Surface Chemical Changes of Sugar Maple Wood Induced by Thermo-Hygromechanical (THM) Treatment



Abstract
:1. Introduction
2. Materials and Methods
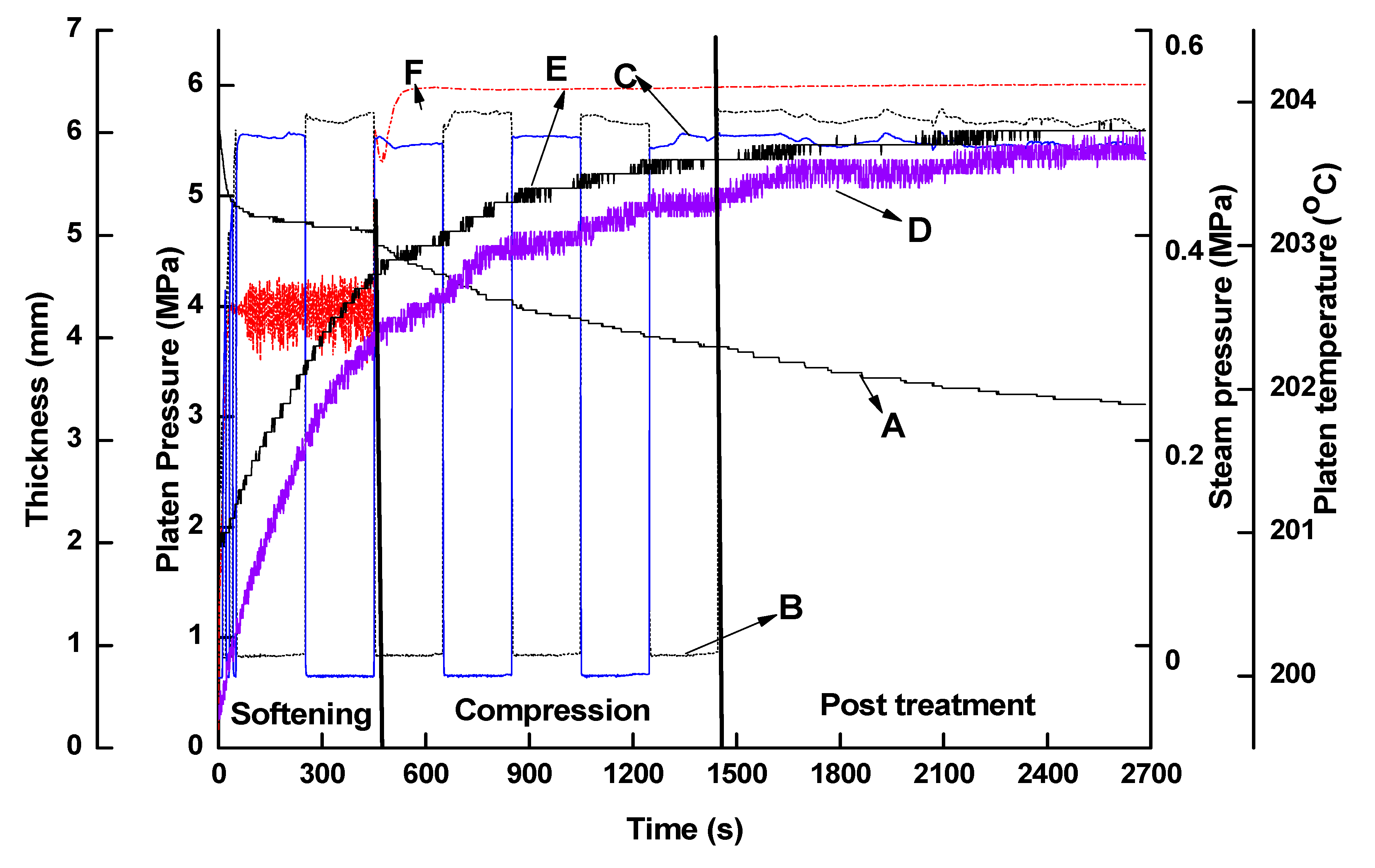
2.1. Thermo-Hygromechanical Densification Process
2.2. Determination of Chemical Properties
2.2.1. X-ray Photoelectron Spectroscopy
2.2.2. ATR-FTIR
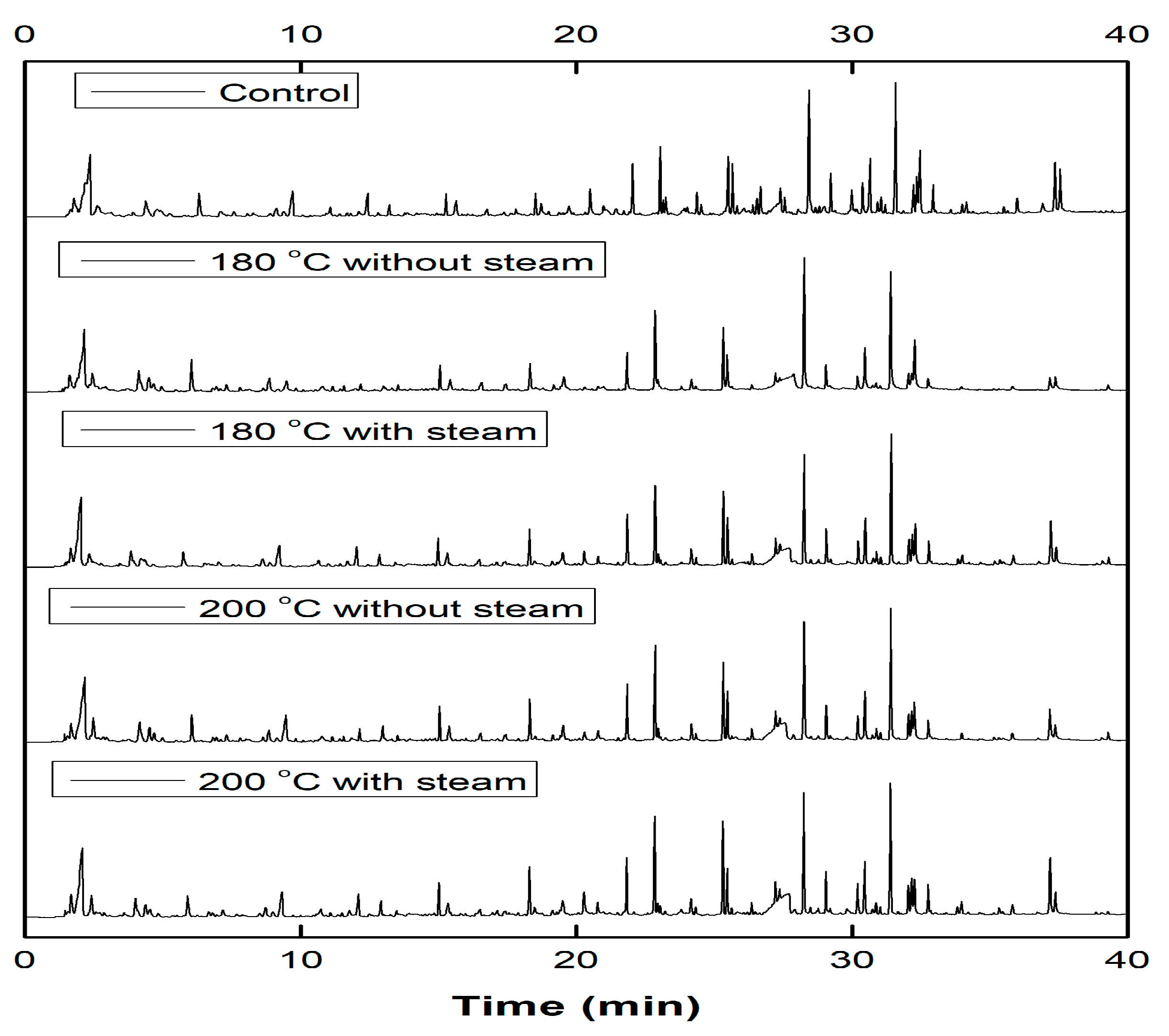
2.2.3. Py-GC/MS
3. Results
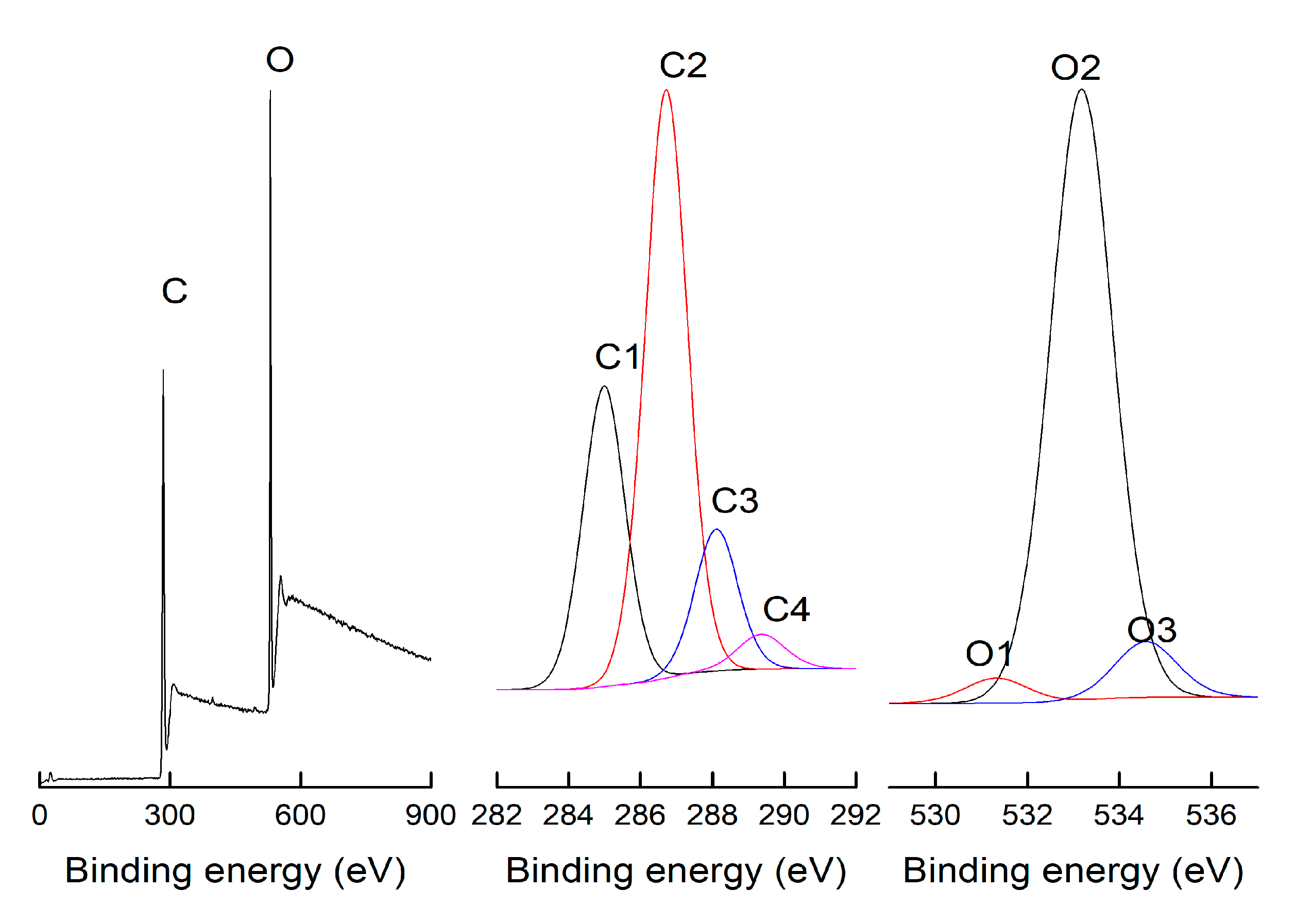
3.1. XPS Analysis
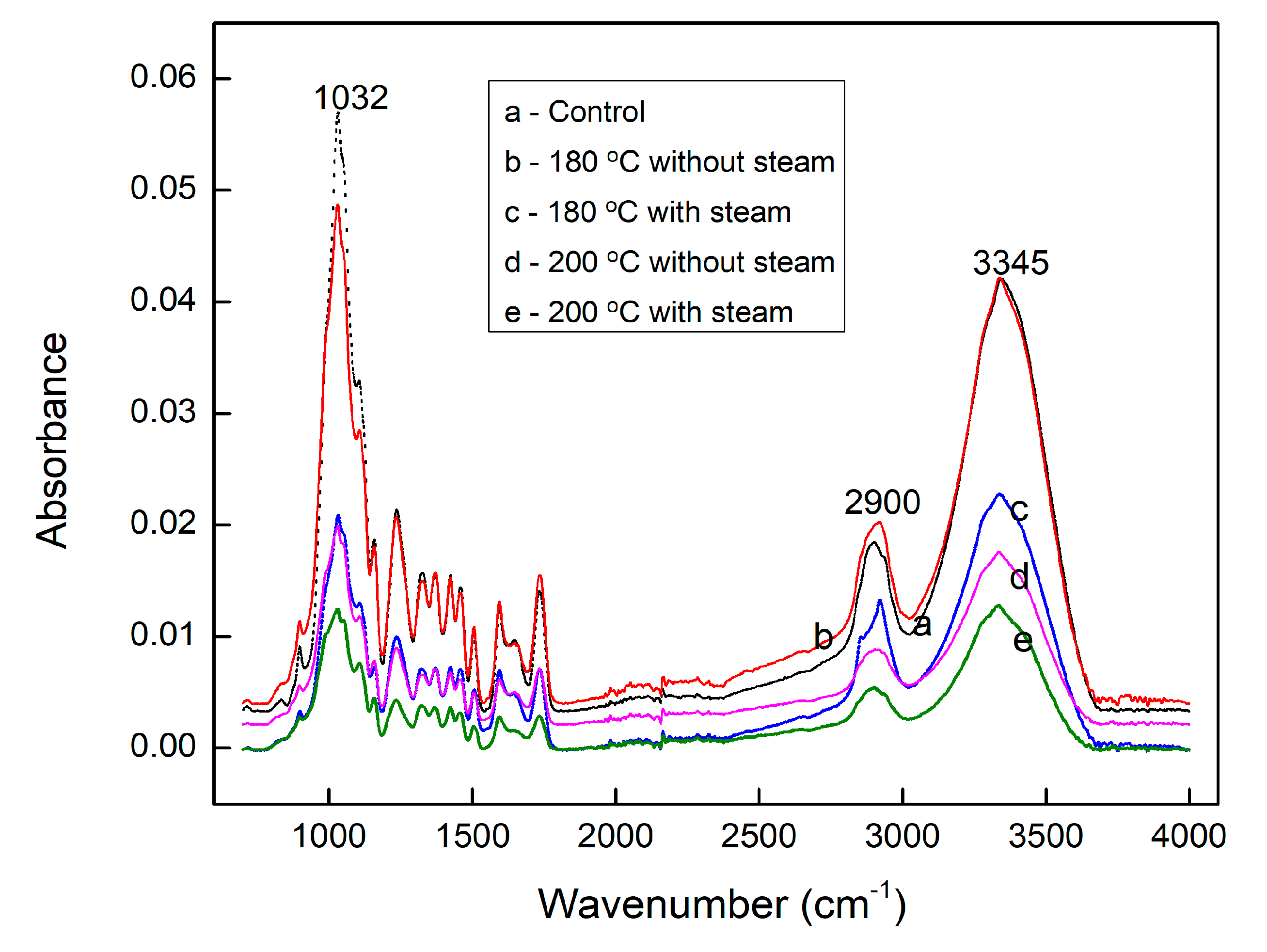
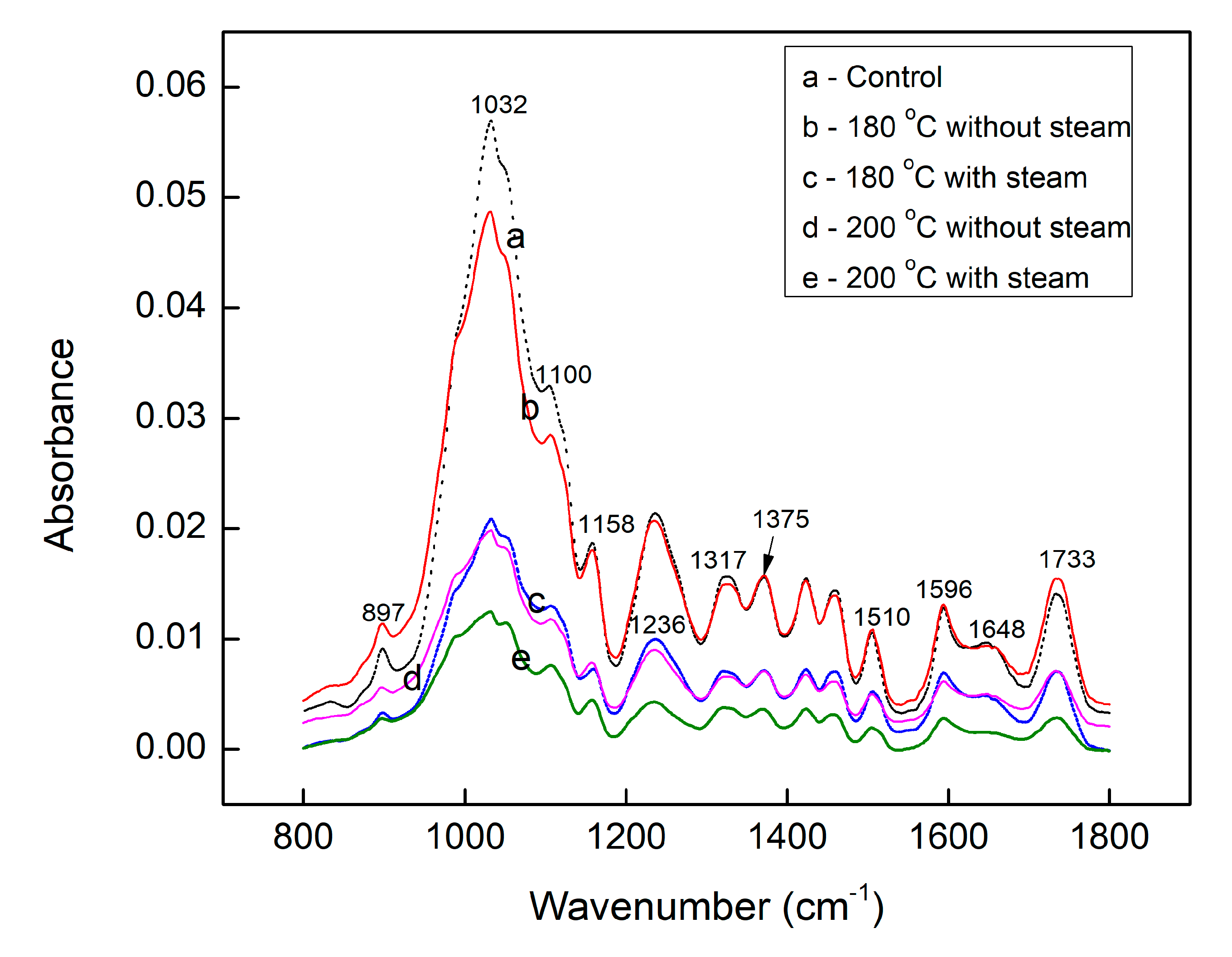
3.2. ATR-FTIR Analysis
3.3. Py-GC/MS Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Available online: http://www.lrconline.com/Extension_Notes_English/pdf/sgr_mpl.pdf (accessed on 9 April 2019).
- Sandberg, D.; Navi, P. Introduction to Thermo-Hydro-Mechanical (THM) Wood Processing; School of Technology and Design Reports, No. 30; Växjö University: Växjö, Sweden, 2007; pp. 95–116. [Google Scholar]
- Rautkari, L.; Kamke, F.A.; Hughes, M. Density profile relation to hardness of viscoelastic thermal compressed (VTC) wood composite. Wood Sci. Technol. 2011, 45, 693–705. [Google Scholar] [CrossRef]
- Fang, C.H.; Mariotti, N.; Cloutier, A.; Koubaa, A.; Blanchet, P. Densification of wood veneers by compression combined with heat and steam. Eur. J. Wood Wood Prod. 2012, 70, 155–163. [Google Scholar] [CrossRef]
- Ahmed, S.A.; Morén, T.; Hagman, O.; Cloutier, A.; Fang, C.H.; Elustondo, D. Anatomical properties and process parameters affecting blister/blow formation in densified European aspen and downy birch sapwood boards by thermo-hygro-mechanical compression. J. Mater. Sci. 2013, 48, 8571–8579. [Google Scholar] [CrossRef]
- Li, L.; Gong, M.; Yuan, N.; Li, D. An optimal thermo-hydro-mechanical densification (THM) process for densifying balsam fir wood. BioResources 2013, 8, 3967–3981. [Google Scholar] [CrossRef]
- Gaff, M.; Gašparík, M. Shrinkage and stability of thermo-mechanically modified aspen wood. BioResources 2013, 8, 1136–1146. [Google Scholar] [CrossRef]
- Laine, K.; Segerholm, K.; Wålinder, M.; Rautkari, L.; Ormondroyd, G.; Hughes, M.; Jones, D. Micromorphological studies of surface densified wood. J. Mater. Sci. 2014, 49, 2027–2034. [Google Scholar] [CrossRef]
- Fu, Q.; Cloutier, A.; Laghdir, A. Optimization of the thermo-hygromechanical (THM) process for sugar maple wood densification. BioResources 2016, 11, 8844–8859. [Google Scholar] [CrossRef]
- Song, J.; Chen, C.; Zhu, S.; Zhu, M.; Dai, J.; Ray, U.; Li, Y.; Kuang, Y.; Li, Y.; Quispe, N.; et al. Processing bulk natural wood into a high-performance structural material. Nature 2018, 554, 224–228. [Google Scholar] [CrossRef] [PubMed]
- Koumba-Yoya, G.; Stevanovic, T. Study of organosolv lignins as adhesives in wood panel production. Polymers 2017, 9, 46. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Royer, M.; Diouf, P.N.; Stevanovic, T. Chemical changes induced by high-speed rotation welding of wood-application to two Canadian hardwood species. J. Adhes. Sci. Technol. 2010, 24, 1383–1400. [Google Scholar] [CrossRef]
- Belleville, B.; Stevanovic, T.; Cloutier, A.; Pizzi, A.; Prado, M.; Erakovic, S.; Royer, M. An investigation of thermochemical changes in Canadian hardwood species during wood welding. Eur. J. Wood Wood Prod. 2013, 71, 245–257. [Google Scholar] [CrossRef]
- Kaar, W.E.; Cool, L.G.; Merriman, M.M.; Brink, D.L. The complete analysis of wood polysaccharides using HPLC. J. Wood Chem. Technol. 1991, 11, 447–463. [Google Scholar] [CrossRef]
- Finnish ThermoWood Association. ThermoWood Handbook; Finnish ThermoWood Association: Helsinki, Finland, 2003. [Google Scholar]
- Fu, Q.; Cloutier, A.; Laghdir, A. Effect of heat and steam on the mechanical properties and dimensional stability of thermo-hygromechanically densified sugar maple wood. BioResources 2017, 12, 9212–9226. [Google Scholar] [CrossRef]
- Diouf, P.N.; Stevanovic, T.; Cloutier, A.; Fang, C.H.; Blanchet, P.; Koubaa, A.; Mariotti, N. Effects of thermo-hygro-mechanical densification on the surface characteristics of trembling aspen and hybrid poplar wood veneers. Appl. Surf. Sci. 2011, 257, 3558–3564. [Google Scholar] [CrossRef]
- Koumba, G.; Chavez, R.; Bustos, C.; Cloutier, A.; Stevanovic, T. Chemical changes induced in pinus radiata and eucalyptus nitens following the densification process. J. Sci. Technol. For. Prod. Process. 2014, 4, 20–22. [Google Scholar]
- Wei, Y.; Huang, Y.; Yu, Y.; Gao, R.; Yu, W. The surface chemical constituent analysis of poplar fibrosis veneers during heat treatment. J. Wood Sci. 2018, 64, 485–500. [Google Scholar] [CrossRef] [Green Version]
- Kocaefe, D.; Huang, X.; Kocaefe, Y.; Boluk, Y. Quantitative characterization of chemical degradation of heat-treated wood surfaces during artificial weathering using XPS. Surf. Interface Anal. 2013, 45, 639–649. [Google Scholar] [CrossRef]
- Inari, G.N.; Petrissans, M.; Lambert, J.; Ehrhardt, J.J.; Gérardin, P. XPS characterization of wood chemical composition after heat-treatment. Surf. Interface Anal. 2006, 38, 1336–1342. [Google Scholar] [CrossRef]
- Koubaa, A.; Riedl, B.; Koran, Z. Surface analysis of press dried-CTMP paper samples by electron spectroscopy for chemical analysis. J. Appl. Polym. Sci. 1996, 61, 545–552. [Google Scholar] [CrossRef]
- Kazayawoko, M.; Balatinecz, J.J.; Sodhi, R.N.S. X-ray photoelectron spectroscopy of maleated polypropylene treated wood fibers in a high-intensity thermokinetic mixer. Wood Sci. Technol. 1999, 33, 359–372. [Google Scholar] [CrossRef]
- Ahmed, A.; Adnot, A.; Kaliaguine, S. ESCA study of the solid residues of supercritical extraction of Populus tremuloïdes in methanol. J. Appl. Polym. Sci. 1987, 34, 359–375. [Google Scholar] [CrossRef]
- Inari, G.N.; Pétrissans, M.; Dumarcay, S.; Lambert, J.; Ehrhardt, J.J.; Šernek, M.; Gérardin, P. Limitation of XPS for analysis of wood species containing high amounts of lipophilic extractives. Wood Sci. Technol. 2011, 45, 369–382. [Google Scholar] [CrossRef]
- Kamdem, D.P.; Riedl, B.; Adnot, A.; Kaliaguine, S. ESCA spectroscopy of poly (methyl methacrylate) grafted onto wood fibers. J. Appl. Polym. Sci. 1991, 43, 1901–1912. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Delmotte, L.; Ganne-Chedeville, C.; Leban, J.M.; Pizzi, A.; Pichelin, F. CP-MAS 13 C NMR and FT-IR investigation of the degradation reactions of polymer constituents in wood welding. Polym. Degrad. Stab. 2008, 93, 406–412. [Google Scholar] [CrossRef]
- Guo, J.; Song, K.; Salmén, L.; Yin, Y. Changes of wood cell walls in response to hygro-mechanical steam treatment. Carbohydr. Polym. 2015, 115, 207–214. [Google Scholar] [CrossRef] [PubMed]
- Windeisen, E.; Wegener, G. Behaviour of lignin during thermal treatments of wood. Ind. Crop Prod. 2008, 27, 157–162. [Google Scholar] [CrossRef]
- Tang, X.; Zhao, G.; Nakao, T. Changes of chemical composition and crystalline of compressed Chinese fir wood in heating fixation. For. Stud. China 2004, 6, 39–44. [Google Scholar] [CrossRef]
- Reiniati, I.; Osman, N.B.; Mc Donald, A.G.; Laborie, M.P. Linear viscoelasticity of hot-pressed hybrid poplar relates to densification and to the in situ molecular parameters of cellulose. Ann. For. Sci. 2015, 72, 693–703. [Google Scholar] [CrossRef]
- Lionetto, F.; Del Sole, R.; Cannoletta, D.; Vasapollo, G.; Maffezzoli, A. Monitoring wood degradation during weathering by cellulose crystallinity. Materials 2012, 5, 1910–1922. [Google Scholar] [CrossRef]
- Huang, X.; Kocaefe, D.; Kocaefe, Y.; Boluk, Y.; Krause, C. Structural analysis of heat-treated birch (Betule papyrifera) surface during artificial weathering. Appl. Surf. Sci. 2013, 264, 117–127. [Google Scholar] [CrossRef]
- Colom, X.; Carrillo, F.; Nogués, F.; Garriga, P. Structural analysis of photodegraded wood by means of FTIR spectroscopy. Polym. Degrad. Stab. 2003, 80, 543–549. [Google Scholar] [CrossRef]
- Hakkou, M.; Pétrissans, M.; Zoulalian, A.; Gérardin, P. Investigation of wood wettability changes during heat treatment on the basis of chemical analysis. Polym. Degrad. Stab. 2005, 89, 1–5. [Google Scholar] [CrossRef]
- Mullen, C.A.; Boateng, A.A. Catalytic pyrolysis-GC/MS of lignin from several sources. Fuel Process. Technol. 2010, 91, 446–1458. [Google Scholar] [CrossRef]
- Srinivasan, V.; Adhikari, S.; Chattanathan, S.A.; Park, S. Catalytic pyrolysis of torrefied biomass for hydrocarbons production. Energy Fuels 2012, 26, 7347–7353. [Google Scholar] [CrossRef]
- Yang, Z.; Sarkar, M.; Kumar, A.; Tumuluru, J.S.; Huhnke, R.L. Effects of torrefaction and densification on switchgrass pyrolysis products. Bioresour. Technol. 2014, 174, 266–273. [Google Scholar] [CrossRef] [PubMed]
- Brebu, M.; Tamminen, T.; Spiridon, I. Thermal degradation of various lignins by TG-MS/FTIR and Py-GC-MS. J. Anal. Appl. Pyrolysis 2013, 104, 531–539. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Control | 180 °C without Steam | 180 °C with Steam | 200 °C without Steam | 200 °C with Steam | |
|---|---|---|---|---|---|---|
| Elements (%) | C | 67.96 | 68.63 | 66.16 | 66.86 | 66.75 |
| O | 31.50 | 30.79 | 33.37 | 32.59 | 32.98 | |
| Others | 0.54 | 0.58 | 0.47 | 0.55 | 0.27 | |
| C1s component (%) | C1 | 28.11 | 32.83 | 26.02 | 25.68 | 25.12 |
| C2 | 55.06 | 51.92 | 57.27 | 56.56 | 57.01 | |
| C3 | 13.43 | 10.91 | 12.88 | 12.51 | 13.81 | |
| C4 | 3.40 | 4.34 | 3.83 | 5.25 | 4.06 | |
| O1s component (%) | O1 | 5.43 | 2.86 | 1.19 | 1.45 | 1.78 |
| O2 | 86.64 | 90.08 | 93.16 | 91.65 | 91.63 | |
| O3 | 7.93 | 7.06 | 5.65 | 6.9 | 6.60 | |
| Atomic Ratio | O/C | 0.46 | 0.45 | 0.50 | 0.49 | 0.49 |
| Peak Position (cm−1) | Peak Assignment | Peak Intensity after Normalization | ||||
|---|---|---|---|---|---|---|
| Control | 180 °C without Steam | 180 °C with Steam | 200 °C without Steam | 200 °C with Steam | ||
| 897 | C1–O–C4 in cellulose | 0.0091 | 0.0133 | 0.0091 | 0.0161 | 0.0127 |
| 1032 | Holocellulose bonds | 0.0570 | 0.0570 | 0.0570 | 0.0570 | 0.0570 |
| 1100 | O–H bond in cellulose | 0.0326 | 0.0328 | 0.0348 | 0.0331 | 0.0336 |
| 1158 | C–O–C bond in carbonhydrates | 0.0187 | 0.0211 | 0.0198 | 0.0225 | 0.0204 |
| 1236 | C–O stretching in lignin and xylan | 0.0214 | 0.0243 | 0.0272 | 0.0258 | 0.0196 |
| 1317 | –CH2 wagging in the crystalline cellulose | 0.0153 | 0.0170 | 0.0191 | 0.0185 | 0.0170 |
| 1375 | C–H deformation in carbonhydrates | 0.0153 | 0.0181 | 0.0192 | 0.0200 | 0.0159 |
| 1424 | –CH2 bending vibration in cellulose | 0.0155 | 0.0179 | 0.0198 | 0.0195 | 0.0167 |
| 1446 | Aromatic C–H in lignin | 0.0144 | 0.0139 | 0.0192 | 0.0176 | 0.0143 |
| 1510 | Aromatic skeletal vibration in lignin | 0.0094 | 0.0116 | 0.0138 | 0.0136 | 0.0083 |
| 1596 | 0.0126 | 0.0151 | 0.0188 | 0.0175 | 0.0126 | |
| 1648 | 0.0097 | 0.0110 | 0.0132 | 0.0144 | 0.0072 | |
| 1733 | C=O stretching in hemicelluloses, lignin and extractives | 0.0141 | 0.0181 | 0.0193 | 0.0204 | 0.0130 |
| Compounds | Origin | Treatments | ||||
|---|---|---|---|---|---|---|
| Control | 180 °C without Steam | 180 °C with Steam | 200 °C without Steam | 200 °C with Steam | ||
| Cellulose/hemicellulose-derived compounds (peak area %) | ||||||
| Dihydro-4-hydroxy-2(3H)-furanone | H | 1.13 | 2.37 | 0.60 | 1.10 | 0.79 |
| Propylene carbonate | H | 0.65 | 1.23 | 0.52 | 0.82 | 0.64 |
| (S)-5-hydromethyl-2(5H)-Furanone | H | 0.22 | 0.41 | 0.24 | 0.24 | 0.20 |
| Furfural | H | 1.13 | 0.13 | 1.22 | 1.44 | 1.09 |
| 2-Furanmethanol | H | 0.84 | 0.26 | 0.65 | 0.24 | 0.58 |
| 3-methyl-4-penten-2-one | H | 0.29 | 0.57 | 0.48 | - | 0.43 |
| 2-Cyclopentene-1,4-dione | H | 0.16 | 0.27 | 0.43 | 0.20 | 0.16 |
| 2(5H)-Furanone | H | 0.55 | 1.16 | 0.66 | 0.74 | 0.56 |
| 5-methyl-2(5H)-Furanone | H | 0.06 | 0.19 | - | 0.14 | 0.07 |
| 3-methyl-2,4(3H,5H)-furandione | H | 0.38 | 0.74 | 0.47 | 0.51 | 0.32 |
| Levoglucosan | C | 0.57 | - | 2.31 | 2.43 | 4.8 |
| 5-hydroxymethyl-2-furancarboxaldehyde | C | 0.53 | 1.25 | 1.18 | 0.93 | 0.87 |
| Lignin-derived compounds (peak area %) | ||||||
| Phenol | L | 0.15 | 0.29 | 0.12 | 0.15 | 0.11 |
| 2-methoxy-phenol | L | 0.08 | 1.27 | 1.12 | 1.22 | 0.99 |
| 2-methoxy-4-methyl-phenol | L | 0.71 | 1.61 | 1.42 | 1.47 | 1.56 |
| 1,2-benzenediol | L | 0.63 | - | 0.40 | 0.39 | 0.47 |
| 3-methoxy-1,2-benzenediol | L | 1.17 | - | 0.96 | 0.68 | 1.26 |
| 4-ethyl-2-methoxy-phenol | L | 0.50 | 0.29 | 0.49 | 0.71 | 0.56 |
| 2-methoxy-4-vinylphenol | L | 1.61 | 2.21 | 1.75 | 2.26 | 1.62 |
| 2,6-dimethoxy-phenol | L | 2.44 | 4.13 | 3.30 | 3.51 | 2.96 |
| 2-methoxy-3-(2-propenyl)-phenol | L | 0.42 | 0.52 | 0.43 | 0.43 | - |
| Eugenol | L | 0.09 | 0.29 | 1.51 | 0.24 | 0.35 |
| 2-methoxy-4-(1-propenyl)-phenol | L | 0.41 | 0.33 | 0.29 | 0.29 | 0.27 |
| isoeugenol | L | 1.40 | 1.73 | 0.72 | 1.57 | 1.23 |
| 1-(4-hydroxy-3-methoxyphenyl)-ethanone | L | 0.57 | 0.26 | 0.50 | 0.48 | 0.40 |
| 3,5-dimethoxyacetophenone | L | 4.83 | 6.07 | 4.93 | 5.38 | 4.15 |
| 4-((1E)-3-hydroxy-1-propenyl)-2-methoxy phenol | L | 0.16 | 0.08 | 0.16 | 0.08 | 0.17 |
| 4-hydroxy-3,5-dimethoxy -benzaldehyde | L | 2.03 | 2.61 | 2.17 | 2.10 | 1.80 |
| 4-allyl syringol | L | 6.23 | 7.69 | 7.69 | 7.04 | 6.48 |
| Acetosyringone | L | 1.46 | 1.79 | 1.62 | 1.13 | 1.49 |
| Trans-sinapaldehyde | L | 1.91 | 0.87 | 2.18 | 1.52 | 2.14 |
| 2-allyl-1,4-dimethoxy-3-methyl-benzene | L | 2.57 | 1.82 | 1.98 | 1.51 | 2.27 |
| Carbohydrate-derived compounds | 6.51 | 8.58 | 8.76 | 8.79 | 10.51 | |
| Lignin-derived compounds | 29.37 | 33.86 | 33.74 | 32.16 | 30.28 | |
| Lignin-derived/carbohydrate-derived compounds | 4.51 | 3.94 | 3.85 | 3.67 | 2.88 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, Q.; Cloutier, A.; Laghdir, A.; Stevanovic, T. Surface Chemical Changes of Sugar Maple Wood Induced by Thermo-Hygromechanical (THM) Treatment. Materials 2019, 12, 1946. https://doi.org/10.3390/ma12121946
Fu Q, Cloutier A, Laghdir A, Stevanovic T. Surface Chemical Changes of Sugar Maple Wood Induced by Thermo-Hygromechanical (THM) Treatment. Materials. 2019; 12(12):1946. https://doi.org/10.3390/ma12121946
Chicago/Turabian StyleFu, Qilan, Alain Cloutier, Aziz Laghdir, and Tatjana Stevanovic. 2019. "Surface Chemical Changes of Sugar Maple Wood Induced by Thermo-Hygromechanical (THM) Treatment" Materials 12, no. 12: 1946. https://doi.org/10.3390/ma12121946
APA StyleFu, Q., Cloutier, A., Laghdir, A., & Stevanovic, T. (2019). Surface Chemical Changes of Sugar Maple Wood Induced by Thermo-Hygromechanical (THM) Treatment. Materials, 12(12), 1946. https://doi.org/10.3390/ma12121946