3.1. Macro-Morphology
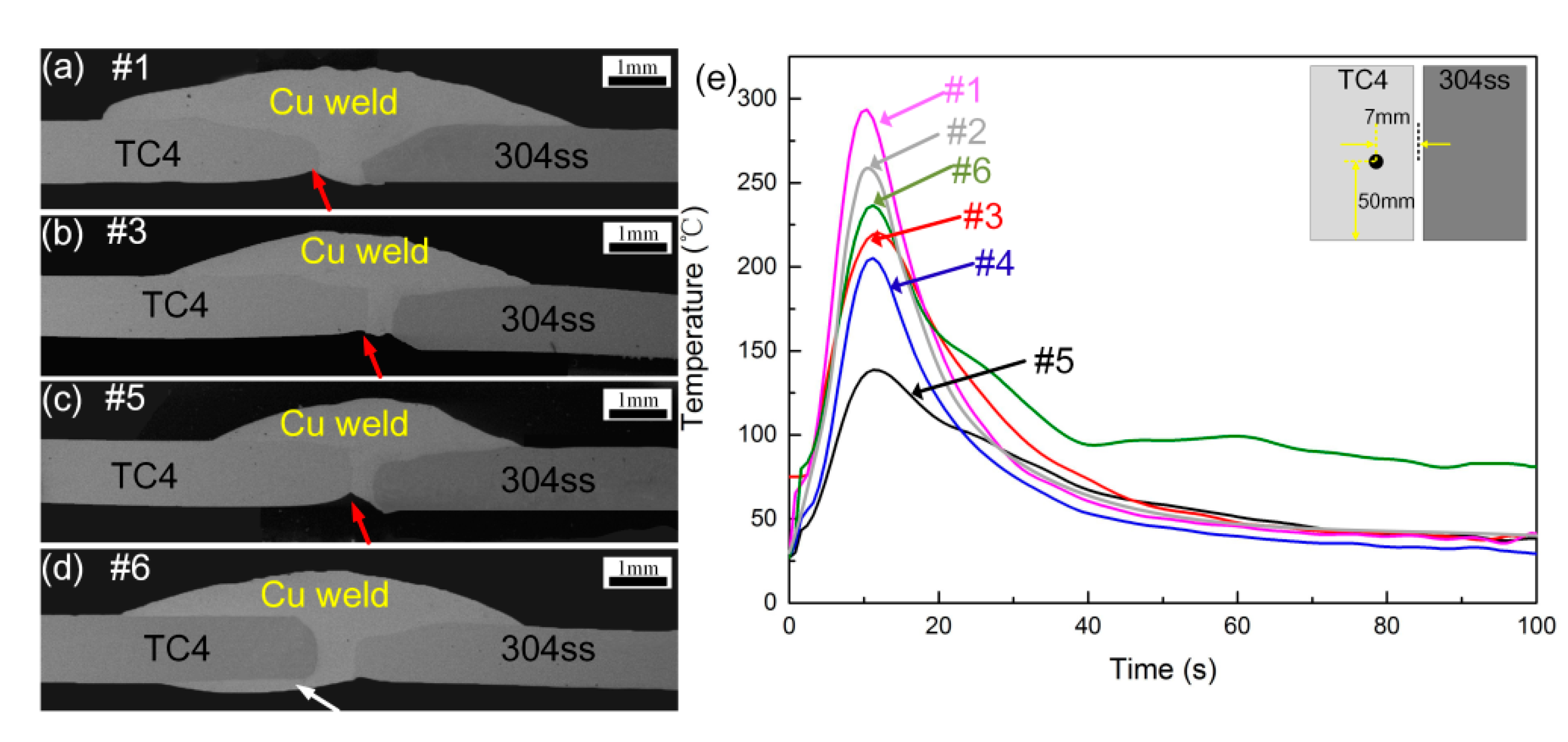
The cross sections of TC4 titanium alloys and 304 stainless steel butt joints produced by various welding parameters are exhibited in
Figure 2. It can be seen that various welding currents and speeds were used to join these two materials, however, welding deformation appeared with unmatched parameters due to the different thermal physical properties among titanium alloys, stainless steel, and copper filler wire. The various gap width of welded joint was mainly caused by the deformation degrees and melting amounts of parent metals in different welding heat input.
Figure 2a–c show that with increase of welding heat input, the spreading ability of liquid Cu filler wire increased and some pores can be observed in the transition zone due to the fierce metallurgical reaction. The 304ss plate was melted with increasing welding heat input due to the offset of arc, forming a mixed Cu-steel interface. TC4 plate was slightly melted and reacted with the liquid molten Cu filler wire to form a Cu-Ti interface. The dilution ratio of TC4 alloy in the weld was increased as heat input improved. A clear undercut can be seen at the Cu-TC4 back interface. This is caused by the offset of arc and a fast solidification of the melt pool when in contact with the back of TC4 plate. The undercut defects (red arrow in
Figure 2) in the back of weld may cause stress concentration in the process of tensile test, increasing the tendency of crack initiation. Increasing welding heat input can improve the back formation of weld, however the higher heat input may result in large melting of TC4 plate and form thick and brittle transition layer. This also had an adverse effect on weld mechanical properties. It can be seen from
Figure 2d that the preheating of substrates can increase the spreading ability of liquid Cu filler wire on TC4 surface at a lower heat input (white arrow in
Figure 2). The wettability of Cu filler metal in both the back surface was improved and the molten Cu-filler wire can form wraparound effect on TC4 plate, increasing the effective bonding areas of Ti-Cu interface.
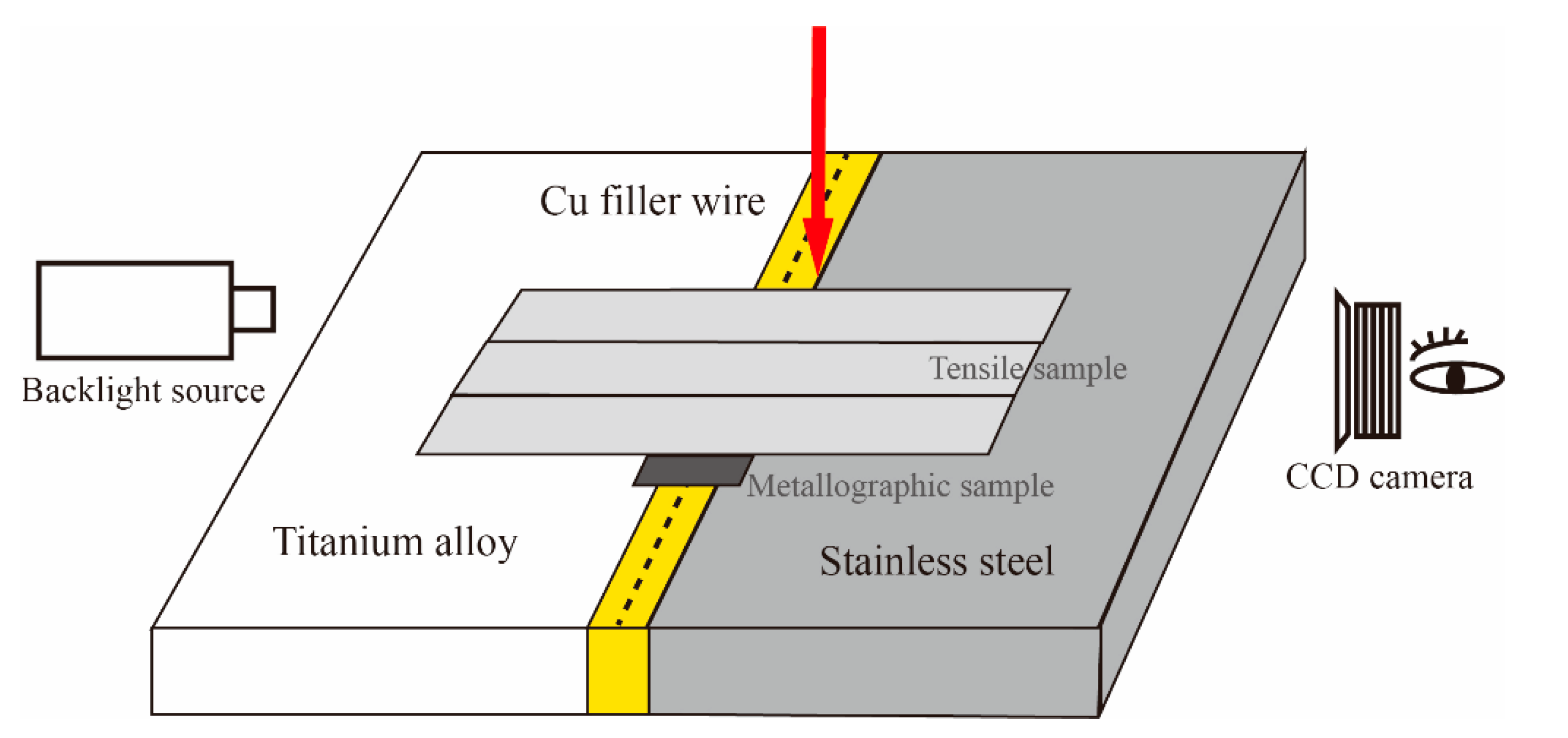
To better clarify the wetting behavior at the Cu-weld/TC4 interface under different welding conditions, the thermal cycles at specific spots (50 mm distance from welding started point and 7 mm distance from welding center) detected by thermocouple and wetting process were shown in
Figure 2e. It can be seen that the peak temperature of TC4 measured plot gradually decreased with decrease of heat input, causing the wetting of Cu-based filler wire on TC4 plate constrained. The preheating of substrate can slightly increase peak temperature to improve wetting of filler metal on TC4 plate as seen in
Figure 2e. The microstructural evolution of weld joint is unlikely to change, however the preheating of substrate can improve the back formation of welded joint. Low welding heat input with preheating was used to promote wetting ability of molten metal, decrease the thickness of IMCs layer and welding deformation.
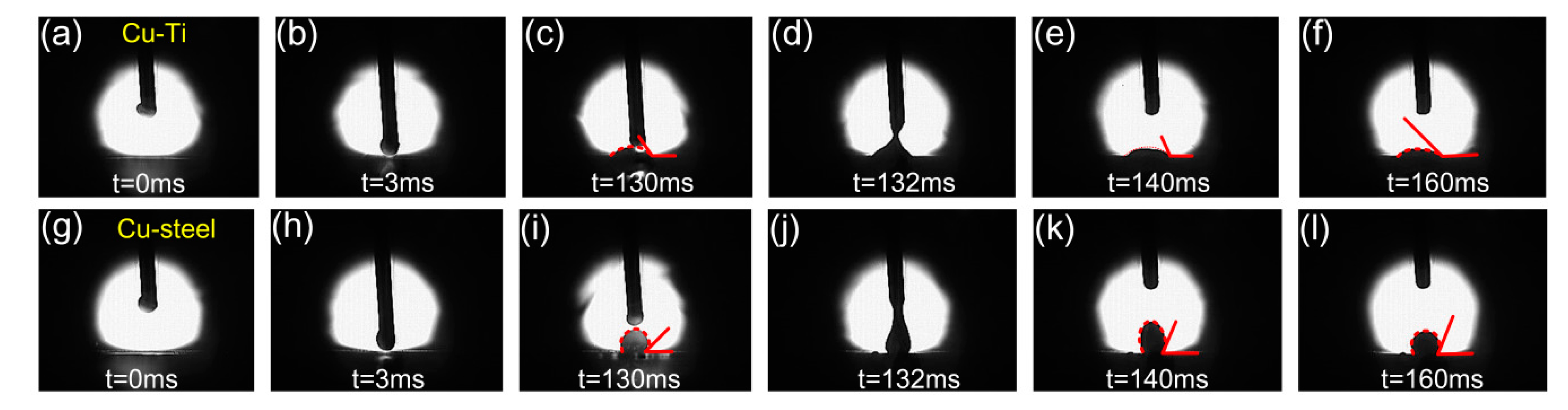
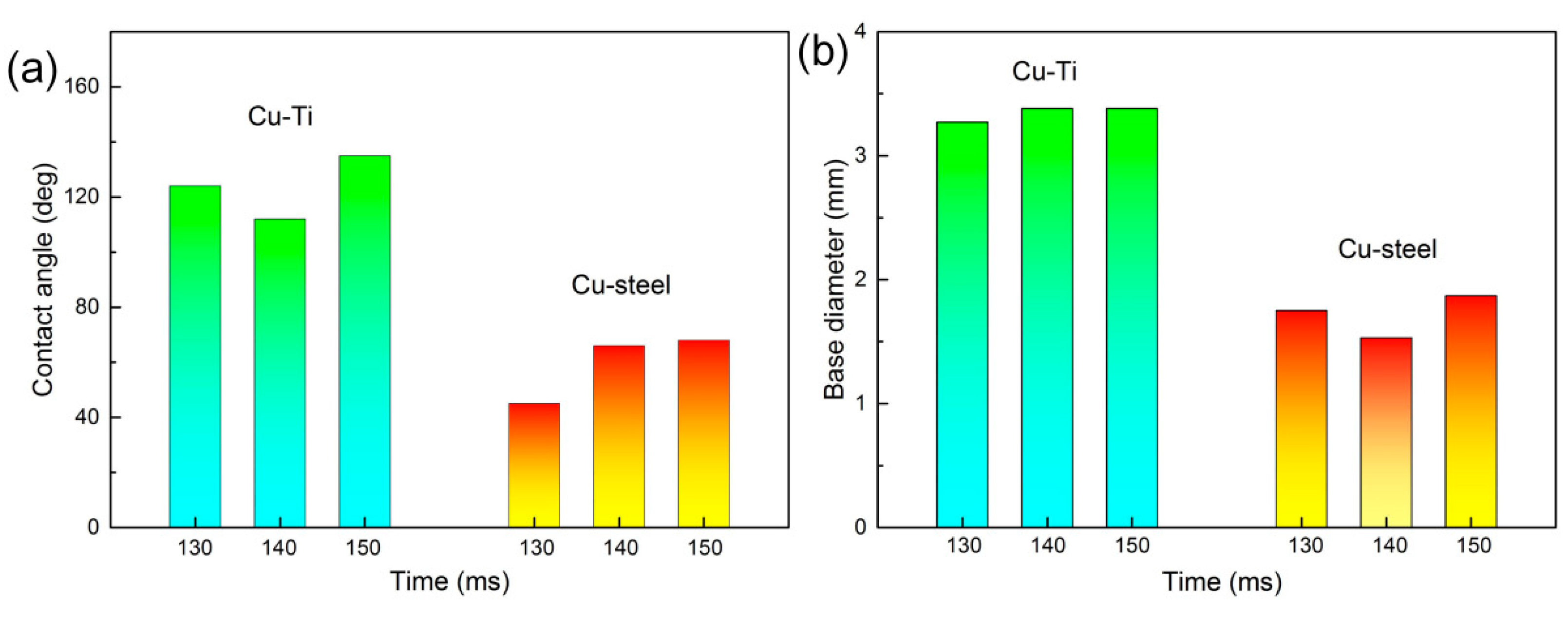
Furthermore, the wetting behavior of molten Cu filler wire on TC4 and 304 stainless steel substrates during the cold metal welding process was observed to reveal the weld formation. The variation of contact angles and base diameter with time for the molten droplet on substrates was shown in
Figure 3 and
Figure 4. It is worthy to note that almost all contact angles and base diameters on TC4 plate are larger than that on 304 stainless steel plate, indicating the better wettability on TC4 plate. The preheating of the substrates can promote the wetting ability of liquid filler wire. Therefore, the arc can be pointed to the edge of 304 stainless steel to decrease the fusion of TC4 titanium alloy, the lower welding heat input can be adopted to suppress the formation of brittle intermetallic phases and improve wetting with preheating.
The different wetting behavior of Cu/Ti and Cu/Fe plates can be attributed to the various reactive wetting mechanisms. Wetting is not only influenced by the interactions with the welding heat input, but also by the liquid-solid interaction occurring at the interface. Differences in the interfacial reaction modify the wetting kinetics. Cu has a high reactivity to Ti and various Cu-Ti reaction products formed at Cu/TC4 interface. Lin et al. [
20] suggested that such intermetallic phases always have a relatively large volume per mole, which may be a factor for promoting the wettability. However, α-Fe and ε-Cu solid solution are presented at Cu/304ss interface due to immiscibility. Bernardo et al. [
21] reported the dissolution effects appear to slow down the spreading rate and lead to a poor wetting. Furthermore, heat conductivity coefficient of 304 stainless steel is much larger than TC4 titanium alloys, indicating rapid solidification of liquid Cu weld occurs on 304ss plate and wetting evolution is no longer possible. So the wettability of molten Cu filler wire on TC4 plate was more obvious than that on 304ss plate.
3.2. Microstructural Analysis
The Cu-weld/304ss interfaces of samples #1 and #3 were shown in
Figure 5, and the EDS results of different phases were shown in
Table 3. The results show that at high heat input of 0.625 kJ/cm a 70 μm wide transition zone between Cu-weld/304ss interface formed due to more dissolving of 304 stainless steel. The higher welding heat input also promoted the dissolution of TC4 base metal and some Ti content migrated in the Cu-weld/304ss side. Some blocky phases distributed in transition zone near to the Cu-weld. The EDS results indicated that the transition zone mainly consisted of Fe, Cu, Cr, Si, and less Ti, and the Ti content gradually decreased from Cu-weld to 304ss side. Fewer TiFe
2 and TiFe IMCs (dark phases) were formed in transition zone near to the Cu weld due to the largely melting of TC4 plate and fluid flow. However, with decrease of welding heat input, the thickness of transition zone between Cu-weld/304ss interface was decreased to 40 μm due to the slightly melting of base metal. The reaction of Ti-Fe was restrained because of the decrease of Ti content in the Cu-steel interface. At lower heat input of 0.483 kJ/cm the Cu weld/304ss interface mainly consisted of ε-Cu and α-Fe solution with fewer TiFe
2 phases.
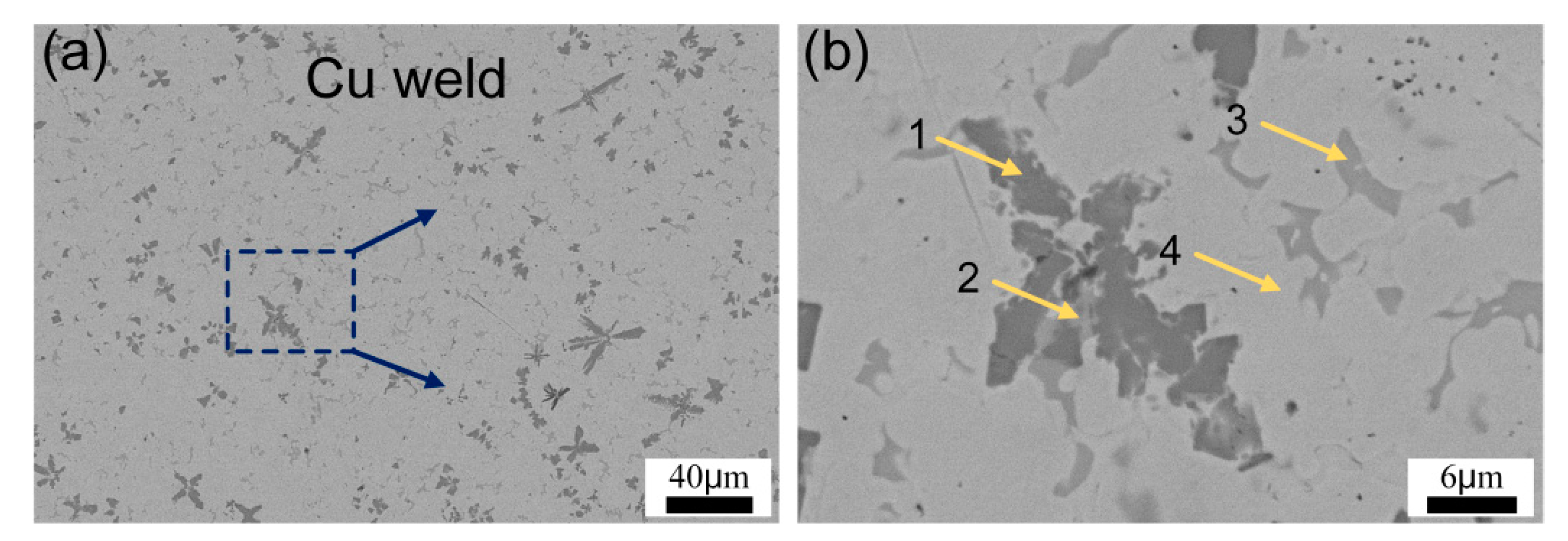
The microstructure of Cu-weld zone in sample #3 is presented in
Figure 6 and the EDS analysis results are shown in
Table 4. The matrix was ε-Cu solid solution, the dark flower-like phases were TiFe, TiFe
2 and Ti
5Si
3 IMCs, and the gray irregular phase was Ti
2Cu
3 distributing in ε-Cu solid solution matrix. This is because partial dissolution of TC4 and 304ss substrates promoted the diffusing of Ti and Fe atoms into Cu-weld. Besides, the Si atom was segregated in the IMCs from the EDS results. Lin et al. [
22] suggested that the adsorption energy based on the affinities can be used for the explanation of interfacial structure, and it can be expressed as following,
The chemical adsorption was usually considered as a prerequisite for the precipitation of reaction product when the concentration of the adsorbate was below the saturation adsorption concentration. Therefore, /m1 can be used for the prediction of interfacial structure before experiment. /m1 for Si-Cu/Ti system was −122.5 KJ/mol, for Si-Cu/Fe system was −85.5 KJ/mol. The negative value suggested that Si can segregate at IMCs layer.
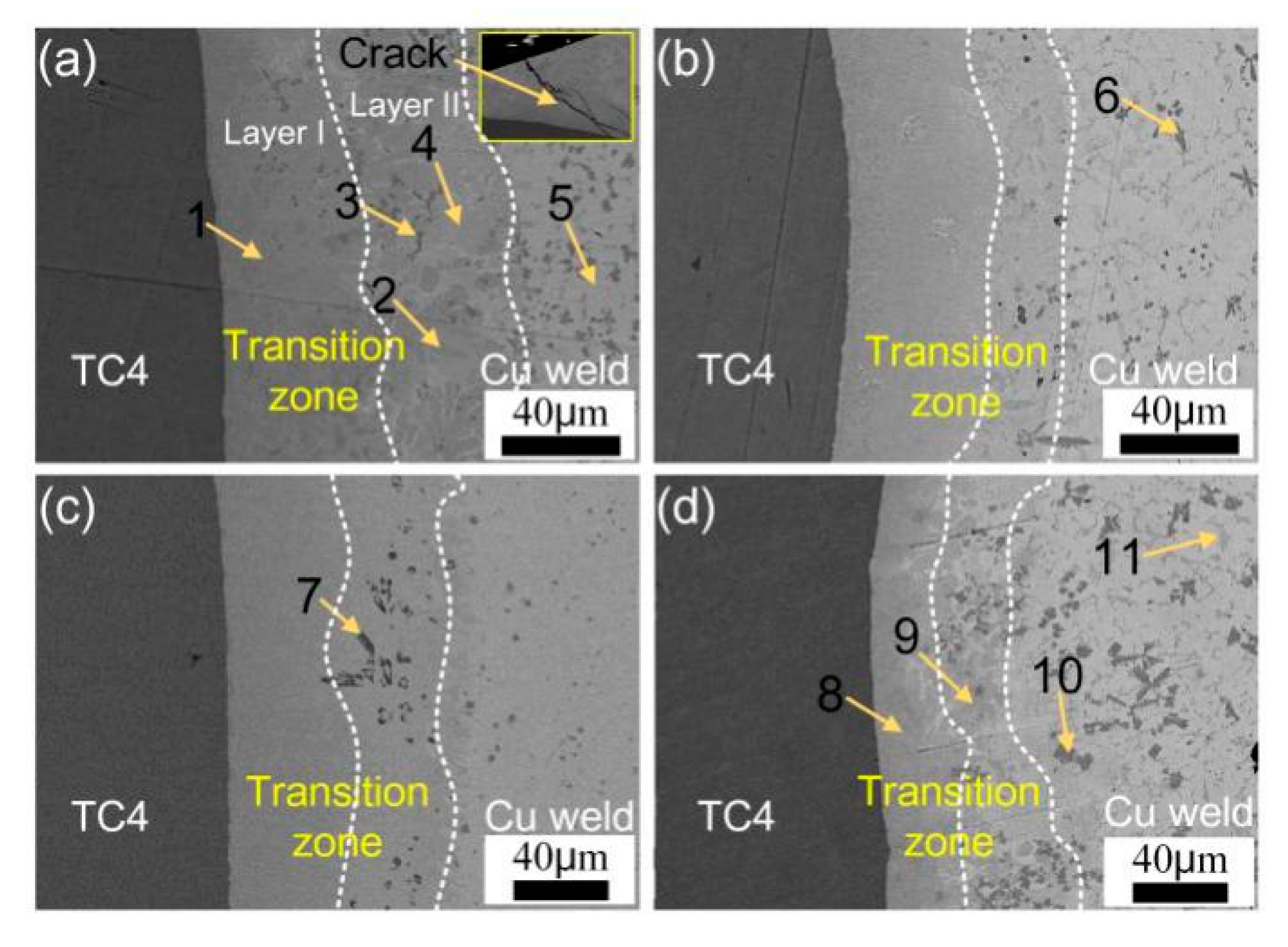
Figure 7 shows the microstructure of the TC4/Cu-weld interface with different welding heat input. TC4 titanium alloy was slightly melted at lower welding heat input, however with increase of heat input the melting of TC4 plate increased and more Ti was dissolved into reaction zone. An irregular reaction layer was formed between TC4/Cu-weld zone. It can be seen that the TC4/Cu-weld transition layer was divided into two layers, a continuous reaction layer and a mixed reaction zone. A large amount of grey phases distributed in the entire TC4/Cu-weld transition zone and some dark flower-shaped phases located among the grey matrix near to the Cu-weld zone. Furthermore, the Ti content was decreased gradually from TC4 plate to Cu-weld, resulting in the formation of different IMCs phases. The thickness of TC4/Cu-weld transition zone decreased from 105 μm to 80 μm with decrease of heat input. Combination with EDS analysis results, the transition zone mainly consisted of continuous TiCu phase near to the TC4 plate, and some TiFe, TiFe
2 and Ti
2Cu
3 phases were dispersedly distributed in the weld/TC4 interface. However, the amount of TiFe decreased with decrease of heat input. At a higher heat input of 0.625 kJ/cm, the Cu-weld/TC4 reaction layer was composed of a continuous layer and a dispersed layer. As indicated in
Table 5, the Ti content in layer II was lower than that in layer I. Some weld cracking was also observed at the weld toe area due to the brittleness and weld deformation as seen from
Figure 7a. The thickness of reaction layer was decreased with the decrease of welding heat input. Furthermore, the preheating of substrates could improve metal fluid and the wetting ability of liquid weld metal, forming a thin transition zone at lower heat input. The TC4/Cu-weld interface was mainly composed of TiCu phase layer and a complex Ti-Cu, Ti-Fe maxed layer with 80 μm thickness, as shown in
Figure 7d. The thickness of continuous layer was obviously decreased with the preheating.
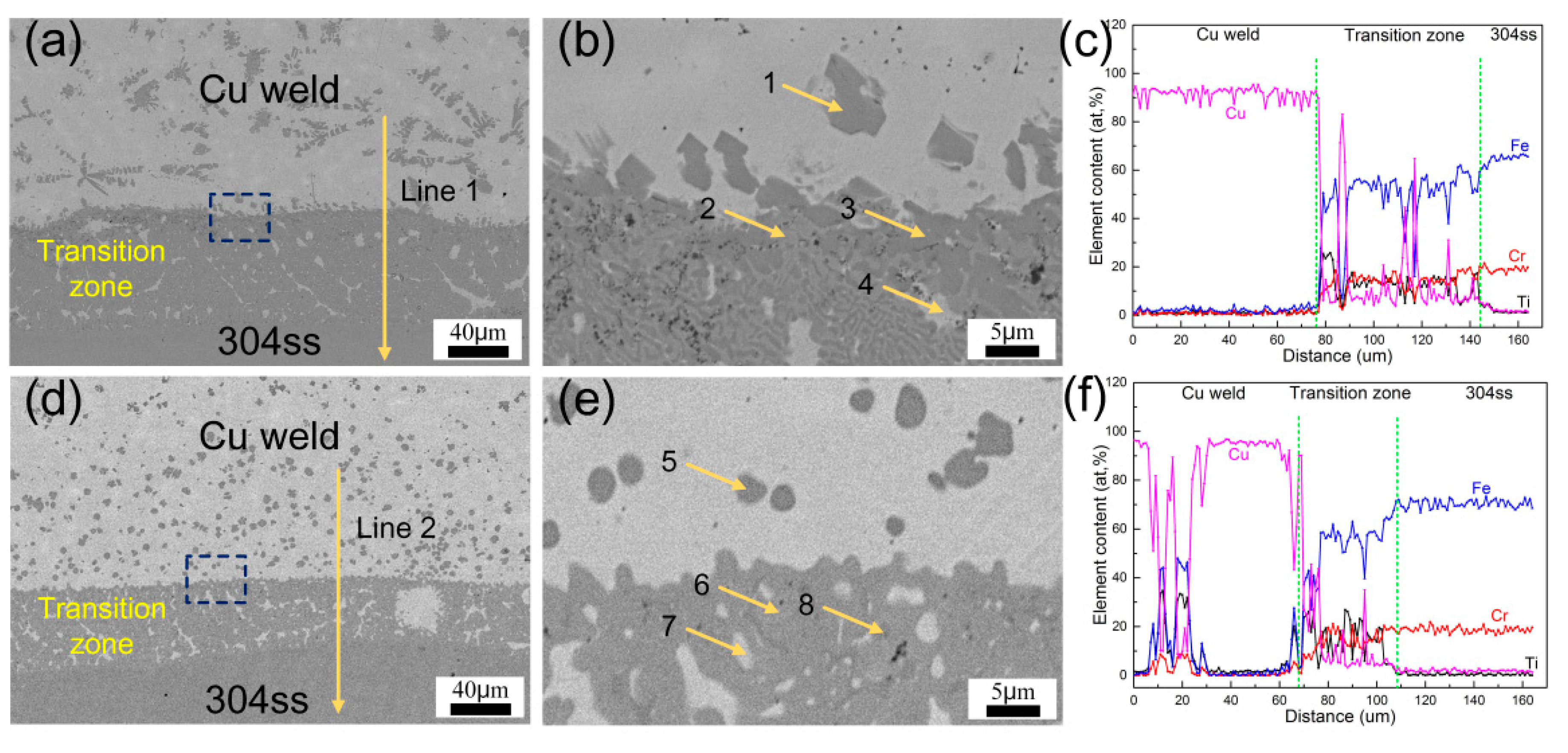
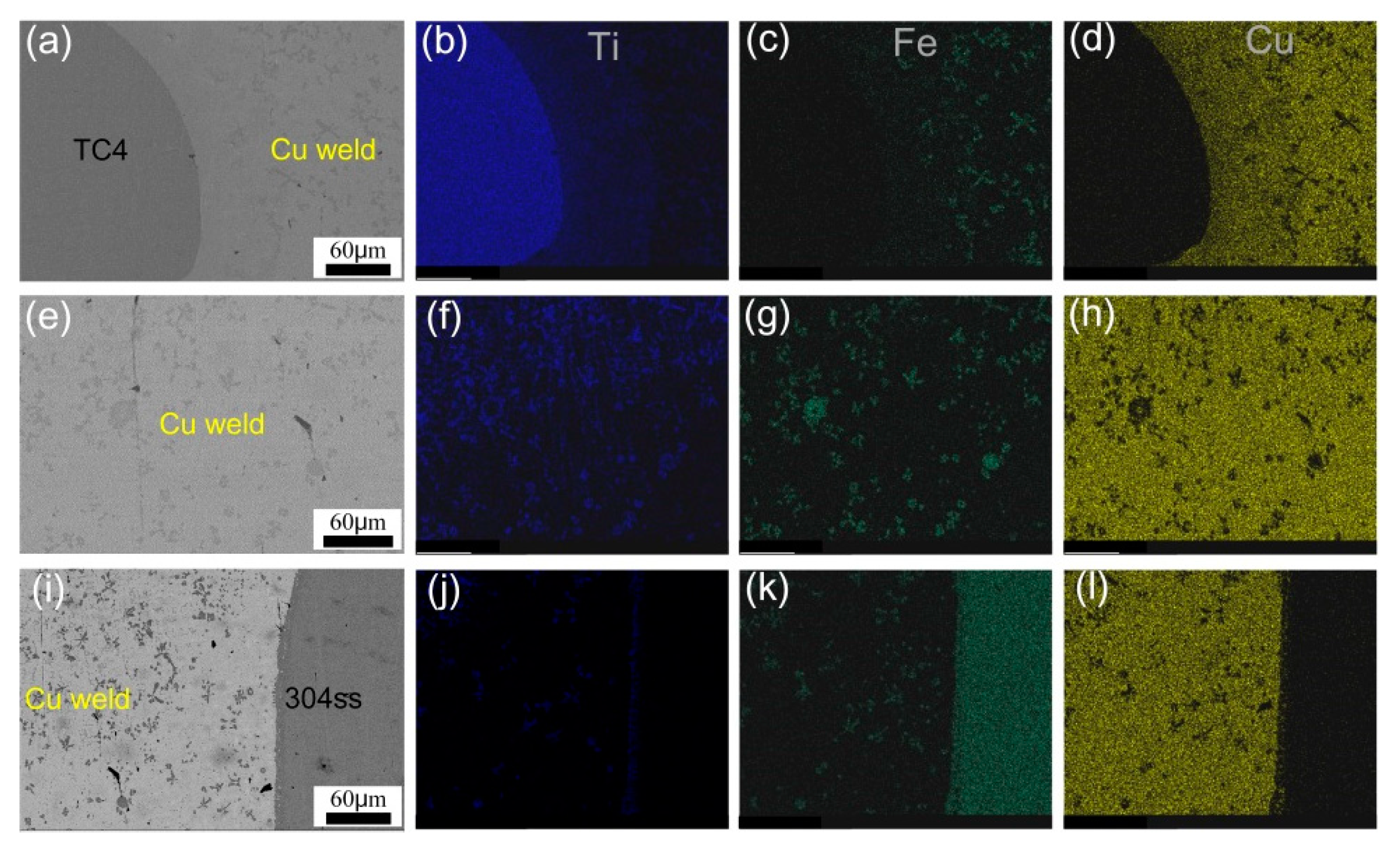
The distribution of alloying elements Ti, Cu, and Fe in the different welded zone of sample #6 is shown in
Figure 8. It can be seen that Ti gradually decreased while Fe increased from TC4 to Cu weld and to 304ss substrate, indicating the Fe, Ti, and Cu elements were diffused and reacted with each other in the welded joint. And this phenomenon was aggravated with increase of welding heat input. The substrates of sample #6 were slightly melted due to a lower heat input, so a small quantity of Fe and Ti were gathered in the reaction zone.
The interfacial reaction mechanism and microstructural evolution are described as follows. As the formation of intermetallic phases is dependent of diffusion and reaction between the substrates, an increase in time-temperature cycles increases the mobility of metals and, consequently, forming various phases. The peak temperature was gradually decreased from 300 °C to 130 °C with decrease of heat input, as shown in
Figure 2. The decrease of interfacial temperature restrained the dissolution and diffusion of TC4 plate, indicating that the formation of Ti-Cu phases was suppressed. The thermal cycle results were corresponded with the microstructural evolution at the Cu-weld/TC4 interface. The preheating of substrate slightly increased the peak temperature of the interface and decreased the cooling speed above 100 °C, thus the microstructure of the Cu-weld/TC4 interface was nearly unchanged. The decreased cooling rate could reduce the tendency to generate welding cracking and increase wetting process, which may improve joint quality.
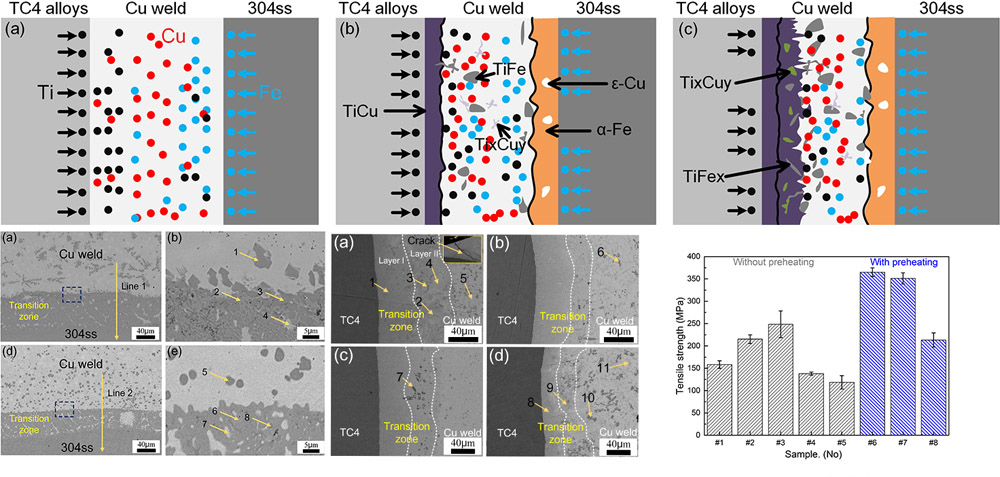
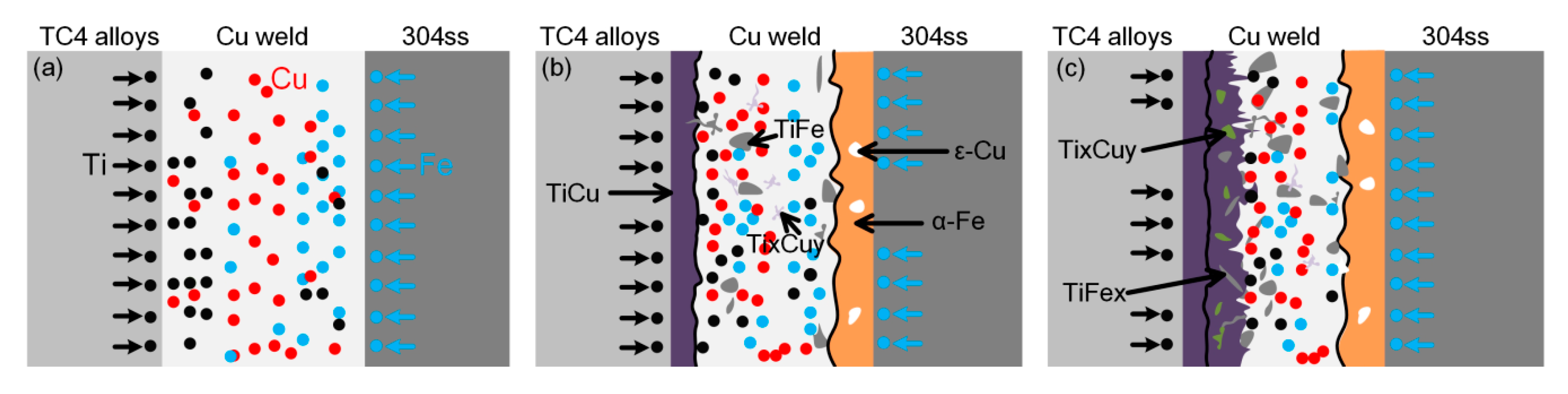
Figure 9 presents the microstructural evolution of Cu-weld/TC4 and Cu-weld/304ss interface. The 304 stainless steel was largely melted and formed a mixed transition zone with Cu filler wire at high welding heat input. The Cu and Fe alloying elements diffused and infiltrated to each other due to infinite miscibility of these two elements in liquid phases. However, as the solubility of Fe in Cu is much lower than the solubility of Cu in Fe, and the solubility decreased with decrease of temperature, some spherical Fe particles dispersed in Cu-weld zone and some Cu solution gathered in the Fe solid solution. The TC4 plate was also melted at higher heat input and some Ti element diffused to the Cu-weld/304ss interface, forming brittle Fe-Ti phases. So the Cu-weld/304ss interface was mainly composed of α-Fe, ε-Cu solution, less Ti-Fe and Ti-Cu brittle phases. At higher welding heat input, a Cu-weld/TC4 interface layer consisted of complex Ti-Cu phases TiCu, TiCu
2, Ti
2Cu
3, TiFe
2 and TiFe due to diffusion of elements. The molten Fe was diffused and reacted with Ti alloying element. Besides, from the microstructure image, some cracks formed due to large deformation and pores defects also occurred in the welded joint. The thermal expansion coefficient and thermal conductivity of copper were significantly higher than those of the steel [
23]. Hence, during the welding process, the large misfit strain and the residual stresses will be inevitably generated in the joint, leading to the solidification cracking. The porosity was a common defect originating from hydrogen which was highly soluble in liquid copper. The combination effect of thick brittle phases and weld cracks in the Cu-weld/TC4 interface is favorable to crack initiation, which causing a low joint mechanical properties. At lower heat input, the steel substrate was slightly melted and formed a flat and narrow transition layer. Due to the melting and diffusion of Fe element, the Cu-weld/304ss microstructure was mainly ε-Cu solid solution, accompanied by the dispersion distribution of α-Fe solid solution. The TC4 alloy substrate was also slightly melted under the effect of thermal cycle. The liquid molten Cu filler wire was wetting and spreading on the TC4 alloy surface, forming a thin reaction layer between TC4 substrate and weld metal. Only some Ti-Cu intermetallic phases and Ti-Fe phases formed at the TC4/weld interface. The Ti alloying element diffused into weld zone and reaction with Cu filler wire, it can be observed that some Ti
2Cu phases were distributed in the weld zone adjacent TC4/weld interface. A small amount of Ti-Fe IMCs distributed in the Cu weld zone due to the dissolution of 304ss and fluid flow. The less brittle phases and increased bonding area are beneficial to achieve a high tensile strength.
Under the same welding heat input, the thermal cycle results presented that the temperature on the reaction interface was similar at the same heat input, indicating the phases and thickness of interfacial reaction layer had a strong resemblance. However, from the wetting behavior and weld appearance, the preheating could largely promote the back formation of TC4 substrate side and increase the effective bonding area of welded joint. The joint with preheating had a great tensile strength than that without preheating, showing that the weld formation can largely affect the TC4/304ss welded joint quality.
3.3. Tensile Test and Fractography
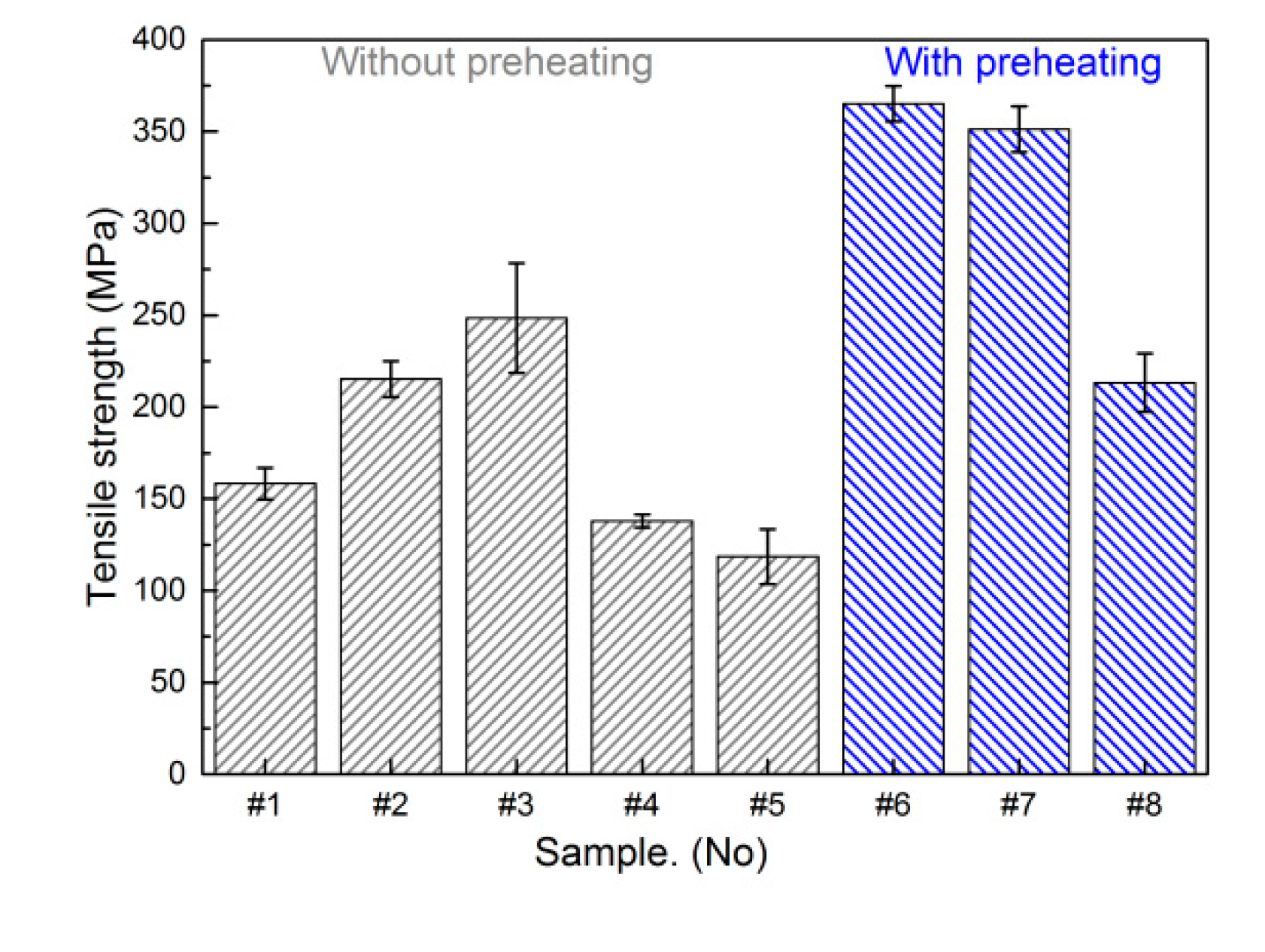
The effects of welding heat input and preheating temperature on tensile strength of the joint were studied and the tensile test results are presented in
Figure 10. The tensile fracture load increased first and then decreased with decrease of heat input. However, the values of tensile load remained low and the joint fractured at Cu-weld/TC4 interface for a high welding heat input conditions, which corresponded to a brittle fracture. The highest value of load of 248 MPa was obtained for the heat input 0.483 kJ/cm. Pardal et al. [
24] found that the tensile result was 200 MPa using a CuSi-3 welding wire and the interfacial failure could not be avoided. The preheating of substrates had great effect on joint strength and the joint tensile fracture load increased by 47% compared to the joint without preheating. The maximum tensile strength of welded joint with preheating can reach to 365 MPa. It indicated that the wetting behavior of Cu-based filler wire on TC4 and 304ss substrates played an important role on joint strength and the fracture mechanism of welded joint was discussed as followed.
The fracture path and surface were studied by SEM-EDS in order to correlate the weld microstructure with mechanical properties. The joints fractured at Cu-weld/TC4 reaction zone at high heat input, meaning the thick Ti-Cu and Ti-Fe brittle reaction layer were the weakest zone in butt joints. Besides, some weld defects such undercut, cracking and pores were formed at this zone, favoring the origin of cracks and causing a low tensile property. With lower welding heat input due to less diffusion of Ti and Fe atoms the TC4/Cu-weld side consisted of ε-Cu, TiCu phases and TiFe phases with thin thickness, however the undesirable weld morphology with small bonding area led to a poor joint quality. The preheating of substrates can increase the effective bonding area of welded joint, especially the back formation of welded joint was improved. The excellent weld formation was beneficial to prevent the generation of cracks. Therefore, the joint mainly fractured at TC4/Cu-weld with a relatively higher tensile strength.
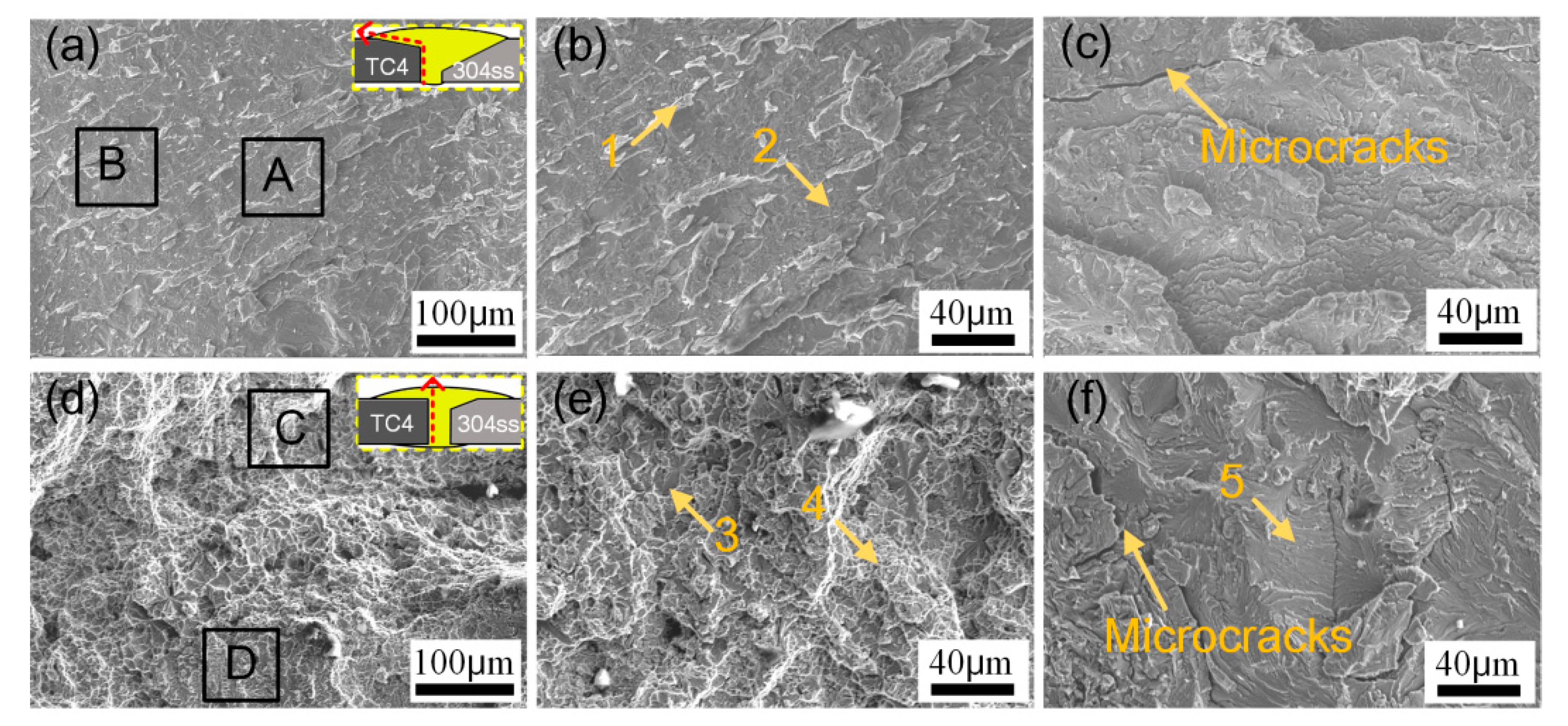
The fracture paths and surfaces of sample #1 and sample #6 were observed by SEM with EDS analysis, as shown in
Figure 11 and
Table 6. At higher heat input of 0.625 kJ/cm in sample #1, the joint fractured along Cu-weld/TC4 interface. Fracture surface showed flat cleavage fracture characteristics and obvious river-like pattern with some microcracks, shown in
Figure 11a–c. The high heat input promoted form a thick and brittle interfacial layer. Besides, large deformation was induced and the microcracks were formed at the root of the joint as shown in
Figure 7a. Hao et al. [
10] reported the similar fracture surface feature of Ti-steel joint. However,
Figure 11d–f presented that the fracture surface produced at low heat input of 0.483 kJ/cm in sample #6 with preheating exhibited a mixed fracture mode. The joint was fractured along the interfacial IMCs layer and Cu weld. According to the EDS results, the fracture surface was mainly composed of Ti-Cu phases.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}