Fatigue and Corrosion Fatigue Behaviour of Brazed Stainless Steel Joints AISI 304L/BAu-4 in Synthetic Exhaust Gas Condensate

 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
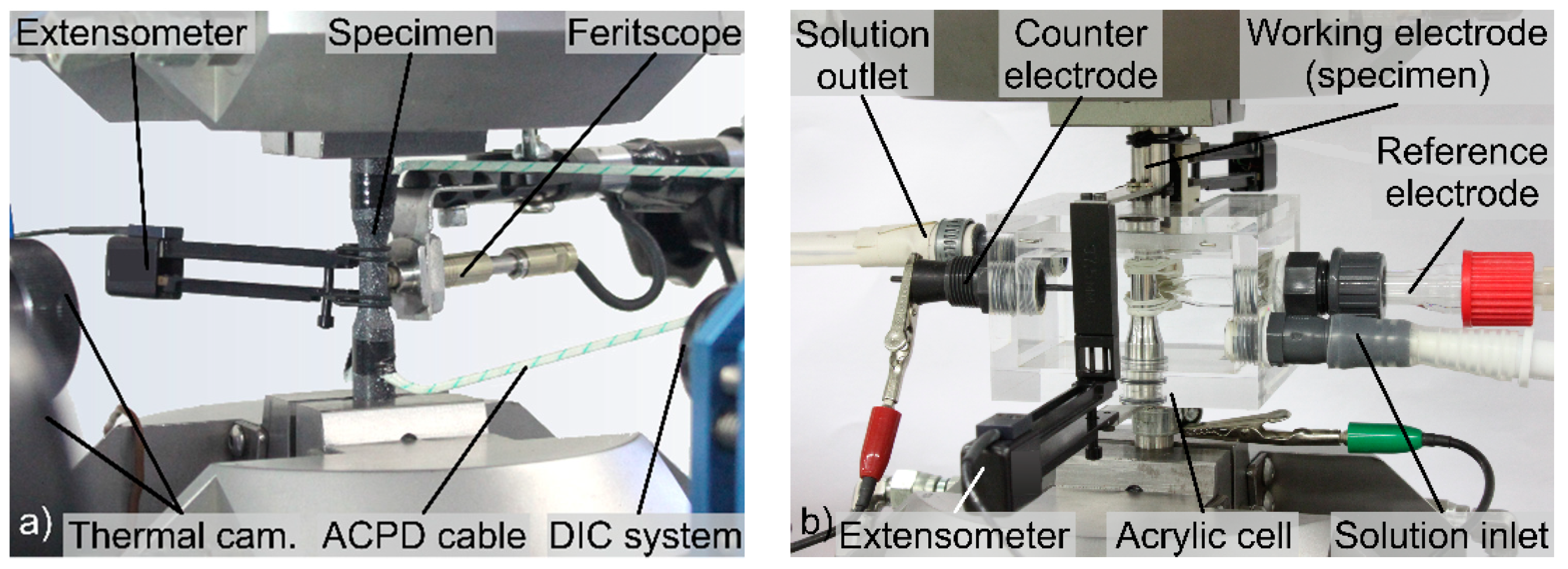
2.2. Experimental Setup and Procedure
3. Results and Discussion
3.1. Fatigue Behaviour in Air
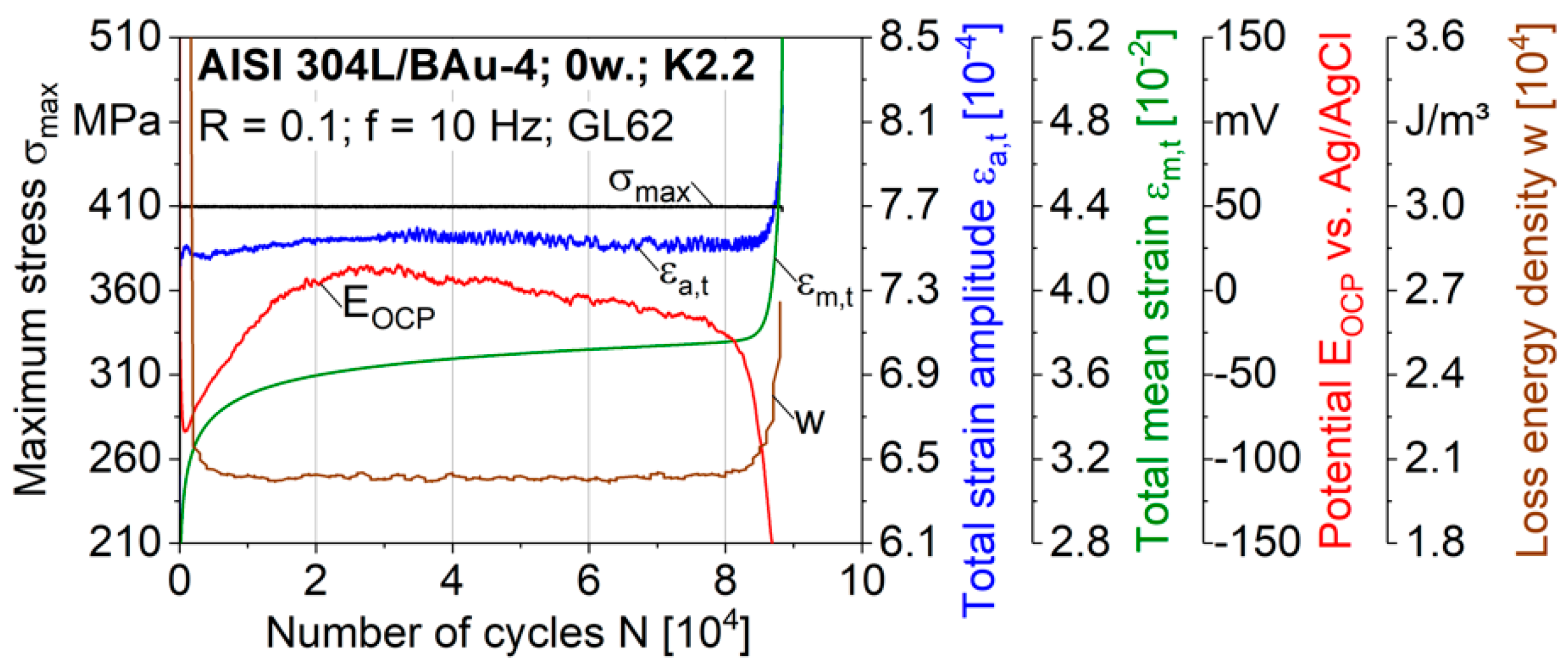
3.2. Corrosion Fatigue Behaviour in a Synthetic Exhaust Gas Condensate
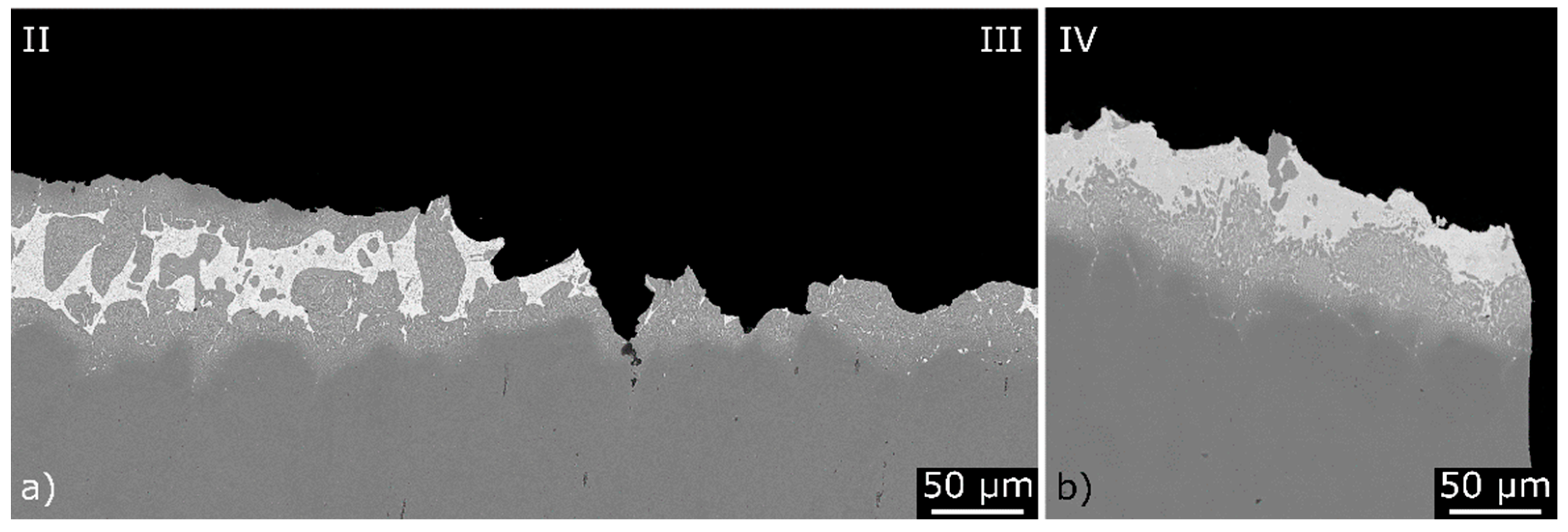
3.3. Fractographic Analysis
4. Conclusions
- For the as-received brazed specimens, a fatigue strength of 397 MPa at 2 × 106 cycles was determined. The S-N curve and the cyclic deformation behaviour of the brazed joints were characteristic for the metastable austenitic base material.
- Corrosion fatigue loading in a synthetic condensate led to a significant degradation of the fatigue properties, with a reduction of the fatigue strength at 2 × 106 cycles down to 51% (202 MPa). Since corrosion mechanisms are known to be time-dependent, test frequencies that are representative of service conditions have to be investigated.
- Strain, electrical, magnetic, temperature and electrochemical measurement techniques within fatigue and corrosion fatigue tests are well applicable to characterise the cyclic deformation and damage behaviour of the brazed joints.
- In the synthetic condensate, a single fatigue crack initiation was environmentally assisted. After six weeks of pre-corrosion, the corroded diffusion zones facilitated several fatigue crack initiations. As different microstructure-related damage mechanisms were identified, it is recommended to consider both fatigue tests after pre-corrosions and corrosion fatigue tests for the design of brazed components.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Holländer, U.; Weber, F.; Möhwald, K.; Maier, H.J. Determination of failure criteria of mechanically and corrosively loaded brazed joints of sheets made of stainless chromium-nickel steel. Weld Cut 2015, 5, 280–288. [Google Scholar]
- Bobzin, K.; Tillmann, W. Systematic Investigation of the Properties of Brazed Joints with Application-Relevant Testing Procedures II; Final Report IGF 16.558N; Forschungsvereinigung Schweißen und verwandte Verfahren e.V.: Düsseldorf, Germany, 2012. [Google Scholar]
- Koster, M.; Kenel, C.; Stutz, A.; Lee, W.J. Fatigue and cyclic deformation behaviour of brazed steel joints. Mater. Sci. Eng. A 2013, 581, 90–97. [Google Scholar] [CrossRef]
- Schmiedt, A.; Manka, M.; Tillmann, W.; Walther, F. Characterisation of the corrosion fatigue behaviour of brazed AISI 304L/BNi-2 joints in synthetic exhaust gas condensate. Weld World 2018, 62, 617–627. [Google Scholar] [CrossRef]
- Schmiedt, A.; Manka, M.; Tillmann, W.; Walther, F. Influence of condensate corrosion on tensile and fatigue properties of brazed stainless steel joints AISI 304L/BNi-2 for automotive exhaust systems. Mater. Werkst. 2018, 49, 249–263. [Google Scholar] [CrossRef]
- Fernández, I.; Rosa, E.; Ibarra, Á. Progress on the design of a brazing connector for DEMO in-vessel components. Fusion Eng. Des. 2015, 98, 1483–1487. [Google Scholar] [CrossRef]
- Lugscheider, E.; Klöhn, K.; Lison, R. Strength of high temperature brazed joints—Influence of brazing parameters. In Proceedings of the 10th International AWS-WRC Brazing Conference, Detroit, MI, USA, 3–5 April 1979; pp. 296–300. [Google Scholar]
- Schmiedt, A.; Jaquet, S.; Manka, M.; Tillmann, W.; Walther, F. Tensile and fatigue assessments of brazed stainless steel joints using digital image correlation. MATEC Web Conf. 2018, 165, 06003. Available online: https://www.matec-conferences.org/articles/matecconf/pdf/2018/24/matecconf_fatigue2018_06003.pdf (accessed on 21 February 2019). [CrossRef]
- Nebel, T.; Eifler, D. Cyclic deformation behaviour of austenitic steels at ambient and elevated temperatures. Sadhana 2003, 28, 187–208. [Google Scholar] [CrossRef]
- Hahnenberger, F.; Smaga, M.; Eifler, D. Microstructural investigation of the fatigue behavior and phase transformation in metastable austenitic steels at ambient and lower temperatures. Int. J. Fatigue 2014, 69, 36–48. [Google Scholar] [CrossRef]
- Smaga, M.; Walther, F.; Eifler, D. Deformation-induced martensitic transformation in metastable austenitic steels. Mater. Sci. Eng. A 2008, 483, 394–397. [Google Scholar] [CrossRef]
- Sarkar, A.; De, P.S.; Mahato, J.K.; Kundu, A. Effect of mean stress and solution annealing temperature on ratcheting behaviour of AISI 304 stainless steel. Procedia Eng. 2014, 74, 376–383. [Google Scholar] [CrossRef]
- Kamaya, M.; Kawakubo, M. Mean stress effect on fatigue strength of stainless steel. Int. J. Fatigue 2015, 4, 20–29. [Google Scholar] [CrossRef]
- Dutta, K.; Sivaprasad, S.; Tarafder, S. Influence of asymmetric cyclic loading on substructure formation and ratcheting fatigue behaviour of AISI 304LN stainless steel. Mater. Sci. Eng. A 2010, 527, 7571–7579. [Google Scholar] [CrossRef]
- Krupp, U.; West, C.; Christ, H.J. Deformation-induced martensite formation during cyclic deformation of metastable austenitic steel: Influence of temperature and carbon content. Mater. Sci. Eng. A 2008, 481, 713–717. [Google Scholar] [CrossRef]
- Nikitin, I.; Besel, M. Effect of low-frequency on fatigue behaviour of austenitic steel AISI 304 at room temperature and 25 C. Int. J. Fatigue 2008, 30, 2044–2049. [Google Scholar] [CrossRef]
- Colin, J.; Fatemi, A.; Taheri, S. Cyclic hardening and fatigue behavior of stainless steel 304L. J. Mater. Sci. 2011, 46, 145–154. [Google Scholar] [CrossRef]
- Müller-Bollenhagen, C. Verformungsinduziere Martensitbildung bei Mehrstufiger Umformung und Deren Nutzung zur Optimierung der HCF- und VHCF-Eigenschaften von Austenitischen Edelstahlblech. Ph.D. Thesis, University Siegen, Siegen, Germany, April 2011. [Google Scholar]
- Colbus, J.; Zimmermann, K.F. Properties of gold-nickel alloy brazed joints in high temperature materials. Gold Bull. 1974, 7, 42–49. [Google Scholar] [CrossRef]
- Hurley, M.J.; Knori, K.; Jaques, B. Corrosion and High Temperature Oxidation Behavior of 316L Stainless Steel Joined with Cu-Ag Based Braze Alloys. In Proceedings of the 5th International Brazing and Soldering Conference, Las Vegas, NV, USA, 22–25 April 2012; pp. 139–143. [Google Scholar]
- Davis, J.R. Corrosion of Weldments; ASM International: Materials Park, OH, USA, 2006. [Google Scholar]
- Wang, X.; Li, S.; Peng, J. Corrosion behaviors of 316LN stainless steel joints brazed with Sn-plated silver filler metals. Int. J. Mod. Phys. B 2018, 32, 1850198. [Google Scholar] [CrossRef]
- VDA Test Sheet 230-214 Resistance of Metallic Materials to Condensate Corrosion in Exhaust Gas-Carrying Components; Verband der Automobilindustrie: Berlin, Germany, 2010.
- Schmiedt, A.; Lingnau, L.; Manka, M.; Tillmann, W.; Walther, F. Effect of condensate corrosion on tensile and fatigue properties of brazed AISI 304L stainless steel joints using gold-base filler metal. Proc. Struct. Integr. 2018, 13, 22–27. [Google Scholar] [CrossRef]
- Schmiedt, A.; Manka, M.; Tillmann, W.; Walther, F. Local Quasi-Static and Cyclic Deformation Behaviour of Brazed AISI 304L/BAu-4 Joints Characterised by Digital Image Correlation. 2019. Available online: https://link.springer.com/content/pdf/10.1007%2Fs40194-018-00693-x.pdf (accessed on 21 February 2019).
- Weil, K.S.; Rice, J.P. Substrate effects on the high-temperature oxidation behavior of a gold-based braze filler metal. Scr. Mater. 2005, 52, 1081–1085. [Google Scholar] [CrossRef]
- Smaga, M.; Boemke, A.; Daniel, T.; Klein, M.W. Metastability and fatigue behavior of austenitic stainless steels. MATEC Web Conf. 2018, 165, 04010. Available online: https://www.matec-conferences.org/articles/matecconf/pdf/2018/24/matecconf_fatigue2018_04010.pdf (accessed on 21 February 2019). [CrossRef]
- Krupp, U.; Christ, H.J.; Lezuo, P.; Maier, H.J. Influence of carbon concentration on martensitic transformation in metastable austenitic steels under cyclic loading conditions. Mater. Sci. Eng. A 2001, 319–321, 527–530. [Google Scholar] [CrossRef]
- Straka, L.; Yagodzinskyy, Y.; Kawakami, H. Open-circuit potential as an indicator of damage of atomic layer deposited TiO2 on AISI 304 stainless steel. Thin Solid Films 2008, 517, 641–647. [Google Scholar] [CrossRef]
- Sun, Y.; Rana, V. Tribocorrosion behaviour of AISI 304 stainless steel in 0.5 M NaCl solution. Mater. Chem. Phys. 2011, 129, 138–147. [Google Scholar] [CrossRef]
- Von der Ohe, C.B.; Johnsen, R.; Espallargas, N. A multi-degradation test rig for studying the synergy effects of tribocorrosion interacting with 4-point static and cyclic bending. Wear 2011, 271, 2978–2990. [Google Scholar] [CrossRef]
- Adedipe, O.; Brennan, F.; Kolios, A. Corrosion fatigue load frequency sensitivity analysis. Mar. Struct. 2015, 42, 115–136. [Google Scholar] [CrossRef]
- Zavieh, A.H.; Espallargas, N. The role of surfacechemistry and fatigue on tribocorrosion of austenitic stainless steel. Tribol. Int. 2016, 103, 368–378. [Google Scholar] [CrossRef]
- Schmiedt, A.; Lücker, L.; Manka, M.; Tillmann, W.; Walther, F. Frequency-dependent fatigue and corrosion fatigue assessment of brazed AISI 304L/BNi-2 joints in air and synthetic exhaust gas condensate. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 2338–2349. [Google Scholar] [CrossRef]
- Huang, Y.H.; Tu, S.T.; Xuan, F.Z.; Itoh, T. Corrosion fatigue behaviour of 304 stainless steel under proportional and non-proportional multiaxial loading condition. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 436–445. [Google Scholar] [CrossRef]
- Spähn, R. Electrochemical investigation of crack initiation during corrosion fatigue of stainless steels in the passive state. Werkst. Korros. 1991, 42, 109–117. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Mn | Si | P | S | N | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.018 | 18.23 | 8.06 | 1.05 | 0.42 | 0.035 | 0.027 | 0.074 | bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schmiedt-Kalenborn, A.; Lingnau, L.A.; Manka, M.; Tillmann, W.; Walther, F. Fatigue and Corrosion Fatigue Behaviour of Brazed Stainless Steel Joints AISI 304L/BAu-4 in Synthetic Exhaust Gas Condensate. Materials 2019, 12, 1040. https://doi.org/10.3390/ma12071040
Schmiedt-Kalenborn A, Lingnau LA, Manka M, Tillmann W, Walther F. Fatigue and Corrosion Fatigue Behaviour of Brazed Stainless Steel Joints AISI 304L/BAu-4 in Synthetic Exhaust Gas Condensate. Materials. 2019; 12(7):1040. https://doi.org/10.3390/ma12071040
Chicago/Turabian StyleSchmiedt-Kalenborn, Anke, Lars Andree Lingnau, Matthias Manka, Wolfgang Tillmann, and Frank Walther. 2019. "Fatigue and Corrosion Fatigue Behaviour of Brazed Stainless Steel Joints AISI 304L/BAu-4 in Synthetic Exhaust Gas Condensate" Materials 12, no. 7: 1040. https://doi.org/10.3390/ma12071040
APA StyleSchmiedt-Kalenborn, A., Lingnau, L. A., Manka, M., Tillmann, W., & Walther, F. (2019). Fatigue and Corrosion Fatigue Behaviour of Brazed Stainless Steel Joints AISI 304L/BAu-4 in Synthetic Exhaust Gas Condensate. Materials, 12(7), 1040. https://doi.org/10.3390/ma12071040