1. Introduction
Helmets have been widely worn as a form of protective headgear, with the primary goal of reducing the risk of injury caused by impact incidents [
1,
2,
3,
4,
5,
6]. Although the development of helmets is well-established, there is a motivated necessity for fabricating helmet shells that meet certain stringent safety requirements, especially with respect to improving their energy absorption. In particular, the capability of motorcycle safety helmets to absorb the impact energy is one of the critical factors for consideration to reduce severe injury. A well-performing helmet must concurrently protect the human skull and brain, since impact damage induced during a motorcycle accident can cause death. Realizing the life-threatening risk of such an event, the understanding of skull fractures and brain damage inflicted during accidents, including their protection measure, have been of utmost priority to fabricators.
Several investigations have been carried out to study issues concerning head injury worldwide [
7,
8,
9,
10,
11]. An investigation using 61 real-world accidents to evaluate the head injury criterion (HIC) and the head impact power (HIP), as well as the injury mechanisms, have been carried out [
10]. These studies found that the moderate and severe neurological injuries cannot be distinguished solely on the global head acceleration, instead requiring a criterion computed using the intracranial variables. An experimental verification to identify the resonance frequencies of two kinds of freely vibrating human dry skulls and extrapolation of the results to living skulls by taking into account all known and estimated differences in mechanical properties has also been conducted [
8]. Alternatively, a computational model employing the finite element model (FEM) to simulate the head injury was also proposed [
7]. From these analyses, it was found that the composite shell systems exhibit lower shear performance, provide additional energy absorbing mechanisms, and result in better helmet crashworthiness behavior [
9].
A good strategy to reduce the head injury during an accident is by involving a design with reputable criteria, as permitted by regulations given by a standardization. In order to improve the performance of helmets in terms of their energy absorption, recommendations for future helmets include the employment of materials that are capable of absorbing the impact energy during an accident, while keeping the acceleration transmitted to the head at a safe level. Therefore, it is constantly a great challenge to provide the right composition of helmet materials that have the proper set of mechanical properties. Several studies have reported that wearing helmets reduces fatalities by more than 25% [
12,
13]. Moreover, it has been proven that non-helmeted motorcyclists are up to 3.4-fold more likely to die compared to helmeted riders in traffic crashes [
14].
Recently, the exploration and utilization of natural materials have formed huge engineering and commercial interests [
15,
16,
17,
18,
19]. This is because the use of natural composite materials provides many benefits, encompassing not only the environment but also economy and social aspects [
20]. Along with cost-saving and ecological benefits such as improvement in CO
2-balance, the main motivation driving these developments is related to the mechanical property profiles of natural materials, which offer reinforcement potential [
21]. Furthermore, several studies have proven that the performance of some natural materials in fiber form is closely comparable to those of synthetic glass fibers [
22]. Combined with the low-density of natural fillers, employing natural fiber composites results in lighter structures when compared to mineral-, short glass fiber-, long glass fiber-, and short carbon fiber-reinforced materials [
23]. In addition, natural fiber composites can also be processed similarly to these different composite classes, such as by employing injection molding and extrusion techniques. In terms of processing, it was well established that natural fiber composites offer advantages in regard to equipment wear [
23].
Considering the aforementioned concerns, the present work aims to evaluate the performance of helmet prototypes produced from acrylonitrile butadiene styrene composites filled with oil palm empty fruit bunch fibers. Up to this instance, the composite formed by this type of natural fiber has not been examined as a helmet material. The present study offers an investigation into the advantage of natural resources as fillers for advanced engineering applications. The present study reveals that the proposed helmet prototype is in general suitable for applications, as regulated by the Indonesian National Standardization (SNI). It is worth noting that such innovation can be considered the first invention in Indonesia since the introduction of the use of motorcycle helmets. The first Indonesian mandatory helmet law was enacted in 1984. In 1986, the Department of Transportation instituted a regulation making helmet usage mandatory for all motorcyclists. This development is expected to contribute to reducing head and neck injuries and deaths from motorcycle crashes.
2. Materials and Methods
2.1. Materials
Oil palm empty fruit bunches (OPEFB) were collected from the PT Perkebunan Nusantara VIII Cikasungka, Bogor, Indonesia. Recycled and virgin acrylonitrile butadiene styrene (Torray Toyulac Resin 100MPJ40049689 NLG) were purchased from the PT MUB Jaya Cibinong, Bogor, Indonesia. A coupling agent, maleic anhydride, from Merck, Darmstadt, Germany was used in this work. In addition, an additive, antioxidant primer (butylated hydroxytoluene) from Tedia, Mumbai, India, was employed. The carvine 0331 Polyurethane 2K Z-331-039, carvine 0331 Polyurethane H-331-014, and carvine 0331.T-0378 were used for painting in three stages, namely, as the base, hardener, and thinner, respectively. The paints were supplied by the PT Murni Cahaya Pratama, Bogor, Indonesia. In addition, a polystyrene foam having a density of 33 g/cm3, wrapped using fabric with a thickness of 10 mm, and a visor fabricated using the polycarbonate were used to complete the overall structure of the helmet prototypes.
2.2. Short Fibers Production
The OPEFBs were initially washed using tap water to remove any impurities, and then immersed in tap water for 72 h. To remove water content, the OPEFBs were dried under the sun for 24 h, followed by oven (Xenaco, Guangzhou, China) drying at a temperature of 100 °C for 8 h. The drying process was carried out such that the water content in the OPEFBs was less than 10%. Short fiber filler production was carried out using a hammer mill (Model HMV-4W-5.5, PT MUB Jaya Cibinong, Bogor, Indonesia) with a rate of 5000 rpm for 10 min. Hammer milling is a mechanical treatment to minimize particle size with the combined actions of collision, shaking, and milling.
2.3. Granular Production
Composition of composites for the granular production for all helmet samples is listed in
Table 1. It is noted that SN1, SN2, and SN3 refer to the helmets with filler content of 15% and recycled acrylonitrile butadiene styrene (ABS), filler content of 15% and virgin ABS, and filler content of 20% and recycled ABS, respectively. The granular composite was produced using the single-screw extruder machine (Model HXSJ-125/125, Kaixin, Nanjing, China). In the preparation, the filler, ABS, coupling agent, and additive were mixed at a speed of 15,000 rpm for 15 min. The total mass of the sample was averagely measured as 50 kg. The mixed samples were processed using the single-screw extruder machine and blended with gradient temperatures of 195, 215, 220, 220, 220, 225, 225, and 225 °C.
In this process, composites having a granular diameter of 3 mm were obtained. In addition, this process can produce composites having a water content of about 30%. Next, the composites were dried under the sun for 24 h to reduce water content down to 13%, followed by oven drying at a temperature of 80 °C for 3 h to have a further water content reduction down to 7%. It is recommended that the water content of composites for helmet production using the molding injection machine is kept to be less than 10%.
2.4. Helmet Production
Helmet prototypes were then fabricated using an injection molding machine (Model HC-250, Hwa Chin, Tainan, China). In the barrel, the samples were blended with gradient temperatures of 195, 215, 220, 220, 220, 225, 225, and 225 °C. In addition, the helmets were painted in three stages, namely, for the base, hardener, and thinner. In addition, the polystyrene foam and visor were installed in all the helmets. In general, the helmets were produced according to the National Indonesia Standardization (SNI). For demonstration, various viewing perspectives for the presently fabricated helmet are shown in
Figure 1.
2.5. Shock Absorption Test
A shock absorption test was performed using the uniaxial impact machine (CADEX, model 1000_00_MIMA, Cadex Inc., Saint-Jean-sur-Richelieu, QC, Canada). This test was carried out according to the Indonesian National Standardization (SNI 1811-2007). The test was performed in three repetitions. Two different anvil types were employed for the test, i.e., hemispherical and flat. The hemispherical anvil has a spherical surface radius of 48 mm, constituting one-half of the surface of a full sphere. The flat anvil has a flat surface of minimum side dimensions of 125 mm and a thickness of 24 mm. Additionally, Flat-1 and Flat-2 anvils refer to the anvil dropped from 5 m and 3 m in height, respectively.
2.6. Yield Stress Estimation
The yield stress was estimated using the procedure proposed by Mills and Gilchrist [
24]. It can be computed by considering the contact geometry between a flat impactor and the spherical outer surface of the foam liner. If the amount of liner crush,
x, is less than the radius of curvature,
R, of the spherical outer surface, the contacted area,
A, can be estimated using
A = 2
πRx. If the impact is applied to a hemispherical anvil, the equation must be modified as Equation 1:
where
R1 and
R2 are the radii of the helmet and anvil, respectively. It has been assumed that the foam yields over an area,
A, of radius,
a, with a constant yield stress,
σ. The force transmitted by the foam can be estimated by
F =
Aσ. Therefore, the yield stress can be estimated using the following equation:
where
m is the mass of the helmet and head dummy and
a is the acceleration of the helmet and anvil.
2.7. Frequency Analysis
In this analysis, a mass-spring-mass model developed by Gao and Wampler [
25] was adopted. In general, it begins by applying Newton’s second law of motion and Hooke’s law formulas as:
By defining a function of the position of mass with respect to time as
x(
t)
= Acos(
ωt), Equation (3) becomes:
It can be obtained from Equation 4 that
. Since
ω = 2
πf, the frequency,
f, can be estimated using the following equation:
where
m is the total mass of the helmet and head dummy and
k1 and
k2 are the stiffness constants of the helmet and head dummy, respectively.
2.8. Head Injury Criterion Analysis
A head injury can be defined as any incident that results in trauma to the skull or brain. Among all injury criteria, HIC is the most globally used for measuring the severity of injury in the cases where the human head is engaged as the impacted mass. By measuring the energy required to cause concussive effects, a limit between impact intensities causing fatal and non-fatal injuries can be determined. The analytical expression of HIC is described by the following equation [
25]:
where
t1 and
t2 are the initial and final times (in seconds) of the interval, during which HIC attains a maximum value, and acceleration,
, is measured in gs (standard gravity acceleration). It is useful to note that the measurement in gs means that
is
a/
g, with
a as the head acceleration and
g as the acceleration of gravity in any compatible units. Therefore,
is defined as the normalized head acceleration. As an alternative, the overall normalized impact resistance index can be estimated for comparative purposes [
26,
27].
4. Conclusions
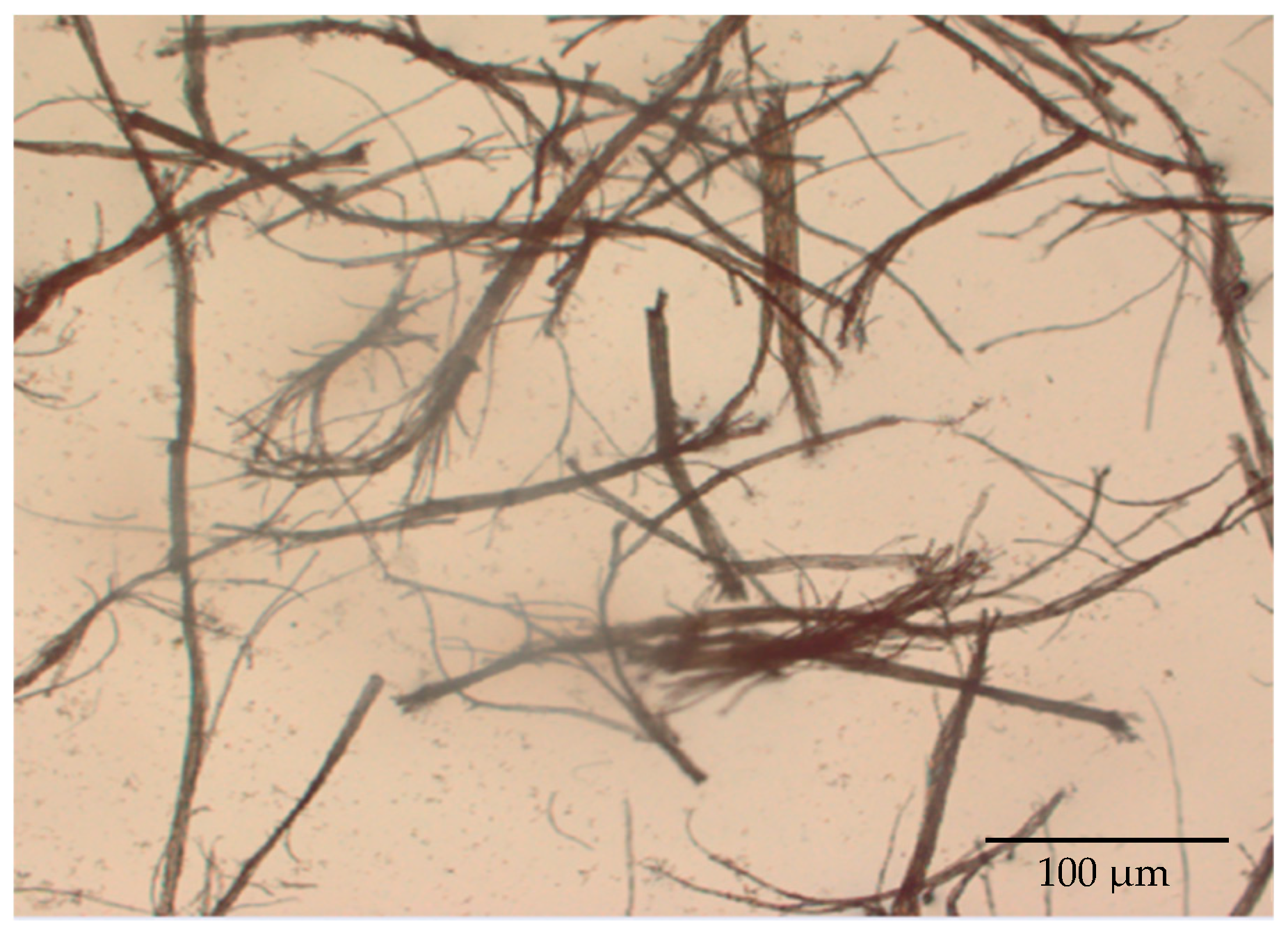
This study was carried out to evaluate the performance of helmet prototypes produced from acrylonitrile butadiene styrene composites filled with oil palm empty fruit bunch fibers. The mechanical properties of constituents for the helmet prototype have been characterized and presented. The presently fabricated fiber has a water content of less than 10%, density of 1.35 g/cm3, fiber length of 230.1 ± 95.3 μm, and fiber diameter of 58.5 ± 23.0 μm. The impact values for SN3 were the highest compared to SN1 and SN2, suggesting an improved impact strength for a higher filler content. Furthermore, it was also found that all HICs produced by the helmet prototypes were <850, as permitted by the SNI regulation. In closing, the prototype helmets are in practical agreement and conform to the Indonesian standard, SNI 1811-2007.







{kind=link}
{kind=link}
{kind=link}
{kind=link}