Influence of Restraint Conditions on Welding Residual Stresses in H-Type Cracking Test Specimens




Abstract
:1. Introduction
2. State of the Art
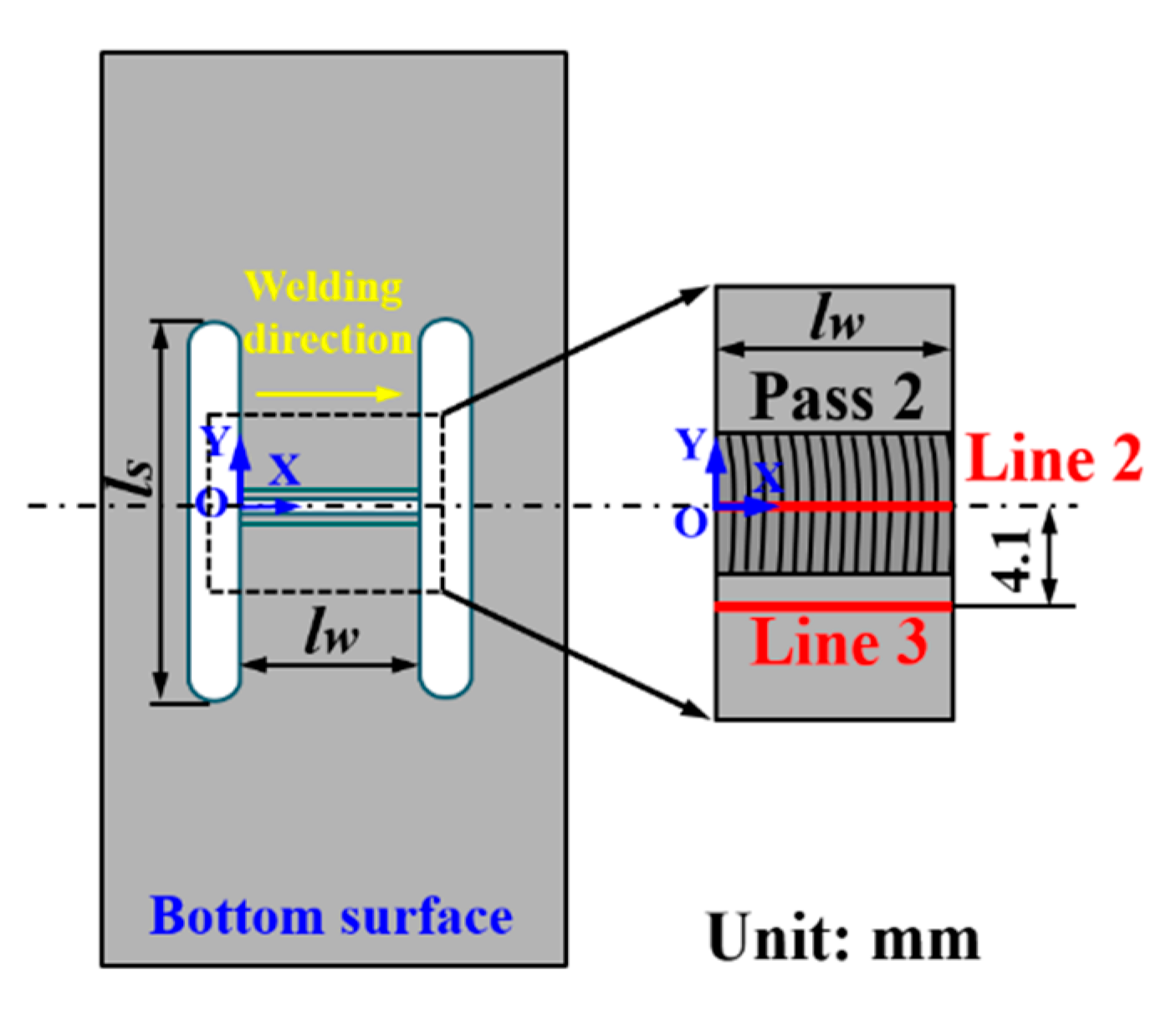
2.1. Self-Restrained Mechanism of the H-Type Slit Joint
2.2. Effect of Restraint Direction on Residual Stresses
3. Materials and Methods
4. Finite Element Analysis
4.1. Thermal Analysis
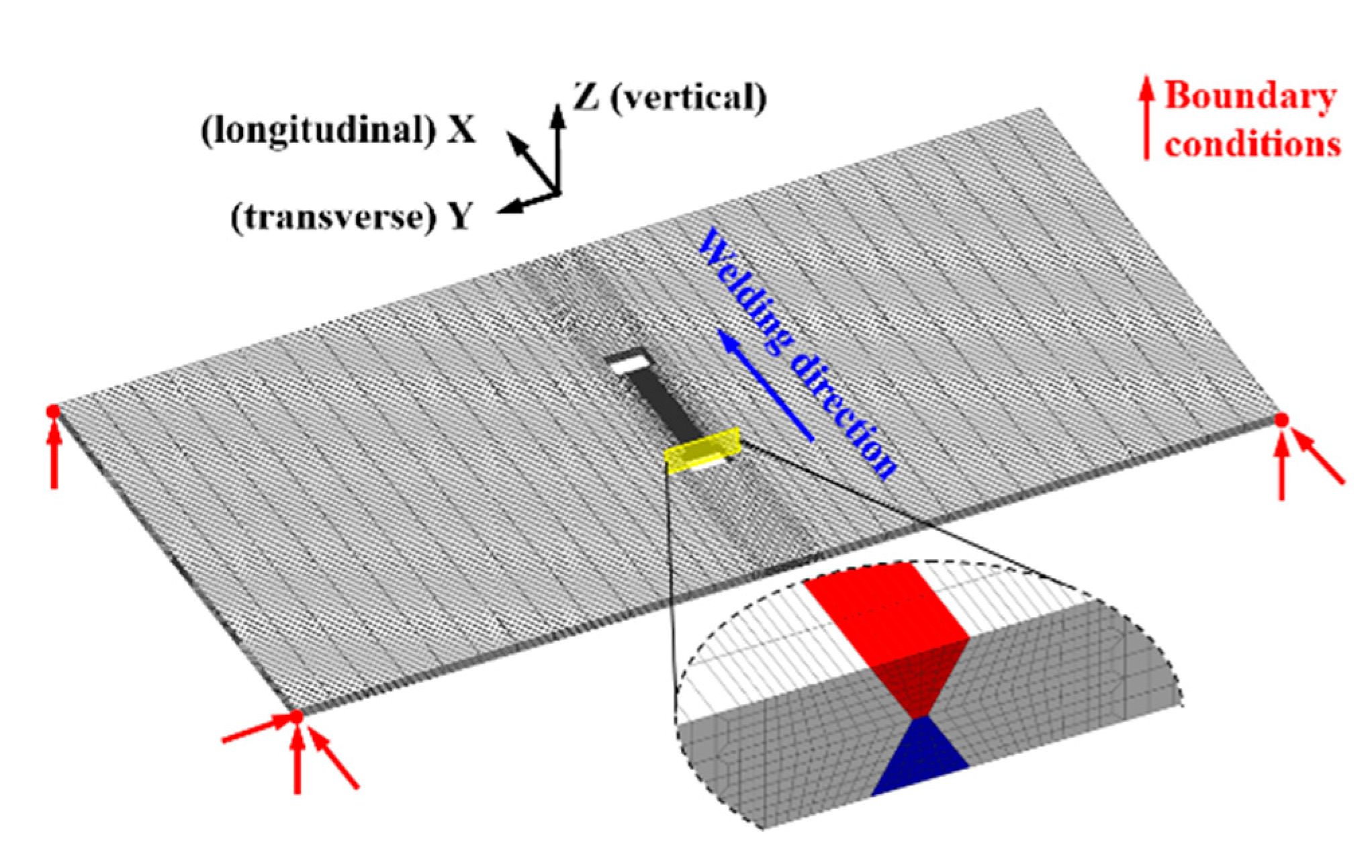
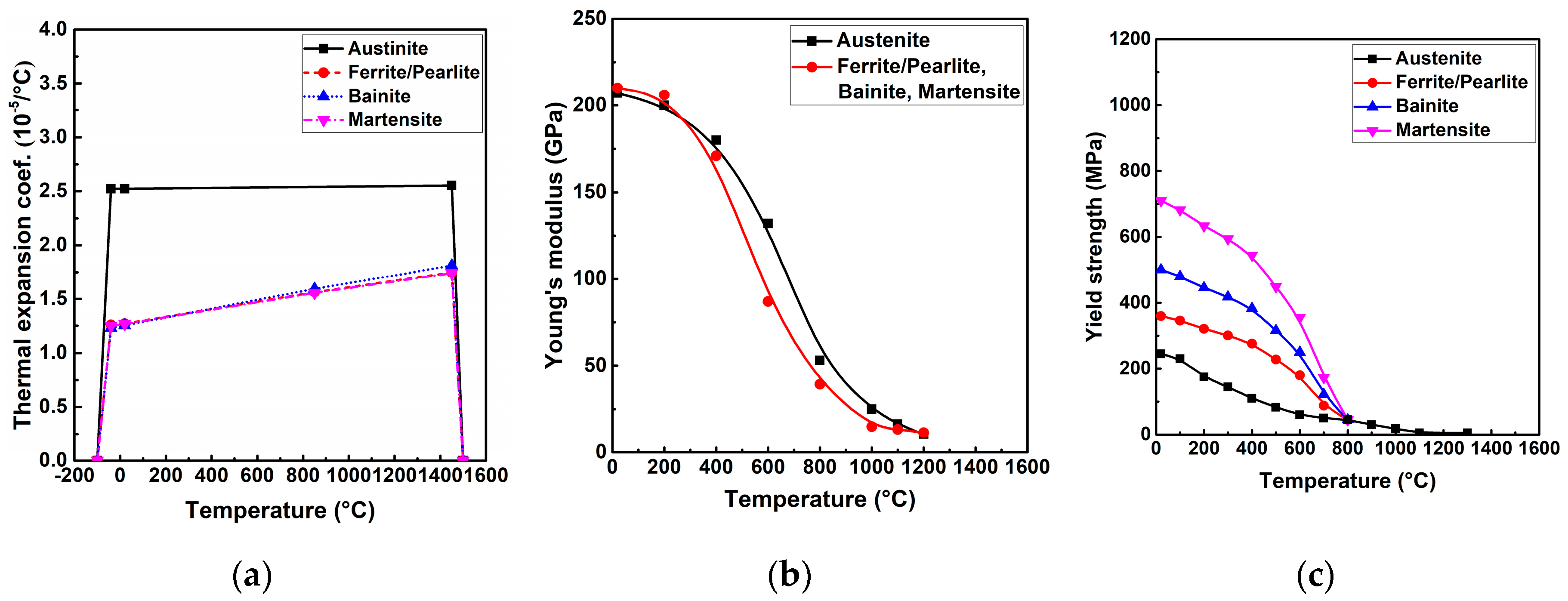
4.2. Mechanical Analysis
4.3. Simulated Cases
5. Comparison between Experimental and Simulated Results
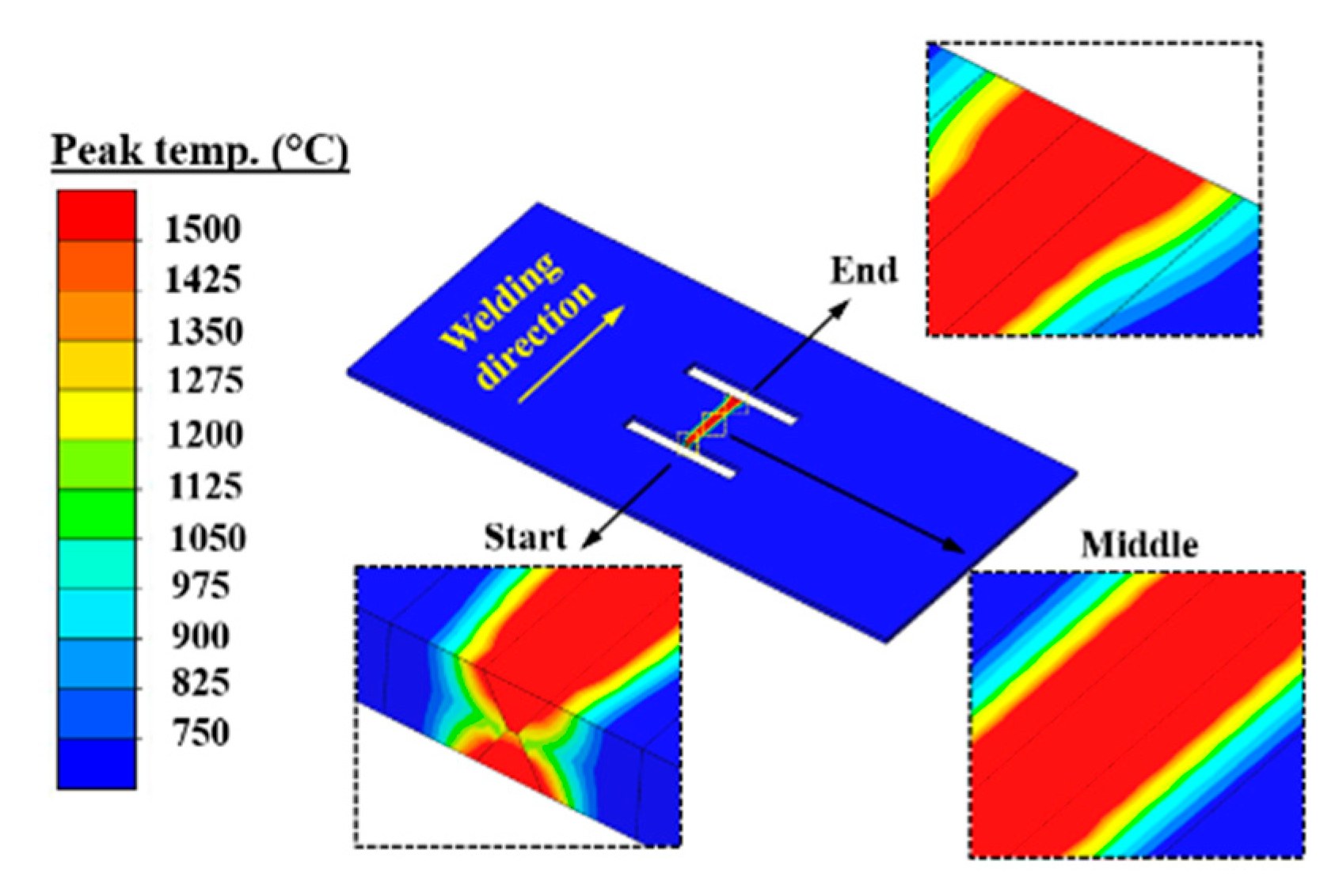
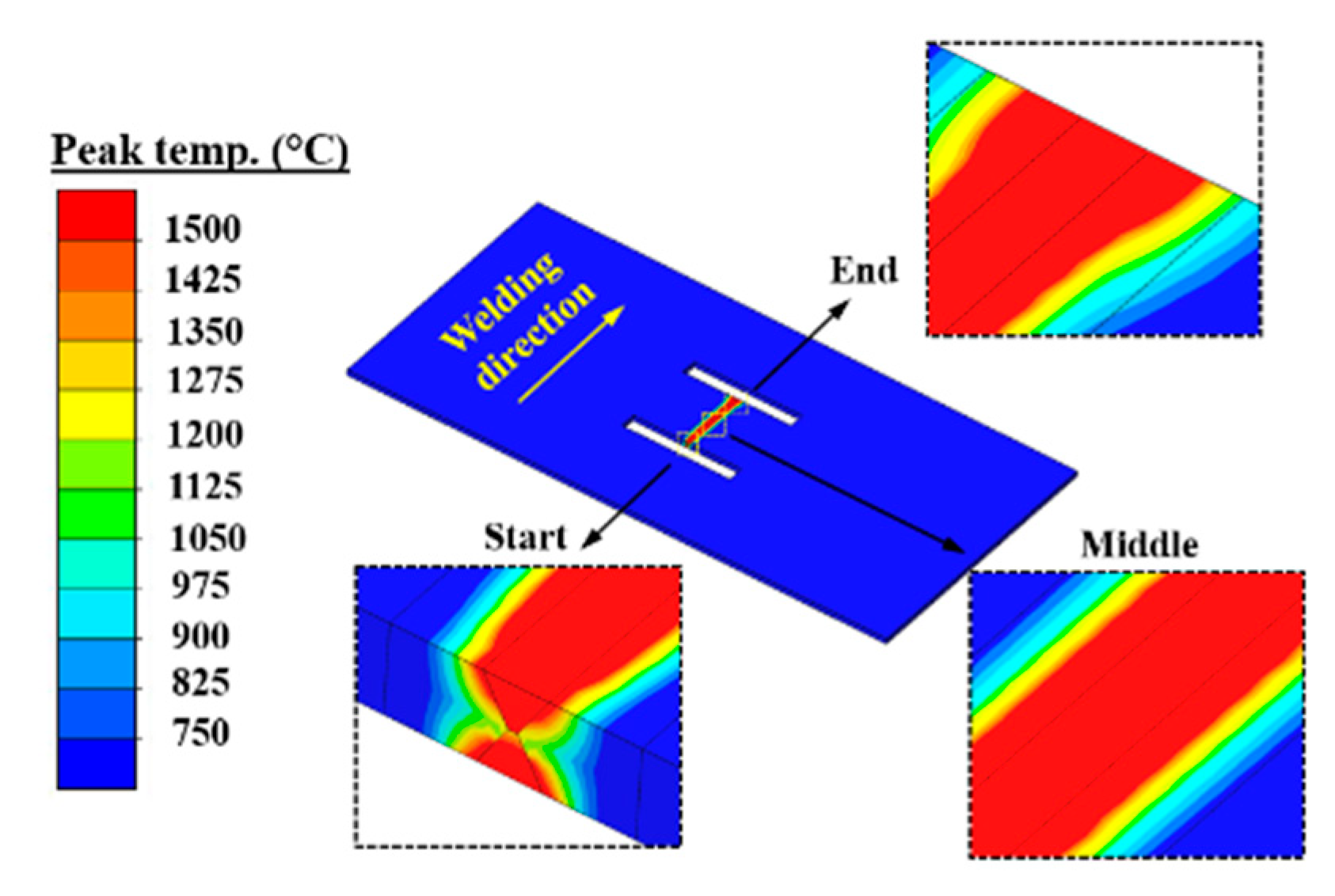
5.1. Welding Temperature Field
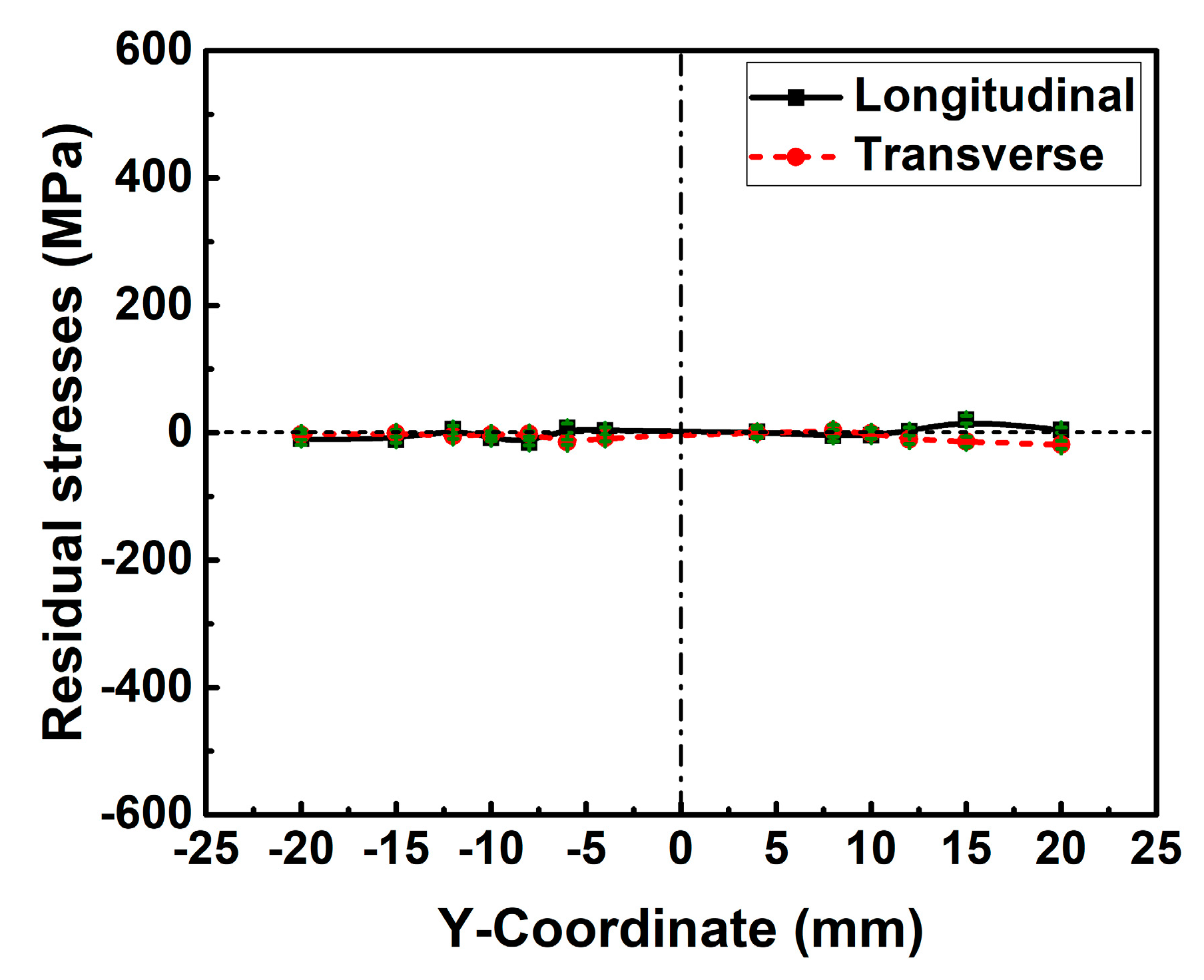
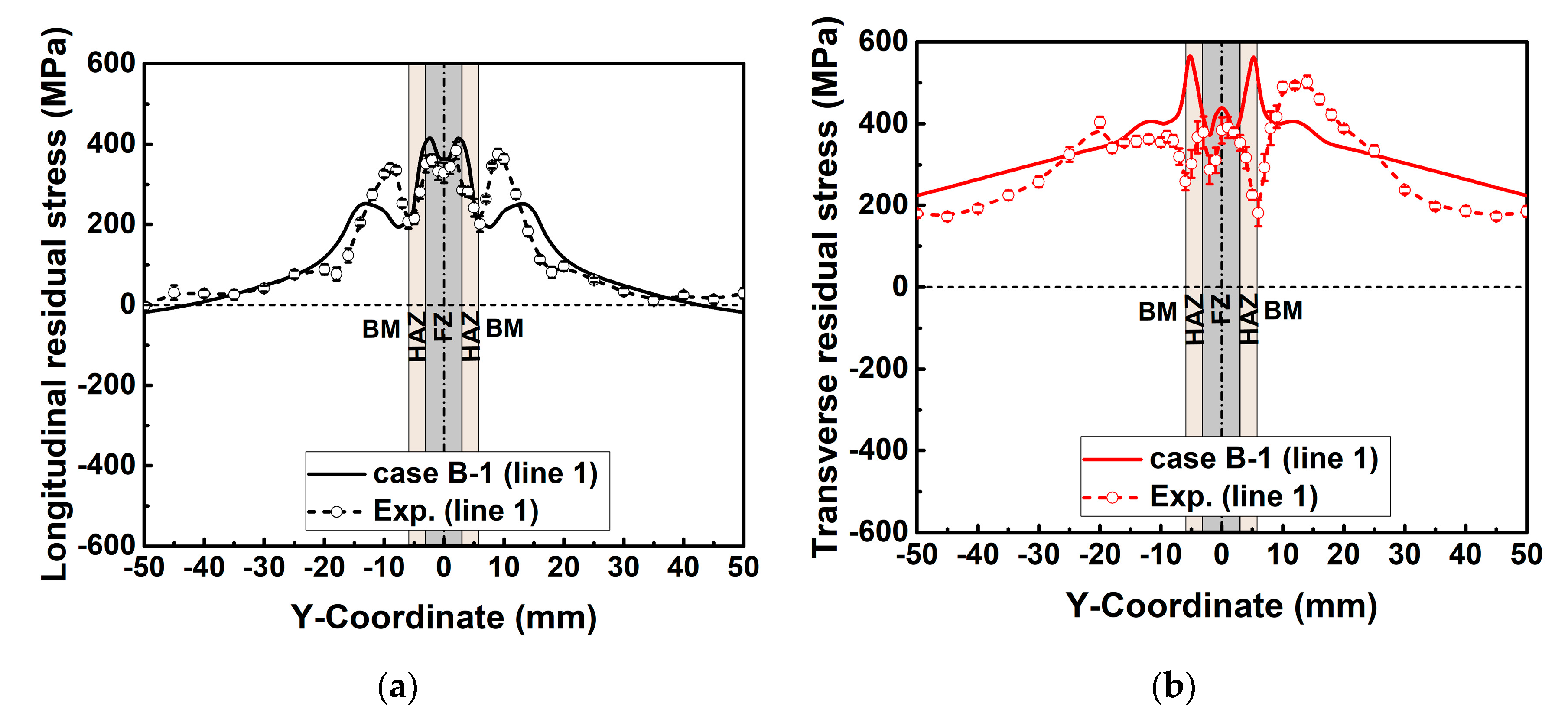
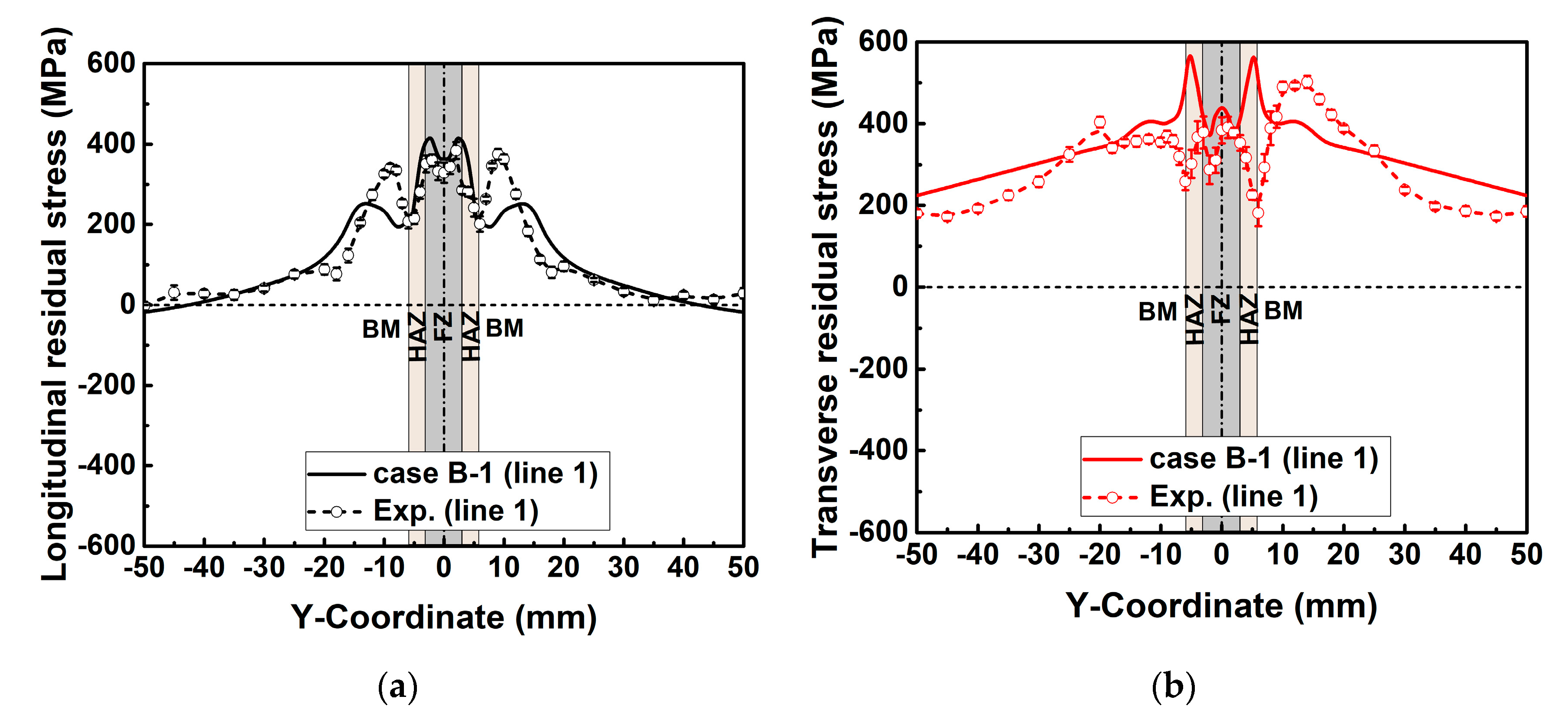
5.2. Welding Residual Stresses
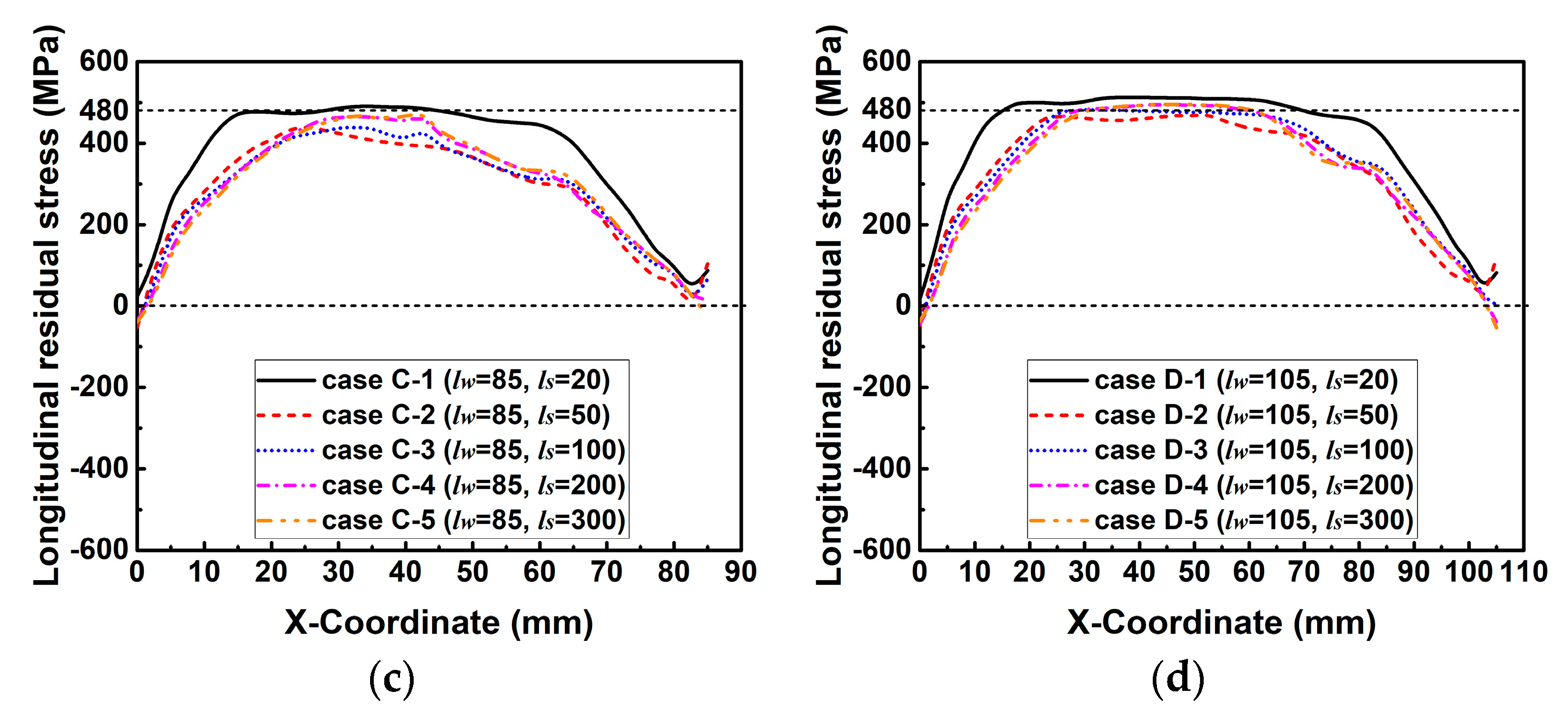
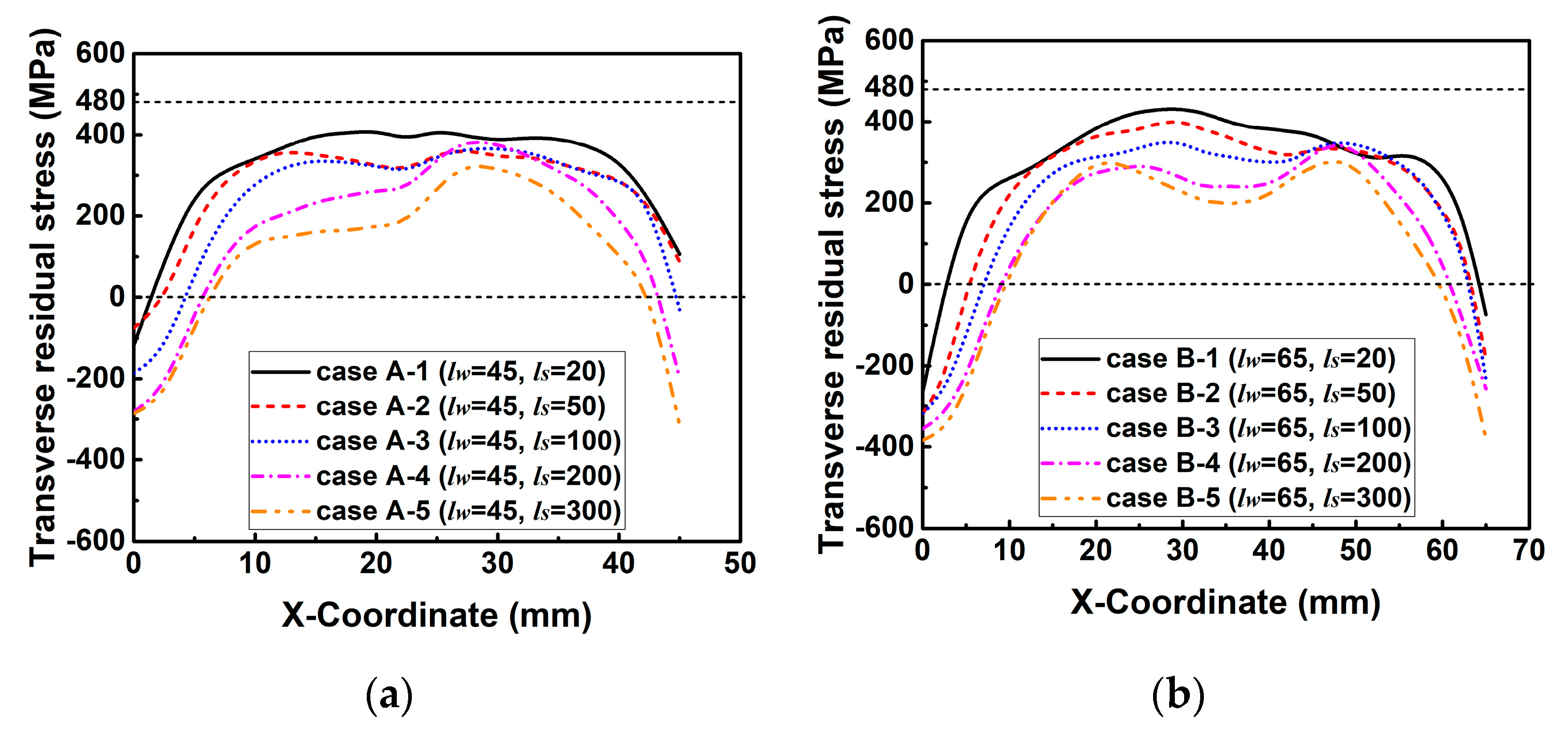
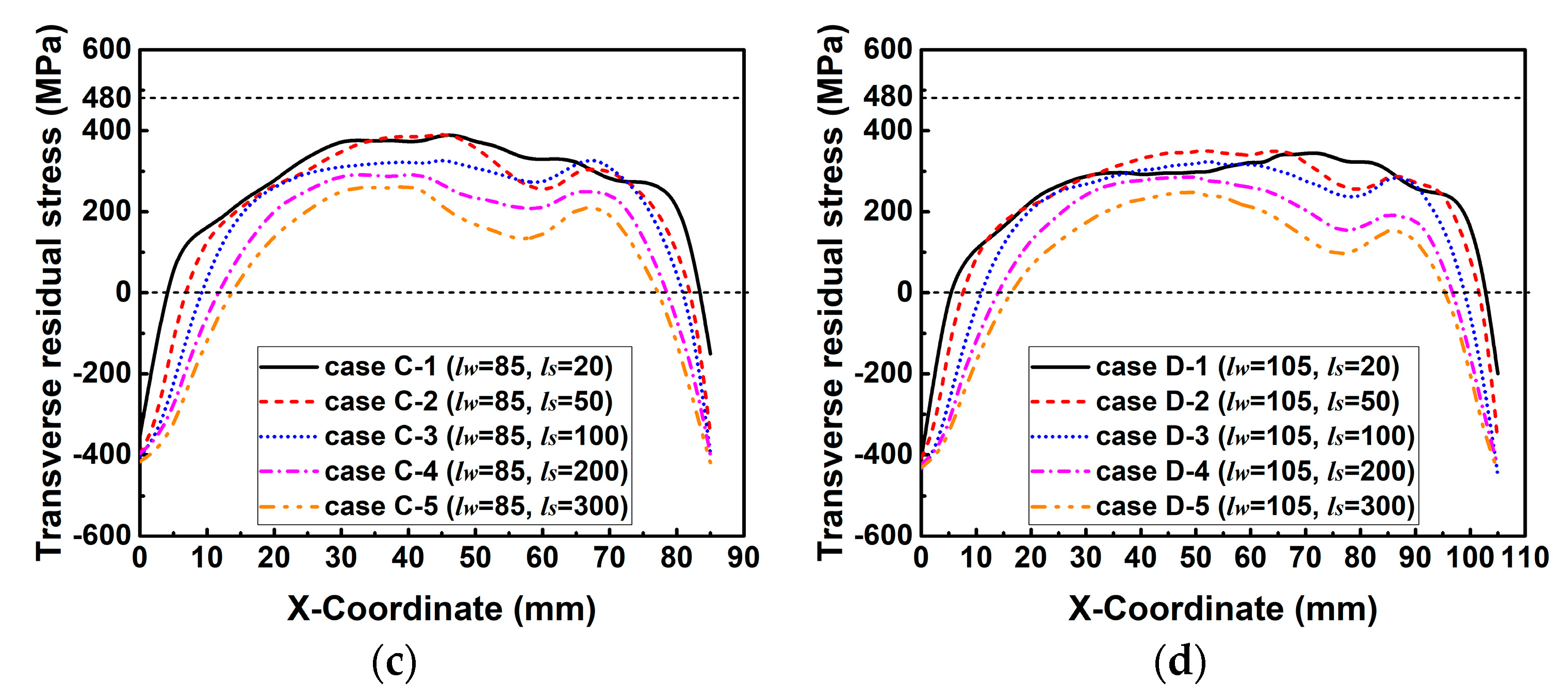
6. Influence of Restraint Conditions on Welding Residual Stresses
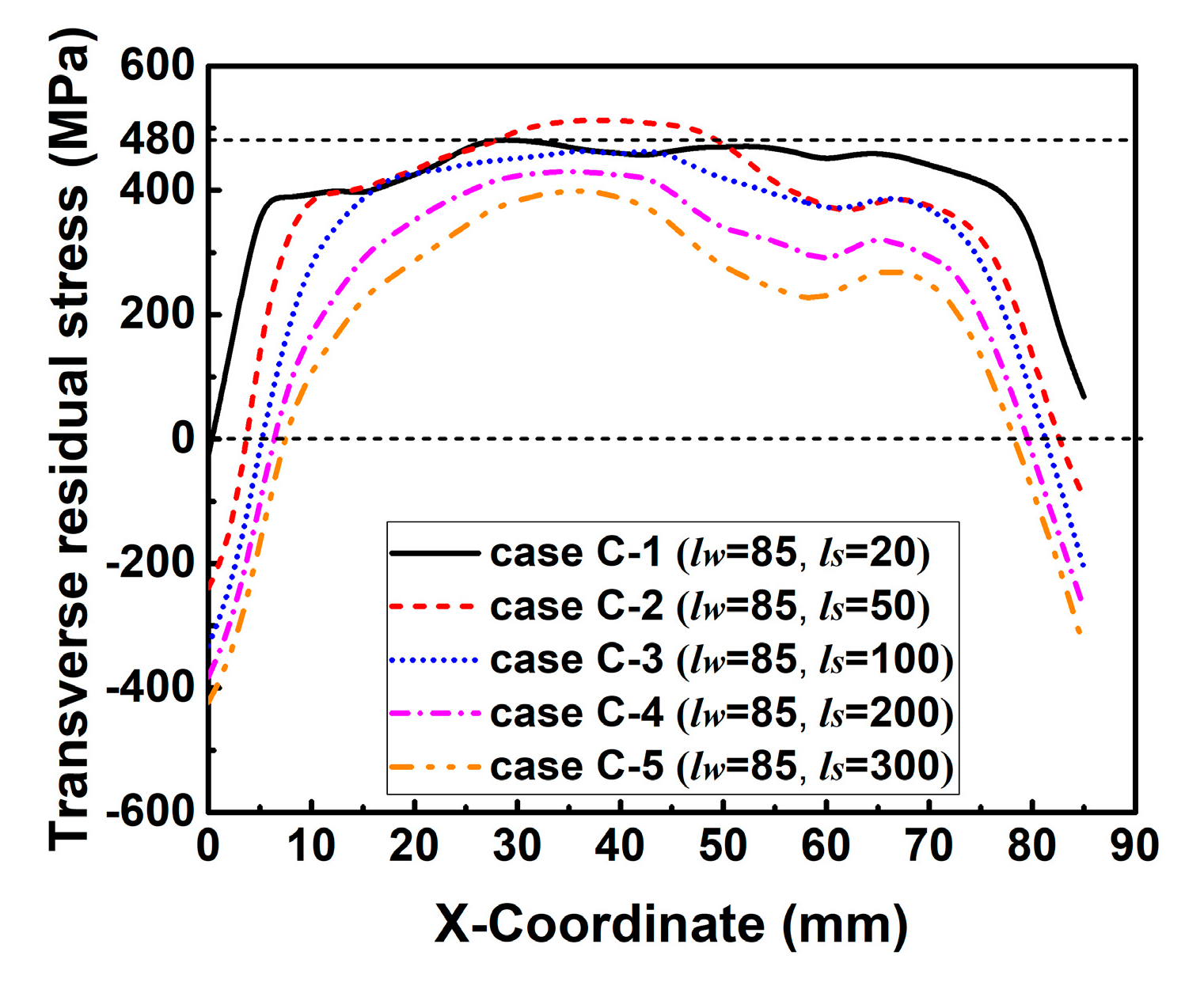
6.1. Slit Length (ls)
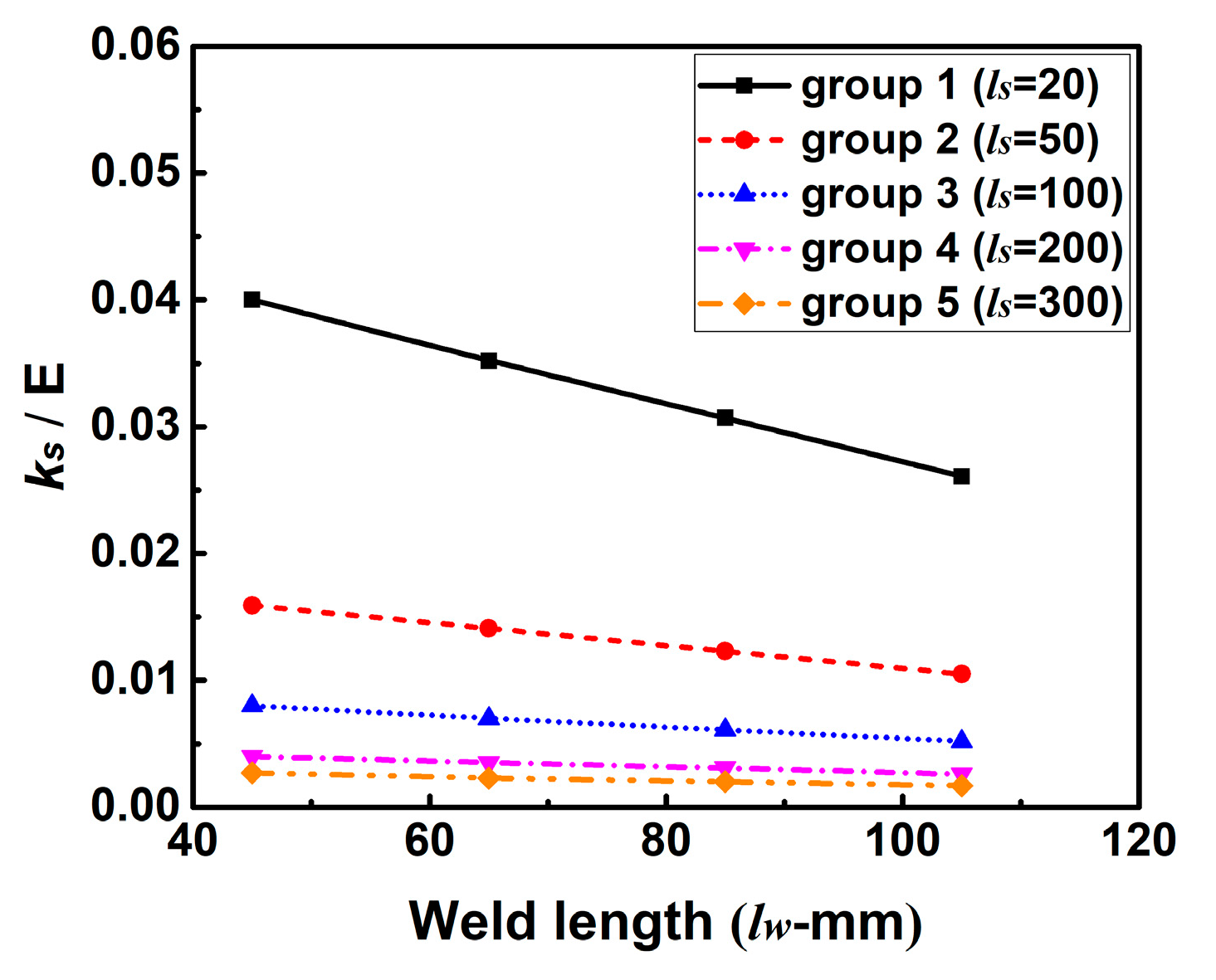
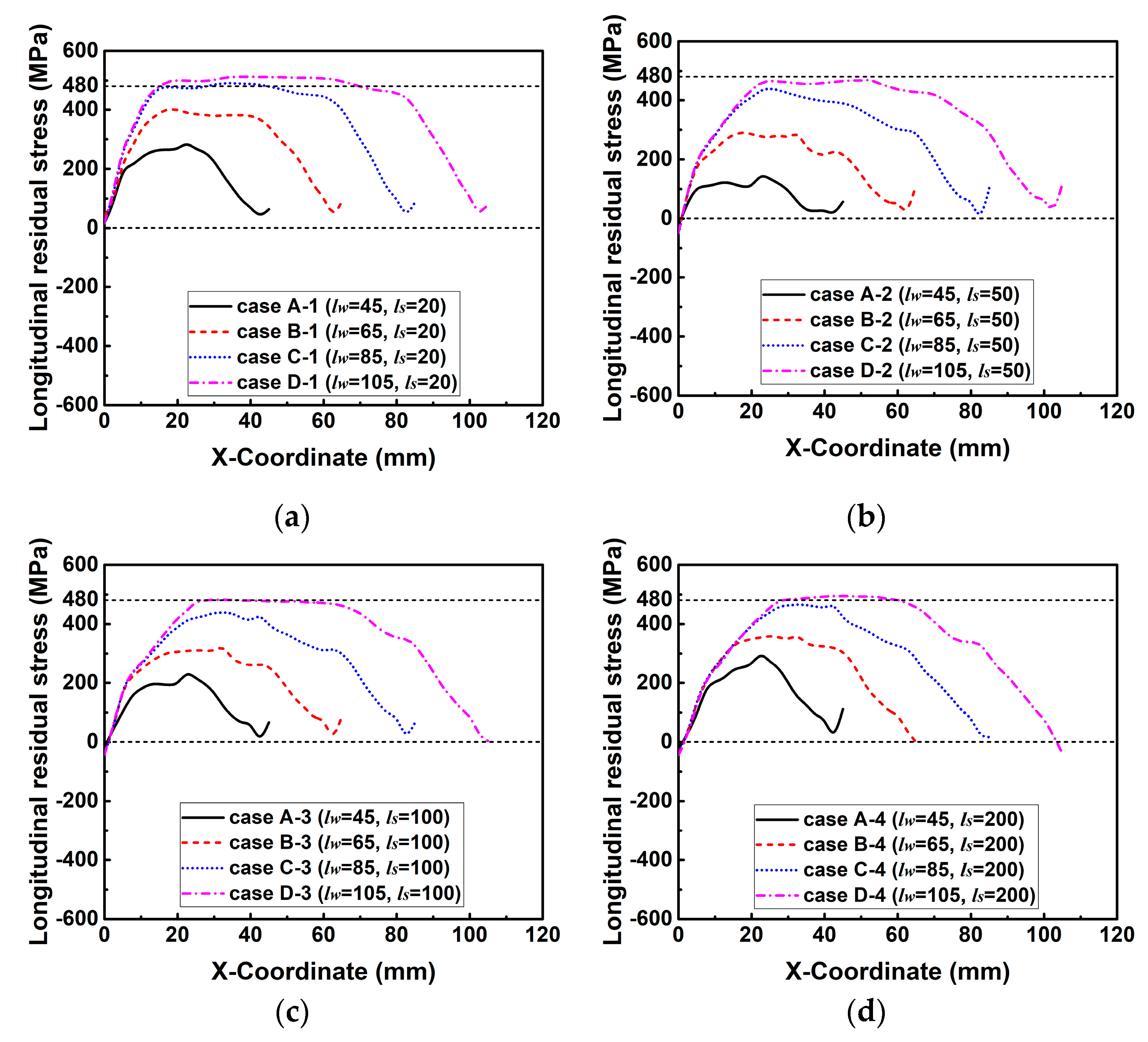
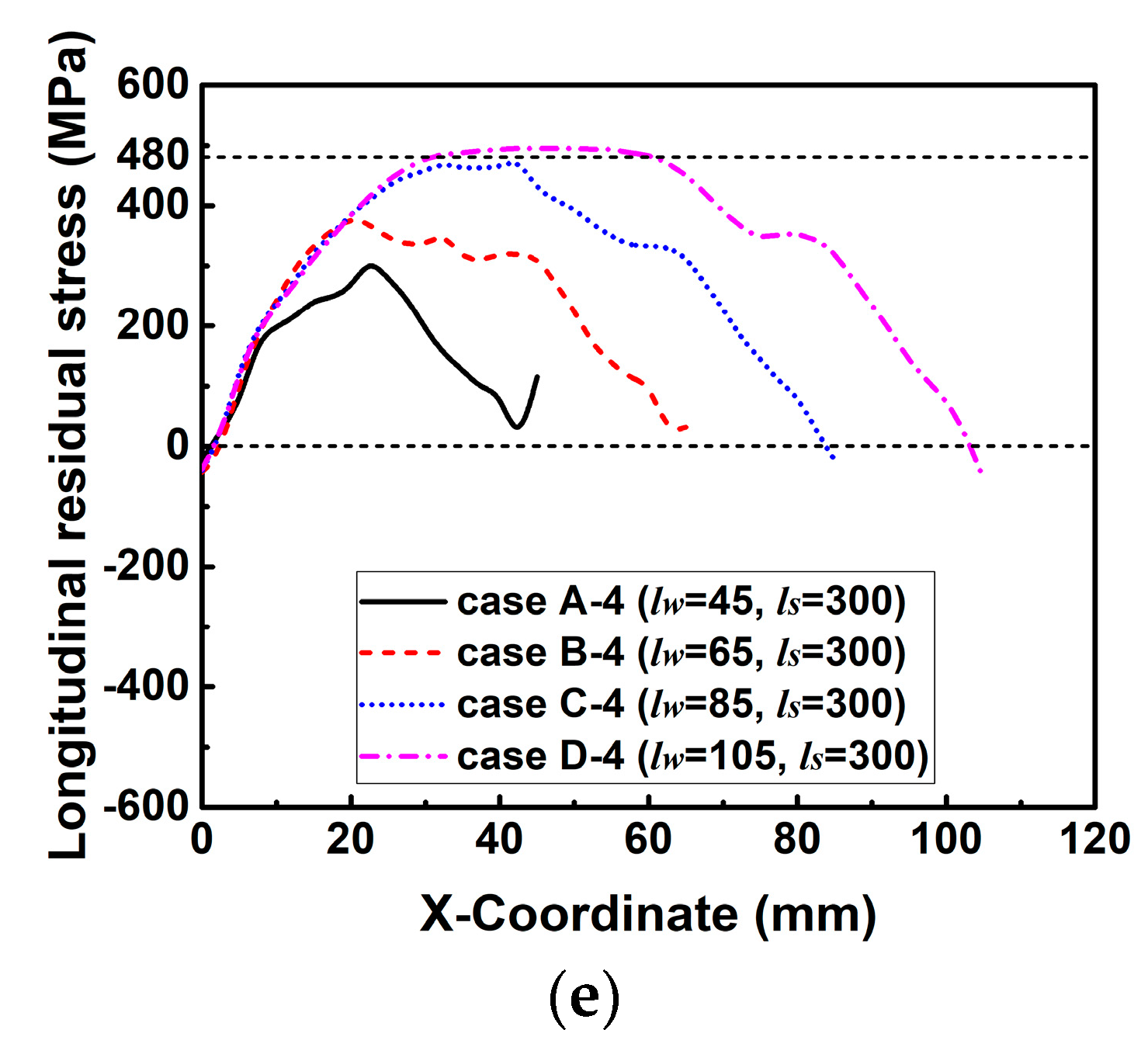
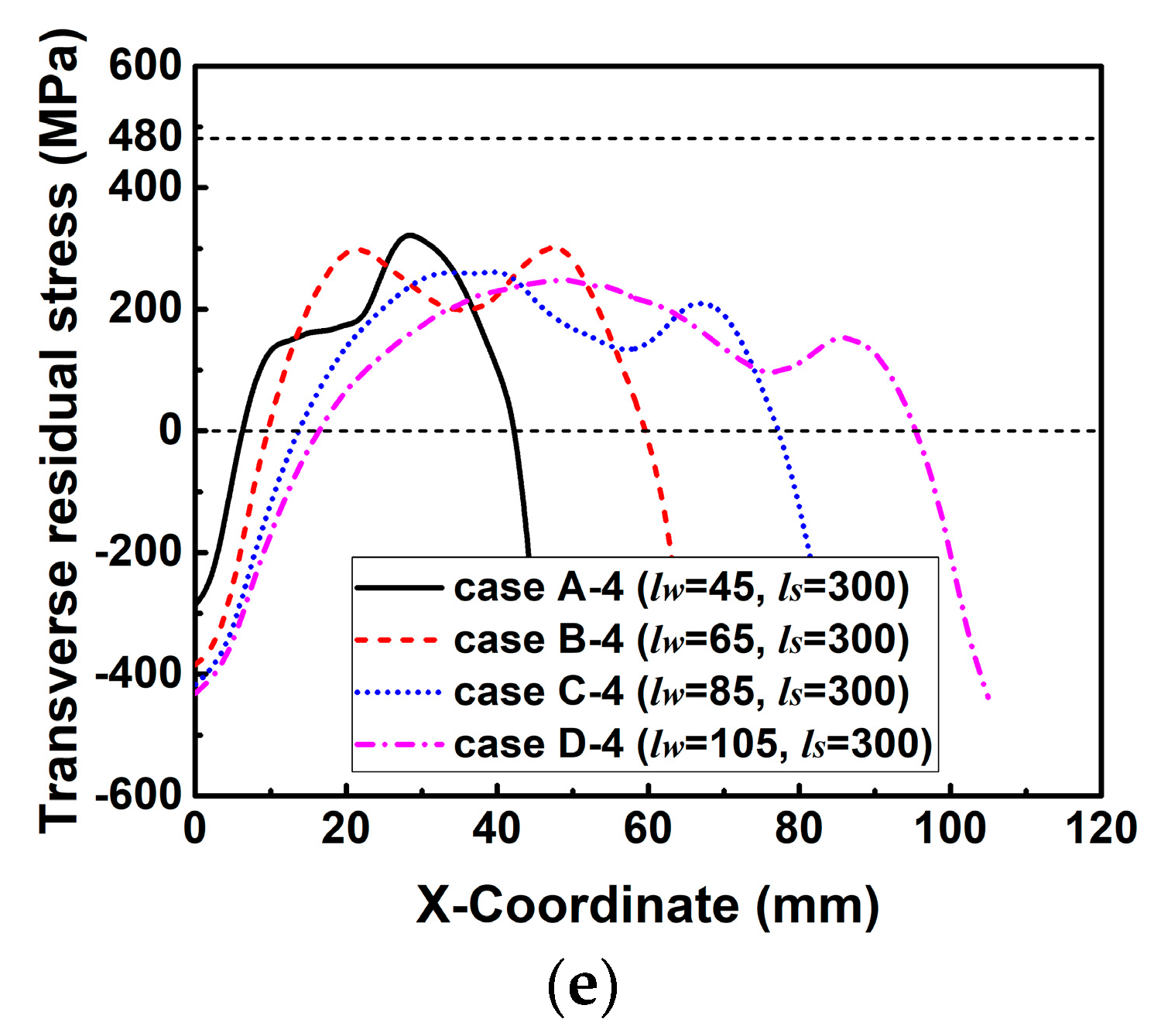
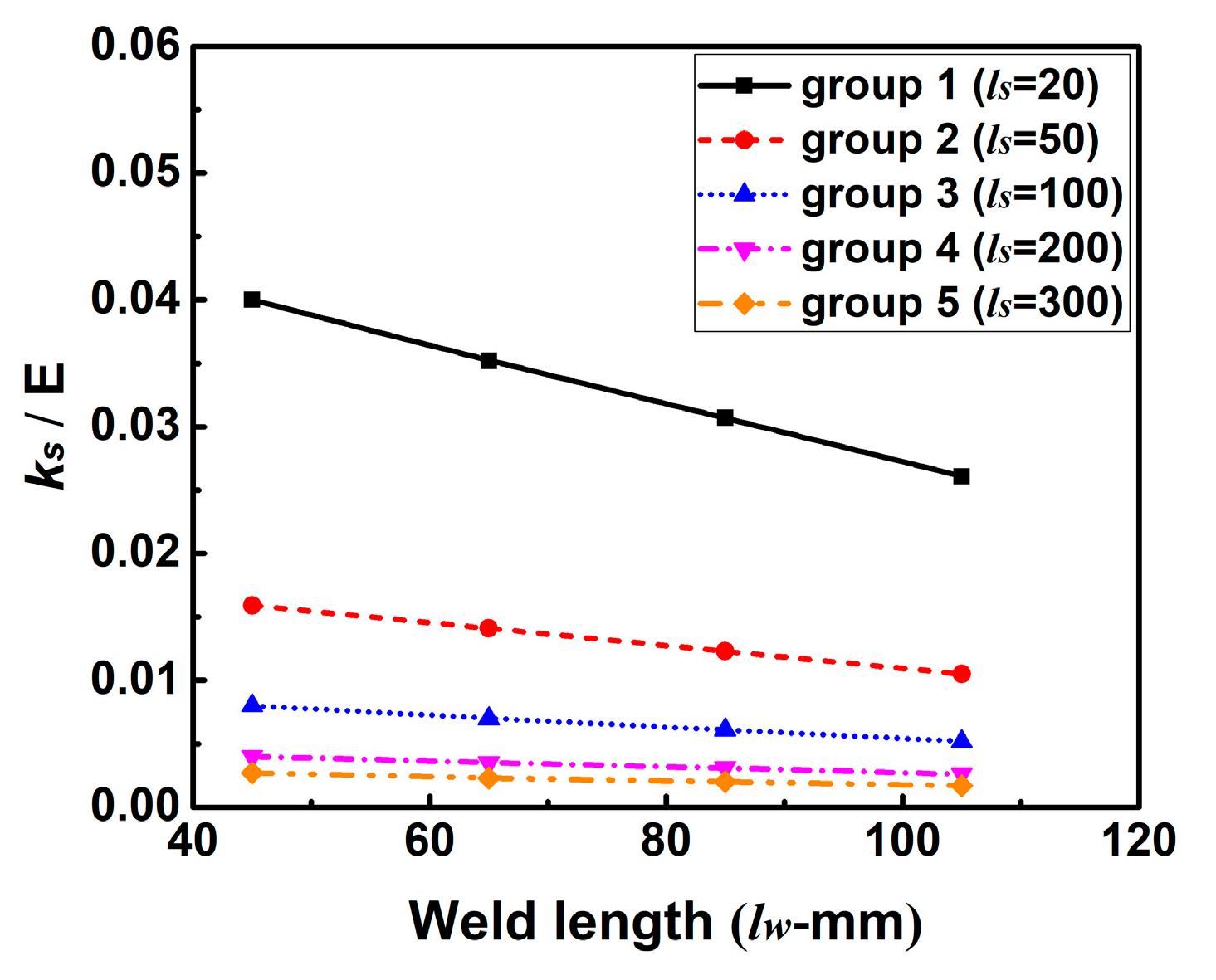
6.2. Weld Length (lw)
7. Discussion
8. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sudnik, W. Arc Welding; InTech: Tula, Russia, 2011; ISBN 978-953-307-642-3. [Google Scholar]
- Satoh, K.; Ueda, Y.; Kihara, H. Recent trends of research into restraint stresses and strains in relation to weld cracking. Weld World 1973, 11, 133–156. [Google Scholar]
- Ueda, Y.; Murakawa, H.; Ma, N. Welding Deformation and Residual Stress Prevention; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Zang, W.; Gunnars, J.; Mullins, J.; Dong, P.; Hong, J. Effect of Welding Residual Stresses on Crack Opening Displacement and Crack Tip Parameters; Research Report; Swedish Radiation Safety Authority: Stockholm, Sweden, 2009; ISSN 2000-0456. [Google Scholar]
- Boccarusso, L.; Arleo, G.; Astarita, A.; Bernarodo, B.; de Fazio, P.; Durante, M.; Minutolo, F.; Sepe, R.; Squillace, A. A new approach to study the influence of the weld bead morphology on the fatigue beheavior of Ti-6Al-4V laser beam-welded butt joints. Int. J. Adv. Manuf. Technol. 2017, 88, 75–88. [Google Scholar] [CrossRef]
- Zondi, M.C. Factors That Affect Welding-Induced Residual Stress and Distortions in Pressure Vessel Steels and Their Mitigation Techniques: A Review. J. Press. Vessel. Technol. 2014, 136, 040801. [Google Scholar] [CrossRef]
- Papazoglou, J.; Masubuchi, K.; Gongalves, E.; Imakita, A. Residual stresses due to welding: Computer-aided analysis of their formation and consequences. In Proceedings of the 1982 Annual Meeting, New York, NY, USA, 19–23 March 1982. [Google Scholar]
- Jones, B.; Emery, A.; Marburger, S. An analytical and experimental study of the effects of welding parameters on fusion welds. Weld. Res. Suppl. 1993, 72, 51–59. [Google Scholar]
- Rossini, N.; Dassisti, M.; Benyounis, K.; Olabi, A. Methods of measuring residual stresses in components. Mater. Des. 2012, 35, 572–588. [Google Scholar] [CrossRef] [Green Version]
- Goldak, J.; Akhlaghi, M. Computational Welding Mechanics; Springer Science and Business Media: Berlin, Germany, 2005. [Google Scholar]
- Lindgren, L. Computational Welding Mechanics; Woodhead Publishing: Sawston, UK; Cambridge, UK, 2007. [Google Scholar]
- Armentani, E.; Esposito, R.; Sepe, R. The influence of thermal properties and preheating on residual stresses in welding. Int. J. Comput. Mater. Sci. Surf. Eng. 2007, 1, 146–162. [Google Scholar] [CrossRef]
- Armentani, E.; Pozzi, A.; Sepe, R. Finite-Element Simulation of Temperature Fields and Residual Stresses in Butt Welded Joints and Comparison with Experimental Measurements. In Proceedings of the ASME 12th Biennial Conference on Engineering Systems Design and Analysis, Copenhagen, Denmark, 25–27 June 2014. [Google Scholar]
- Teng, T.-L.; Lin, C.-C. Effect of welding conditions on residual stresses due to butt welds. Int. J. Press. Vessel. Pip. 1998, 75, 857–864. [Google Scholar] [CrossRef]
- Leggatt, R. Residual stresses in welded structures. Int. J. Press. Vessel. Pip. 2008, 85, 144–151. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, J.X. Investigation of external restraining force effects on welding residual stresses using three-dimensional thermal elastic—plastic multi-body coupling finite element model. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 1591–1600. [Google Scholar] [CrossRef]
- Heinze, C.; Schwenk, C.; Rethmeier, M. Numerical calculation of residual stress development of multi-pass gas metal arc welding under high restraint conditions. Mater. Des. 2012, 35, 201–209. [Google Scholar] [CrossRef]
- Hensel, J.; Nitschke-Pagel, T.; Ngoula, D.; Beier, H.; Tchuindjang, D.; Zerbst, U. Welding residual stresses as needed for the prediction of fatigue crack propagation and fatigue strength. Eng. Fract. Mech. 2018, 198, 123–141. [Google Scholar] [CrossRef]
- Farajian, M. Welding residual stress behavior under mechanical loading. Weld. World 2013, 57, 157–169. [Google Scholar] [CrossRef]
- Masubuchi, K.; Ich, N. Computer analysis of degree of constraint of practical butt joints. In Proceedings of the AWS 51st Annual Meeting, Cleveland, OH, USA, 8–12 June 1970. [Google Scholar]
- Masubuchi, K. Analysis of Welded Structures; Woodhead Publishing: Sawston, UK; Cambridge, UK, 1980. [Google Scholar]
- Simufact. Welding Manual—Tutorial and Instruction, Version 7.0. 2016. Available online: https://www.simufact.com/whats-new-in-v8.html (accessed on 23 August 2019).
- DeGarmo, E.; Meriam, J.; Johanssen, F. The effect of weld length upon the residual stresses of unstrained butt welds. Weld. J. 1946, 25, 485–486. [Google Scholar]
- Pilipenko, A. Computer Simulation of Residual Stress and Distortion of Thick Plates in Multi-Electrode Submerged Arc Welding. Ph.D. Thesis, Norges Teknisk-Naturvitenskapelige Universitet, Trondheim, Norway, 2001. [Google Scholar]
- Sun, J.; Hensel, J.; Klassen, J.; Nitschke-pagel, T.; Dilger, K. Solid-state phase transformation and strain hardening on the residual stresses in S355 steel weldments. J. Mater. Process. Technol. 2018, 265, 173–184. [Google Scholar] [CrossRef]
- Johnson, A.; Mehl, R. Reaction kinetics in processes of nucleation and growth. Trans. Am. Inst. Min. Engrs 1939, 135, 416–458. [Google Scholar]
- Avrami, M. Kinetics of phase change. III: Granulation, phase change and microstructures. J. Chem. Phys. 1941, 9, 177–184. [Google Scholar] [CrossRef]
- Kolmogorov, A. Statistical theory of crystallization of metals. Izv. Akad. Nauk SSSR Ser. Math. 1937, 1, 355–359. (In Russian) [Google Scholar]
- Koistinen, D.; Marburger, R. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Met. 1959, 7, 59–60. [Google Scholar] [CrossRef]
- Hildebrand, J. Numerische Schweißsimulation-Bestimmung von Temperature, Gefüge und Eigenspannung an Schweißverbindungen aus Stahl- und Glaswerkstoffen. Ph.D. Thesis, Bauhaus-Universität, Weimar, Germany, 2008. [Google Scholar]
- Nitschke-Pagel, T.; Dilger, K. Sources and Consequences of Residual Stresses due to Welding. Mater. Sci. Forum 2014, 783, 2777–2785. [Google Scholar] [CrossRef]
- Kubota, N.; Mikami, Y.; Mochizuki, M.; Hiraoka, K. Numerical simulation of the effect of low-temperature transformation expansion on residual stress in cold cracking test specimens of different restraint factors. J. Phys. Conf. Ser. 2012, 379, 012054. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | Cu |
|---|---|---|---|---|---|---|
| Value | 0.121 | 0.315 | 1.42 | 0.0108 | 0.0039 | 0.0449 |
| Elements | Mo | Ni | Al | Ti | Cr | Fe |
| Value | 0.0017 | 0.0204 | 0.0301 | 0.0011 | 0.0338 | Balance |
| Pass | Current (I/A) | Voltage (U/V) | Welding Speed (mm/s) | Wire Feeding Speed (mm/s) |
|---|---|---|---|---|
| Pass 1 | 132 | 13.0 | 1.67 | 9.25 |
| Pass 2 | 132 | 13.0 | 1.67 | 9.25 |
| Number | Distance from Fusion Line (mm) |
|---|---|
| TC-1 (Top surface) | 2.42 |
| TC-2 (Bottom surface) | 1.95 |
| Cases | lw (Weld Length) | ls (Slit Length) | |
|---|---|---|---|
| group A | case A-1 | 45 | 20 |
| case A-2 | 50 | ||
| case A-3 | 100 | ||
| case A-4 | 200 | ||
| case A-5 | 300 | ||
| group B | case B-1 | 65 | 20 |
| case B-2 | 50 | ||
| case B-3 | 100 | ||
| case B-4 | 200 | ||
| case B-5 | 300 | ||
| group C | case C-1 | 85 | 20 |
| case C-2 | 50 | ||
| case C-3 | 100 | ||
| case C-4 | 200 | ||
| case C-5 | 300 | ||
| group D | case D-1 | 105 | 20 |
| case D-2 | 50 | ||
| case D-3 | 100 | ||
| case D-4 | 200 | ||
| case D-5 | 300 | ||
| Phase Fraction (wt.%) | Ferrite-Pearlite | Bainite | Martensite |
|---|---|---|---|
| Case B-1 | 12 | 88 | 0 |
| Empirical value | 21 | 79 | 0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, J.; Hensel, J.; Nitschke-Pagel, T.; Dilger, K. Influence of Restraint Conditions on Welding Residual Stresses in H-Type Cracking Test Specimens. Materials 2019, 12, 2700. https://doi.org/10.3390/ma12172700
Sun J, Hensel J, Nitschke-Pagel T, Dilger K. Influence of Restraint Conditions on Welding Residual Stresses in H-Type Cracking Test Specimens. Materials. 2019; 12(17):2700. https://doi.org/10.3390/ma12172700
Chicago/Turabian StyleSun, Jiamin, Jonas Hensel, Thomas Nitschke-Pagel, and Klaus Dilger. 2019. "Influence of Restraint Conditions on Welding Residual Stresses in H-Type Cracking Test Specimens" Materials 12, no. 17: 2700. https://doi.org/10.3390/ma12172700