Improved Impact Properties in Poly(lactic acid) (PLA) Blends Containing Cellulose Acetate (CA) Prepared by Reactive Extrusion

 ,
,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Processing
2.3. Characterization
3. Results and Discussion
3.1. Effect of Extrusion Parameters on Reactivity and Properties of the Blends
3.2. Properties and Morphology of PLA/pCA Extruded Blends as a Function of Composition and Reactive Compatibilization
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jamshidian, M.; Arab Tehrany, E.; Imran, M.; Jacquot, M.; Desobry, S. Poly-Lactic Acid: Production, Applications, Nanocomposites, and Release Studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571. [Google Scholar] [CrossRef] [Green Version]
- Elsawy, M.A.; Kim, K.H.; Park, J.W.; Deep, A. Hydrolytic degradation of polylactic acid (PLA) and its composites. Renew. Sustain. Energy Rev. 2017, 79, 1346–1352. [Google Scholar] [CrossRef]
- Dorgan, J.R.; Lehermeier, H.J.; Palade, L.I.; Cicero, J. Polylactides: Properties and prospects of an environmentally benign plastic from renewable resources. Macromol. Symp. 2001, 175, 55–56. [Google Scholar] [CrossRef]
- Bogaert, J.-C.; Coszach, P. Poly(lactic acids): A potential solution to plastic waste dilemma. Macromol. Symp. 2000, 153, 287–303. [Google Scholar] [CrossRef]
- Drumright, R.E.; Gruber, P.R.; Henton, D.E. Polylactic Acid Technology. Adv. Mater. 2000, 12, 1841–1846. [Google Scholar] [CrossRef]
- Migliaresi, D.C.C.; De Lollis, A.; Fambri, L. The effect of thermal history on the crystallinity of different molecular weight PLLA biodegradable polymers. Clin. Mater. 1991, 8, 111–118. [Google Scholar] [CrossRef]
- Miyata, T.M.T. Crystallization Behavior of Poly (l-Lactide). Polymer 1998, 39, 5515–5521. [Google Scholar] [CrossRef]
- Siracusa, V.; Rocculi, P.; Romani, S.; Dalla Rosa, M. Biodegradable polymers for food packaging: A review. Trends Food Sci. Technol. 2008, 19, 634–643. [Google Scholar] [CrossRef]
- Notta-Cuvier, D.; Odent, J.; Delille, R.; Murariu, M.; Lauro, F.; Raquez, J.M.; Bennani, B.; Dubois, P. Tailoring polylactide (PLA) properties for automotive applications: Effect of addition of designed additives on main mechanical properties. Polym. Test. 2014, 36, 1–9. [Google Scholar] [CrossRef]
- Hashima, K.; Nishitsuji, S.; Inoue, T. Structure-properties of super-tough PLA alloy with excellent heat resistance. Polymer 2010, 51, 3934–3939. [Google Scholar] [CrossRef]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Perspective on Polylactic Acid (PLA) based Sustainable Materials for Durable Applications: Focus on Toughness and Heat Resistance. ACS Sustain. Chem. Eng. 2016, 4, 2899–2916. [Google Scholar] [CrossRef]
- Coltelli, M.B.; Bronco, S.; Chinea, C. The effect of free radical reactions on structure and properties of poly(lactic acid) (PLA) based blends. Polym. Degrad. Stab. 2010, 95, 332–341. [Google Scholar] [CrossRef]
- Signori, F.; Boggioni, A.; Righetti, M.C.; Escrig Rondan, C.; Bronco, S.; Ciardelli, F. Evidences of Transesterification, Chain Branching and Cross-Linking in a Biopolyester Commercial Blend upon Reaction with Dicumyl Peroxide in the Melt. Macromol. Mater. Eng. 2015, 300, 153–160. [Google Scholar] [CrossRef]
- Yamoum, C.; Maia, J.; Magaraphan, R. Rheological and thermal behavior of PLA modified by chemical crosslinking in the presence of ethoxylated bisphenol A dimethacrylates. Polym. Adv. Technol. 2016, 28, 102–112. [Google Scholar] [CrossRef] [Green Version]
- Hachana, N.; Wongwanchai, T.; Chaochanchaikul, K.; Harnnarongchai, W. Influence of Crosslinking Agent and Chain Extender on Properties of Gamma-Irradiated PLA. J. Polym. Environ. 2017, 25, 323–333. [Google Scholar] [CrossRef]
- Coltelli, M.B.; Coiai, S.; Bronco, S.; Passaglia, E. Preparation of Phyllosilicates Nanocomposites: From Petrochemical to Renewable Thermoplastic Matrices in Advanced Nanomaterials; Geckeler, K.E., Nishide, H., Eds.; Wiley-VCH: Weinheim, Germany, 2010; ISBN 978-3-527-31794-3. [Google Scholar]
- Castiello, S.; Coltelli, M.B.; Conzatti, L.; Bronco, S. Comparative study about preparation of poly(lactide) (PLA)/organophilic montmorillonites nanocomposites through melt blending or ring opening polymerization methods. J. Appl. Polym. Sci. 2012, 125, 413–428. [Google Scholar] [CrossRef]
- Scatto, M.; Salmini, E.; Castiello, S.; Coltelli, M.B.; Conzatti, L.; Stagnaro, P.; Andreotti, L.; Bronco, S. Plasticized and nanofilled Poly(Lactic Acid)-based cast films: Effect of plasticizer and organoclay on processability and final properties. J. Appl. Polym. Sci. 2013, 127, 4947–4956. [Google Scholar] [CrossRef]
- Dong, Y.; Marshall, J.; Haroosh, H.J.; Mohammadzadehmoghadam, S.; Liu, D.; Qi, X.; Lau, K.T. Polylactic acid (PLA)/halloysite nanotube (HNT) composite mats: Influence of HNT content and modification. Compos. Part A Appl. Sci. Manuf. 2016, 76, 28–36. [Google Scholar] [CrossRef]
- Peinado, V.; García, L.; Fernández, Á.; Castell, P. Novel lightweight foamed poly(lactic acid) reinforced with different loadings of functionalised Sepiolite. Compos. Sci. Technol. 2014, 101, 17–23. [Google Scholar] [CrossRef]
- Bouakaz, B.S.; Pillin, I.; Habi, A.; Grohens, Y. Synergy between fillers in organomontmorillonite/graphene–PLA nanocomposites. Appl. Clay Sci. 2015, 116–117, 69–77. [Google Scholar] [CrossRef]
- Mohan, R.; Subha, J.; Alam, J. Influence of Multiwalled Carbon Nanotubes on Biodegradable Poly(lactic acid) Nanocomposites for Electroactive Shape Memory Actuator. Adv. Polym. Technol. 2016, 37, 256–261. [Google Scholar] [CrossRef] [Green Version]
- Hapuarachchin, T.D.; Peijs, T. Multiwalled carbon nanotubes and sepiolite nanoclays as flame retardants for polylactide and its natural fibre reinforced composites. Composites Part A 2010, 41, 954–963. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, G.; Phuong, T.V.; Lazzeri, A. Synergistic Effects of Nucleating Agents and Plasticizers on the Crystallization Behavior of Poly(lactic acid). Molecules 2015, 20, 1579–1593. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Phuong, T.V.; Gigante, V.; Aliotta, L.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A. Reactively extruded ecocomposites based on Poly(lactic acid)/Bisphenol A Polycarbonate Blends Reinforced with Regenerated Cellulose Microfibres. Compos. Sci. Technol. 2017, 139, 127–137. [Google Scholar] [CrossRef]
- Lazzeri, A.; Phuong, T.V. Dependence of the Pukánszky’s interaction parameter B on the interface shear strength (IFSS) of nanofiller- and short fibre-reinforced polymer composites. Compos. Sci. Technol. 2014, 93, 106–113. [Google Scholar] [CrossRef]
- Moran, J.; Ludueña, L.N.; Phuong, T.V.; Cinelli, P.; Lazzeri, A. Processing Routes for the Preparation of Poly(lactic acid)/Cellulose-Nanowhisker Nanocomposites for Packaging Applications. Polym. Polym. Compos. 2016, 24, 341–346. [Google Scholar] [CrossRef]
- Ghalard Grassi, V.; De Charvalo Peres, A.C.; Fernando dal Pizzol, M.; Da Costa, J.M.; Ossig, A.; Liberato Petzhold, C. Polystyrenen and Poly(Lactic Acid). WO 2014194391, A1 20141211, 6 June 2013. [Google Scholar]
- Wang, Y.; Chiao, S.M.; Hung, T.-F.; Yang, S.-Y. Improvement in Toughness and Heat Resistance of Poly(lactic acid)/Polycarbonate Blend Through Twin-Screw Blending: Influence of Compatibilizer Type. J. Appl. Polym. Sci. 2012, 125, E402–E412. [Google Scholar] [CrossRef]
- Srithep, Y.; Rungseesantivanon, W.; Hararak, B.; Suchiva, K. Processing and characterization of poly(lactic acid) blended with polycarbonate and chain extender. J. Polym. Eng. 2014, 34, 665–672. [Google Scholar] [CrossRef]
- Phuong, T.V.; Coltelli, M.B.; Cinelli, P.; Cifelli, M.; Verstichel, S.; Lazzeri, A. Compatibilization and property enhancement of poly(lactic acid)/polycarbonate blends through triacetin-mediated interchange reactions in the melt. Polymer 2014, 55, 4498–4513. [Google Scholar] [CrossRef]
- Yuryev, Y.; Mohanty, A.K.; Misra, M. Novel biocomposites from biobased PC/PLA blend matrix system for durable applications. Compos. B Eng. 2017, 130, 158–166. [Google Scholar] [CrossRef]
- Penco, M.; Lazzeri, A.; Phuong, T.V.; Cinelli, P. Copolymers Based on Polyester and Aromatic Polycarbonate. WO Application No. WO2012025907A1, 1 March 2012. [Google Scholar]
- Edgar, K.J.; Buchanan, C.M.; Debenham, J.S.; Rundquist, P.A.; Seiler, B.D.; Shelton, M.C.; Tindall, D. Advances in cellulose ester performance and application. Prog. Polym. Sci. 2001, 26, 1605–1688. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Sakellariou, K.G.; Tsivintzelis, I.; Papadopoulou, L.; Panayiotou, C. Preparation and characterisation of cellulose acetate–Fe2O3 composite nanofibrous materials. Carbohydr. Polym. 2010, 81, 925–930. [Google Scholar] [CrossRef]
- Puls, J.; Wilson, S.A.; Holter, D. Degradation of Cellulose Acetate-Based Materials: A Review. J. Polym. Environ. 2011, 19, 152–165. [Google Scholar] [CrossRef]
- Zugenmaier, P. Characterization and physical properties of cellulose acetate. Macromol. Symp. 2004, 208, 81–166. [Google Scholar] [CrossRef]
- Lee, S.H.; Shiraishi, N. Plasticization of cellulose diacetate by reaction with maleic anhydride, glycerol, and citrate esters during melt processing. J. Appl. Polym. Sci. 2001, 81, 243–250. [Google Scholar] [CrossRef]
- Takihara, T.; Yoshida, Y.; Isogai, A. Reactions between cellulose diacetate and alkenylsuccinic anhydrides and characterization of the reaction products. Cellulose 2007, 14, 357–366. [Google Scholar] [CrossRef]
- Quintana, R.; Persenaire, O.; Lemmouchi, Y.; Sampson, J.; Martin, S.; Bonnaud, L.; Dubois, P. Enhancement of cellulose acetate degradation under accelerated weathering by plasticization with eco-friendly plasticizers. Polym. Degrad. Stab. 2013, 98, 1556–1562. [Google Scholar] [CrossRef]
- Videki, B.; Klebert, S.; Pukanszky, B. External and Internal Plasticization of Cellulose Acetate with Caprolactone: Structure and Properties. J. Polym. Sci. Part B Polym. Phys. 2007, 45, 873–883. [Google Scholar] [CrossRef]
- Phuong, T.V.; Verstichel, S.; Cinelli, P.; Anguillesi, I.; Coltelli, M.B.; Lazzeri, A. Cellulose Acetate Blends–Effect of Plasticizers on Properties and Biodegradability. J. Renew. Mater. 2014, 1, 35–41. [Google Scholar] [CrossRef]
- Zepnik, S.; Kabasci, S.; Kopitzky, R.; Radusch, H.J.; Wodke, T. Extensional Flow Properties of Externally Plasticized Cellulose Acetate: Influence of Plasticizer Content. Polymers 2013, 5, 873–889. [Google Scholar] [CrossRef] [Green Version]
- Ogata, N.; Tatsushima, T.; Nakane, K.; Sasaki, K.; Ogihara, T. Structure and Physical Properties of Cellulose Acetate/Poly(l-lactide) Blends. J. Appl. Polym. Sci. 2002, 85, 1219–1226. [Google Scholar] [CrossRef]
- Wang, H.M.; Chou, Y.T.; Wu, C.S.; Yeh, J.T. Polyester/Cellulose Acetate Composites: Preparation, Characterization and Biocompatible. J. Appl. Polym. Sci. 2012, 126, E242–E251. [Google Scholar] [CrossRef]
- Quintana, R.; Persenaire, O.; Lemmouchi, Y.; Bonnaud, L.; Dubois, P. Grafted d/l-lactide to cellulose acetate by reactive melt processing: Its role as CA/PLA blend compatibilizer. Eur. Polym. J. 2014, 57, 30–36. [Google Scholar] [CrossRef]
- Teramoto, Y.; Nishio, Y. Biodegradable Cellulose Diacetate-graft-poly(l-lactide)s: Thermal Treatment Effect on the Development of Supramolecular Structures. Biomacromolcules 2004, 5, 397–406. [Google Scholar] [CrossRef]
- Bao, J.; Han, L.; Shan, G.; Bao, Y.; Pan, P. Preferential Stereocomplex Crystallization in Enantiomeric Blends of Cellulose Acetate-g-Poly(lactic acid)s with Comblike Topology. J. Phys. Chem. B 2015, 119, 12689–12698. [Google Scholar] [CrossRef] [PubMed]
- Sousa, M.; Bras, A.R.; Veiga, H.I.M.; Castelo Ferreira, F.; de Pinho, M.N.; Correia, N.T.; Dionısio, M. Dynamical Characterization of a Cellulose Acetate Polysaccharide. J. Phys. Chem. B 2010, 114, 10939–10953. [Google Scholar] [CrossRef] [PubMed]
- Gaan, S.; Mauclaire, L.; Rupper, P.; Salimova, V.; Tien Tran, T.; Heuberger, M. Thermal degradation of cellulose acetate in presence of bis-phosphoramidates. J. Anal. Appl. Pyrolysis 2011, 90, 33–41. [Google Scholar] [CrossRef]
- Laino, T.; Tuma, C.; Moor, P.; Martin, E.; Stolz, S.; Curioni, A. Mechanisms of Propylene Glycol and Triacetin Pyrolysis. J. Phys. Chem. A 2012, 116, 4602–4609. [Google Scholar] [CrossRef]
- Renner, K.; Kovacs, A.; Faludi, G.; Pukanszky, B. Modification of poly(lactic acid) with natural and synthetic fibres. In Proceedings of the 2016 International Congress on Bio-Based Polymers and Composites (BIPOCO), Szeged, Hungary, 28 August–1 September 2016; pp. 187–188. [Google Scholar]
- Ramezani Kakroodi, A.; Kazemi, Y.; Ding, W.D.; Ameli, A.; Park, C.B. Poly(lactic acid)-Based in Situ Microfibrillar Composites with Enhanced Crystallization Kinetics, Mechanical Properties, Rheological Behavior, and Foaming Ability. Biomacromolecules 2015, 16, 3925–3935. [Google Scholar] [CrossRef]
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- Harrats, C.; Coltelli, M.B.; Groeninckx, G. Features on the development and stability of phase morphology in complex multicomponent polymeric systems: Main focus on processing aspects. In Polymer Morphology: Principles, Characterization and Properties; Guo, Q., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2016; Chapter 22; pp. 418–438. [Google Scholar]
- Cardinaels, R.; Moldenaers, P. Morphology development in immiscible polymer blends. In Polymer Morphology: Priciples, Characterization and Properties; Guo, Q., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2016; Chapter 19; pp. 348–373. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Extrusion Temperature T (°C) | TBATPB (wt%) | Triacetine Content (wt%) | Torque at 180 s (N*cm) |
|---|---|---|---|---|
| PLA/pCA 75/25 230 | 230 | - | 5 | 53 ± 12 |
| PLA/pCA 75/25 cata 230 | 230 | 0.2 | 5 | 47 ± 4 |
| PLA/pCA 75/25 197 | 197 | - | 5 | 99 ± 15 |
| PLA/pCA 75/25 cata 197 | 197 | 0.2 | 5 | 90 ± 4 |
| Sample | Extrusion Temperature T (°C) | TBATPB (wt%) | Triacetine Content (wt%) | Torque at 180 s (N*cm) |
|---|---|---|---|---|
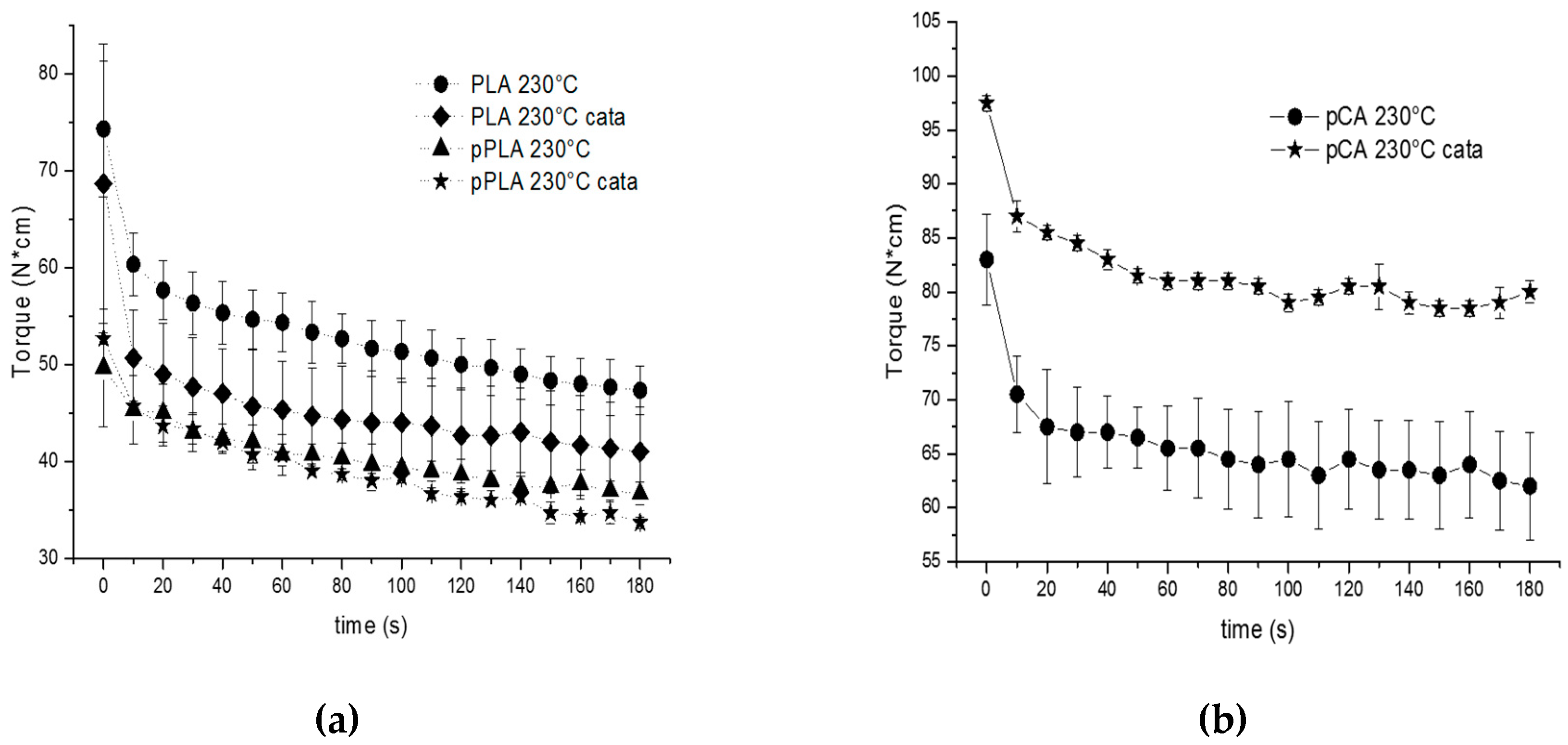
| PLA | 230 | - | - | 47 ± 2 |
| pPLA | 230 | - | 5 | 37 ±1 |
| PLA cata | 230 | 0.2 | - | 41 ± 4 |
| pPLA cata | 230 | 0.2 | 5 | 33.7 ± 0.6 |
| pCA | 230 | - | 20 | 62 ± 10 |
| pCA cata | 230 | 0.2 | 20 | 80 ± 1 |
| Blend | PLA Content (%) | Processing Temperature (°C) | Residue Weight (%) |
|---|---|---|---|
| AC7.5/PLA92.5 | 92.5 | 197 | 96.4 |
| AC7.5/PLA92.5 + cata | 92.5 | 197 | 93.4 |
| AC15/PLA85 | 85 | 197 | 88.6 |
| AC15/PLA85 + cata | 85 | 197 | 94.4 |
| AC20/PLA80 | 80 | 197 | 96.0 |
| AC20/PLA80 + cata | 80 | 197 | 83.5 |
| AC25/PLA75 | 75 | 197 | 80.3 |
| AC25/PLA75 + cata | 75 | 197 | 81.1 |
| AC35/PLA65 | 65 | 197 | 59.4 |
| AC35/PLA65 + cata | 65 | 197 | 66.8 |
| AC75/PLA25 | 25 | 230 | 27.5 |
| AC75/PLA25 + cata | 25 | 230 | 28.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coltelli, M.-B.; Mallegni, N.; Rizzo, S.; Cinelli, P.; Lazzeri, A. Improved Impact Properties in Poly(lactic acid) (PLA) Blends Containing Cellulose Acetate (CA) Prepared by Reactive Extrusion. Materials 2019, 12, 270. https://doi.org/10.3390/ma12020270
Coltelli M-B, Mallegni N, Rizzo S, Cinelli P, Lazzeri A. Improved Impact Properties in Poly(lactic acid) (PLA) Blends Containing Cellulose Acetate (CA) Prepared by Reactive Extrusion. Materials. 2019; 12(2):270. https://doi.org/10.3390/ma12020270
Chicago/Turabian StyleColtelli, Maria-Beatrice, Norma Mallegni, Sara Rizzo, Patrizia Cinelli, and Andrea Lazzeri. 2019. "Improved Impact Properties in Poly(lactic acid) (PLA) Blends Containing Cellulose Acetate (CA) Prepared by Reactive Extrusion" Materials 12, no. 2: 270. https://doi.org/10.3390/ma12020270