Ag3Sn Compounds Coarsening Behaviors in Micro-Joints


Abstract
1. Introduction
2. Experimental Procedure
3. Finite Element Analysis Procedure
4. Results and Discussion
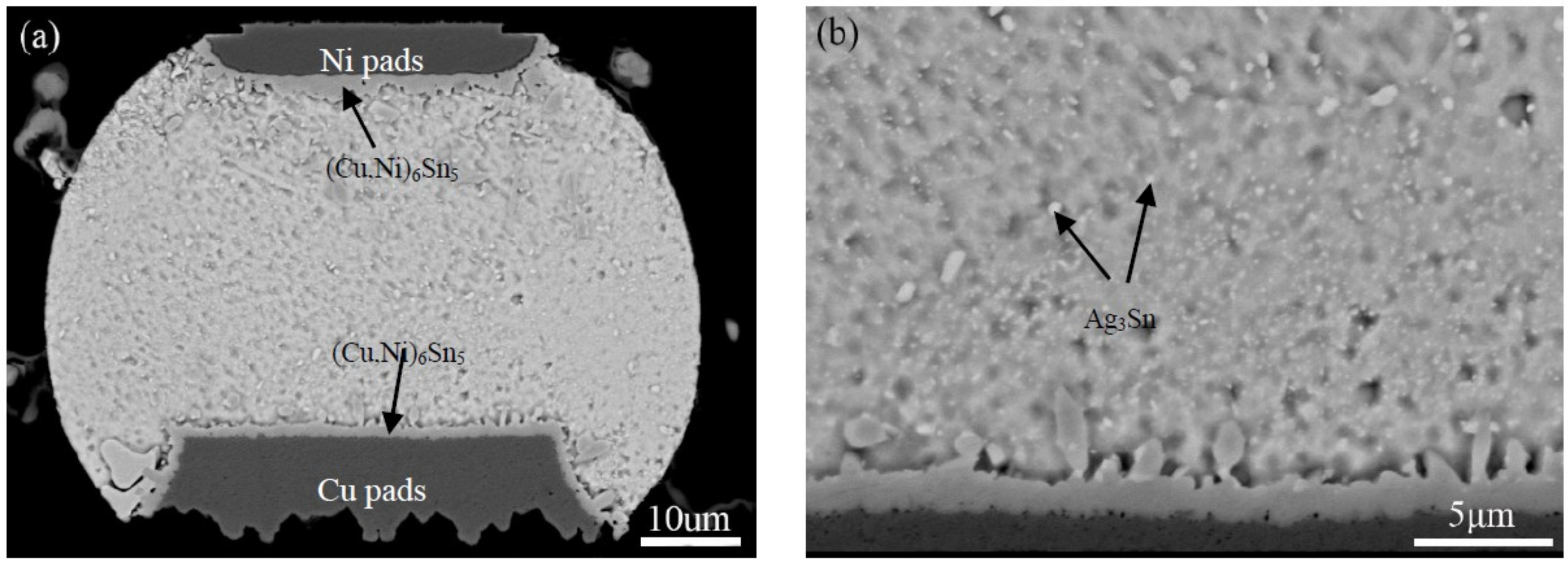
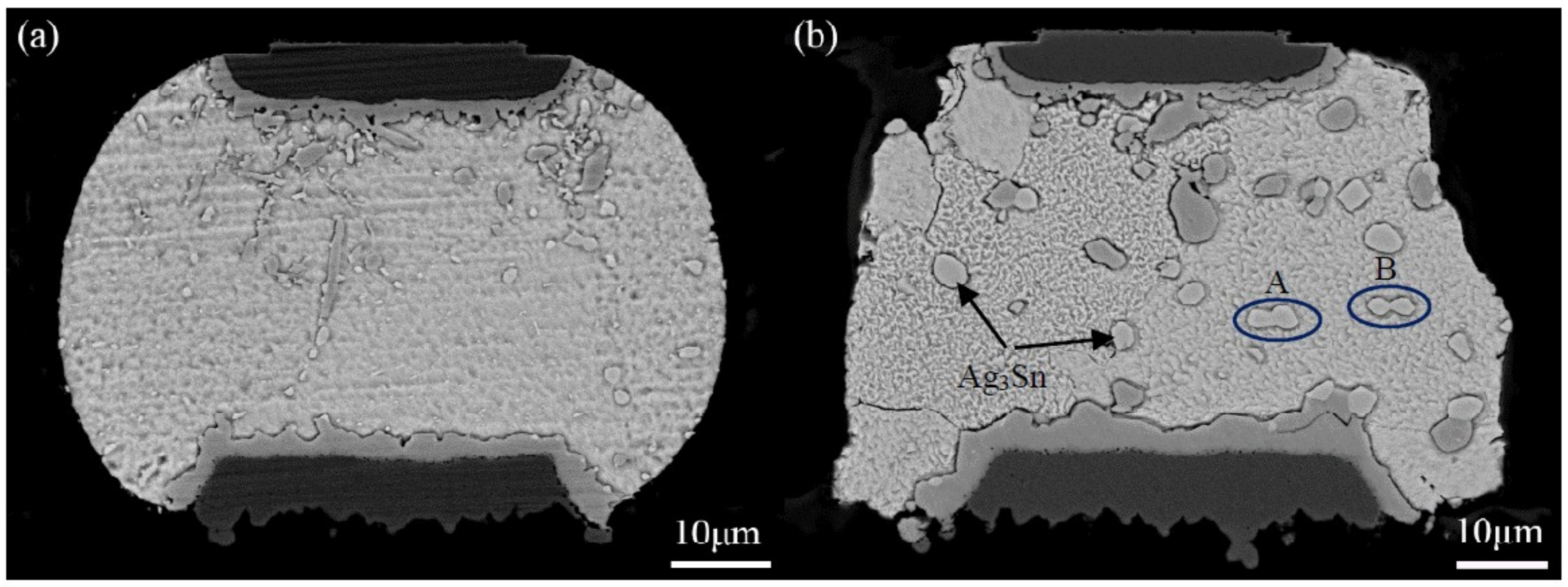
4.1. Coarsening Characteristic of Ag3Sn Compounds during TS Cycling
4.2. Coarsening Mechanisms of Ag3Sn Compounds
4.3. Coarsening Kinetics of Ag3Sn Compounds during TS Cycling
5. Conclusions
- The Ag3Sn particles grew and rapidly coarsened into the larger ones as TS cycles prolonged. Such coarsening behaviors are extremely evident during TS cycling compared to thermal aging. The influential factors consisted of the static aging and strain-enhanced aging in this coarsening process, and the latter was determined to have the predominant contribution through quantitative analysis.
- There are two types of coarsening modes co-existing in the Ag3Sn coarsening process during TS cycling, i.e., the Ostwald ripening and the Necking-coalescence. The presence of the necking-coalescence is mainly attributed to the higher thermally induced stress at the spaces between neighboring large Ag3Sn particles, and curvature gradients of bridged Ag3Sn particles.
- A kinetic model was established to predict the Ag3Sn coarsening in the SAC305 micro-joints of flip chip assemblies during TS cycling, incorporating two influential factors of the static aging and stain-enhanced aging. The growth exponent (n) and strain-enhanced coarsening kinetics constant (M) were calculated as 1.70 and 3.49 × 106 s, respectively. More significantly, the necking-coalescence was confirmed to be the predominant coarsening mode depending on the solute atoms transfer across the particle/solder matrix interface.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, Y.; Chu, Y.C.; Tu, K.N. Scaling effect of interfacial reaction on intermetallic compound formation in Sn/Cu pillar down to 1 μm diameter. Acta Mater. 2016, 117, 146–152. [Google Scholar] [CrossRef]
- Hsiao, H.Y.; Liu, C.M.; Lin, H.W.; Liu, T.C.; Lu, C.L.; Huang, Y.S.; Chen, C.; Tu, K.N. Unidirectional growth of microbumps on (111)-oriented and nanotwinned copper. Science 2012, 336, 1007. [Google Scholar] [CrossRef] [PubMed]
- Ho, C.E.; Lu, M.K.; Lee, P.T.; Huang, Y.H.; Chou, W.L.; Ho, C.E.; Lu, M.K.; Lee, P.T.; Huang, Y.H.; Chou, W.L. TEM investigation of interfacial microstructure and fracture mode of the Sn-Ag-Cu/Ni joint system. Mater. Sci. Eng. A 2017, 706, 269–278. [Google Scholar] [CrossRef]
- Hu, X.; Xu, T.; Keer, L.M.; Li, Y.; Jiang, X. Shear strength and fracture behavior of reflowed Sn3.0Ag0.5Cu/Cu solder joints under various strain rates. J. Alloy. Compd. 2017, 690, 720–729. [Google Scholar] [CrossRef]
- Chen, G.; Liu, L.; Silberschmidt, V.V.; Liu, C.; Wu, F.; Chan, Y.C. Microstructural evolution of 96.5Sn-3Ag-0.5Cu lead free solder reinforced with Nickel-coated graphene reinforcements under large temperature gradient. J. Mater. Sci. Mater. Electron. 2018, 29, 5253–5263. [Google Scholar] [CrossRef]
- Hu, X.; Xu, T.; Keer, L.M.; Li, Y.; Jiang, X. Microstructure evolution and shear fracture behavior of aged Sn3Ag0.5Cu/Cu solder joints. Mater. Sci. Eng. A 2016, 673, 167–177. [Google Scholar] [CrossRef]
- Osorio, W.R.; Leiva, D.R.; Peixoto, L.C.; Garcia, L.R.; Garcia, A. Mechanical properties of Sn-Ag lead-free solder alloys based on the dendritic array and Ag3Sn morphology. J. Alloy. Compd. 2013, 562, 194–204. [Google Scholar] [CrossRef]
- Kanjilal, A.; Jangid, V.; Kumar, P. Critical evaluation of creep behavior of Sn-Ag-Cu solder alloys over wide range of temperatures. Mater. Sci. Eng. A 2017, 703, 144–153. [Google Scholar] [CrossRef]
- Mukherjee, S.; Chauhan, P.; Osterman, M.; Dasgupta, A.; Pecht, M. Mechanistic prediction of the effect of microstructural coarsening on creep response of SnAgCu solder joints. J. Electron. Mater. 2016, 45, 3712–3725. [Google Scholar] [CrossRef]
- Garami, T.; Krammer, O. Quantitative analyses of Ag3Sn intermetallic compound formation in SnAgCu solder alloys. J. Mater. Sci.-Mater. Electron. 2015, 26, 8540–8547. [Google Scholar] [CrossRef]
- Lee, H.T.; Huang, K.C. Effects of cooling rate on the microstructure and morphology of Sn-3.0Ag-0.5Cu solder. J. Electron. Mater. 2016, 45, 182–190. [Google Scholar] [CrossRef]
- Shnawah, D.A.; Sabri, M.F.M.; Badruddin, I.A.; Said, S.B.M.; Ariga, T.; Che, F.X. Effect of Ag content and the minor alloying element Fe on the mechanical properties and microstructural stability of Sn-Ag-Cu solder alloy under high-temperature annealing. J. Electron. Mater. 2013, 42, 470–484. [Google Scholar] [CrossRef]
- Shnawah, D.A.; Sabri, M.F.M.; Badruddin, I.A.; Said, S.B.M.; Bashir, M.B.A.; Sharif, N.M.; Elsheikh, M.H. Study on coarsening of Ag3Sn intermetallic compound in the Fe-modified Sn-1Ag-0.5Cu solder alloys. J. Alloy. Compd. 2015, 622, 184–188. [Google Scholar] [CrossRef]
- Liu, L.; Chen, Z.; Liu, C.; Wu, Y.; An, B. Micro-mechanical and fracture characteristics of Cu6Sn5 and Cu3Sn intermetallic compounds under micro-cantilever bending. Intermetallics 2016, 76, 10–17. [Google Scholar] [CrossRef]
- Che, F.X.; Pang, J.H.L. Characterization of imc layer and its effect on thermomechanical fatigue life of Sn-3.8Ag-0.7Cu solder joints. J. Alloy. Compd. 2012, 541, 6–13. [Google Scholar] [CrossRef]
- Yu, J.J.; Wu, J.Y.; Yang, S.; Kao, C.R. Effect of Ag Concentration on Ni/Sn-xAg/Ni Micro Joints under Space Confinement. In Proceedings of the International Conference on Electronic Packaging and Imaps All Asia Conference, Kyoto, Japan, 14–17 April 2015; pp. 842–845. [Google Scholar]
- Sabri, M.F.M.; Shnawah, D.A.; Badruddin, I.A.; Said, S.B.M. Effects of aging on Sn-1Ag-0.5Cu solder alloys containing 0.1 wt.% and 0.5 wt.% Al. J. Alloy. Compd. 2014, 582, 437–446. [Google Scholar] [CrossRef]
- Yang, T.L.; Yu, J.J.; Shih, W.L.; Hsueh, C.H.; Kao, C.R. Effects of silver addition on Cu-Sn microjoints for chip-stacking applications. J. Alloy. Compd. 2014, 605, 193–198. [Google Scholar] [CrossRef]
- Su, Y.P.; Wu, C.S.; Ouyang, F.Y. Asymmetrical precipitation of Ag3Sn intermetallic compounds induced by thermomigration of Ag in Pb-free microbumps during solid-state aging. J. Electron. Mater. 2016, 45, 30–37. [Google Scholar] [CrossRef]
- Gao, F.; Nishikawa, H.; Takemoto, T. Intermetallics evolution in Sn-3.5Ag based lead-free solder matrix on an OSP Cu finish. J. Electron. Mater. 2007, 36, 1630–1634. [Google Scholar] [CrossRef]
- Collins, M.N.; Dalton, E.; Punch, J. Microstructural influences on thermomechanical fatigue behaviour of third generation high Ag content Pb-free solder alloys. J. Alloy. Compd. 2016, 688, 164–170. [Google Scholar] [CrossRef]
- Choudhury, S.F.; Ladani, L. Local shear stress-strain response of Sn-3.5Ag/Cu solder joint with high fraction of intermetallic compounds: Experimental analysis. J. Alloy. Compd. 2016, 680, 665–676. [Google Scholar] [CrossRef]
- Qi, L.; Huang, J.; Zhao, X.; Zhang, H. Effect of thermal-shearing cycling on Ag3Sn microstructural coarsening in SnAgCu solder. J. Alloy. Compd. 2009, 469, 102–107. [Google Scholar] [CrossRef]
- Yin, L.; Wentlent, L.; Yang, L.; Arfaei, B.; Oasaimeh, A.; Borgesen, P. Recrystallization and precipitate coarsening in Pb-free solder joints during thermomechanical fatigue. J. Electron. Mater. 2012, 41, 241–252. [Google Scholar] [CrossRef]
- Dutta, I.; Kumar, P.; Subbarayan, G. Microstructural coarsening in Sn-Ag-based solders and its effects on mechanical properties. JOM 2009, 61, 29–38. [Google Scholar] [CrossRef]
- Dutta, I.; Pan, D.; Marks, R.A.; Jadhav, S.G. Effect of thermo-mechanically induced microstructural coarsening on the evolution of creep response of SnAg-based microelectronic solders. Mater. Sci. Eng. A 2005, 410–411, 48–52. [Google Scholar] [CrossRef]
- Huang, M.L.; Yang, F. Solder size effect on early stage interfacial intermetallic compound evolution in wetting reaction of Sn3.0Ag0.5Cu/ENEPIG joints. J. Mater. Sci. Technol. 2015, 31, 252–256. [Google Scholar] [CrossRef]
- Le, V.N.; Benabou, L.; Tao, Q.B.; Etgens, V. Modeling of intergranular thermal fatigue cracking of a lead-free solder joint in a power electronic module. Int. J. Solids Struct. 2016, 106–107, 1–12. [Google Scholar] [CrossRef]
- Tian, Y.; Liu, X.; Chow, J.; Wu, Y.P.; Sitaraman, S.K. Experimental evaluation of SnAgCu solder joint reliability in 100-μm pitch flip-chip assemblies. Microelectron. Reliab. 2014, 54, 939–944. [Google Scholar] [CrossRef]
- Otiaba, K.C.; Bhatti, R.S.; Ekere, N.N.; Mallik, S.; Ekpu, M. Finite element analysis of the effect of silver content for Sn-Ag-Cu alloy compositions on thermal cycling reliability of solder die attach. Eng. Fail. Anal. 2012, 28, 192–207. [Google Scholar] [CrossRef]
- Qin, H.B.; Zhang, X.P.; Zhou, M.B.; Zeng, J.B.; Mai, Y.W. Size and constraint effects on mechanical and fracture behavior of micro-scale Ni/Sn3.0Ag0.5cu/Ni solder joints. Mater. Sci. Eng. A 2014, 617, 14–23. [Google Scholar] [CrossRef]
- Tian, Y.; Liu, X.; Chow, J.; Wu, Y.P.; Sitaraman, S.K. Comparison of Sn-Ag-Cu solder alloy intermetallic compound growth under different thermal excursions for fine-pitch flip-chip assemblies. J. Electron. Mater. 2013, 42, 2724–2731. [Google Scholar] [CrossRef]
- Lis, A.; Kicin, S.; Brem, F.; Leinenbach, C. Thermal stress assessment for transient liquid-phase bonded Si chips in high-power modules using experimental and numerical methods. J. Electron. Mater. 2017, 46, 729–741. [Google Scholar] [CrossRef]
- Maleki, M.; Cugnoni, J.; Botsis, J. Isothermal ageing of SnAgCu solder alloys: Three-dimensional morphometry analysis of microstructural evolution and its effects on mechanical response. J. Electron. Mater. 2014, 43, 1026–1042. [Google Scholar] [CrossRef]
- Ardell, A.J.; Ozolins, V. Trans-interface diffusion-controlled coarsening. Nat. Mater. 2005, 4, 309–316. [Google Scholar] [CrossRef]
- Kang, J.; Conrad, H. Microstructure coarsening during static annealing of 60Sn40Pb solder joints: II eutectic coarsening kinetics. J. Electron. Mater. 2001, 30, 1303–1307. [Google Scholar]
- Allen, S.L.; Notis, M.R.; Chromik, R.R.; Vinci, R.P.; Lewis, D.J.; Schaefer, R. Microstructural evolution in lead-free solder alloys: Part II. Directionally solidified Sn-Ag-Cu, Sn-Cu and Sn-Ag. J. Mater. Res. 2004, 19, 1425–1431. [Google Scholar] [CrossRef]
- Dutta, I. A constitutive model for creep of lead-free solders undergoing strain-enhanced microstructural coarsening: A first report. J. Electron. Mater. 2003, 32, 201–207. [Google Scholar] [CrossRef]
- Pang, J.H.L.; Xu, L.; Shi, X.Q.; Zhou, W.; Ngoh, S.L. Intermetallic growth studies on Sn-Ag-Cu lead-free solder joints. J. Electron. Mater. 2004, 33, 1219–1226. [Google Scholar] [CrossRef]
- Sahaym, U.; Talebanpour, B.; Seekins, S.; Dutta, I.; Kumar, P.; Borgesen, P. Recrystallization and Ag3Sn particle redistribution during thermomechanical treatment of bulk Sn-Ag-Cu solder alloys. IEEE Trans. Compon. Packag. Manuf. Technol. 2013, 3, 1868–1875. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Elastic Modulus (GPa) | CTE (10−6/°C) | Posson’s Ratio |
|---|---|---|---|
| Ni | 200 | 13.4 | 0.31 |
| Cu | 120 | 17 | 0.35 |
| Ag3Sn | 74.5 | 20 | 0.35 |
| Analysis Sites | Composition (at.%) | Phase | ||||
|---|---|---|---|---|---|---|
| Ni | Cu | Sn | P | Ag | ||
| Chip side | 15.11 | 36.52 | 48.37 | - | - | (Cu,Ni)6Sn5 |
| Solder matrix | - | - | 78.16 | - | 21.84 | Ag3Sn |
| Substrate side | 6.27 | 50.06 | 43.67 | - | - | (Cu,Ni)6Sn5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, Y.; Ren, N.; Zhao, Z.; Wu, F.; Sitaraman, S.K. Ag3Sn Compounds Coarsening Behaviors in Micro-Joints. Materials 2018, 11, 2509. https://doi.org/10.3390/ma11122509
Tian Y, Ren N, Zhao Z, Wu F, Sitaraman SK. Ag3Sn Compounds Coarsening Behaviors in Micro-Joints. Materials. 2018; 11(12):2509. https://doi.org/10.3390/ma11122509
Chicago/Turabian StyleTian, Ye, Ning Ren, Zhihua Zhao, Fengshun Wu, and Suresh K. Sitaraman. 2018. "Ag3Sn Compounds Coarsening Behaviors in Micro-Joints" Materials 11, no. 12: 2509. https://doi.org/10.3390/ma11122509
APA StyleTian, Y., Ren, N., Zhao, Z., Wu, F., & Sitaraman, S. K. (2018). Ag3Sn Compounds Coarsening Behaviors in Micro-Joints. Materials, 11(12), 2509. https://doi.org/10.3390/ma11122509