Influence of Welded Pores on Very Long-Life Fatigue Failure of the Electron Beam Welding Joint of TC17 Titanium Alloy

 , , ,
, , ,
Abstract
:1. Introduction
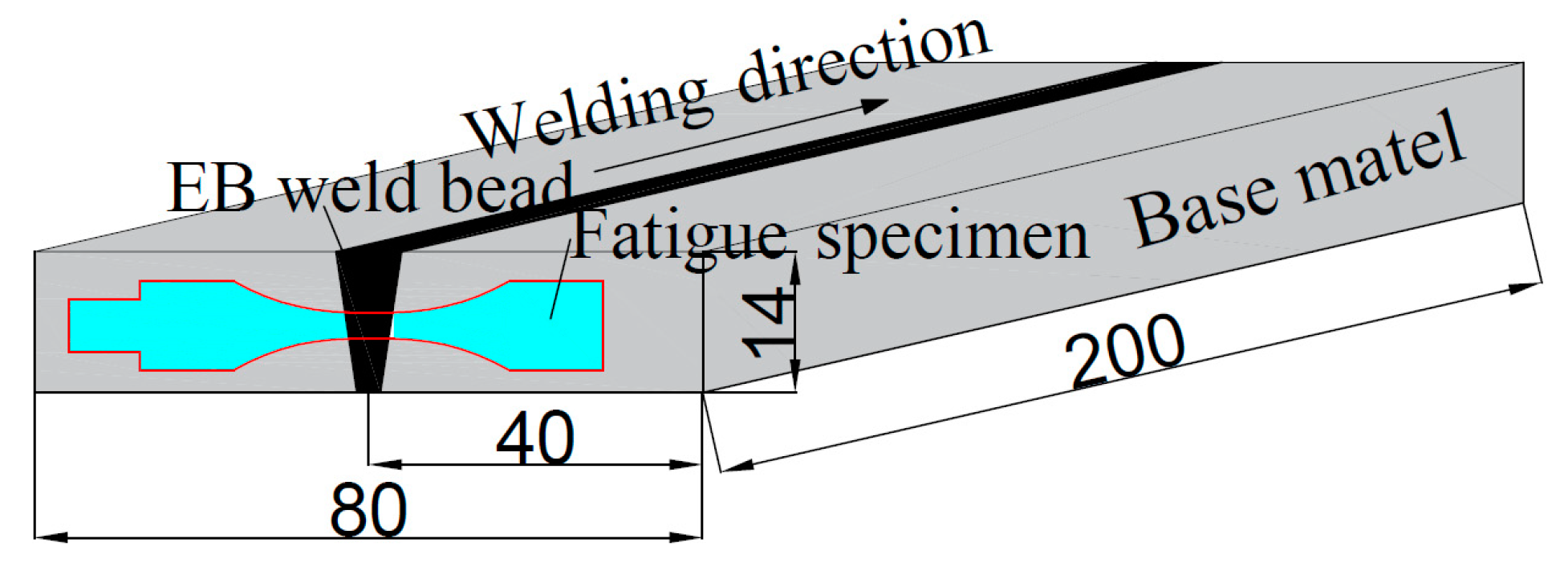
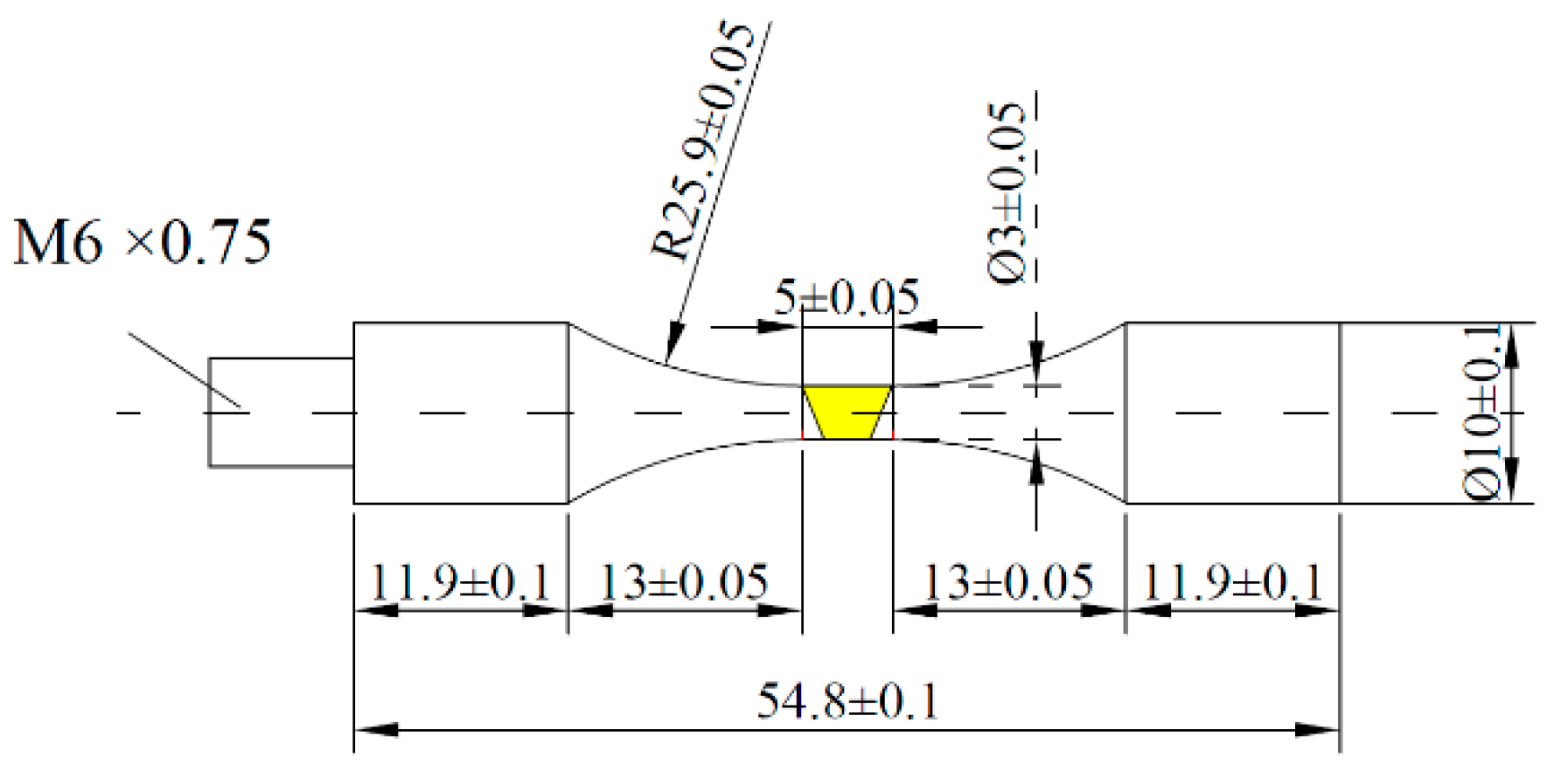
2. Materials and Methods
3. Results
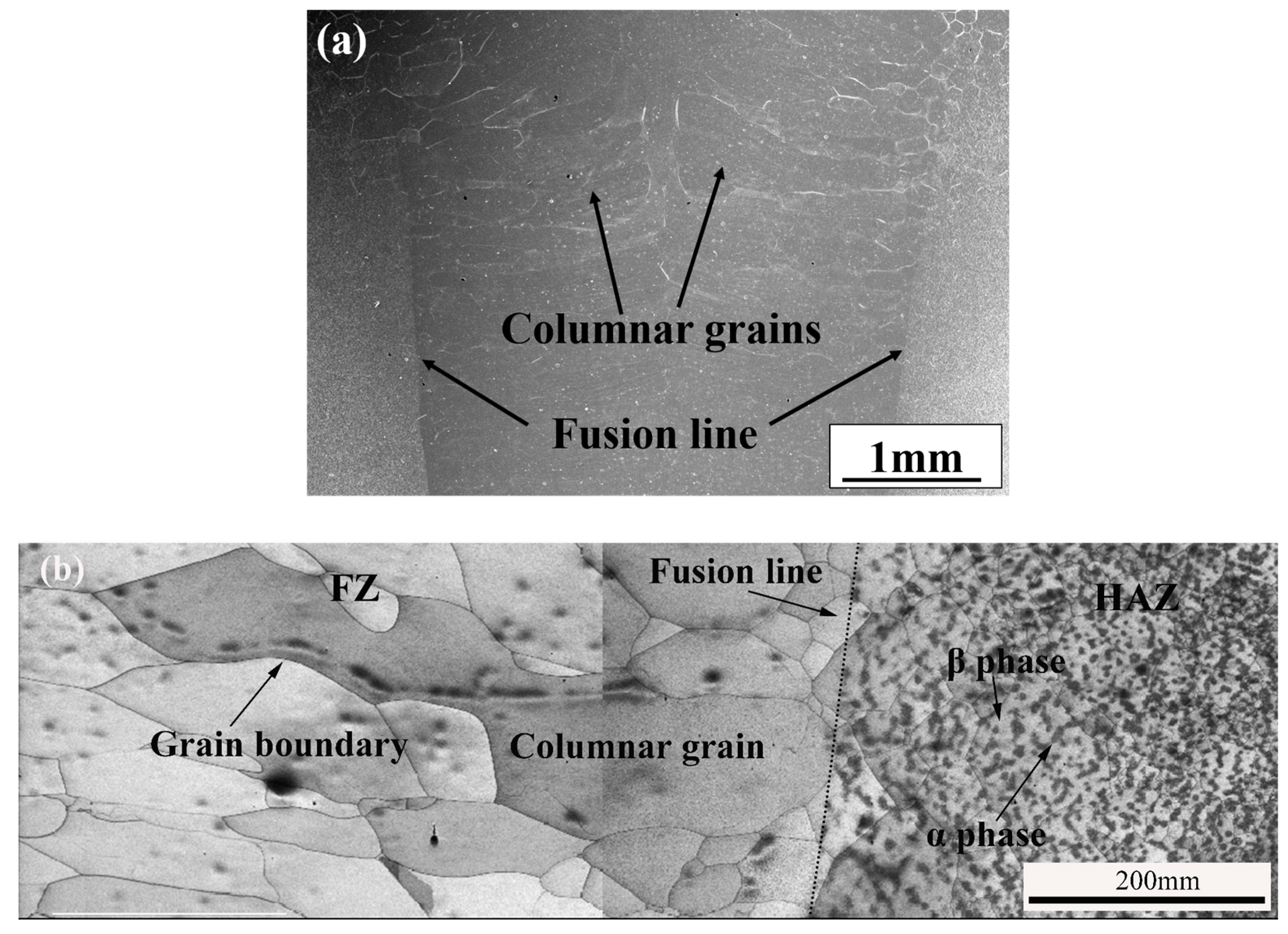
3.1. Micrograph of Welded Joint of TC17 Titanium Alloy
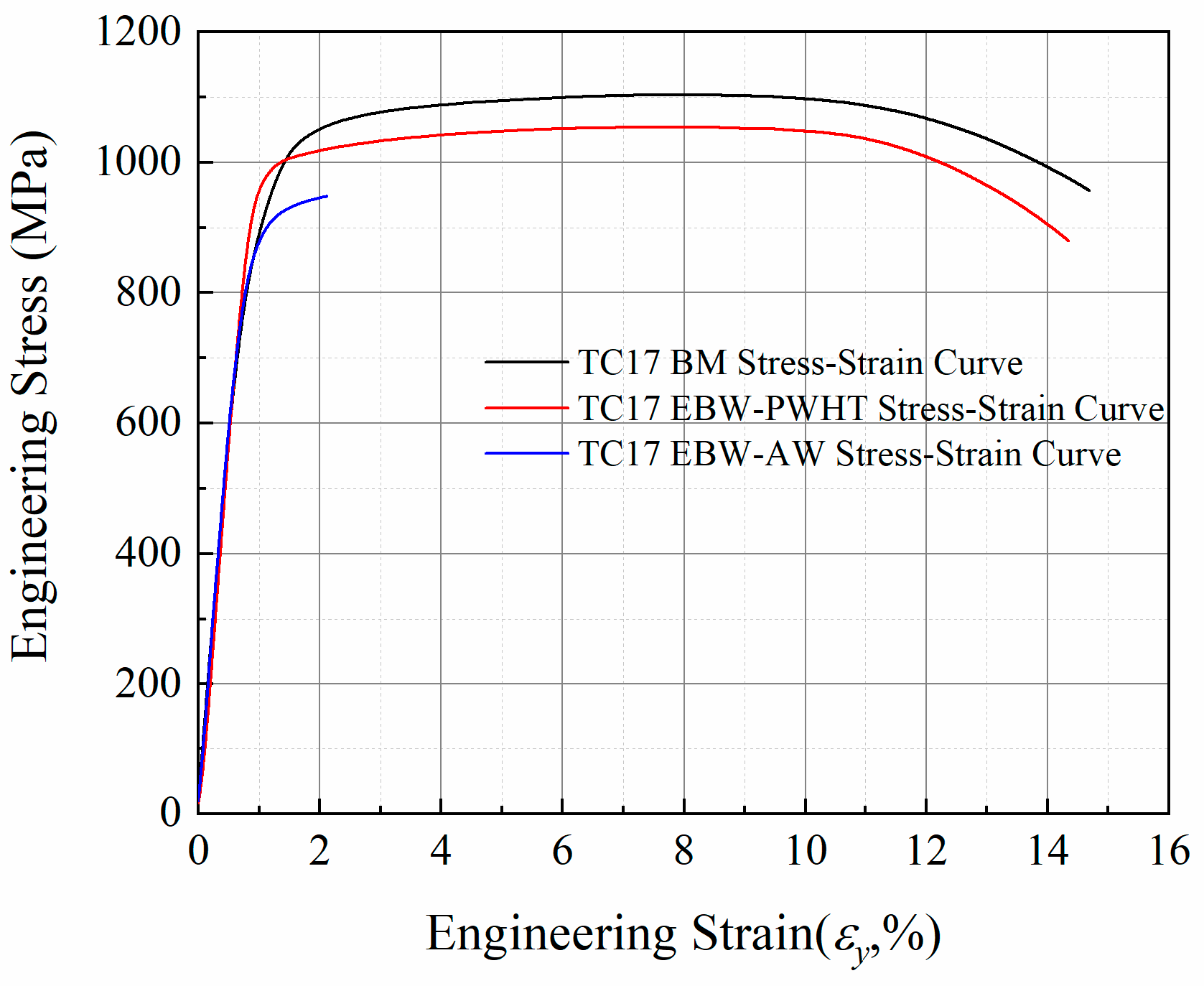
3.2. Tensile Properties and Fracture of TC17 Alloy EBW Joints
3.3. S-N Curve of Electron Beam Welded Joints of TC17 Titanium Alloy by PWHT
3.4. Fatigue Fracture Analysis of Welded Joint of TC17 Alloy
4. Discussion
4.1. Relationship between Static Strength and Fatigue Strength of TC17 Welded Joints
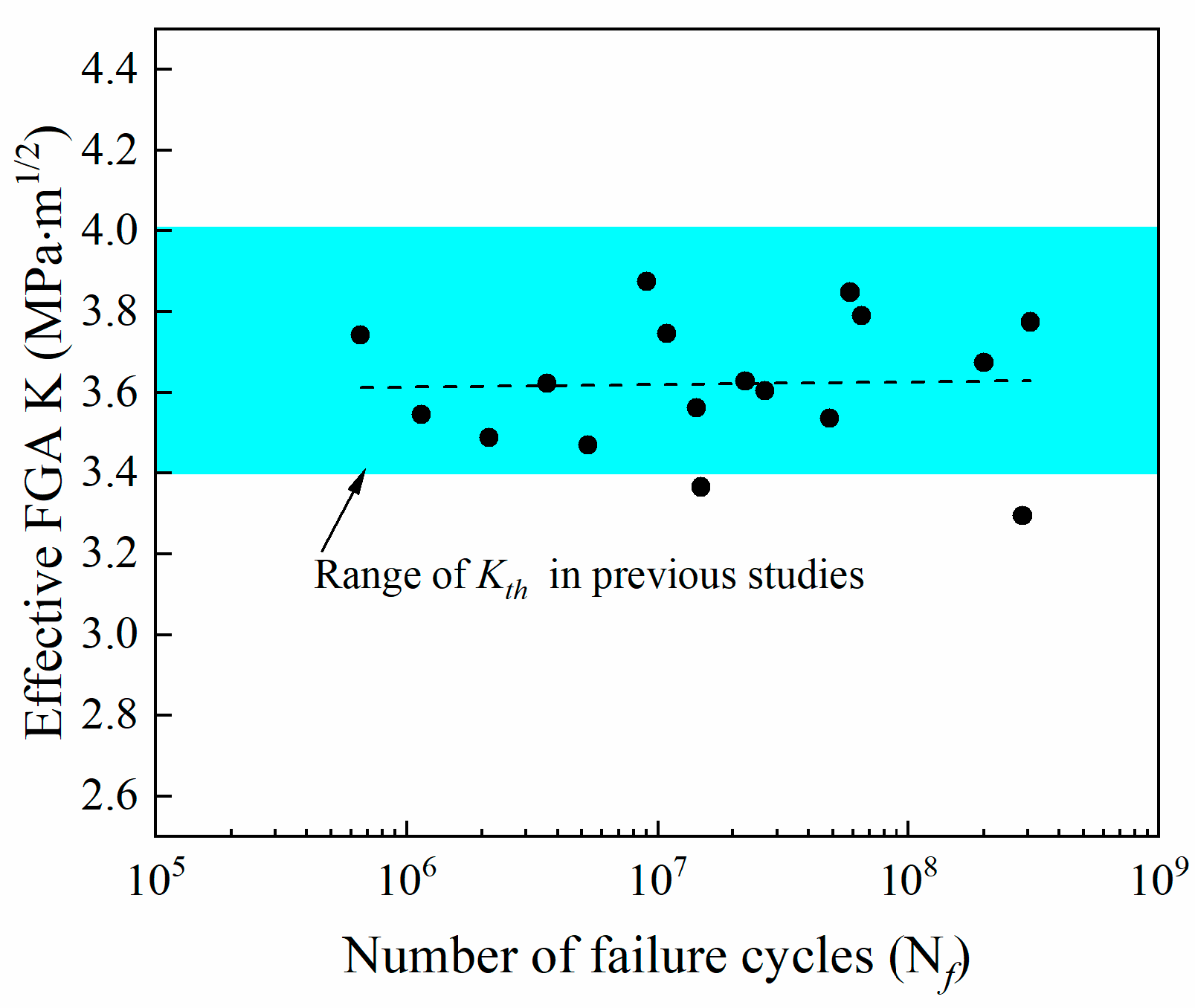
4.2. Study on the Threshold Value of very High Cycle Fatigue Fracture
4.3. Effect of Welded Pores on very High Cycle Fatigue Properties of Welded Joints
5. Conclusions
- (1)
- On one hand, the tensile strength of as-welded TC17 alloy welded joint is around 86% of the base metal and the fracture occurs in the fusion zone while it has almost no ductility. On the other hand, the tensile strength of the welded joint of TC17 alloy by PWHT is about 95.5% of the base metal, and the fracture occurs in the base metal with a fracture elongation of 17%. Furthermore, the welded pores were observed on the surface of the as-welded TC17 EBW fracture. In short, this shows that the existence of pores does not obviously affect the static mechanical properties of the welded joint.
- (2)
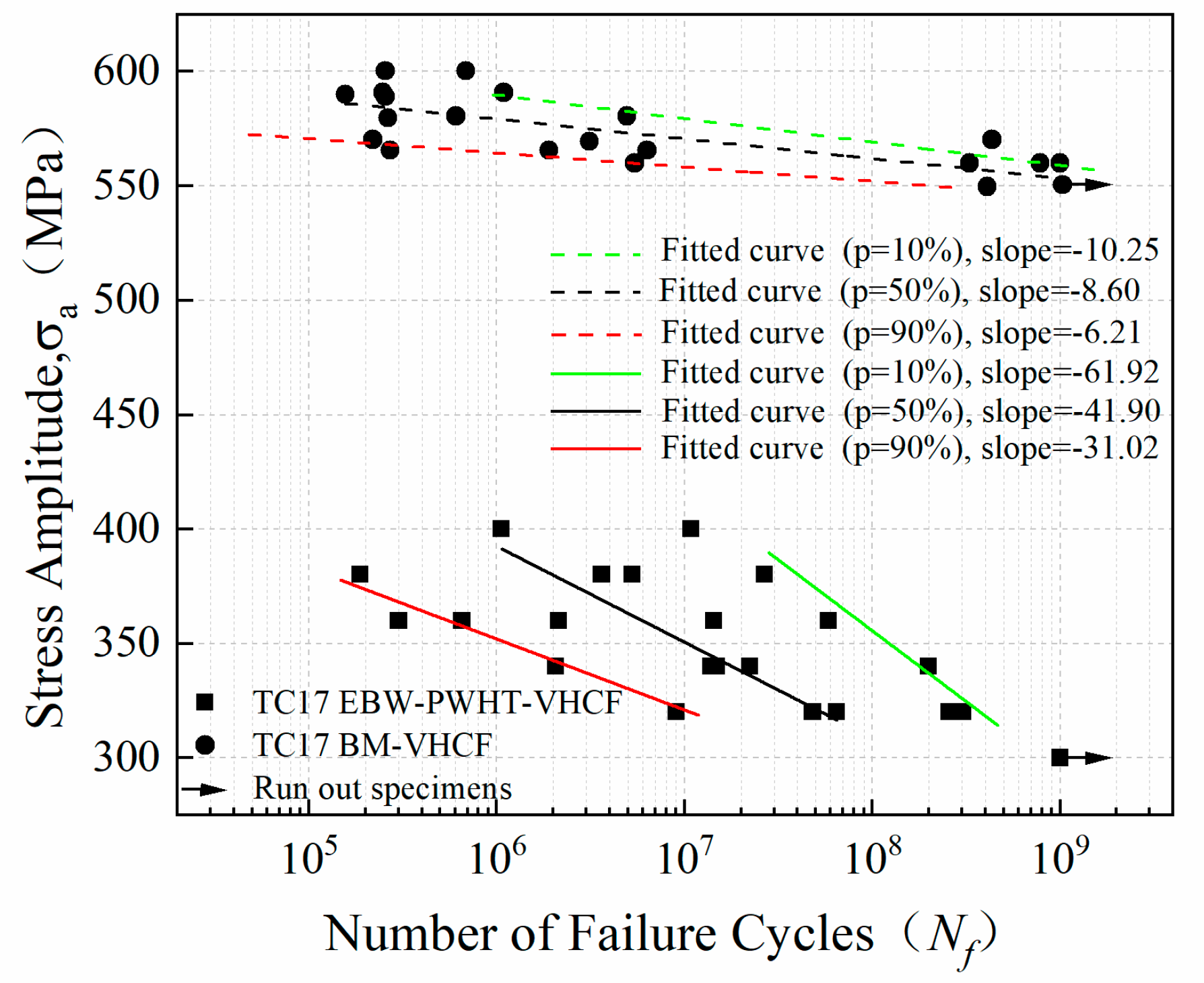
- In the ultrasonic accelerated vibration fatigue test with stress ratio R = -1, the fatigue S-N curve of welded TC17 alloy joints shows a continuous downward trend. There is no fatigue limit at 107 cycles. Nevertheless, at 109 cycles, the fatigue strength of welded joints is about 300 MPa, and the fatigue strength of the welded joints is only 54.5% of the base metal. In conclusion, the fatigue strength of welded joints is far lower than that of base metal;
- (3)
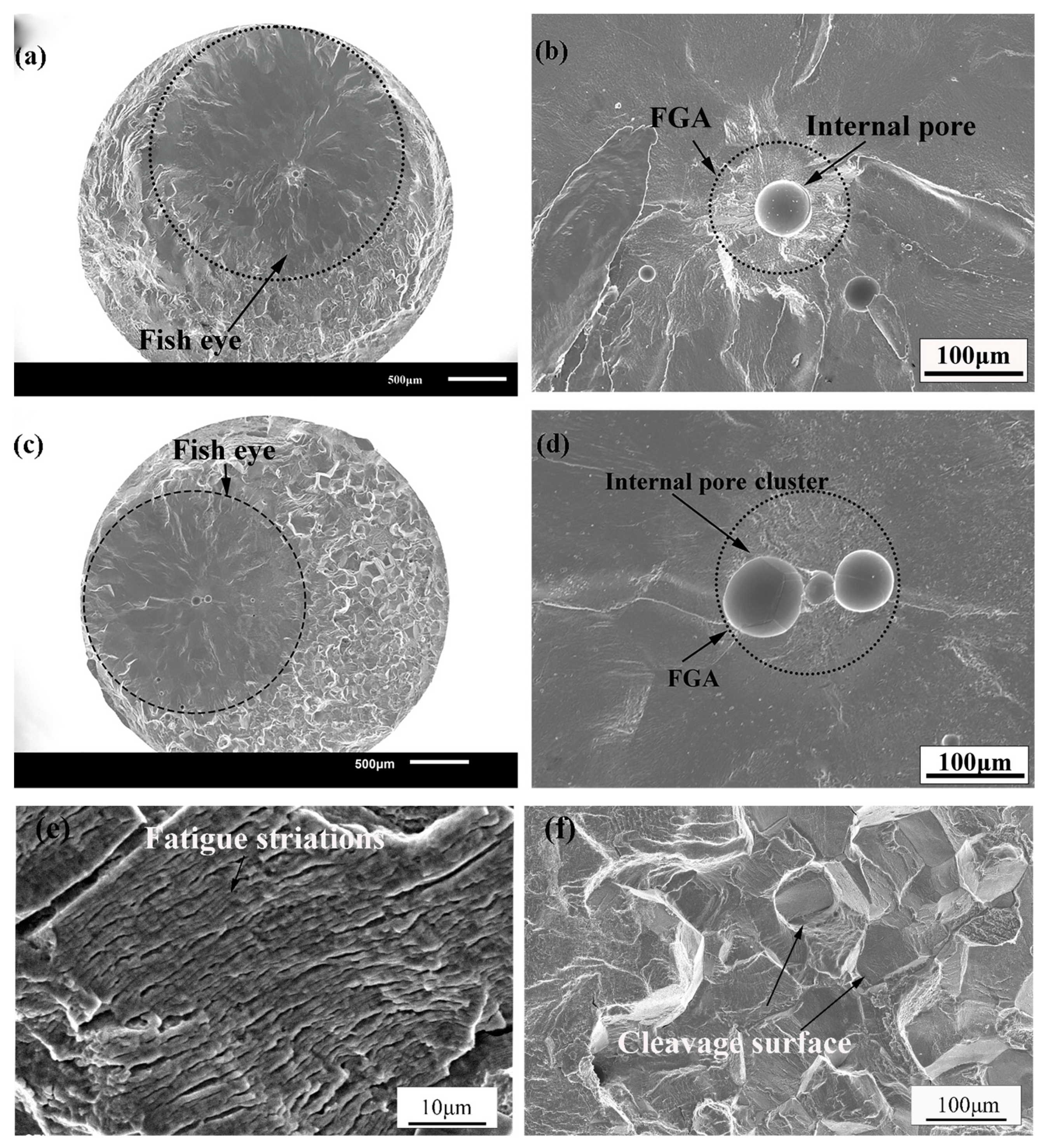
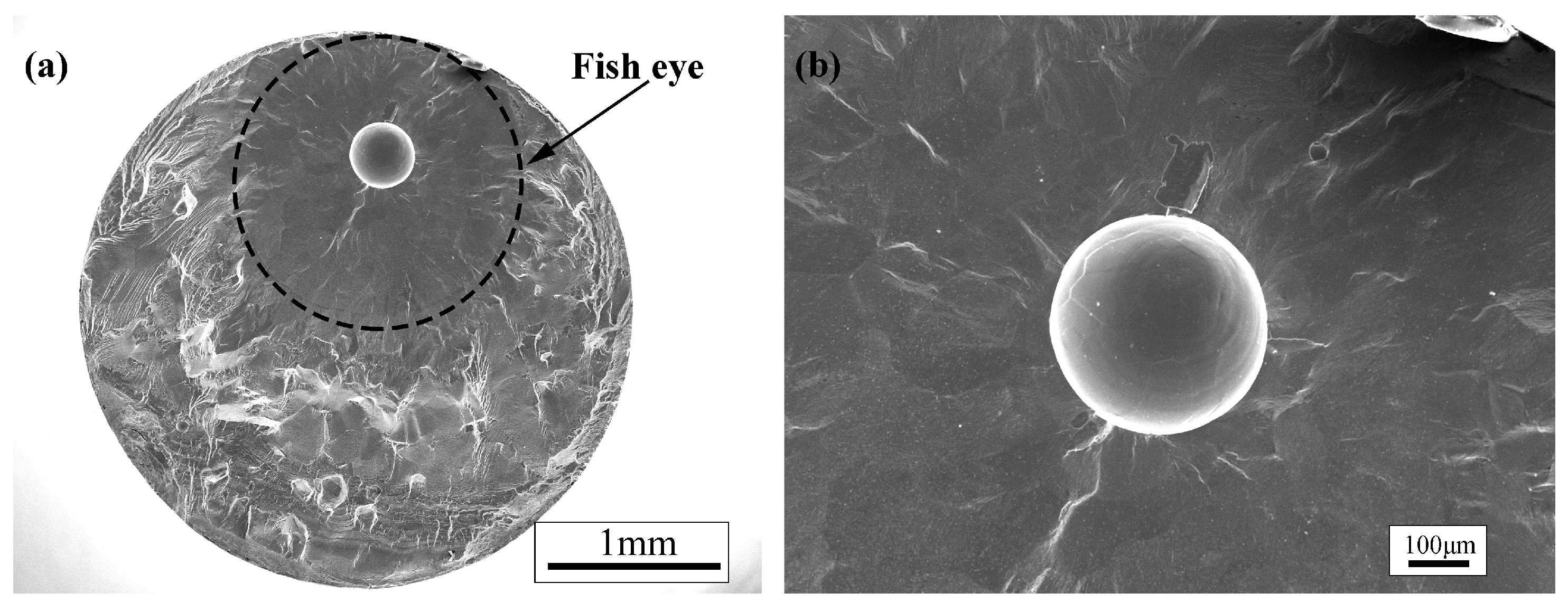
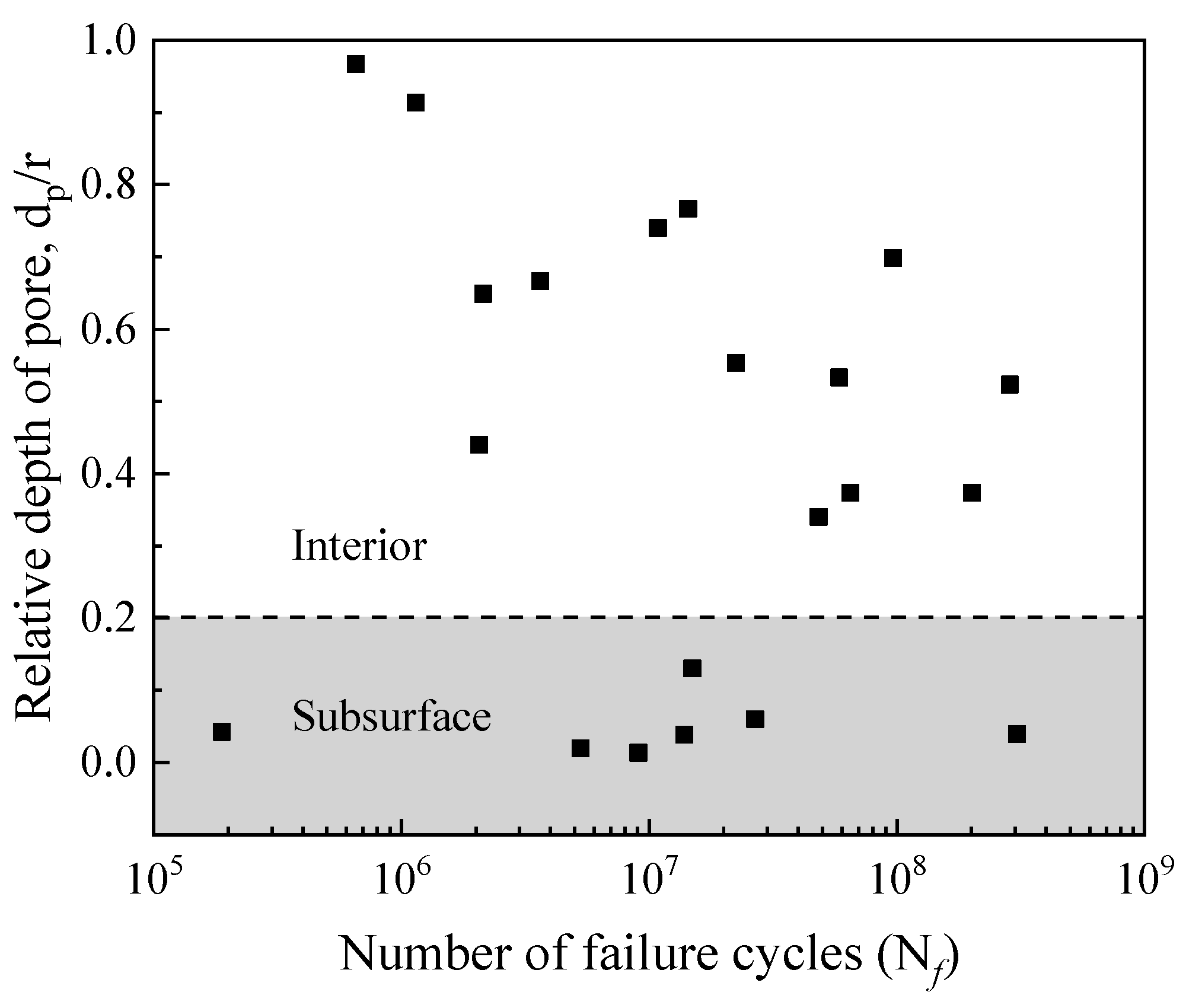
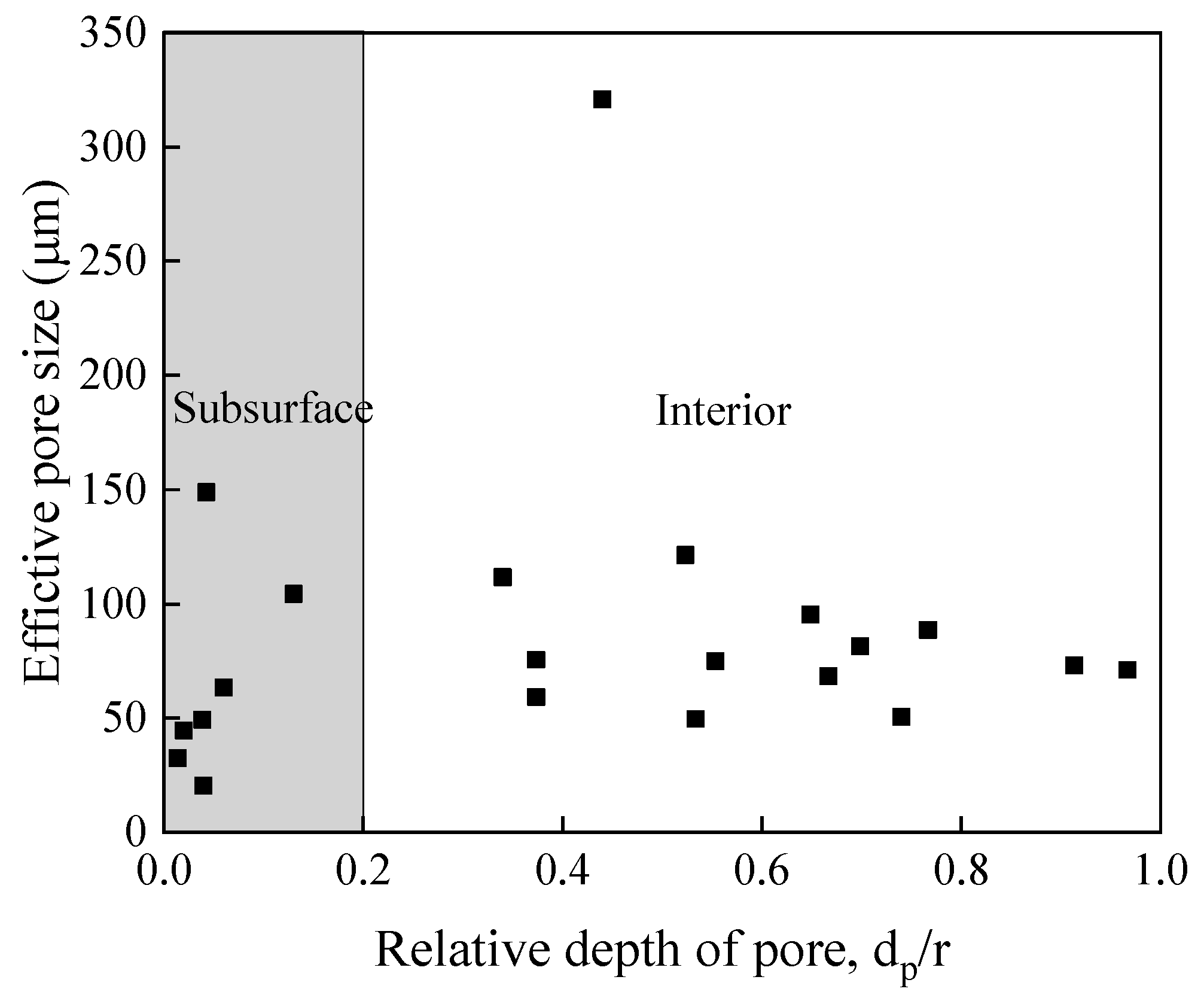
- The fatigue fracture locations of welded TC17 alloy joints for specimens are mainly in the fusion zone and the heat-affected zone. In addition, the pores inside the specimen become the source of fatigue crack initiation which has an obvious fisheye region consisting of FGA. Moreover, the effective sizes and the depths of the pores jointly determine the very long fatigue life of the welded joint.
- (4)
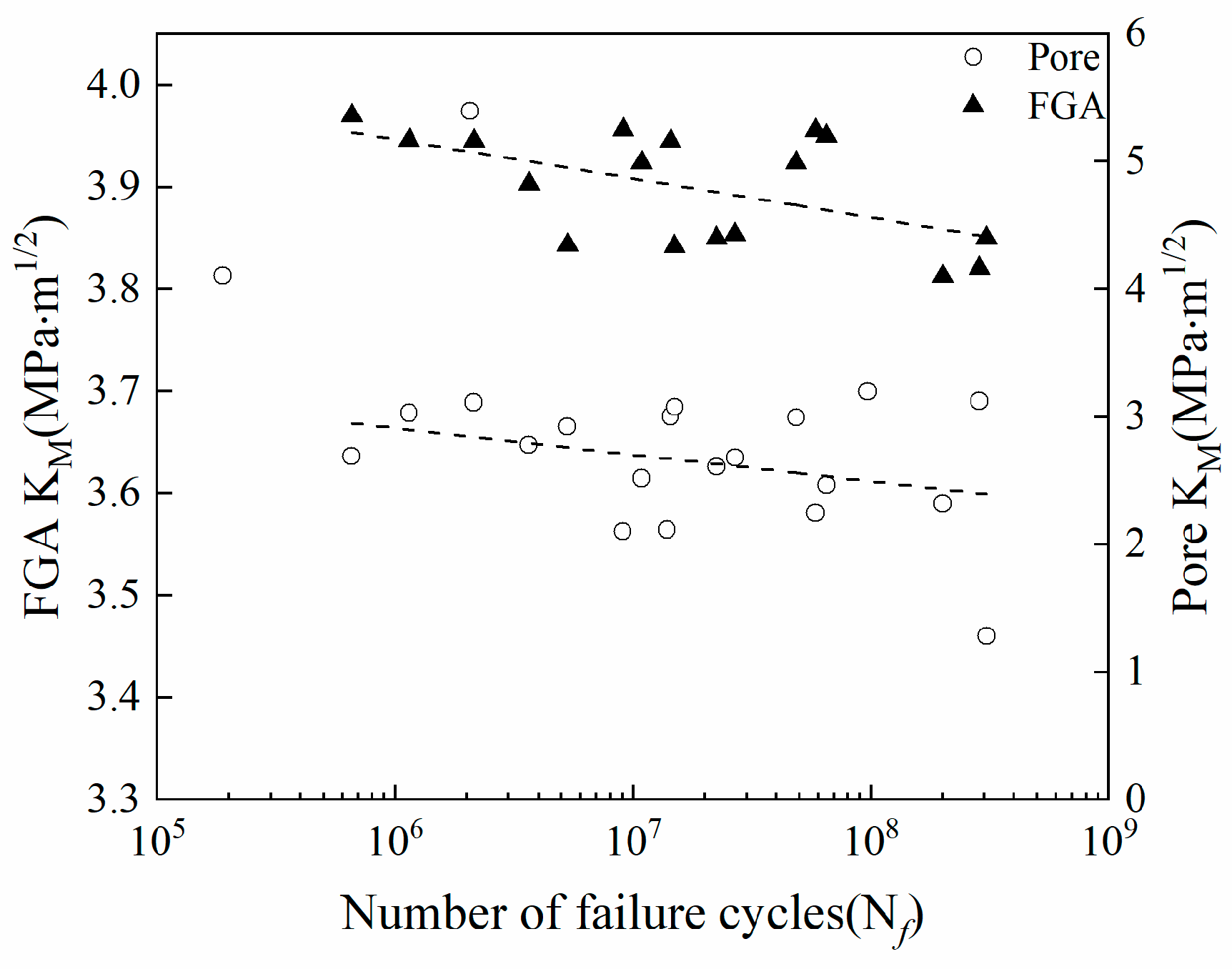
- When the fatigue crack initiation occurs in the inner or subsurface of the specimen, there is the FGA in close proximity of the pores and the smooth area around them. Afterward, the calculation formula of KFGA is modified and the average effective KFGA value is 3.62 MPa.m1/2. To conclude, the value has nothing to do with the fatigue life of the welded joint and is considered as the threshold value of stable crack growth.
Author Contributions
Funding
Conflicts of Interest
References
- Rockel, M.B.; Roman, B. Titanium and Titanium Alloys. Corros. Handb. 2012, 43, 24–29. [Google Scholar] [CrossRef]
- He, Y.; Xiao, G.; Li, W.; Huang, Y. Residual Stress of a TC17 Titanium Alloy after Belt Grinding and Its Impact on the Fatigue Life. Materials 2018, 11, 2218. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Guo, H.; Tan, L.; Yao, Z.; Yan, Z.; Liu, P. Beta grain growth behaviour of TG6 and Ti17 titanium alloys. Mater. Sci. Eng. A 2011, 528, 6375–6380. [Google Scholar] [CrossRef]
- Teixeira, J.D.C.; Appolaire, B.; Aeby-Gautier, E.; Denis, S.; Cailletaud, G.; Späth, N. Transformation kinetics and microstructures of Ti17 titanium alloy during continuous cooling. Mater. Sci. Eng. A 2007, 448, 135–145. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; He, C.; Huang, Z.; Wang, Q. Very High Cycle Fatigue Failure Mechanism of TC17 Alloy. Acta Metall. Sin. 2017, 53, 1047–1054. [Google Scholar] [CrossRef]
- Zhang, L.; Gobbi, S.L.; Loreau, J.H. Laser welding of Waspaloy® sheets for aero-engines. J. Mater. Process. Technol. 1997, 65, 183–190. [Google Scholar] [CrossRef]
- Meisnar, M.; Bennett, J.M.; Andrews, D.; Dodds, S.; Freeman, R.; Bellarosa, R.; Adams, D.; Norman, A.F.; Rohr, T.; Ghidini, T. Microstructure characterisation of a friction stir welded hemi-cylinder structure using Ti-6Al-4V castings. Mater. Charact. 2019, 147, 286–294. [Google Scholar] [CrossRef]
- Boccarusso, L.; Arleo, G.; Astarita, A.; Bernardo, F.; Fazio, P.D.; Durante, M.; Minutolo, F.M.C.; Sepe, R.; Squillace, A. A new approach to study the influence of the weld bead morphology on the fatigue behaviour of Ti–6Al–4V laser beam-welded butt joints. Int. J. Adv. Manuf. Technol. 2017, 88, 75–88. [Google Scholar] [CrossRef]
- Keshavarz, M.K.; Turenne, S.; Bonakdar, A. Solidification behavior of inconel 713LC gas turbine blades during electron beam welding. J. Manuf. Process. 2018, 31, 232–239. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Schell, N.; Zhou, N.; Wood, L.; Benafan, O. Laser welding of precipitation strengthened Ni-rich NiTiHf high temperature shape memory alloys: Microstructure and mechanical properties. Mater. Des. 2019, 162, 229–234. [Google Scholar] [CrossRef]
- Angella, G.; Barbieri, G.; Donnini, R.; Montanari, R.; Richetta, M.; Varone, A. Electron Beam Welding of IN792 DS: Effects of Pass Speed and PWHT on Microstructure and Hardness. Materials 2017, 10, 1033. [Google Scholar] [CrossRef] [PubMed]
- Casavola, C.; Pappalettere, C.; Tattoli, F. Experimental and numerical study of static and fatigue properties of titanium alloy welded joints. Mech. Mater. 2009, 41, 231–243. [Google Scholar] [CrossRef]
- Cheng, C.; Yu, B.; Chen, Z.; Liu, J.; Wang, Q. Mechanical properties of electron beam welded dissimilar joints of TC17 and Ti60 alloys. J. Mater. Sci. Technol. 2018, 34, 1859–1866. [Google Scholar] [CrossRef]
- Chegeni, A.; Kapranos, P. An Experimental Evaluation of Electron Beam Welded Thixoformed 7075 Aluminum Alloy Plate Material. Metals 2017, 7, 569. [Google Scholar] [CrossRef]
- Yu, B.; Chen, Z.; Zhao, Z.; Liu, J.; Wang, Q.; Liu, J. Microstructure and mechanical properties of TC17 titanium alloy electron beam welded joints. Acta Mater. Sin. 2016, 52, 831–841. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhao, Z.; Zhang, Z.; Zong, W.; Dong, C. Internal crack initiation characteristics and early growth behaviors for very-high-cycle fatigue of a titanium alloy electron beam welded joints. Mater. Sci. Eng. A 2017, 706, 311–318. [Google Scholar] [CrossRef]
- Nedoseka, A. Fundamentals of Evaluation and Diagnostics of Welded Structures; Elsevier: Amsterdam, The Netherlands, 2012; p. 633. [Google Scholar]
- Oh, J.; Kim, N.J.; Lee, S.; Lee, E.W. Correlation of fatigue properties and microstructure in investment cast Ti-6Al-4V welds. Mater. Sci. Eng. A 2003, 340, 232–242. [Google Scholar] [CrossRef]
- Zhu, M.; Xuan, F.; Du, Y.; Tu, S. Very high cycle fatigue behavior of a low strength welded joint at moderate temperature. Int. J. Fatigue 2012, 40, 74–83. [Google Scholar] [CrossRef]
- Fomin, F.; Horstmann, M.; Huber, N.; Kashaev, N. Probabilistic fatigue-life assessment model for laser-welded Ti-6Al-4V butt joints in the high-cycle fatigue regime. Int. J. Fatigue 2018, 116, 22–35. [Google Scholar] [CrossRef]
- Balasubramanian, T.S.; Balasubramanian, V.; Muthu Manickam, M.A. Fatigue crack growth behaviour of gas tungsten arc, electron beam and laser beam welded Ti-6Al-4V alloy. Mater. Des. 2011, 32, 4509–4520. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Bathias, C.; Kawagoishi, N.; Chen, Q. Effect of inclusion on subsurface crack initiation and gigacycle fatigue strength. Int. J. Fatigue 2002, 24, 1269–1274. [Google Scholar] [CrossRef]
- Chen, Y.; He, C.; Yang, K.; Zhang, H.; Wang, C.; Wang, Q.; Liu, Y. Effects of microstructural inhomogeneities and micro-defects on tensile and very high cycle fatigue behaviors of the friction stir welded ZK60 magnesium alloy joint. Int. J. Fatigue 2019, 122, 218–227. [Google Scholar] [CrossRef]
- Han, W.; Fu, L.; Chen, H. Effect of Welding Speed on Fatigue Properties of TC18 Thick Plate by Electron Beam Welding. Rare Met. Mater. Eng. 2018, 47, 8. [Google Scholar]
- Melvin, M.; Schwartz, M.D. Source Book on Electron Beam and Laser Welding: A Comprehensive Collection of Outstanding Articles; ASM International: Russell Township, OH, USA, 1981. [Google Scholar]
- Kar, J.; Chakrabarti, D.; Roy, S.K.; Roy, G.G. Beam oscillation, porosity formation and fatigue properties of electron beam welded Ti-6Al-4V alloy. J. Mater. Process. Technol. 2019, 266, 165–172. [Google Scholar] [CrossRef]
- Nie, B.; Chen, D.; Zhao, Z.; Zhang, J.; Meng, Y.; Gao, G. Notch Effect on the Fatigue Behavior of a TC21 Titanium Alloy in Very High Cycle Regime. Appl. Sci. 2018, 8, 1614. [Google Scholar] [CrossRef]
- Sakai, T.; Tanaka, N.; Takeda, M.; Kanemitsu, M.; Oguma, N. Characteristic S-N property of high strength steels in ultra-wide life region under rotating bending. In Proceedings of the Ecodesign: Second International Symposium on Environmentally Conscious Design & Inverse Manufacturing, Tokyo, Japan, 11–15 December 2001. [Google Scholar]
- Zhang, H.; Li, J.K.; Guan, Z.W.; Liu, Y.J.; Qi, D.K.; Wang, Q.Y. Electron beam welding of Nimonic 80A: Integrity and microstructure evaluation. Vacuum 2018, 151, 266–274. [Google Scholar] [CrossRef]
- Yang, K.; He, C.; Huang, Q.; Huang, Z.Y.; Wang, C.; Wang, Q.; Liu, Y.J.; Zhong, B. Very high cycle fatigue behaviors of a turbine engine blade alloy at various stress ratios. Int. J. Fatigue 2017, 99, 35–43. [Google Scholar] [CrossRef]
- Zhu, M.; Jin, L.; Xuan, F. Fatigue life and mechanistic modeling of interior micro-defect induced cracking in high cycle and very high cycle regimes. Acta Mater. 2018, 157, 259–275. [Google Scholar] [CrossRef]
- Kuninori, M. Fatigue strength of nitrided high-strength titanium alloy. Nihon Kikai Gakkai Ronbunshu A Hen/Trans. Jpn. Soc. Mech. Eng. Part A 2001, 67, 7. [Google Scholar]
- Liu, X. Effect of Stress Ratio on High Cycle and Ultra-High Cycle Fatigue Behavior of Alloy Materials; Chinese Academy of Sciences University: Beijing, China, 2015. [Google Scholar]
- Murakami, Y. Effects of Small Defects and Nonmetallic Inclusions on the Fatigue Strength of Metals. Key Eng. Mater. 1991, 51–52, 37–42. [Google Scholar] [CrossRef]
- Hong, Y.; Sun, C. The nature and the mechanism of crack initiation and early growth for very-high-cycle fatigue of metallic materials—An overview. Theor. Appl. Fract. Mech. 2017, 92, 331–350. [Google Scholar] [CrossRef]
- Hong, Y.S.; Sun, C.Q.; Liu, X.L. A review on mechanisms and models for very-high-cycle fatigue of metallic materials. Adv. Mech. 2018, 48. [Google Scholar] [CrossRef]
- Huang, Z.; Wagner, D.; Bathias, C.; Paris, P.C. Subsurface crack initiation and propagation mechanisms in gigacycle fatigue. Acta Mater. 2010, 58, 6046–6054. [Google Scholar] [CrossRef]
- Chao, H.; Liu, Y.; Dong, J.; Wang, Q.; Wagner, D.; Bathias, C. Through thickness property variations in friction stir welded AA6061 joint fatigued in very high cycle fatigue regime. Int. J. Fatigue 2016, 82, 379–386. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Berard, J.Y.; Rathery, S.; Bathias, C. High-cycle fatigue crack initiation and propagation behaviour of high-strength spring steel wires. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 673–677. [Google Scholar] [CrossRef]
- Peters, J.O.; Ritchie, R.O. Influence of foreign-object damage on crack initiation and early crack growth during high-cycle fatigue of Ti-6Al-4V. Eng. Fract. Mech. 2000, 67, 193–207. [Google Scholar] [CrossRef]
- Petit, J.; Sarrazin-Baudoux, C. An overview on the influence of the atmosphere environment on ultra-high-cycle fatigue and ultra-slow fatigue crack propagation. Int. J. Fatigue 2006, 28, 1471–1478. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Sn | Zr | Mo | Cr | Ti |
|---|---|---|---|---|---|
| 4.5–5.5 | 1.6–2.4 | 1.6–2.4 | 3.5–4.5 | 3.5–4.5 | 80.7–85.3 |
| Materials | Ultimate Tensile Strength, MPa; (S) | Yield Strength, MPa; (S) | Elongation, %; (S) |
|---|---|---|---|
| TC17 BM | 1103 (20.0) | 996 (12.8) | 18 (0.45) |
| TC17 EBW-AW | 948 (11.6) | 869 (13.5) | 5 (0.76) |
| TC17 EBW-PWHT | 1053 (32.7) | 980 (11.5) | 17 (0.36) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, F.; Zhang, H.; Liu, H.; Chen, Y.; Muhammad Kashif, K.; Wang, Q.; Liu, Y. Influence of Welded Pores on Very Long-Life Fatigue Failure of the Electron Beam Welding Joint of TC17 Titanium Alloy. Materials 2019, 12, 1825. https://doi.org/10.3390/ma12111825
Liu F, Zhang H, Liu H, Chen Y, Muhammad Kashif K, Wang Q, Liu Y. Influence of Welded Pores on Very Long-Life Fatigue Failure of the Electron Beam Welding Joint of TC17 Titanium Alloy. Materials. 2019; 12(11):1825. https://doi.org/10.3390/ma12111825
Chicago/Turabian StyleLiu, Fulin, Hong Zhang, Hanqing Liu, Yao Chen, Khan Muhammad Kashif, Qingyuan Wang, and Yongjie Liu. 2019. "Influence of Welded Pores on Very Long-Life Fatigue Failure of the Electron Beam Welding Joint of TC17 Titanium Alloy" Materials 12, no. 11: 1825. https://doi.org/10.3390/ma12111825