Study on the Tribological Performance of Copper-Based Powder Metallurgical Friction Materials with Cu-Coated or Uncoated Graphite Particles as Lubricants

Abstract
:1. Introduction
2. Experiments
2.1. Materials
2.2. Friction and Wear Test
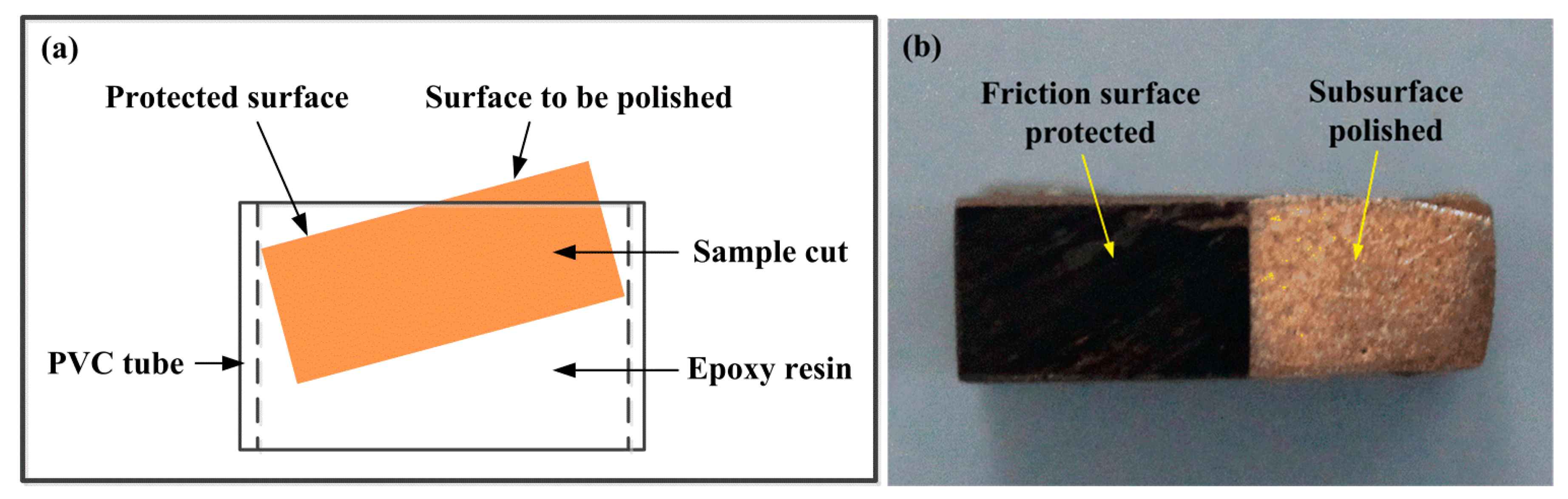
2.3. Materials Analysis and Characterization
3. Results and Discussion
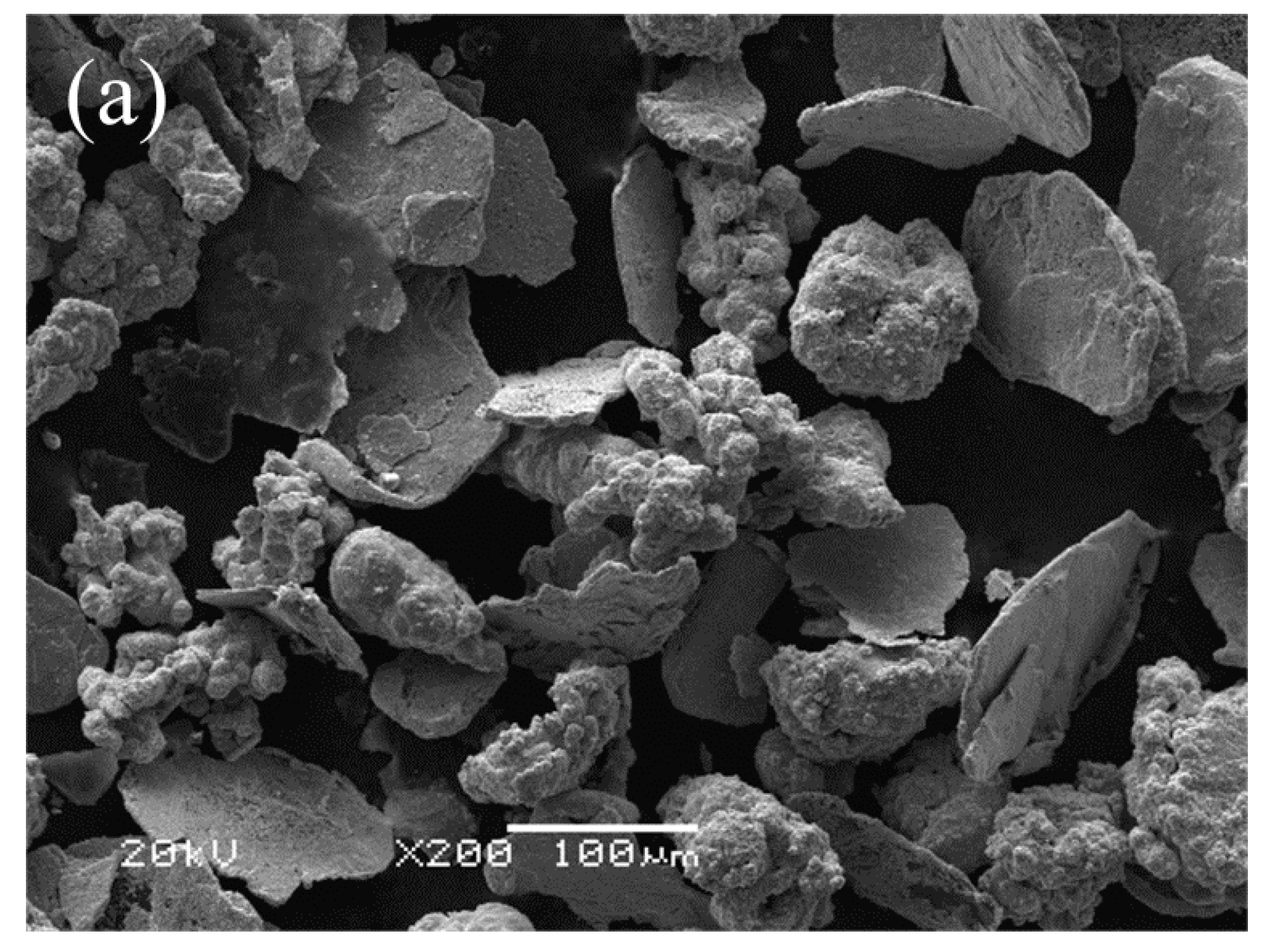
3.1. Materials Feature
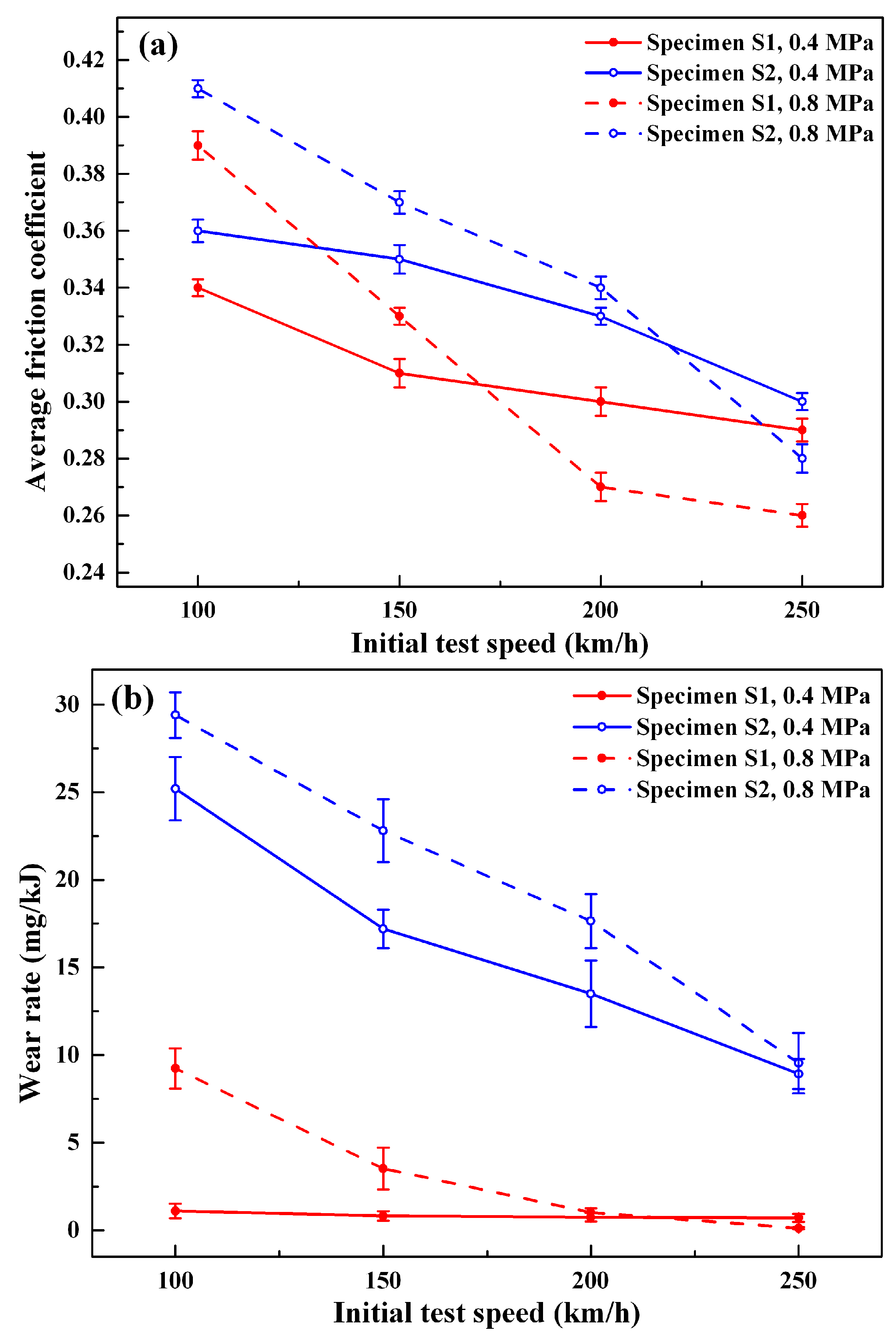
3.2. Average Friction Coefficient and Wear Rate
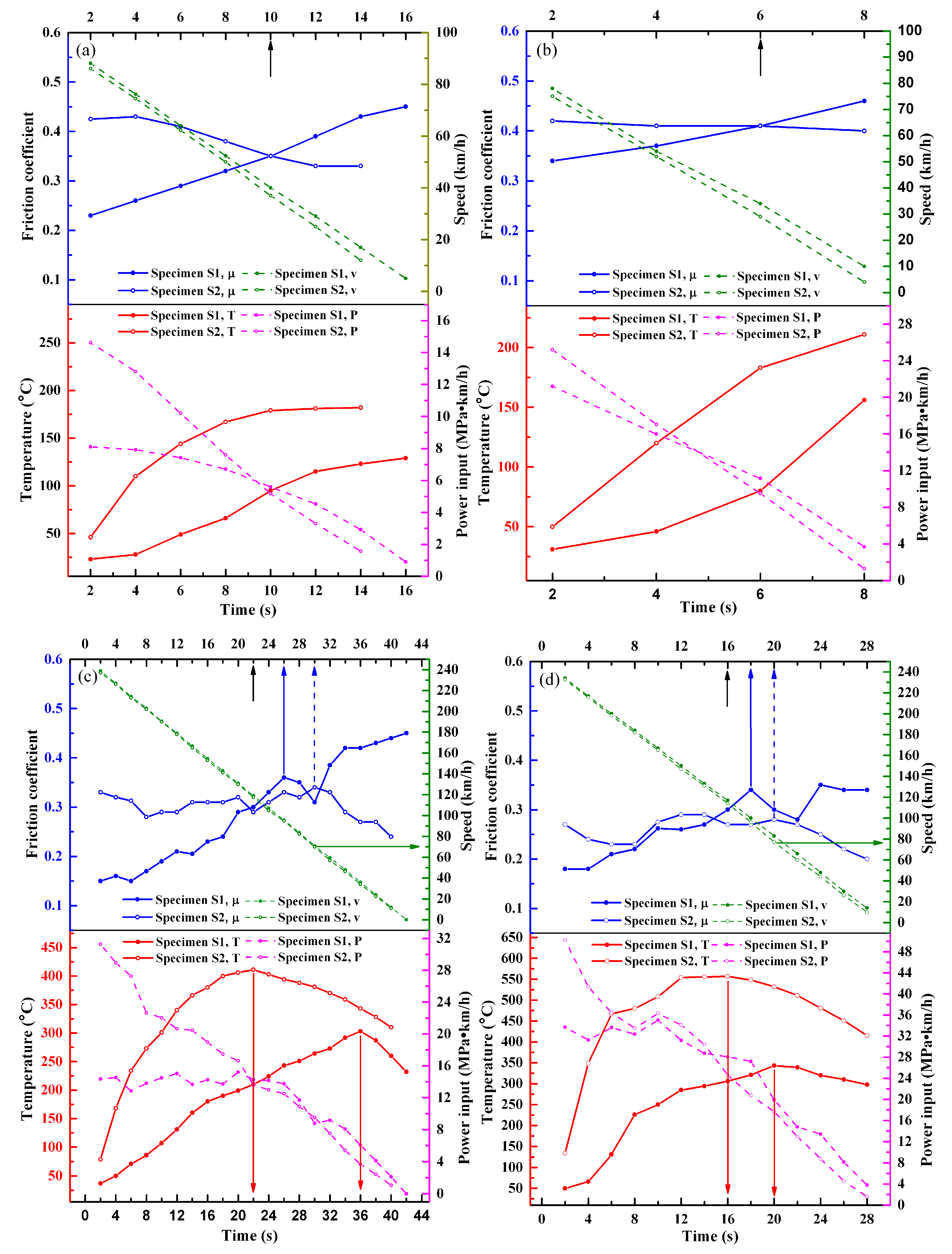
3.3. Instantaneous Friction Coefficient and Friction Temperature
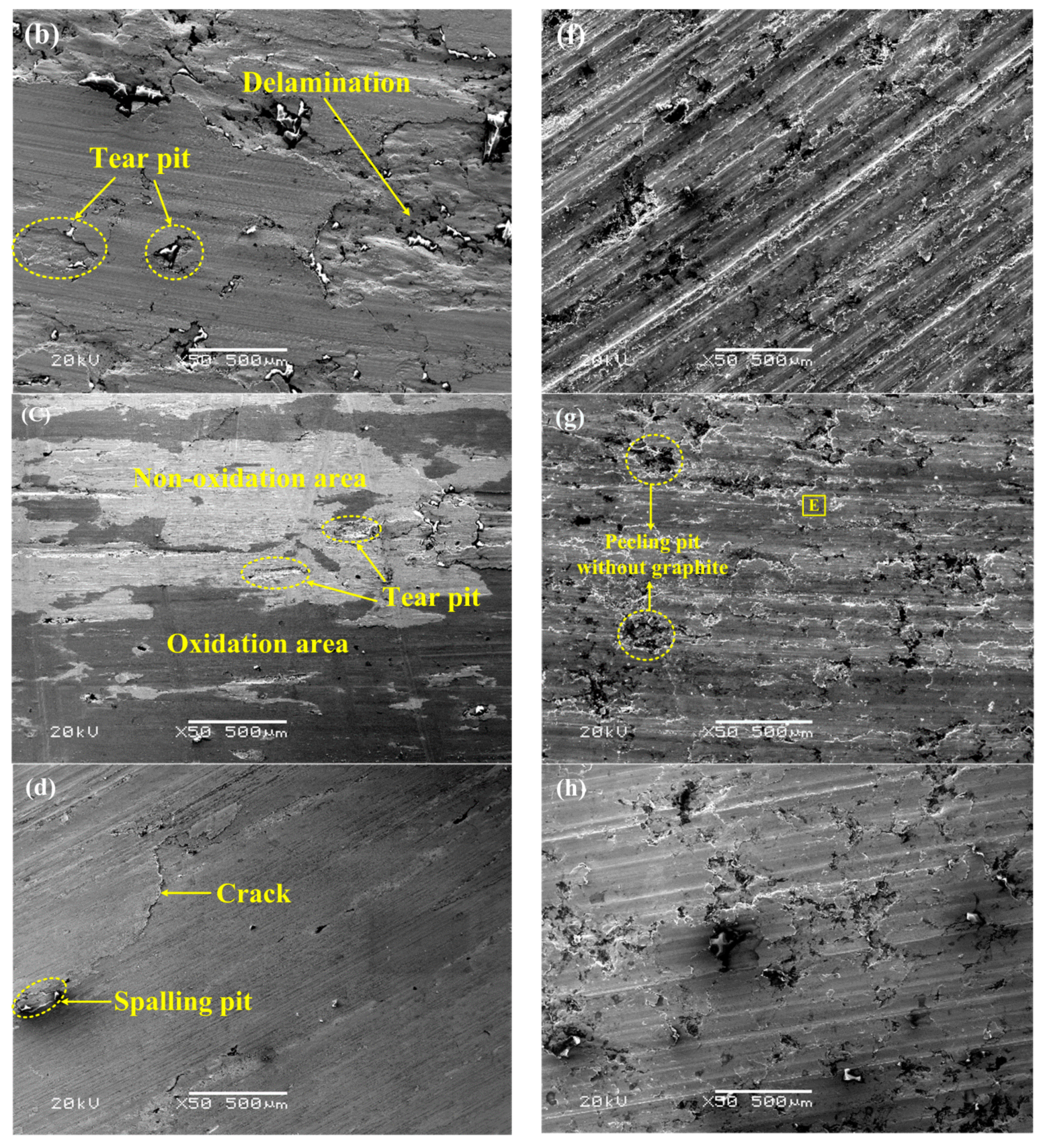
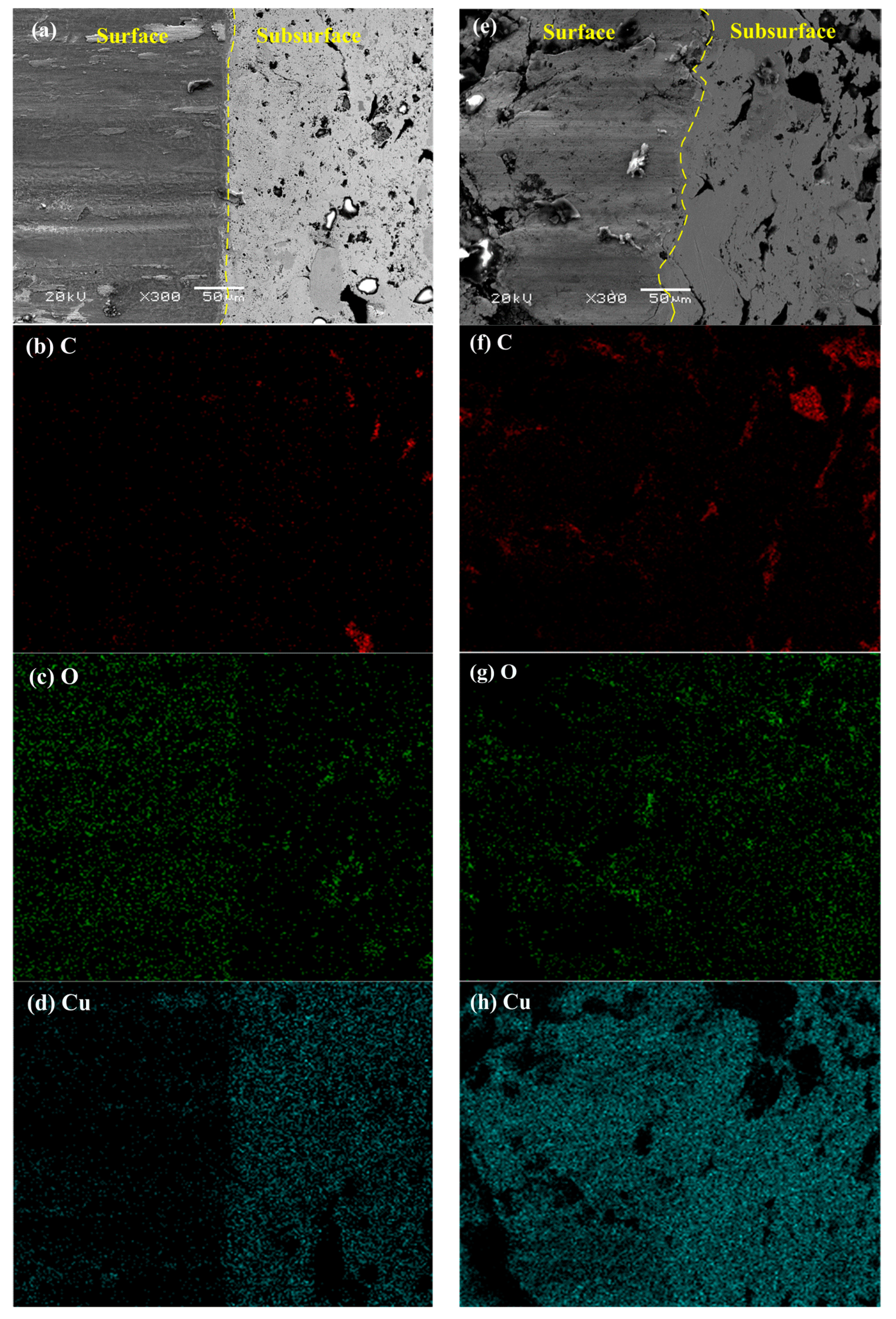
3.4. Wear Mechanisms under Different Conditions
3.5. Phase Composition
4. Conclusions
- Under the same content of graphite, with the lubricant of Cu-coated graphite, the hardness, relative density, thermal conductivity, and interfacial bonding between the graphite and matrix of the copper-based powder metallurgical material can be greatly improved.
- Under the same test condition, the average friction coefficient and wear rate of specimen S1 are both lower than those of specimen S2. The higher friction coefficient of specimen S2 is beneficial for braking, but it can also increase the wear of material.
- Under a low initial test speed, the variations of the instantaneous friction coefficient for specimen S1 at two pressures both show an uptrend, but the variations of it for specimen S2 at two pressures almost show a downtrend. Under a high initial test speed, when the braking process reaches a certain stage, the decrease in the instantaneous friction coefficient occurs obviously in specimen S1 at each pressure, and the friction coefficient then increases again. For specimen S2 at each pressure, the instantaneous friction coefficient firstly decreases, and then after a stage of fluctuation, it keeps decreasing to the end.
- The friction temperature of specimen S1 at each condition is much lower than that of specimen S2. At a low initial test speed, for the two specimens at each pressure, the friction temperature increases with time. At a high initial test speed, when the braking process reaches a certain stage, the temperature decline arises in both of the two specimens at each pressure.
- Due to the great delamination effect on the surface of specimen S2, the wear of it is more serious than that of specimen S1. A high speed is favorable to the formation of friction films on the surface for the two specimens. The friction films of specimen S1 contain more graphite and less oxide, and show low continuity; however, the friction films of specimen S1 mainly consist of oxide and show high continuity.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
References
- Uyyuru, R.K.; Surappa, M.K.; Brusethaug, S. Tribological behavior of Al–Si-SiCp composites/automobile brake pad system under dry sliding conditions. Tribol. Int. 2007, 40, 365–373. [Google Scholar] [CrossRef]
- Kurt, A.; Boz, M. Wear behavior of organic asbestos based and bronze based powder metal brake linings. Mater. Des. 2005, 26, 717–721. [Google Scholar] [CrossRef]
- Peng, T.; Yan, Q.; Li, G.; Zhang, X.; Wen, Z.; Jin, X. The braking behaviors of Cu-based metallic brake pad for high speed train under different initial braking speed. Tribol. Lett. 2017, 65, 135. [Google Scholar] [CrossRef]
- Liew, K.W.; Nirmal, U. Frictional performance evaluation of newly designed brake pad materials. Mater. Des. 2013, 48, 25–33. [Google Scholar] [CrossRef]
- Kovacik, J.; Emmer, S.; Bielek, J.; Kelesi, L. Effect of composition on friction coefficient of Cu–graphite composites. Wear 2008, 265, 417–421. [Google Scholar] [CrossRef]
- Akhlaghi, F.; Zare-Bidaki, A. Influence of graphite content on the dry sliding and oil impregnated sliding wear behavior of Al 2024-graphite composites produced by in situ powder metallurgy method. Wear 2009, 266, 37–45. [Google Scholar] [CrossRef]
- Ma, W.L.; Lu, J.J. Effect of sliding speed on surface modification and tribological behavior of copper-graphite composite. Tribol. Lett. 2011, 41, 363–370. [Google Scholar] [CrossRef]
- Prabhu, T.R. Effects of solid lubricants, load, and sliding speed on the tribological behavior of silica reinforced composites using design of experiments. Mater. Des. 2015, 77, 149–160. [Google Scholar] [CrossRef]
- Samal, C.P.; Parihar, J.S.; Chaira, D. The effect of milling and sintering techniques on mechanical properties of Cu-graphite metal matrix composite prepared by powder metallurgy route. J. Alloys Compd. 2013, 569, 95–101. [Google Scholar] [CrossRef]
- Wang, D.J.; Yuan, H.; Qiang, J.M. The microstructure evolution, mechanical properties and densification mechanism of TiAl-based alloys prepared by spark plasma sintering. Metals 2017, 7, 201. [Google Scholar] [CrossRef]
- Gilardi, R.; Alzati, L.; Thiam, M.; Brunel, J.F.; Desplanques, Y.; Dufrenoy, P.; Sharma, S.; Bijwe, J. Copper substitution and noise reduction in brake pads: Graphite type selection. Materials 2012, 5, 2258–2269. [Google Scholar] [CrossRef]
- Moustafa, S.F.; El-Badry, S.A.; Sanad, A.M.; Kieback, B. Friction and wear of copper-graphite composites made with Cu-coated and uncoated graphite powders. Wear 2002, 253, 699–710. [Google Scholar] [CrossRef]
- Cui, G.J.; Niu, M.Y.; Zhu, S.Y.; Yang, J.; Bi, Q.L. Dry-sliding tribological properties of bronze-graphite composites. Tribol. Lett. 2012, 48, 111–122. [Google Scholar] [CrossRef]
- Zhao, J.H.; Li, P.; Tang, Q.; Zhang, Y.Q.; He, J.S.; He, K. Influence of metal-coated graphite powders on microstructure and properties of the bronze-matrix/graphite composites. J. Mater. Eng. Perform. 2017, 26, 792–801. [Google Scholar] [CrossRef]
- Jiao, M.H.; Yin, Y.G.; Yu, J.W.; Xie, T.; Du, C.K.; Liu, K.; Wu, Y.C. Influence of surface metallization of graphite on tribological properties of Cu-matrix/graphite composite materials. Chin. J. Nonferr. Metals 2007, 17, 1637–1643. [Google Scholar]
- Yin, Y.G.; Du, C.K.; Jiao, M.H.; Yu, J.W.; Xie, T.; Liu, K. Study on copper matrix composite containing copper-coated graphite particles. Trans. Mater. Heat Treat. 2007, 28, 40–44. [Google Scholar]
- Park, S.H.; Kim, D.B.; Lee, R.G.; SON, I.J. Thermal conductivity and microstructure of copper coated graphite composite by spark plasma sintering process. Arch. Met. Mater. 2017, 62, 1303–1306. [Google Scholar] [CrossRef]
- Su, L.L.; Gao, F.; Han, X.M.; Fu, R.; Zhang, E. Tribological behavior of copper-graphite powder third body on copper-based friction materials. Tribol. Lett. 2015, 60, 30. [Google Scholar] [CrossRef]
- Fu, R.; Gao, F.; Shen, H.J.; Song, B.Y. Friction property of Cu-Fe-based powder metallurgy materials under dry and wet friction conditions. Nonferr. Metals 2011, 63, 32–37. [Google Scholar] [CrossRef]
- Scharf, T.; Singer, I. Role of the transfer film on the friction and wear of metal carbide reinforced amorphous carbon coatings during run-in. Tribol. Lett. 2009, 36, 43–53. [Google Scholar] [CrossRef]
- Dwivedi, D.K. Sliding temperature and wear behavior of cast Al-Si-Mg alloy. Mater. Sci. Eng. A 2004, 382, 328–334. [Google Scholar] [CrossRef]
- Wilson, S.; Alpas, A.T. Thermal effects on mild wear transitions in dry sliding of an aluminum alloy. Wear 1999, 225, 440–449. [Google Scholar] [CrossRef]
- Kato, H.; Takama, M.; Iwai, Y.; Washida, K.; Sasaki, Y. Wear and mechanical properties of sintered copper-tin composites containing graphite or molybdenum disulfide. Wear 2003, 255, 573–578. [Google Scholar] [CrossRef]
- Xiong, X.; Chen, J.; Yao, P.P.; Li, S.P.; Huang, B.Y. Friction and wear behavior and mechanisms of Fe and SiO2 in Cu-based P/M friction materials. Wear 2007, 262, 478–482. [Google Scholar] [CrossRef]
- Fu, R.; Gao, F.; Song, B.Y.; Wang, Y.H. Tribological behavior of copper-graphite friction materials. Tribology 2010, 30, 480–484. [Google Scholar]
- Wei, M.X.; Chen, K.M.; Wang, S.Q.; Cui, X.H. Analysis for wear behaviors of oxidative wear. Tribol. Lett. 2011, 42, 1–7. [Google Scholar] [CrossRef]
- Su, L.L.; Gao, F.; Han, X.M.; Chen, J.G. Effect of copper powder third body on tribological property of copper-based friction materials. Tribol. Int. 2015, 90, 420–425. [Google Scholar] [CrossRef]
- Hong, U.S.; Jung, S.L.; Cho, K.H.; Kim, S.J.; Jang, H. Wear mechanism of multiphase friction materials with different phenolic resin matrices. Wear 2009, 266, 739–744. [Google Scholar] [CrossRef]
- Kovalchenko, A.M.; Fushchich, O.I.; Danyluk, S. The tribological properties and mechanism of wear of Cu-based sintered powder materials containing molybdenum disulfide and molybdenum disulfide under unlubricated sliding against copper. Wear 2012, 290, 106–123. [Google Scholar] [CrossRef]
- Verma, P.C.; Ciudin, R.; Bonfanti, A.; Aswath, P.; Straffelini, G. Role of the friction layer in the high-temperature pin-on-disc study of a brake material. Wear 2016, 346, 56–65. [Google Scholar] [CrossRef]
- Straffelini, G.; Trabueeo, D.; Molinari, A. Oxidative wear of heat-treated steels. Wear 2001, 250, 485–491. [Google Scholar] [CrossRef]
- Cui, X.H.; Wang, S.Q.; Wang, F.; Chen, K.M. Research on oxidation wear mechanism of the cast steels. Wear 2008, 265, 468–476. [Google Scholar] [CrossRef]
- So, H. The mechanism of oxidational wear. Wear 1995, 184, 161–167. [Google Scholar] [CrossRef]
- Fu, R.; Song, B.Y.; Gao, F.; Yun, X.B. Effect of friction conditions on friction properties of braking materials used for trains. Chin. J. Nonferr. Metals 2008, 18, 1223–1230. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Type | Content of Components (wt.%) | Hardness (HB) | Relative Density (%) | Thermal Conductivity Coefficient (W/mK) | |||||
|---|---|---|---|---|---|---|---|---|---|
| Cu | Fe | SiO2 | Sn | Cu-Coated Graphite | Uncoated Graphite | ||||
| Specimen S1 | 74 | 10 | 4 | 4 | 8 | 0 | 93 | 98.8 | 119.1 |
| Specimen S2 | 78 | 10 | 4 | 4 | 0 | 4 | 70 | 91.6 | 70.3 |
| Group Number | Specimens | P (MPa) | v0 (km/h) | Braking Time (s) | Average Friction Coefficient | Wear Rate (mg/kJ) | Maximum Friction Temperature (°C) |
|---|---|---|---|---|---|---|---|
| 1 | S1 | 0.4 | 100 | 17.4 | 0.34 | 1.10 | 128.7 |
| 2 | S1 | 0.4 | 150 | 25.3 | 0.31 | 0.81 | |
| 3 | S1 | 0.4 | 200 | 34.2 | 0.30 | 0.74 | |
| 4 | S1 | 0.4 | 250 | 42.6 | 0.29 | 0.71 | 303.1 |
| 5 | S1 | 0.8 | 100 | 9.6 | 0.39 | 9.23 | 156.1 |
| 6 | S1 | 0.8 | 150 | 15.5 | 0.33 | 3.52 | |
| 7 | S1 | 0.8 | 200 | 24.1 | 0.27 | 1.01 | |
| 8 | S1 | 0.8 | 250 | 29.9 | 0.26 | 0.12 | 342.6 |
| 9 | S2 | 0.4 | 100 | 15.5 | 0.36 | 25.20 | 182.2 |
| 10 | S2 | 0.4 | 150 | 24.3 | 0.35 | 17.21 | |
| 11 | S2 | 0.4 | 200 | 32.5 | 0.33 | 13.51 | |
| 12 | S2 | 0.4 | 250 | 41.9 | 0.30 | 8.92 | 411.6 |
| 13 | S2 | 0.8 | 100 | 8.3 | 0.41 | 29.40 | 211.4 |
| 14 | S2 | 0.8 | 150 | 13.5 | 0.37 | 22.81 | |
| 15 | S2 | 0.8 | 200 | 18.5 | 0.34 | 17.64 | |
| 16 | S2 | 0.8 | 250 | 29.0 | 0.28 | 9.54 | 557.5 |
| Area | Content of Elements (wt.%) | |||||
|---|---|---|---|---|---|---|
| C | O | Si | Sn | Fe | Cu | |
| A | 5.65 | 0.82 | 0 | 4.89 | 1.23 | 87.41 |
| B | 0 | 0 | 0 | 0 | 100 | 0 |
| C | 95.43 | 0.99 | 0.33 | 1.11 | 0.57 | 1.57 |
| D | 4.74 | 48.84 | 44.66 | 0 | 0.92 | 0.84 |
| Area | Content of Elements (wt.%) | ||||
|---|---|---|---|---|---|
| C | O | Si | Fe | Cu | |
| A | 4.27 | 26.99 | 3.61 | 57.72 | 7.41 |
| B | 8.83 | 5.43 | 0.44 | 17.28 | 68.02 |
| C | 12.79 | 4.56 | 2.74 | 2.94 | 76.97 |
| D | 89.93 | 1.11 | 0.28 | 0.47 | 8.31 |
| E | 42.47 | 13.97 | 2.55 | 19.10 | 21.91 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zhang, Y.; Du, S.; Yang, Z.; He, T.; Li, Z. Study on the Tribological Performance of Copper-Based Powder Metallurgical Friction Materials with Cu-Coated or Uncoated Graphite Particles as Lubricants. Materials 2018, 11, 2016. https://doi.org/10.3390/ma11102016
Zhang X, Zhang Y, Du S, Yang Z, He T, Li Z. Study on the Tribological Performance of Copper-Based Powder Metallurgical Friction Materials with Cu-Coated or Uncoated Graphite Particles as Lubricants. Materials. 2018; 11(10):2016. https://doi.org/10.3390/ma11102016
Chicago/Turabian StyleZhang, Xin, Yongzhen Zhang, Sanming Du, Zhenghai Yang, Tiantian He, and Zhen Li. 2018. "Study on the Tribological Performance of Copper-Based Powder Metallurgical Friction Materials with Cu-Coated or Uncoated Graphite Particles as Lubricants" Materials 11, no. 10: 2016. https://doi.org/10.3390/ma11102016