Effect of Load on the Corrosion Behavior of Friction Stir Welded AA 7075-T6 Aluminum Alloy

 , ,
, ,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Welds
2.2. Metallographic Analysis
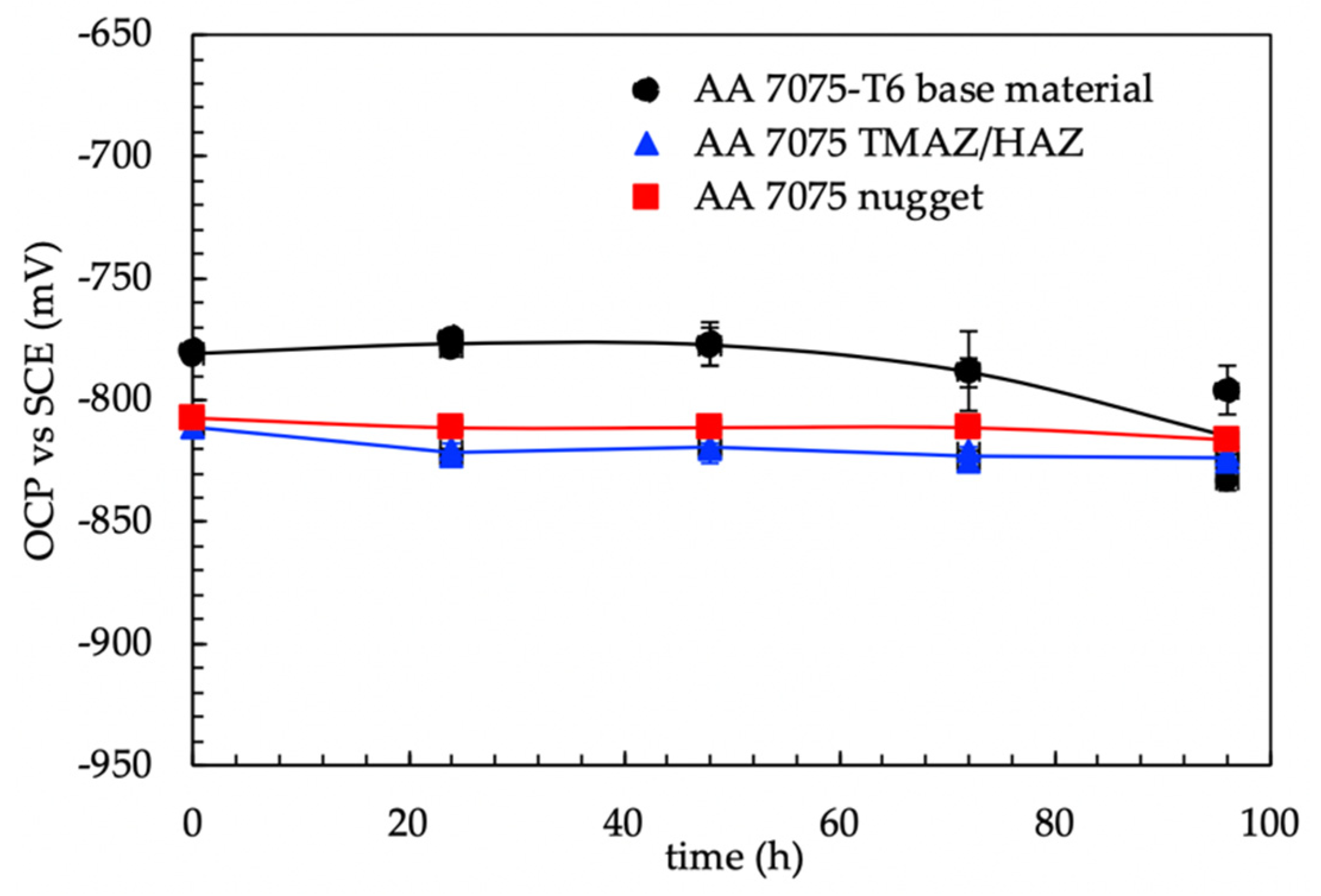
2.3. OCP Monitoring
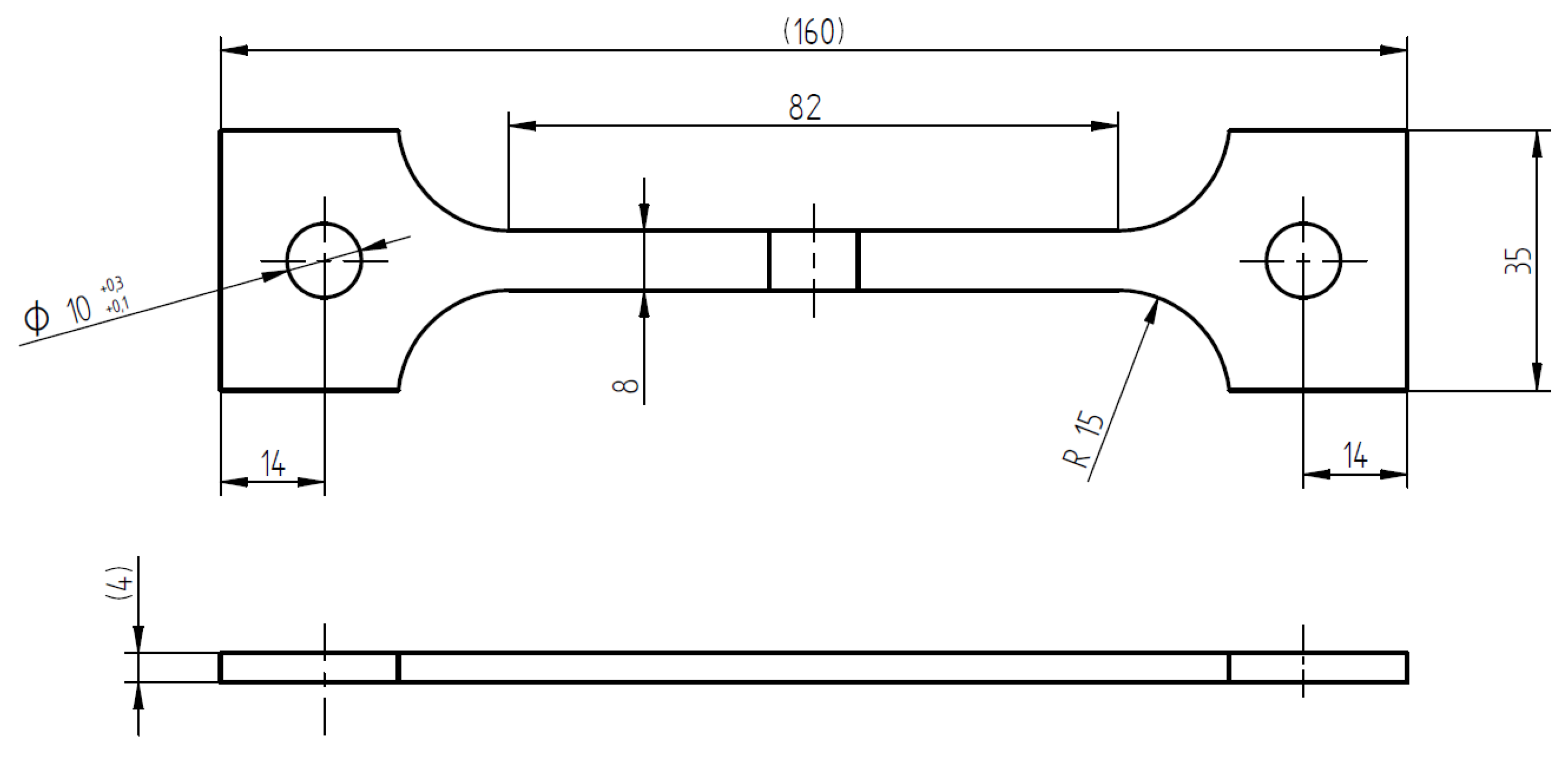
2.4. Four-Point Bending Tests
2.5. Constant Load Tests
2.6. Slow Strain-Rate Tests
3. Results
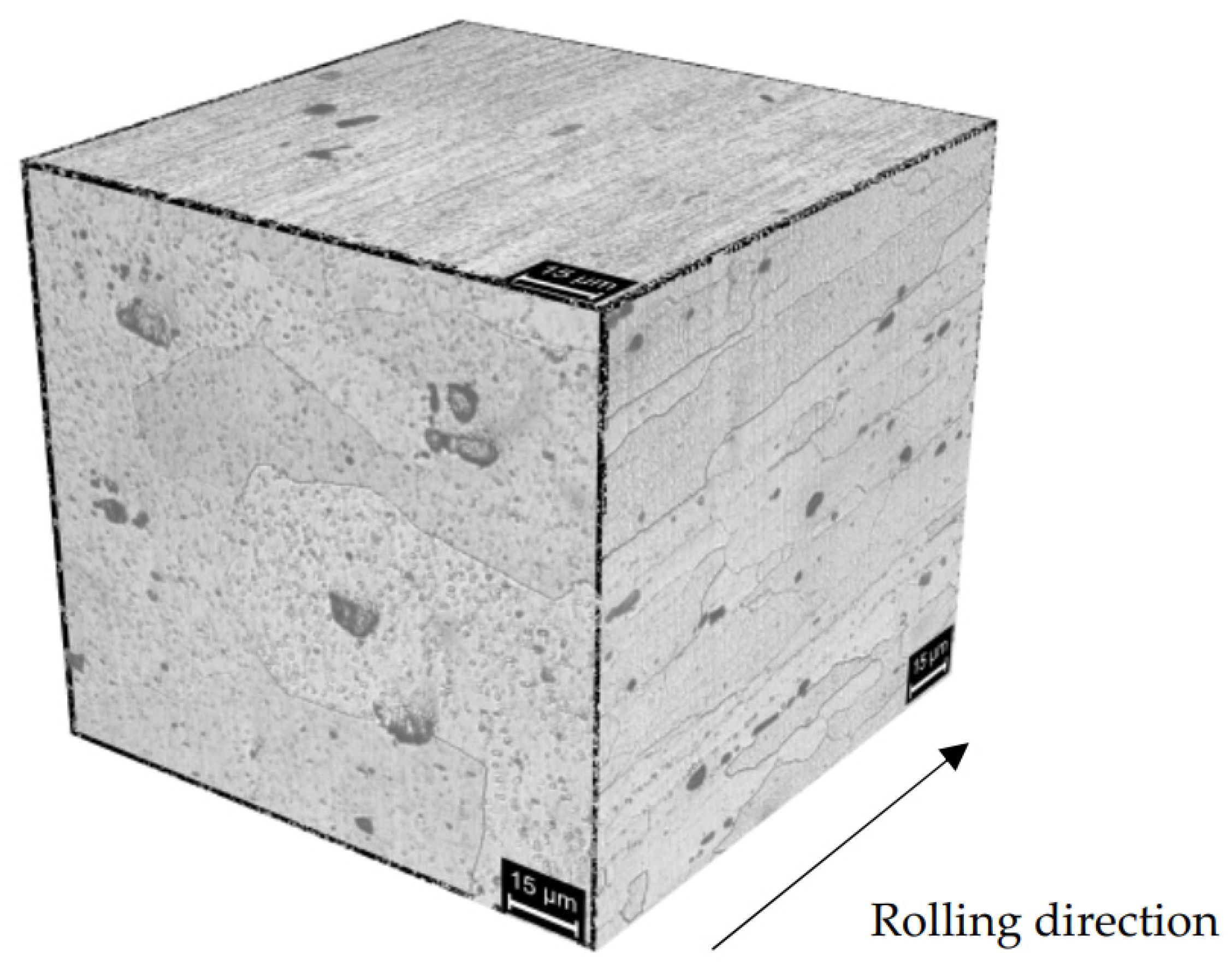
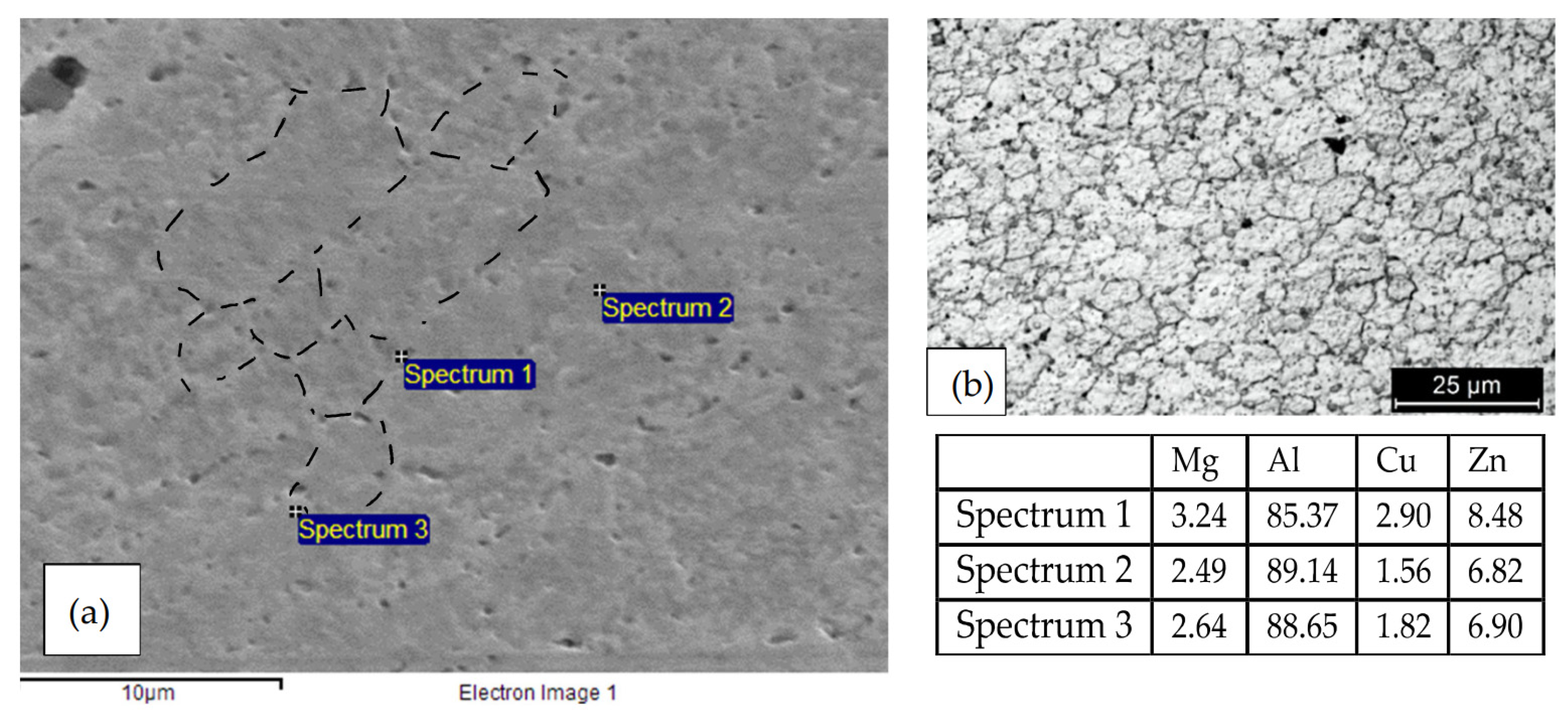
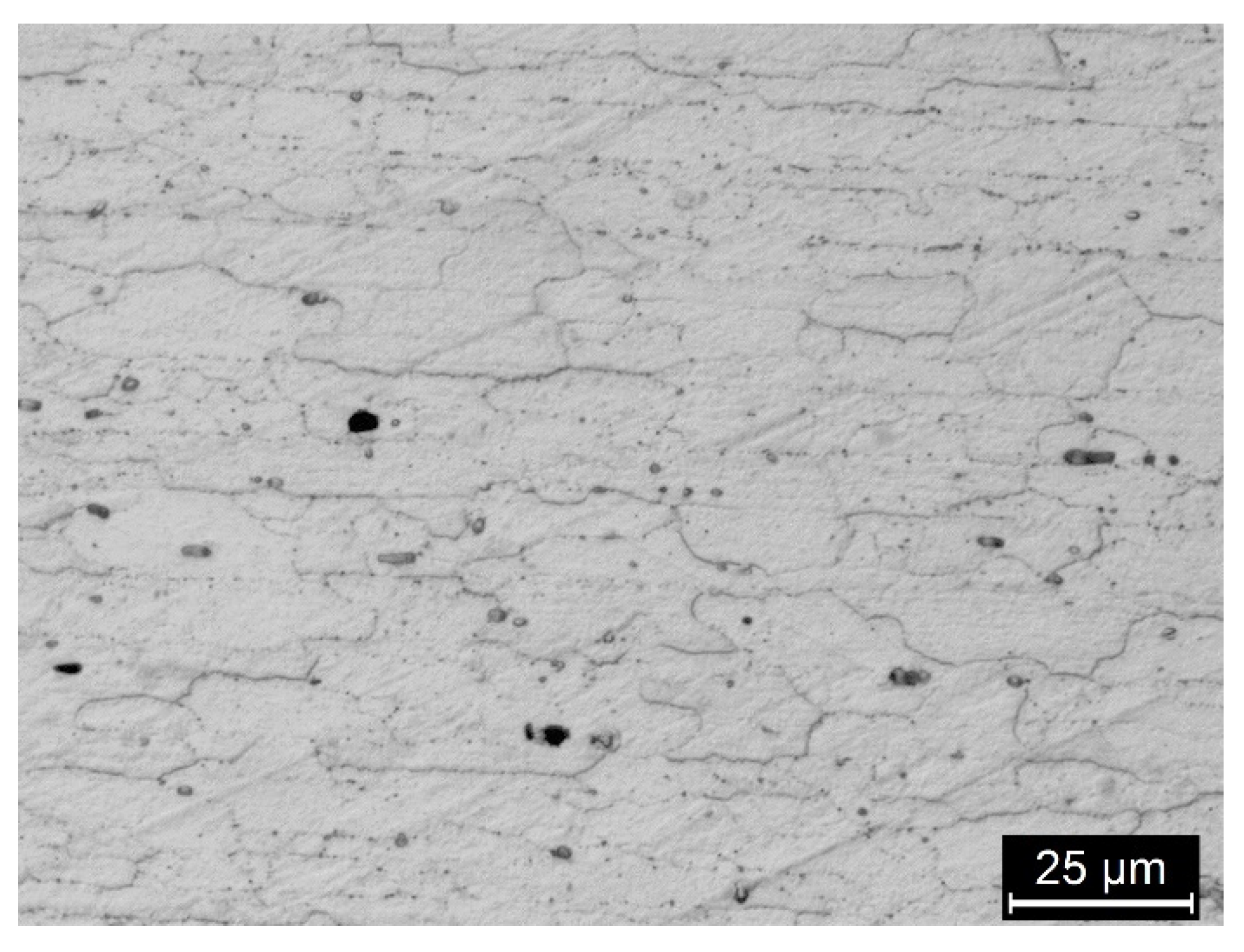
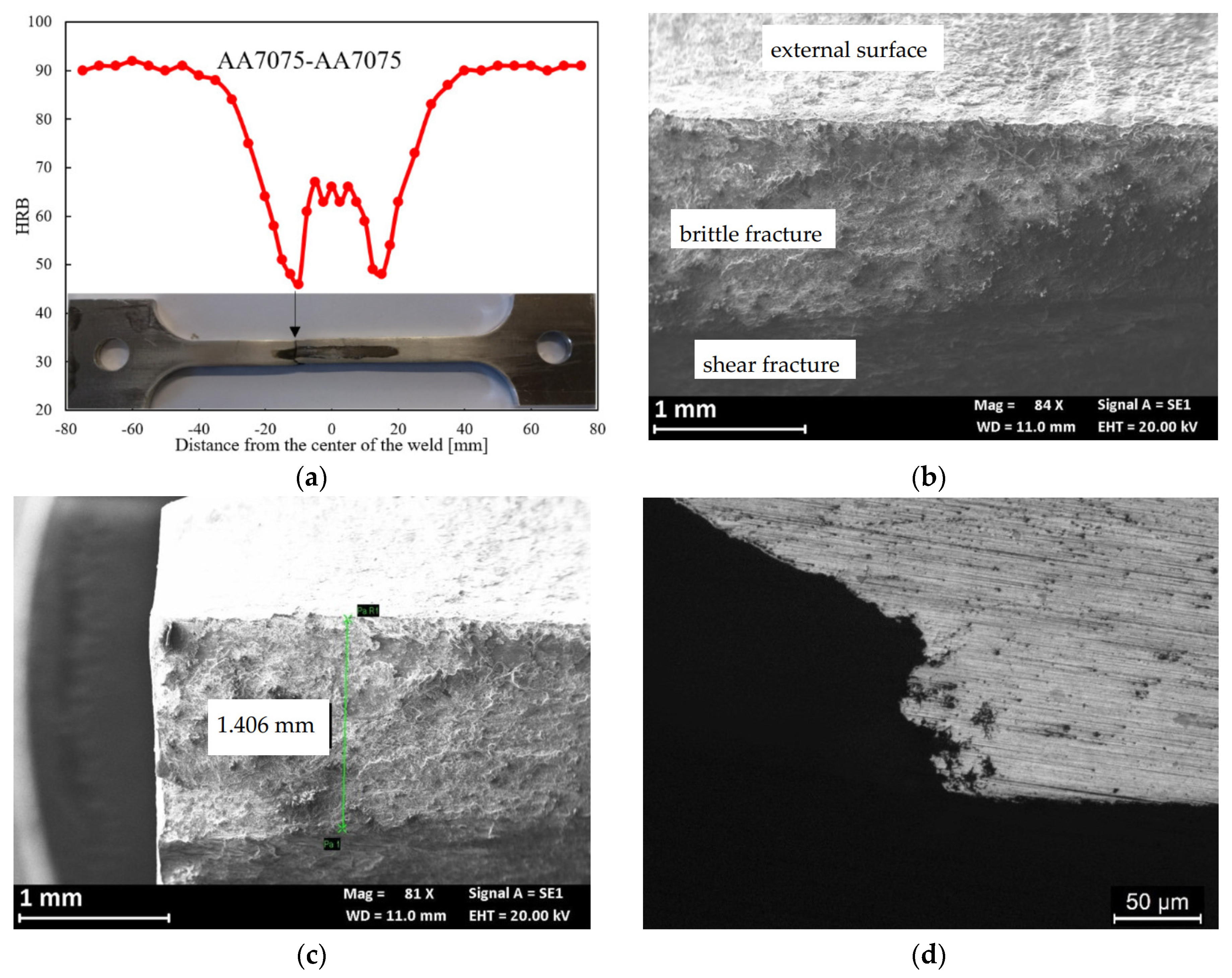
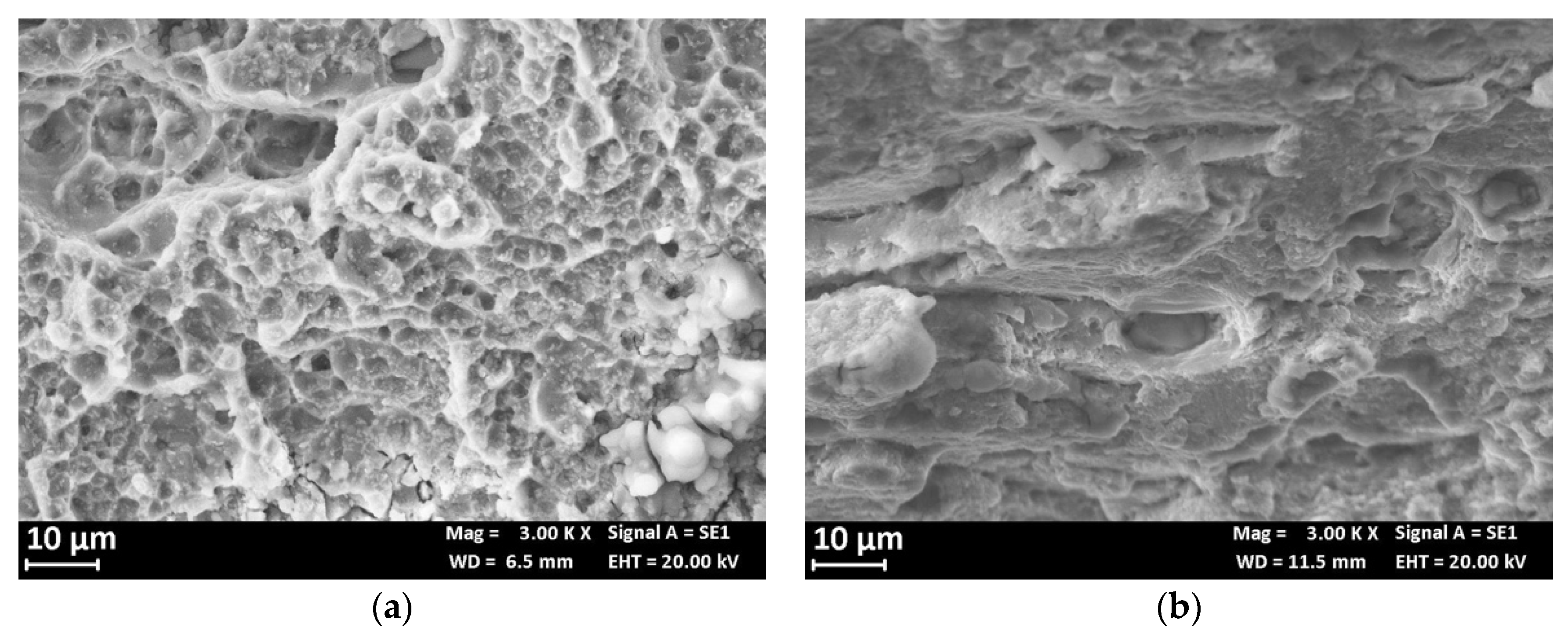
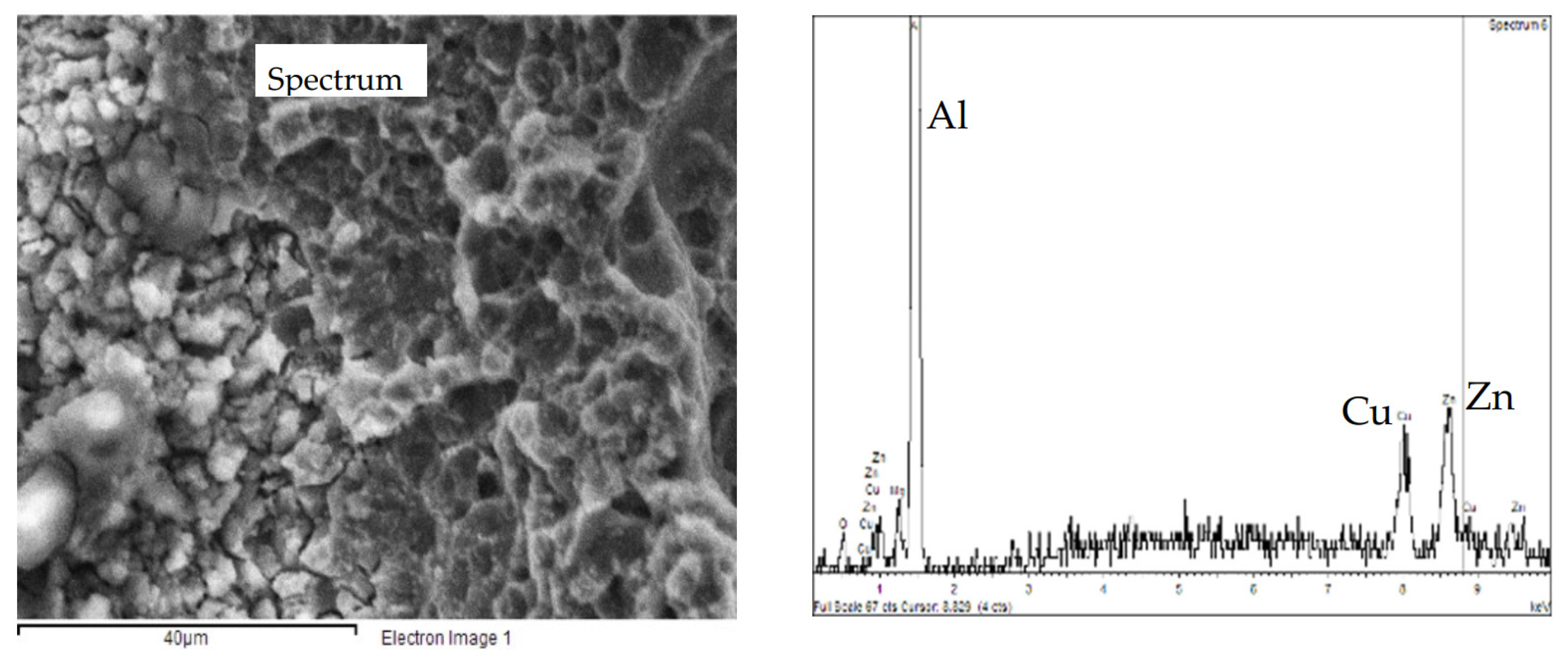
3.1. Metallographic Analysis
3.2. 4PBB Specimens
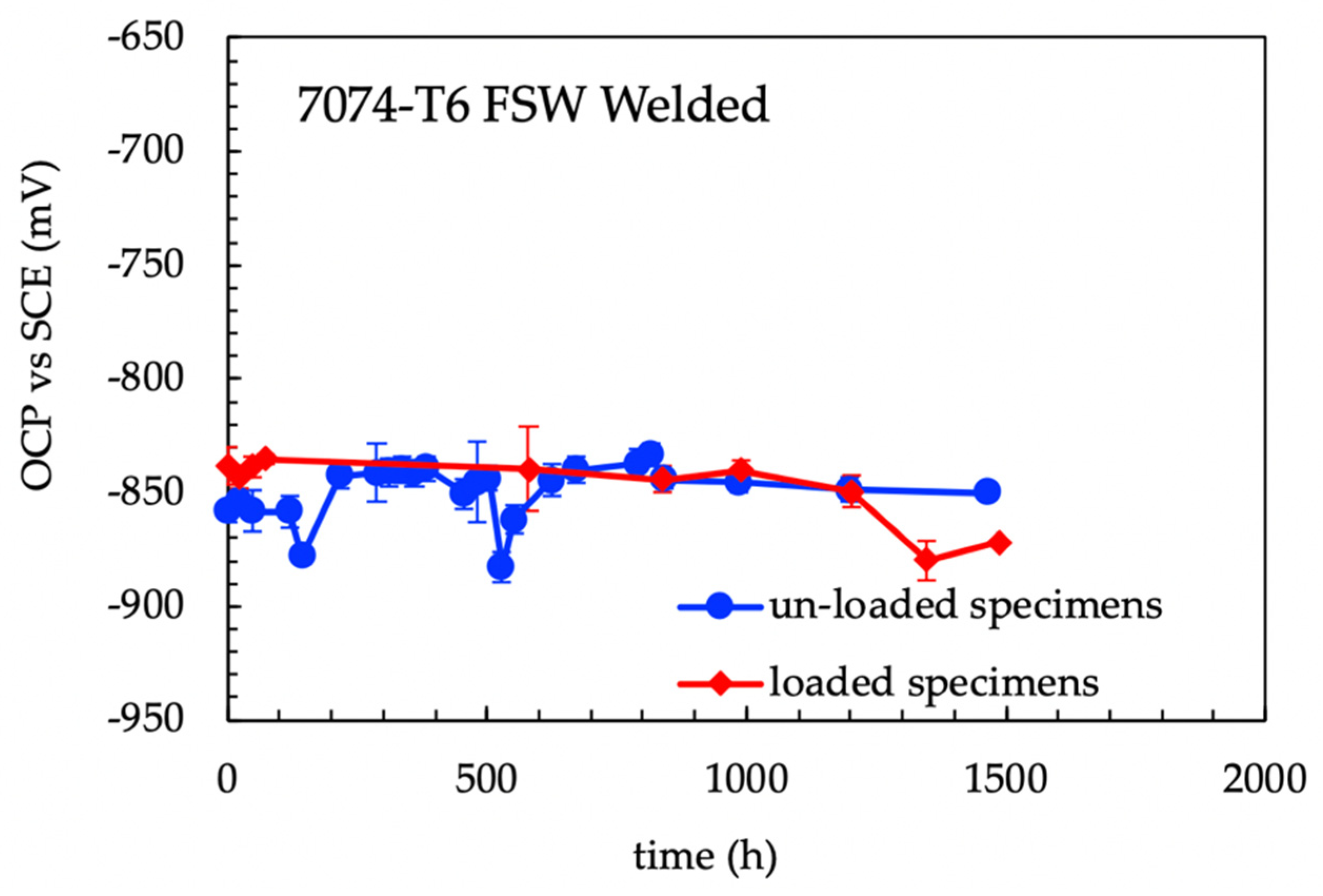
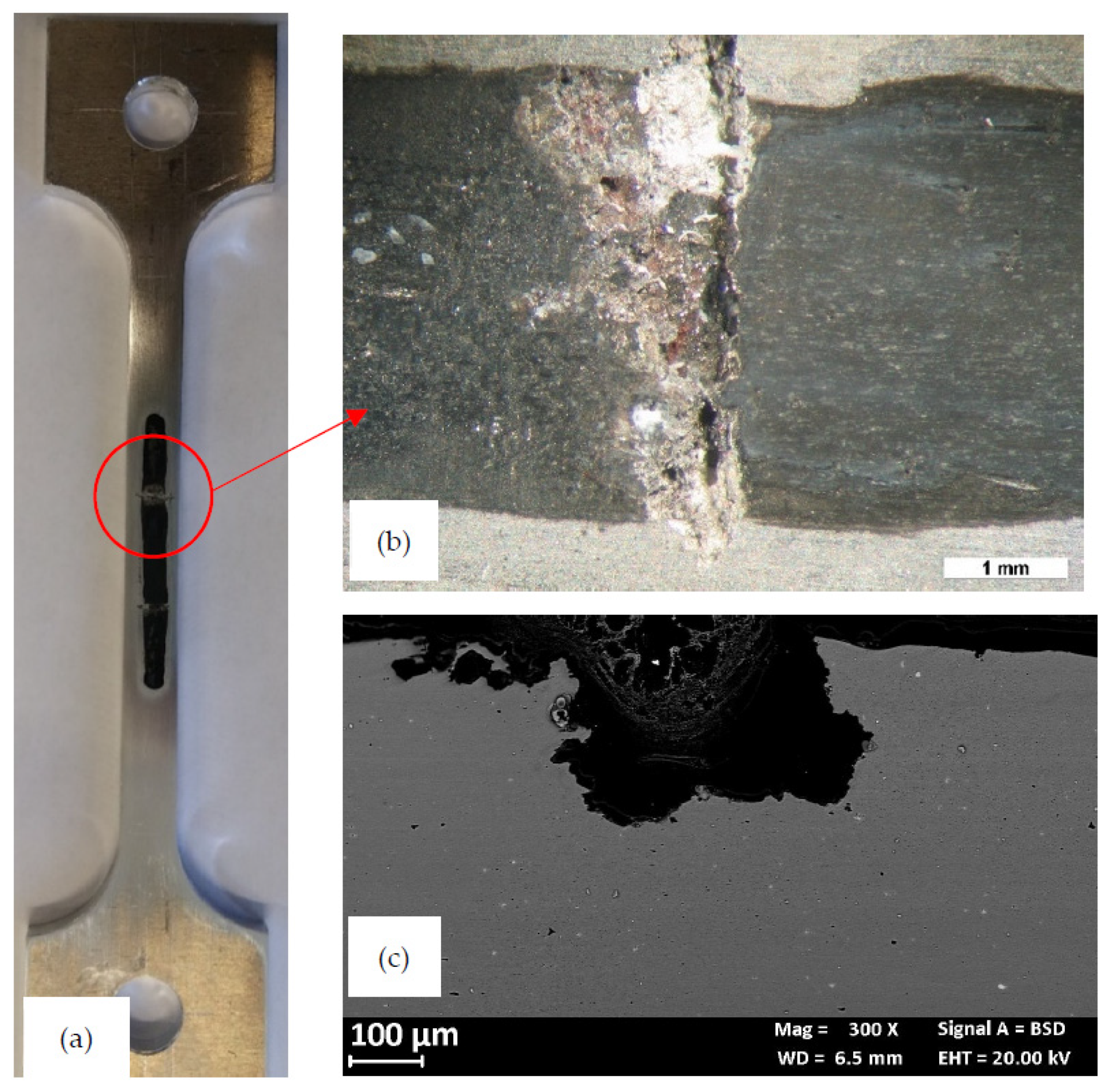
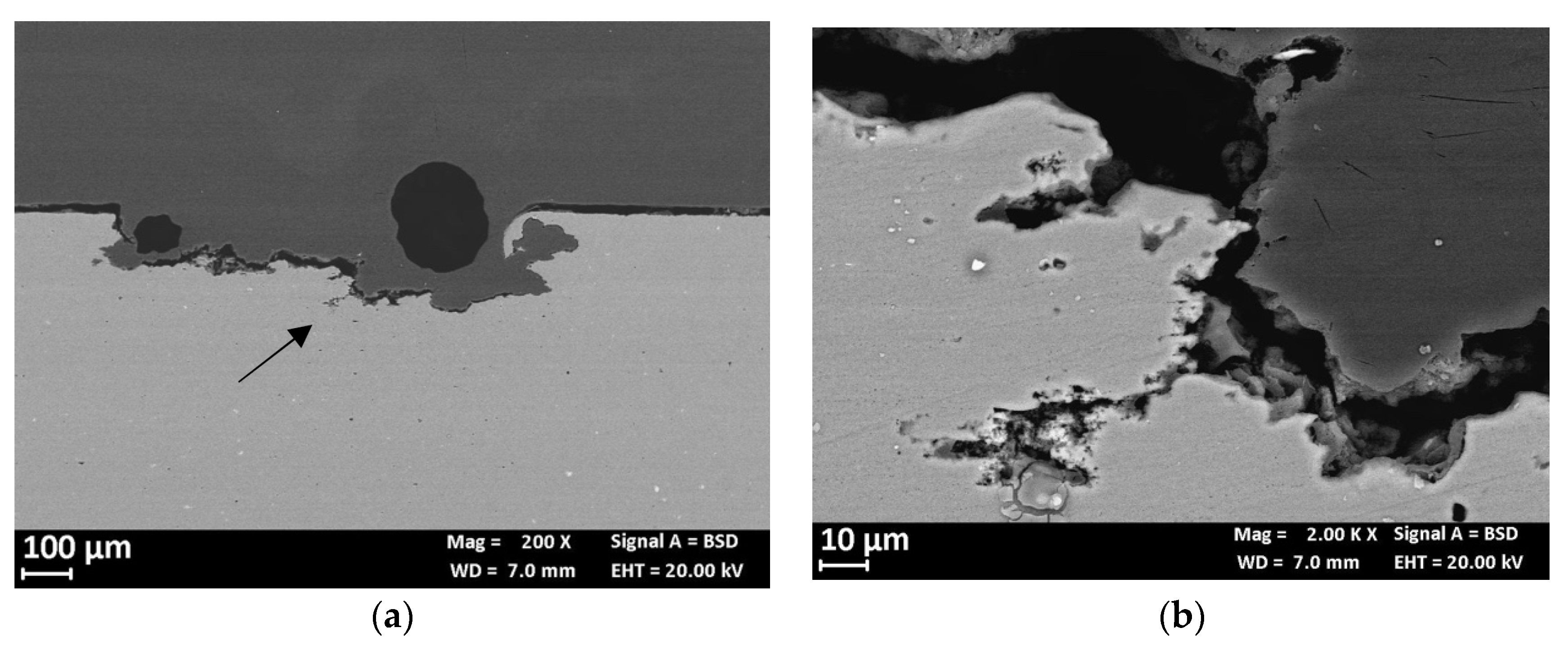
3.3. Constant Loading (CL) Tests
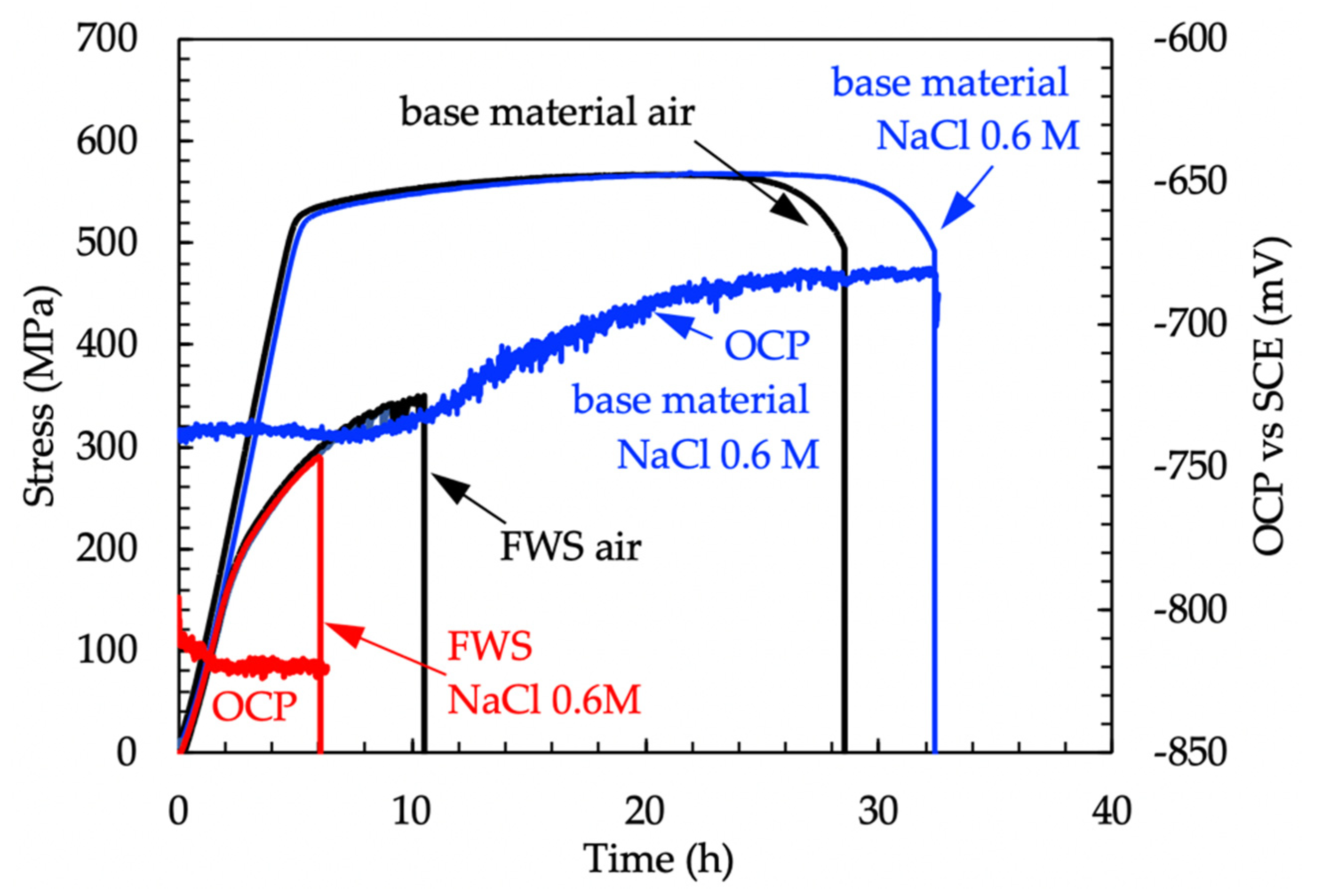
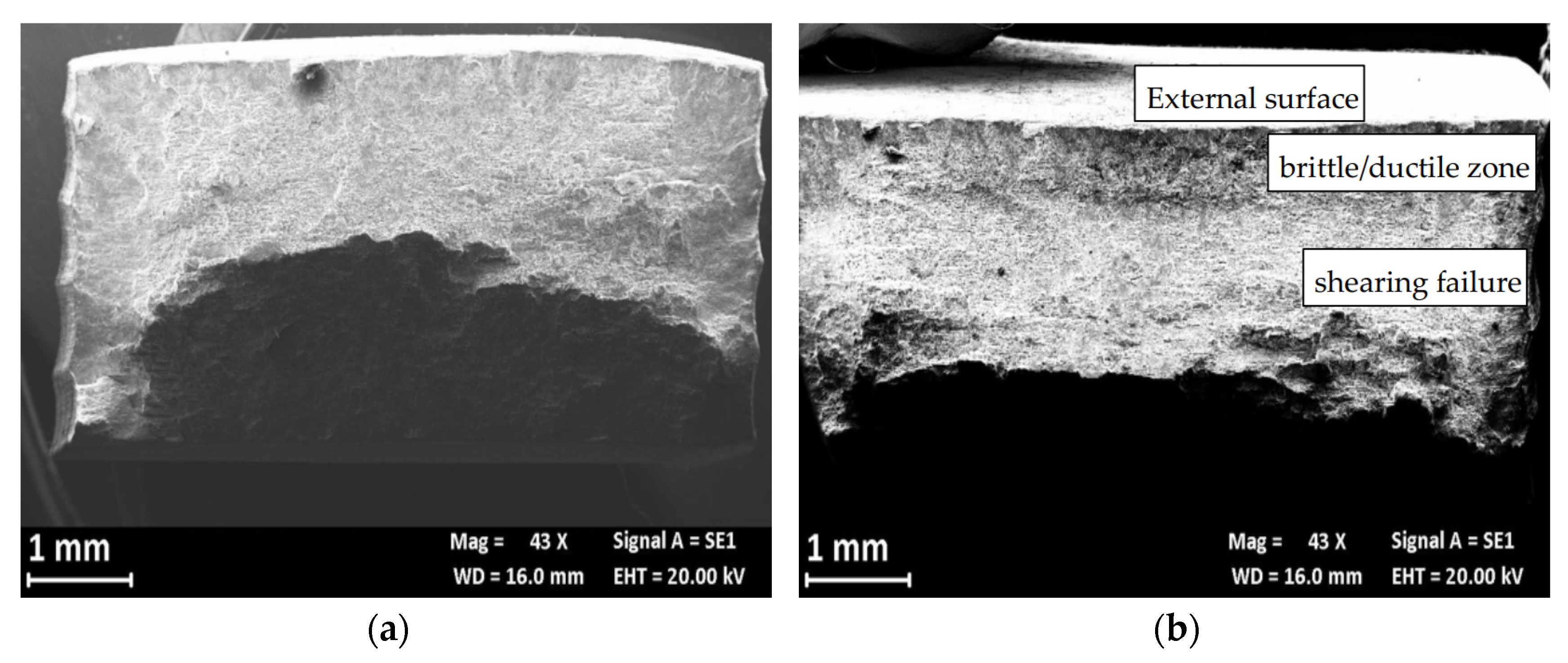
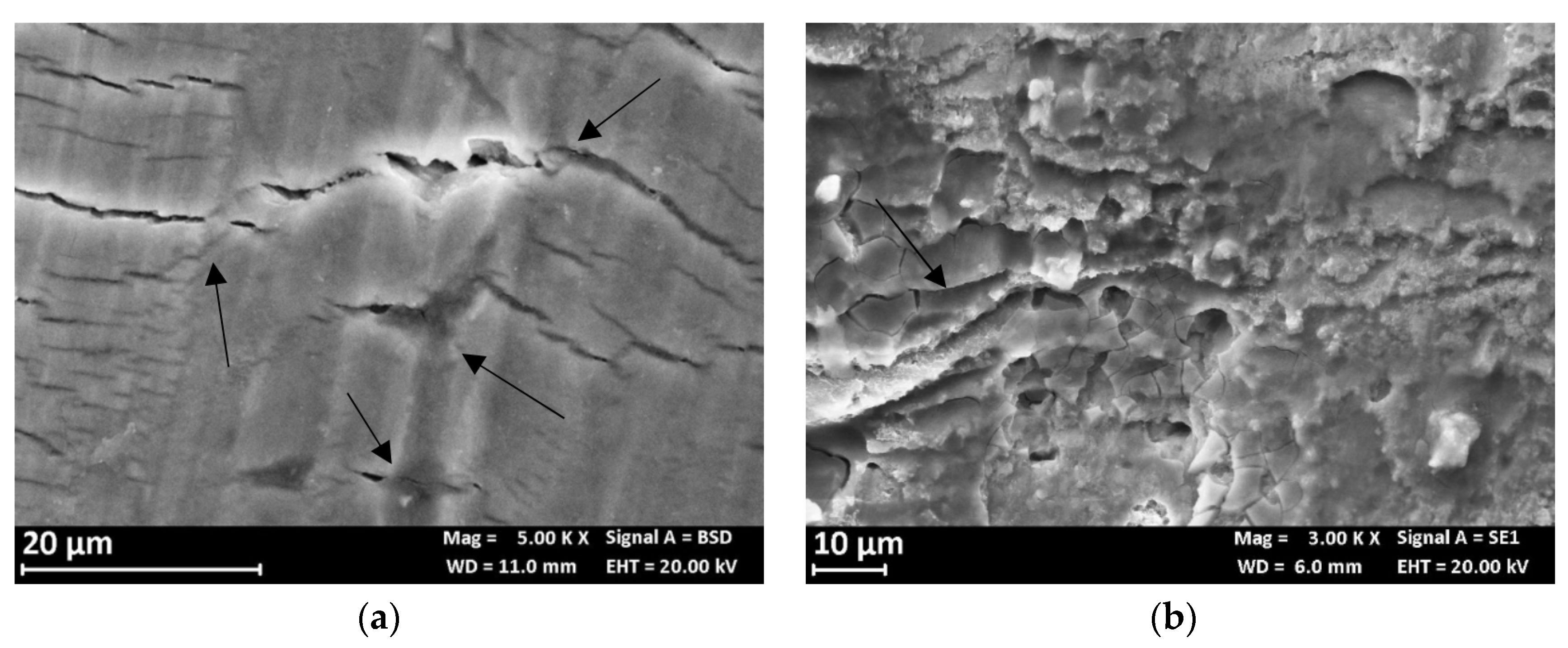
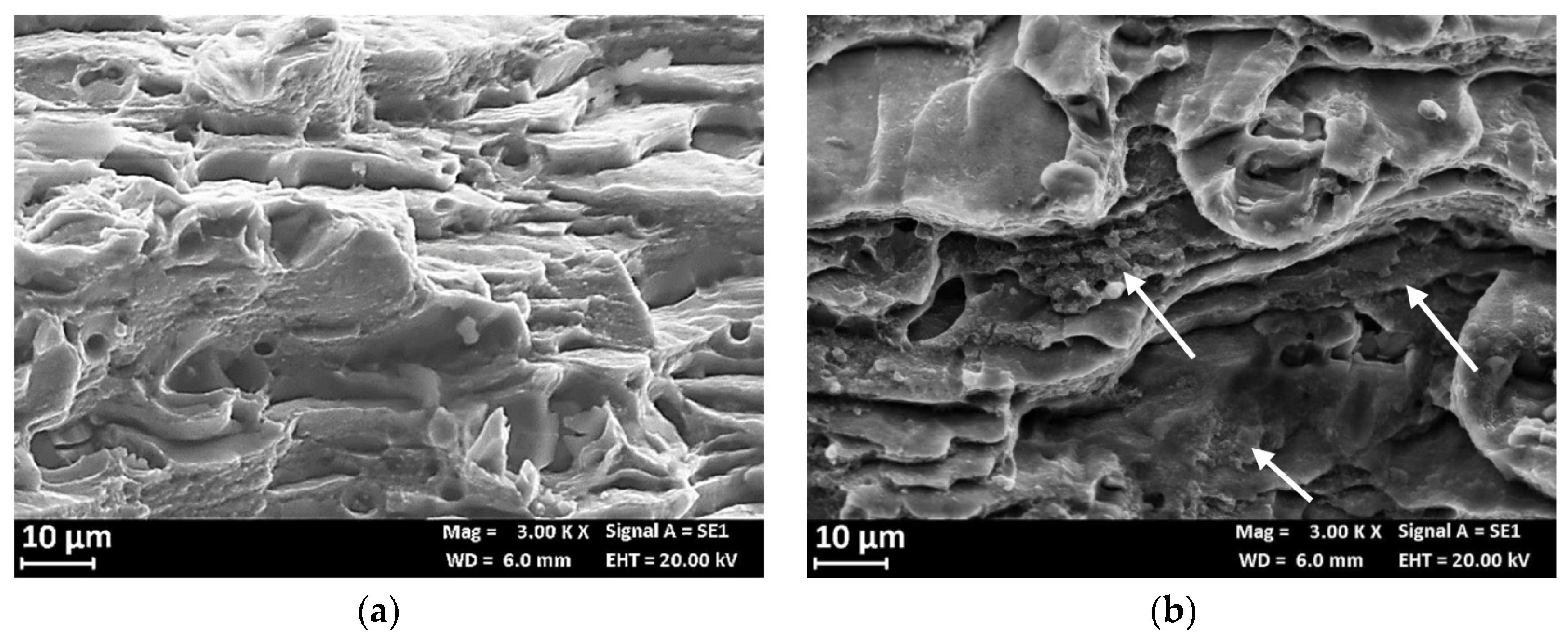
3.4. Slow Strain-Rate (SSR) Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Thomas, W.M.; Nicholas, E.D. Friction stir welding for the transportation industries. Mater. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Temple-Smith, P.; Dawes, C.J. Friction Welding. U.S. Patent 5460317, 24 Octorber 1995. [Google Scholar]
- Threadgill, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Çam, G.; Mistikoglu, S. Recent developments in friction stir welding of Al-Alloys. J. Mater. Eng. Perform. 2014, 23, 1936–1953. [Google Scholar] [CrossRef]
- Aydin, H.; Bayram, A.; Durgun, I. The effect of post-weld heat treatment on the mechanical properties of 2024-T4 friction stir-welded joints. Mater. Des. 2010, 31, 2568–2577. [Google Scholar] [CrossRef]
- Bitondo, C.; Prisco, U.; Squillace, A.; Giorleo, G.; Buonadonna, P.; Dionoro, G.; Campanile, G. Friction stir welding of AA2198-T3 butt joints for aeronautical applications. Int. J. Mater. Form. 2010, 3, 1079–1082. [Google Scholar] [CrossRef] [Green Version]
- Rodrigues, D.M.; Loureiro, A.; Leitao, C.; Leal, R.M.; Chaparro, B.M.; Vilaça, P. Influence of friction stir welding parameters on the microstructural and mechanical properties of AA 6016-T4 thin welds. Mater. Des. 2009, 30, 1913–1921. [Google Scholar] [CrossRef]
- Tongne, A.; Desrayaud, C.; Jahazi, M.; Feulvarch, E. On material flow in Friction Stir Welded Al alloys. J. Mater. Process. Technol. 2017, 239, 284–296. [Google Scholar] [CrossRef]
- Rajakumar, S.; Muralidharan, C.; Balasubramanian, V. Influence of friction stir welding process and tool parameters on strength properties of AA7075-T6 aluminium alloy joints. Mater. Des. 2011, 32, 535–549. [Google Scholar] [CrossRef]
- Bayazid, S.M.; Farhangi, H.; Ghahramani, A. Effect of Pin Profile on Defects of Friction Stir Welded 7075 Aluminum Alloy. Procedia Mater. Sci. 2015, 11, 12–16. [Google Scholar] [CrossRef] [Green Version]
- Muller, I.L.; Galvele, J.R. Pitting potential of high purity binary aluminium alloys-I. AlCu alloys. Pitting and intergranular corrosion. Corros. Sci. 1977, 17, 179–193. [Google Scholar] [CrossRef]
- Birbilis, N.; Cavanaugh, M.K.; Buchheit, R.G. Electrochemical behavior and localized corrosion associated with Al7Cu2Fe particles in aluminum alloy 7075-T651. Corros. Sci. 2006, 48, 4202–4215. [Google Scholar] [CrossRef]
- Na, K.H.; Pyun, S., II. Comparison of susceptibility to pitting corrosion of AA2024-T4, AA7075-T651 and AA7475-T761 aluminium alloys in neutral chloride solutions using electrochemical noise analysis. Corros. Sci. 2008, 50, 248–258. [Google Scholar] [CrossRef]
- Ramgopal, T.; Gouma, P.I.; Frankel, G.S. Role of grain-boundary precipitates and solute-depleted zone on the intergranular corrosion of aluminum alloy 7150. Corrosion 2002, 58, 687–697. [Google Scholar] [CrossRef]
- Andreatta, F.; Terryn, H.; De Wit, J.H.W. Corrosion behaviour of different tempers of AA7075 aluminium alloy. Electrochim. Acta 2004, 49, 2851–2862. [Google Scholar] [CrossRef]
- Holroyd, N.J.H.; Scamans, G.M. Stress corrosion cracking in Al-Zn-Mg-Cu aluminum alloys in saline environments. Metall. Mater. Trans. A 2013, 44, 1230–1253. [Google Scholar] [CrossRef] [Green Version]
- Loto, C.A.; Cottis, R.A. Electrochemical noise generation during stress corrosion cracking of the high-strength aluminum AA 7075-T6 alloy. Corrosion 1989, 45, 136–141. [Google Scholar] [CrossRef]
- Knight, S.P.; Birbilis, N.; Muddle, B.C.; Trueman, A.R.; Lynch, S.P. Correlations between intergranular stress corrosion cracking, grain-boundary microchemistry, and grain-boundary electrochemistry for Al-Zn-Mg-Cu alloys. Corros. Sci. 2010, 52, 4073–4080. [Google Scholar] [CrossRef]
- Park, J.K.; Ardell, A.J. Effect of retrogression and reaging treatments on the microstructure of Ai-7075-T651. Metall. Mater. Trans. A 1984, 15, 1531–1543. [Google Scholar] [CrossRef]
- Nandan, R.; DebRoy, T.; Bhadeshia, H.K.D.H. Recent advances in friction-stir welding-Process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Venugopal, T.; Rao, K.S.; Rao, K.P. Studies on Friction Stir Welded Aa 7075 Aluminum Alloy. Trans. Indian Inst. Met. 2004, 57, 659–663. [Google Scholar]
- Khodir, S.A.; Shibayanagi, T. Friction stir welding of dissimilar AA2024 and AA7075 aluminum alloys. Mater. Sci. Eng. B 2008, 148, 82–87. [Google Scholar] [CrossRef]
- Azimzadegan, T.; Serajzadeh, S. An investigation into microstructures and mechanical properties of AA7075-T6 during friction stir welding at relatively high rotational speeds. J. Mater. Eng. Perform. 2010, 19, 1256–1263. [Google Scholar] [CrossRef]
- Navaser, M.; Atapour, M. Effect of Friction Stir Processing on Pitting Corrosion and Intergranular Attack of 7075 Aluminum Alloy. J. Mater. Sci. Technol. 2017, 33, 155–165. [Google Scholar] [CrossRef]
- Lumsden, J.B.; Mahoney, M.W.; Rhodes, C.G.; Pollock, G.A. Corrosion behavior of friction-stir-welded AA7050-T7651. Corrosion 2003, 59, 212–219. [Google Scholar] [CrossRef]
- Bocchi, S.; Cabrini, M.; D’Urso, G.; Giardini, C.; Lorenzi, S.; Pastore, T. The influence of process parameters on mechanical properties and corrosion behavior of friction stir welded aluminum joints. J. Manuf. Process. 2018, 35, 1–15. [Google Scholar] [CrossRef]
- Cabrini, M.; Lorenzi, S.; Bocchi, S.; Pastore, T.; D’Urso, G.; Giardini, C. Evaluation of corrosion behavior of AA2024 T3 welded by means of FSW. In Proceedings of the EUROCORR 2017-The Annual Congress of the European Federation of Corrosion; 20th International Corrosion Congress and Process Safety Congress 2017, Congress Centre, Prague, Czech Republic, 3–7 September 2017. [Google Scholar]
- Vijaya Kumar, P.; Madhusudhan Reddy, G.; Srinivasa Rao, K. Microstructure and pitting corrosion of armor grade AA7075 aluminum alloy friction stir weld nugget zone—Effect of post weld heat treatment and addition of boron carbide. Def. Technol. 2015, 11, 166–173. [Google Scholar] [CrossRef] [Green Version]
- Fooladfar, H.; Hashemi, B.; Younesi, M. The effect of the surface treating and high-temperature aging on the strength and SCC susceptibility of 7075 aluminum alloy. J. Mater. Eng. Perform. 2010, 19, 852–859. [Google Scholar] [CrossRef]
- Hatamleh, O.; Singh, P.M.; Garmestani, H. Corrosion susceptibility of peened friction stir welded 7075 aluminum alloy joints. Corros. Sci. 2009, 51, 135–143. [Google Scholar] [CrossRef]
- D’Urso, G.; Giardini, C.; Lorenzi, S.; Cabrini, M.; Pastore, T. The Effects of Process Parameters on Mechanical Properties and Corrosion Behavior in Friction Stir Welding of Aluminum Alloys. Procedia Eng. 2017, 183, 270–276. [Google Scholar] [CrossRef]
- D’Urso, G.; Giardini, C.; Lorenzi, S.; Cabrini, M.; Pastore, T. The influence of process parameters on mechanical properties and corrosion behaviour of friction stir welded aluminum joints. Procedia Eng. 2017, 207, 591–596. [Google Scholar] [CrossRef]
- Bocchi, S.; Cabrini, M.; D’Urso, G.; Giardini, C.; Lorenzi, S.; Pastore, T. Stress enhanced intergranular corrosion of friction stir welded AA2024-T3. Eng. Fail. Anal. 2020, 111, 104483. [Google Scholar] [CrossRef]
- Rhodes, C.G.; Mahoney, M.W.; Bingel, W.H.; Spurling, R.A.; Bampton, C.C. Effects of friction stir welding on microstructure of 7075 aluminum. Scr. Mater. 1997, 36, 69–75. [Google Scholar] [CrossRef]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Spurling, R.A.; Bingel, W.H. Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. A 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- Srinivasan, P.B.; Dietzel, W.; Zettler, R.; dos Santos, J.F.; Sivan, V. Stress corrosion cracking susceptibility of friction stir welded AA7075-AA6056 dissimilar joint. Mater. Sci. Eng. A 2005, 392, 292–300. [Google Scholar] [CrossRef]
- Maitra, S.; English, G.C. Environmental factors affecting localized corrosion of 7075-t7351 aluminum alloy plate. Metall. Trans. A 1982, 13, 161–166. [Google Scholar] [CrossRef]
- Huang, T.S.; Frankel, G.S. Influence of grain structure on anisotropic localised corrosion kinetics of AA7XXX-T6 alloys. Corros. Eng. Sci. Technol. 2006, 41, 192–199. [Google Scholar] [CrossRef]
- Goswami, R.; Lynch, S.; Holroyd, N.J.H.; Knight, S.P.; Holtz, R.L. Evolution of grain boundary precipitates in Al 7075 upon aging and correlation with stress corrosion cracking behavior. Metall. Mater. Trans. A 2013, 44, 1268–1278. [Google Scholar] [CrossRef]
- Burleigh, T.D. Postulated mechanisms for stress corrosion cracking of aluminum alloys. A review of the literature 1980–1989. Corrosion 1991, 47, 89–98. [Google Scholar] [CrossRef]
- Najjar, D.; Magnin, T.; Warner, T.J. Influence of critical surface defects and localized competition between anodic dissolution and hydrogen effects during stress corrosion cracking of a 7050 aluminium alloy. Mater. Sci. Eng. A 1997, 238, 293–302. [Google Scholar] [CrossRef]
- Gruhl, W. Stress Corrosion Cracking of High Strength Aluminium Alloys. Zeitschrift fuer Metallkunde 1984, 75, 819–826. [Google Scholar]
- Scamans, G.M.; Alani, R.; Swann, P.R. Pre-exposure embrittlement and stress corrosion failure in AlZnMg Alloys. Corros. Sci. 1976, 16, 443–459. [Google Scholar] [CrossRef]
- Vasudevan, A.K.; Sadananda, K. Role of slip mode on stress corrosion cracking behavior. Metall. Mater. Trans. A 2011, 42, 405–414. [Google Scholar] [CrossRef]
- Rajan, K.; Wallace, W.; Beddoes, J.C. Microstructural study of a high-strength stress-corrosion resistant 7075 aluminium alloy. J. Mater. Sci. 1982, 17, 2817–2824. [Google Scholar] [CrossRef]
- Asahi, T.; Yabusaki, F.; Osamura, K.; Murakami, Y. Studies on Microstructure and Stress-Corrosion Cracking Behavior of Al-Zn-Mg Alloys. Int. Conf. Light Met. 1975, 64–67. [Google Scholar]
- Talianker, M.; Cina, B. Retrogression and reaging and the role of dislocations in the stress corrosion of 7000-type aluminum alloys. Metall. Trans. A 1989, 20, 2087–2092. [Google Scholar] [CrossRef]
- Gutman, E.M. Mechanochemistry of Materials; Cambridge International Science Publishing: Cambridge, UK, 1998; ISBN 1898326320. [Google Scholar]
- Ferri, M.; Trueba, M.; Trasatti, S.P.; Cabrini, M.; Lo Conte, A. Electrochemical investigation of corrosion and repassivation of structural aluminum alloys under permanent load in bending. Corros. Rev. 2017, 35, 225–239. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Fe | Cu | Mn | Mg | Zn | Ti | Cr |
|---|---|---|---|---|---|---|---|---|
| bulk | 0.05 | 0.10 | 1.53 | 0.008 | 2.54% | 5.72% | 0.04 | 0.20 |
| Base Material | FWS Joint | ||||
|---|---|---|---|---|---|
| YS (MPa) | UTS (MPa) | Max Strain (%) | YS (MPa) | UTS (MPa) | Max Strain (%) |
| 512 | 576 | 13.5 | - | 329 | 11 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cabrini, M.; Bocchi, S.; D’Urso, G.; Giardini, C.; Lorenzi, S.; Testa, C.; Pastore, T. Effect of Load on the Corrosion Behavior of Friction Stir Welded AA 7075-T6 Aluminum Alloy. Materials 2020, 13, 2600. https://doi.org/10.3390/ma13112600
Cabrini M, Bocchi S, D’Urso G, Giardini C, Lorenzi S, Testa C, Pastore T. Effect of Load on the Corrosion Behavior of Friction Stir Welded AA 7075-T6 Aluminum Alloy. Materials. 2020; 13(11):2600. https://doi.org/10.3390/ma13112600
Chicago/Turabian StyleCabrini, Marina, Sara Bocchi, Gianluca D’Urso, Claudio Giardini, Sergio Lorenzi, Cristian Testa, and Tommaso Pastore. 2020. "Effect of Load on the Corrosion Behavior of Friction Stir Welded AA 7075-T6 Aluminum Alloy" Materials 13, no. 11: 2600. https://doi.org/10.3390/ma13112600