Influence of Process Fluctuations on Residual Stress Evolution in Rotary Swaging of Steel Tubes

 ,
,  , and
, and
Abstract
:1. Introduction
2. Methods
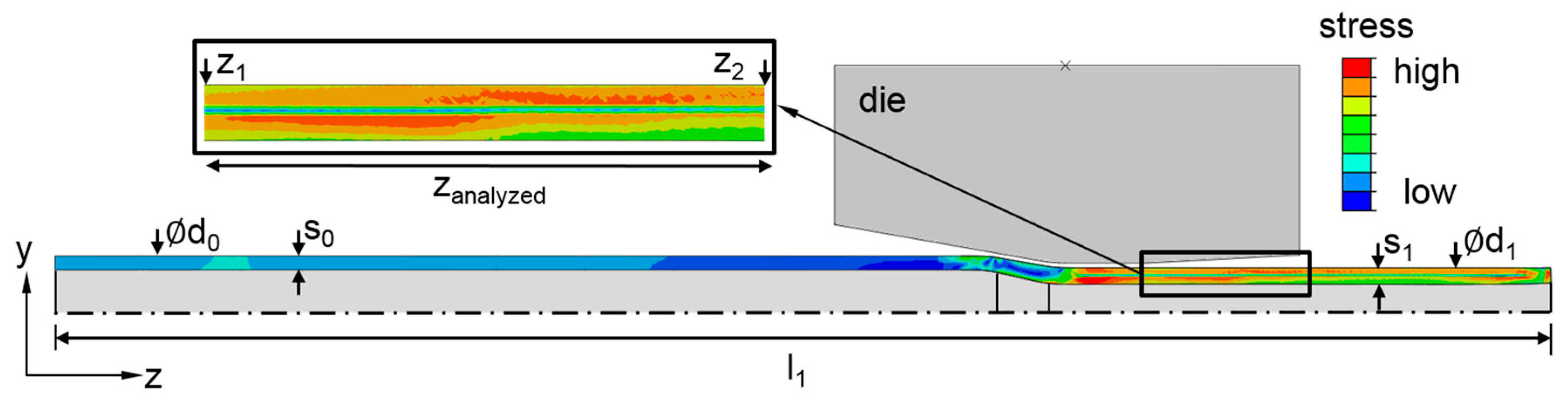
2.1. Modelling and Simulation
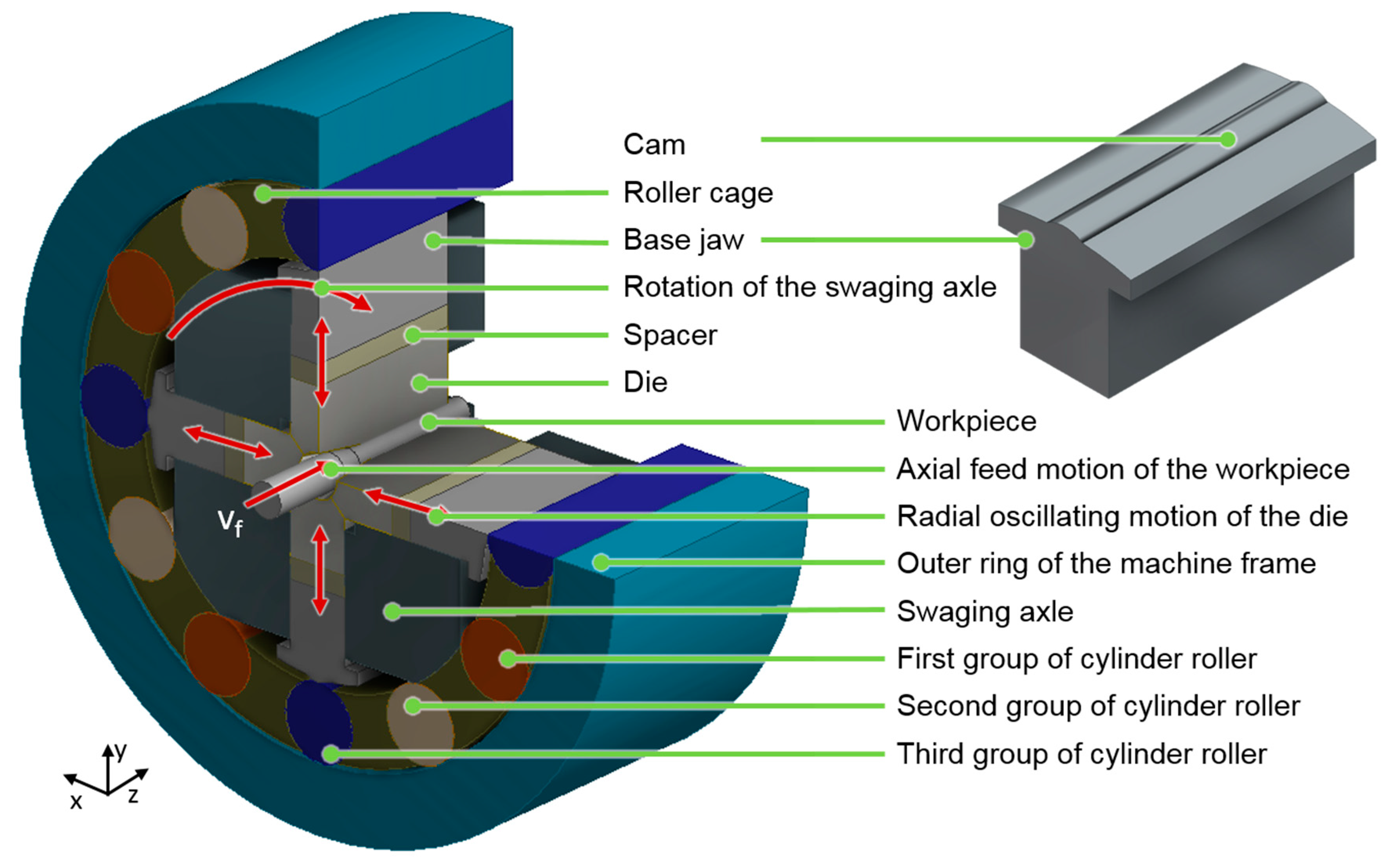
2.2. Rotary Swaging Setup
2.3. Residual Stress Measurement
3. Results
3.1. Simulation
3.2. Process Analysis
3.3. Residual Stress Analysis
4. Conclusions
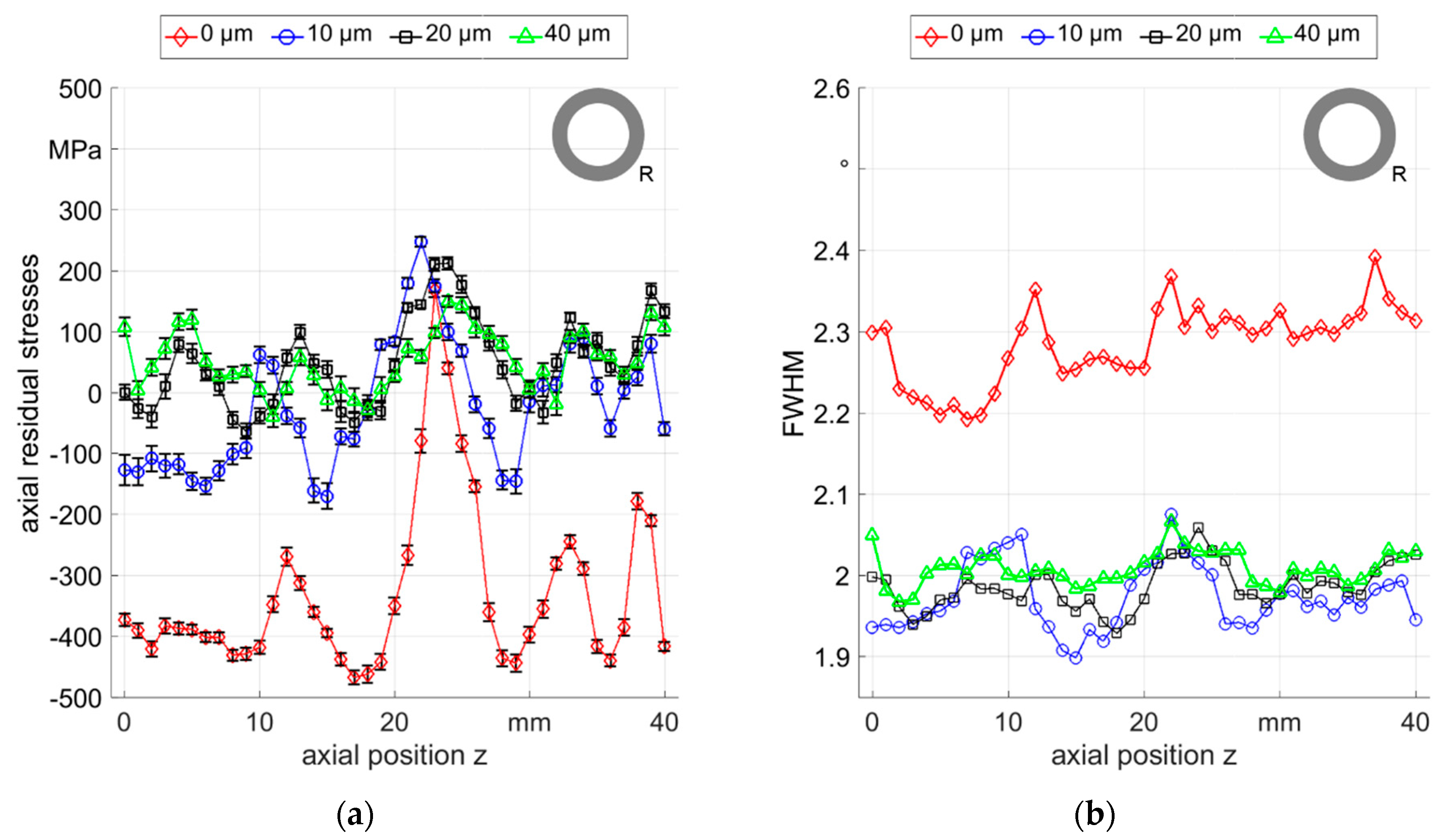
- In simulations, the axial stress component Szz depends on the individual stroke during rotary swaging. Fluctuations in the stroke height of a few microns, which are in the range of the tolerance of the components of the swaging head, lead to strong fluctuations in the simulated residual stress distribution at the surface.
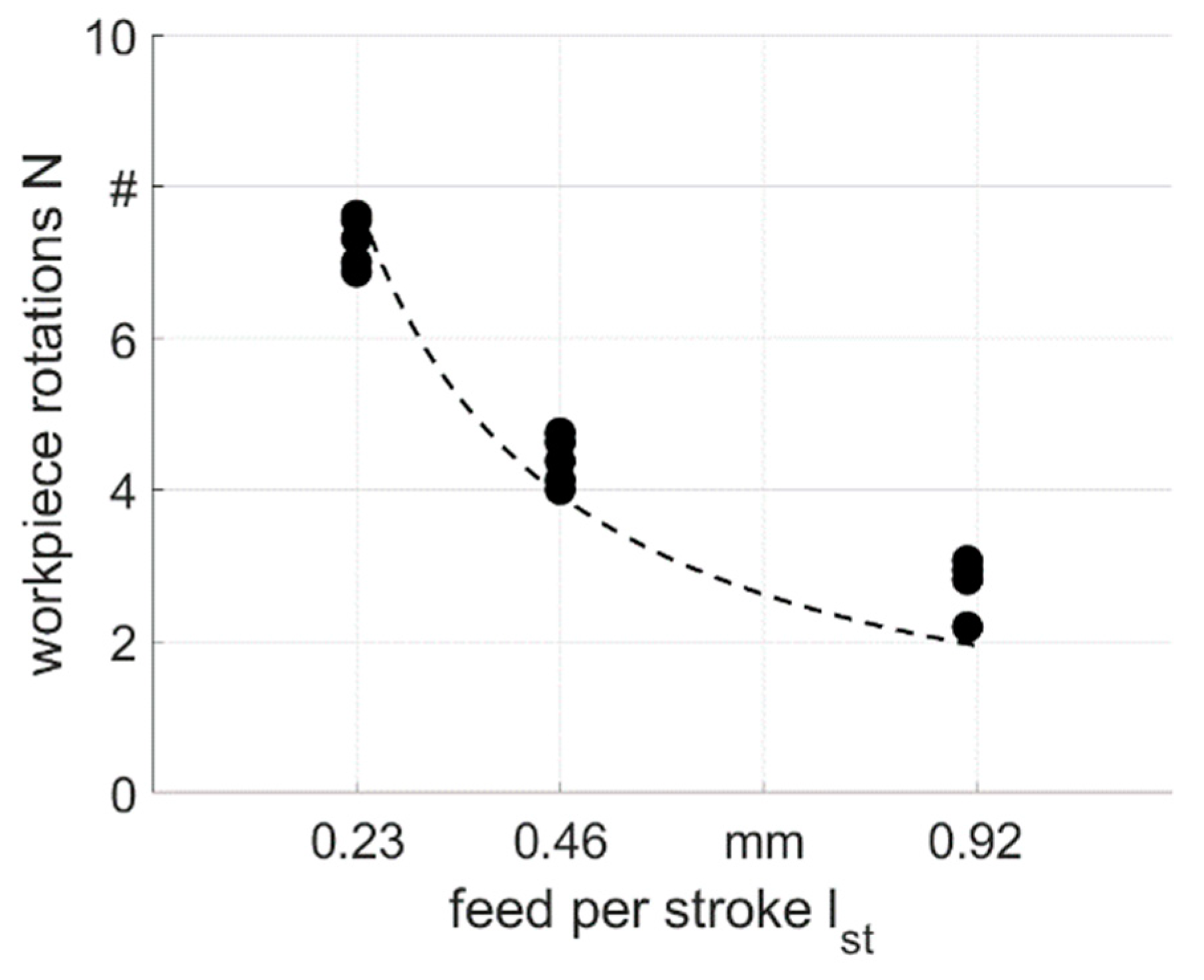
- The recorded part rotation N over the complete forming process depends on the set parameter feed per stroke lst. N decreases with a decreasing number of strokes (higher feed velocity vf) but increases with an increased feed per stroke value due to the longer contact.
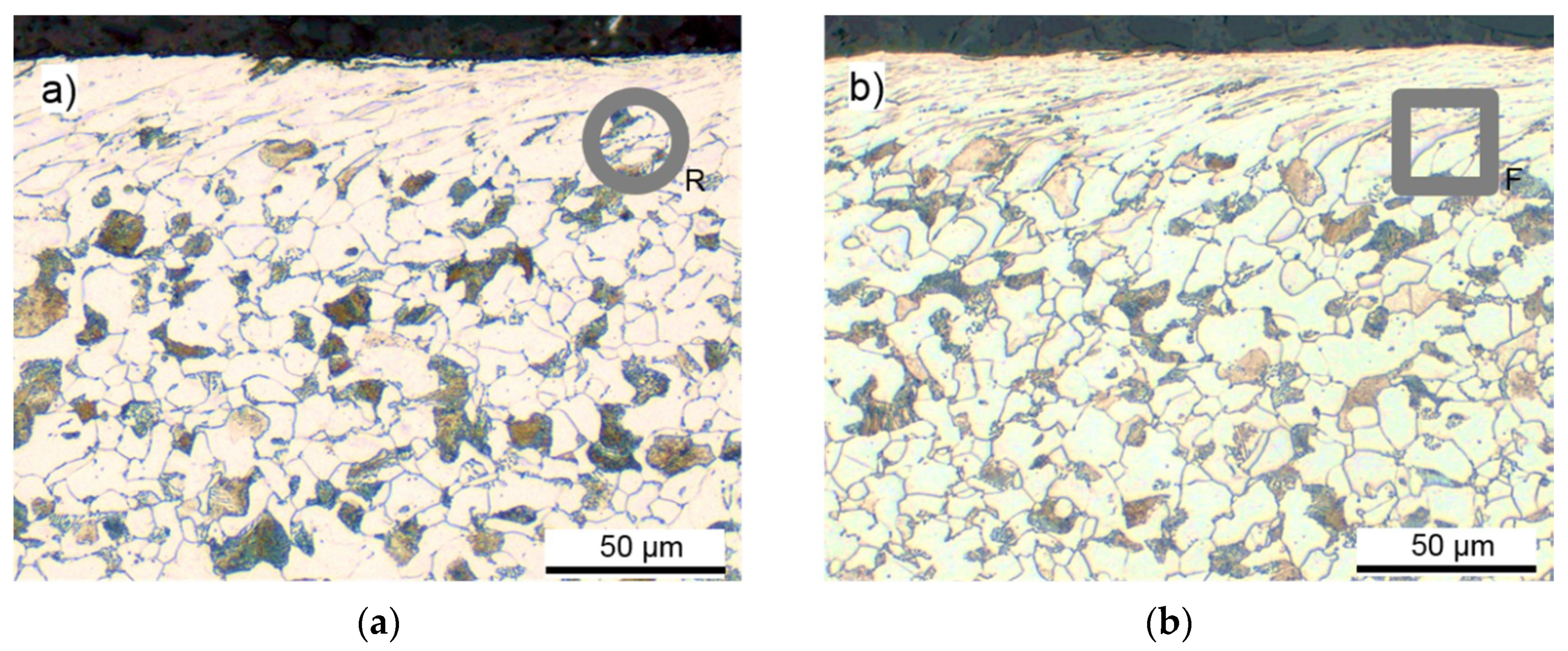
- The residual stress distribution at the surface and in the first few tens of microns is influenced by each stroke in the process. The fluctuations observed after swaging with round dies (arbitrary ∆φ) can be explained by the slight differences between the round and flat dies due to tolerances of the machine components, as seen in the simulation. It can be assumed, that the local plastic deformation history resulting from the series of individually performed strokes produces local individual residual stress values, at least at the very surface.
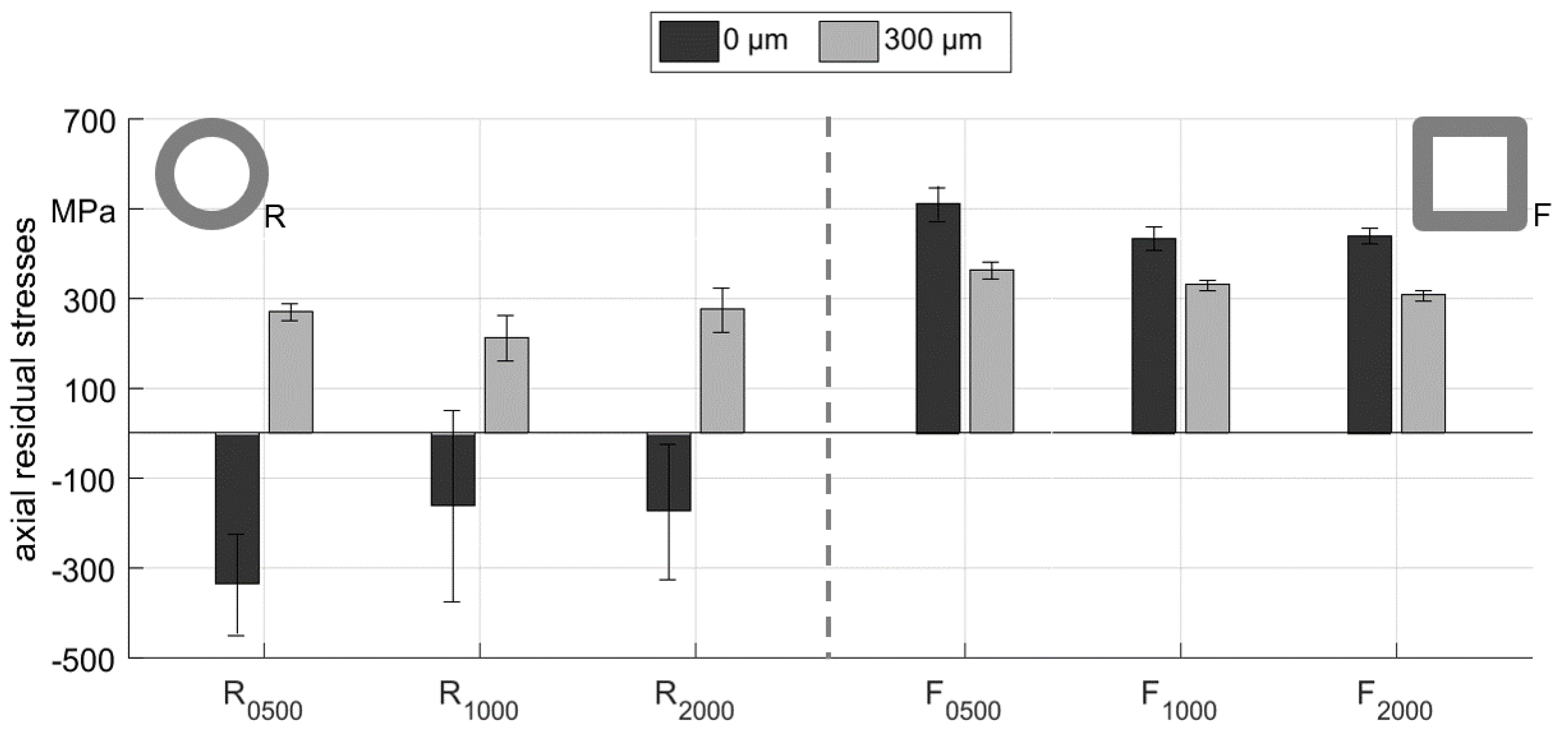
- The residual stresses at the surface of the round parts (arbitrary ∆φ) show strong fluctuations both in the positive and negative region. They shift with variations in tensile stress under the surface and tend to become homogeneous.
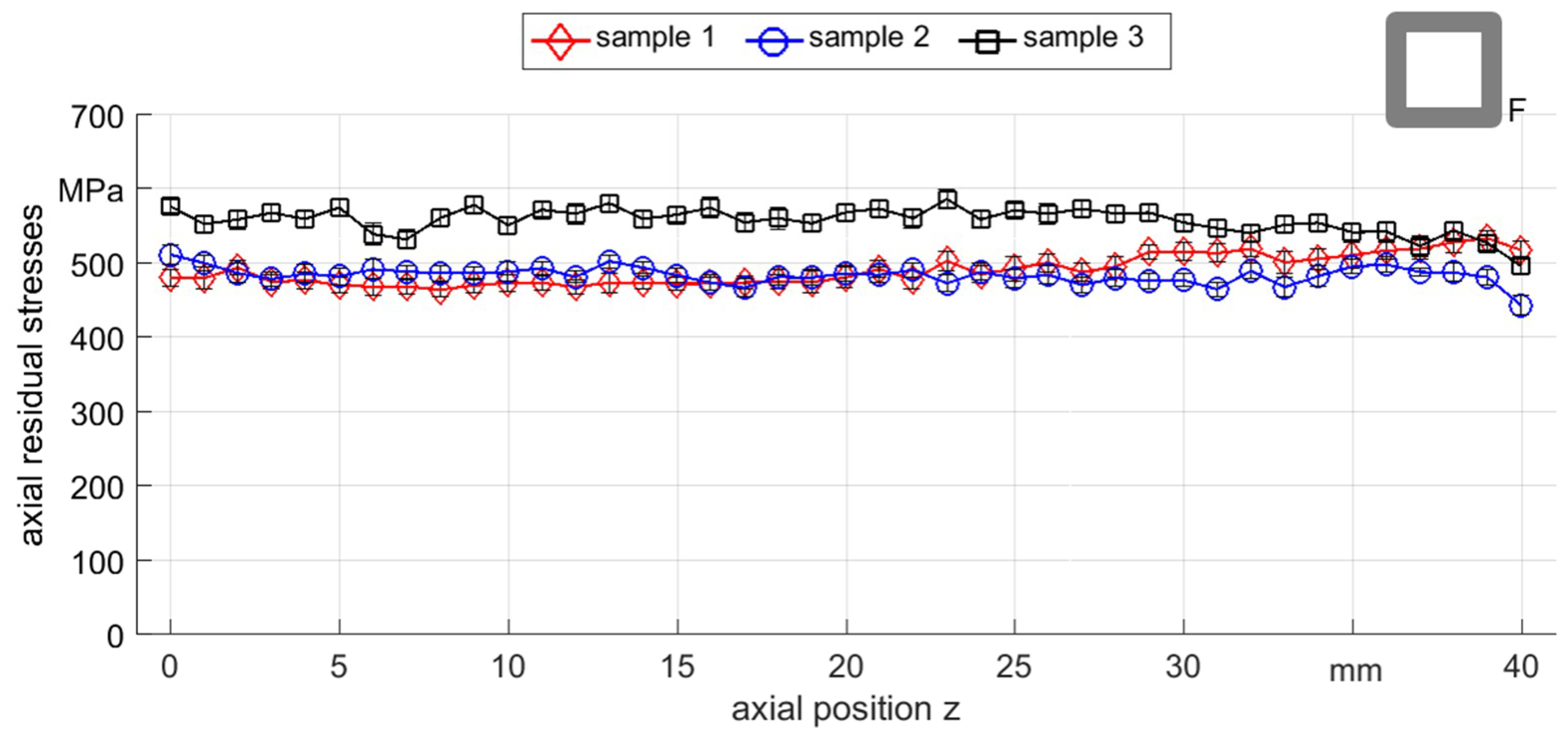
- At the surface, the fluctuation can significantly be reduced at the square parts by controlling the stroke following angle ∆φ to be zero. This measure leads experimentally to a constant stroke pattern that consists of a sequence of periodic impacts. The use of flat dies with a stroke following angle of 0° leads to homogeneous and reproducible residual stresses at the surface.
- A comparison of the global results show that the process parameters (die, stroke following angle and feeding velocity) strongly influence the surface residual stress distribution, while the evolution in depth (300 µm) is almost unchanged for all investigated process variations within this study.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Altan, T.; Oh, S.I.; Geogel, H.L. Metal Forming: Fundamentals and Applications; American Society for Metals: Materials Park, OH, USA, 1983; p. 17. ISBN 087-170-1677. [Google Scholar]
- Rauschnabel, E.; Schmidt, V. Modern applications of radial forging and swaging in the automotive industry. J. Mater. Process. Technol. 1992, 35, 371–383. [Google Scholar] [CrossRef]
- Piwek, V.; Kuhfuss, B.; Moumi, E.; Hork, M. Light weight design of rotary swaged components and optimization of the swaging process. Int. J. Mater. Form. 2010, 3, 845–848. [Google Scholar] [CrossRef]
- Moumi, E.; Ishkina, S.; Kuhfuss, B.; Hochrainer, T.; Struss, A.; Hunkel, M. 2D-Simulation of Material Flow during Infeed Rotary Swaging Using Finite Element Method. Procedia Eng. 2014, 81, 2342–2347. [Google Scholar] [CrossRef]
- Herrmann, M.; Kuhfuss, B.; Schenck, C. Dry Rotary Swaging—Tube Forming. Key Eng. Mater. 2015, 651–653, 1042–1047. [Google Scholar] [CrossRef]
- Lim, S.J.; Choi, H.J.; Na, K.H.; Lee, C.H. Dimensional Characteristics of Products Using Rotary Swaging Machine with Four-Dies. Solid State Phenom. 2007, 124–126, 1645–1648. [Google Scholar] [CrossRef]
- Kuhfuss, B.; Piwek, V.; Moumi, E. Manufacturing of micro components by means of plunge rotary swaging. In Proceedings of the 9th International Euspen Conference, San Sebastian, Spain, 2–5 June 2009. [Google Scholar]
- Kuhfuss, B.; Moumi, E.; Piwek, V. Influence of the Feed rate on Work Quality in Micro Rotary Swaging. In Proceedings of the 3rd International Conference on Micromanufacturing (ICOMM 2008), Pittsburgh, PA, USA, 9–11 September 2008; pp. 86–91. [Google Scholar]
- Lim, S.J.; Choi, H.J.; Lee, C.H. Forming characteristics of tubular product through the rotary swaging process. J. Mater. Process. Technol. 2009, 209, 283–288. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Dohnalík, D.; Macháčková, A.; Šofer, M. Cold rotary swaging of a tungsten heavy alloy: Numerical and experimental investigation. Int. J. Refract. Met. Hard Mater. 2016, 61, 264–272. [Google Scholar] [CrossRef]
- Zhang, Q.; Jin, K.; Mu, D.; Ma, P.; Tian, J. Rotary swaging forming process of tube workpieces. Procedia Eng. 2014, 81, 2336–2341. [Google Scholar] [CrossRef]
- Liu, Y.; Herrmann, M.; Schenck, C.; Kuhfuss, B. Plastic deformation history in infeed rotary swaging process. In Proceedings of the 20th International ESAFORM Conference on Material Forming (ESAFORM 2017), Dublin, Ireland, 26–28 April 2017. [Google Scholar] [CrossRef]
- Ameli, A.; Movahhedy, M.R. A parametric study on residual stresses and forging load in cold radial forging process. Int. J. Adv. Manuf. Technol. 2007, 33, 7–17. [Google Scholar] [CrossRef]
- Ghaei, A.; Movahhedy, M.R.; Taheri, A.K. Finite element modelling simulation of radial forging of tubes without mandrel. Mater. Des. 2008, 29, 867–872. [Google Scholar] [CrossRef]
- Charni, D.; Ishkina, S.; Epp, J.; Herrmann, M.; Schenck, C.; Zoch, H.W.; Kuhfuss, B. Residual stress generation in rotary swaging. In Proceedings of the 5th International Conference on New Forming Technology (ICNFT 2018), Bremen, Germany, 18–21 September 2018. [Google Scholar] [CrossRef]
- Liu, Y.; Herrmann, M.; Schenck, C.; Kuhfuss, B. Plastic Deformation Components in Mandrel Free Infeed Rotary Swaging of Tubes. Procedia Manuf. 2019, 27, 33–38. [Google Scholar] [CrossRef]
- Abdulstaar, M.A.; El-Danaf, E.A.; Waluyo, N.S.; Wagner, L. Severe plastic deformation of commercial purity aluminum by rotary swaging: Microstructure evolution and mechanical properties. Mater. Sci. Eng. A 2013, 565, 351–358. [Google Scholar] [CrossRef]
- Ishkina, S.; Kuhfuss, B.; Schenck, C. Influence of the relative rotational speed on component features in micro rotary swaging. Mater. Sci. Eng. Chem. 2015, 21, 1–7. [Google Scholar] [CrossRef]
- Tan, X. Comparisons of friction models in bulk metal forming. Tribol. Int. 2002, 35, 385–393. [Google Scholar] [CrossRef]
- Herrmann, M.; Schenck, C.; Kuhfuss, B. Graded Structured Tools for Dry Rotary Swaging. Dry Met. Form. Open Access J. 2018, 4, 18–24. [Google Scholar]
- Song, F.; Yang, H.; Li, H.; Zhan, M.; Li, G. Springback prediction of thick-walled high-strength titanium tube bending. Chin. J. Aeronaut. 2013, 26, 1336–1345. [Google Scholar] [CrossRef] [Green Version]
- Bomas, H.; Schleicher, M. Application of the weakest-link concept to the endurance limit of notched and multiaxially loaded specimens of carburized steel 16MnCrS5. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 983–995. [Google Scholar] [CrossRef]
- Epp, J.; Huebschen, G.; Altpeter, I.; Tschuncky, R.; Herrmann, H.-G. X-ray diffraction techniques for material characterization. In Materials Characterization Using Nondestructive Evaluation (NDE) Methods; Woodhead Publishing: Sawston, UK, 2016; pp. 81–124. ISBN 978-0-08-100040-3. [Google Scholar]
- Epp, J.; Surm, H.; Hirsch, T.; Hoffmann, F. Residual stress relaxation during heating of bearing rings produced in two different manufacturing chains. J. Mater. Process. Technol. 2011, 211, 637–643. [Google Scholar] [CrossRef]
- Hasselbruch, H.; Herrmann, M.; Mehner, A.; Zoch, H.-W.; Kuhfuss, B. Development, characterization and testing of tungsten doped DLC coatings for dry rotary swaging. In Proceedings of the 4th International Conference on New Forming Technology (ICNFT 2015), Glasgow, UK, 6–9 August 2015. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | Feed Velocity vf (mm/min) | Die Geometry | Feed per Stroke lst (mm) | Stroke Following Angle ∆φ |
|---|---|---|---|---|
| R0500 | 500 | round | 0.23 | arbitrary |
| R1000 | 1000 | round | 0.46 | arbitrary |
| R2000 | 2000 | round | 0.92 | arbitrary |
| F0500 | 500 | flat | 0.23 | 0° |
| F1000 | 1000 | flat | 0.46 | 0° |
| F2000 | 2000 | flat | 0.92 | 0° |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ishkina, S.; Charni, D.; Herrmann, M.; Liu, Y.; Epp, J.; Schenck, C.; Kuhfuss, B.; Zoch, H.-W. Influence of Process Fluctuations on Residual Stress Evolution in Rotary Swaging of Steel Tubes. Materials 2019, 12, 855. https://doi.org/10.3390/ma12060855
Ishkina S, Charni D, Herrmann M, Liu Y, Epp J, Schenck C, Kuhfuss B, Zoch H-W. Influence of Process Fluctuations on Residual Stress Evolution in Rotary Swaging of Steel Tubes. Materials. 2019; 12(6):855. https://doi.org/10.3390/ma12060855
Chicago/Turabian StyleIshkina, Svetlana, Dhia Charni, Marius Herrmann, Yang Liu, Jérémy Epp, Christian Schenck, Bernd Kuhfuss, and Hans-Werner Zoch. 2019. "Influence of Process Fluctuations on Residual Stress Evolution in Rotary Swaging of Steel Tubes" Materials 12, no. 6: 855. https://doi.org/10.3390/ma12060855