Superplastic Deformation Mechanisms of Superfine/Nanocrystalline Duplex PM-TiAl-Based Alloy

Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
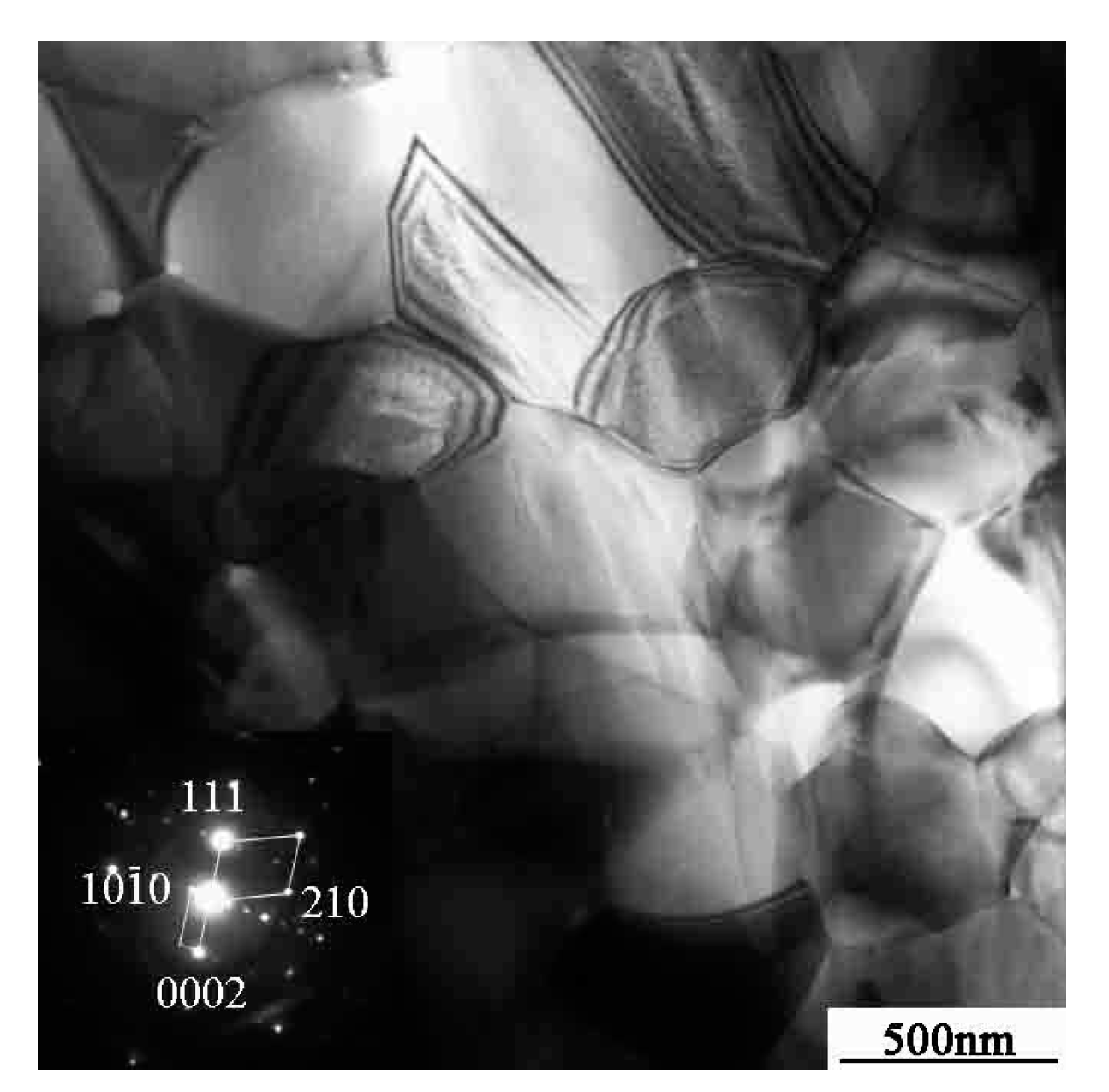
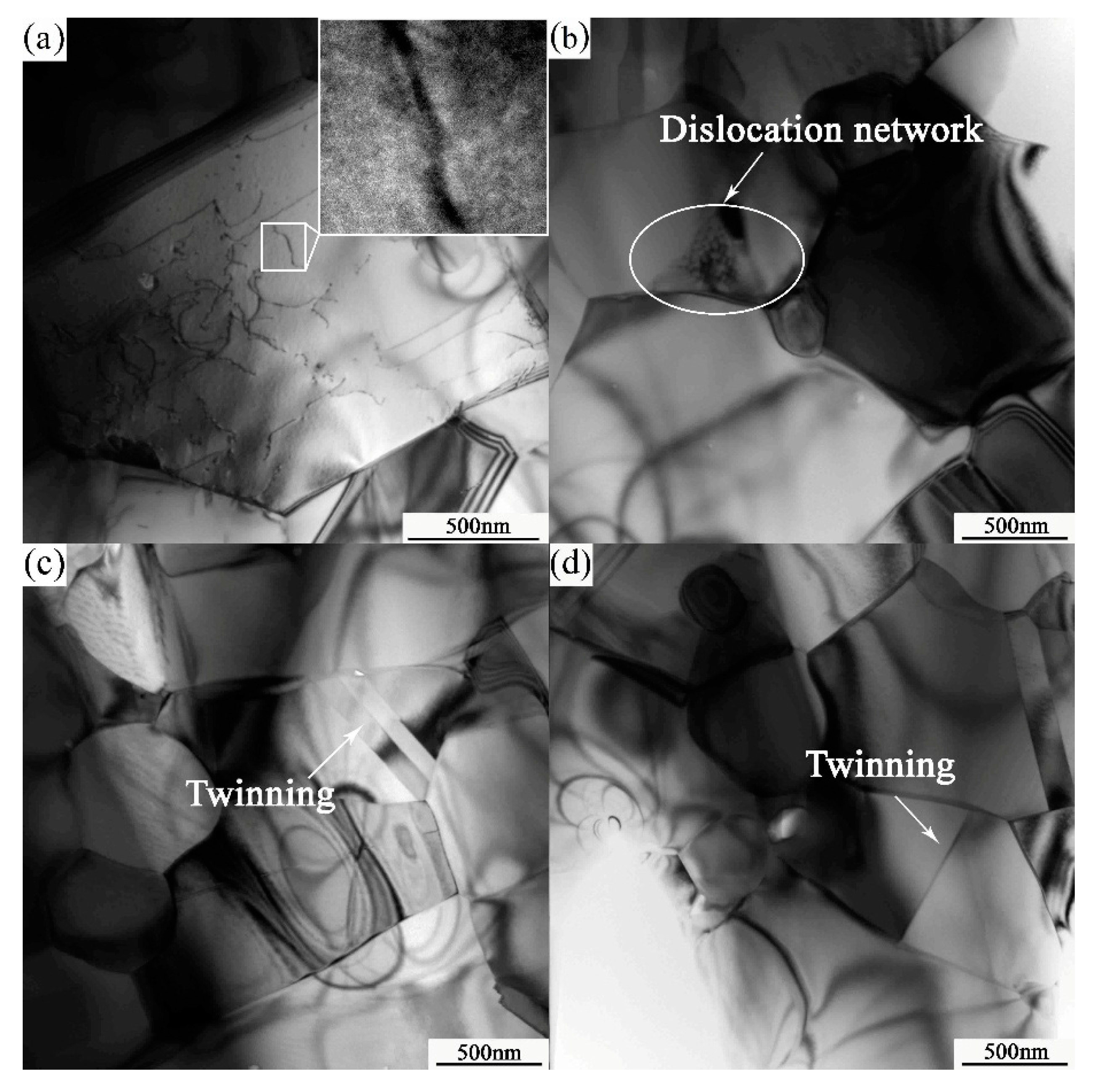
3.1. The TEM Analysis of Microstructure before and after Canning Extrusion
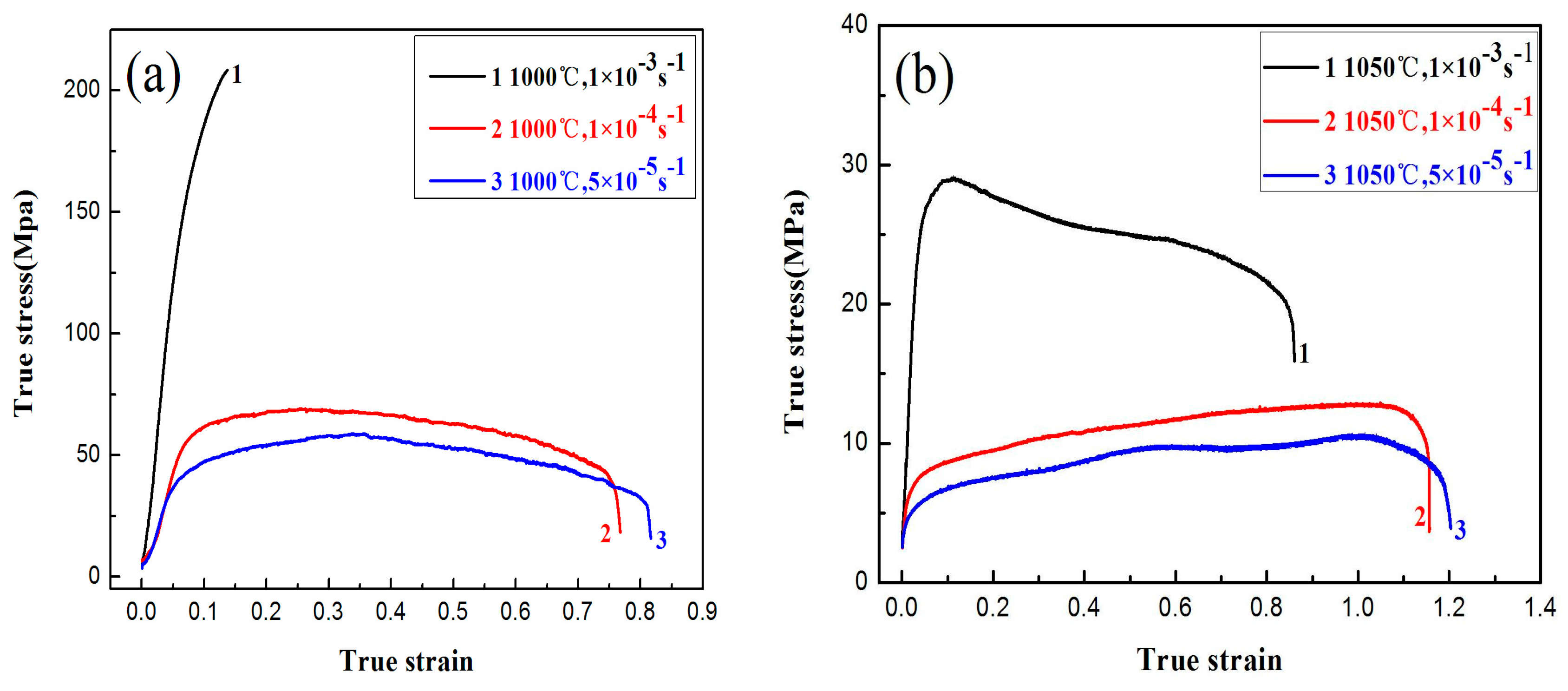
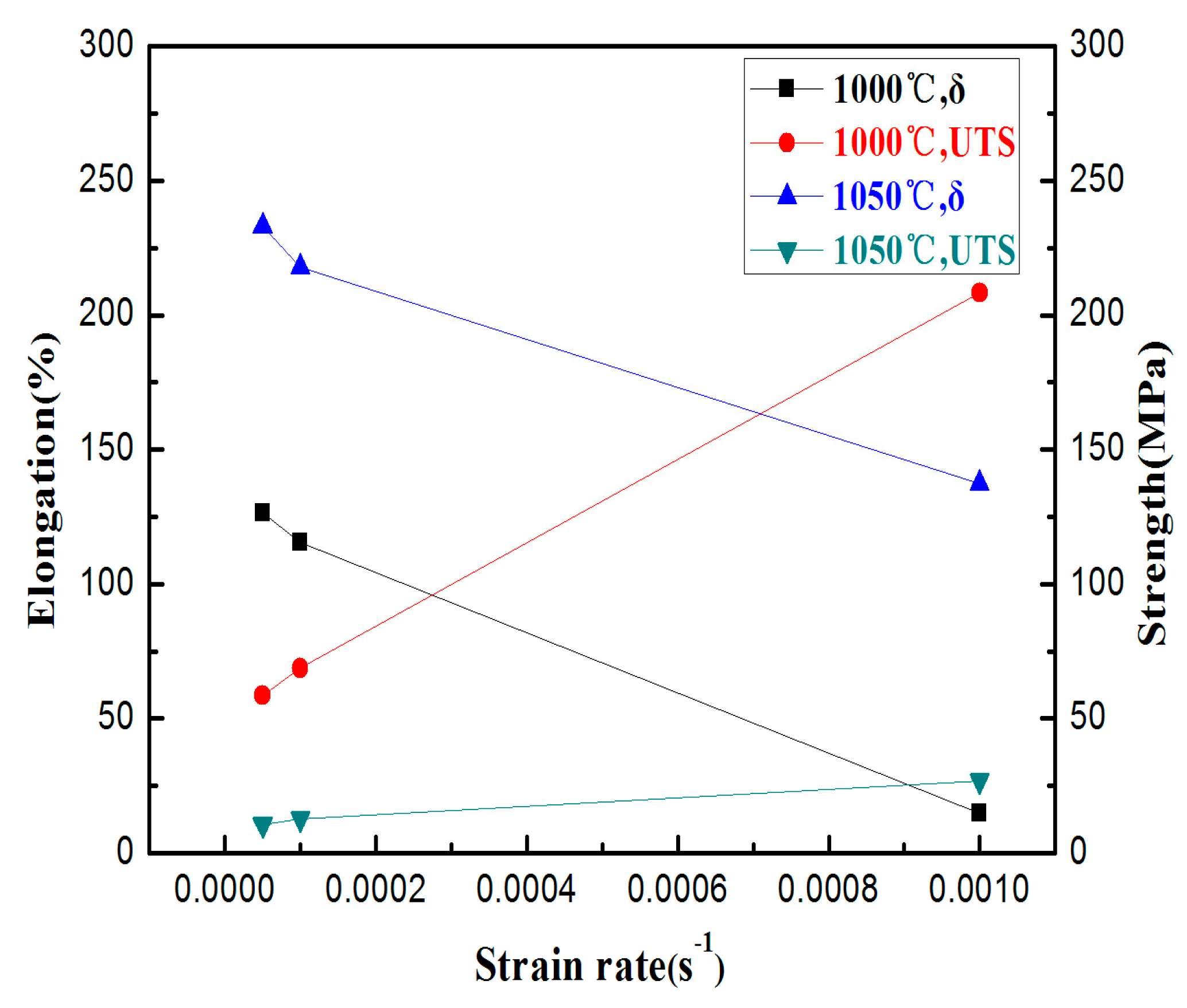
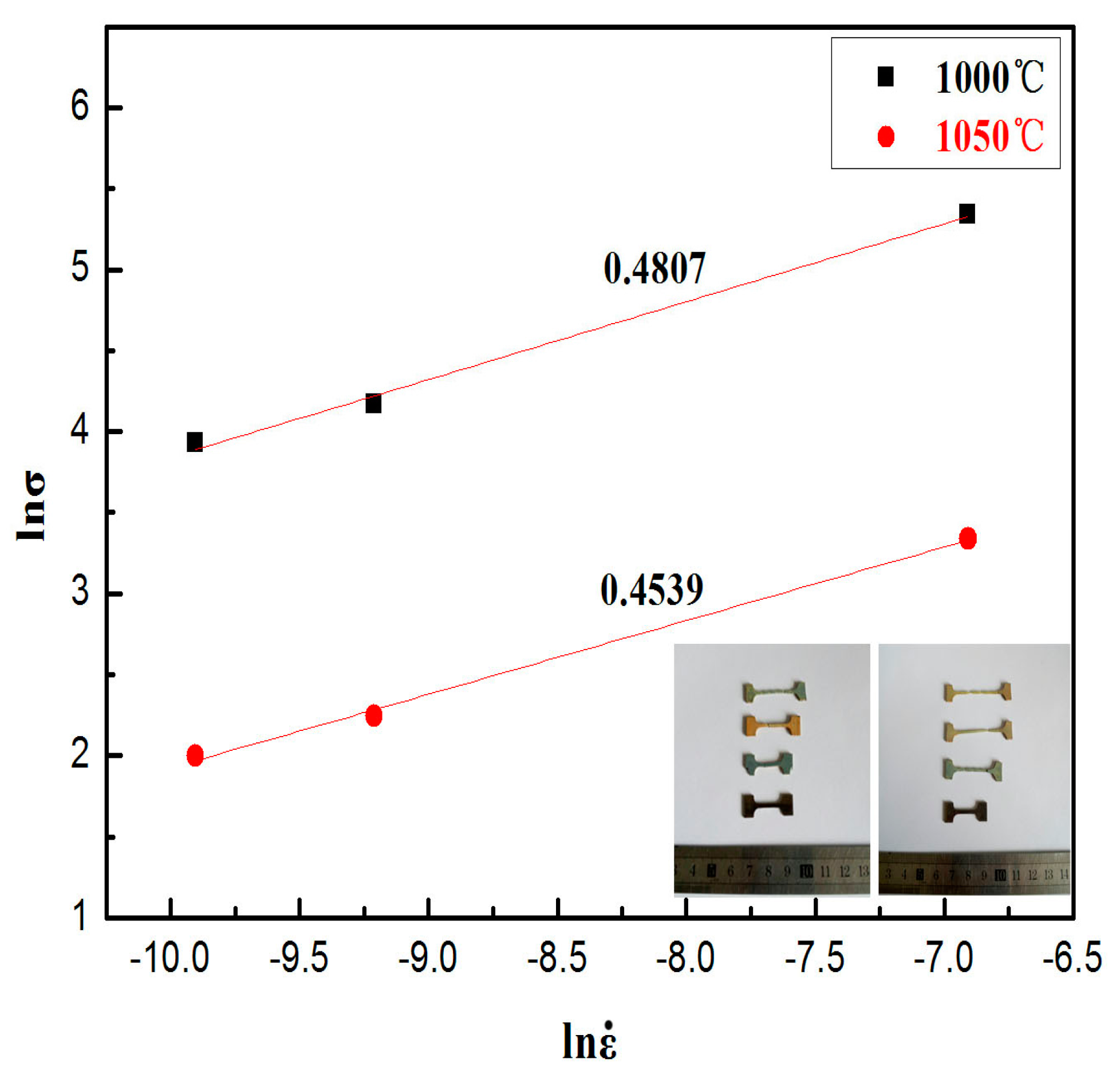
3.2. True Stress-Strain Curves
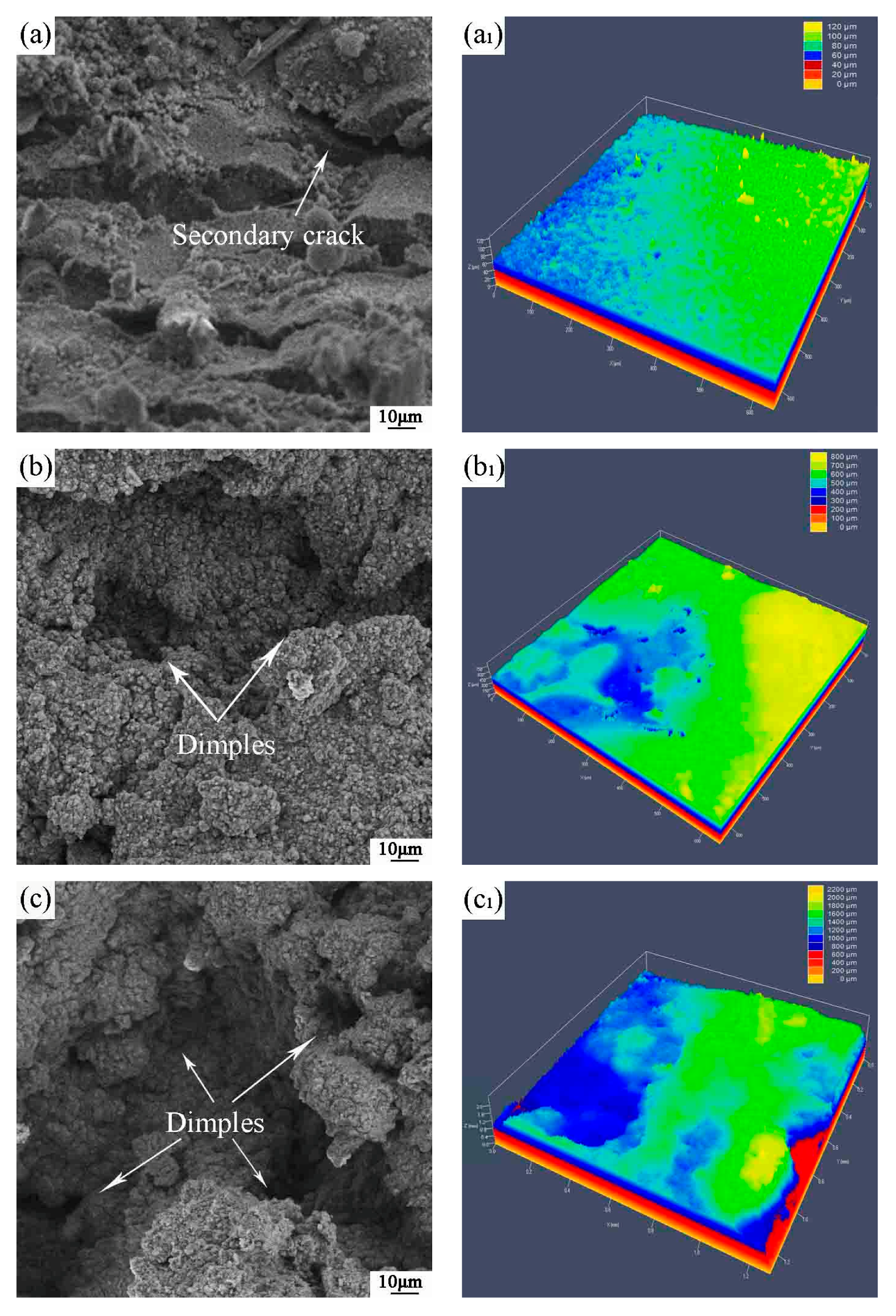
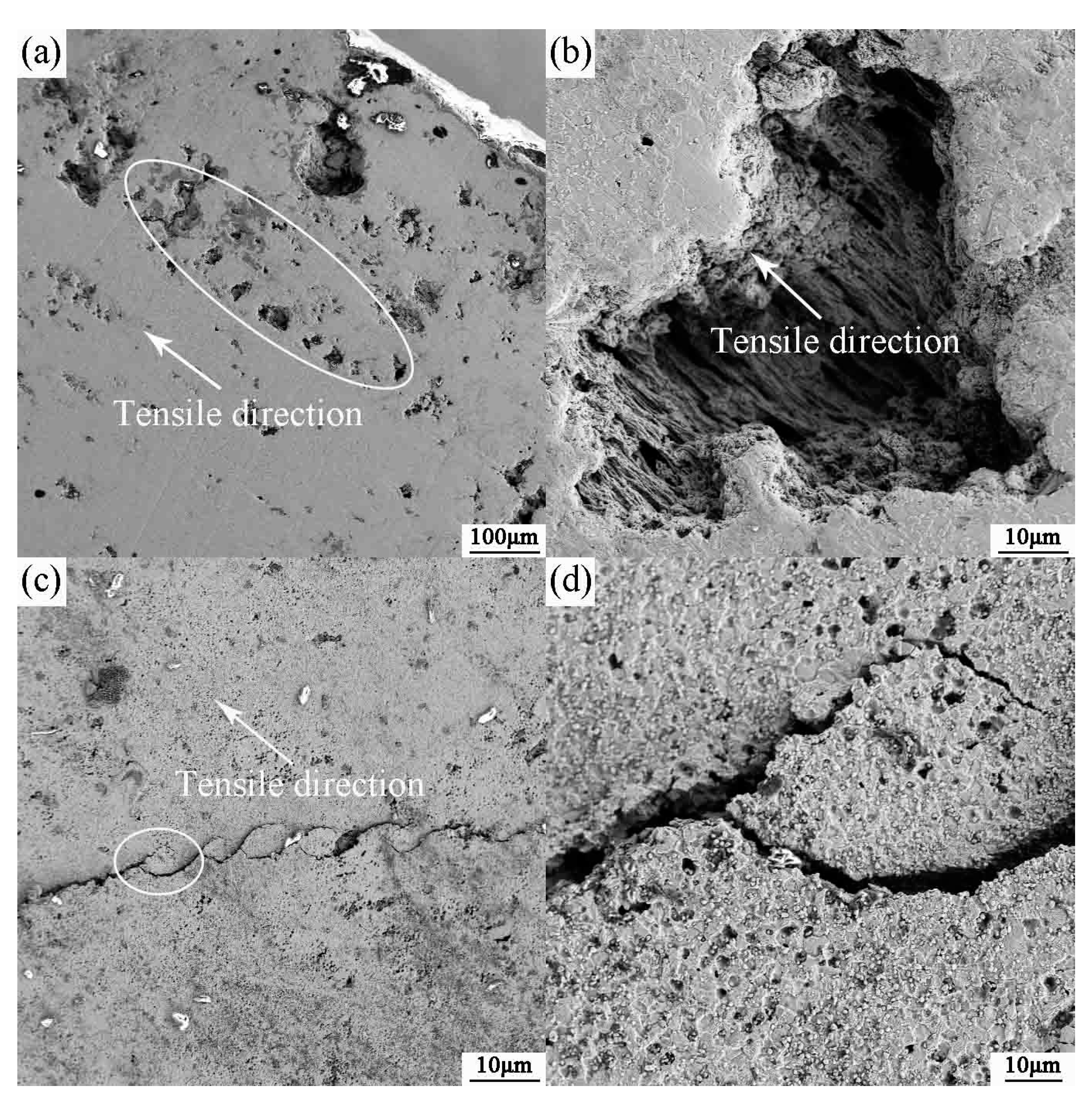
3.3. Analysis of the Fracture Surface
3.4. Deformation Mechanism
4. Conclusions
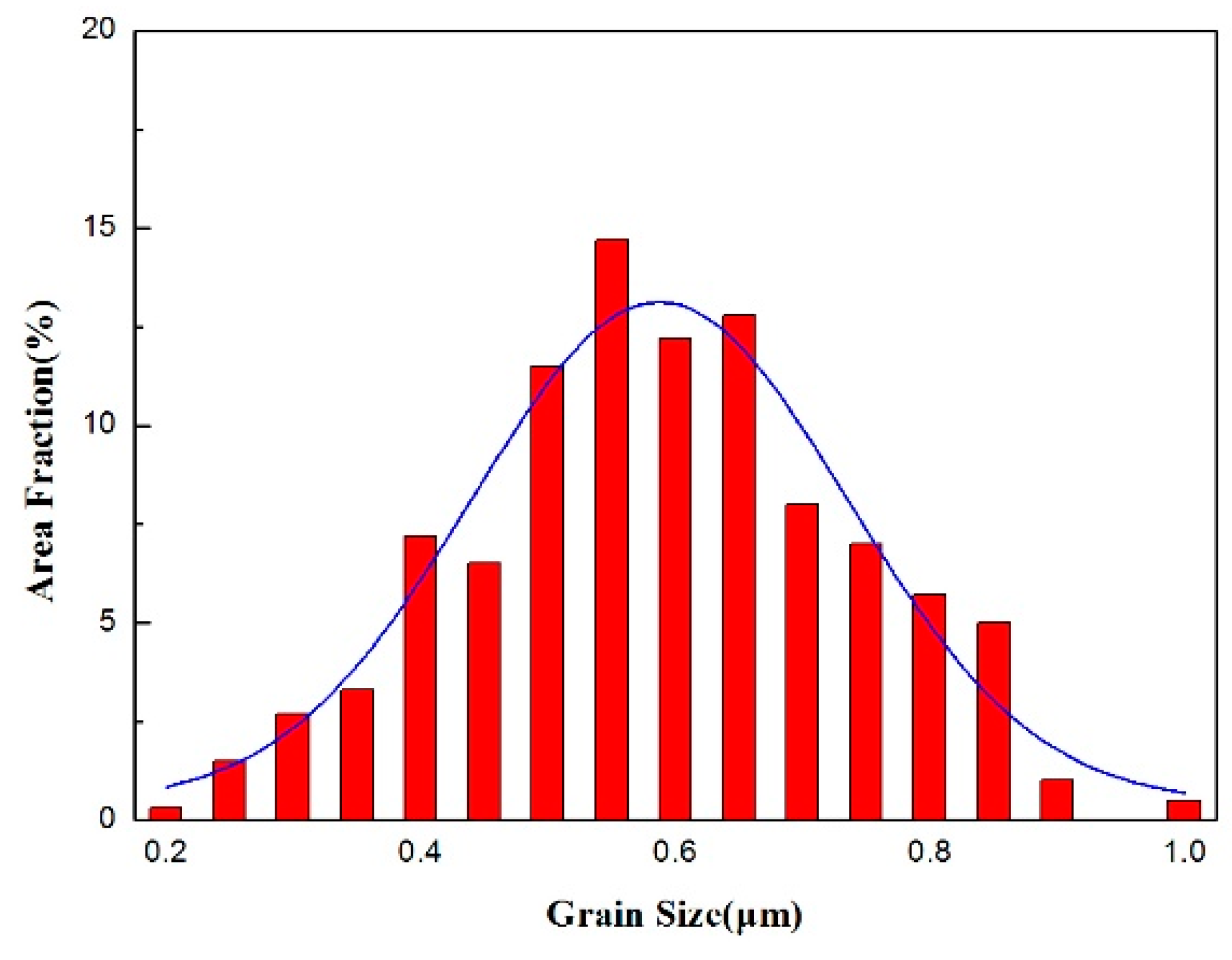
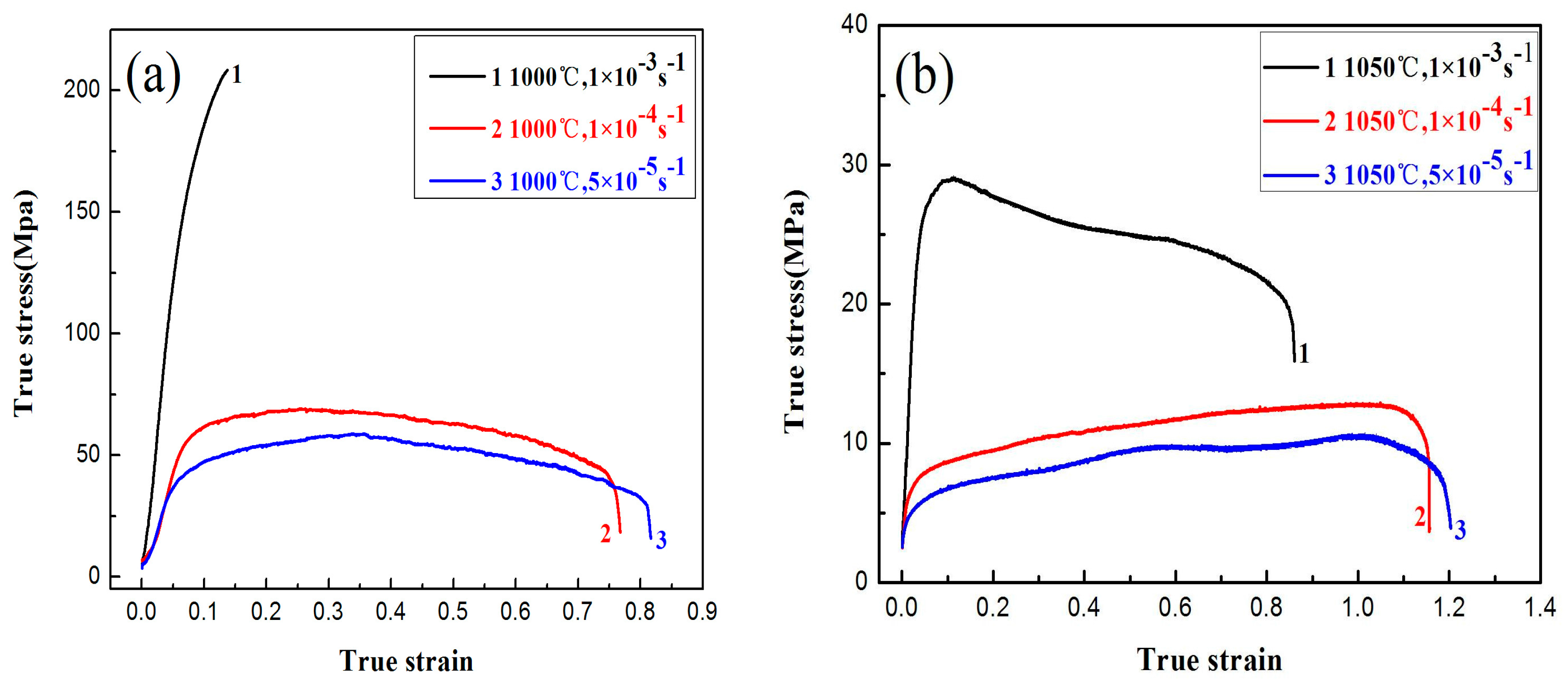
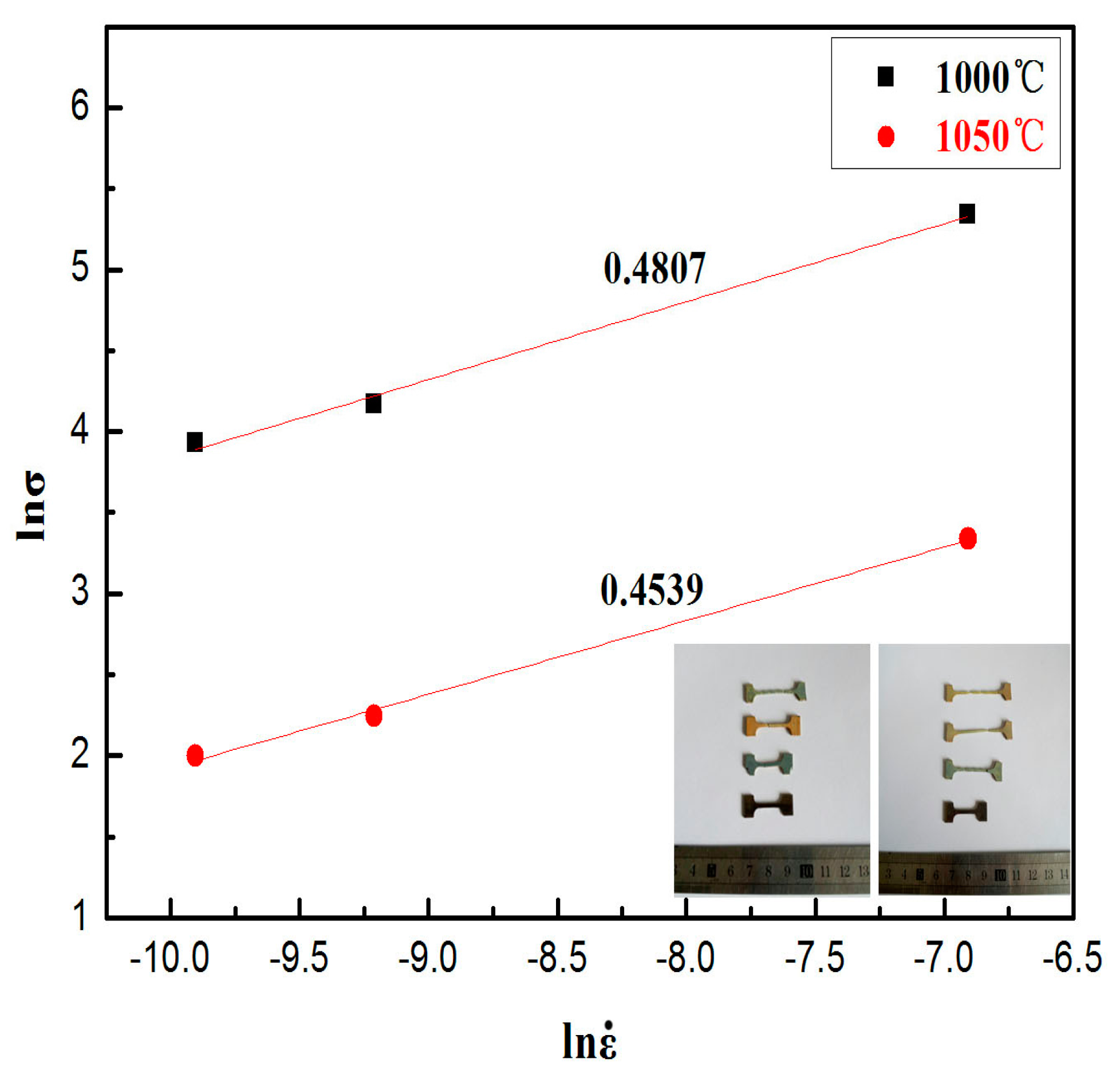
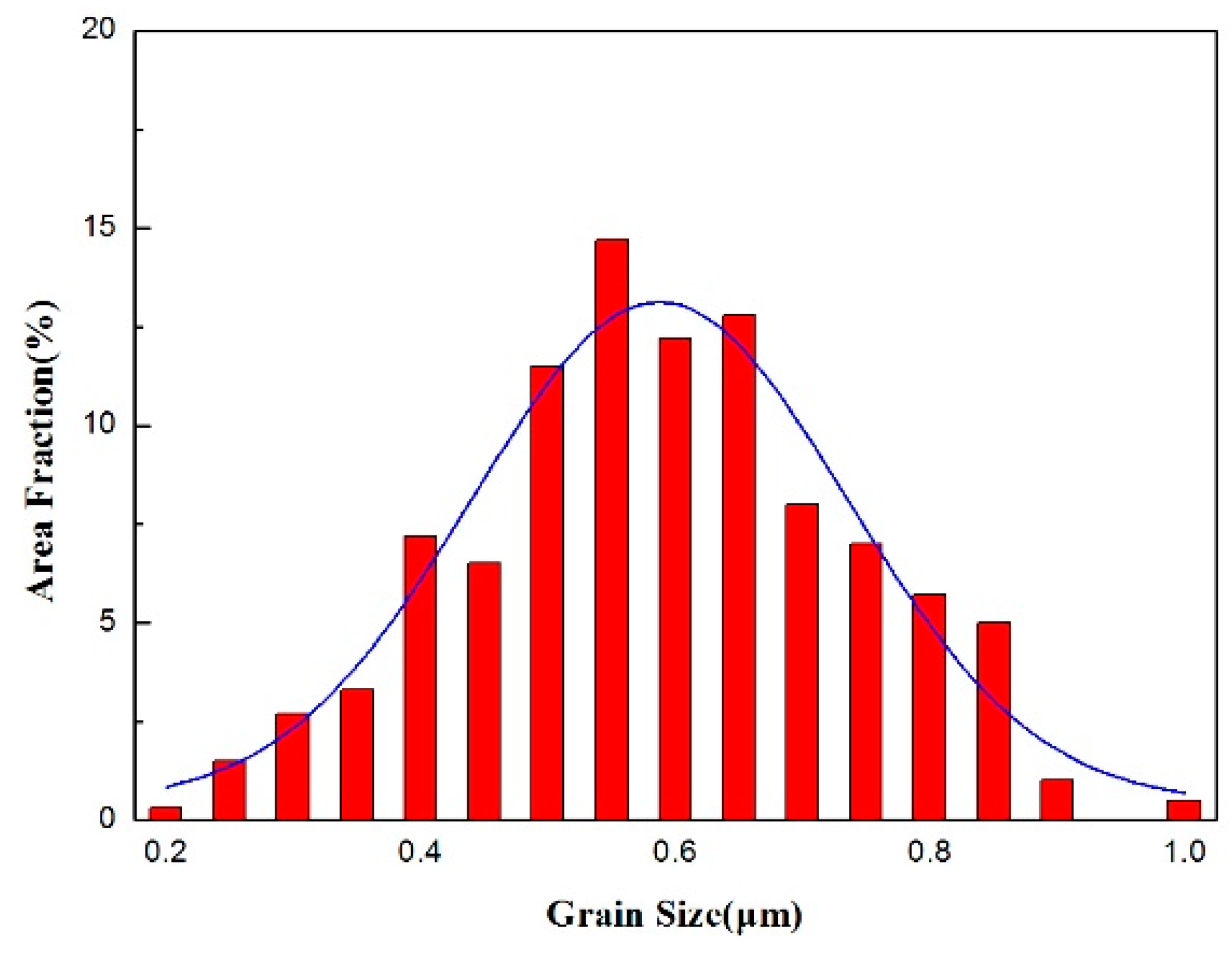
- The equiaxed superfine/nanocrystalline duplex (γ + α2) microstructure of the PM Ti-45Al-5Nb alloy has favourable superplasticity. The ultimate tensile strength of the alloy was 58.7 MPa at 1000 °C and 10.5 MPa at 1050 °C with a strain rate of 5 × 10−5 s−1, while the elongation was 121% and 233%, respectively.
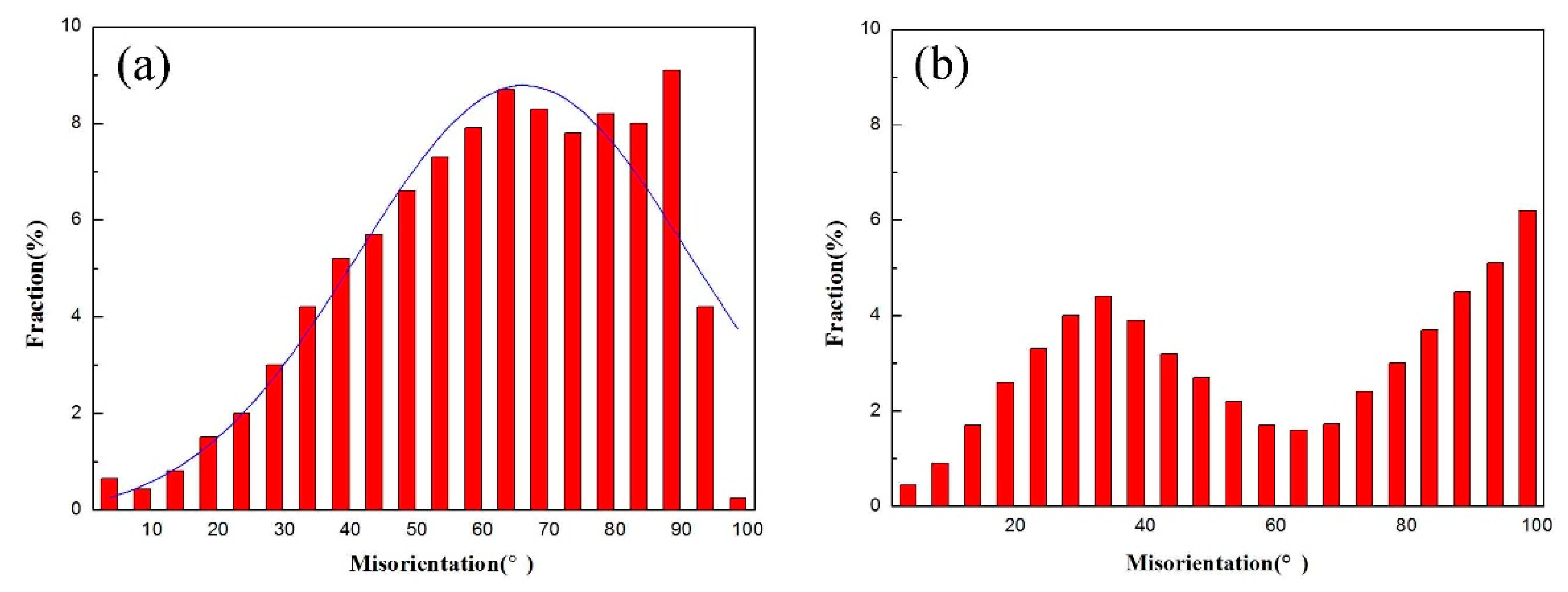
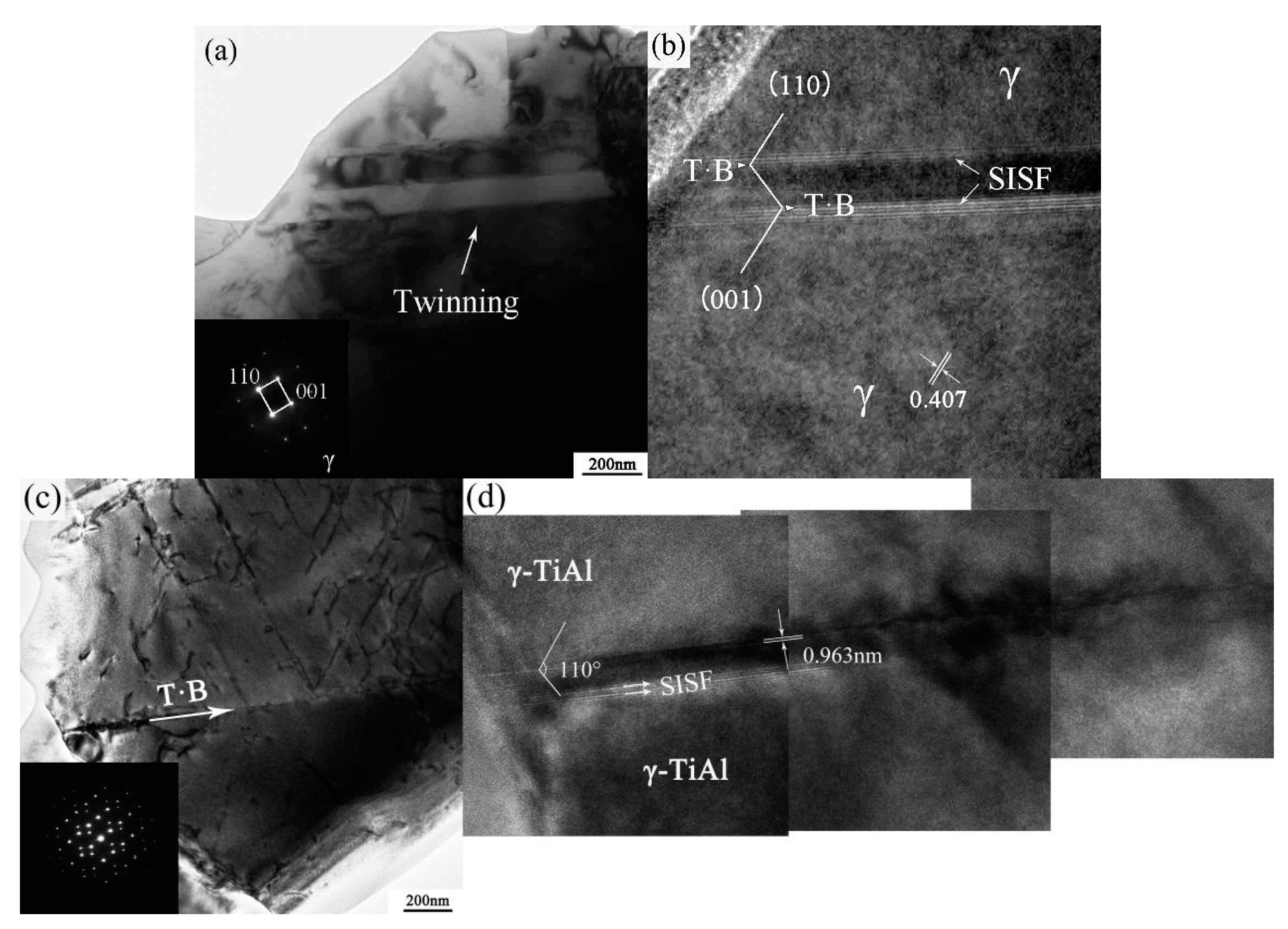
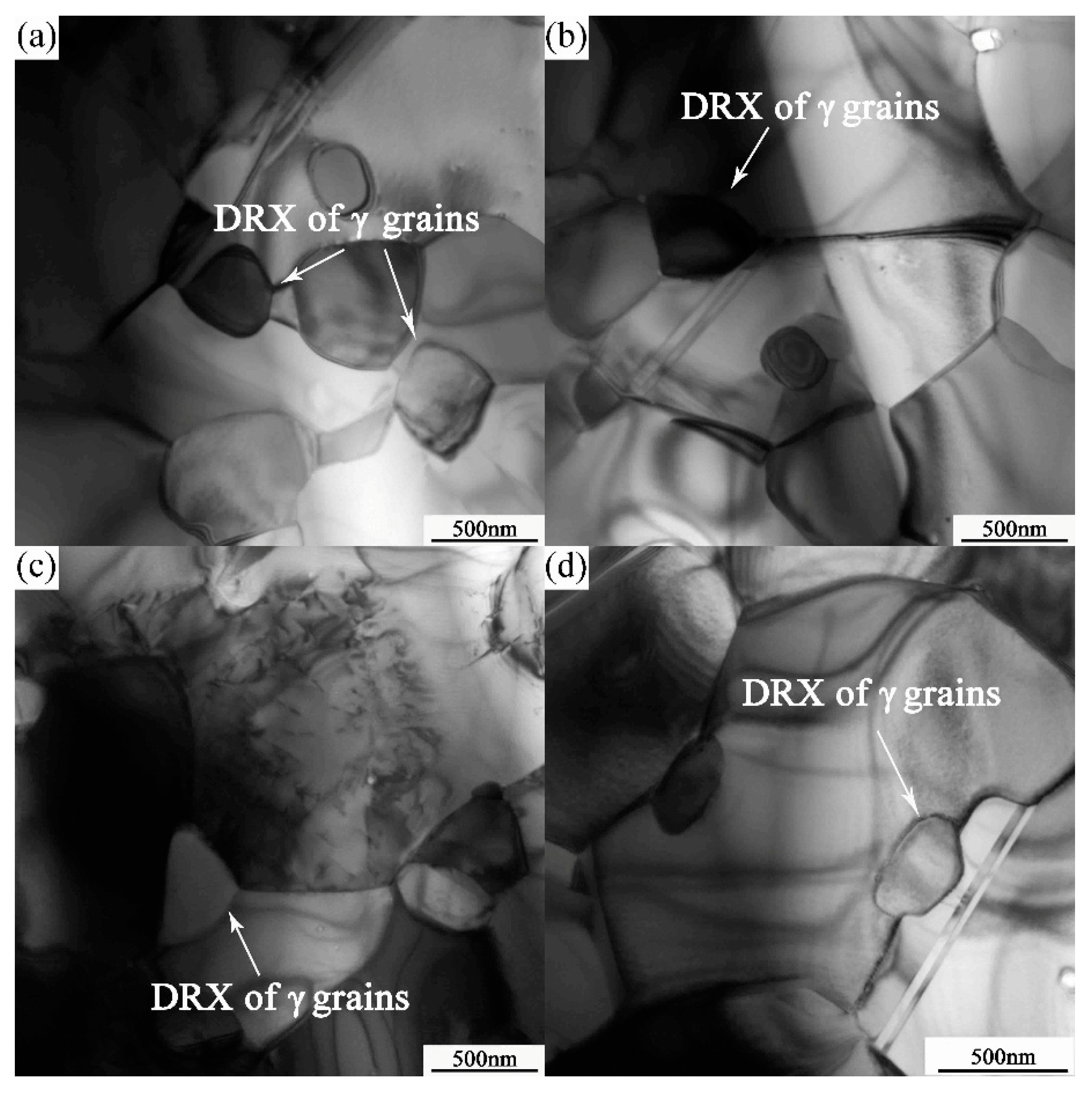
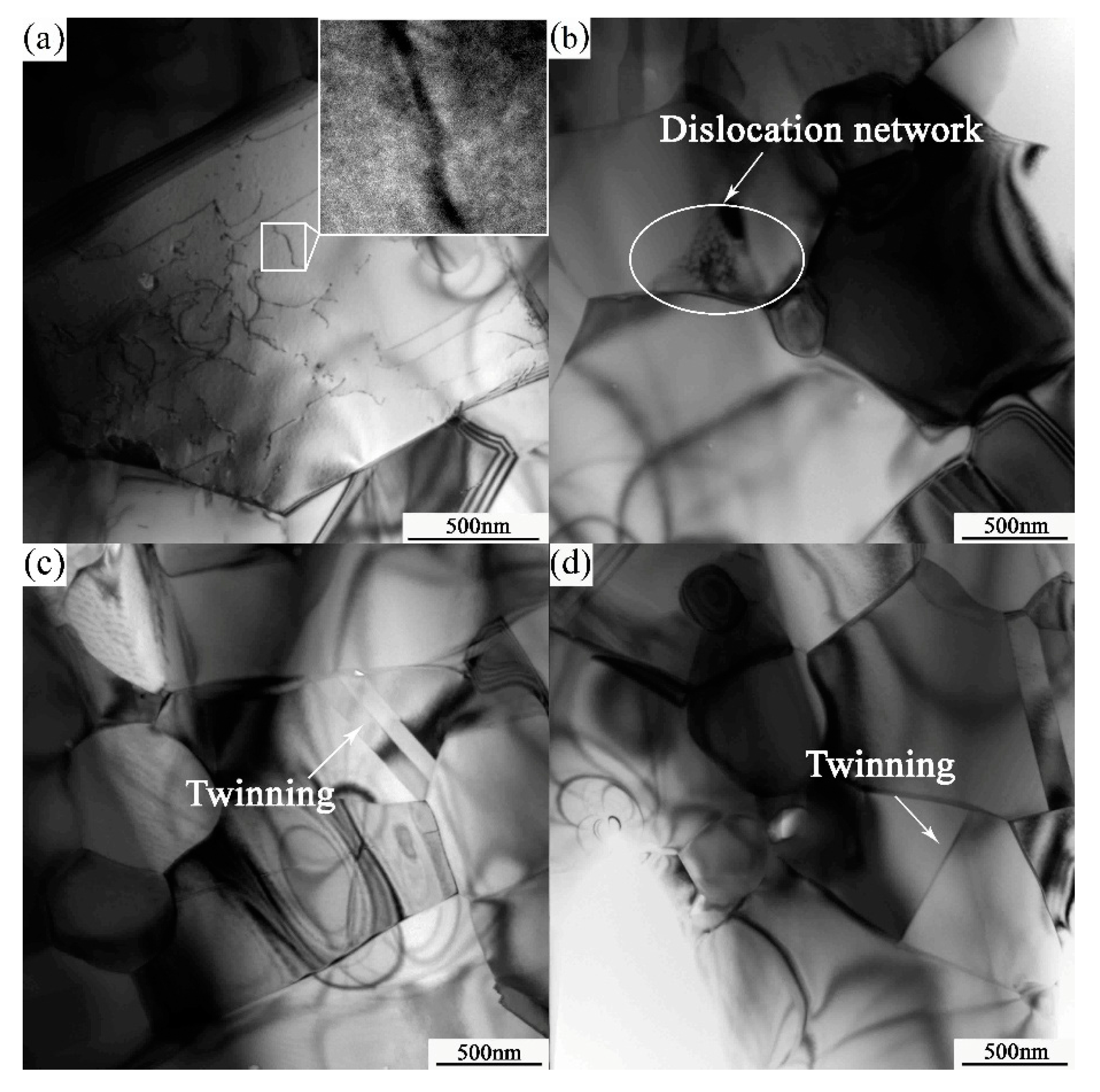
- The mechanism of superplastic deformation is dislocation slipping and twinning of the γ/γ phase. The orientation relationship between the γ/γ phase interface is (001)γ//(110)γ. The main softening mechanism is the dynamic recrystallization of γ grains. Dynamic recrystallization nucleates mainly at grain junctions and grain boundaries, where the stress is highly concentrated, and near dislocations and twins.
- The plastic deformation mainly occurs in the matrix γ phase, and the dispersion of the equiaxed nanocrystalline α2 phase plays a promoting role. The α2 grains undergo rotation with the deformation of the γ phase in the process of superplastic deformation because of the fine grains and less slip of the system.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zan, X.; He, Y.H.; Wang, Y.; Lu, Z.X.; Xia, Y.M. Tensile Impact Behavior and Deformation Mechanism of Duplex TiAl Intermetallics at Elevated Temperatures. J. Mater. Sci. 2010, 45, 6446–6454. [Google Scholar] [CrossRef]
- Clemens, H.; Kestler, H. Processing and applications of intermetallic g-TiAl based alloys. Adv. Eng. Mater. 2000, 2, 551–570. [Google Scholar] [CrossRef]
- Ding, X.F.; Lin, J.P.; Zhang, L.Q.; Su, Y.Q.; Chen, G.L. Microstructural Control of TiAl-Nb Alloys by Directional Solidification. Acta Mater. 2012, 60, 498–506. [Google Scholar] [CrossRef]
- Kim, Y.W. Microstructural Evolution and Mechanical Properties of a Forged Gamma Titanium Aluminide Alloy. Acta Metall. 1992, 40, 1121–1134. [Google Scholar] [CrossRef]
- Nieh, T.G.; Wadsworth, J. Microstructural characteristics and deformation properties in superplastic intermetallics. Mater. Sci. Eng. A 1997, 239, 88–96. [Google Scholar] [CrossRef]
- Mukherjee, A.K.; Mughrabi, H. (Eds.) Plastic Deformation and Fracture of Materials. In Materials Science and Technology; VCH: Weinheim, Germany, 1993; p. 407. [Google Scholar]
- Clemens, H.; Mayer, S. Design, processing, microstructure, properties, and applications of advanced intermetallic TiAl alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Xu, X.J.; Xu, L.H.; Lin, J.P.; Wang, Y.L.; Lin, Z.; Chen, G.L. Pilot Processing and Microstructure Control of High Nb Containg TiAl Alloy. Intermetallics 2005, 13, 337–341. [Google Scholar] [CrossRef]
- Appel, F.; Oehring, M.; Paul, J.D.H.; Klinkenberg, C.; Carneiro, T. Physical aspects of hot-working gamma-based titanium aluminides. Intermetallics 2004, 12, 791–802. [Google Scholar] [CrossRef]
- Liu, Z.C.; Lin, J.P.; Li, S.J.; Chen, G.L. Effects of Nb and Al on the Microstructures and Mechanical Properties of High Nb Containing TiAl Base Alloys. Intermetallics 2002, 10, 653–659. [Google Scholar] [CrossRef]
- Gerling, R.; Bartels, A.; Chemens, H.; Kestlerd, H.; Schimansky, F.P. Structural Characterization and Tensile Properties of a High Niobium Containing Gamma TiAl Sheet Obtained by Powder Metallurgical Processing. Intermetallics 2004, 12, 275–280. [Google Scholar] [CrossRef]
- Cheng, L.; Li, J.; Xue, X.; Tang, B.; Kou, H.C.; Bouzy, E. Superplastic deformation mechanisms of high Nb containing TiAl alloy with (α2 + γ) microstructure. Intermetallics 2016, 75, 62–71. [Google Scholar] [CrossRef]
- Li, H.; Qi, Y.; Liang, X. Microstructure and high temperature mechanical properties of powder metallurgical Ti-45Al-7Nb-0.3W alloy sheets. Mater. Des. 2016, 106, 90–97. [Google Scholar] [CrossRef]
- Sastry, S.M.L.; Lipsitt, H.A. Fatigue deformation of TiAl base alloys. Metall. Mater. Trans. A 1977, 8, 299. [Google Scholar] [CrossRef]
- Yang, W.J.S. Observations of superdislocation networks in Ti3Al-Nb. Mater. Sci. Lett. 1982, 1, 199–202. [Google Scholar] [CrossRef]
- Salishchev, G.A.; Galeyev, R.M.; Valiakhmetov, O.R. Development of Ti-6Al-4V sheet with low temperature superplastic properties. Mater. Process. Technol. 2001, 116, 265–268. [Google Scholar] [CrossRef]
- Imayev, R.M.; Salishchev, G.A.; Senkov, O.N. Effect of deformation conditions on grain size and microstructure homogeneity of β-rich titanium alloys. Mater. Sci. Eng. A 2001, 300, 263–277. [Google Scholar] [CrossRef]
- Du, Z.H.; Zhang, K.F.; Jiang, S.S.; Zhu, R.C.; Li, S.G. High Temperature Mechanical Behavior of Ti-45Al-8Nb and Its Cavity Evolution in Deformation. J. Mater. Eng. Perform. 2015, 24, 3746–3754. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, K. Superplasticity of a γ-TiAl alloy and its microstructure and cavity evolution in deformation. J. Alloy. Compd. 2010, 492, 236–240. [Google Scholar] [CrossRef]
- Imayev, V.M.; Imayev, R.M.; Kuznetsov, A.V. Superplastic properties of Ti-45.2Al-3.5(Nb,Cr,B) sheet material rolled below the eutectoid temperature. Mater. Sci. Eng. A 2003, 348, 15–21. [Google Scholar] [CrossRef]
- Imayev, R.; Gabdullin, N.; Salishchev, G. Effect of grain size on superplasticity of an intermetallic Ti3Al compound. Intermetallics 1997, 5, 229–236. [Google Scholar] [CrossRef]
- Clemens, H.; Rumberg, I.; Schretter, P. Characterization of Ti-48Al-2Cr sheet material. Intermetallics 1994, 2, 179–184. [Google Scholar] [CrossRef]
- Marketza, W.T.; Fischera, F.D.; Clemens, H. Deformation mechanisms in TiAl intermetallics experiments and modeling. Int. J. Plast. 2003, 19, 281–321. [Google Scholar] [CrossRef]
- Fischer, F.D.; Appel, F.; Clemens, H. A thermodynamical model for the nucleation of mechanical twins in TiAl. Acta Mater. 2003, 51, 1249–1260. [Google Scholar] [CrossRef]
- Farenc, S.; Coujou, A.; Couret, A. An study of twin propagation in TiAl. Philos. Mag. A 1993, 67, 127–142. [Google Scholar] [CrossRef]
- Cerreta, E.; Mahajan, S. Formation of deformation twins in TiAl. Acta Mater. 2001, 49, 3803–3809. [Google Scholar] [CrossRef]
- Wang, J.G.; Zhang, L.C.; Chen, G.L.; Ye, H.Q. TEM observations of mechanical twins in a hot-deformed Ti-45Al-10Nb alloy. Mater. Sci. Eng. A 1998, 252, 222–231. [Google Scholar] [CrossRef]
- He, J.S.; Wang, Y.W. Superplasticity of Materials; Science Press: Beijing, China, 1996. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (at %) | Grain Size (μm) | Tensile Temperature (°C) | Strain Rate (s−1) | Stress (MPa) | Elongation (%) | M |
|---|---|---|---|---|---|---|
| Ti-45Al-8Nb | 10–20 | 1050 | 1 × 10−3 | 140 | 237 | 0.31 |
| Ti-43.4Al-8Nb-0.2W-0.2B | 4 | 1000 | 2.083 × 10−4 | 80 | 409 | 0.5 |
| Ti-42.5Al-2.3Nb-2.2Cr-0.28W-0.15B | 4 | 1000 | 1 × 10−4 | 90 | 450 | - |
| Ti-45.2Al-3.5 (Nb,Cr,B) | 3 | 1000 | 1 × 10−3 | 140 | 330 | - |
| Ti-45Al-5Nb * | 0.5–0.8 | 1050 | 5 × 10−5 | 10.6 | 233 | 0.45 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, X.; Duan, Z.; Pei, W.; Chen, H. Superplastic Deformation Mechanisms of Superfine/Nanocrystalline Duplex PM-TiAl-Based Alloy. Materials 2017, 10, 1103. https://doi.org/10.3390/ma10091103
Gong X, Duan Z, Pei W, Chen H. Superplastic Deformation Mechanisms of Superfine/Nanocrystalline Duplex PM-TiAl-Based Alloy. Materials. 2017; 10(9):1103. https://doi.org/10.3390/ma10091103
Chicago/Turabian StyleGong, Xuebo, Zhenxin Duan, Wen Pei, and Hua Chen. 2017. "Superplastic Deformation Mechanisms of Superfine/Nanocrystalline Duplex PM-TiAl-Based Alloy" Materials 10, no. 9: 1103. https://doi.org/10.3390/ma10091103