3.1. Scale-Effect of Electric Field-Induced Densification
Typical examples of the dilatometry data are shown in
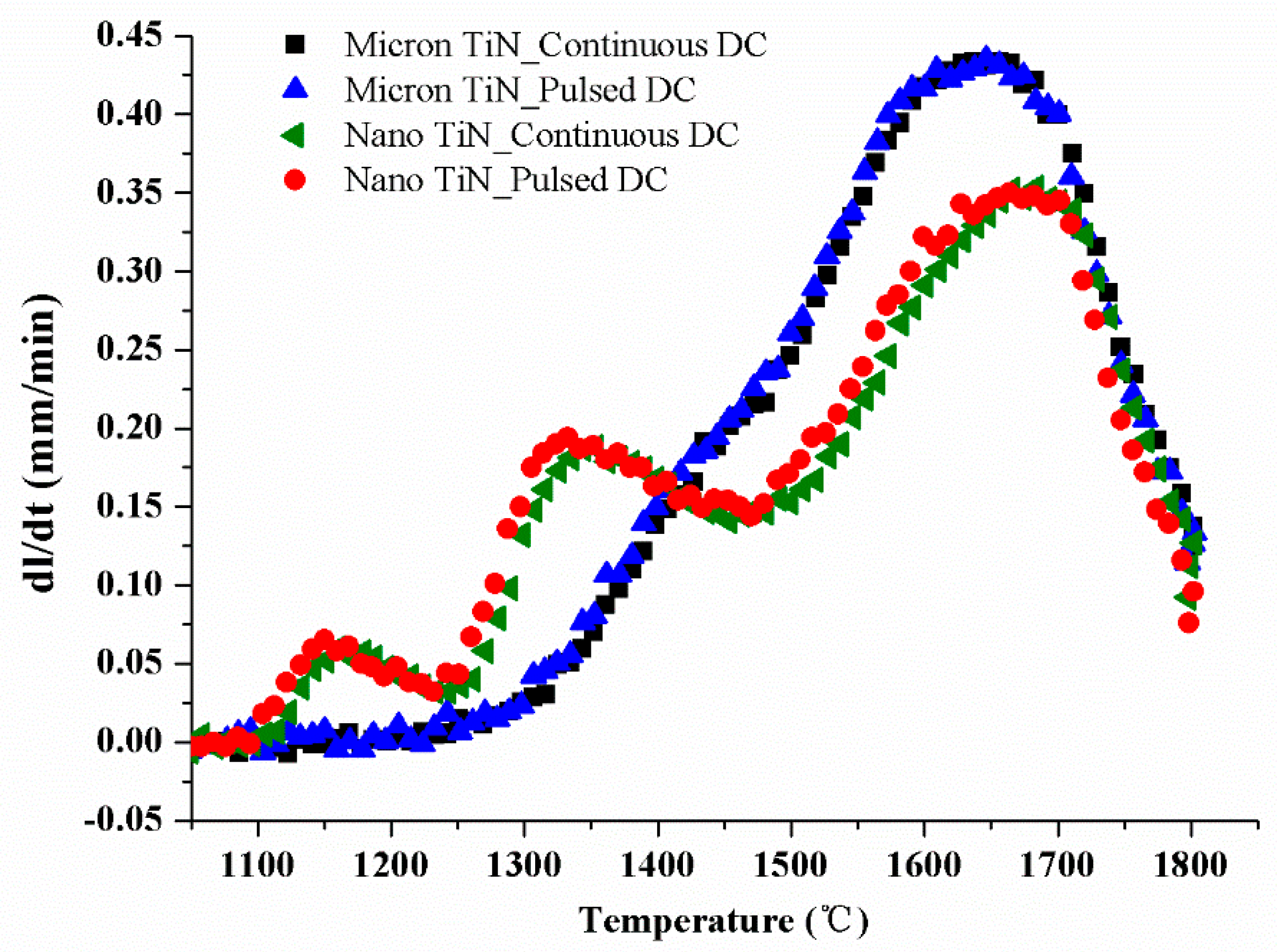
Figure 2, highlighting the shrinkage rates of the various Si
3N
4-20 vol % TiN composites sintered at 1800 °C with a 30 s dwell time. For composites containing the micron-sized TiN as the conductive second phase, the curves under both applied current waveforms present evidence of two convoluted peaks, which are associated with the two important stages of LPS, namely the α-Si
3N
4 particle rearrangement by liquid flow (present at about 1440 °C as a shoulder on the primary peak) and the material dissolution into and precipitation out from a liquid phase (the primary peak at about 1650 °C) [
18]. As the TiN particle size is decreased, however, the shrinkage initiation temperatures and curve shapes are clearly distinguishable from the case with larger TiN. It is notable that, for each individual TiN particle size, the shrinkage rate curves follow the same path with no significant dependency on the electric current waveform.
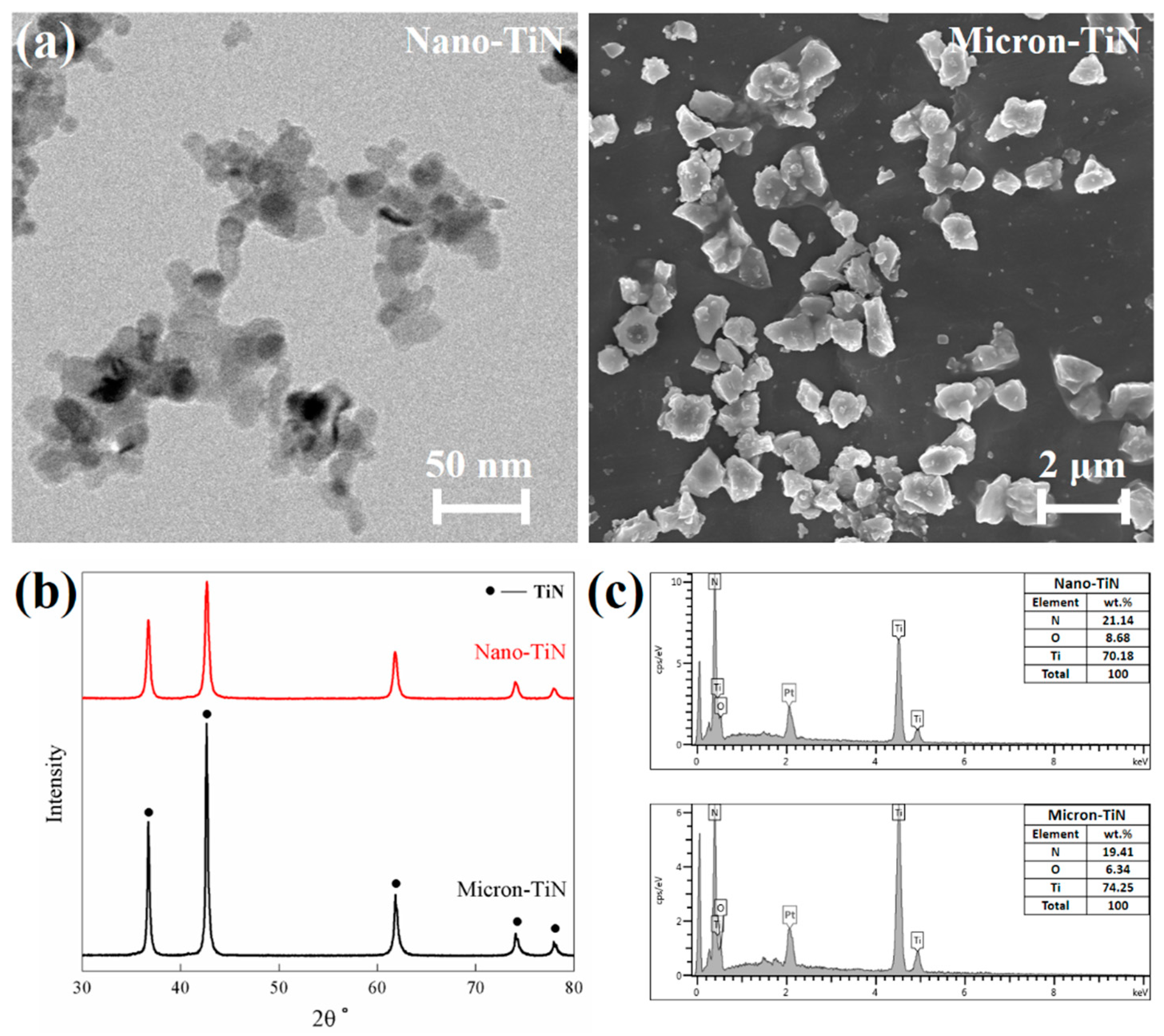
Dimensional change of the LPS-processed composites was initially induced by liquid formation, as well as its flow due to an instantaneous capillary action within the pores between particles. Liquid formation should occur at a nominally constant temperature when the LPS additives have the same chemical composition. By means of XRD and EDS analysis on the initial TiN powders (
Figure 1), both the nano- and micron-TiN powders showed single phase character, and their oxygen impurities were at an essentially identical level. The conventional HP of the composites containing 20 vol % of nano-TiN and micron-TiN were separately carried out at heating rate of 20 °C/min as well (not shown here), but indicates the shrinkage of both started at 1350–1400 °C (apparent temperature) for the Y
2O
3 (6 wt %):Al
2O
3 (4 wt %) additive system. Thus, there appear to be different shrinkage start temperatures when comparing the SPS and HP processes. The different SPS-processed specimens might all reflect their differing coupling extents between the imposed current (i.e., external electric field) and composite composition/microstructure, which would directly determine the local temperature of the liquid phase at the grain boundaries and could then bring about the so-called “overheating effect” [
19]. Compared with Si
3N
4 (with a resistivity of ~10
12 Ω·m), the electrical resistivity of TiN is much lower (~10
–7 Ω·m). Therefore, the Si
3N
4–TiN composites would couple with the current and be locally heated by mechanisms including plasma (discharge) generation and/or the Joule effect. When the TiN particle size reduces from the micron-scale to nano-scale, its distribution extent at grain junctions and grain boundaries within the Si
3N
4 matrix would increase, causing more areas of localized heating. Consequently, the reduction of TiN particle size contributed to an earlier shrinkage taking place, at a temperature lowered by ~200 °C. In addition, the conductive TiN particles located in the non-conductive Si
3N
4 matrix would also exist as an effective, contiguous current path under the action of the applied electric field, and thus significantly improve the effectiveness and uniformity of the electromechanical forces acting on wetting the liquid on the Si
3N
4 particles [
11,
20]. The distribution of liquid at the neck areas between particles, as well as particle rearrangement, could therefore be significantly facilitated by reduction of the TiN particle size from the micron- to nano-scale. Nevertheless, it should be noted that both “overheating” and “electrowetting” are locally enhanced effects. Their final contributions to the liquid-induced particle rearrangement would be also governed by the formation, viscosity, distribution, and homogeneity of the oxynitride liquid phase. For this reason, after the appearance of the first particle rearrangement peak at ~1160 °C, a second peak at ~1350 °C is apparent on the shrinkage rate curves of the Si
3N
4 samples with nano-TiN. The effect of TiN particle size on the reduction of the particle rearrangement peak temperature was consequently quite evident.
3.2. Scale-Effect of Electric Field-Induced α–β Conversion
In order to further reveal the effects of the current waveform and conductive phase in electric current-assisted LPS of the Si
3N
4-20 vol % TiN composites, the extent of α- to β-Si
3N
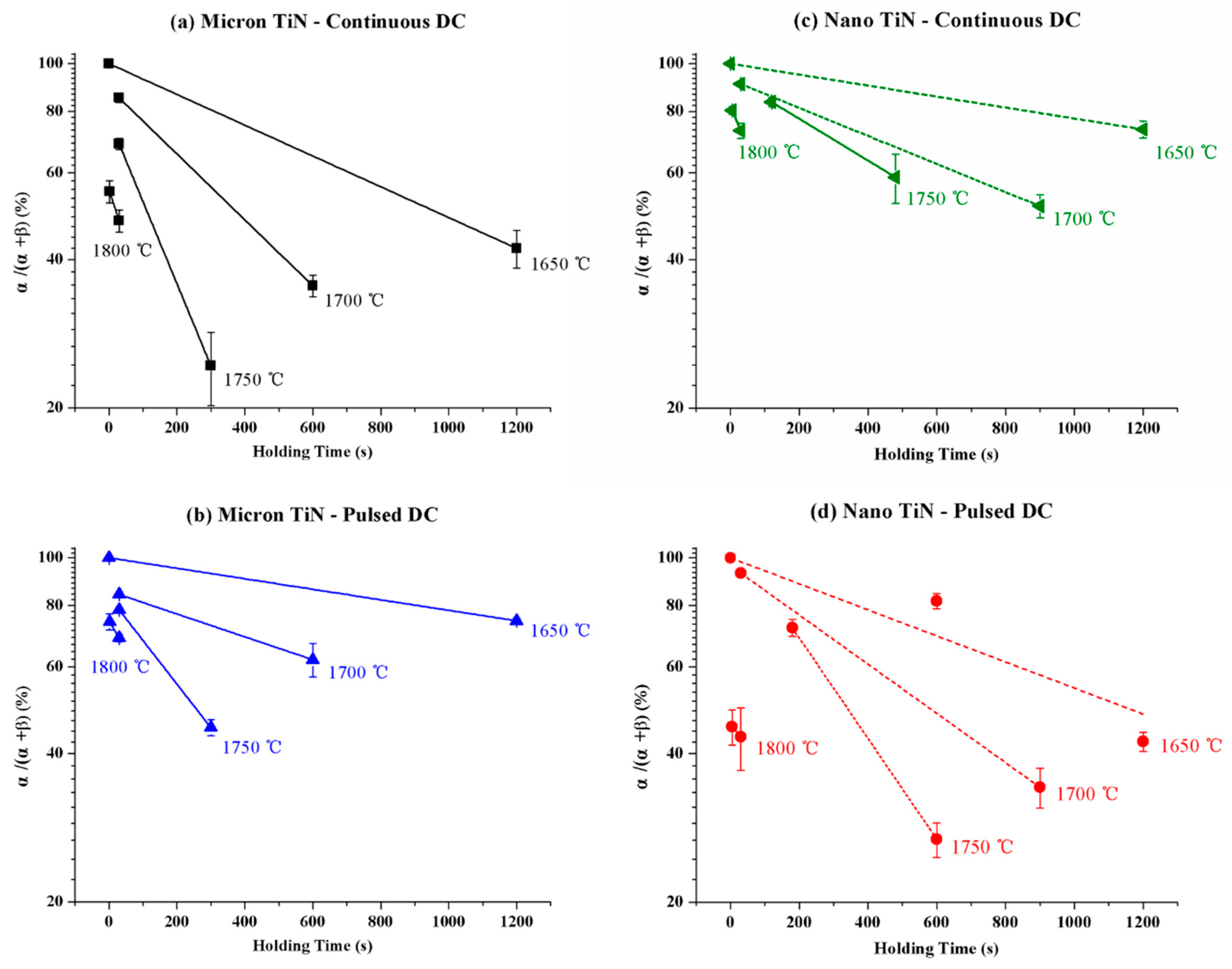
4 conversion in the isothermal sintering process was examined. The time dependence of the phase transformation degree is presented in
Figure 3 for various SPS temperatures. The data suggest that the conversion follows first-order kinetics, in accordance with previous observations reported in the literature [
15,
21,
22]. Thus, the α–β phase conversion rate of the Si
3N
4 matrix can be expressed using the equation:
where α is the α-Si
3N
4 fraction in the composite, and
K is the rate constant dependent only on the sintering temperature, which can itself be defined by the following equation:
where
Ea is the apparent activation energy,
R is the gas constant, and
T is the absolute temperature.
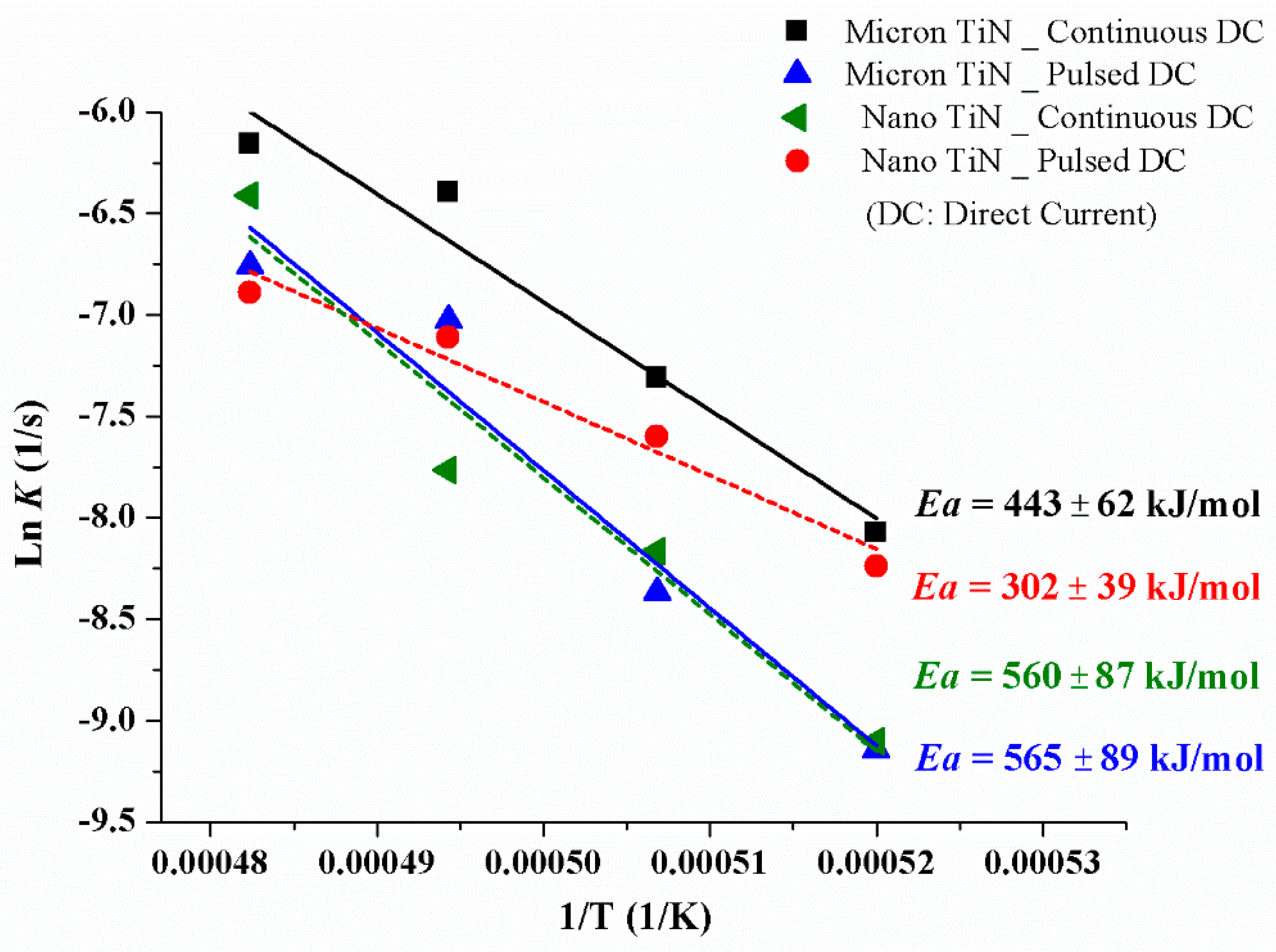
Figure 4 demonstrates the temperature dependence of the phase transformation in the form of an Arrhenius plot, constructed using the rate constant
K values derived from the data in
Figure 3. From this information, the
Ea values are obtained from the slope of the regression line for each sample. It can be seen that a change in the current waveform or the particle size of the conductive phase produces significant changes in the activation energy for the α–β phase conversion of the Si
3N
4 matrix phase. According to the model proposed by Bowen et al. [
21], it is suggested that both densification and phase transformation of Si
3N
4 can take place simultaneously in conventional hot processing, as atoms pass through the dissolution–diffusion–precipitation cycle. Thus, the activation energies for both the densification (during heating) and conversion processes (during dwelling) are quite similar in their study [
21]. In the present case, however, the external electric field may lead to different effects on the particle rearrangement and dissolution–precipitation processes. In this sense, the apparent activation energies evaluated in
Figure 4, and the shrinkage rate curves plotted in
Figure 2, could be analyzed relatively independently.
Whether for the samples with micron-TiN sintered under continuous current conditions, or for those with nano-TiN sintered under pulsed current mode, the apparent
Ea for α–β phase conversion are very similar, both around 560 kJ/mol. This value coincides with that evaluated for hot-pressed Si
3N
4 made with 5 wt % Y
2O
3 and 3 wt % Al
2O
3 sintering additives [
15]. But once the SPS current pulsing mode changed, the apparent Ea values varied significantly in the present work. The apparent
Ea for the samples with micron-TiN, sintered under continuous current mode, is ~120 kJ/mol lower than that under pulsed mode, whereas the samples containing nano-TiN phase inverted this trend. To confirm the thermodynamic evaluation,
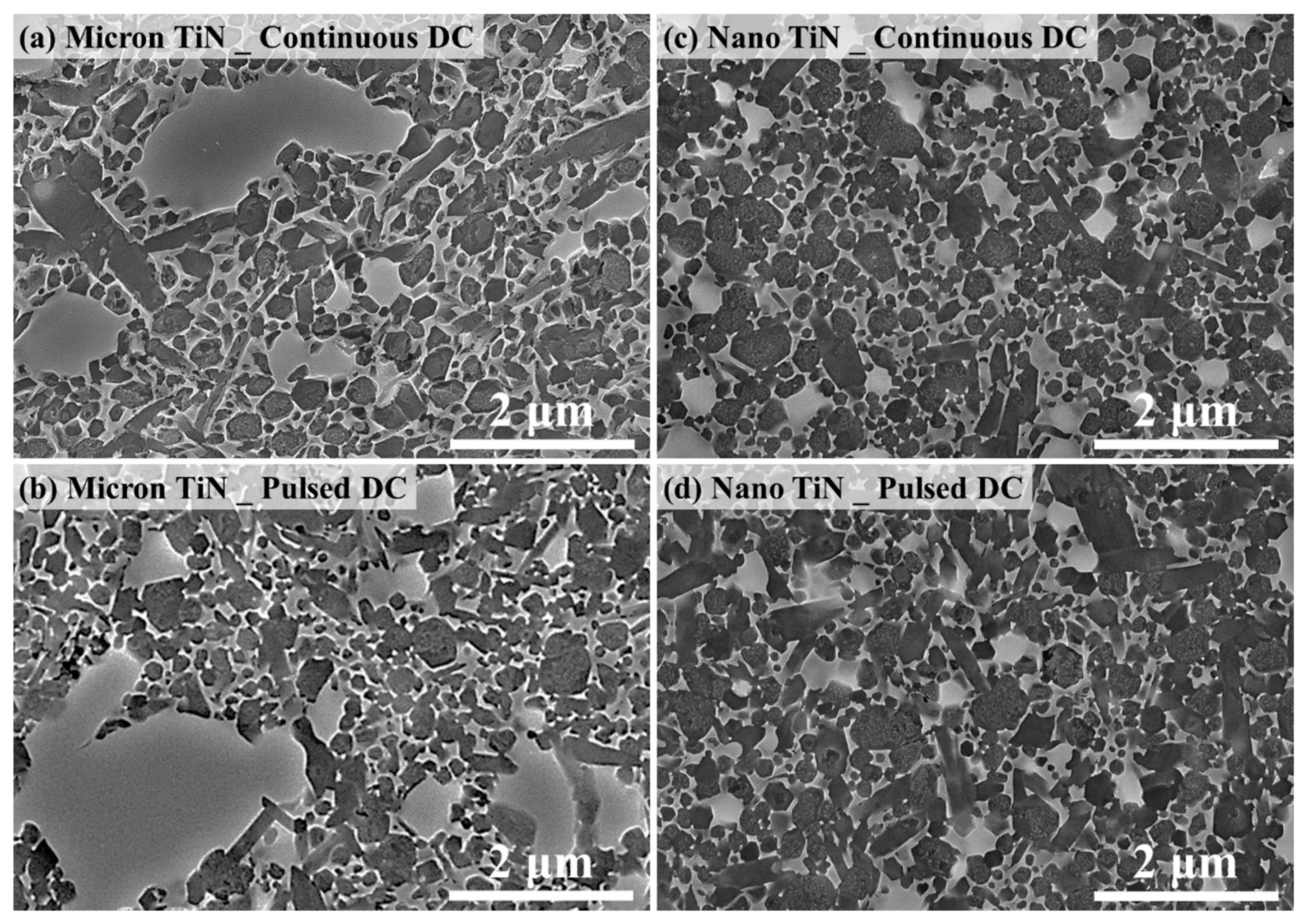
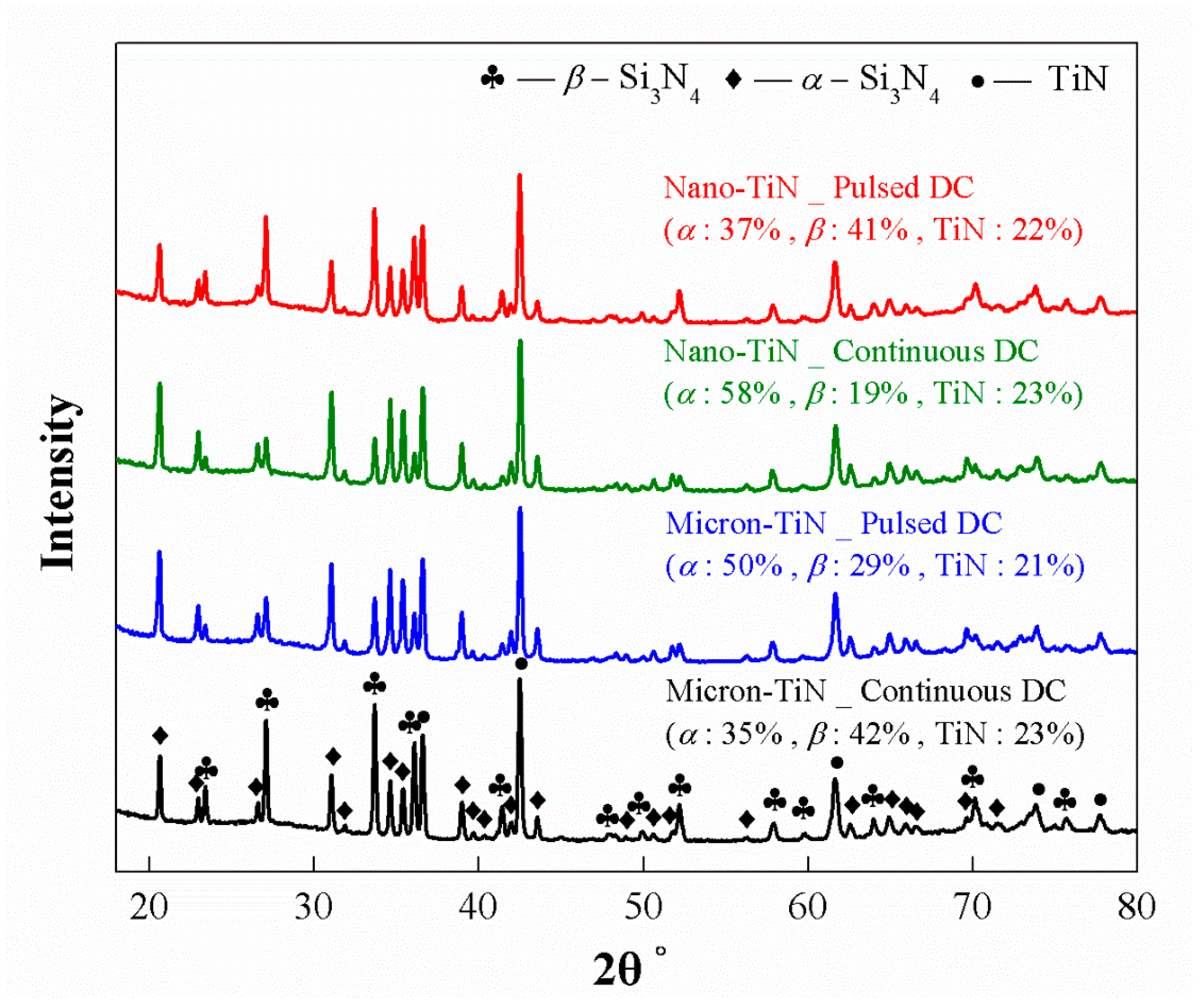
Figure 5 shows examples of SEM micrographs of polished and plasma etched cross-sections of the SPS processed materials. The images demonstrate the differences in microstructure evolution for specimens isothermally sintered at 1800 °C for 30 s with both different TiN particle sizes and electric current waveform conditions, while
Figure 6 demonstrates the XRD patterns with qualitative and quantitative analysis on the corresponding samples.
Figure 5 and
Figure 6 clearly indicate the effects of the same current pulsing mode on the α- to β-Si
3N
4 conversion when different TiN particle sizes are used. Thus, it is confirmed that the electric-field effect should be particle size-dependent in the presence of a conductive second phase.
In the LPS process, the amount, chemical composition, and viscosity of the liquid phase each have a distinct influence on the initiation and completion of the α- to β-Si
3N
4 conversion, certainly including the activation energy [
23,
24,
25]. For instance, the
Ea for diffusion in a Si-RE-Mg oxynitride viscous phase boundary region was reported as being 690 kJ/mol and 450 kJ/mol below and above 1550 °C, respectively, since the viscosity decreases dramatically with temperature [
21,
25]. As a debatable issue in SPS processing, the Joule effect and local generation of plasma are usually considered to play major roles on the SPS heating mechanisms [
7,
8]. However, one or some combination of the possible mechanisms should become more dominant under certain conditions [
26]. Under pulsed current mode, the instantaneous voltage at the bonding interface is expected to be higher, relative to the value under the continuous current sintering mode [
11,
27,
28]. In particular, for the small conductive particle size, a high electric field strength may be achieved at the nano-scale contact areas. Thus, for the nano-TiN, owing to its fine particle size (about 30 nm) and wide distribution within the Si
3N
4 matrix (about 180 nm), it could have increased the possibility to generate local heating between the powder particles. Instead, as the particle size of the electrically insulating matrix phase becomes somewhat smaller than that of the conductive phase (i.e., micron-scale TiN (about 1 μm) in the Si
3N
4 matrix), the local Joule heating effect induced by the continuous DC passing through the composite would provide major contributions to govern both the densification and α–β phase conversion processes. However, while further fundamental research is necessary to clarify this assumption on the dominant mechanism(s) controlling the electric-current-assisted sintering process, the present dilatometric analysis and thermodynamic approach give clear insight that the contribution of the current mode on the field-induced densification and phase conversion of the electrically insulating matrix would depend mostly on the particle size and distribution of the electrically conductive phase. The non-uniform local electrical properties within these multiphase ceramics would control the local electric field and temperature distributions, which then govern the various phenomena involved in the SPS process.
3.3. Design and Fabrication of Multi-Layered Graded Si3N4–TiN Ceramics
Multi-layered structures are one of the most common forms in the design of one-dimensional FGMs [
29,
30]. In order to clarify the potential applications of the scale-effect of a conductive second phase on the fabrication of multi-layer, graded Si
3N
4-based ceramics through SPS, four groups of double-layered samples were prepared by varying the TiN particle size in the two adjacent layers together with the DC mode. These two layer composite variants were also prepared with either 10 or 30 vol % TiN in the layers, as shown in
Figure 7,
Figure 8 and
Figure 9. It should be noted that the apparent activation energies for α–β phase conversion were evaluated only for Si
3N
4 composites prepared with 20 vol % TiN, a composition at which the sintering response could demonstrate an obvious difference with changes in the pulsing mode and TiN particle size [
11]. This gives a fundamental viewpoint on the possible mechanism(s) that generate the differing responses. From the perspectives of application and validation, as discussed in the present section, the amount of TiN conductive phase used should be extended both above and below 20 vol %. In doing so, the basic mechanism(s) could be better understood and applied. Based on the SEM micrographs presented in
Figure 7 and
Figure 8, the use of SPS processing is beneficial to maintain both the α-Si
3N
4 phase and a finer grain structure, due to the shorter heating time. In addition, all of the two-layered structures were well bonded and free of defects within each layer, independent of the heating methods applied. However, with changes in the size parameters of the TiN phase, there were significant differences in the α- to β-Si
3N
4 conversion degree among the three kinds of sintering modes.
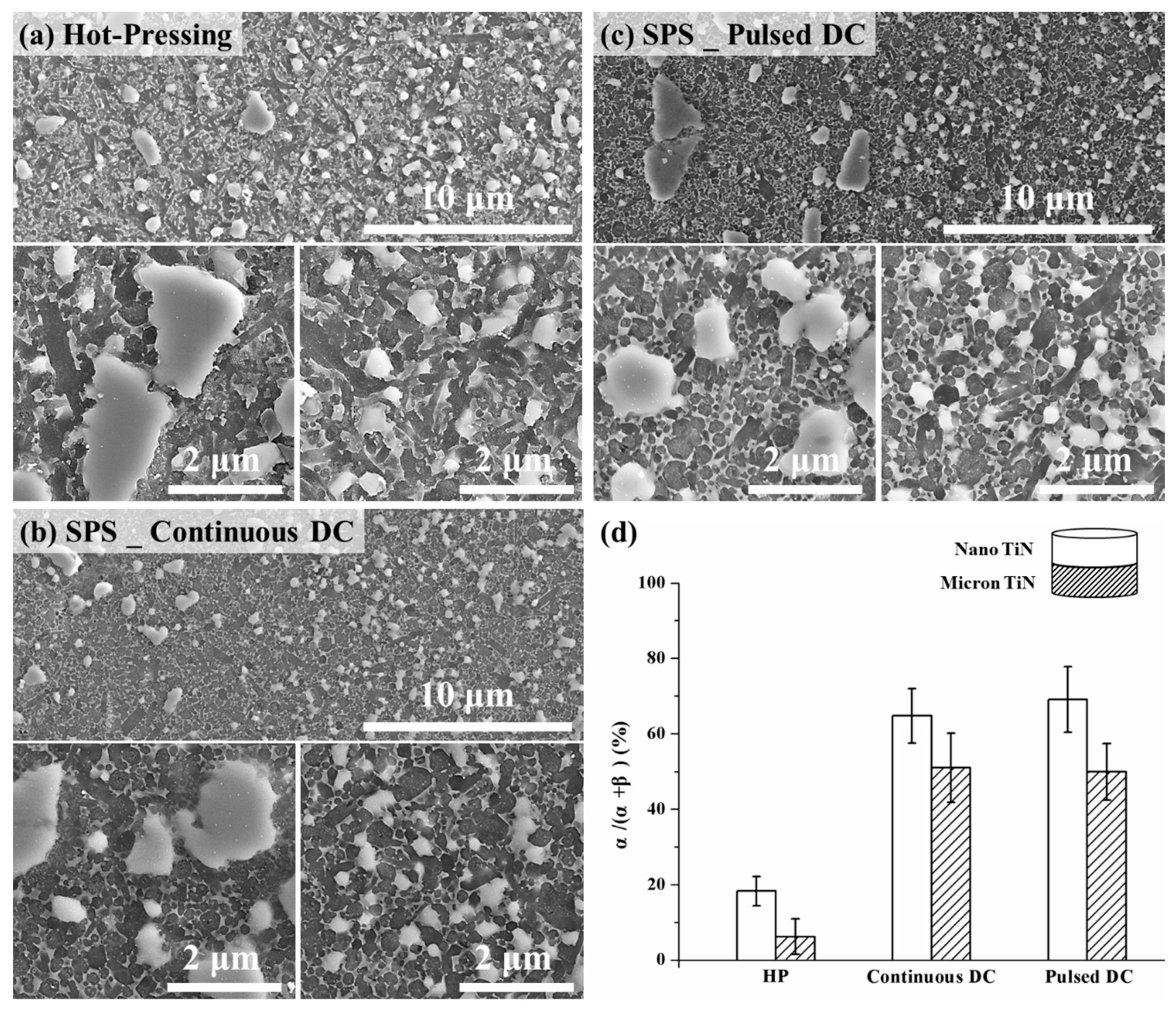
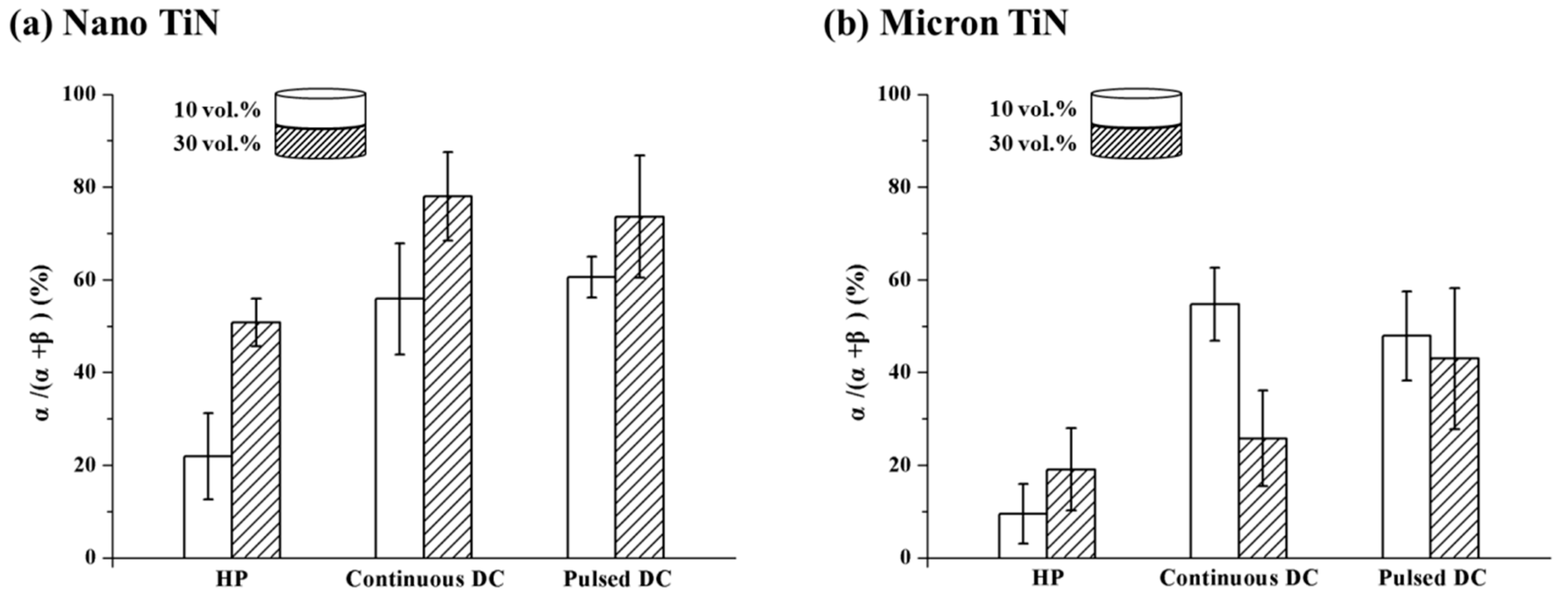
Based on
Figure 7d and
Figure 8d, compared with the layers containing micron-TiN second phase, the layers with TiN at the nano-scale showed lower conversion degrees of the α-Si
3N
4 phase in all cases. For double-layered Si
3N
4-10 vol % TiN composites (
Figure 7), the change of pulsing mode would not vary the relative α-Si
3N
4 phase content within both layers. Though a higher degree of phase conversion could be achieved through hot-pressing, due to the slower heating rate, the α-Si
3N
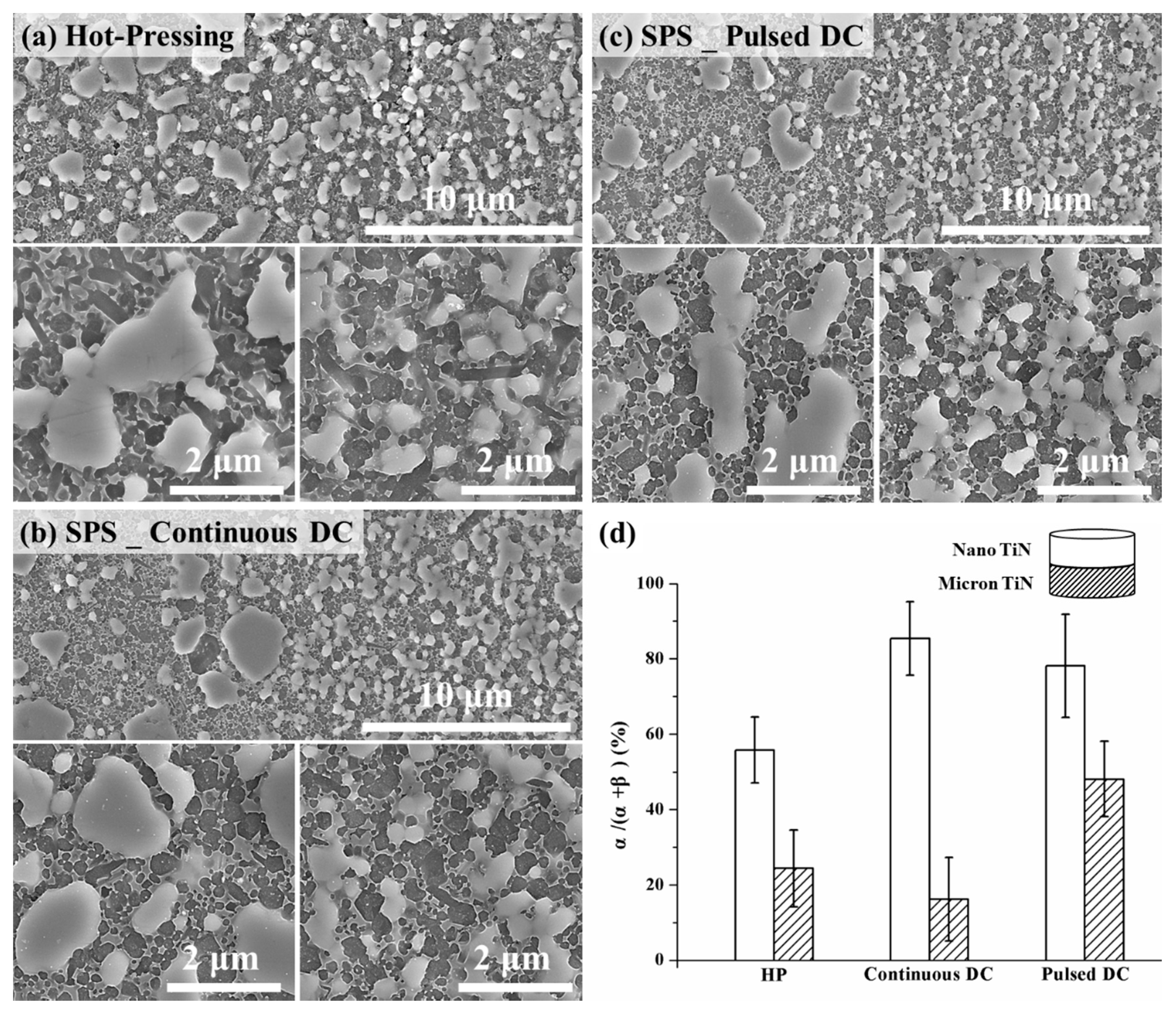
4 content difference between the two layers has remained at about 13%, echoing the content gaps seen on SPSed double-layered samples. Therefore, no obvious distinction could be found among the different sintering methods for the double-layered combinations of nano- and micron-TiN with the lower TiN content (10 vol %). An increase in TiN content, from 10 to 30 vol %, would enlarge the α-Si
3N
4 content difference between the two layers (
Figure 8). Particularly under the continuous current condition, this difference reached a significant level, at 70%. Note that increasing the TiN second phase content in the Si
3N
4 matrix has led to a greater retained α-Si
3N
4 fraction for most layers, due to the inhibition effect on diffusion within the intergranular liquid phase. However, in the case of the layers with 30 vol % nano- and micron-TiN, and sintered under continuous DC mode, the phase transformation was promoted, dramatically intensifying the differences in the α-Si
3N
4 fraction. This phenomenon agreed well with the results of the thermodynamic analysis, and the enhanced performance of the continuous current mode would be reinforced by augmenting the content of the micro-scale conductive second phase.
Regarding the double-layered combination form of 10-/30- vol % TiN as shown in
Figure 9, layers containing more nano-sized TiN still showed a lower α–β transformation degree, independent of the sintering method. Nevertheless, when the TiN particle size increases from the nano-scale to the micron-scale, the same feature exists only in the hot-pressed sample. Under the action of an applied electric field, the relative α-Si
3N
4 fractions between adjacent layers were obviously reversed. Together, the results shown in these two double-layered combinations highlight that the favorable effect of the continuous current mode on micron-sized TiN is still in force. The only question remains as to why the enhanced effect of pulsed current mode on nano-TiN is no longer valid on composites with the multi-layered structure.
The α- to β-Si
3N
4 conversion occurs by dissolution of α-Si
3N
4 into the liquid phase at boundary regions, diffusion of silicon and nitrogen ions within the liquid, and precipitation onto the existing β-Si
3N
4 grains. Promoting any of these three stages would enhance the α–β phase conversion process, and hence reduce the conversion activation energy from the thermodynamic perspective. Temperature is always an important factor throughout this process, which would significantly impact the formation and viscosity of the liquid phase, the diffusion coefficient, and the solution saturation. In SPS, the configuration of the graphite mold would also result in quite different heat generation and transfer features, by coupling with the applied electric field, relative to the conventional HP heating process. Consequently, Si
3N
4-based ceramics with tailored phase compositions and mechanical properties can be SPS fabricated just by adjusting the graphite punches set-up [
5,
12,
14]. Thus, it could be assumed that the spatial variation in both the layered structures of the samples and the configuration of the graphite mold would change the current intensity and/or propagation path, as well as the electric field distribution. As a consequence, the thermal distribution within the double-layer component is varied, bringing about different observations from those obtained when using the single-layer structure. In this sense, although the multi-layered ceramic components with different phase composition and microstructural features compared with conventionally sintered ones could be prepared using SPS by controlling the current pulsing mode and conductive second phase characteristics, there are requirements for both carefully designed and controlled compositions and geometries for each layer, such as the stacking order, thickness ratio, electrical properties, etc. The validity of these approaches and their implementation needs further investigation.


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








