Synthesis of Nanocrystalline AZ91 Magnesium Alloy Dispersed with 15 vol.% Submicron SiC Particles by Mechanical Milling

Abstract
:1. Introduction
2. Experimental
2.1. Mechanical Milling Process
2.2. Microstructural Characterization
3. Results and Discussion
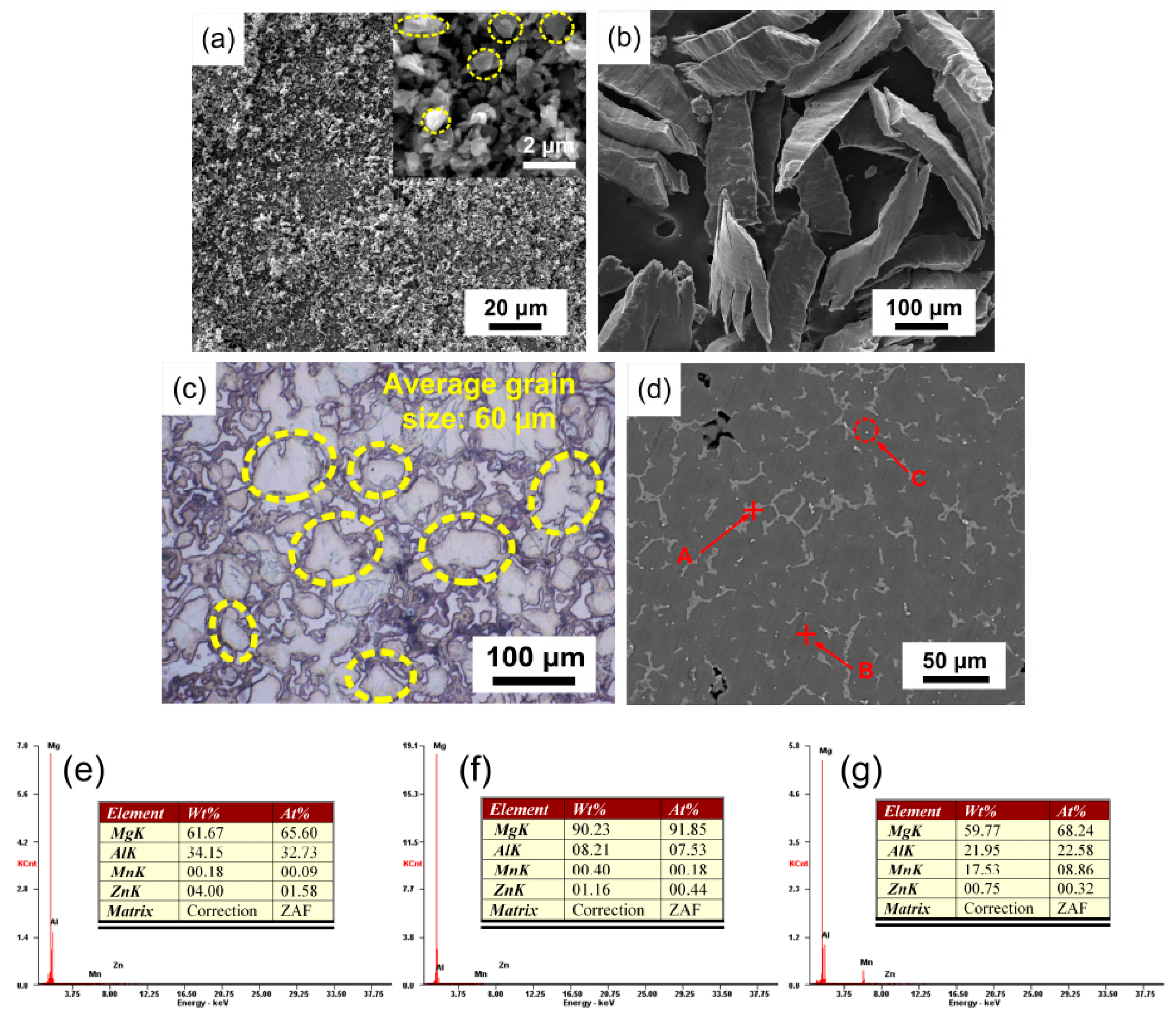
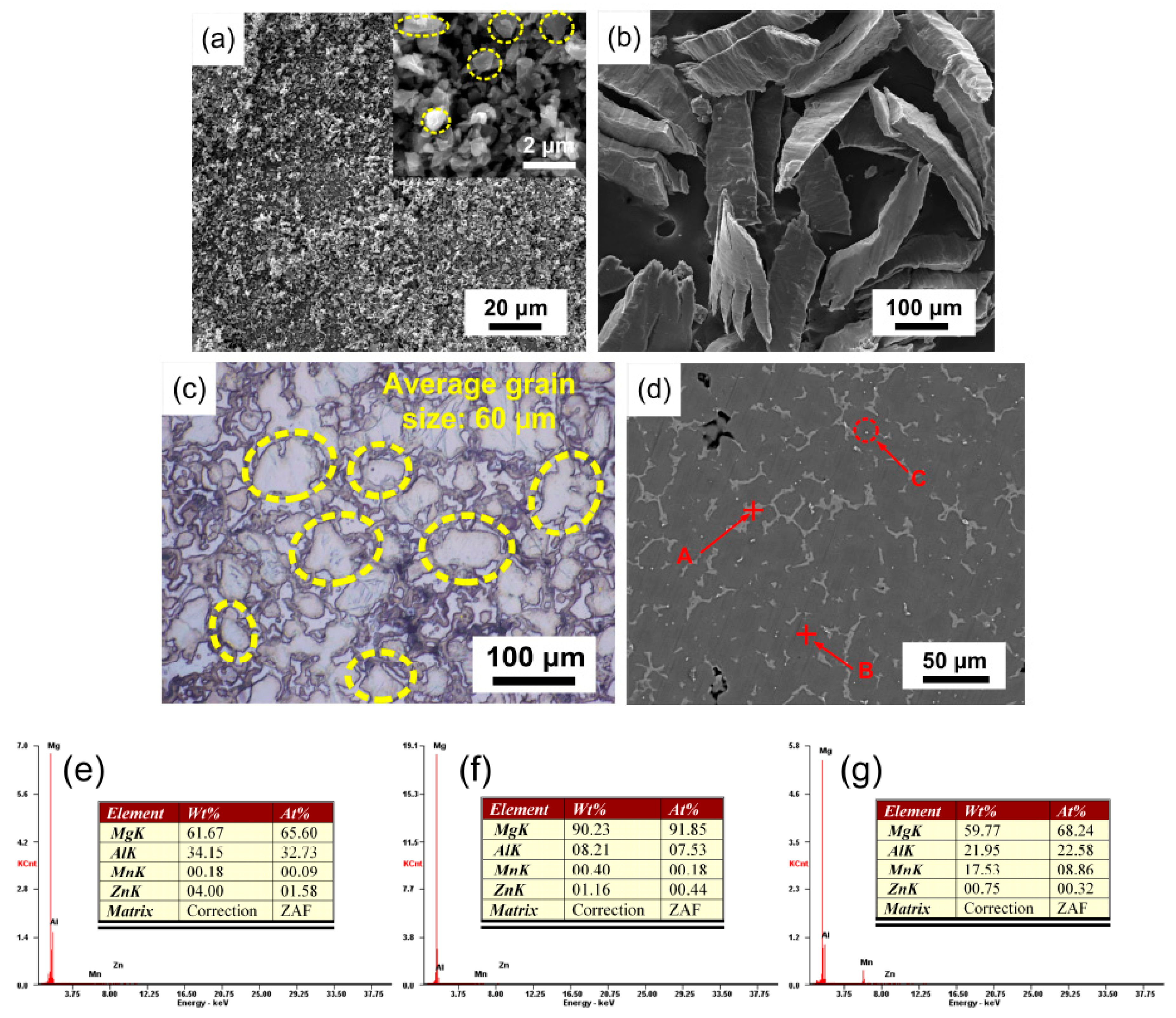
3.1. Characterization of Initial Materials
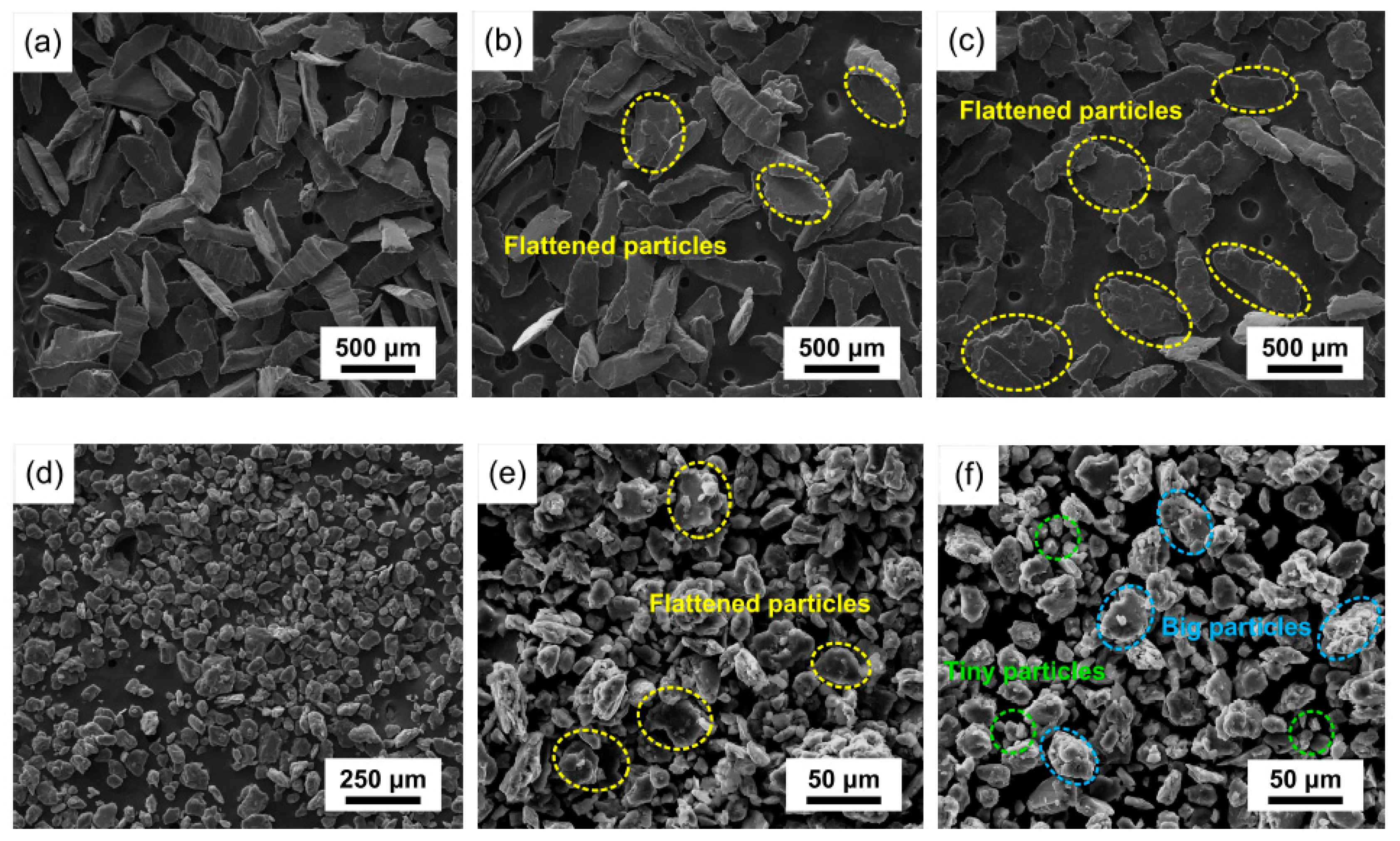
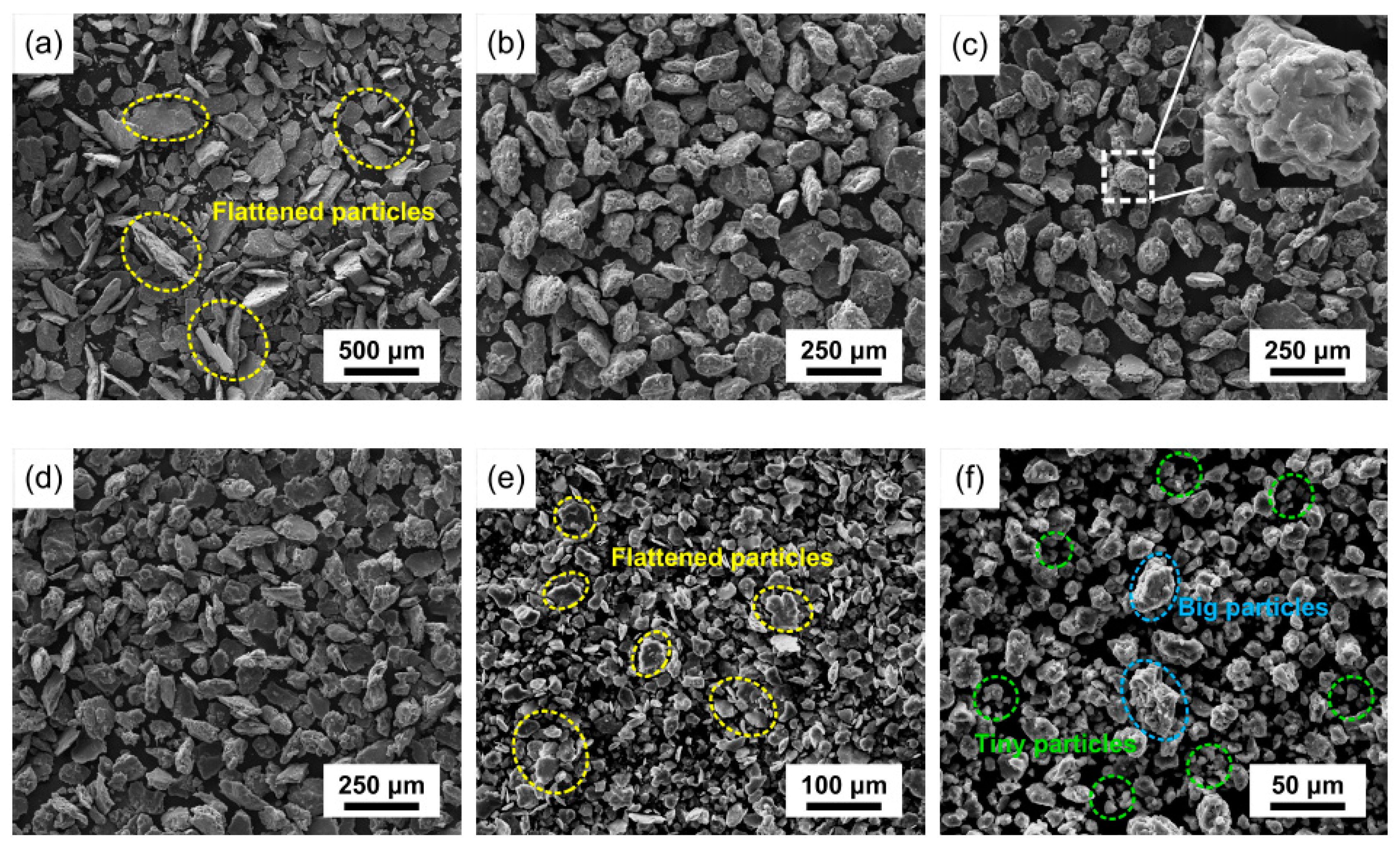
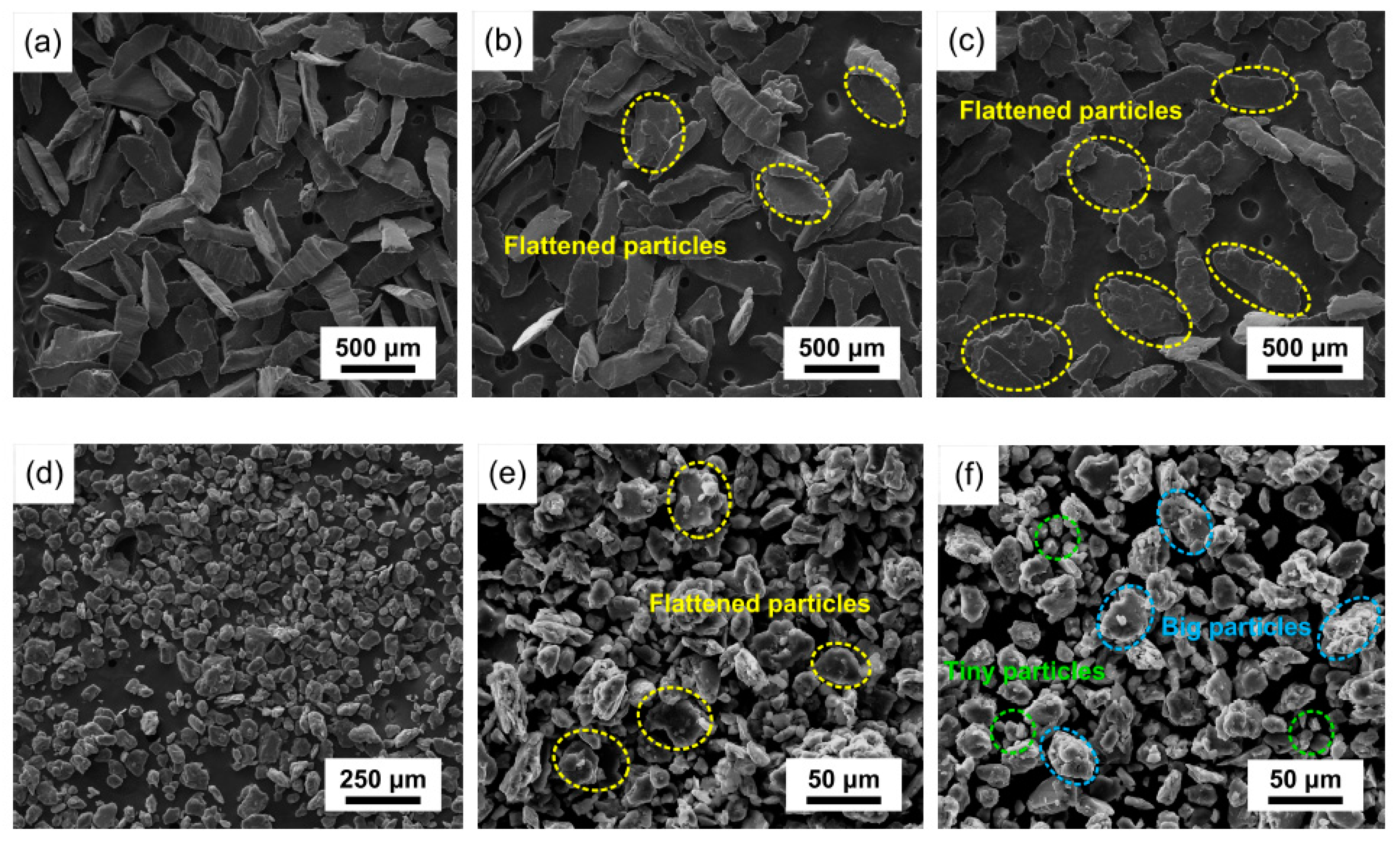
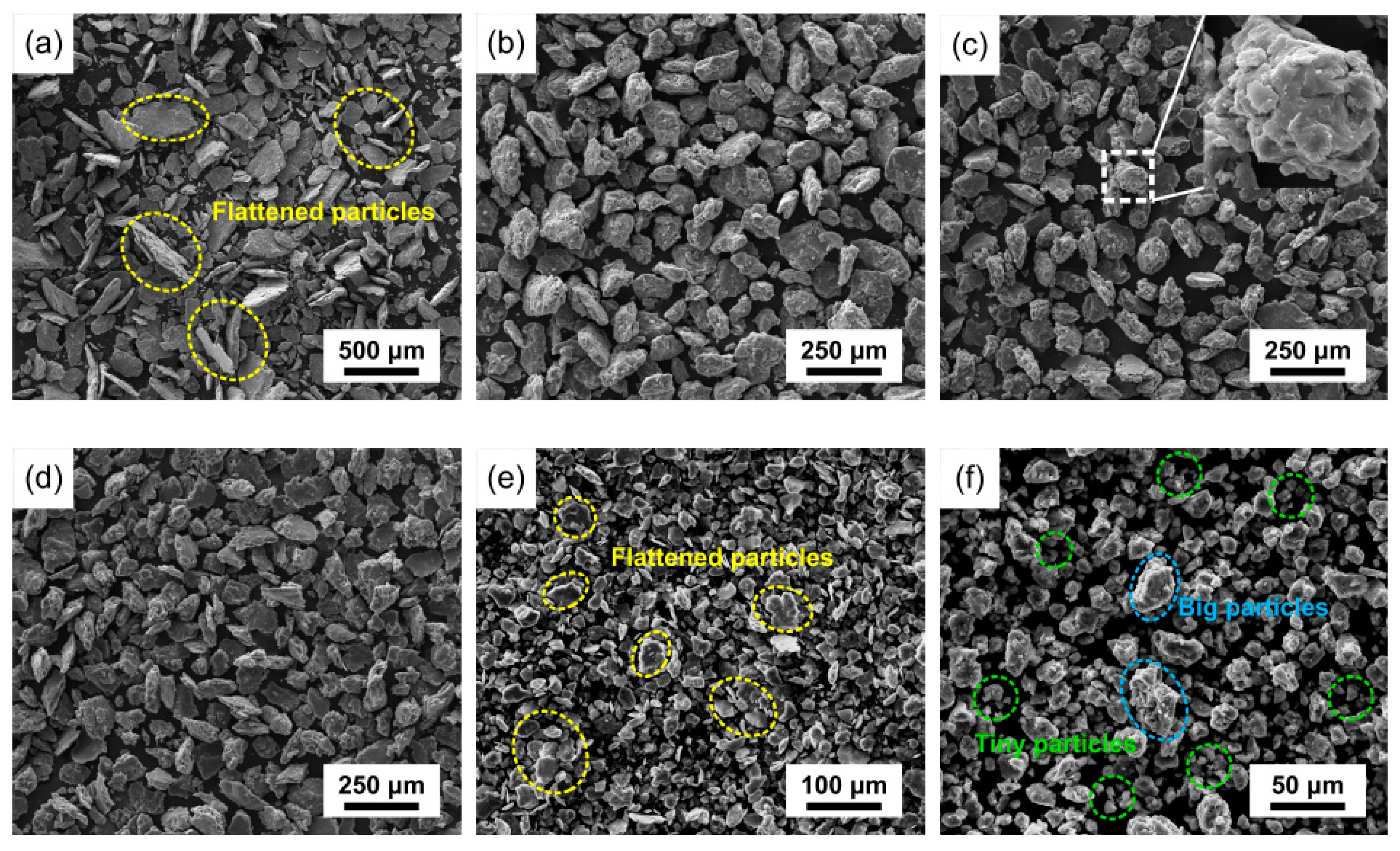
3.2. Morphology Evolution
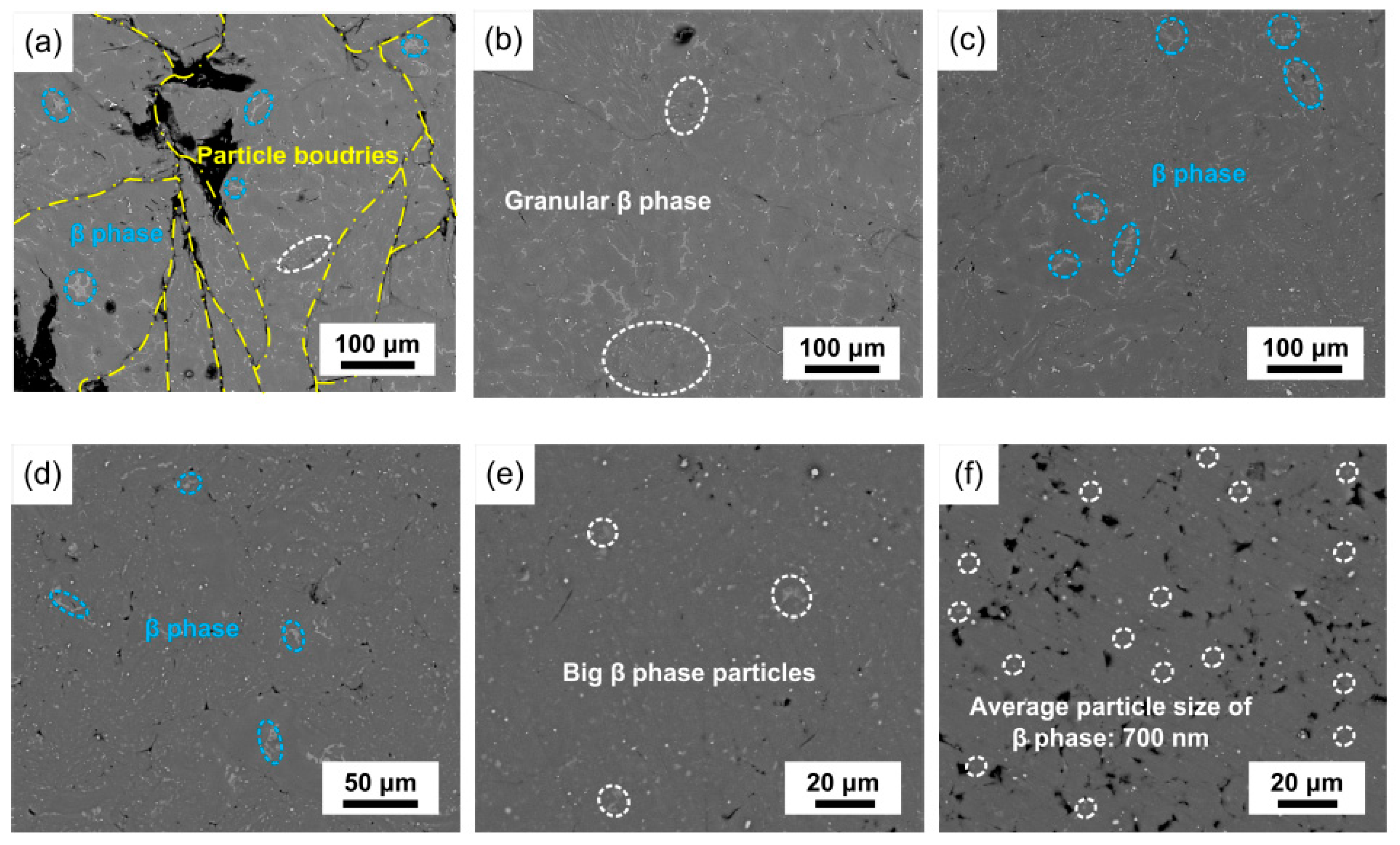
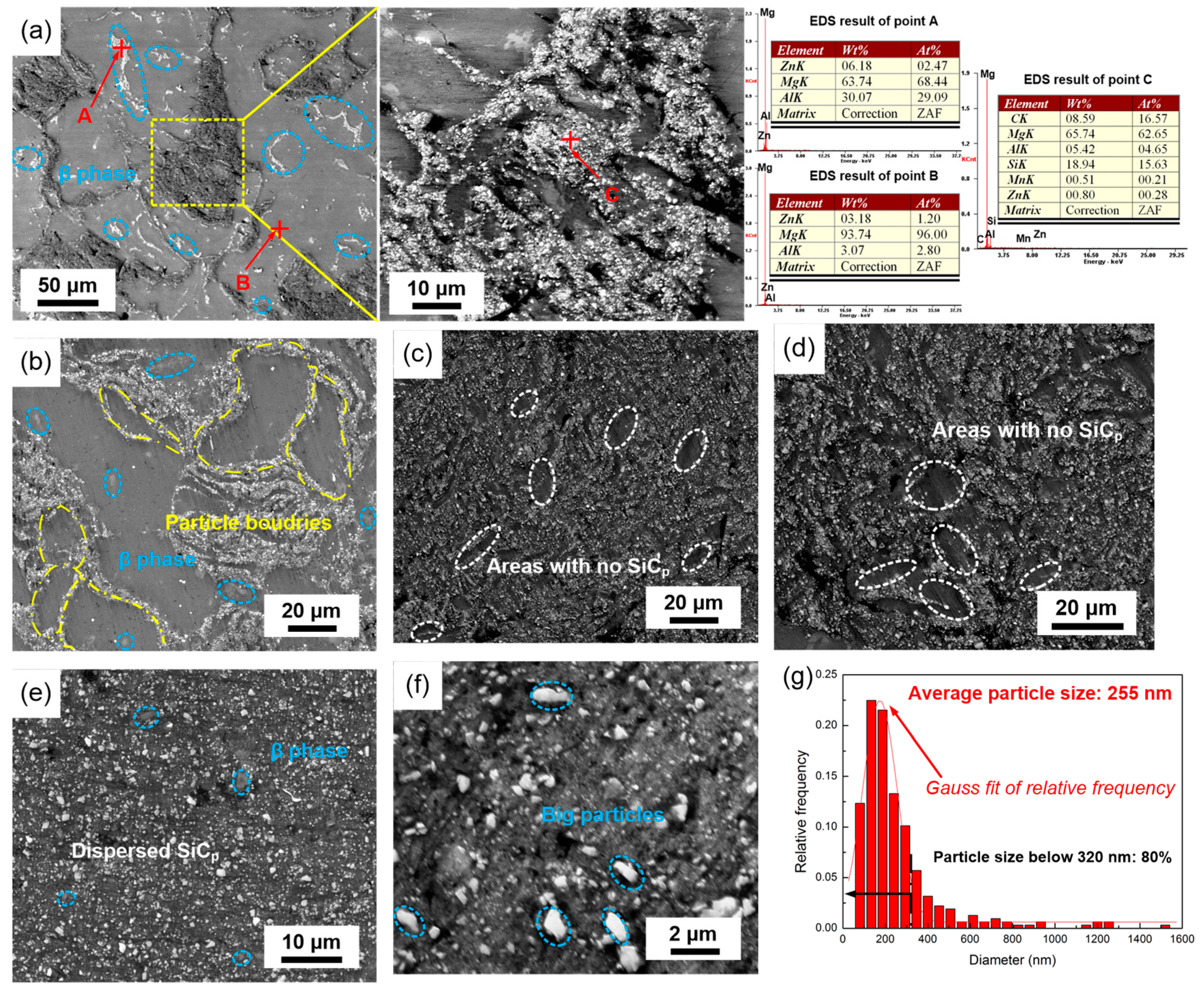
3.3. Dispersions Evolution
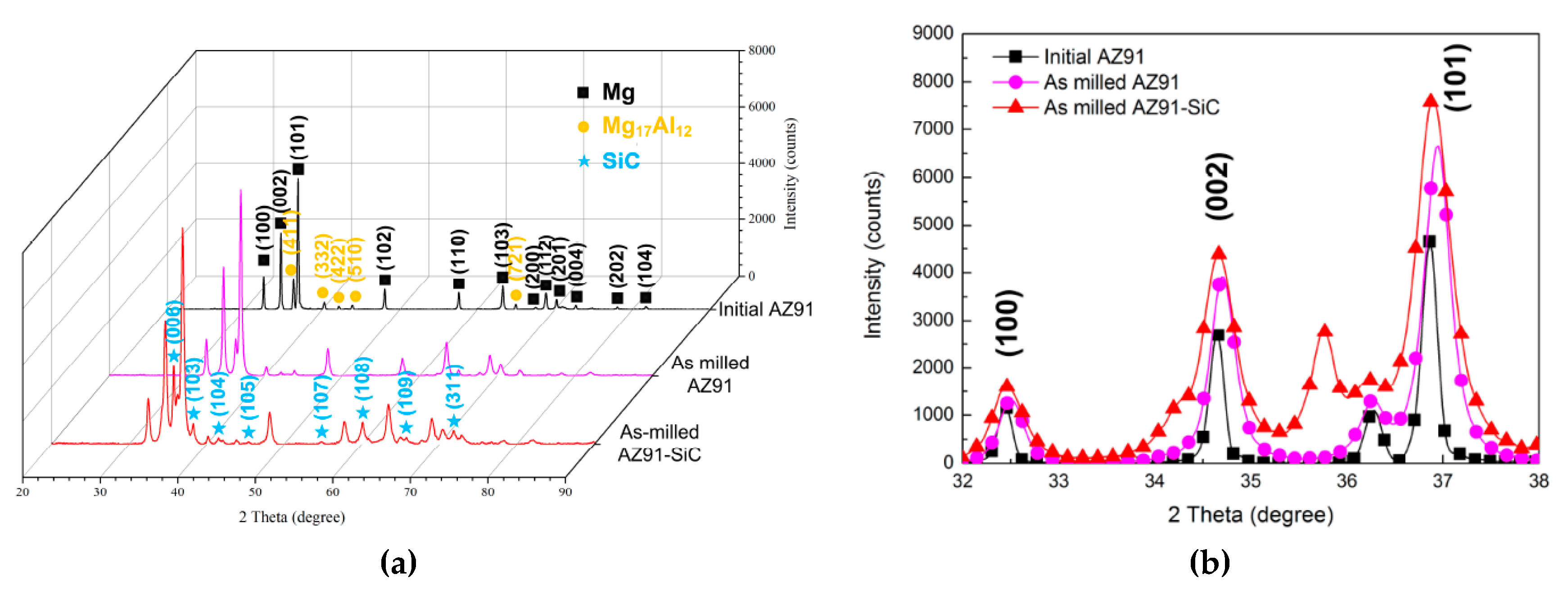
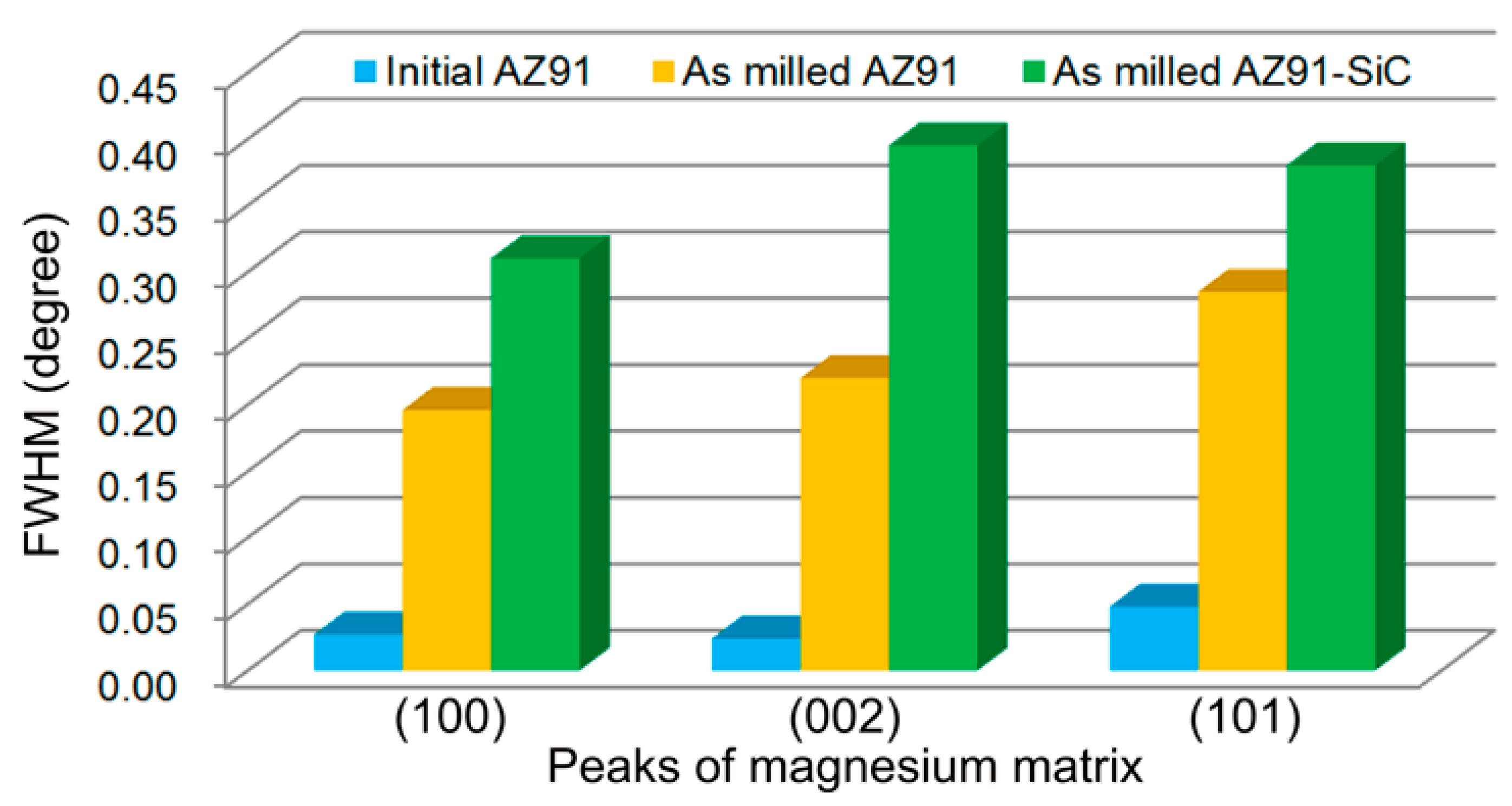
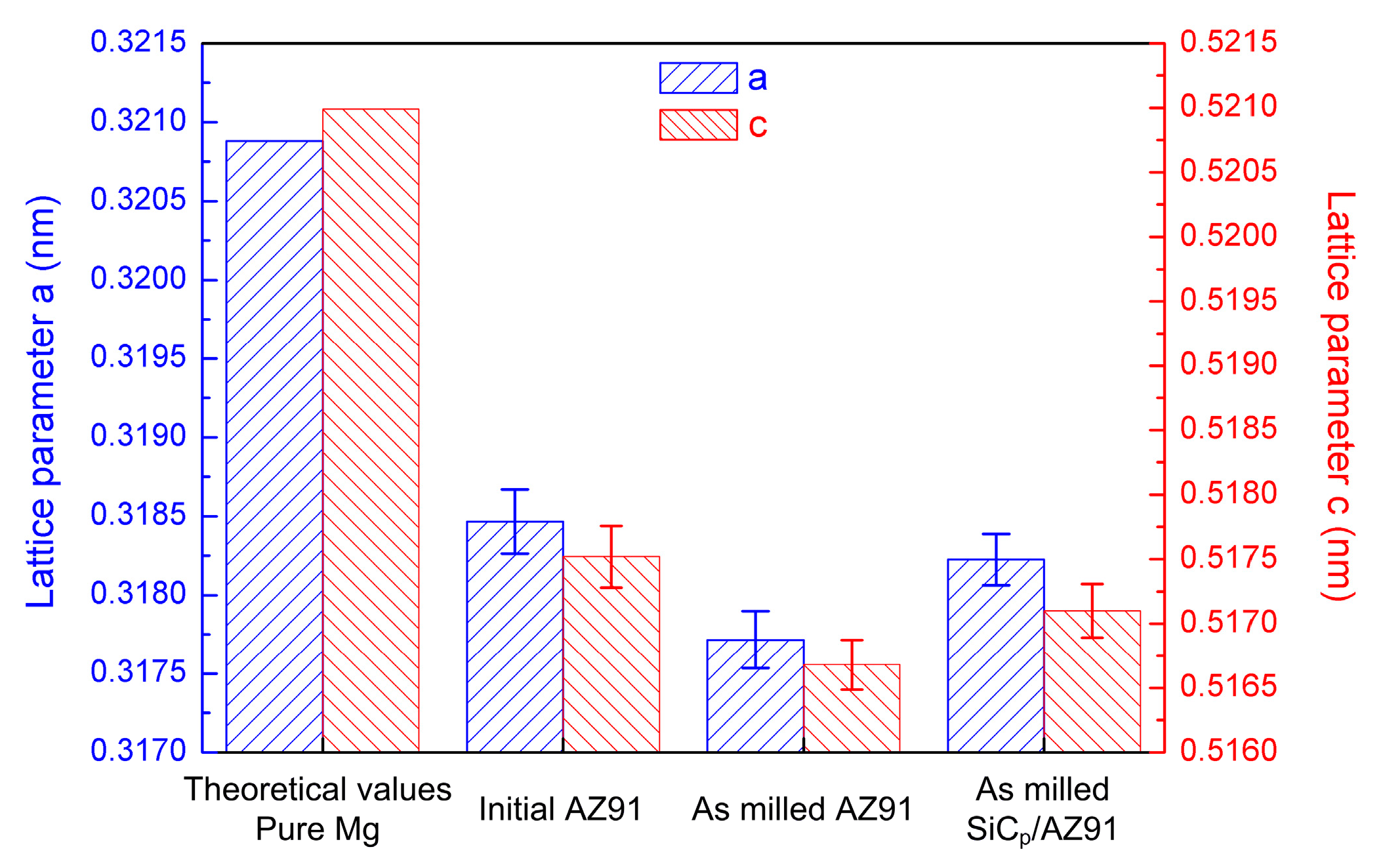
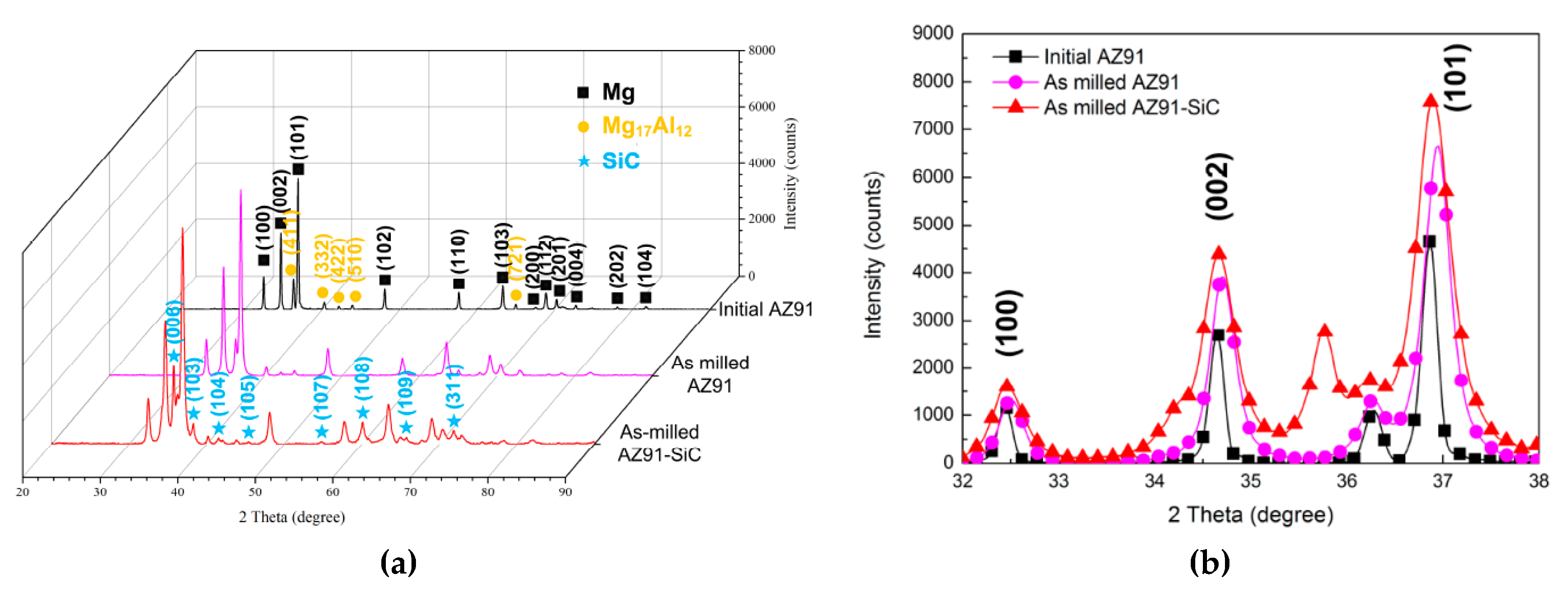
3.4. Phase Transformation
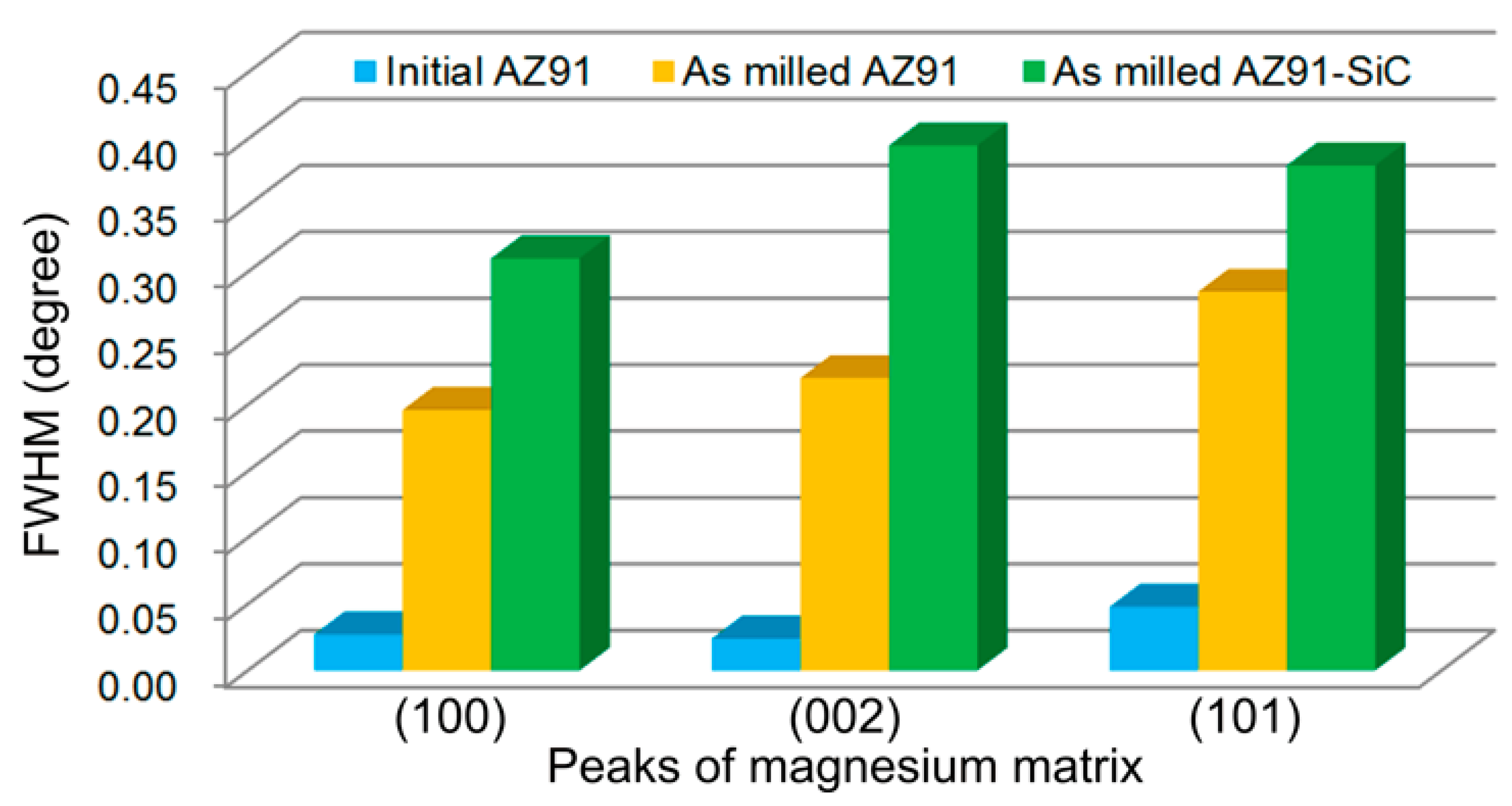
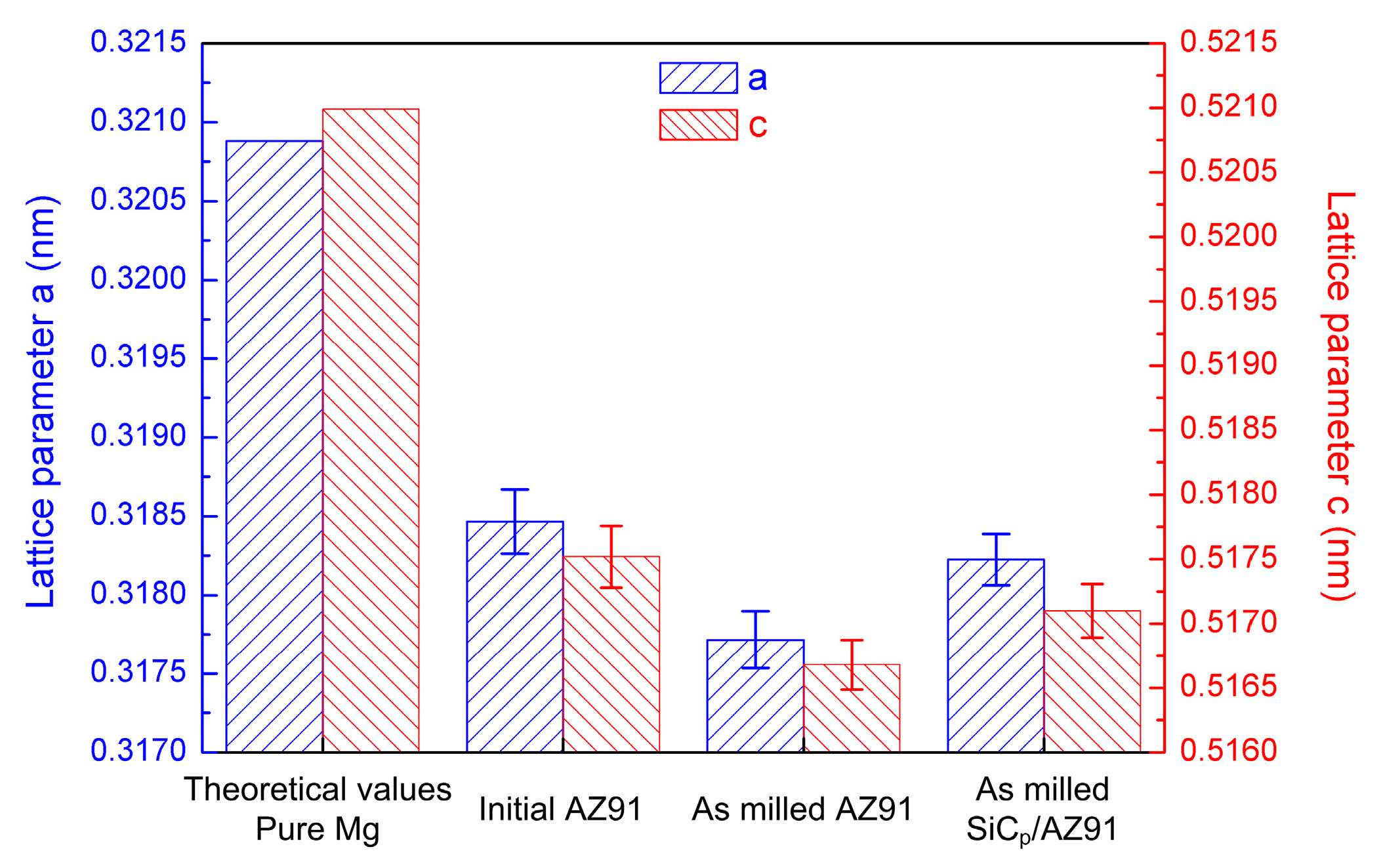
3.5. Magnesium Matrix Analysis
3.6. Hardness Analysis
4. Conclusions
- (1)
- The addition of submicron SiCp accelerated the smashing of AZ91 particles during mechanical milling, which assisted in the dispersion of SiCp in the Mg matrix. After mechanical milling, the average particle size decreased from 800 to 255 nm, and the tiny SiCp, including some nanometer particles, was distributed uniformly in the Mg matrix.
- (2)
- During mechanical milling, powders are in a nonequilibrium state. The dissolution of Mg17Al12 precipitates was confirmed. Based on the lattice parameter evolution of the Mg matrix, Al-supersaturated Mg solid solution was formed. There were also some Mg17Al12 precipitates remaining, the pattern of which changed into particle with diameter of about 700 nm. Moreover, it was found that the SiCp dispersed in Mg matrix hindered the dissolution of Mg17Al12 precipitates.
- (3)
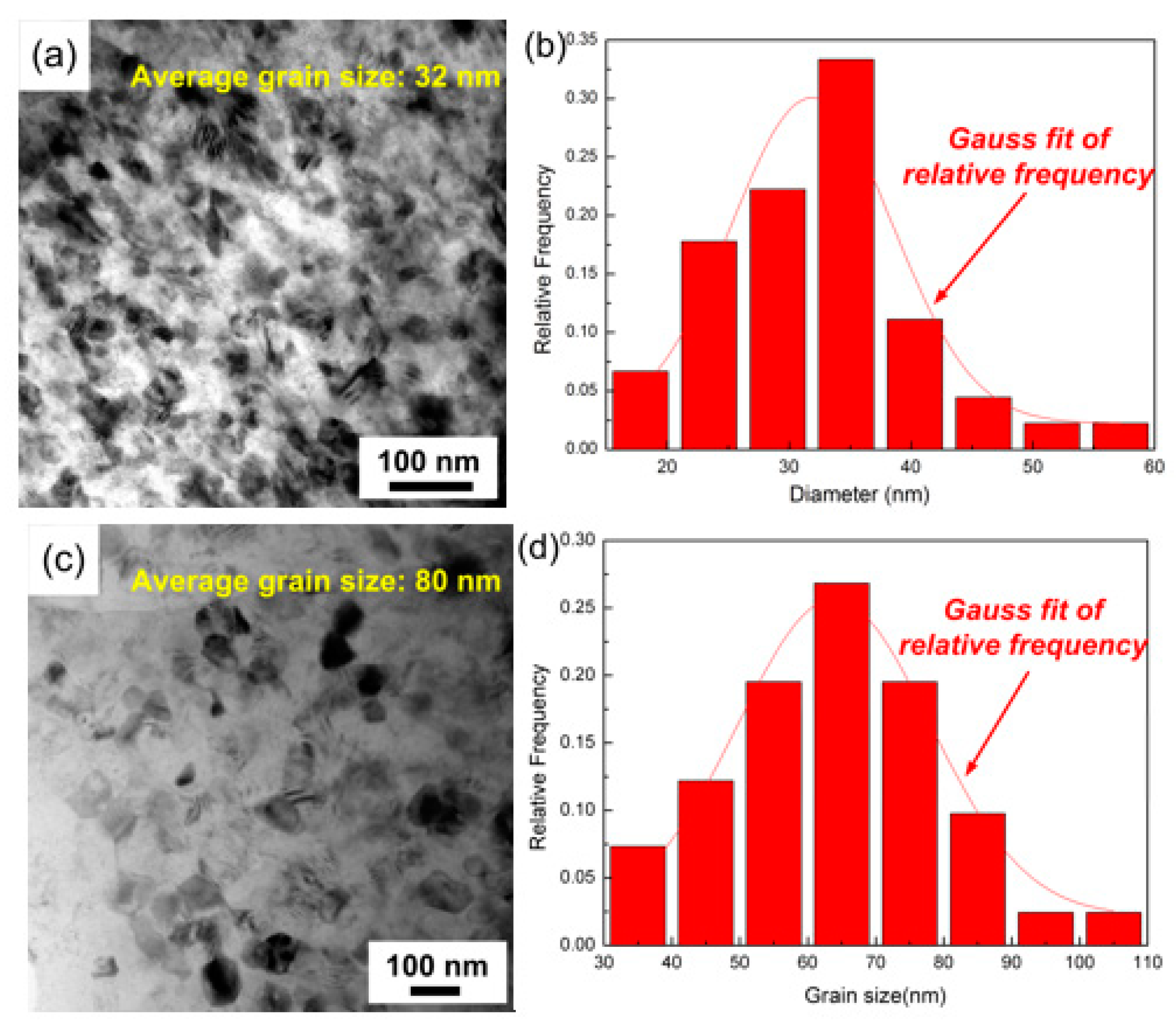
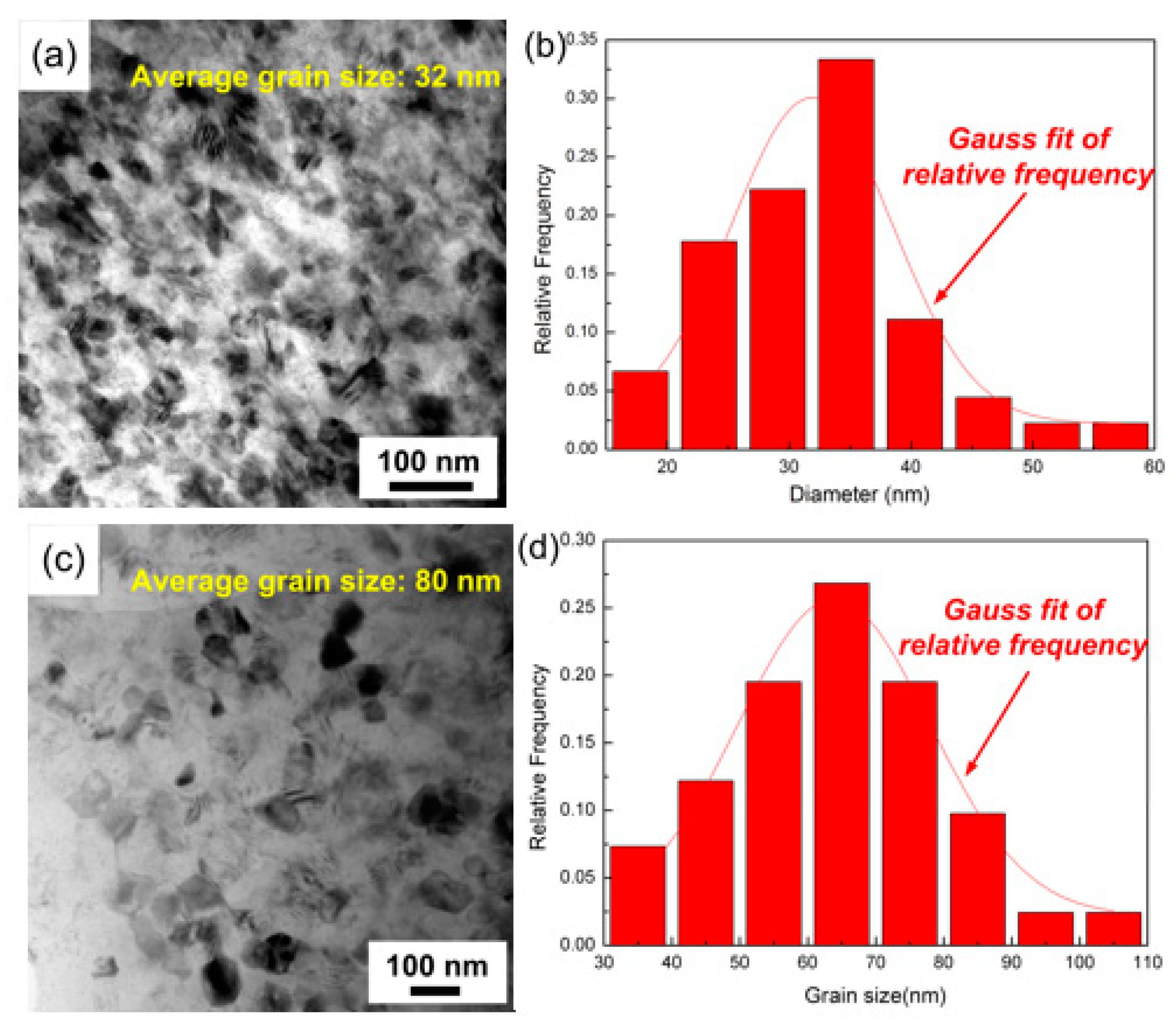
- After mechanical milling, NC AZ91 and SiCp/AZ91 were achieved. Meanwhile, due to the pinning effect on the movement of dislocations, the dislocation pile-up of SiCp/AZ91 was accelerated. Thus, the average grain size of milled SiCp/AZ91 (~32 nm) was smaller than that of milled AZ91 (~64 nm).
- (4)
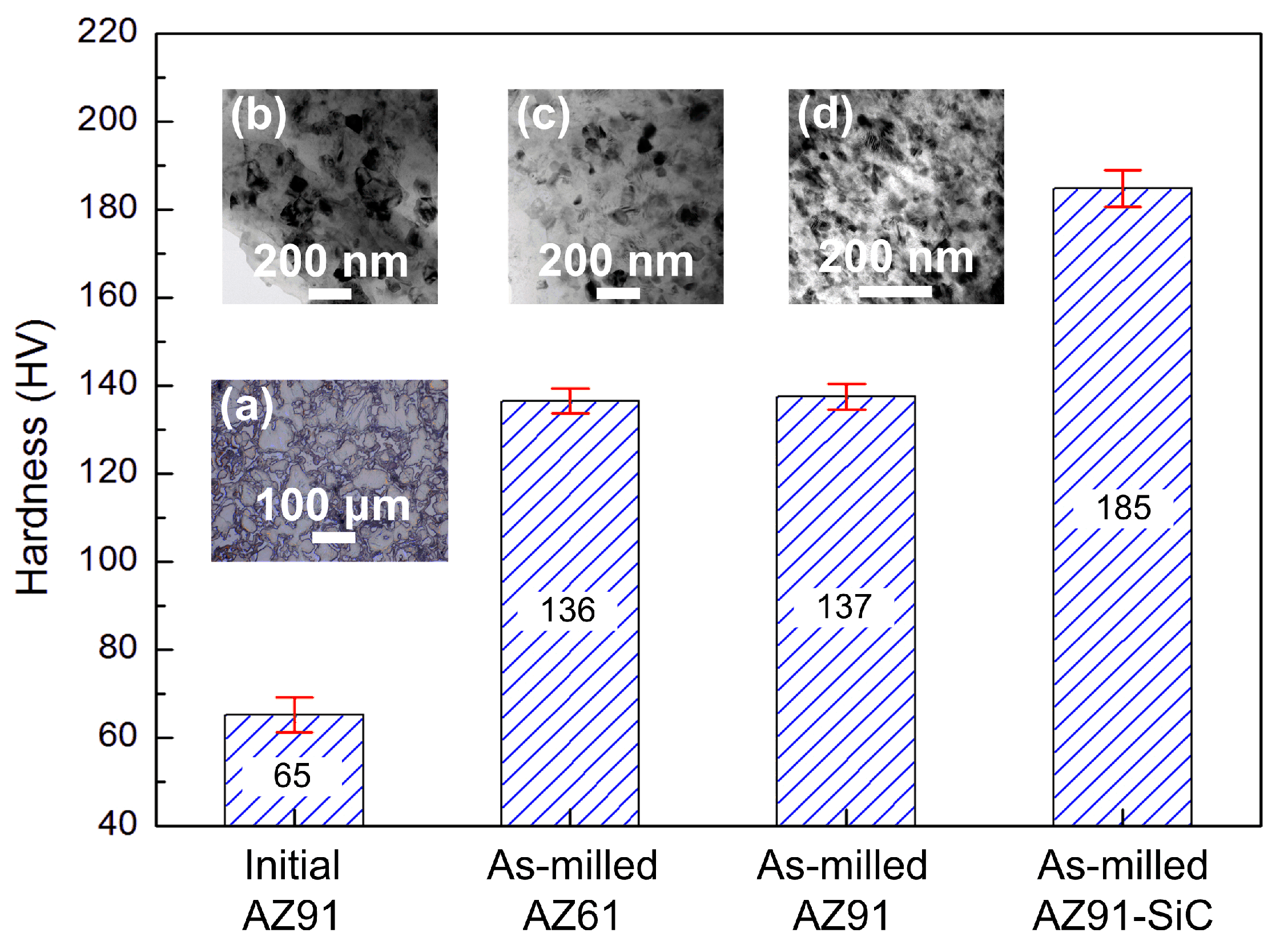
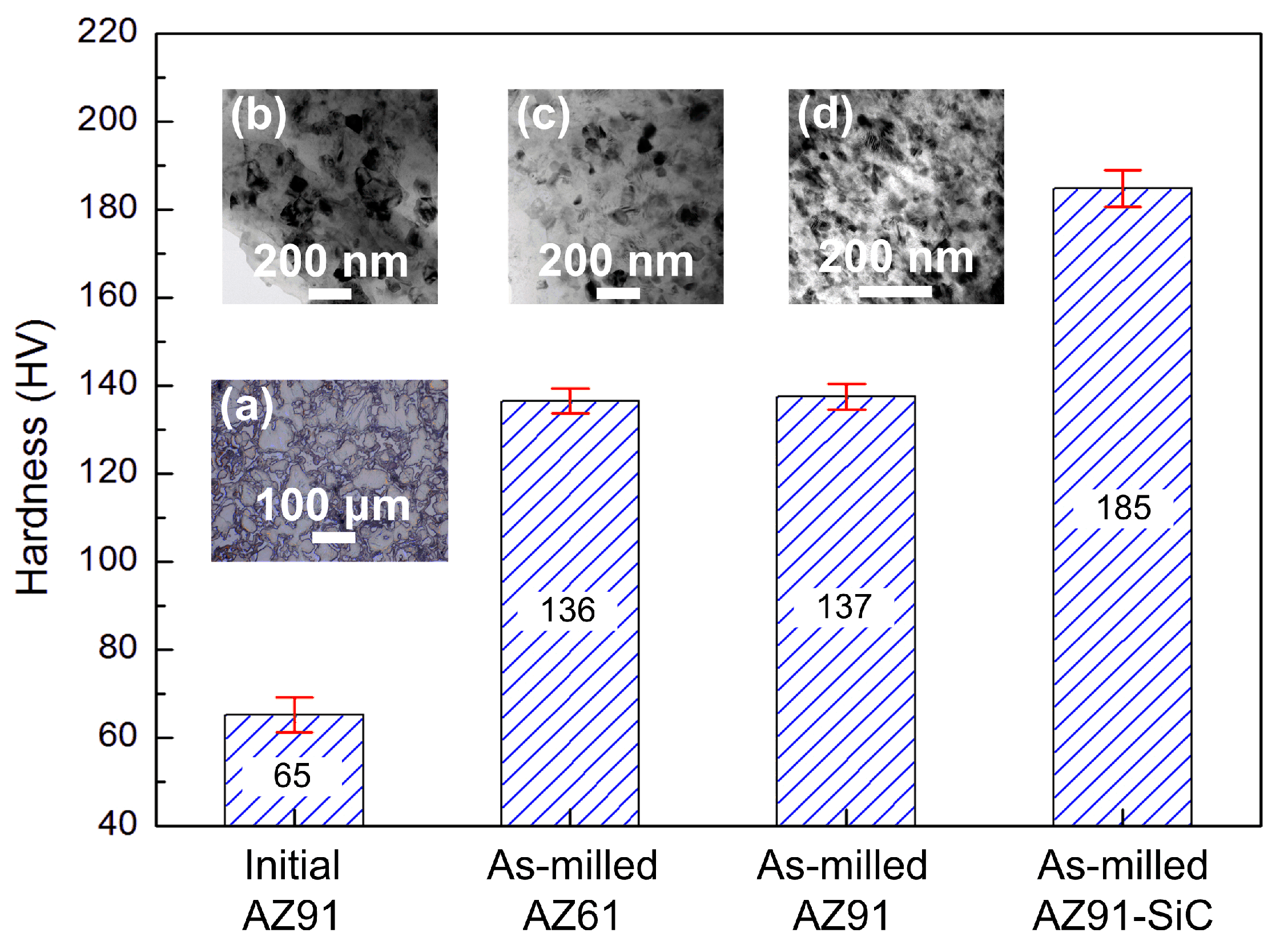
- After mechanical milling, the hardness of SiCp/AZ91 was approximately 185 HV, which was 185% higher than that of the initial AZ91. The strengthening mechanisms of SiCp/AZ91 were analyzed quantitatively. The contribution ratio of grain boundary strengthening, solid solution strengthening, Orowan strengthening, and load-bearing strengthening to milled SiCp/AZ91 were about 81.5%, 1.5%, 6.8%, and 10.3%, respectively. Meanwhile, due to the addition of submicron SiCp, the hardness of SiCp/AZ91 increased by 33% compared with milled AZ91 due to Orowan strengthening, load-bearing strengthening, and more enhanced grain boundary strengthening.
Author Contributions
Funding
Conflicts of Interest
References
- Duan, C.W.; Hu, L.X.; Ma, J.L. Ionic liquids as an efficient medium for the mechanochemical synthesis of α-AlH3 nano-composites. J. Mater. Chem. A 2018, 6, 6309–6318. [Google Scholar] [CrossRef]
- Zhang, W.; Mao, J.; Li, S. Phosphorus-Based Alloy Materials for Advanced Potassium-Ion Battery Anode. J. Am. Chem. Soc. 2017, 139, 3316–3319. [Google Scholar] [CrossRef] [PubMed]
- Suh, B.; Kim, J.H.; Bae, J.H. Effect of Sn addition on the microstructure and deformation behavior of Mg-3Al alloy. Acta Mater. 2017, 124, 268–279. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Xu, Y.; Hu, L.; Jia, J. Microstructure evolution of a SIMA processed AZ91D magnesium alloy based on repetitive upsetting-extrusion (RUE) process. Mater. Charact. 2016, 118, 309–323. [Google Scholar] [CrossRef]
- Suh, B.; Shim, M.; Shin, K.S. Current issues in magnesium sheet alloys: Where do we go from here? Scr. Mater. 2014, 84, 1–6. [Google Scholar] [CrossRef]
- Yu, H.; Sun, Y.; Hu, L. Microstructure and properties of mechanically milled AZ61 powders dispersed with submicron/nanometer Ti particulates. Mater. Charact. 2017, 127, 272–278. [Google Scholar] [CrossRef]
- Chen, L.; Xu, J.; Choi, H. Processing and properties of magnesium containing a dense uniform dispersion of nanoparticles. Nature 2015, 528, 539–543. [Google Scholar] [CrossRef]
- Jiang, H.S.; Qiao, X.G.; Xu, C. Ultrahigh strength as-extruded Mg–10.3Zn–6.4Y–0.4Zr–0.5Ca alloy containing W phase. Mater. Des. 2016, 108, 391–399. [Google Scholar] [CrossRef]
- Yu, H.; Li, C.; Xin, Y. The mechanism for the high dependence of the Hall-Petch slope for twinning/slip on texture in Mg alloys. Acta Mater. 2017, 128, 313–326. [Google Scholar] [CrossRef]
- Kawamura, Y.; Hayashi, K.; Inoue, A. Rapidly solidified powder metallurgy Mg97Zn1Y2 alloys with excellent tensile yield strength above 600 MPa. Mater. Trans. 2001, 42, 1172–1176. [Google Scholar] [CrossRef]
- Medina, J.; Pérez, P.; Garcés, G. High-strength Mg-6Zn-1Y-1Ca (wt%) alloy containing quasicrystalline I-phase processed by a powder metallurgy route. Mater. Sci. Eng. A 2018, 715, 92–100. [Google Scholar] [CrossRef]
- Qiao, X.G.; Ying, T.; Zheng, M.Y. Microstructure evolution and mechanical properties of nano-SiCp/AZ91 composite processed by extrusion and equal channel angular pressing (ECAP). Mater. Charact. 2016, 121, 222–230. [Google Scholar] [CrossRef]
- Alsubaie, S.A.; Huang, Y.; Langdon, T.G. Hardness evolution of AZ80 magnesium alloy processed by HPT at different temperatures. J. Mater. Res. Technol. 2017, 6, 378–384. [Google Scholar] [CrossRef]
- Jia, J.; Xu, Y.; Yang, Y. Microstructure evolution of an AZ91D magnesium alloy subjected to intense plastic straining. J. Alloys Compd. 2017, 721, 347–362. [Google Scholar] [CrossRef]
- Wang, X.; Wang, H.; Hu, L. Nanocrystalline Mg and Mg alloy powders by hydriding-dehydriding processing. Trans. Nonferr. Metal. Soc. 2010, 20, 1326–1330. [Google Scholar] [CrossRef]
- Feng, J.; Sun, H.; Li, X. Microstructures and mechanical properties of the ultrafine-grained Mg–3Al–Zn alloys fabricated by powder metallurgy. Adv. Powder Technol. 2016, 27, 550–556. [Google Scholar] [CrossRef]
- Yu, H.; Sun, Y.; Hu, L. Microstructural evolution of AZ61-10at.%Ti composite powders during mechanical milling. Mater. Des. 2016, 104, 265–275. [Google Scholar] [CrossRef]
- Sun, W.T.; Qiao, X.G.; Zheng, M.Y. Altered ageing behaviour of a nanostructured Mg-8.2Gd-3.8Y-1.0Zn-0.4Zr alloy processed by high pressure torsion. Acta Mater. 2018, 151, 260–270. [Google Scholar] [CrossRef]
- Courtney, T.H. Mechanical Behavior of Materials; Waveland Press: Long Grove, IL, USA, 2005. [Google Scholar]
- Su, Q.; Xu, J.; Wang, C. The Fabrication of Micro-Array Channels with the Ultrafine-Grained LZ91 Mg-Li Alloy by Micro-Embossing. Micromachines 2018, 9, 55. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel Nanoparticle-Reinforced Metal Matrix Composites with Enhanced Mechanical Properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, T.; Zhou, J. Mechanical Properties of Thixoforged In Situ Mg2Sip/AM60B Composite at Elevated Temperatures. Metals 2018, 8, 106. [Google Scholar] [CrossRef]
- Moya, J.; Lopezesteban, S.; Pecharroman, C. The challenge of ceramic/metal microcomposites and nanocomposites. Prog. Mater. Sci. 2007, 52, 1017–1090. [Google Scholar] [CrossRef]
- Yu, H.; Sun, Y.; Hu, L. The effect of Ti addition on microstructure evolution of AZ61 Mg alloy during mechanical milling. J. Alloys Compd. 2017, 704, 537–544. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Zhou, H.; Hu, L.; Sun, H. Synthesis of nanocrystalline Mg-based Mg–Ti composite powders by mechanical milling. Mater. Charact. 2015, 106, 44–51. [Google Scholar] [CrossRef]
- Yu, H.; Sun, Y.; Wan, Z. Nanocrystalline Ti/AZ61 magnesium matrix composite: Evolution of microstructure and mechanical property during annealing treatment. J. Alloys Compd. 2018, 741, 231–239. [Google Scholar] [CrossRef]
- Zhang, P.; Li, S.X.; Zhang, Z.F. General relationship between strength and hardness. Mater. Sci. Eng. A 2011, 529, 62–73. [Google Scholar] [CrossRef]
- Yu, H.; Zhou, H.; Sun, Y. Microstructures and mechanical properties of ultrafine-grained Ti/AZ31 magnesium matrix composite prepared by powder metallurgy. Adv. Powder Technol. 2018, 29, 3241–3249. [Google Scholar] [CrossRef]
- Schuh, C.A.; Nieh, T.G.; Iwasaki, H. The effect of solid solution W additions on the mechanical properties of nanocrystalline Ni. Acta Mater. 2003, 51, 431–443. [Google Scholar] [CrossRef]
- Yuan, W.; Panigrahi, S.K.; Su, J.Q. Influence of grain size and texture on Hall–Petch relationship for a magnesium alloy. Scr. Mater. 2011, 65, 994–997. [Google Scholar] [CrossRef]
- Goh, C.; Wei, J.; Lee, L. Properties and deformation behaviour of Mg–Y2O3 nanocomposites. Acta Mater. 2007, 55, 5115–5121. [Google Scholar] [CrossRef]
- Chen, L.; Peng, J.; Xu, J. Achieving uniform distribution and dispersion of a high percentage of nanoparticles in metal matrix nanocomposites by solidification processing. Scr. Mater. 2013, 69, 634–637. [Google Scholar] [CrossRef]
- Seenuvasaperumal, P.; Doi, K.; Basha, D.A. Wear behavior of HPT processed UFG AZ31B magnesium alloy. Mater. Lett. 2018, 227, 194–198. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Development of high performance magnesium nano-composites using nano-Al2O3 as reinforcement. Mater. Sci. Eng. A 2005, 392, 163–168. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.; Yang, X. Processing, microstructure and ageing behavior of in-situ submicron TiB2 particles reinforced AZ91 Mg matrix composites. J. Alloys Compd. 2018, 764, 96–106. [Google Scholar] [CrossRef]
- Penther, D.; Ghasemi, A.; Riedel, R. Effect of SiC nanoparticles on manufacturing process, microstructure and hardness of Mg-SiC nanocomposites produced by mechanical milling and hot extrusion. Mater. Sci. Eng. A 2018, 738, 264–272. [Google Scholar] [CrossRef]
- Chen, Q.; Meng, Y.; Yi, Y. Microstructure and mechanical properties of cup-shaped parts of 15% SiCp reinforced AZ91 magnesium matrix composite processed by thixoforging. J. Alloys Compd. 2019, 774, 93–110. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Particle Size (μm) | Grain Size (μm) | Hardness (HV) | Processing |
|---|---|---|---|---|
| AZ31B | - | 0.12 | 123 | HPT [35] |
| Mg-8.2Gd-3.8Y-1.0Zn-0.4Zr | - | 0.10 | 145 | HPT and annealing [19] |
| AZ61-8 vol.% Ti | 0.36 | 0.05 | 147 | MM [7] |
| Mg-1.11 vol.% Al2O3 | <0.1 | 31 | 70 | MM and sintering [36] |
| Mg-2.5 wt.% TiB2 | 0.1–0.7 | - | 107 | As-cast [37] |
| Mg18Zn-6 vol.% SiCp | 0.05 | - | 183 | NSP [34] |
| Mg-10 vol.% SiCp | 0.05 | 0.06 | 141 | MM [38] |
| Mg-10 vol.% SiCp | 0.05 | 0.16 | 99 | MM and ES [38] |
| AZ91-15 vol.% SiCp* | 10 | 48 | 133 | Thixoforging [39] |
| AZ91-15 vol.% SiCp | 0.26 | 0.03 | 185 | MM |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, S.; Zhou, J.; Tang, S.; Yu, H.; Su, Q.; Zhang, S. Synthesis of Nanocrystalline AZ91 Magnesium Alloy Dispersed with 15 vol.% Submicron SiC Particles by Mechanical Milling. Materials 2019, 12, 901. https://doi.org/10.3390/ma12060901
Su S, Zhou J, Tang S, Yu H, Su Q, Zhang S. Synthesis of Nanocrystalline AZ91 Magnesium Alloy Dispersed with 15 vol.% Submicron SiC Particles by Mechanical Milling. Materials. 2019; 12(6):901. https://doi.org/10.3390/ma12060901
Chicago/Turabian StyleSu, Shitian, Jixue Zhou, Shouqiu Tang, Huan Yu, Qian Su, and Suqing Zhang. 2019. "Synthesis of Nanocrystalline AZ91 Magnesium Alloy Dispersed with 15 vol.% Submicron SiC Particles by Mechanical Milling" Materials 12, no. 6: 901. https://doi.org/10.3390/ma12060901
APA StyleSu, S., Zhou, J., Tang, S., Yu, H., Su, Q., & Zhang, S. (2019). Synthesis of Nanocrystalline AZ91 Magnesium Alloy Dispersed with 15 vol.% Submicron SiC Particles by Mechanical Milling. Materials, 12(6), 901. https://doi.org/10.3390/ma12060901