Microstructures and Properties of Sn2.5Ag0.7Cu0.1RE Composite Solders Reinforced with Cu-Coated Graphene Nanosheets Synthesized by Pyrolysis


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Synthesis of Cu-GNSs
2.3. Preparation of Sn2.5Ag0.7Cu0.1RE/Cu-GNSs Composite Solders
2.4. Microstructure and Property Characterization of Cu-GNSs Complex
2.5. Microstructure and Property Characterization of Sn2.5Ag0.7Cu0.1RE/Cu-GNSs Composite Solders
2.5.1. Microstructural Characterization
2.5.2. Physical Properties
2.5.3. Wettability
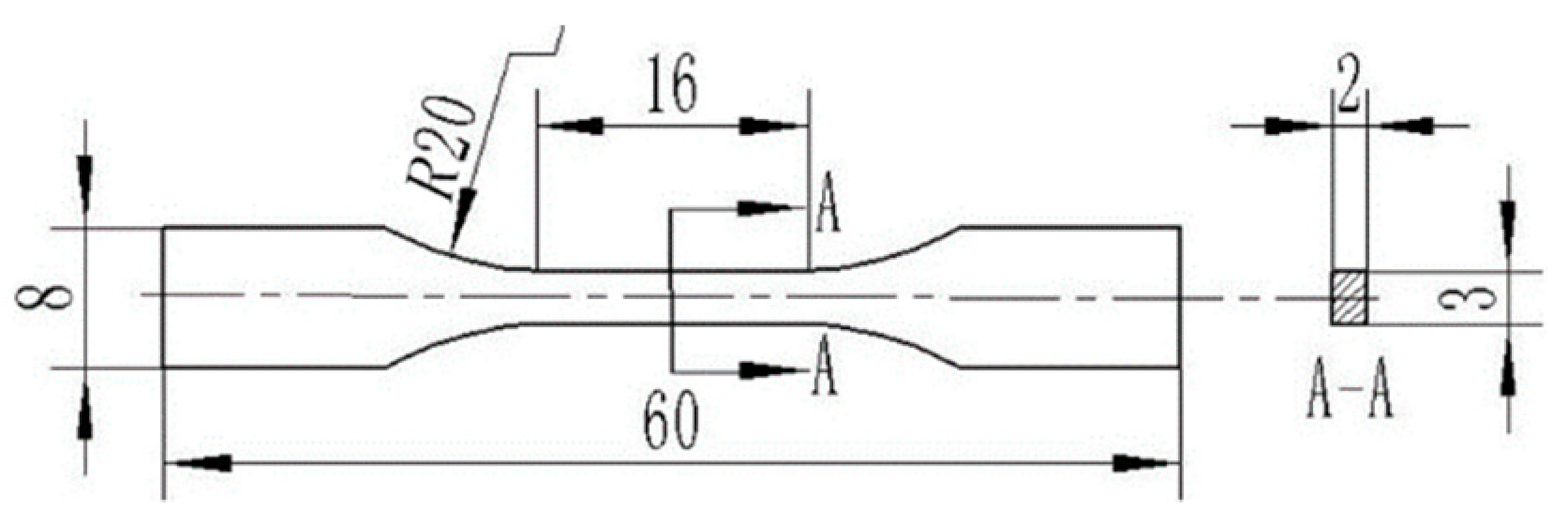
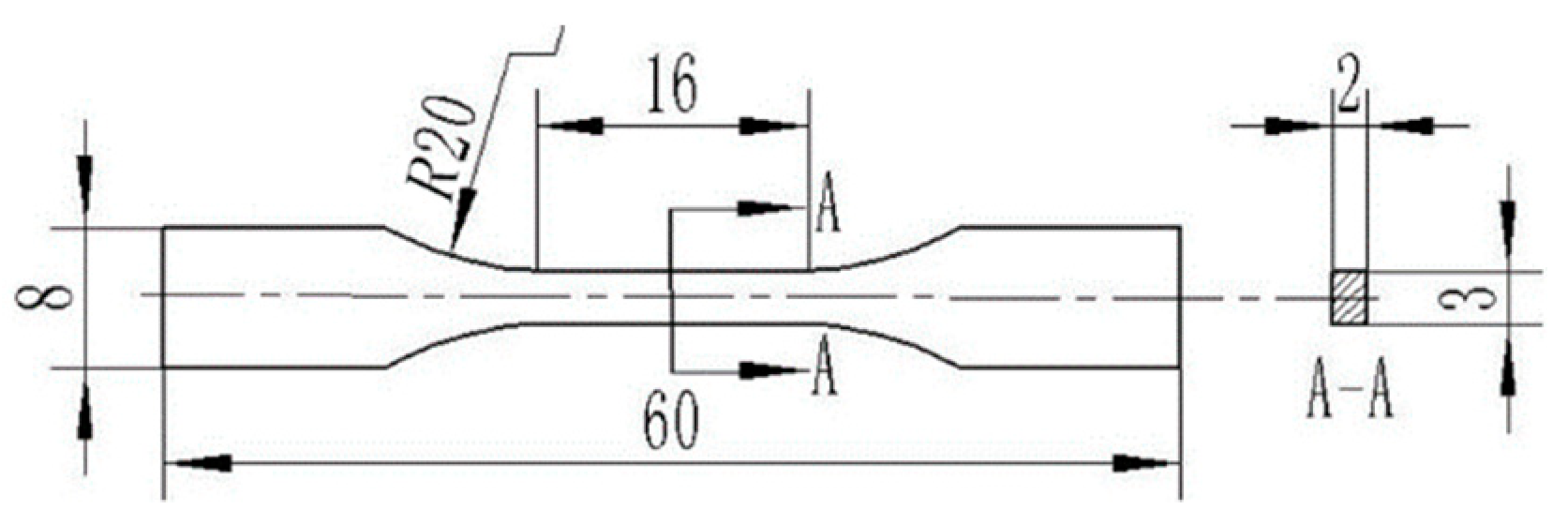
2.5.4. Mechanical Properties
3. Results and Discussion
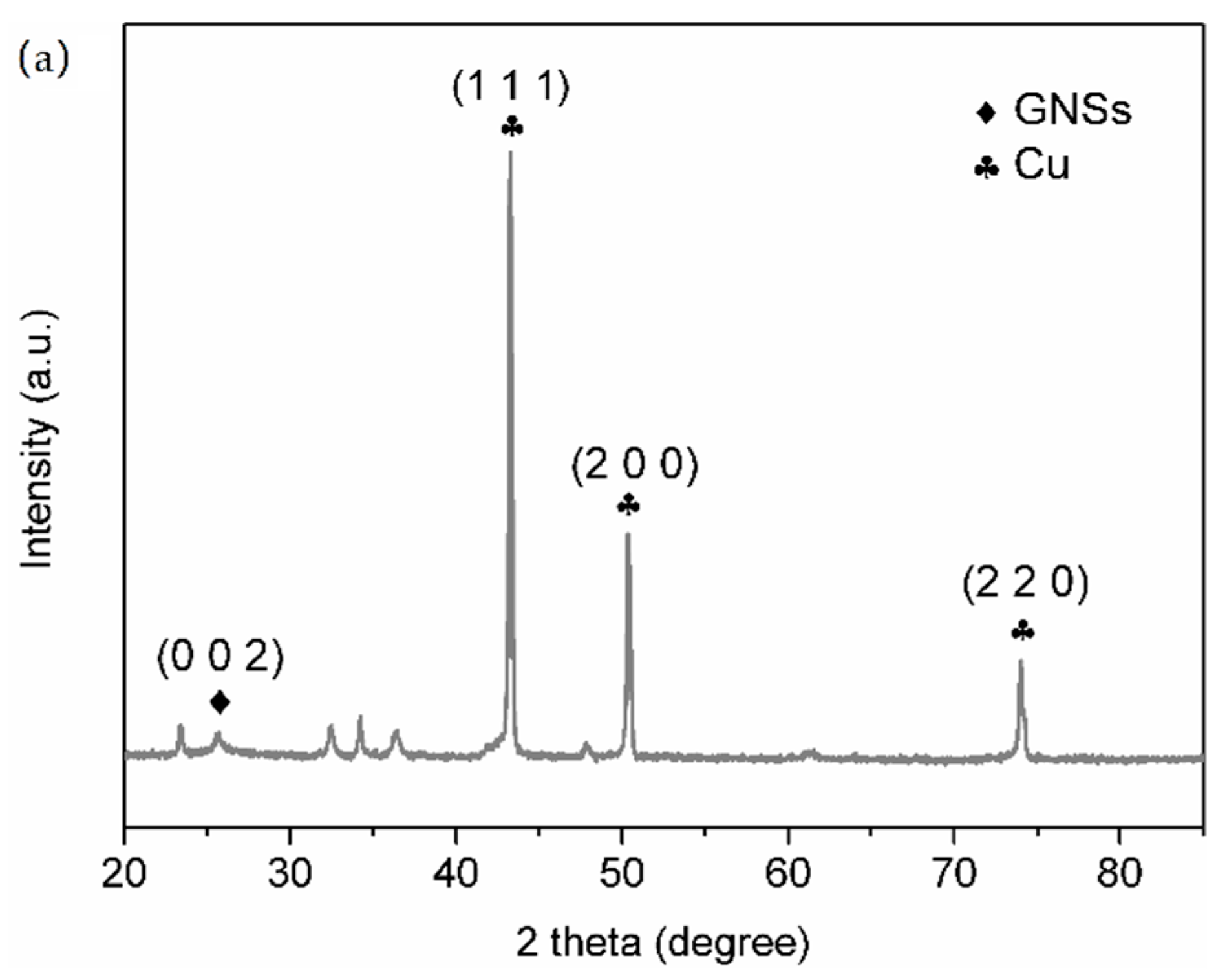
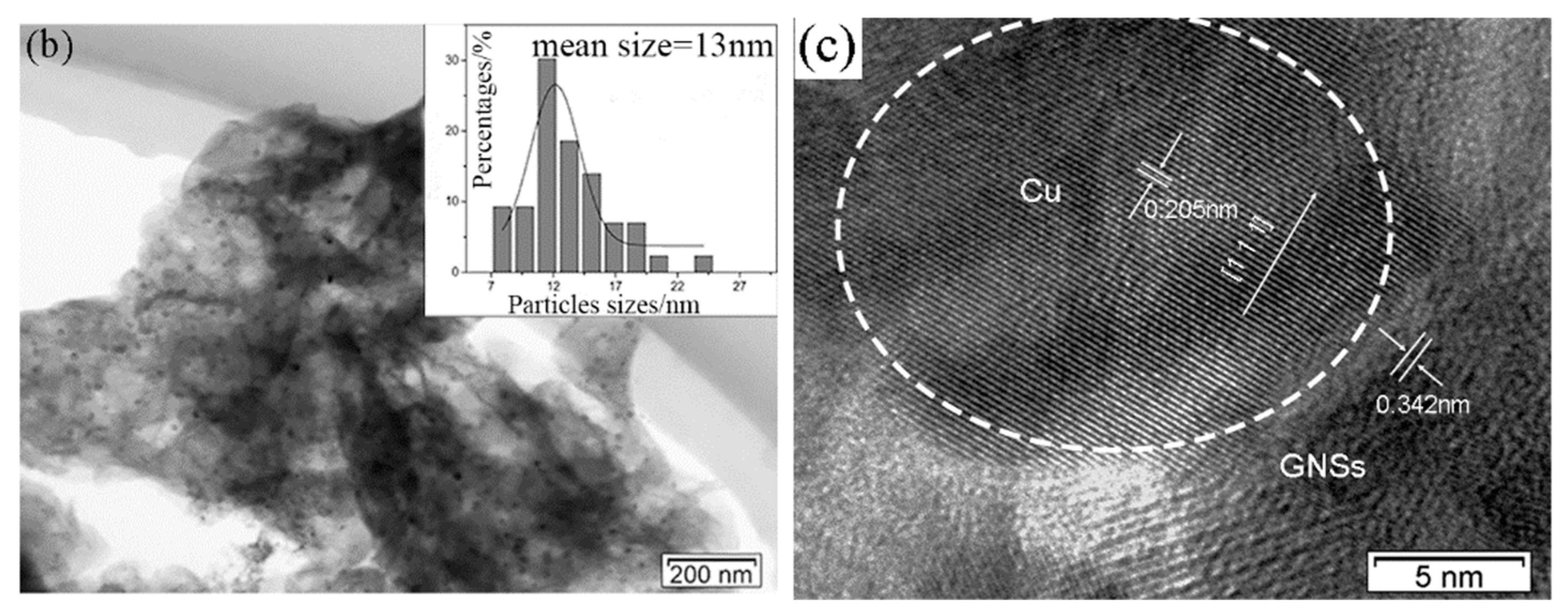
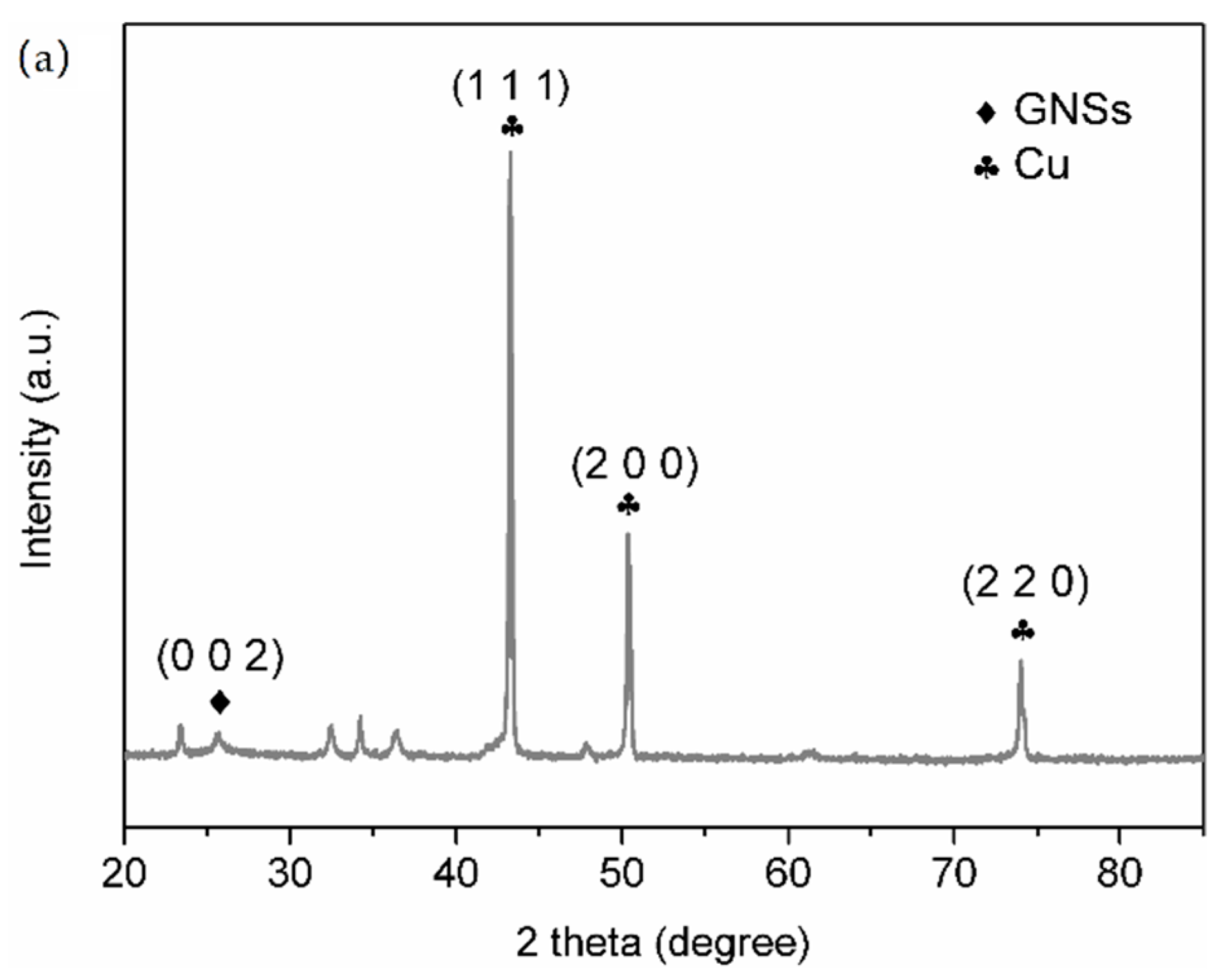
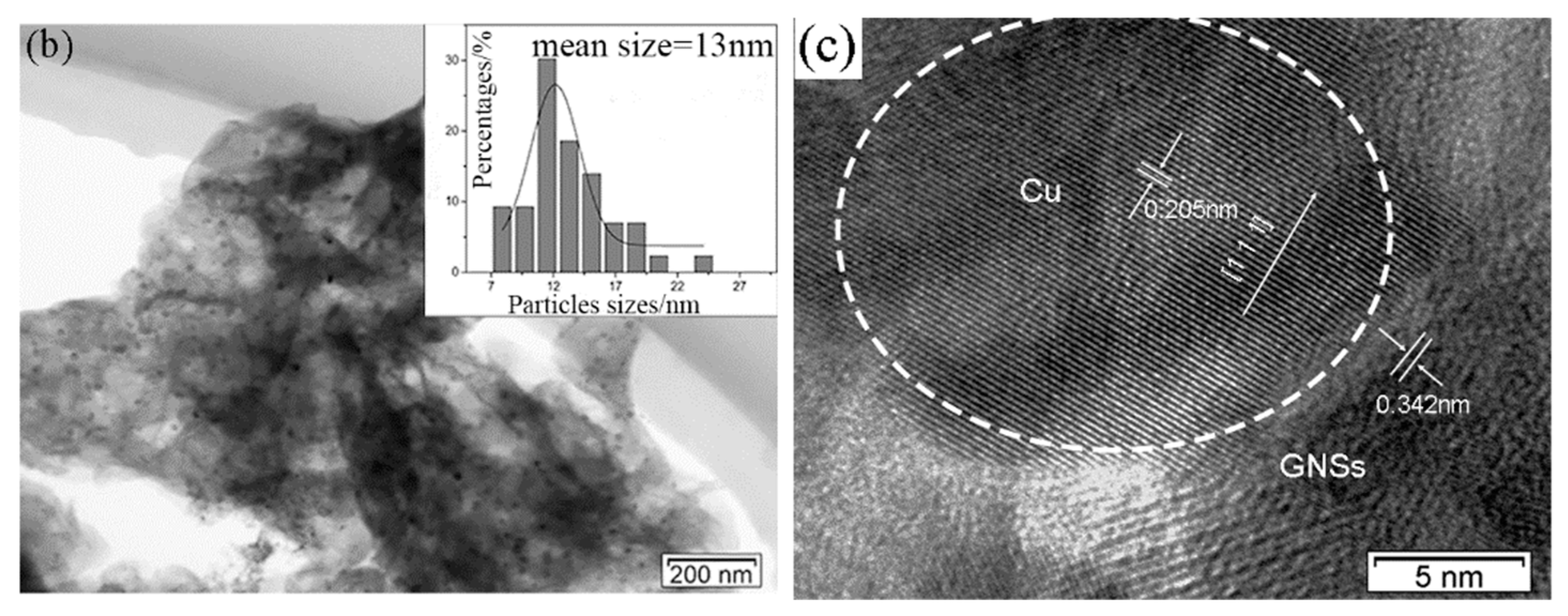
3.1. Characterization of Cu-GNSs
3.2. Microstructure of Sn2.5Ag0.7Cu0.1RE/Cu-GNSs Composite Solder
3.3. Physical Properties of Sn2.5Ag0.7Cu0.1RE/Cu-GNSs Composite Solder
3.4. Wettability of Sn2.5Ag0.7Cu0.1RE/Cu-GNSs Composite Solders
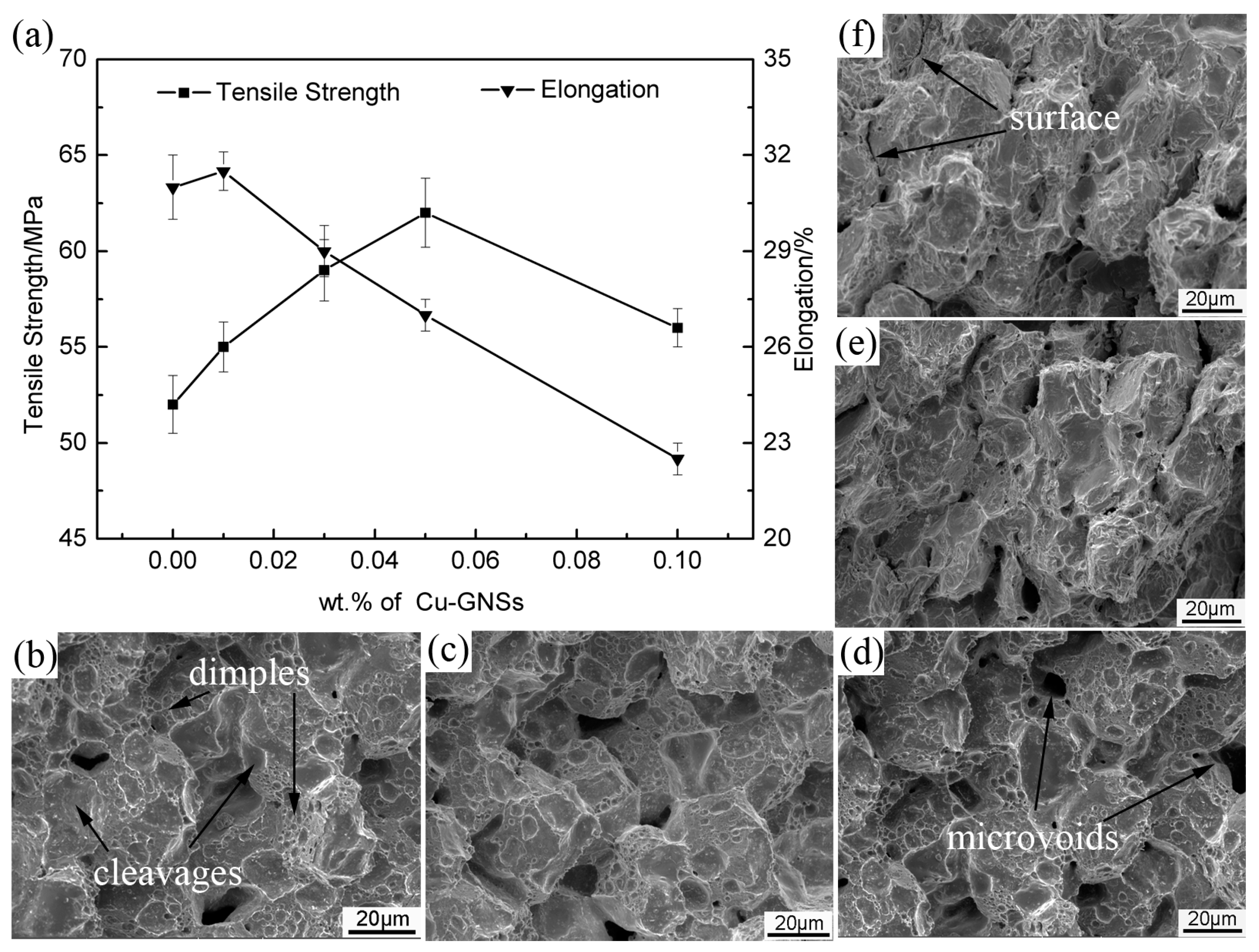
3.5. Mechanical Properties
4. Conclusions
- The dispersive and mean 13 nm Cu nanoparticles on the GNSs can be prepared by pyrolysis and the adsorption type transforms from physisorption to chemisorption after high-energy milling treatment of Cu-GNSs.
- The trace addition of Cu-GNSs refined the β-Sn grains and increased the proportion of eutectic phases, while the morphology of the eutectic phases transforms from dispersion to network-type distribution.
- The trace addition of Cu-GNSs could tailor the melting point of the composite solder.
- At 0.03–0.05 wt.% addition of Cu-GNSs, the SACR/Cu-GNSs composite solder has the best-optimized performance combination in term of wettability and mechanical properties.
- The enhancement of tensile strength can be attributed to grain refinement and load transfer.
Author Contributions
Funding
Conflicts of Interest
References
- Liashenko, O.Y.; Lay, S.; Hodaj, F. On the initial stages of phase formation at the solid Cu/liquid Sn-based solder interface. Acta Mater. 2016, 117, 216–227. [Google Scholar] [CrossRef]
- Leong, Y.M.; Haseeb, A.S.M.A. Soldering Characteristics and Mechanical Properties of Sn-1.0Ag-0.5Cu Solder with Minor Aluminum Addition. Materials 2016, 9, 522–530. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Zhang, X.; Qiu, R.; Shi, H.; Liu, Y. The combined effects of ultrasonic wave and electric field on the microstructure and properties of Sn2.5Ag0.7Cu0.1RE/Cu soldered joints. J. Mater. Sci. Mater. Electron. 2014, 25, 1681–1686. [Google Scholar] [CrossRef]
- Chang, S.Y.; Jain, C.C.; Chuang, T.H.; Feng, L.P.; Tsao, L.C. Effect of addition of TiO2 nanoparticles on the microstructure, microhardness and interfacial reactions of Sn3.5AgXCu solder. Mater. Des. 2011, 32, 4720–4727. [Google Scholar] [CrossRef]
- Efzan Mhd Noor, E.; Singh, A.; Tze Chuan, Y. A review: Influence of nano particles reinforced on solder alloy. Solder. Surf. Mt. Technol. 2013, 25, 229–241. [Google Scholar] [CrossRef]
- Nai, S.M.L.; Wei, J.; Gupta, M. Lead-free solder reinforced with multiwalled carbon nanotubes. J. Electron. Mater. 2006, 35, 1518–1522. [Google Scholar] [CrossRef]
- Yang, L.; Liu, H.; Zhang, Y. Study on the Tensile Creep Behavior of Carbon Nanotubes-Reinforced Sn-58Bi Solder Joints. J. Electron. Mater. 2018, 47, 662–671. [Google Scholar] [CrossRef]
- Zhu, Z.; Chan, Y.-C.; Chen, Z.; Gan, C.-L.; Wu, F. Effect of the size of carbon nanotubes (CNTs) on the microstructure and mechanical strength of CNTs-doped composite Sn0.3Ag0.7Cu-CNTs solder. Mater. Sci. Eng. A 2018, 727, 160–169. [Google Scholar] [CrossRef]
- Liu, X.; Li, J.; Sha, J.; Liu, E.; Li, Q.; He, C.; Shi, C.; Zhao, N. In-situ synthesis of graphene nanosheets coated copper for preparing reinforced aluminum matrix composites. Mater. Sci. Eng. A 2018, 709, 65–71. [Google Scholar] [CrossRef]
- Tjong, S.C. Recent progress in the development and properties of novel metal matrix nanocomposites reinforced with carbon nanotubes and graphene nanosheets. Mater. Sci. Eng. R Rep. 2013, 74, 281–350. [Google Scholar] [CrossRef]
- Liu, X.D.; Han, Y.D.; Jing, H.Y.; Wei, J.; Xu, L.Y. Effect of graphene nanosheets reinforcement on the performance of Sn-Ag-Cu lead-free solder. Mater. Sci. Eng. A 2013, 562, 25–32. [Google Scholar] [CrossRef]
- Huang, Y.; Xiu, Z.; Wu, G.; Tian, Y.; He, P. Sn–3.0Ag–0.5Cu nanocomposite solders reinforced by graphene nanosheets. J. Mater. Sci. Mater. Electron. 2016, 27, 6809–6815. [Google Scholar] [CrossRef]
- Ma, Y.; Li, X.; Zhou, W.; Yang, L.; Wu, P. Reinforcement of graphene nanosheets on the microstructure and properties of Sn58Bi lead-free solder. Mater. Des. 2017, 113, 264–272. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Howes, P.D.; Mannan, S.H. A review: On the development of low melting temperature Pb-free solders. Microelectron. Reliab. 2014, 54, 1253–1273. [Google Scholar] [CrossRef]
- Chen, G.; Wu, F.; Liu, C.; Silberschmidt, V.V.; Chan, Y.C. Microstructures and properties of new Sn–Ag–Cu lead-free solder reinforced with Ni-coated graphene nanosheets. J. Alloys Compd. 2016, 656, 500–509. [Google Scholar] [CrossRef] [Green Version]
- Xu, L.; Chen, X.; Jing, H.; Wang, L.; Wei, J.; Han, Y. Design and performance of Ag nanoparticle-modified graphene/SnAgCu lead-free solders. Mater. Sci. Eng. A 2016, 667, 87–96. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Sayyadi, R.; Javid, N.S. Lead free Sn-Ag-Cu solders reinforced by Ni-coated graphene nanosheets prepared by mechanical alloying: Microstructural evolution and mechanical durability. Mater. Sci. Eng. A 2017, 702, 371–385. [Google Scholar] [CrossRef]
- Efzan Mhd Noor, E.; Singh, A. Review on the effect of alloying element and nanoparticle additions on the properties of Sn-Ag-Cu solder alloys. Solder. Surf. Mt. Technol. 2014, 26, 147–161. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, G.; Song, K.; Zhang, K. Effect of Ni addition on the wettability and microstructure of Sn2.5Ag0.7Cu0.1RE solder alloy. Mater. Des. 2017, 119, 219–224. [Google Scholar] [CrossRef]
- Huo, F.; Zhang, K.; Zhang, M.; Wang, H. The Interfacial Intermetallic and Shear Strength of Ni Nanoparticle-Decorated Reduced Graphene Oxide Reinforced Sn2.5Ag0.5Cu Lead-Free Composite Soldering Joints. Adv. Eng. Mater. 2018, 20, 1800147. [Google Scholar] [CrossRef]
- Shen, J.; Liu, Y.C.; Gao, H.X. In situ nanoparticulate-reinforced lead-free Sn–Ag composite prepared by rapid solidification. J. Mater. Sci. Mater. Electron. 2006, 18, 463–468. [Google Scholar] [CrossRef]
- Krasheninnikov, A.V.; Lehtinen, P.O.; Foster, A.S.; Pyykko, P.; Nieminen, R.M. Embedding transition-metal atoms in graphene: Structure, bonding, and magnetism. Phys. Rev. Lett. 2009, 102, 126807. [Google Scholar] [CrossRef] [PubMed]
- Alazmi, A.; Rasul, S.; Patole, S.P.; Costa, P.M.F.J. Comparative study of synthesis and reduction methods for graphene oxide. Polyhedron 2016, 116, 153–161. [Google Scholar] [CrossRef]
- Chan, K.T.; Neaton, J.B.; Cohen, M.L. First-principles study of metal adatom adsorption on graphene. Phys. Rev. B 2008, 77, 235430. [Google Scholar] [CrossRef]
- Gan, Y.; Sun, L.; Banhart, F. One- and two-dimensional diffusion of metal atoms in graphene. Small 2008, 4, 587–591. [Google Scholar] [CrossRef] [PubMed]
- Meeprasert, J.; Junkaew, A.; Rungnim, C.; Kunaseth, M.; Kungwan, N.; Promarak, V.; Namuangruk, S. Capability of defective graphene-supported Pd 13 and Ag 13 particles for mercury adsorption. Appl. Surf. Sci. 2016, 364, 166–175. [Google Scholar] [CrossRef]
- Zhou, Q.; Fu, Z.; Tang, Y.; Zhang, H.; Wang, C. First-principle study of the transition-metal adatoms on B-doped vacancy-defected graphene. Phys. E: Low-Dimens. Syst. Nanostruct. 2014, 60, 133–138. [Google Scholar] [CrossRef]
- China Standards Publication. Test Methods for Solders; GB28770-2012; China Standards Press: Beijing, China, 2012. [Google Scholar]
- Li, Z.; Wen, C.; Wang, R.; Zheng, H.; Xie, K. Chloride-free Cu2O/AC Catalyst Prepared by Pyrolysis of Copper Acetate and Catalytic Oxycarbonylation. Chem. J. Chin. Univ. 2009, 30, 2024–2031. [Google Scholar]
- Chantaramanee, S.; Wisutmethangoon, S.; Sikong, L.; Plookphol, T. Development of a lead-free composite solder from Sn–Ag–Cu and Ag-coated carbon nanotubes. J. Mater. Sci. Mater. Electron. 2013, 24, 3707–3715. [Google Scholar] [CrossRef]
- Nai, S.M.L.; Wei, J.; Gupta, M. Effect of Carbon Nanotubes on the Shear Strength and Electrical Resistivity of a Lead-Free Solder. J. Electron. Mater. 2008, 37, 515–522. [Google Scholar] [CrossRef]
- Sharma, A.; Sohn, H.-R.; Jung, J.P. Effect of Graphene Nanoplatelets on Wetting, Microstructure, and Tensile Characteristics of Sn-3.0Ag-0.5Cu (SAC) Alloy. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2016, 47A, 494–503. [Google Scholar] [CrossRef]
- Kim, K.S.; Huh, S.H.; Suganuma, K. Effects of cooling speed on microstructure and tensile properties of Sn–Ag–Cu alloys. Mater. Sci. Eng. A 2002, 333, 106–114. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Location | Sn | Ag | Cu |
|---|---|---|---|
| A | 94.81 | 03.76 | 01.20 |
| B | 26.67 | 70.12 | 3.21 |
| C | 42.67 | 01.54 | 55.79 |
| Solders | Onset Temperature (°C) | Peak Temperature (°C) | Electrical Resistivity (μΩ·cm) |
|---|---|---|---|
| Sn3.0Ag0.5Cu | - | 220 | 13.7 [15] |
| SACR | 216.8 | 229.4 | 11.9 ± 0.1 |
| SACR/0.01Cu-GNS | 218.7 | 228.1 | 12.2 ± 0.2 |
| SACR/0.03Cu-GNS | 218.7 | 226.8 | 12.1 ± 0.3 |
| SACR/0.05Cu-GNS | 218.1 | 226.7 | 12.4 ± 0.2 |
| SACR/0.10Cu-GNS | 218.7 | 229.4 | 12.5 ± 0.1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Zhang, K.-k.; Huo, F.-p.; Wang, H.-g.; Wang, Y. Microstructures and Properties of Sn2.5Ag0.7Cu0.1RE Composite Solders Reinforced with Cu-Coated Graphene Nanosheets Synthesized by Pyrolysis. Materials 2019, 12, 289. https://doi.org/10.3390/ma12020289
Zhang M, Zhang K-k, Huo F-p, Wang H-g, Wang Y. Microstructures and Properties of Sn2.5Ag0.7Cu0.1RE Composite Solders Reinforced with Cu-Coated Graphene Nanosheets Synthesized by Pyrolysis. Materials. 2019; 12(2):289. https://doi.org/10.3390/ma12020289
Chicago/Turabian StyleZhang, Meng, Ke-ke Zhang, Fu-peng Huo, Hui-gai Wang, and Yang Wang. 2019. "Microstructures and Properties of Sn2.5Ag0.7Cu0.1RE Composite Solders Reinforced with Cu-Coated Graphene Nanosheets Synthesized by Pyrolysis" Materials 12, no. 2: 289. https://doi.org/10.3390/ma12020289
APA StyleZhang, M., Zhang, K.-k., Huo, F.-p., Wang, H.-g., & Wang, Y. (2019). Microstructures and Properties of Sn2.5Ag0.7Cu0.1RE Composite Solders Reinforced with Cu-Coated Graphene Nanosheets Synthesized by Pyrolysis. Materials, 12(2), 289. https://doi.org/10.3390/ma12020289