Effect of Placement Technology on the Bond Strength Between Two Layers of Self-Compacting Concrete



Abstract
:1. Introduction
2. Materials and Methods
2.1. Concrete Mixture
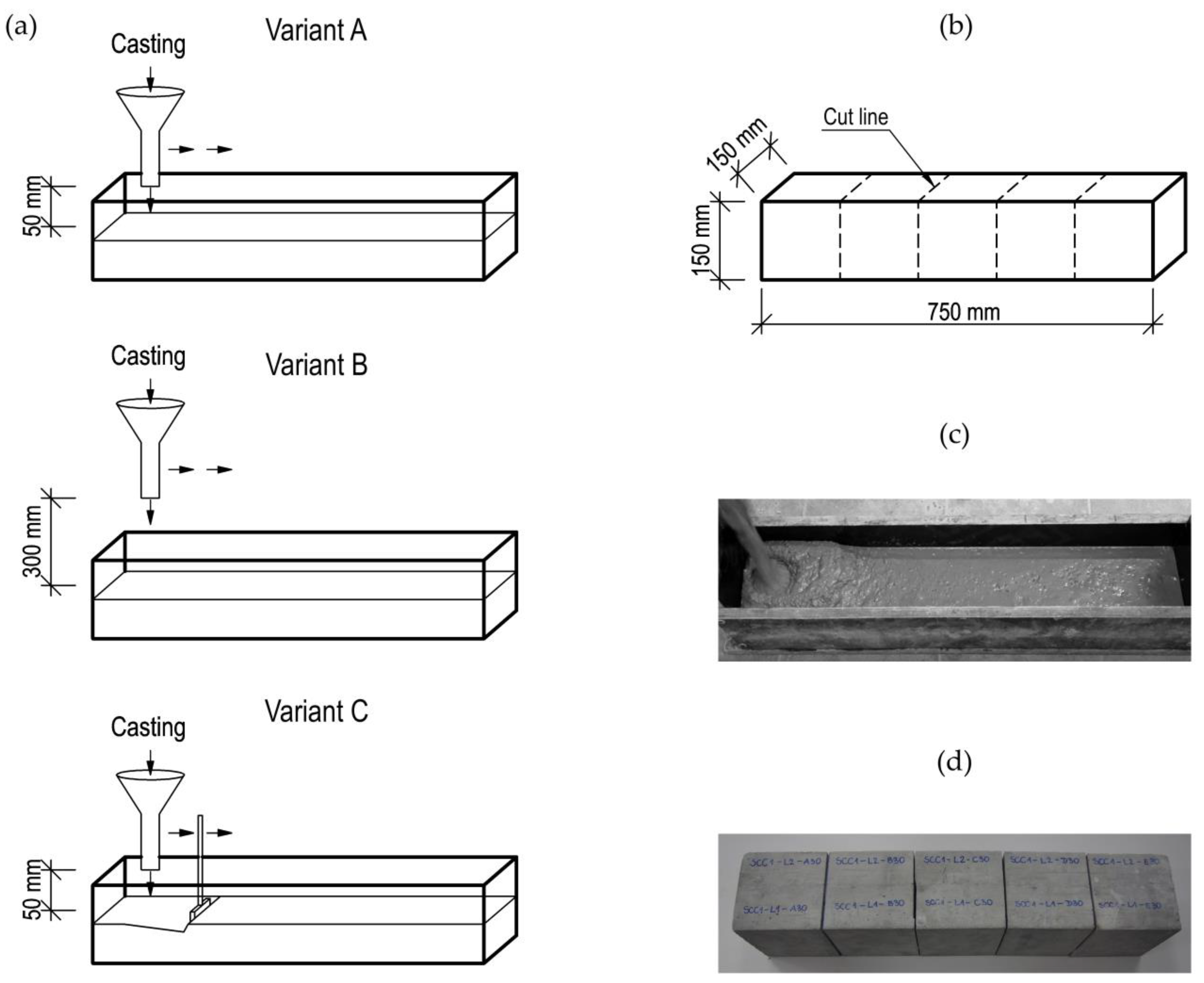
2.2. Test Specimens
2.3. Test Procedures
2.3.1. Fresh Mix Property Tests
2.3.2. Hardened Concrete Tests
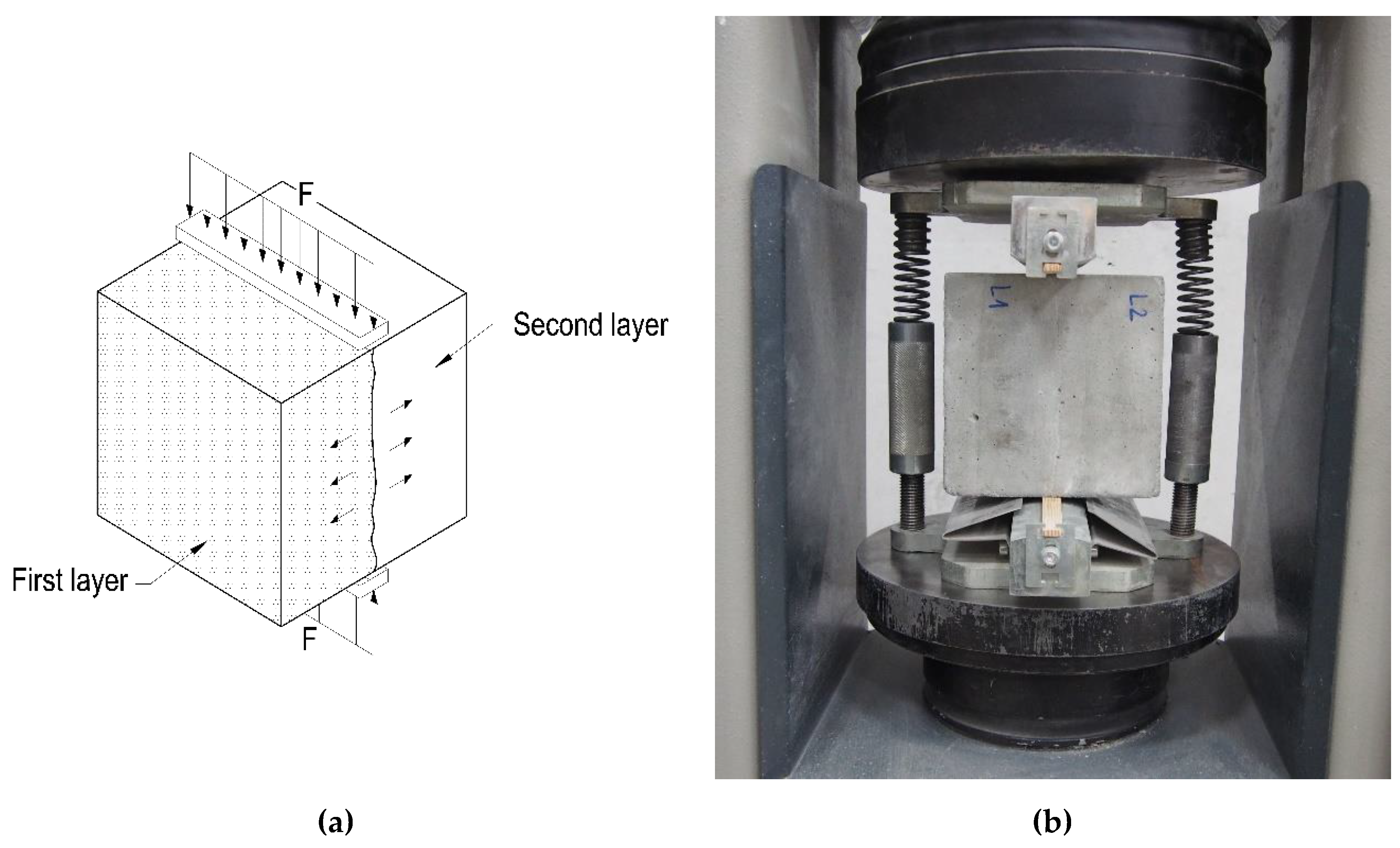
2.3.3. Test of the Bond Strength in the Multilayer Casting of SCC
3. Results
3.1. Fresh Mix Properties and Concrete Strength
3.2. Bond Strength Between Two Concrete Layers
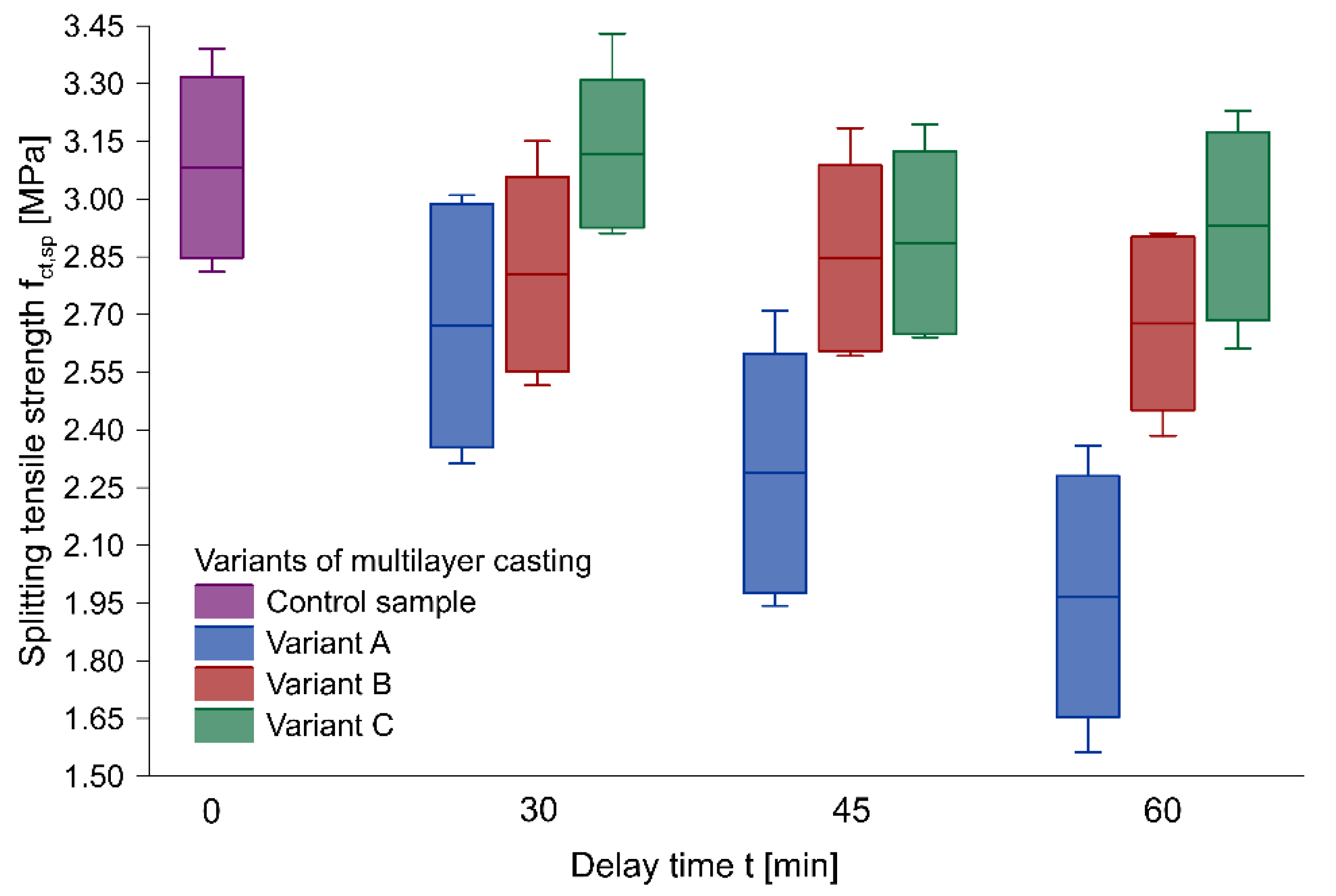
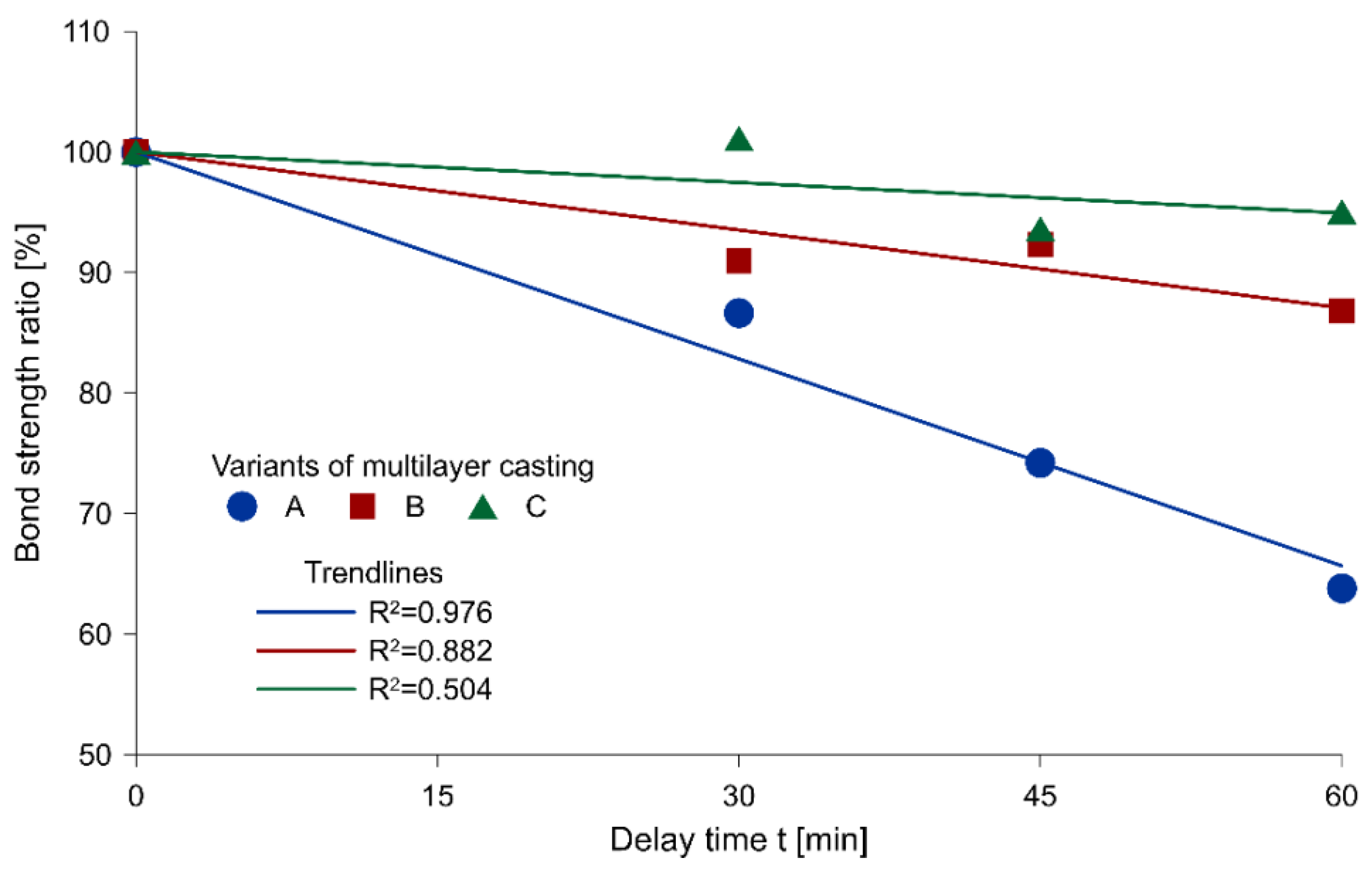
3.3. Effect of Multilayer Casting Variants on the Bond Strength
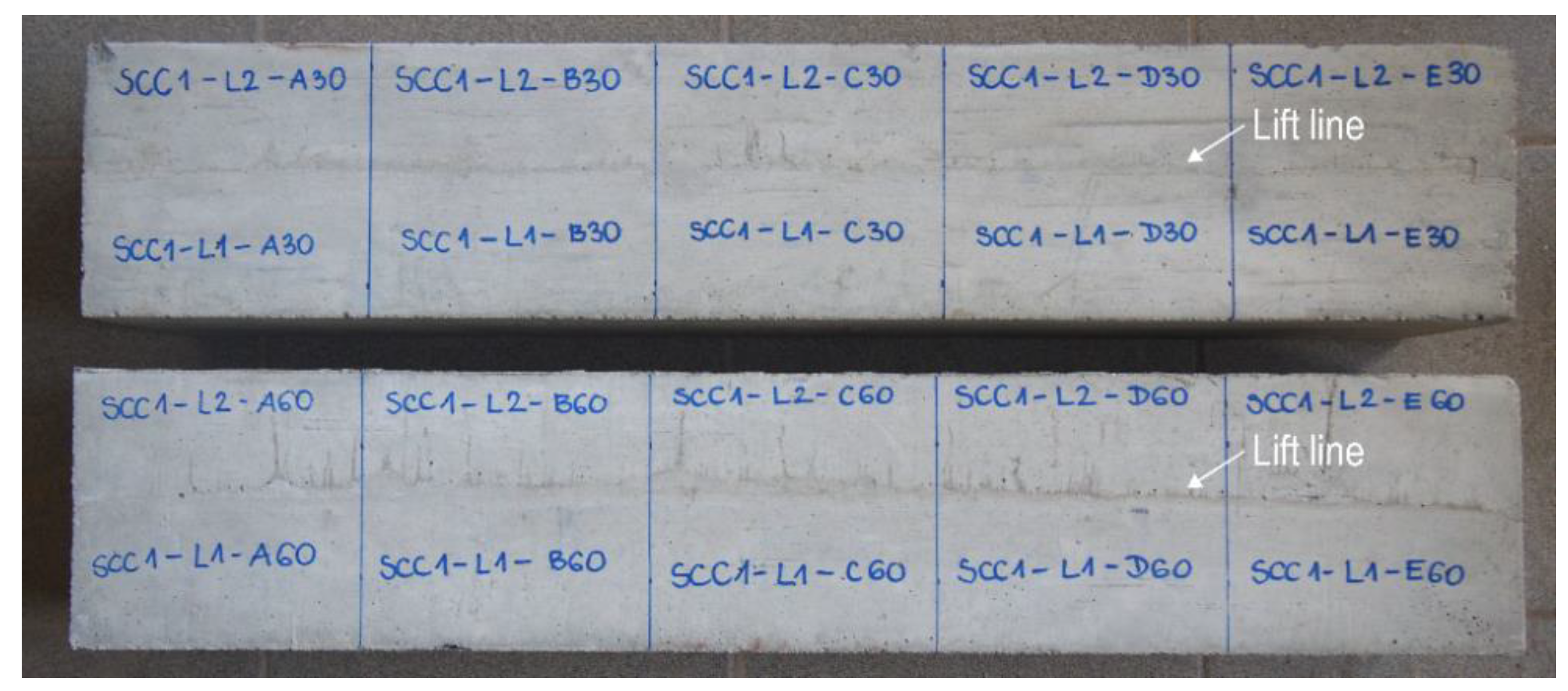
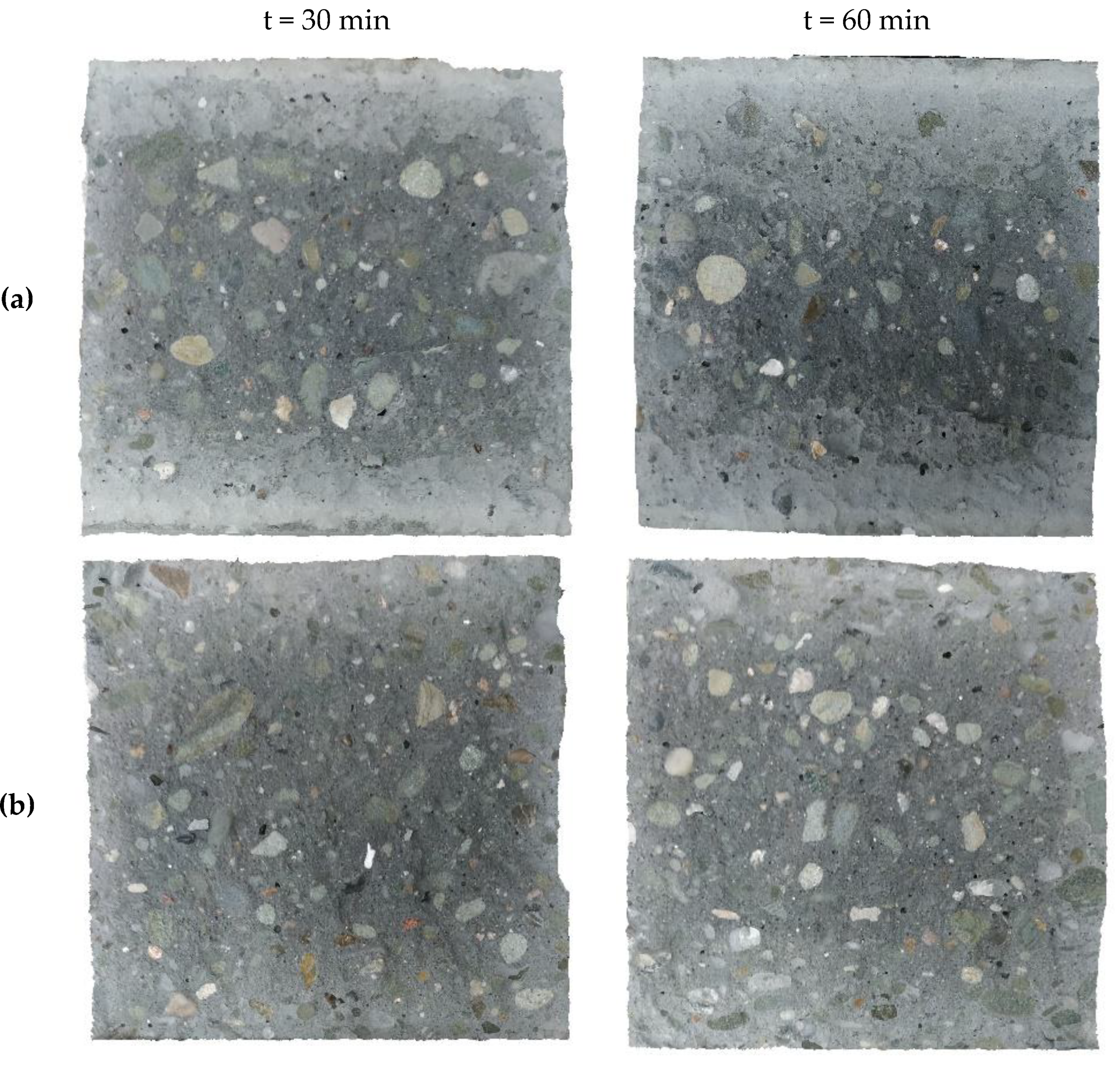
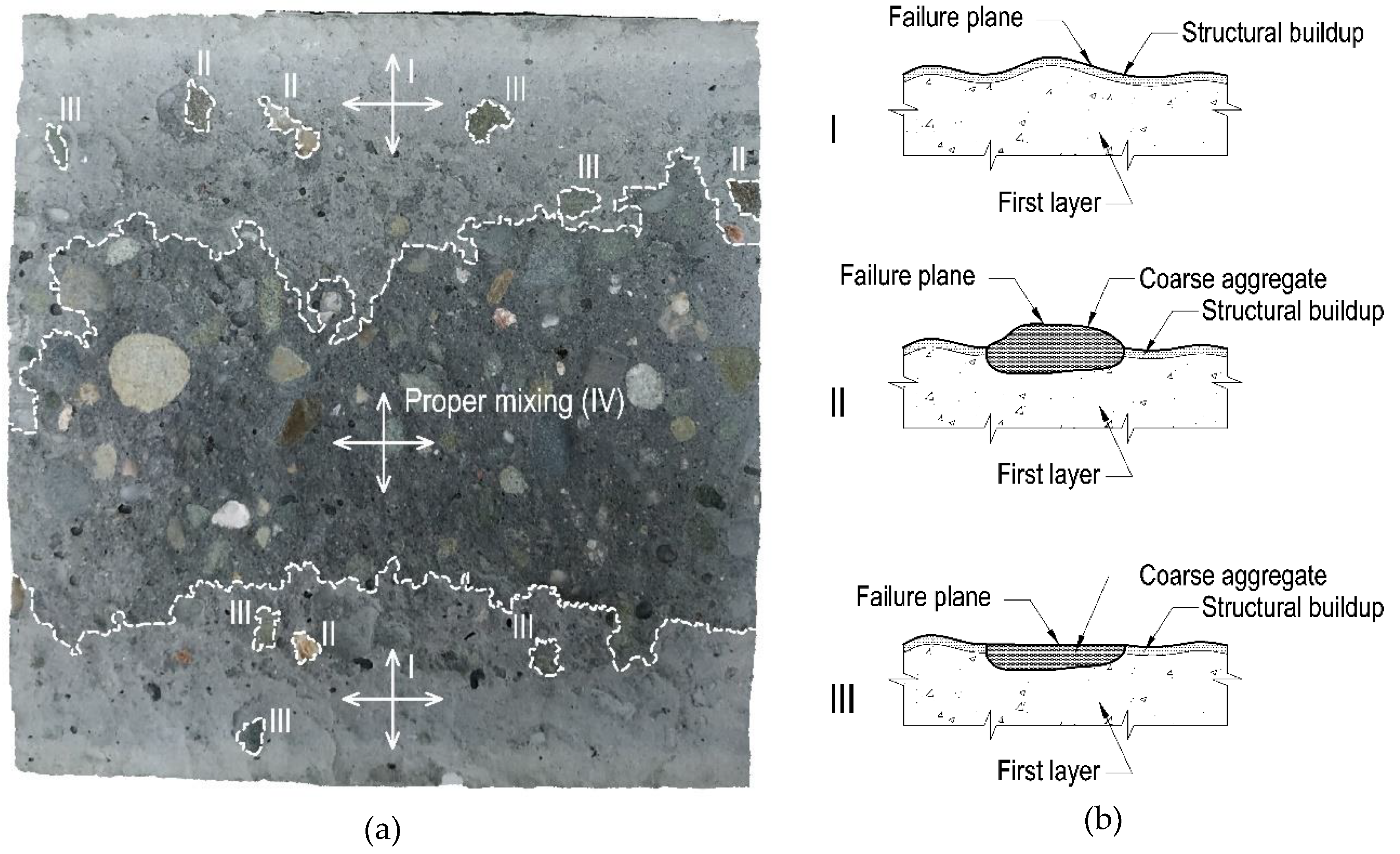
3.4. Bond Failure Mechanism
4. Discussion
5. Conclusions
- In general, a reduction in bond strength between the layers was noted as the delay time between layers was extended. The most significant decrease was obtained in the case of Variant A in the entire range of research. For the delay times of 30, 45, and 60 min, the average reduction of bond strength in relation to the control sample for Variant A was 13%, 26%, and 36%, respectively, and for Variant B, was 8.8%, 7.5%, and 13%, respectively. In the case of Variant C, hardly any change was obtained for the 30 min delay time and for the 45 and 60 min delay times, the decrease was 6% and 5%, respectively;
- The analysis of the failure surface condition showed that in Variant A, the proper mixing of subsequent layers is limited. This resulted from the structural buildup at rest of the first layer and the lack of a sufficient impact required for its plasticization. The larger the area of the intact surface of the first layer, the lower the bond strength between two layers. Variants B and C of placement technology caused the previously laid mixture to properly restore a plastic state on the surface, thus enabling its efficient mixing with the new one. In these technologies, no visible discolorations and traces were observed at the contact of layers—the so-called lift line;
- Based on the investigations, it is recommended that subsequent layers of SCC be placed so that the previously laid mix can be superficially plasticized, thus facilitating its bonding to the new layer. It is suggested that the method of either mechanical surface mixing or increasing the height from which the next batch of SCC is poured should be applied. If the variant of an increased casting height is adopted, the mix should be dropped over the entire surface of the component without a fixed single casting point.
Author Contributions
Funding
Conflicts of Interest
References
- ACI Committee 237. ACI 237 R-07: Self-Consolidating Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2007; ISBN 9780870312441. [Google Scholar]
- European Committee for Standardization EN 206:2016. Concrete—Specification, Performance, Production and Conformity; European Committee for Standardization: Brussels, Belgium, 2016. [Google Scholar]
- European Committee for Standardization EN 13670:2009. Execution of Concrete Structures; European Committee for Standardization: Brussels, Belgium, 2009. [Google Scholar]
- Cheng, D.C. Thixotropy—A review. Int. J. Cosmet. Sci. 1987, 9, 151–191. [Google Scholar] [CrossRef] [PubMed]
- Megid, W.A.; Khayat, K.H. Evaluating structural buildup at rest of self-consolidating concrete using workability tests. ACI Mater. J. 2018, 115, 257–265. [Google Scholar] [CrossRef]
- Megid, W.A.; Khayat, K.H. Effect of structural buildup at rest of self-consolidating concrete on mechanical and transport properties of multilayer casting. Constr. Build. Mater. 2019, 196, 626–636. [Google Scholar] [CrossRef]
- Roussel, N.; Cussigh, F. Distinct-layer casting of SCC: The mechanical consequences of thixotropy. Cem. Concr. Res. 2008, 38, 624–632. [Google Scholar] [CrossRef]
- Megid, W.A.; Khayat, K.H. Bond strength in multilayer casting of self-consolidating concrete. ACI Struct. J. 2017, 114, 467–476. [Google Scholar] [CrossRef] [Green Version]
- Khayat, K.H.; Omran, A.F.; Magdi, W.A. Evaluation of Thixotropy of Self-Consolidating Concrete and Influence on Concrete Performance. In Proceedings of the 3rd Iberian Congress on Self-Compacting Concrete, Progress and Opportunities, Madrid, Spain, 8–10 December 2012; pp. 1–14. [Google Scholar]
- Khayat, K.H.; Assaad, J.J. Use of thixotropy-enhancing agent to reduce formwork pressure exerted by self-consolidating concrete. ACI Mater. J. 2008, 105, 88–96. [Google Scholar]
- Assaad, J.J.; Khayat, K.H. Effect of Viscosity-Enhancing Admixtures on Formwork Pressure and Thixotropy of Self-Consolidating Concrete. ACI Mater. J. 2006, 103, 280–287. [Google Scholar]
- The Self-Compacting Concrete European Project Group. The European Guidelines for Self Compacting Concrete: Specification, Production and Use; International Bureau for Precast Concrete (BIBM): Dhaka, Bangladesh, 2005. [Google Scholar]
- RILEM TC 188-CSC. Casting of Self Compacting Concrete; Skarendahl, A., Billberg, P., Eds.; RILEM Publications: Bagneux, France, 2006. [Google Scholar]
- Dybeł, P.; Kucharska, M. Effect of bottom-up placing on bond properties of high-performance self-compacting concrete. Constr. Build. Mater. 2020, 243, 118182. [Google Scholar] [CrossRef]
- European Committee for Standarization EN 12620:2010. Aggregates for Concrete; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standarization EN 933-1:2012. Tests for Geometrical Properties of Aggregates. Determination of Particle Size Distribution. Sieving Method; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- De Schutter, G.; Bartos, P.J.M.; Domone, P. Self-Compacting Concrete; Whittles Publishing: Dunbeath, UK, 2008; ISBN 9781904445302. [Google Scholar]
- European Committee for Standardization EN 12350-8. Testing Fresh Concrete, Part 8: Self-Compacting Concrete—Slump-Flow Test; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standardization EN 12350-10. Testing Fresh Concrete, Part 10: Self-Compacting Concrete—L-Box Test; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- ASTM International ASTM C1611. Standard Test Method for Slump Flow of Self-Consolidating Concrete; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- European Committee for Standardization EN 12390-3. Testing Hardened Concrete. Compressive Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2009. [Google Scholar]
- European Committee for Standardization EN 12390-6. Testing Hardened Concrete. Tensile Splitting Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2009. [Google Scholar]
- Santos, P.M.D.; Júlio, E.N.B.S.; Silva, V.D. Correlation between concrete-to-concrete bond strength and the roughness of the substrate surface. Constr. Build. Mater. 2007, 21, 1688–1695. [Google Scholar] [CrossRef] [Green Version]
- Ozkul, T.; Kucuk, I. Design and optimization of an instrument for measuring bughole rating of concrete surfaces. J. Franklin Inst. 2011, 348, 1377–1392. [Google Scholar] [CrossRef]
- Dybeł, P.; Wałach, D. Evaluation of the Development of Bond Strength between Two Concrete Layers. IOP Conf. Ser. Mater. Sci. Eng. 2017, 245, 1–8. [Google Scholar] [CrossRef]
- Liu, W.; Pan, J. Filling capacity evaluation of self-compacting concrete in rock-filled concrete. Materials 2020, 13, 108. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Y.Y.; Jin, F.; Pan, J.W.; Xie, Y.T.; Wang, B.H. Grating-box test: A testing method for filling performance evaluation of self-compacting mortar in granular packs. Constr. Build. Mater. 2018, 181, 358–368. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent Materials | Composition [kg/m3] |
|---|---|
| Cement CEM II/B-V 32.5R | 360 |
| Water | 160 |
| Sand 0–2 mm | 700 |
| Gravel aggregate 2–8 mm | 350 |
| Gravel aggregate 8–16 mm | 350 |
| Fly ash | 90 |
| Superplasticizer | 2.8 |
| Mix Batch | Delay Time | Slump-Flow (mm) | Slump-Flow Class | Slump-Flow Time T500 (s) | Viscosity Class | Fresh Visual Stability Index | L-Box Ratio | L-Box Class |
|---|---|---|---|---|---|---|---|---|
| SCC-I | t = 0 min | 685 | SF2 | 1.7 | VS1 | 0 | 0.90 | PL2 |
| SCC-II | t = 0 min | 710 | SF2 | 1.9 | VS1 | 0 | 0.92 | PL2 |
| SCC-II | t = 15 min | 695 | SF2 | 2.1 | VS2 | 0 | 0.89 | PL2 |
| SCC-II | t = 30 min | 680 | SF2 | 2.5 | VS2 | 0 | 0.87 | PL2 |
| Mix Batch | Compressive Strength | Splitting Tensile Strength | ||
|---|---|---|---|---|
| fcc (MPa) | SD 1 (MPa) | fct,sp (MPa) | SD (MPa) | |
| SCC-I | 56.5 | 1.808 | 2.97 | 0.214 |
| SCC-II | 53.3 | 2.292 | 3.18 | 0.204 |
| Multilayer Casting Variant | Delay Time between Successive Layers | Reduction Rate in Bond Strength (MPa/min) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| t = 0 min 1 | t = 30 min | t = 45 min | t = 60 min | ||||||
| fct,sp (MPa) | SD 2 (MPa) | fct,sp (MPa) | SD (MPa) | fct,sp (MPa) | SD (MPa) | fct,sp (MPa) | SD (MPa) | ||
| A | 3.08 | 0.210 | 2.67 | 0.284 | 2.29 | 0.278 | 1.97 | 0.280 | 0.0186 |
| B | 2.81 | 0.226 | 2.85 | 0.216 | 2.68 | 0.201 | 0.0068 | ||
| C | 3.12 | 0.172 | 2.89 | 0.213 | 2.93 | 0.218 | 0.0025 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dybeł, P.; Kucharska, M. Effect of Placement Technology on the Bond Strength Between Two Layers of Self-Compacting Concrete. Materials 2020, 13, 3330. https://doi.org/10.3390/ma13153330
Dybeł P, Kucharska M. Effect of Placement Technology on the Bond Strength Between Two Layers of Self-Compacting Concrete. Materials. 2020; 13(15):3330. https://doi.org/10.3390/ma13153330
Chicago/Turabian StyleDybeł, Piotr, and Milena Kucharska. 2020. "Effect of Placement Technology on the Bond Strength Between Two Layers of Self-Compacting Concrete" Materials 13, no. 15: 3330. https://doi.org/10.3390/ma13153330
APA StyleDybeł, P., & Kucharska, M. (2020). Effect of Placement Technology on the Bond Strength Between Two Layers of Self-Compacting Concrete. Materials, 13(15), 3330. https://doi.org/10.3390/ma13153330