The Structure and Performance of Short Glass Fiber/High-Density Polyethylene/Polypropylene Composite Pipes Extruded Using a Shearing–Drawing Compound Stress Field

Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. The Process of Pipe Extrusion
2.3. Characterization of Pipe
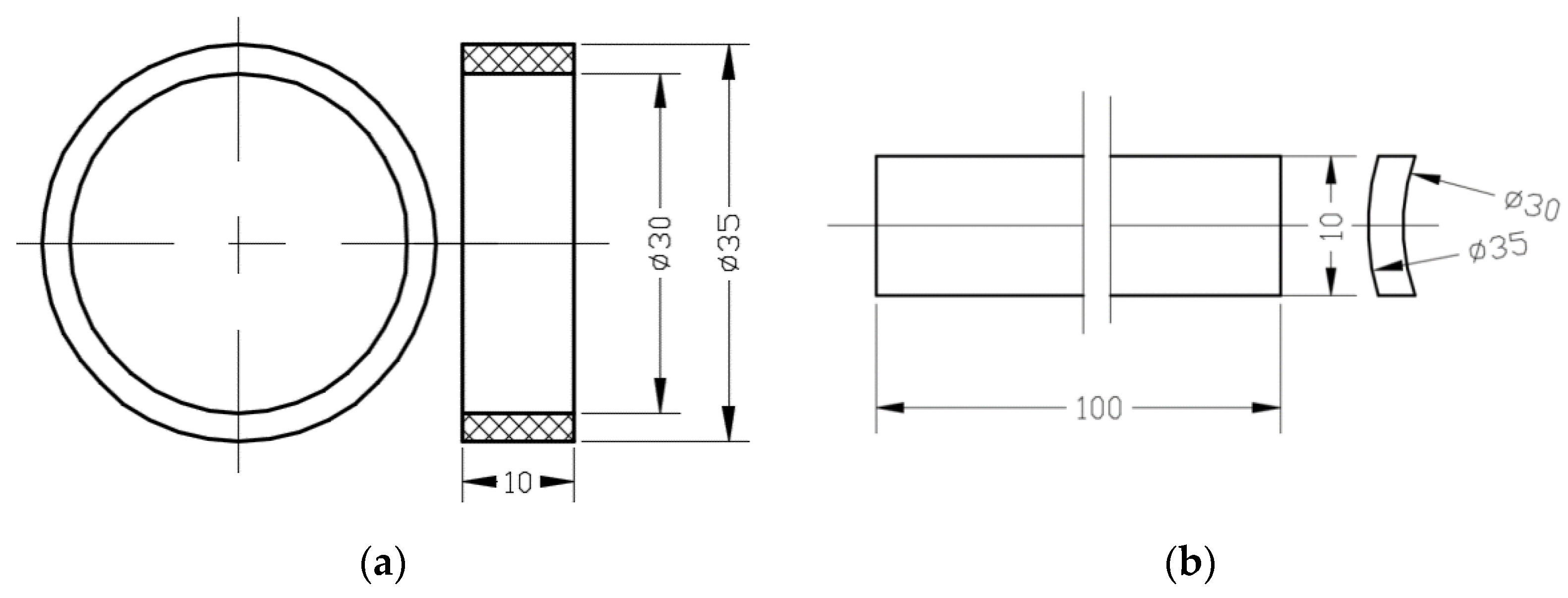
2.4. Tensile Strength Testing of Pipe
3. Results and Discussions
3.1. Orientation
3.2. Heat Behavior
3.3. Microstructure
3.4. Tensile Strength
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Papageorgiou, D.G.; Terzopoulou, Z.; Fina, A.; Cuttica, F.; Papageorgiou, G.Z.; Bikiaris, D.N.; Chrissafis, K.; Young, R.J.; Kinloch, I.A. Enhanced thermal and fire retardancy properties of polypropylene reinforced with a hybrid graphene/glass-fibre filler. Compos. Sci. Technol. 2018, 156, 95–102. [Google Scholar] [CrossRef]
- Papageorgiou, D.G.; Kinloch, I.A.; Young, R.J. Hybrid multifunctional graphene/glass-fibre polypropylene composites. Compos. Sci. Technol. 2016, 137, 44–51. [Google Scholar] [CrossRef] [Green Version]
- Gómez-Monterde, J.; Sánchez-Soto, M.; Maspoch, M.L. Microcellular PP/GF composites: Morphological, mechanical and fracture characterization. Compos. Part A Appl. Sci. Manuf. 2018, 104, 1–13. [Google Scholar] [CrossRef]
- Duan, H.; Wang, C.; Wang., L.; Jiang, T.; He, L.; Gong, W. Mechanical properties of polypropylene/fiber composites foaming materials under the condition of three-phase existing. Polym. Mater. Sci. Eng. 2016, 32, 71–77. [Google Scholar]
- Reis, P.N.B.; Ferreira, J.A.M.; Richardson, M.O.W. Fatigue damage characterization by NDT in polypropylene/glass fibre composites. Appl. Compos. Mater. 2011, 18, 409–419. [Google Scholar] [CrossRef]
- Jung, K.H.; Kim, D.H.; Kim, H.J.; Park, S.H.; Jhang, K.Y.; Kim, H.S. Finite element analysis of a low-velocity impact test for glass fiber-reinforced polypropylene composites considering mixed-mode interlaminar fracture toughness. Compos. Struct. 2017, 160, 446–456. [Google Scholar] [CrossRef]
- Geng, C.; Su, J.; Zhou, C.; Bai, H.; Yang, G.; Fu, Q. Largely improved toughness of polypropylene/long glass fiber composites by β-modification and annealing. Compos. Sci. Technol. 2014, 96, 56–62. [Google Scholar] [CrossRef]
- Cui, X.; Li, Y.; Meng, Q.; Li, Q.; Guo, W. Preparation and mechanical properties of rare earth β-nucleating agent/glass fiber modified polypropylene composites. China. Plast. Ind. 2016, 44, 106–110. [Google Scholar]
- Luo, G.; Li, W.; Liang, W.; Liu, G.; Ma, Y.; Niu, Y.; Li, G. Coupling effects of glass fiber treatment and matrix modification on the interfacial microstructures and the enhanced mechanical properties of glass fiber/polypropylene composites. Compos. Part B Eng. 2017, 111, 190–199. [Google Scholar] [CrossRef]
- Wu, D.; Song, X. Research on randomness of long glass fiber reinforced polypropylene material mechanical property parameters. Eng. Plast. Appl. 2015, 43, 76–81. [Google Scholar]
- Tang, R.; Yang, X.; Zheng, J. Research of hot molding press on long glass fiber reinforced polypropylene composites. Fiber Reinf. Plast. Compos. 2016, 8, 62–67. [Google Scholar]
- Wang, X.; Zhang, L.; Yin, H.; Fan, Z.; He, J. Comparison study on the properties of polypropylene composites reinforced by short glass fiber and continuous glass fiber. Shandong Chem. Ind. 2016, 45, 6–9. [Google Scholar]
- Wu, C.; Qian, J. Development of glass fiber reinforced flame retardant PP. Eng. Plast. Appl. 2015, 43, 35–38. [Google Scholar]
- Yan, X.; Cao, S. Structure and interfacial shear strength of polypropylene-glass fiber/carbon fiber hybrid composites fabricated by direct fiber feeding injection molding. Compos. Struct. 2018, 185, 362–372. [Google Scholar] [CrossRef]
- Yu, B.; Geng, C.; Zhou, M.; Bai, H.; Fu, Q.; He, B. Impact toughness of polypropylene/glass fiber composites: Interplay between intrinsic toughening and extrinsic toughening. Compos. Part B Eng. 2016, 92, 413–419. [Google Scholar] [CrossRef]
- Zhang, D.; Guo, J.; Zhang, K. Effect of PP-g-GMA on mechanical properties of long glass fiber reinforced PP composites. China Plast. Ind. 2013, 41, 37–39. [Google Scholar]
- Fu, X.; He, B.; Chen, X. Effects of compatibilizers on mechanical properties of long glass fiber-reinforced polypropylene. J. Reinf. Plast. Comp. 2010, 29, 936–949. [Google Scholar]
- Tang, K.; Xin, C.; Zhang, C.; Yan, B.; Ren, F.; He, Y. Influence of PP-g-MAH on properties of continuous fiber reinforced polypropylene composites. China. Plast. Ind. 2015, 43, 83–86. [Google Scholar]
- Nayak, S.K.; Mohanty, S.; Samal, S.K. Influence of interfacial adhesion on the structural and mechanical behavior of PP-banana/glass hybrid composites. Polym. Compos. 2010, 31, 1247–1257. [Google Scholar] [CrossRef]
- Yuan, Y.; Huang, M. Effects of screw rotation on glass fiber in matrix and properties of PP/GF composites. China Plast. 2017, 31, 36–41. [Google Scholar]
- Li, M.; Chen, Y.; Chen, R.; Huang, A. Development and application of high performance fiber reinforced polypropylene composites. China Plast. Ind. 2014, 42, 113–117. [Google Scholar]
- Karger-Kocsis, J.; Czigány, T. Interfacial effects on the dynamic mechanical behavior of weft-knitted glass fiber fabric-reinforced polypropylene composites produced of commingled yarns. Tensile and flexural response. Appl. Compos. Mater. 1997, 4, 209–218. [Google Scholar] [CrossRef]
- Bai, C.; Zou, L. The concisely analysis to polyethylene pipe in hydrostatic strength. Railw. Energy Sav. Environ. Protect. Occup. Saf. Health 2007, 34, 14–18. [Google Scholar]
- Altan, M.; Demirci, M. Effect of process parameters on shear layer thickness in injection molded short-glass fiber reinforced polypropylene. Int. Polym. Proc. 2018, 33, 714–720. [Google Scholar] [CrossRef]
- Fu, S.; Mai, Y.; Lauke, B.; Yue, C. Synergistic effect on the fracture toughness of hybrid short glass fiber and short carbon fiber reinforced polypropylene composites. Mater. Sci. Eng. A 2002, 323, 326–335. [Google Scholar] [CrossRef]
- Asano, T.; Imaizumi, K.; Tohyama, N.; Yoshida, S. Investigation of the melt-crystallization of polypropylene by a temperature slope method. J. Macromol. Sci. B 2004, 43, 639–654. [Google Scholar] [CrossRef]
- Ausias, G.; Agassant, J.F.; Vincent, M. Flow and fiber orientation calculations in reinforced thermoplastic extruded tubes. Int. Polym. Proc. 1994, 9, 51–59. [Google Scholar] [CrossRef]
- Kruijer, M.P.; Warnet, L.L.; Akkerman, R. Analysis of the mechanical properties of a reinforced thermoplastic pipe (RTP). Compos. Part A Appl. Sci. Manuf. 2005, 36, 291–300. [Google Scholar] [CrossRef]
- Așchilean, I.; Iliescu, M.; Ciont, N.; Giurca, I. The unfavourable impact of street traffic on water distribution pipelines. Water 2018, 10, 1086. [Google Scholar] [CrossRef]
- Othman, A.; Abdullah, S.; Ariffin, A.K.; Mohamed, N.A.N. Investigating the quasi-static axial crushing behavior of polymeric foam-filled composite pultrusion square tubes. Mater. Des. 2014, 63, 446–459. [Google Scholar] [CrossRef]
- Zhang, P.; Gui, L.; Fan, Z.; Yu, Q.; Li, Z. Finite element modeling of the quasi-static axial crushing of braided composite tubes. Comp. Mater. Sci. 2013, 73, 146–153. [Google Scholar] [CrossRef]
- McGregor, C.; Vaziri, R.; Poursartip, A.; Xiao, X. Axial crushing of triaxially braided composite tubes at quasi-static and dynamic rates. Compos. Struct. 2016, 157, 197–206. [Google Scholar] [CrossRef]
- Siromani, D.; Awerbuch, J.; Tan, T. Finite element modeling of the crushing behavior of thin-walled CFRP tubes under axial compression. Compos. Part B Eng. 2014, 64, 50–58. [Google Scholar] [CrossRef]
- Tarakçioğlu, N.; Gemi, L.; Yapici, A. Fatigue failure behavior of glass/epoxy ±55 filament wound pipes under internal pressure. Compos. Sci. Technol. 2005, 65, 703–708. [Google Scholar] [CrossRef]
- Lang, R.W.; Stern, A.; Doerner, G. Applicability and limitations of current lifetime prediction models for thermoplastics pipes under internal pressure. Macromol. Mater. Eng. 1997, 247, 131–145. [Google Scholar]
- Hutař, P.; Ševčík, M.; Náhlík, L.; Pinter, G.; Frank, A.; Mitev, I. A numerical methodology for lifetime estimation of HDPE pressure pipes. Eng. Fract. Mech. 2011, 78, 3049–3058. [Google Scholar] [CrossRef]
- Li, H.; Gao, B.; Dong, J.; Fu, Y. Welding effect on crack growth behavior and lifetime assessment of PE pipes. Polym. Test. 2016, 52, 24–32. [Google Scholar] [CrossRef]
- Silva, R.D.; Hilditch, T.; Byrne, N. Assessing the integrity of in service polyethylene pipes. Polym. Test. 2018, 67, 228–233. [Google Scholar] [CrossRef]
- Kratochvilla, T.R.; Frank, A.; Pinter, G. Determination of slow crack growth behaviour of polyethylene pressure pipes with cracked round bar test. Polym. Test. 2014, 40, 299–303. [Google Scholar] [CrossRef]
- Poduška, J.; Hutař, P.; Kučera, J.; Frank, A.; Sadílek, J.; Pinter, G.; Náhlík, L. Residual stress in polyethylene pipes. Polym. Test. 2016, 54, 288–295. [Google Scholar] [CrossRef]
- Barker, M.B.; Bowman, J.; Bevis, M. The performance and causes of failure of polyethylene pipes subjected to constant and fluctuating internal pressure loadings. J. Mater. Sci. 1983, 18, 1095–1118. [Google Scholar] [CrossRef]
- Zhao, Y.; Choi, B.-H.; Chudnovsky, A. Characterization of the fatigue crack behavior of pipe grade polyethylene using circular notched specimens. Int. J. Fatigue. 2013, 51, 26–35. [Google Scholar] [CrossRef]
- Ryu, J.B.; Lyu, M.Y. A study on the mechanical property and 3d fiber distribution in injection molded glass fiber reinforced PA66. Int. Polym. Proc. 2014, 29, 389–401. [Google Scholar] [CrossRef]
- Yuan, Y.; Li, A.; Shen, K. Study of the two-dimensional reinforcements of plastic pipes extruded in shearing-drawing two-dimensional compound stress field. Polym. Mater. Sci. Eng. 2005, 21, 216–218. [Google Scholar]
- Dong, Y. Chapter 13 Thermal analysis. In Practical Analysis Technology of Polymer Materials, 1st ed.; China Petrochemical Publishing House: Beijing, China, 1997; p. 291. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pipe Type | Polymer Type | ΔHf (J/g) | Tm (°C) | ΔT (°C) | αc (%) |
|---|---|---|---|---|---|
| Reinforced | PE | 169 | 132.02 | 12.40 | 57.68 |
| PP | 16.9 | 162.30 | 10.79 | 8.09 | |
| Conventional | PE | 160.9 | 132.62 | 12.49 | 54.91 |
| PP | 12.68 | 162.08 | 10.62 | 6.07 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Y.; Liu, C.; Huang, M. The Structure and Performance of Short Glass Fiber/High-Density Polyethylene/Polypropylene Composite Pipes Extruded Using a Shearing–Drawing Compound Stress Field. Materials 2019, 12, 1323. https://doi.org/10.3390/ma12081323
Yuan Y, Liu C, Huang M. The Structure and Performance of Short Glass Fiber/High-Density Polyethylene/Polypropylene Composite Pipes Extruded Using a Shearing–Drawing Compound Stress Field. Materials. 2019; 12(8):1323. https://doi.org/10.3390/ma12081323
Chicago/Turabian StyleYuan, Yi, Changdong Liu, and Meina Huang. 2019. "The Structure and Performance of Short Glass Fiber/High-Density Polyethylene/Polypropylene Composite Pipes Extruded Using a Shearing–Drawing Compound Stress Field" Materials 12, no. 8: 1323. https://doi.org/10.3390/ma12081323