Investigation on an Innovative Method for High-Speed Low-Damage Micro-Cutting of CFRP Composites with Diamond Dicing Blades


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
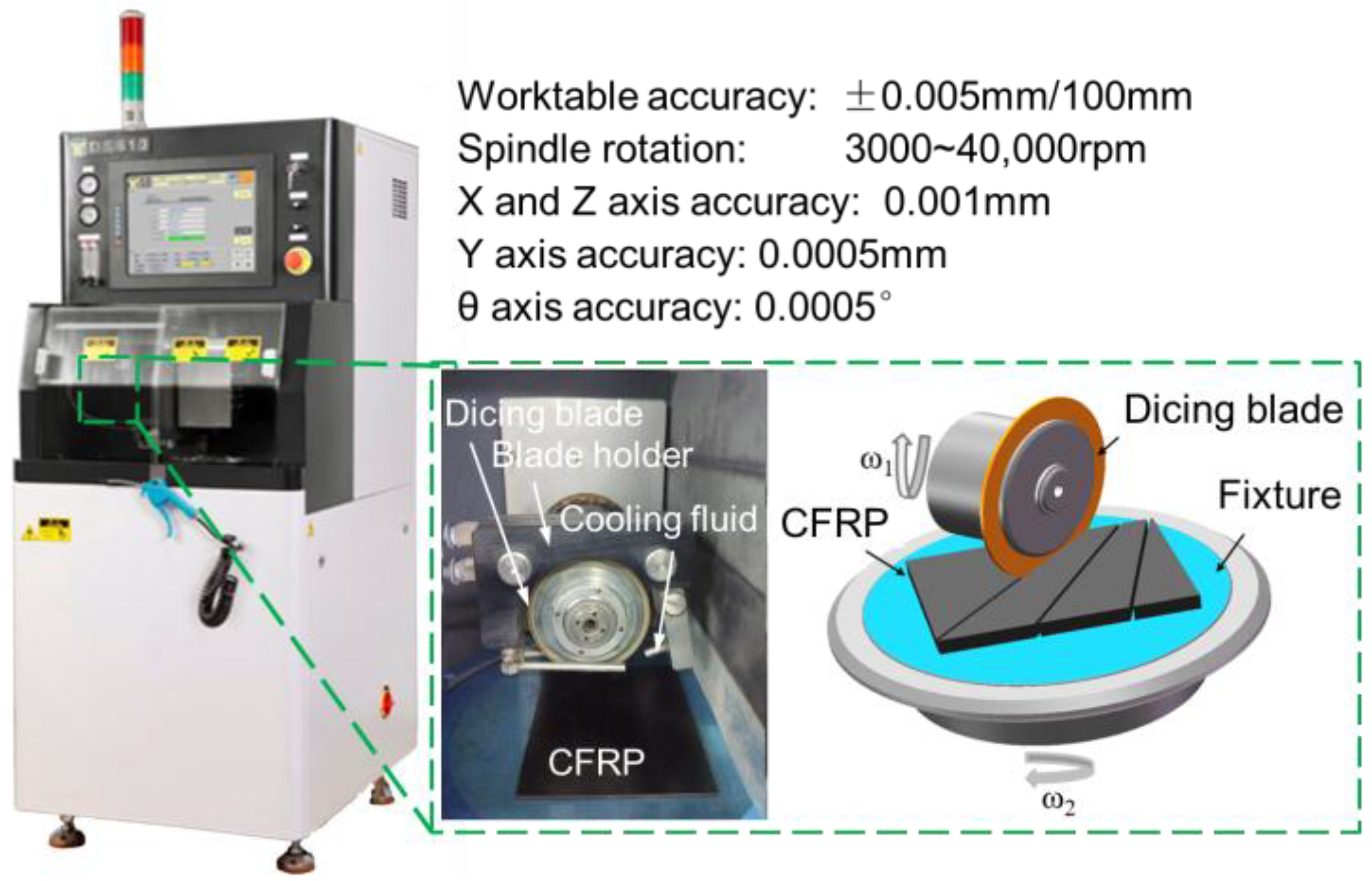
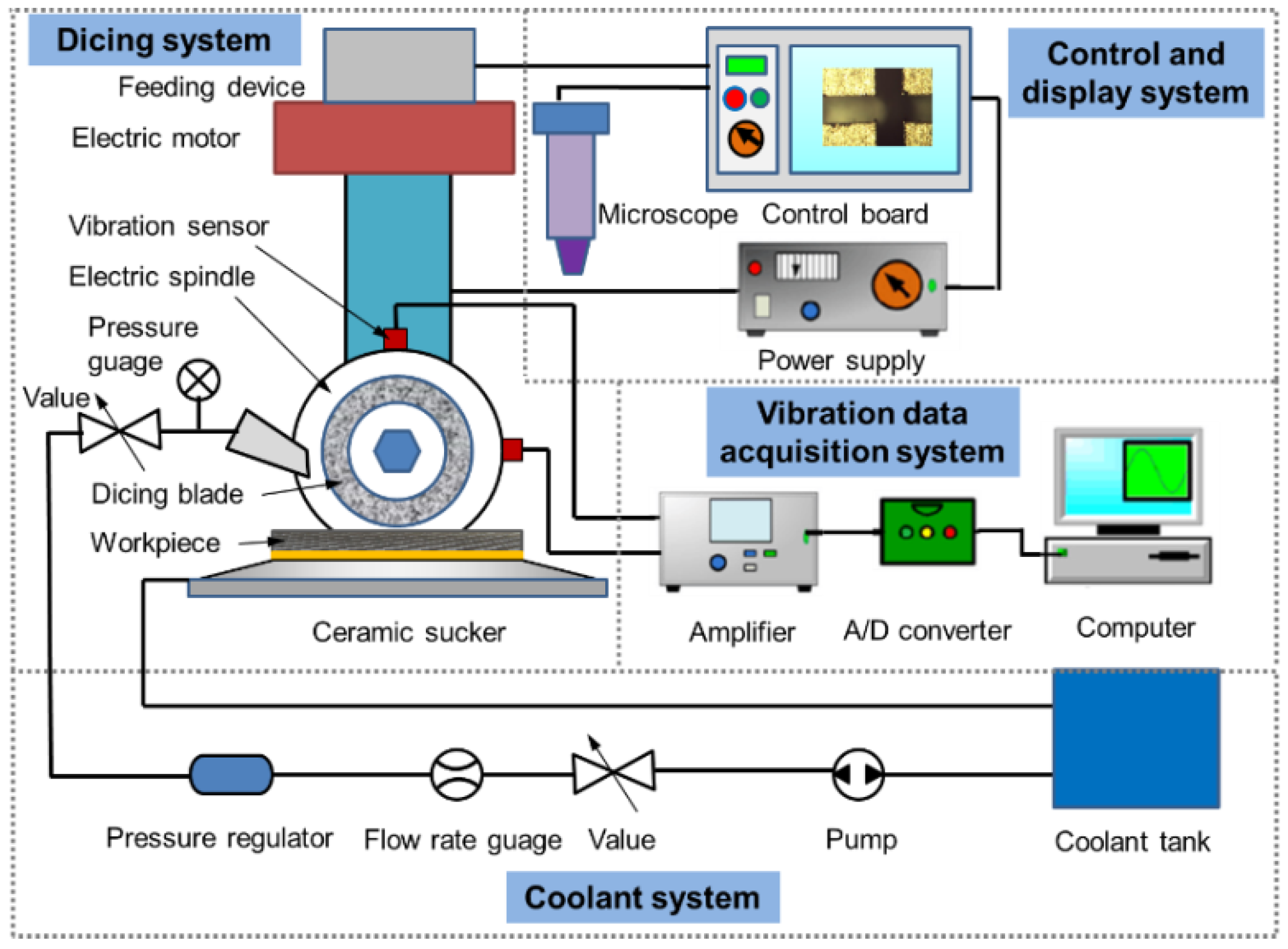
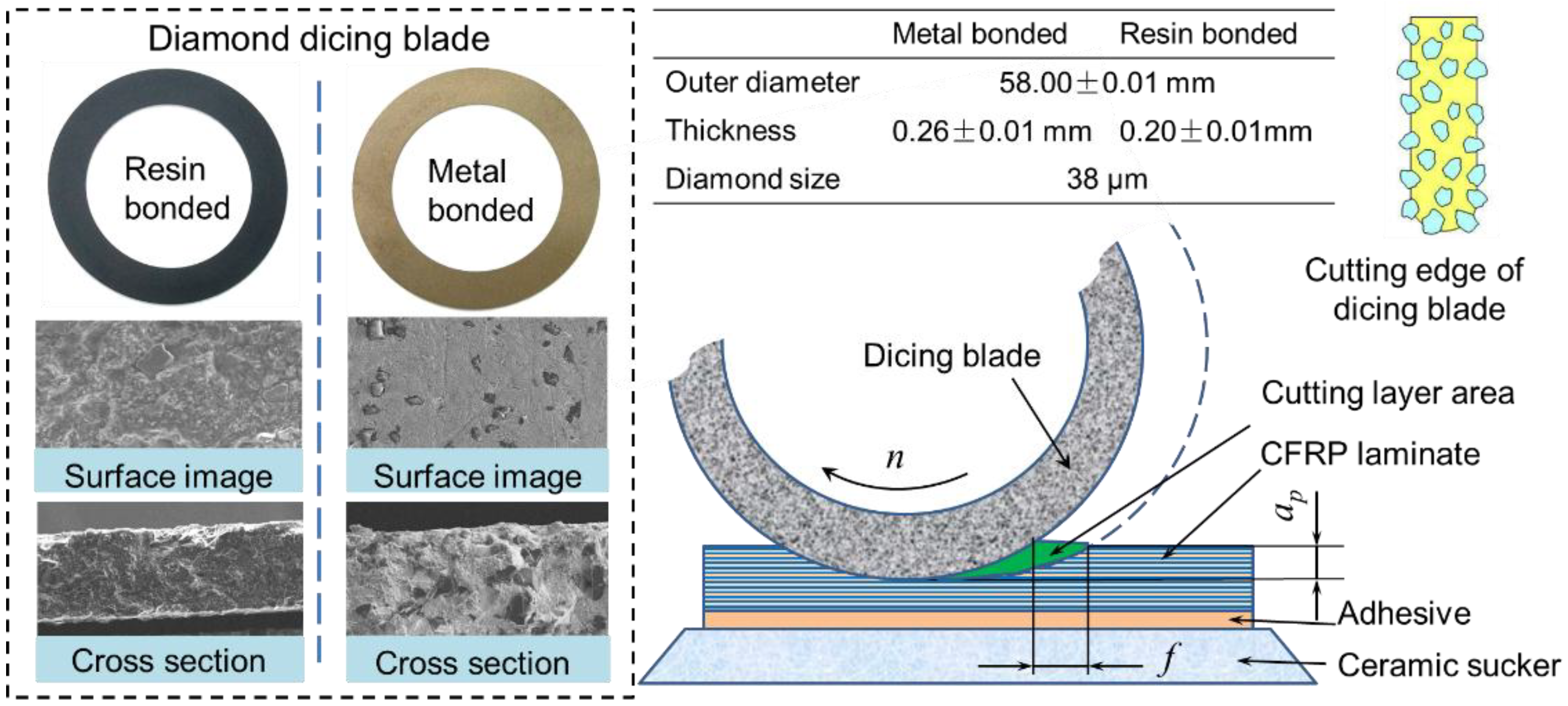
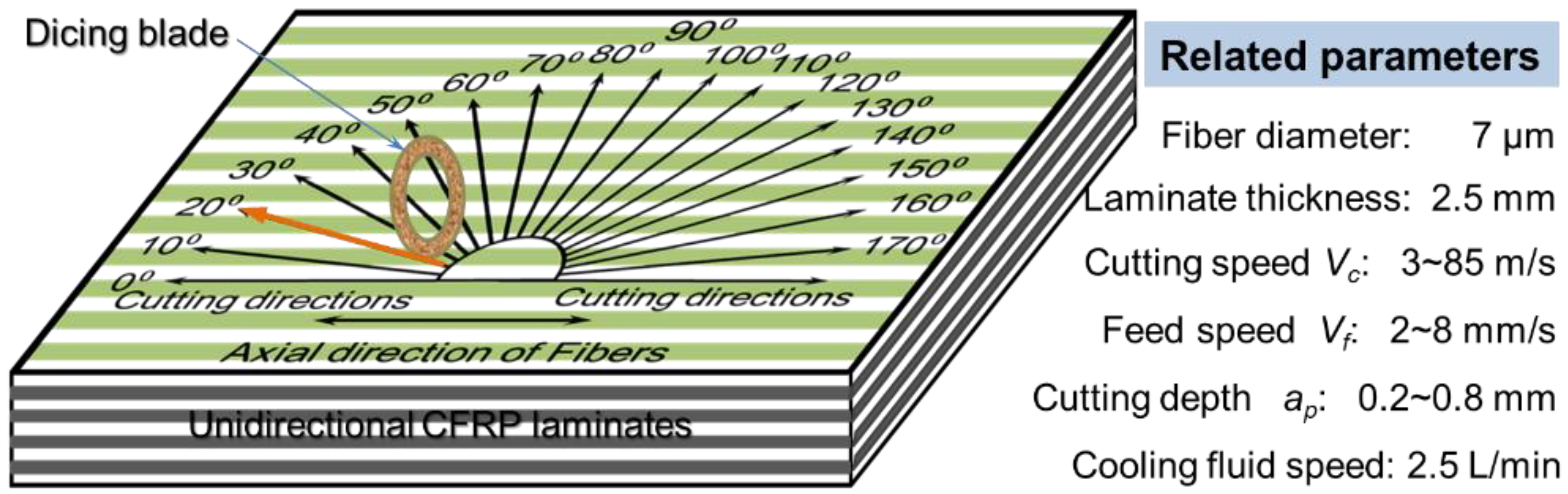
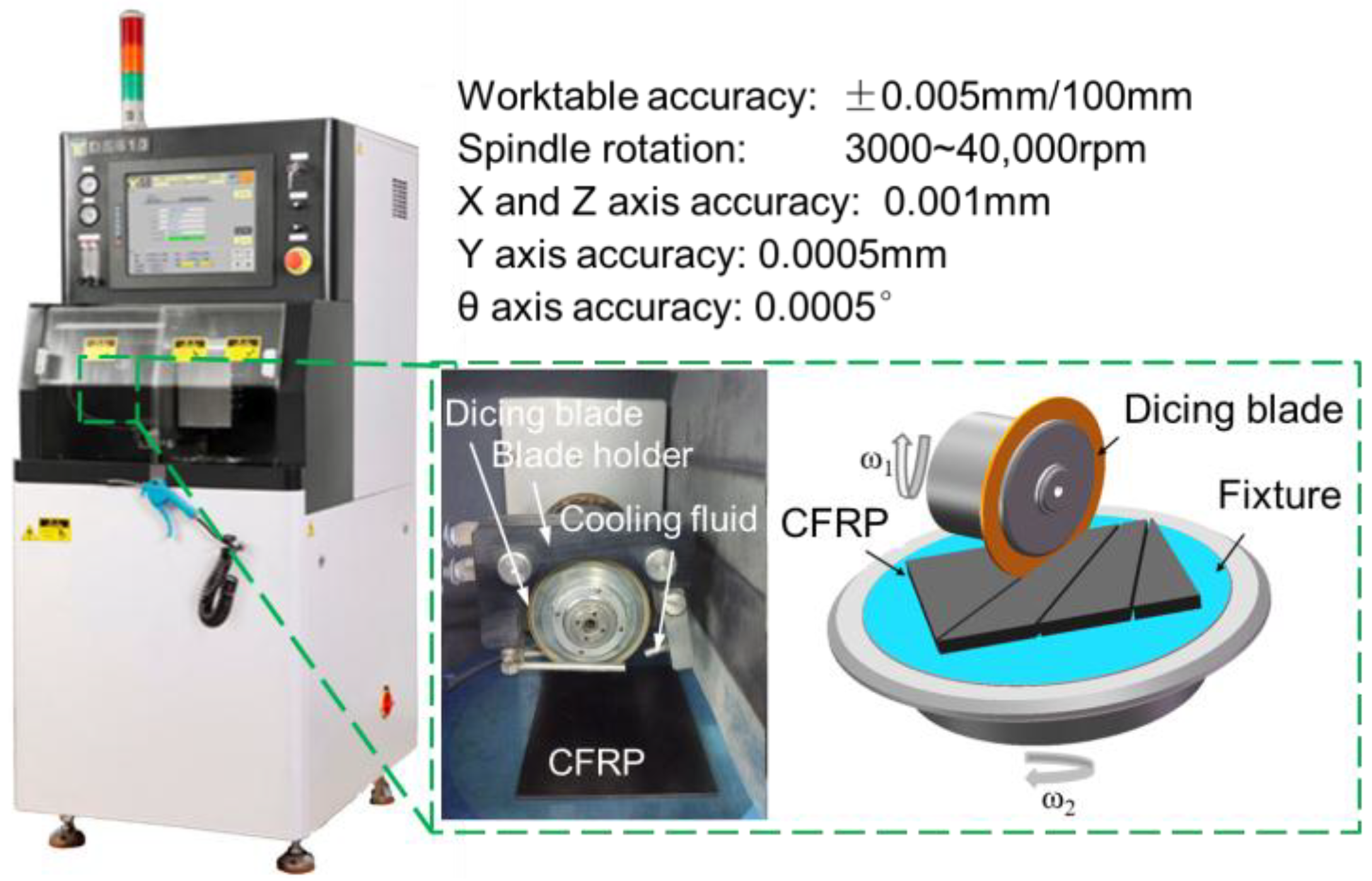
2. Methodology and Experiments of Micro-Cutting CFRP Composites
3. Results, Analysis, and Discussion
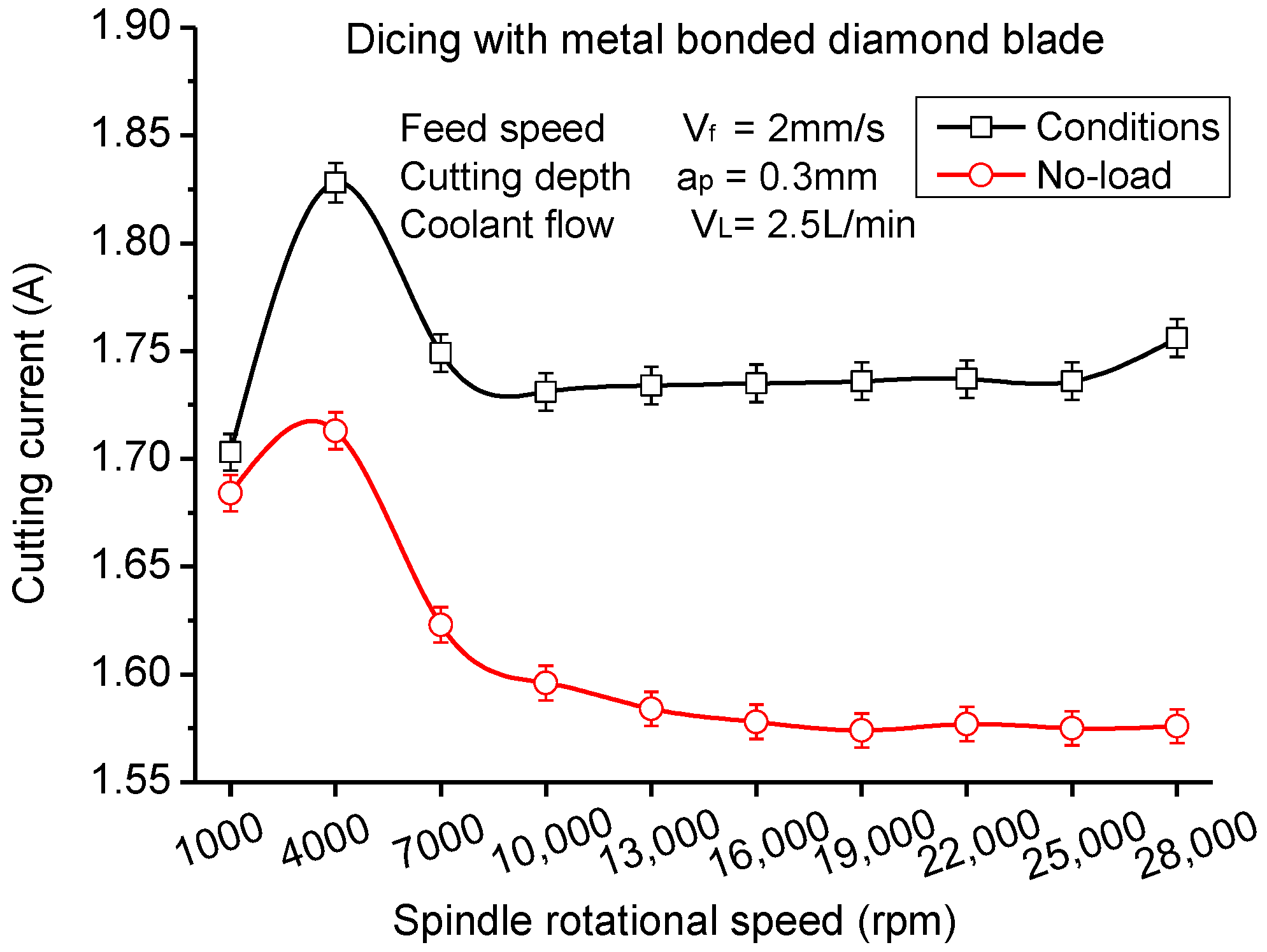
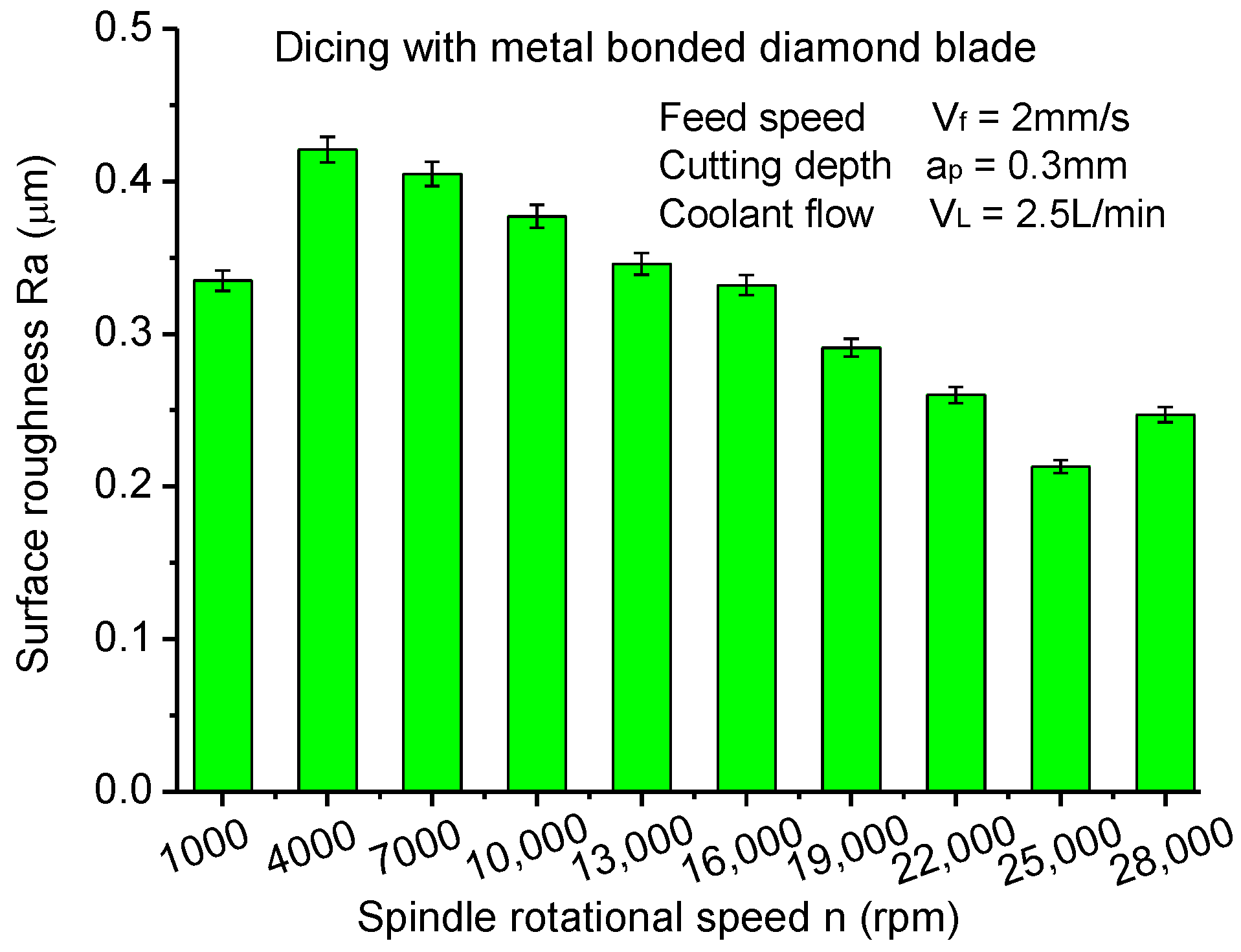
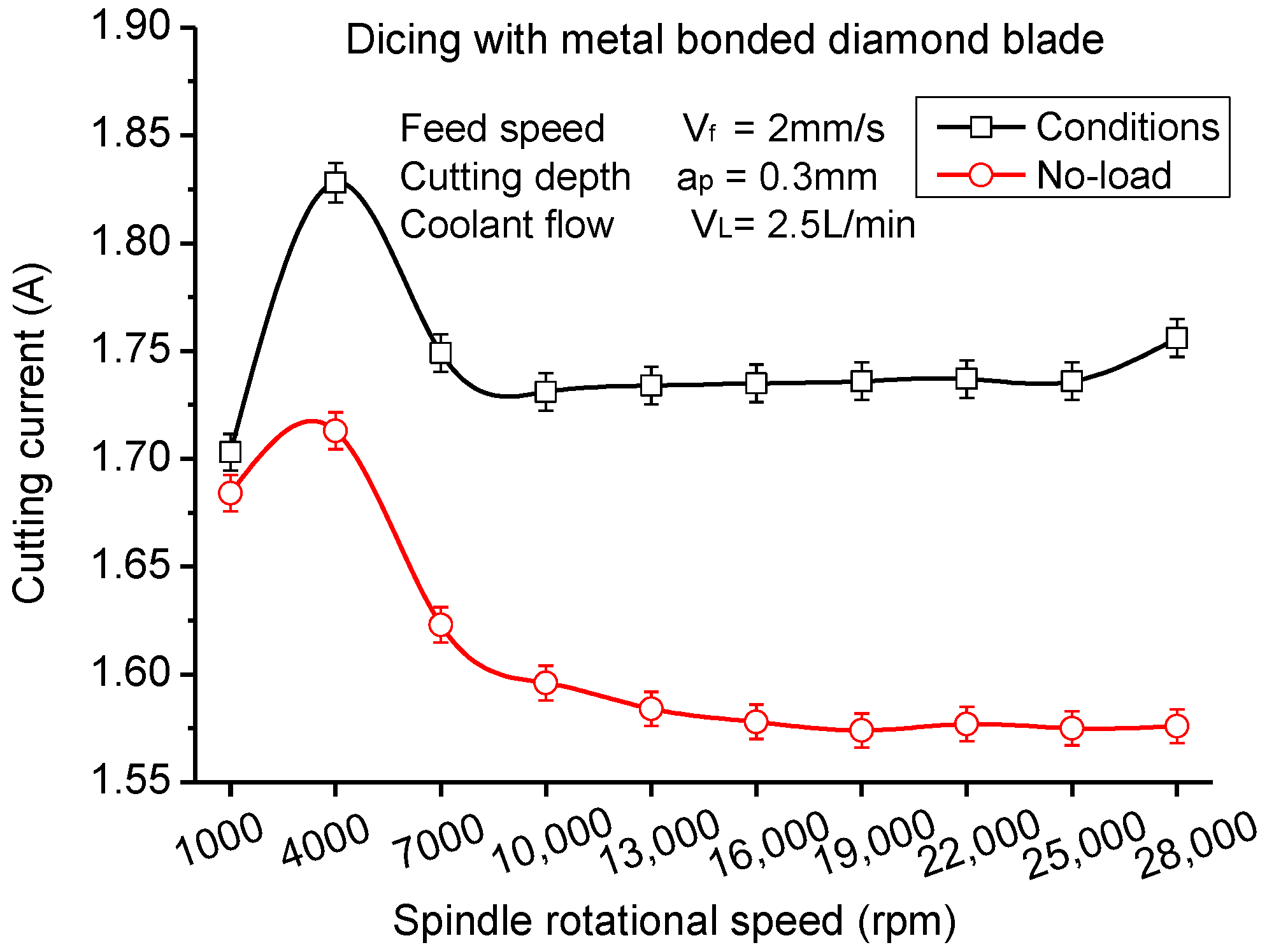
3.1. Influence of Different Cutting Speeds on Cutting Quality
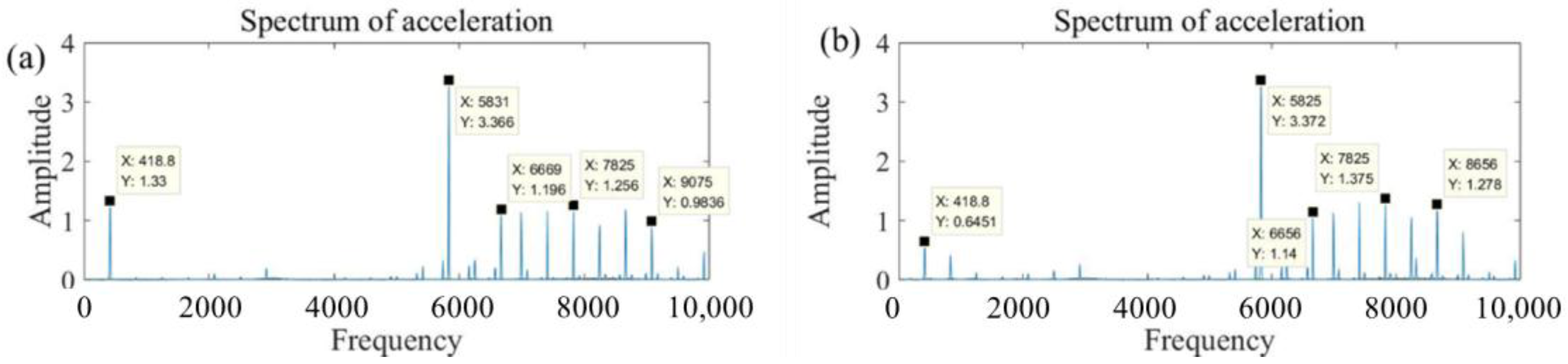
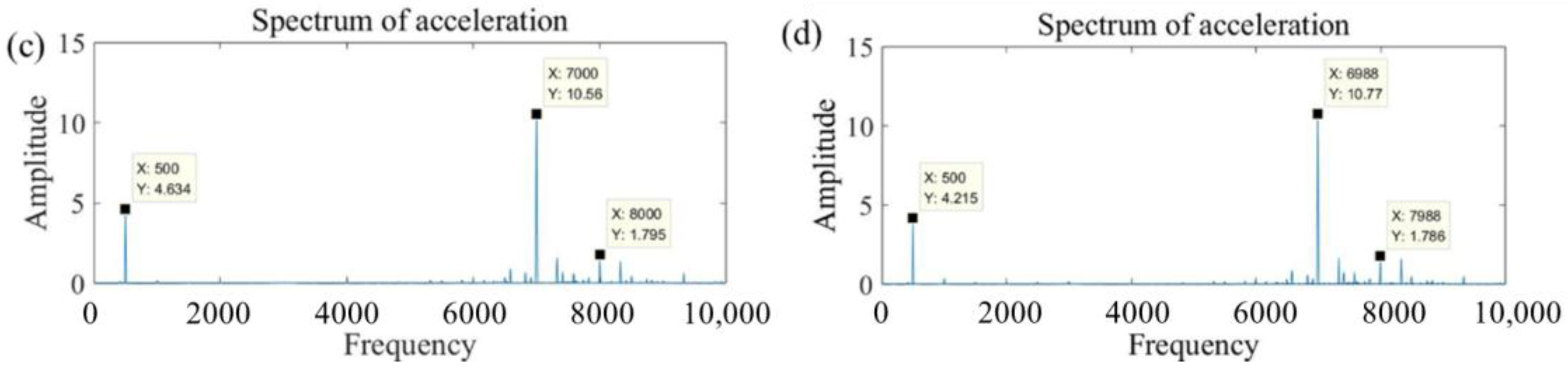
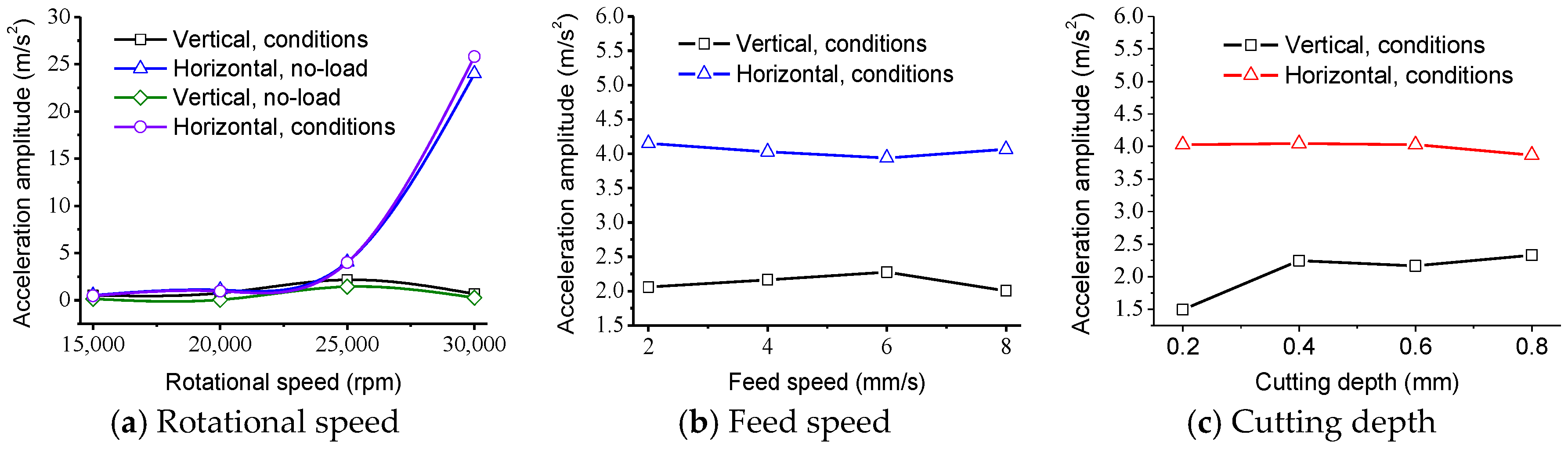
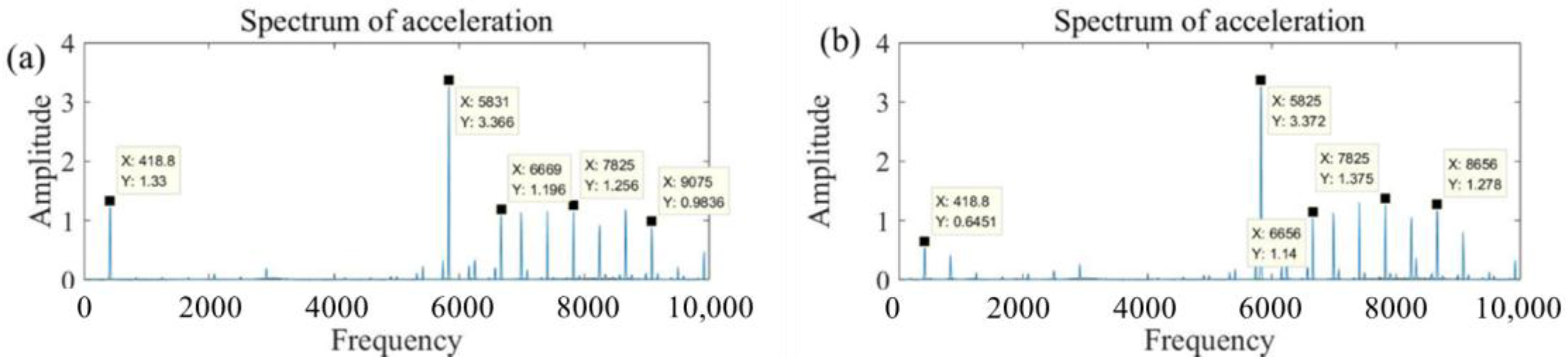
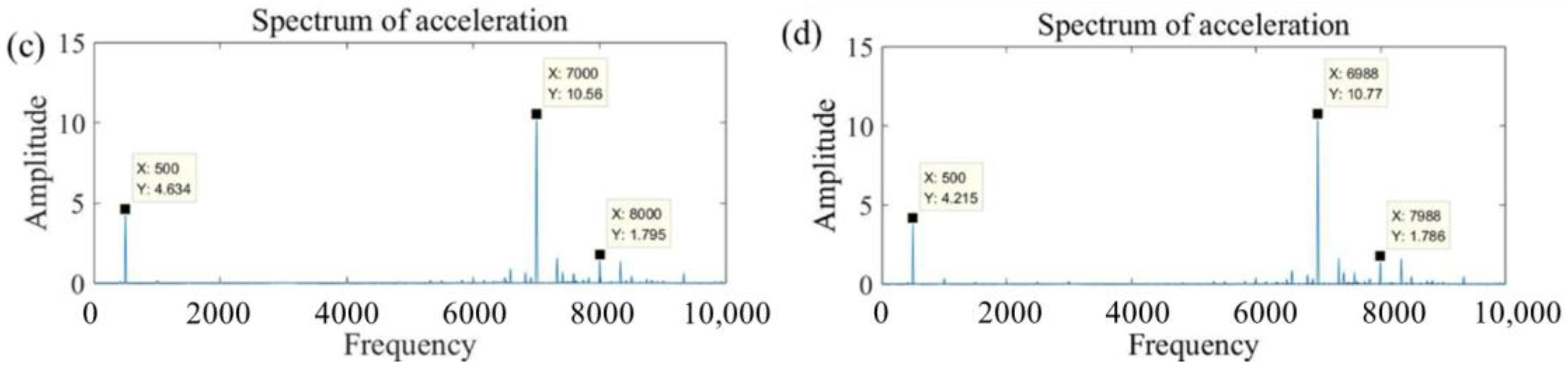
3.2. Influence of Spindle Vibration on Cutting Quality of CFRP Laminates
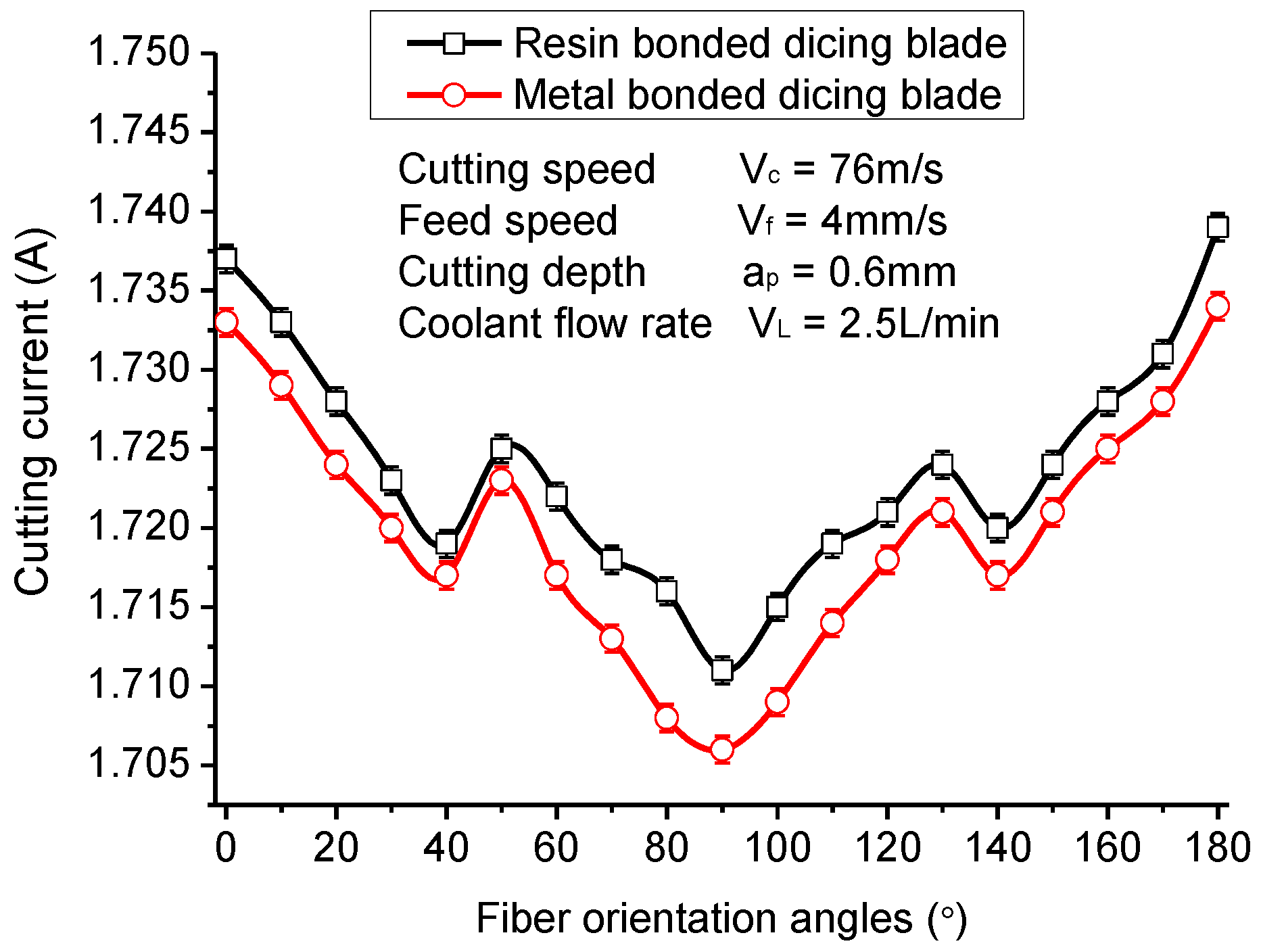
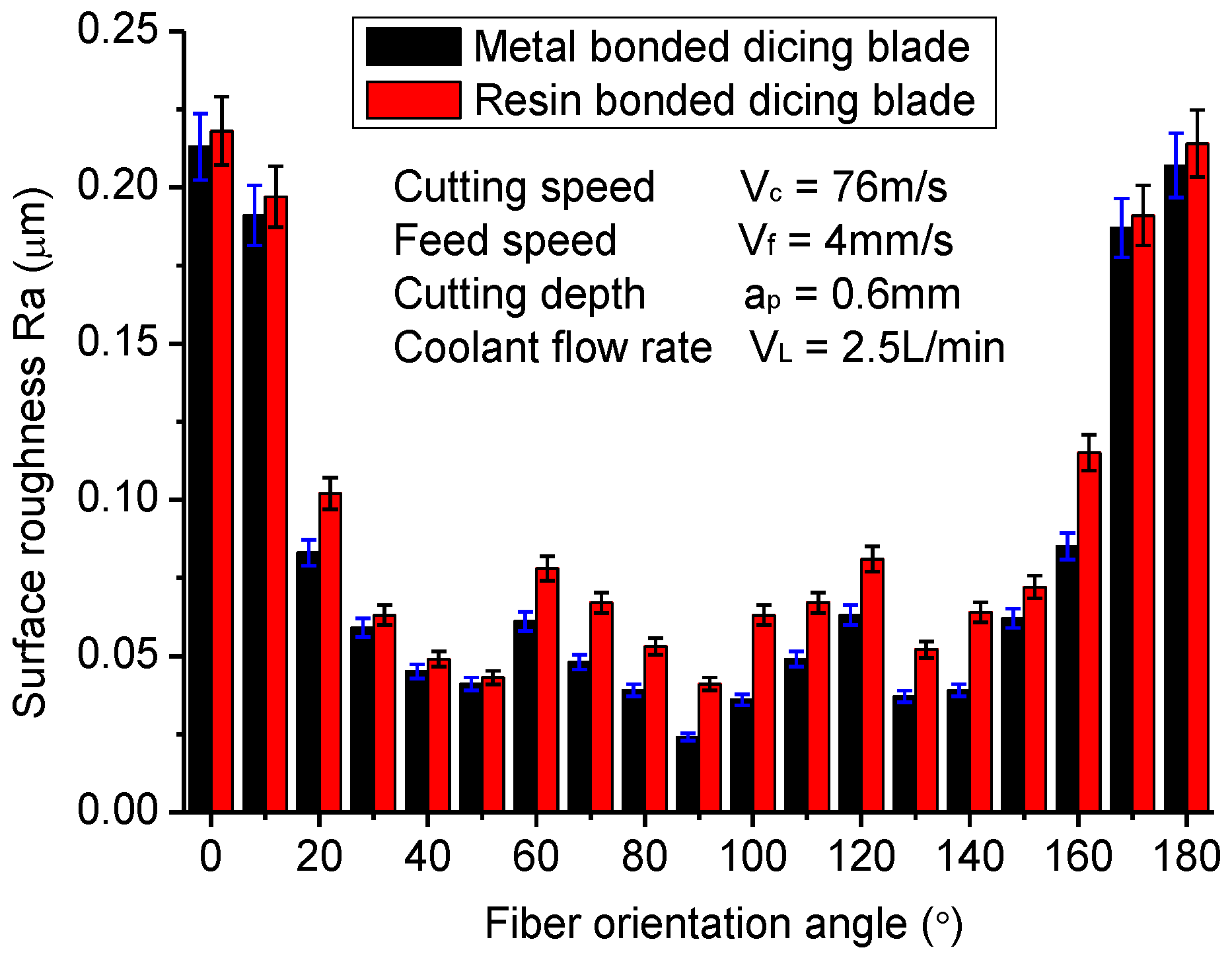
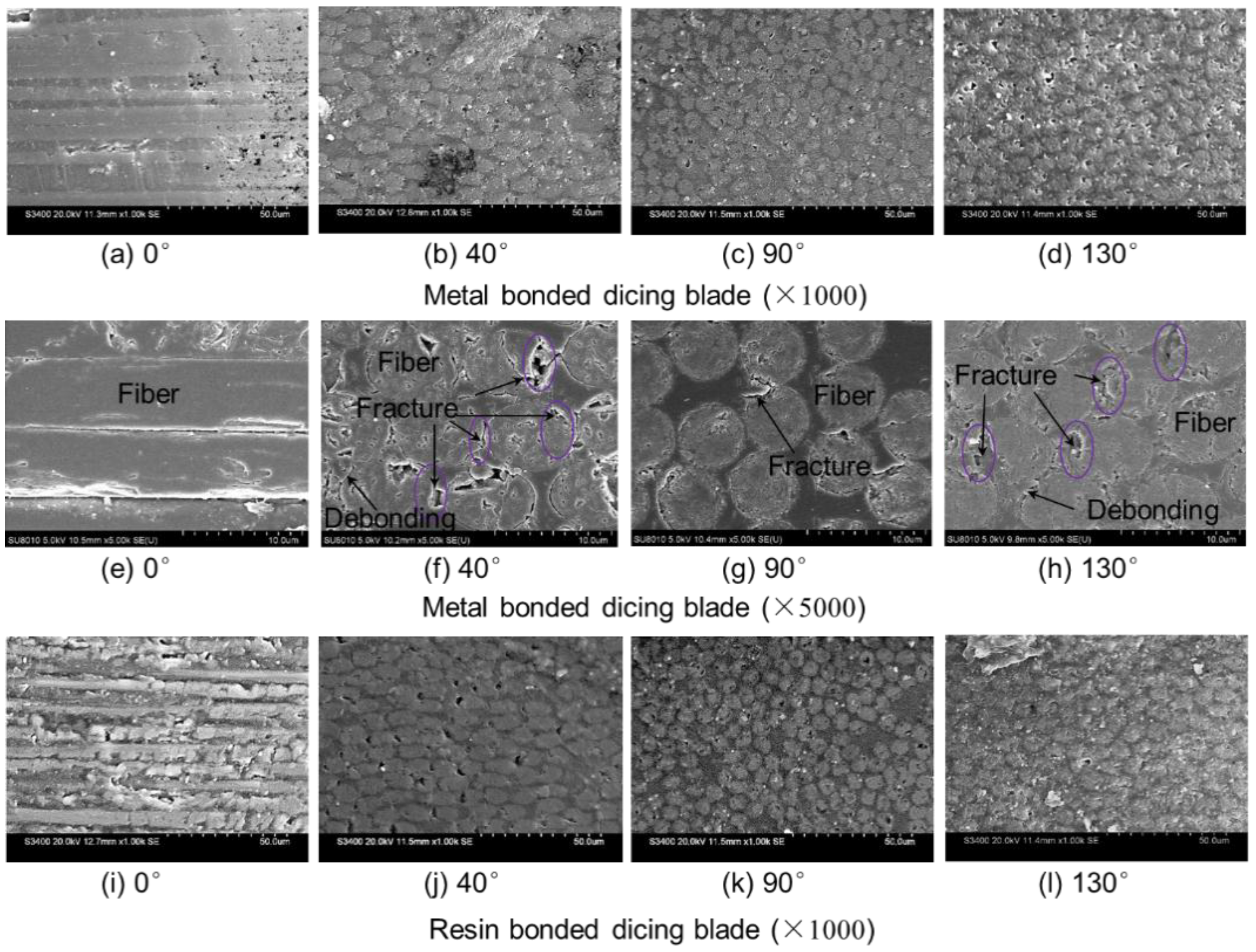
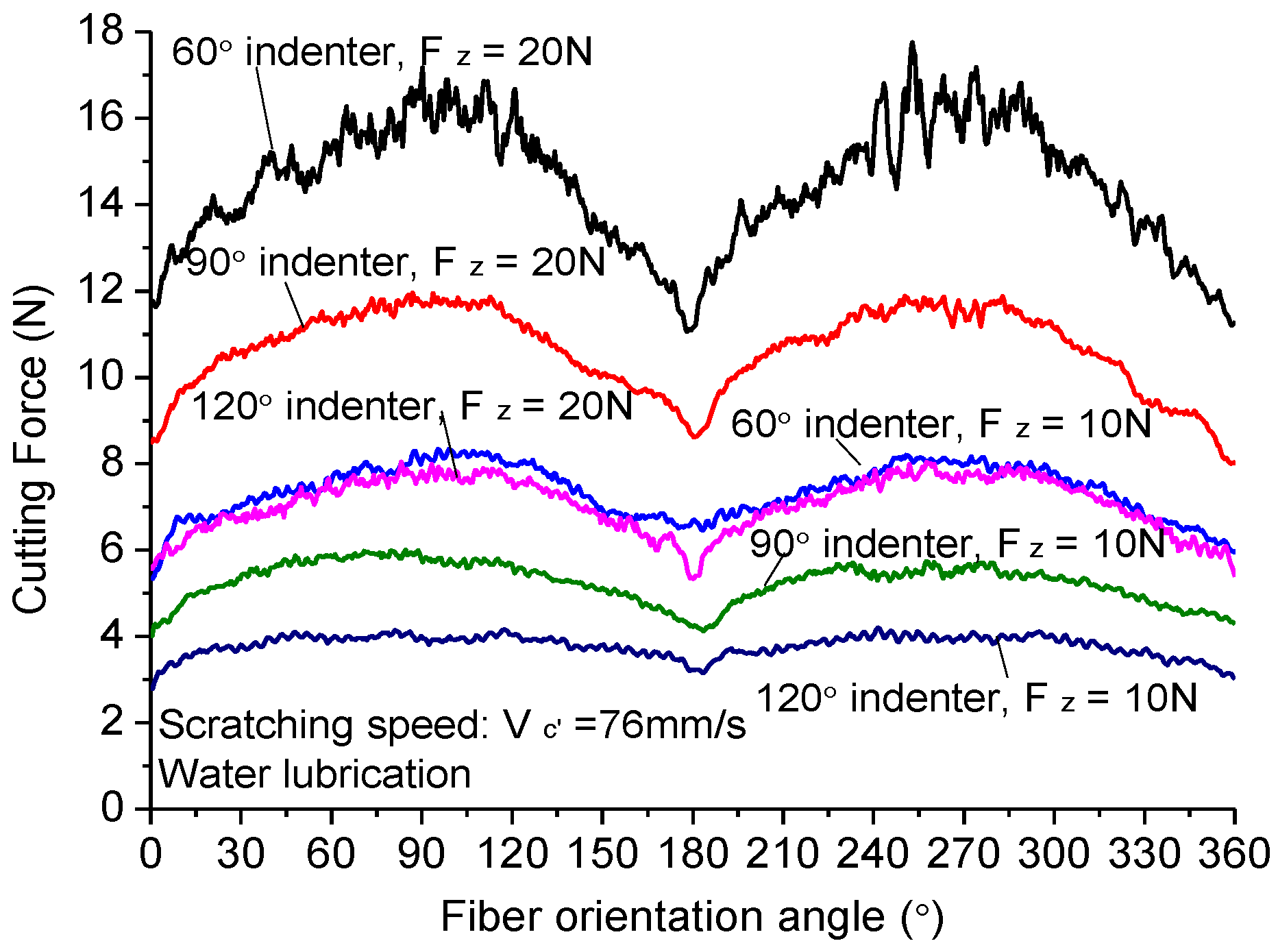
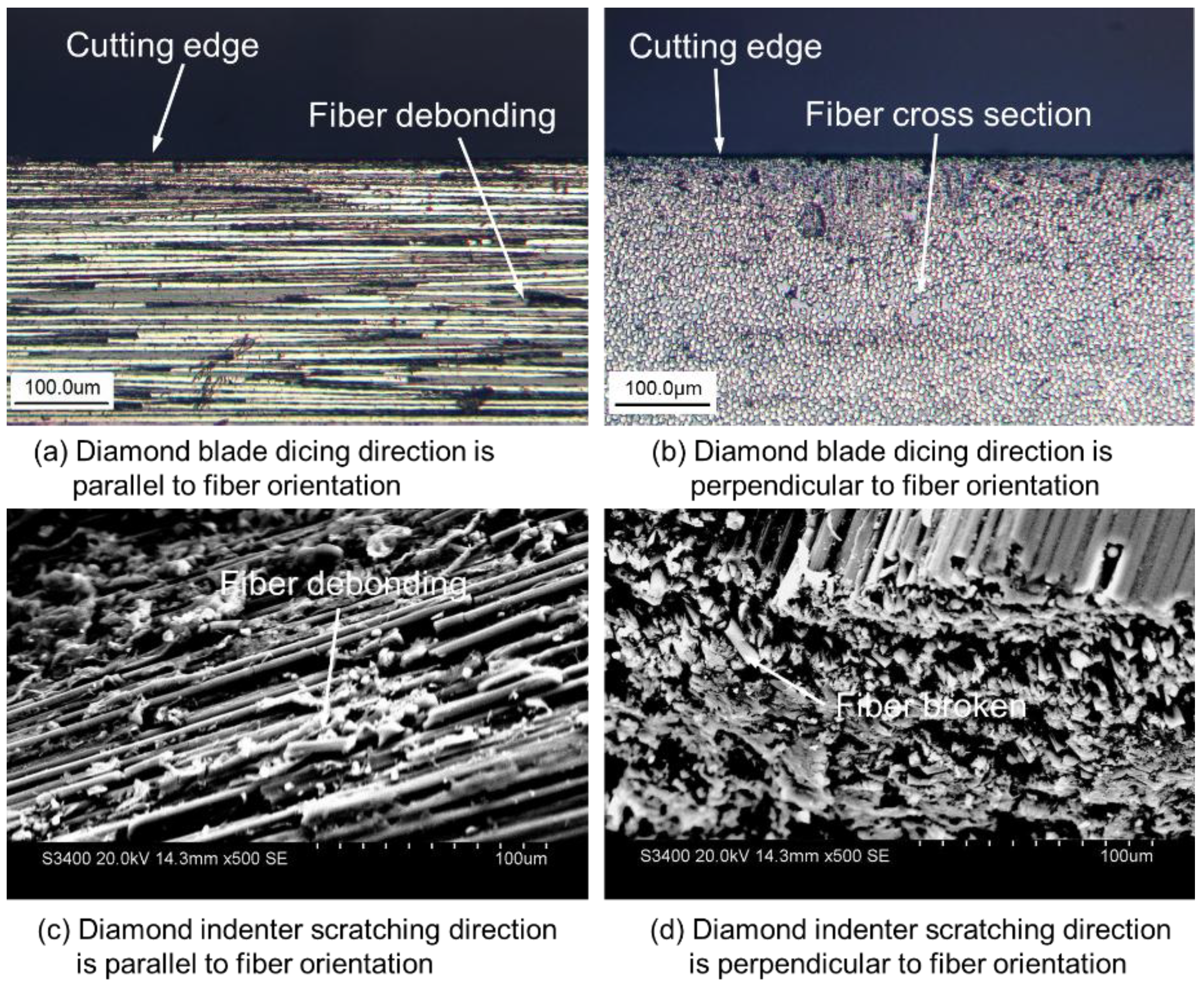
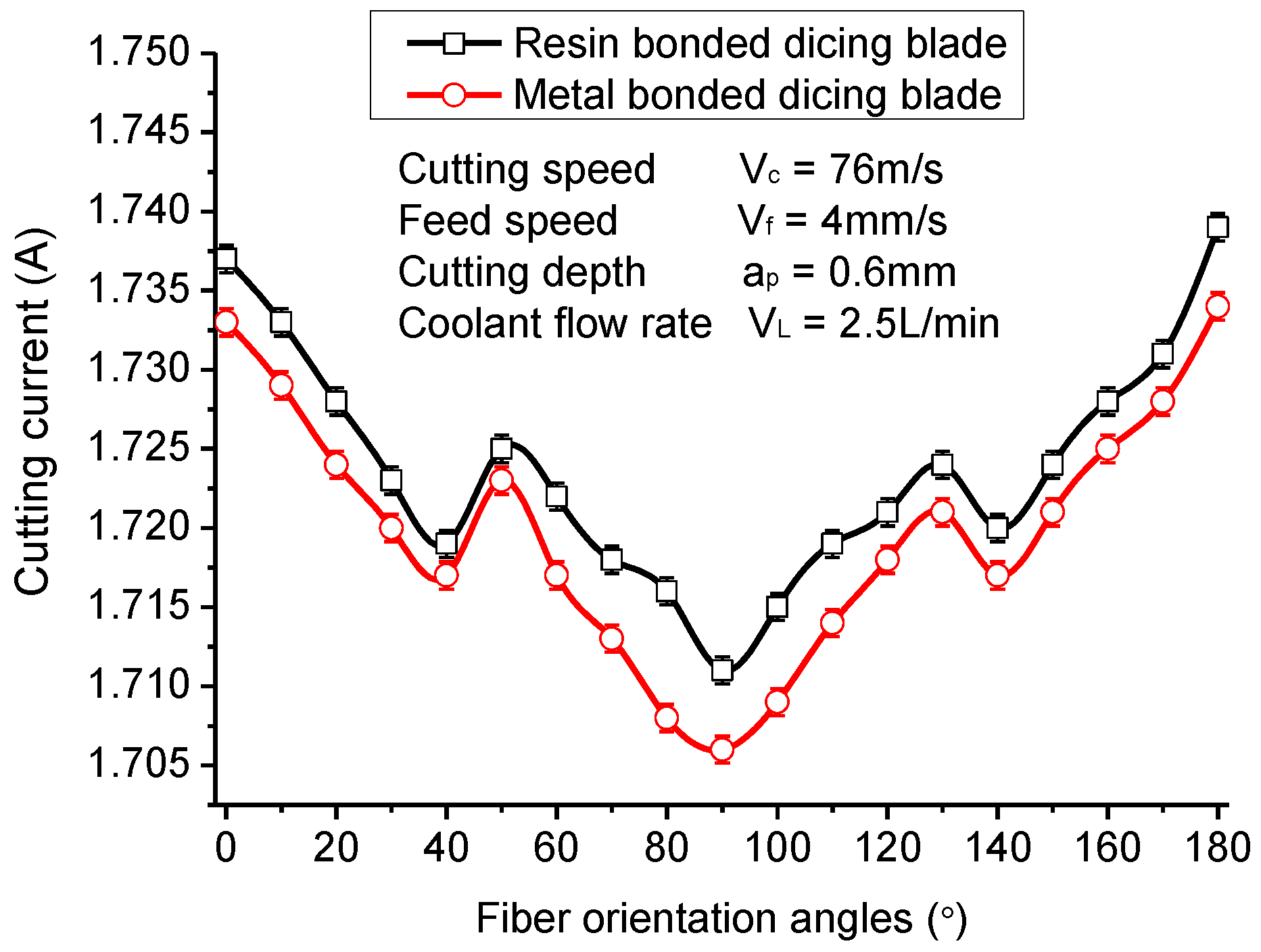
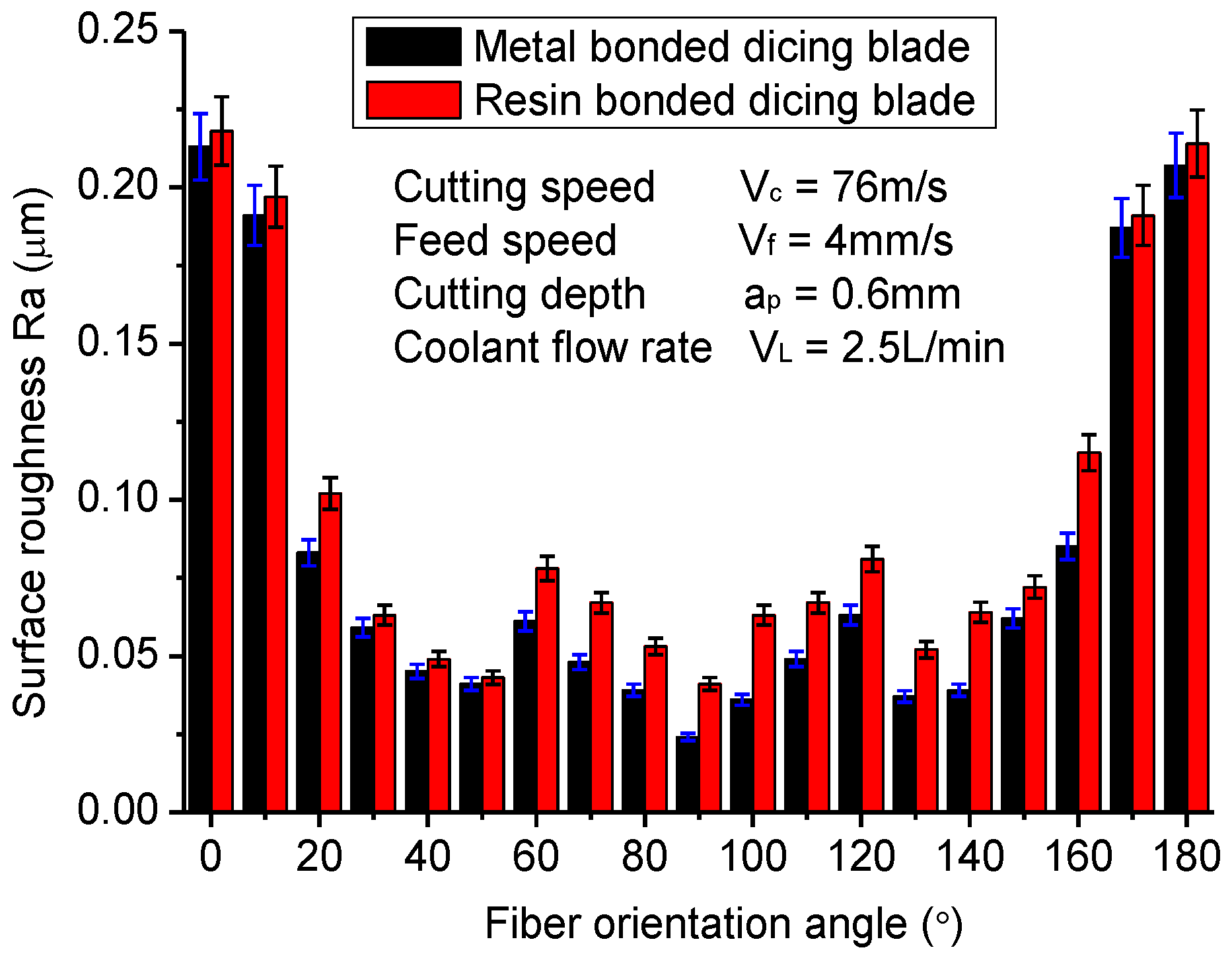
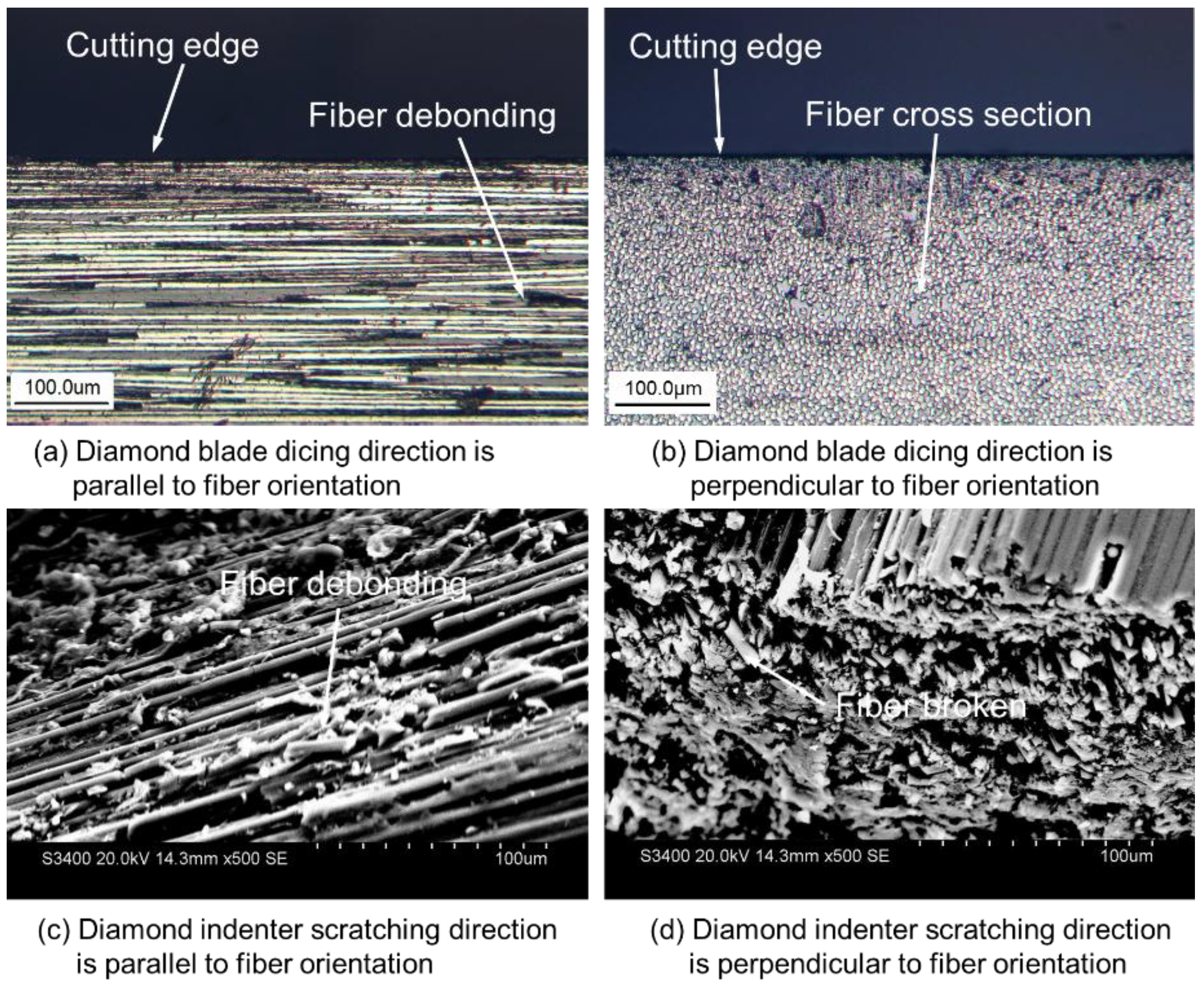
3.3. Influence of Fiber Orientations on Dicing Quality
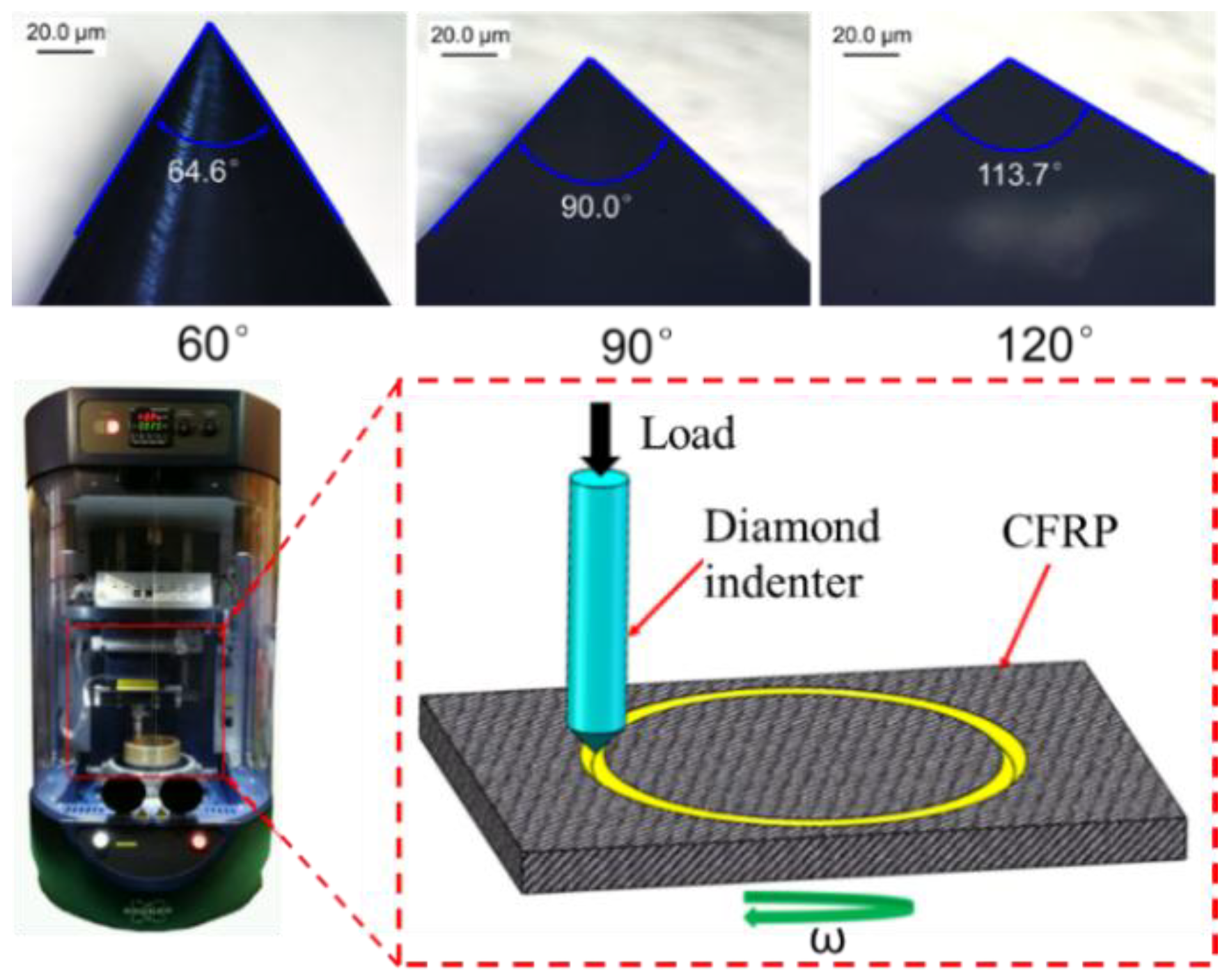
3.4. Scratching CFRP Composites with Diamond Indenter
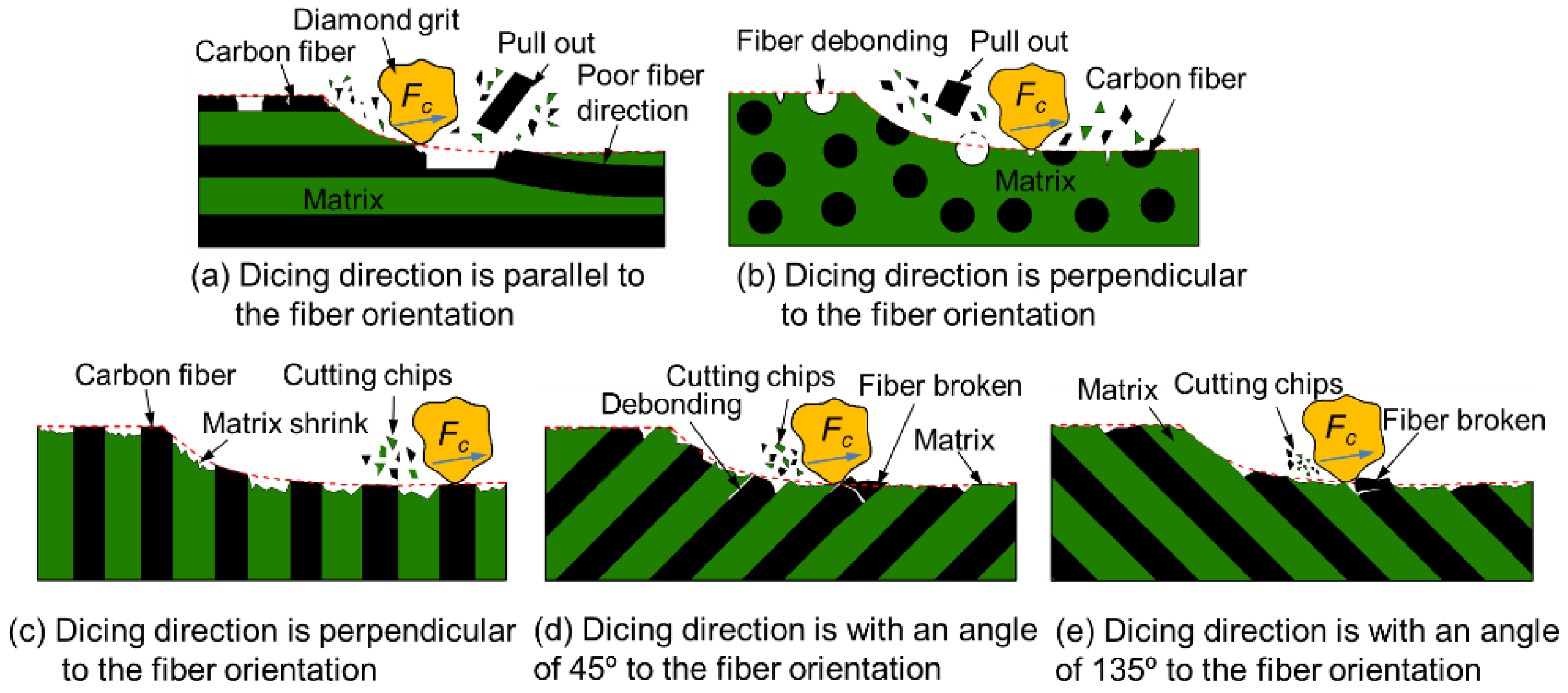
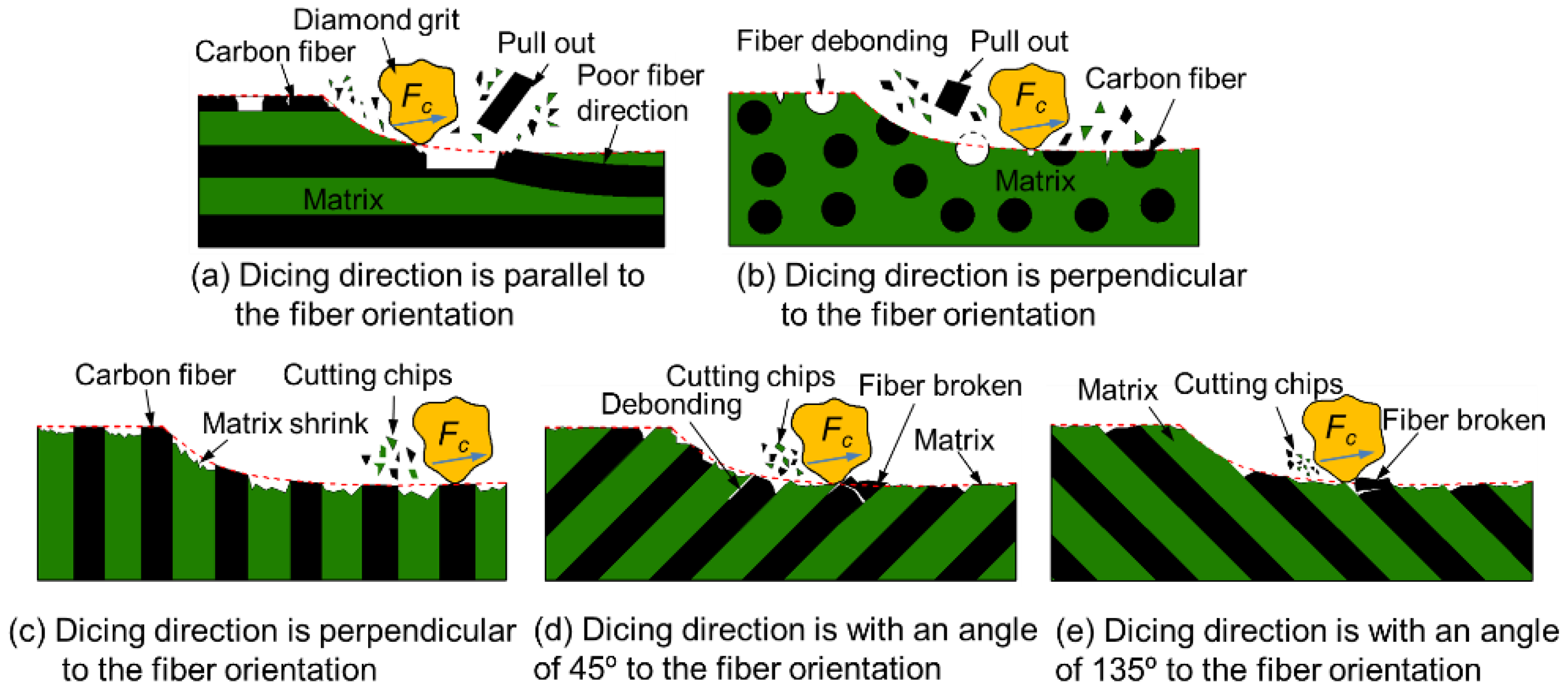
3.5. Cutting Mechanism of CFRP Composites with Diamond Blade
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, H.; Qin, X.; He, G.; Jin, Y.; Sun, D.; Price, M. Investigation of chip formation and fracture toughness in orthogonal cutting of UD-CFRP. Int. J. Adv. Manuf. Technol. 2016, 82, 1079–1088. [Google Scholar] [CrossRef] [Green Version]
- Rahmani, H.; Najafi, S.H.M.; Ashori, A. Mechanical performance of epoxy/carbon fiber laminated composites. J. Reinf. Plast. Compos. 2014, 33, 733–740. [Google Scholar] [CrossRef]
- Wang, H.Y.; Qin, X.D.; Li, H.; Ren, C.Z. Analysis of cutting forces in helical milling of carbon fiber–reinforced plastics. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 62–74. [Google Scholar]
- Davim, J.P. Machinability of Fibre-Reinforced Plastics; De Gruyter: Berlin, Germany, 2015. [Google Scholar]
- Cong, W.L.; Feng, Q.; Pei, Z.J.; Deines, T.W.; Treadwell, C. Rotary ultrasonic machining of carbon fiber-reinforced plastic composites: using cutting fluid vs. cold air as coolant. J. Compos. Mater. 2011, 46, 1745–1753. [Google Scholar] [CrossRef]
- Karpat, Y.; Polat, N. Mechanistic force modeling for milling of carbon fiber reinforced polymers with double helix tools. CIRP Ann.-Manuf. Technol. 2013, 62, 95–98. [Google Scholar] [CrossRef] [Green Version]
- Prakash, R.; Krishnaraj, V.; Zitoune, R.; Sheikh-Ahmad, J. High-speed edge trimming of CFRP and online monitoring of performance of router tools using acoustic emission. Materials 2016, 9, 798. [Google Scholar] [CrossRef] [PubMed]
- Krishnaraj, V.; Prabukarthi, A.; Ramanathan, A.; Elanghovan, N.; Senthil, K.M.; Zitoune, R.; Davim, J.P. Optimization of machining parameters at high speed drilling of carbon fiber reinforced plastic (CFRP) laminates. Compos. Part B Eng. 2012, 43, 1791–1799. [Google Scholar] [CrossRef]
- Haddad, M.; Zitoune, R.; Bougherara, H.; Eyma, F.; Castanié, B. Study of trimming damages of CFRP structures in function of the machining processes and their impact on the mechanical behavior. Compos. Part B Eng. 2014, 57, 136–143. [Google Scholar] [CrossRef]
- Caggiano, A. Machining of fibre reinforced plastic composite materials. Materials 2018, 11, 442. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.L.; Zheng, H.Y.; Lim, G.C.; Chu, P.L.; Li, L. Study on UV laser machining quality of carbon fibre reinforced composites. Compos. Part. A Appl. Sci. Manuf. 2010, 41, 1403–1408. [Google Scholar] [CrossRef]
- Muhamad Khairussaleh, N.K.; Haron, C.H.C.; Ghani, A.J. Study on wear mechanism of solid carbide cutting tool in milling CFRP. J. Mater. Res. 2016, 1, 1–7. [Google Scholar] [CrossRef]
- Grilo, T.J.; Paulo, R.M.F.; Silva, C.R.M.; Davim, J.P. Experimental delamination analyses of CFRPs using different drill geometries. Compos. Part B Eng. 2013, 45, 1344–1350. [Google Scholar] [CrossRef]
- Madhavan, V.; Lipczynski, G.; Lane, B.; Whitenton, E. Fiber orientation angle effects in machining of unidirectional CFRP laminated composites. J. Manuf. Process. 2015, 20, 431–442. [Google Scholar] [CrossRef]
- Chatelain, J.; Zaghbani, I. A comparison of special helical cutter geometries based on cutting forces for the trimming of CFRP laminates. Int. J. Mech. 2012, 1, 52–59. [Google Scholar]
- Bora, M.O.; Coban, O.; Sinmazcelik, T.; Gunay, V. Effect of fiber orientation on scratch resistance in unidirectional carbon-fiber-reinforced polymer matrix composites. J. Mater. Res. 2010, 29, 1476–1490. [Google Scholar] [CrossRef]
- Islam, F.; Ramkumar, J.; Milani, A.S. A simplified damage prediction framework for milling of unidirectional carbon fiber-reinforced plastics. Adv. Manuf. Polym. Compos. Sci. 2016, 1, 175–184. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Bellini, C. A new method to reduce delaminations during drilling of FRP laminates by feed rate control. Compos. Struct. 2018, 186, 154–164. [Google Scholar] [CrossRef]
- Wang, D.Y.; He, X.D.; Xu, Z.H.; Jiao, W.C.; Yang, F.; Jiang, L.; Li, L.; Liu, W.B.; Wang, R.G. Study on damage evaluation and machinability of UD-CFRP for the orthogonal cutting operation using scanning acoustic microscopy and the finite element method. Materials 2017, 10, 204. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.J.; Wang, X.N.; Yang, R.; Gao, H.Q.; Su, Y.L.; Bi, G.J. Research on the carbon fibre-reinforced plastic (CFRP) cutting mechanism using macroscopic and microscopic numerical simulations. J. Reinf. Plast. Compos. 2017, 36, 555–562. [Google Scholar] [CrossRef]
- Zhang, Y.; Tani, Y. Cutting characteristics of CFRP boards using electroplated diamond wire tools. J. Mech. Eng. Autom. 2017, 7, 335–340. [Google Scholar] [CrossRef]
- Chen, T.; Wang, D.Y.; Gao, F.; Liu, X.L. Experimental study on milling CFRP with staggered PCD cutter. Appl. Sci. 2017, 7, 934. [Google Scholar] [CrossRef]
- Fernandez-Valdivielso, A.; Lacalle, L.L.D.; Urbikain, G.; Rodriguez, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 3725–3742. [Google Scholar] [CrossRef]
- Voss, R.; Seeholzer, L.; Kuster, F.; Wegener, K. Cutting process tribometer experiments for evaluation of friction coefficient close to a CFRP machining operation. Procedia CIRP 2017, 66, 204–209. [Google Scholar] [CrossRef]
- Bayraktar, S.; Turgut, Y. Investigation of the cutting forces and surface roughness in milling carbon fiber reinforced polymer composite material. Mater. Technol. 2016, 50, 591–600. [Google Scholar] [CrossRef]
- Boudelier, A.; Ritou, M.; Garnier, S.; Furet, B. Investigation of CFRP machining with diamond abrasive cutters. J. Compos. Adv. Mater. 2013, 23, 2–14. [Google Scholar] [CrossRef] [Green Version]
- Hu, N.S.; Zhang, L.C. Some observations in grinding unidirectional carbon fibre-reinforced plastics. J. Mater. Process. Technol. 2004, 152, 333–338. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Bellini, C. Analysis of carbon fibre reinforced polymers milling by diamond electroplated tool. Diam. Relat. Mater. 2017, 76, 184–190. [Google Scholar] [CrossRef]
- Wang, H.; Ning, F.D.; Hu, Y.B.; Fernando, P.K.S.C.; Pei, Z.J.; Cong, W.L. Surface grinding of carbon fiber–reinforced plastic composites using rotary ultrasonic machining: Effects of tool variables. Adv. Mech. Eng. 2016, 8, 1–14. [Google Scholar] [CrossRef]
- Ning, F.D.; Cong, W.L.; Pei, Z.J.; Treadwell, C. Rotary ultrasonic machining of CFRP: A comparison with grinding. Ultrasonics 2016, 66, 125–132. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cong, W.L.; Pei, Z.J.; Deines, T.W.; Liu, D.F.; Treadwell, C. Rotary ultrasonic machining of CFRP/Ti stacks using variable federate. Compos. Part B Eng. 2013, 52, 303–310. [Google Scholar] [CrossRef]
- Uhlmann, E.; Richarz, S.; Sammler, F.; Hufschmied, R. High speed cutting of carbon fibre reinforced plastics. Procedia Manuf. 2016, 6, 113–123. [Google Scholar] [CrossRef]
- Ha, S.J.; Kim, K.B.; Yang, J.K.; Cho, M.W. Influence of cutting temperature on carbon fiber-reinforced plastic composites in high-speed machining. J. Mech. Sci. Technol. 2017, 31, 1861–1867. [Google Scholar] [CrossRef]
- Uhlmann, E.; Sammler, F.; Richarz, S.; Heitmüller, F.; Bilz, M. Machining of carbon fibre reinforced plastics. Procedia CIRP 2014, 24, 19–24. [Google Scholar] [CrossRef]
- Majumder, H.; Maity, K. Prediction and optimization of surface roughness and micro-hardness using grnn and MOORA-fuzzy-a MCDM approach for nitinol in WEDM. Measurement 2018, 118, 1–13. [Google Scholar] [CrossRef]
- Przestacki, D.; Szymanski, P.; Wojciechowski, S. Formation of surface layer in metal matrix composite A359/20SiCP during laser assisted turning. Compos. Part A Appl. Sci. Manuf. 2016, 91, 370–379. [Google Scholar] [CrossRef]
- Leone, C.; Genna, S. Heat affected zone extension in pulsed Nd:YAG laser cutting of CFRP. Compos. Part B Eng. 2018, 140, 174–182. [Google Scholar] [CrossRef]
- Herzog, D.; Schmidtlehr, M.; Canisius, M.; Oberlander, M.; Tasche, J.P.; Emmelmann, C. Laser cutting of carbon fiber reinforced plastic using a 30 kW fiber laser. J. Laser Appl. 2015, 27, S28001. [Google Scholar] [CrossRef]
- Dirk, H.; Marten, C.; Matthias, S.L.; Philipp, H.; Christian, D.; Sina, H.; Claus, E.; Malte, V.S. Investigations on the 3D laser cutting of CFRP using a nanosecond pulse fibre laser. Appl. Polym. Compos. 2014, 2, 177–192. [Google Scholar]
- Sánchez Egea, A.J.; Martynenko, V.; Martínez Krahmer, D.; López de Lacalle, L.N.; Benítez, A.; Genovese, G. On the cutting performance of segmented diamond blades when dry-cutting concrete. Materials 2018, 11, 264. [Google Scholar] [CrossRef] [PubMed]
- Turchetta, S. Cutting force and diamond tool wear in stone machining. Int. J. Adv. Manuf. Technol. 2012, 61, 441–448. [Google Scholar] [CrossRef]
- Medhat, S.; El-Mahllawy; Ayman, M.K.; Mahmoud, L.A.L.; Abdeen, M.E.N. The feasibility of using marble cutting waste in a sustainable building clay industry. Recycling 2018, 3, 39. [Google Scholar]
- Fuegl, M.; Mackh, G.; Meissner, E.; Frey, L. Analytical stress characterization after different chip separation methods. Microelectron. Reliab. 2014, 54, 1735–1740. [Google Scholar] [CrossRef]
- Sullivan, S. Handbook of Silicon Based MEMS Materials and Technologies; Elsevier: Amsterdam, The Netherlands, 2010; Chapter 36 Dicing of MEMS Devices; pp. 671–677. [Google Scholar]
- Cheng, K.; Huo, D. Micro Cutting: Fundamentals and Applications; John Wiley & Sons: Chichester, UK, 2013. [Google Scholar]
- Nassar, M.M.A.; Arunachalam, R.; Alzebdeh, K.I. Machinability of natural fiber reinforced composites: A review. Int. J. Adv. Manuf. Technol. 2017, 88, 2985–3004. [Google Scholar] [CrossRef]
- Lin, J.W.; Cheng, M.H. Investigation of chipping and wear of silicon wafer dicing. J. Manuf. Process. 2014, 16, 373–378. [Google Scholar] [CrossRef]
- Blugan, G.; Strehler, C.; Vetterli, M.; Ehrle, B.; Duttlinger, R.; Blösch, P.; Kuebler, J. Performance of lightweight coated oxide ceramic composites for industrial high speed wood cutting tools: A step closer to market. Ceram. Int. 2017, 43, 8735–8742. [Google Scholar] [CrossRef]
- Jeong, Y.H.; Cho, D.W. Estimating cutting force from rotating and stationary feed motor currents on a milling machine. Int. J. Mach. Tool Manuf. 2002, 42, 1559–1566. [Google Scholar] [CrossRef]
- Kim, P.; Seok, J. Bifurcation analyses on the chatter vibrations of a turning process with state-dependent delay. Nonlinear Dyn. 2012, 69, 891–912. [Google Scholar] [CrossRef]
- Eynian, M.; Altintas, Y. Chatter stability of general turning operations with process damping. Manuf. Sci. E-T ASME 2009, 131, 041005. [Google Scholar] [CrossRef]
- Wang, C.Y.; Liu, G.Y.; An, Q.L.; Chen, M. Occurrence and formation mechanism of surface cavity defects during orthogonal milling of CFRP laminates. Compos. Part B Eng. 2017, 109, 10–22. [Google Scholar] [CrossRef]
- Xu, J.Y.; Mansori, M.E.I. Numberical modeling of stacked composite CFRP/Ti machining under different cutting sequence strategies. Int. J. Precis. Eng. Manuf. 2016, 17, 99–107. [Google Scholar] [CrossRef]
- Phapale, K.; Ahire, A.; Singh, R. Experimental characterization and finite element modeling of critical thrust force in CFRP drilling. Mater. Sci. Technol. 2018, 22, 249–270. [Google Scholar] [CrossRef]
- Bifano, T.G. Ductile-regime grinding: A new technology for machining brittle materials. J. Eng. Ind. 1991, 113, 184–189. [Google Scholar] [CrossRef]







© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Z.; Hu, J.; Wen, Q.; Cheng, K.; Zheng, P. Investigation on an Innovative Method for High-Speed Low-Damage Micro-Cutting of CFRP Composites with Diamond Dicing Blades. Materials 2018, 11, 1974. https://doi.org/10.3390/ma11101974
Yuan Z, Hu J, Wen Q, Cheng K, Zheng P. Investigation on an Innovative Method for High-Speed Low-Damage Micro-Cutting of CFRP Composites with Diamond Dicing Blades. Materials. 2018; 11(10):1974. https://doi.org/10.3390/ma11101974
Chicago/Turabian StyleYuan, Zewei, Jintao Hu, Quan Wen, Kai Cheng, and Peng Zheng. 2018. "Investigation on an Innovative Method for High-Speed Low-Damage Micro-Cutting of CFRP Composites with Diamond Dicing Blades" Materials 11, no. 10: 1974. https://doi.org/10.3390/ma11101974
APA StyleYuan, Z., Hu, J., Wen, Q., Cheng, K., & Zheng, P. (2018). Investigation on an Innovative Method for High-Speed Low-Damage Micro-Cutting of CFRP Composites with Diamond Dicing Blades. Materials, 11(10), 1974. https://doi.org/10.3390/ma11101974