Effect of Heat Treatment Condition on the Flow Behavior and Recrystallization Mechanisms of Aluminum Alloy 7055

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Hot Compression
2.3. Microstructure Characterization
3. Results
3.1. Microstructure of the Samples before Hot Compression
3.2. Flow Stress Behavior
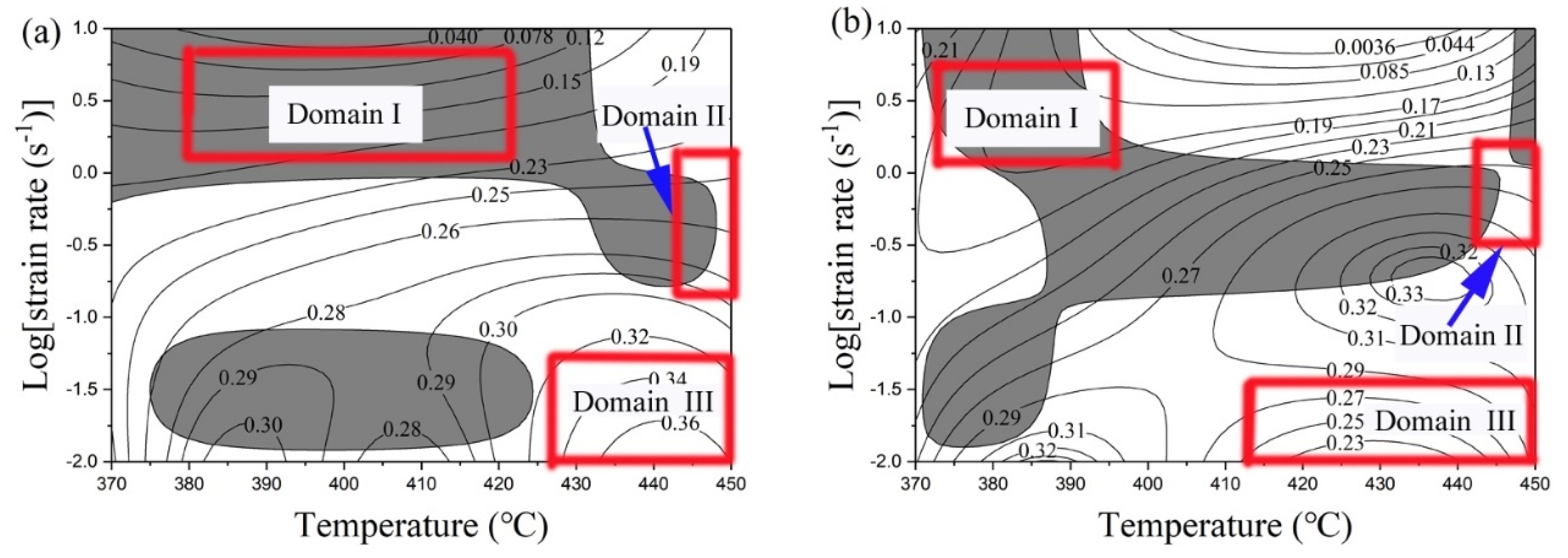
3.3. Constitutive Equation and Processing Map
3.4. Microstructure Evolution
4. Conclusions
- The flow stress of both the pre-rolled (T3) and homogenized samples during hot deformation increases with decreasing temperature and increasing strain rate as expected, but for given compression conditions, the flow stress of the pre-rolled (T3) samples is higher than for the homogenized ones.
- The hot deformation activation energy, calculated on basis of flow stress, is 122.7 kJ/mol and 135.6 kJ/mol after homogenization and pre-rolling (T3), respectively.
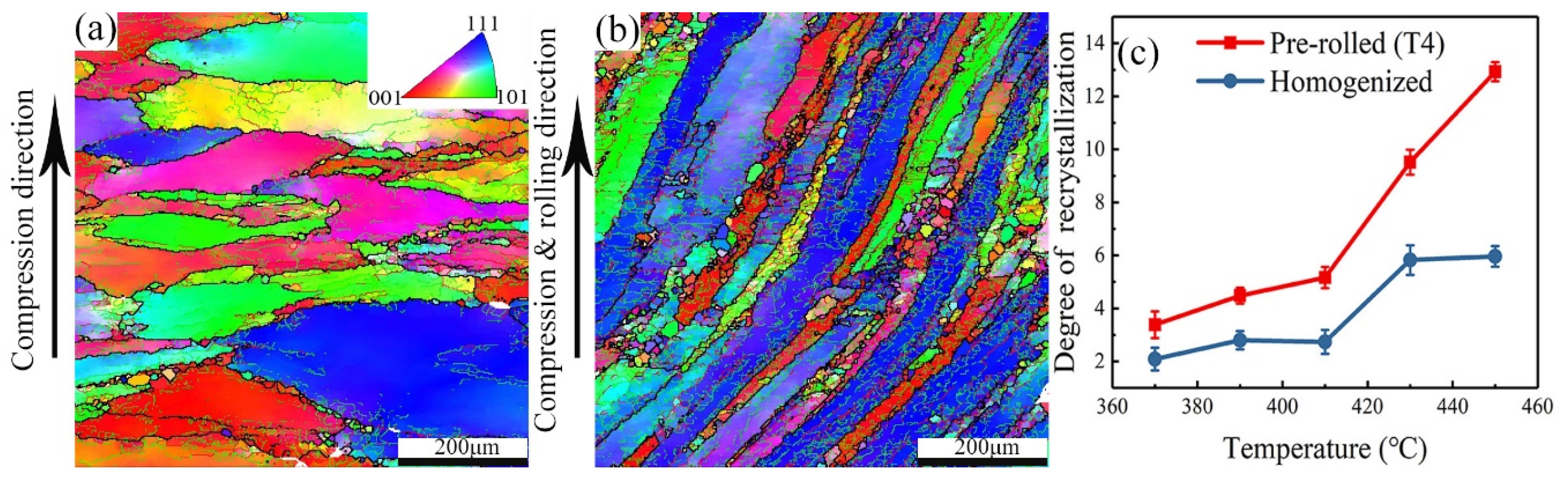
- The degree of recrystallization in both the homogenized and pre-rolled (T3) conditions increased with increasing deformation temperature. For given compression conditions, higher fractions of recrystallization were observed in the deformed samples after pre-rolling (T3) than after homogenization due to finer second phase particles, smaller grains, and numerous sub-grains.
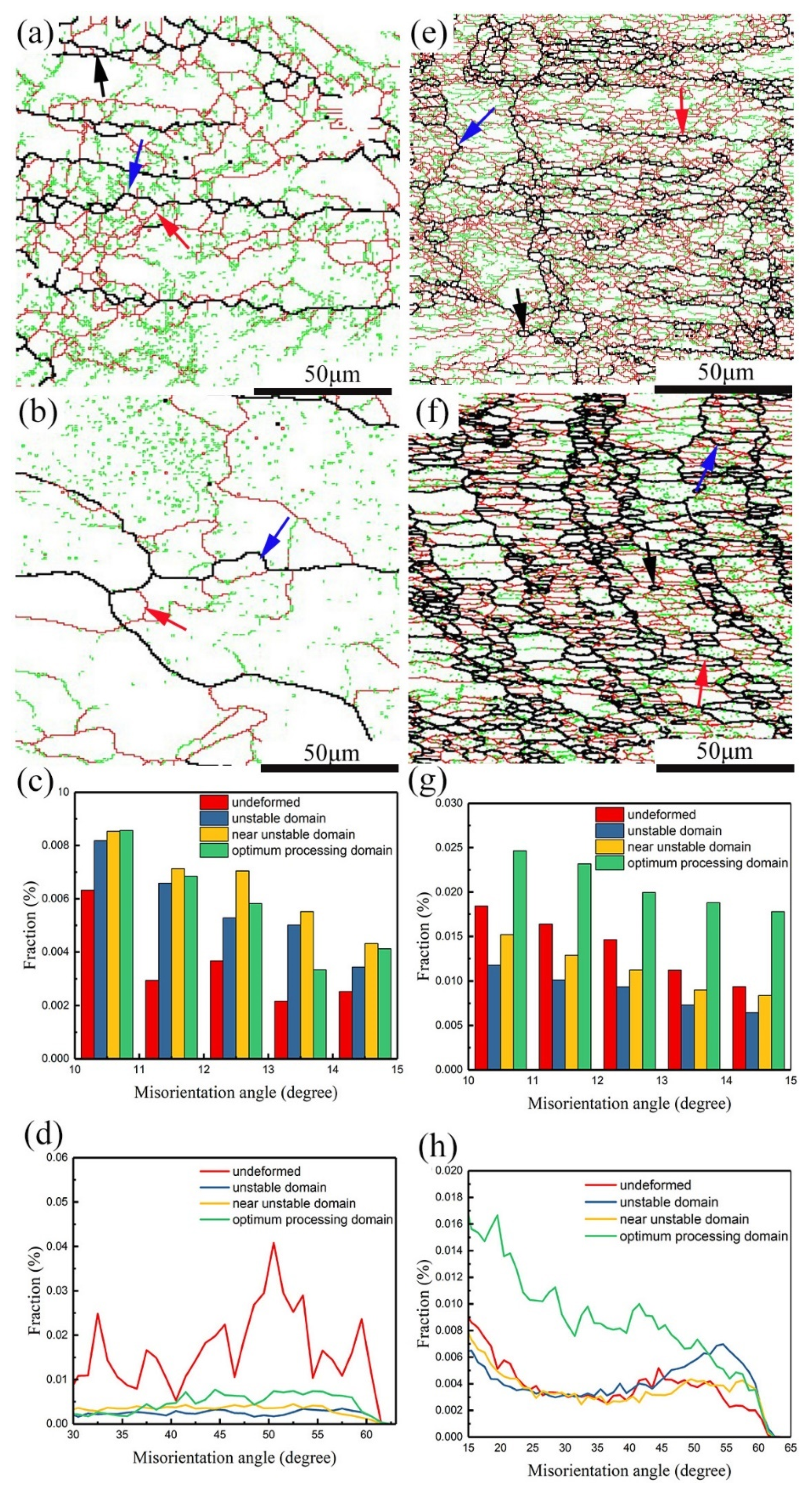
- Discontinuous dynamic recrystallization (DDRX) and continuous dynamic recrystallization (CDRX) were identified as the main softening mechanisms for both the homogenized and the pre-rolled (T3) conditions during deformation. Geometric dynamic recrystallization (GDRX) is only observed in the homogenized condition and meta-dynamic recrystallization (MDRX) is only observed in the pre-rolled (T3) condition during deformation. Changes in the decline ratio of flow stress Rd correspond to the various softening mechanisms.
Author Contributions
Funding
Conflicts of Interest
References
- Peng, G.S.; Chen, K.H.; Chen, S.Y.; Fang, H.C. Evolution of the second phase particles during the heating-up process of solution treatment of Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2015, 641, 237–241. [Google Scholar] [CrossRef]
- Ling, O.; Zheng, Z.Q.; Nie, Y.F.; Jian, H.G. Hot deformation behavior of 2060 alloy. J. Alloys Compd. 2015, 648, 681–689. [Google Scholar]
- Yan, L.M.; Shen, J.; Li, J.P.; Li, Z.B.; Tang, Z.L. Dynamic recrystallization of 7055 aluminum alloy during hot deformation. Mater. Sci. Eng. A 2010, 650, 295–301. [Google Scholar] [CrossRef]
- Yan, L.M.; Shen, J.; Li, Z.M.; Li, J.P.; Yan, X.D.; Mao, B.P. Modelling for flow stress and processing map of 7055 aluminum alloy based on artificial neural networks. Nonferrous Met. Soc. China 2010, 20, 1296–1301. [Google Scholar]
- Li, Z.B.; Yan, L.M.; Shen, J. Effect of hot rolled reduction on microstructure and mechanical properties of 7055 aluminium alloy. Spec. Cast. Nonferrous Alloys 2013, 33, 1–4. [Google Scholar]
- Yan, L.M.; Shen, J.; Li, J.P.; Mao, B.P. Static softening behaviors of 7055 alloy during the interval time of multi-pass hot compression. Rare Met. 2013, 32, 241–246. [Google Scholar] [CrossRef]
- Yan, L.M.; Shen, J.; Li, Z.B.; Li, J.P. Effect of deformation temperature on microstructure and mechanical properties of 7055 aluminum alloy after heat treatment. Trans. Nonferrous Met. Soc. China 2013, 23, 625–630. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, Y.X.; Gong, H.; Shi, W.Z.; Jiang, F.M. Flow stress behavior and constitutive model of 7055 aluminum alloy during hot plastic deformation. Mechanika 2016, 22. [Google Scholar] [CrossRef]
- Zhu, L.H.; Li, Z.H.; Zhang, Z.; Zhou, X.J. Hot deformation simulation of spray formed 7055 aluminium alloy. Aeronaut. Mater. 2016, 36, 18–25. [Google Scholar]
- Olaf, E.; Valerie, R. Introduction to Texture Analysis Macrotexture, Microtexture, and Orientation, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Polkowski, W.; Jóźwik, P.; Bojar, Z. Electron Backscatter Diffraction study on microstructure, texture, and strain evolution in Armco Iron severely deformed by the differential speed rolling method. Metall. Mater. Trans. A 2015, 46, 2216–2226. [Google Scholar] [CrossRef]
- Rout, M.; Ranjan, R.; Pal, S.K.; Singh, S.B. EBSD study of microstructure evolution during axisymmetric hot compression of 304LN stainless steel. Mater. Sci. Eng. A 2018, 711, 378–388. [Google Scholar] [CrossRef]
- Mandal, S.; Mishra, S.K.; Kumar, A.; Samajdar, I.; Sivaprasad, P.V.; Jayakumar, T.; Raj, B. Evolution and characterization of dynamically recrystallized microstructure in a titanium-modified austenitic stainless steel using ultrasonic and EBSD techniques. Philos. Mag. 2008, 88, 883–897. [Google Scholar] [CrossRef]
- Li, J.; Li, F.G.; Cai, J.; Wang, R.T.; Yuan, Z.W.; Xue, F.M. Flow behavior modeling of the 7050 aluminum alloy at elevated temperatures considering the compensation of strain. Mater. Des. 2012, 42, 369–377. [Google Scholar] [CrossRef]
- Roy, R.K. Recrystallization Behavior of Commercial Purity Aluminium Alloys; Intech: London, UK, 2014. [Google Scholar]
- Shi, C.J.; Lai, J.; Chen, X.G. Microstructural evolution and dynamic softening mechanisms of Al-Zn-Mg-Cu Alloy during hot compressive deformation. Materials 2014, 7, 244–264. [Google Scholar] [CrossRef] [PubMed]
- Huang, K.; Li, Y.J.; Marthinsen, K. Effect of heterogeneously distributed pre-existing dispersoids on the recrystallization behavior of a cold-rolled Al–Mn–Fe–Si alloy. Mater. Charact. 2015, 102, 92–97. [Google Scholar] [CrossRef] [Green Version]
- Jung, J.; Yoon, J.I.; Lee, D.N.; Kim, H.S. Numerical analysis on the formation of P-orientation near coarse precipitates in FCC crystals during recrystallization. Acta Mater. 2017, 131, 363–372. [Google Scholar] [CrossRef]
- Yamagata, H. Dynamic recrystallization of single-crystalline aluminum during compression tests. Scr. Metall. Mater. 1992, 27, 727–732. [Google Scholar] [CrossRef]
- Yamagata, H. In situ observation of dynamic recrystallization in five-nine aluminum by a transmission Laue method. Scr. Metall. Mater. 1994, 30, 411–416. [Google Scholar] [CrossRef]
- Mehtonen, S.V.; Karjalainen, L.P.; Porter, D.A. Hot deformation behavior and microstructure evolution of a stabilized high-Cr ferritic stainless steel. Mater. Sci. Eng. A 2013, 571, 1–12. [Google Scholar] [CrossRef]
- Beer, A.G.; Barnett, M.R. Microstructural development during hot working of Mg-3Al-1Zn. Metall. Mater. Trans. A 2007, 38, 1856–1867. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.T.; Xia, Y.C.; Jiang, Y.Q. Hot deformation and processing map of a typical Al–Zn–Mg–Cu alloy. J. Alloys Compd. 2013, 550, 438–445. [Google Scholar] [CrossRef]
- Ion, S.E.; Humpherys, F.J.; White, S.H. Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium. Acta Metall. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
- Wang, W.Y.; Pan, Q.L.; Sun, Y.W.; Wang, X.D.; Li, A.; Song, W.B. Study on hot compressive deformation behaviors and corresponding industrial extrusion of as-homogenized Al–7.82Zn–1.96Mg–2.35Cu–0.11Zr alloy. J. Mater. Sci. 2018, 53, 11728–11748. [Google Scholar] [CrossRef]
- Poletti, C.; Bureau, R.; Loidolt, P.; Simon, P.; Mitsche, S.; Spuller, M. Microstructure evolution in a 6082 aluminium alloy during thermomechanical treatment. Materrials 2018, 11, 1319. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Zhong, W.L.; Chen, Y.J.; Shen, L.T.; Liu, Q.; Bai, Y.L.; Meyers, M.A. Shear localization and recrystallization in dynamic deformation of 8090 Al–Li alloy. Mater. Sci. Eng. A 2001, 299, 287–295. [Google Scholar] [CrossRef] [Green Version]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef] [PubMed]
- Kubota, M.; Ushioda, K.; Miyamoto, G.; Furuhara, T. Analysis of recrystallization behavior of hot-deformed austenite reconstructed from electron backscattering diffraction orientation maps of lath martensite. Scr. Mater. 2016, 112, 92–95. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, W.Z.; Zhen, L.; Yang, L.; Zhang, X.M. Flow behavior and microstructures of superalloy 718 during high temperature deformation. Mater. Sci. Eng. A 2008, 497, 479–486. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, X.Y.; Chen, X.M.; Chen, J.; Wen, D.X.; Zhang, J.L.; Li, L.T. EBSD study of a hot deformed nickel-based superalloy. J. Alloys Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Shimizu, I. Theories and applicability of grain size piezometers: The role of dynamic recrystallization mechanisms. J. Struct. Geol. 2008, 30, 899–917. [Google Scholar] [CrossRef]
- Mandal, S.; Bhaduri, A.K.; Subramanya Sarma, V. A Study on Microstructural Evolution and Dynamic Recrystallization During Isothermal Deformation of a Ti-Modified Austenitic Stainless Steel. Metall. Mater. Trans. A 2010, 42, 1062–1072. [Google Scholar] [CrossRef]
- Chen, S.Y.; Chen, K.H.; Peng, G.S.; Chen, X.H.; Ceng, Q.H. Effect of heat treatment on hot deformation behavior and microstructure evolution of 7085 aluminum alloy. J. Alloys Compd. 2012, 537, 338–345. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Juul-Jensen, D.; Kassner, M.E.; King, W.E.; Mcnelley, T.R.; Mcqueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef]
- Pettersen, T.; Holmedal, B.; Nes, E. Microstructure Development during Hot Deformation of Aluminum to Large Strains. Metall. Mater. Trans. A 2003, 34, 2737–2744. [Google Scholar] [CrossRef]
- Chen, F.; Cui, Z.S.; Sui, D.S.; Fu, B. Recrystallization of 30Cr2Ni4MoV ultra-super-critical rotor steel during hot deformation. Part III: Metadynamic recrystallization. Metall. Mater. Trans. A 2012, 540, 46–54. [Google Scholar]
- Manshadi, D.A.; Barnett, M.R.; Hodgson, P.D. Recrystallization in AISI 304 austenitic stainless steel during and after hot deformation. Mater. Sci. Eng. A 2008, 485, 664–672. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.T.; Xia, Y.C. A new method to predict the metadynamic recrystallization behavior in 2124 aluminum alloy. Comput. Mater. Sci. 2011, 50, 2038–2043. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | ln(Z) for the Homogenized and Deformed Condition | ln(Z) for the Pre-rolled (T3) and Deformed Condition | ||||||
|---|---|---|---|---|---|---|---|---|
| 0.01 s−1 | 0.1 s−1 | 1 s−1 | 10 s−1 | 0.01 s−1 | 0.1 s−1 | 1 s−1 | 10 s−1 | |
| 370 °C | 15.941 | 18.244 | 20.546 | 22.849 | 20.746 | 23.048 | 25.351 | 27.653 |
| 390 °C | 15.321 | 17.624 | 19.927 | 22.229 | 19.981 | 22.284 | 24.586 | 26.889 |
| 410 °C | 14.738 | 17.041 | 19.343 | 21.646 | 19.261 | 21.564 | 23.867 | 26.169 |
| 430 °C | 14.188 | 16.491 | 18.793 | 21.096 | 18.582 | 20.885 | 23.188 | 25.490 |
| 450 °C | 13.668 | 15.971 | 18.273 | 20.576 | 17.941 | 20.244 | 22.546 | 24.849 |
| Recrystallization Type | Homogenization | Pre-rolling (T3) | ||||
|---|---|---|---|---|---|---|
| Unstable Domain | Near Unstable Domain | Optimum Processing Domain | Unstable Domain | Near Unstable Domain | Optimum Processing Domain | |
| DDRX | 75% | 56% | 9% | 66% | 28% | 28% |
| CDRX | 18% | 31% | 91% | 23% | 38% | 40% |
| GDRX | 7% | 13% | - | - | - | - |
| MDRX | - | - | - | 19% | 34% | 32% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, B.; Cao, L.; Wu, X.; Zou, Y.; Huang, G.; Rometsch, P.A.; Couper, M.J.; Liu, Q. Effect of Heat Treatment Condition on the Flow Behavior and Recrystallization Mechanisms of Aluminum Alloy 7055. Materials 2019, 12, 311. https://doi.org/10.3390/ma12020311
Liao B, Cao L, Wu X, Zou Y, Huang G, Rometsch PA, Couper MJ, Liu Q. Effect of Heat Treatment Condition on the Flow Behavior and Recrystallization Mechanisms of Aluminum Alloy 7055. Materials. 2019; 12(2):311. https://doi.org/10.3390/ma12020311
Chicago/Turabian StyleLiao, Bin, Lingfei Cao, Xiaodong Wu, Yan Zou, Guangjie Huang, Paul A. Rometsch, Malcolm J. Couper, and Qing Liu. 2019. "Effect of Heat Treatment Condition on the Flow Behavior and Recrystallization Mechanisms of Aluminum Alloy 7055" Materials 12, no. 2: 311. https://doi.org/10.3390/ma12020311