020. "Investigation of Fracture Behavior and Mechanism in High-Speed Precise Shearing for Metal Bars with Prefabricated Fracture-Start Kerfs" Materials 13, no. 18: 4073. https://doi.org/10.3390/ma13184073