
Investigation on the Mechanism and Failure Mode of Laser Transmission Spot Welding Using PMMA Material for the Automotive Industry


Abstract
:
1. Introduction
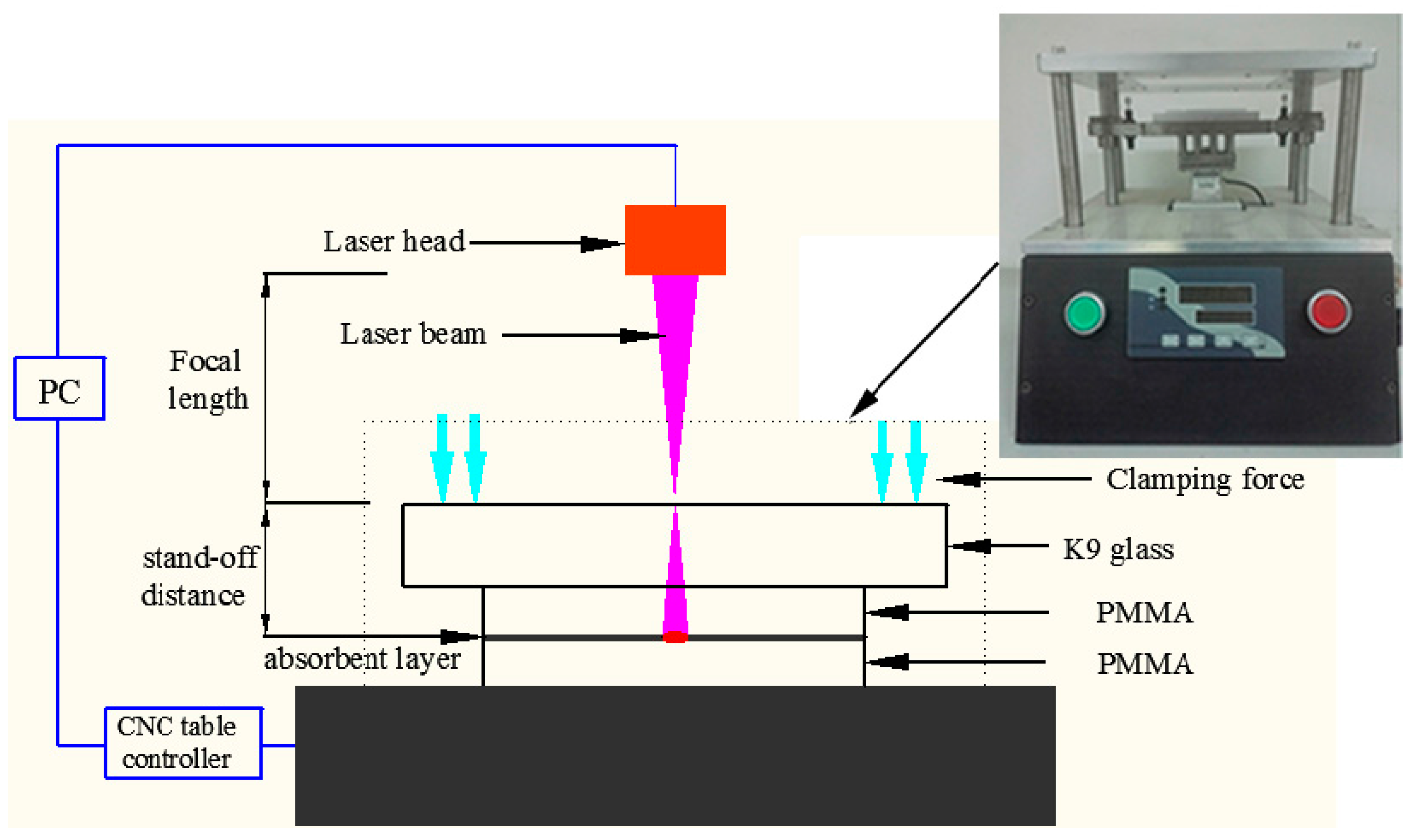
2. Materials and Methods
3. Results and Discussion
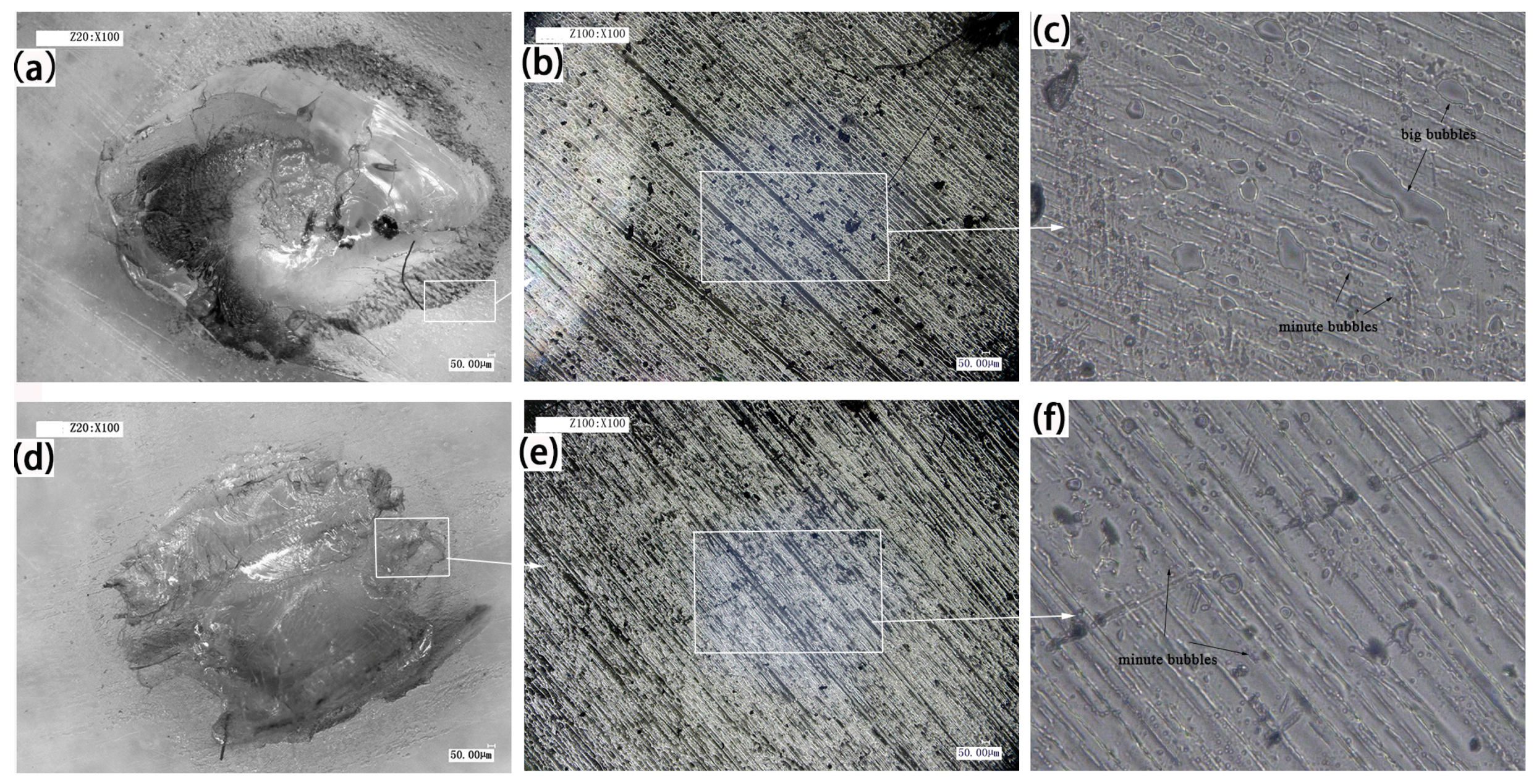
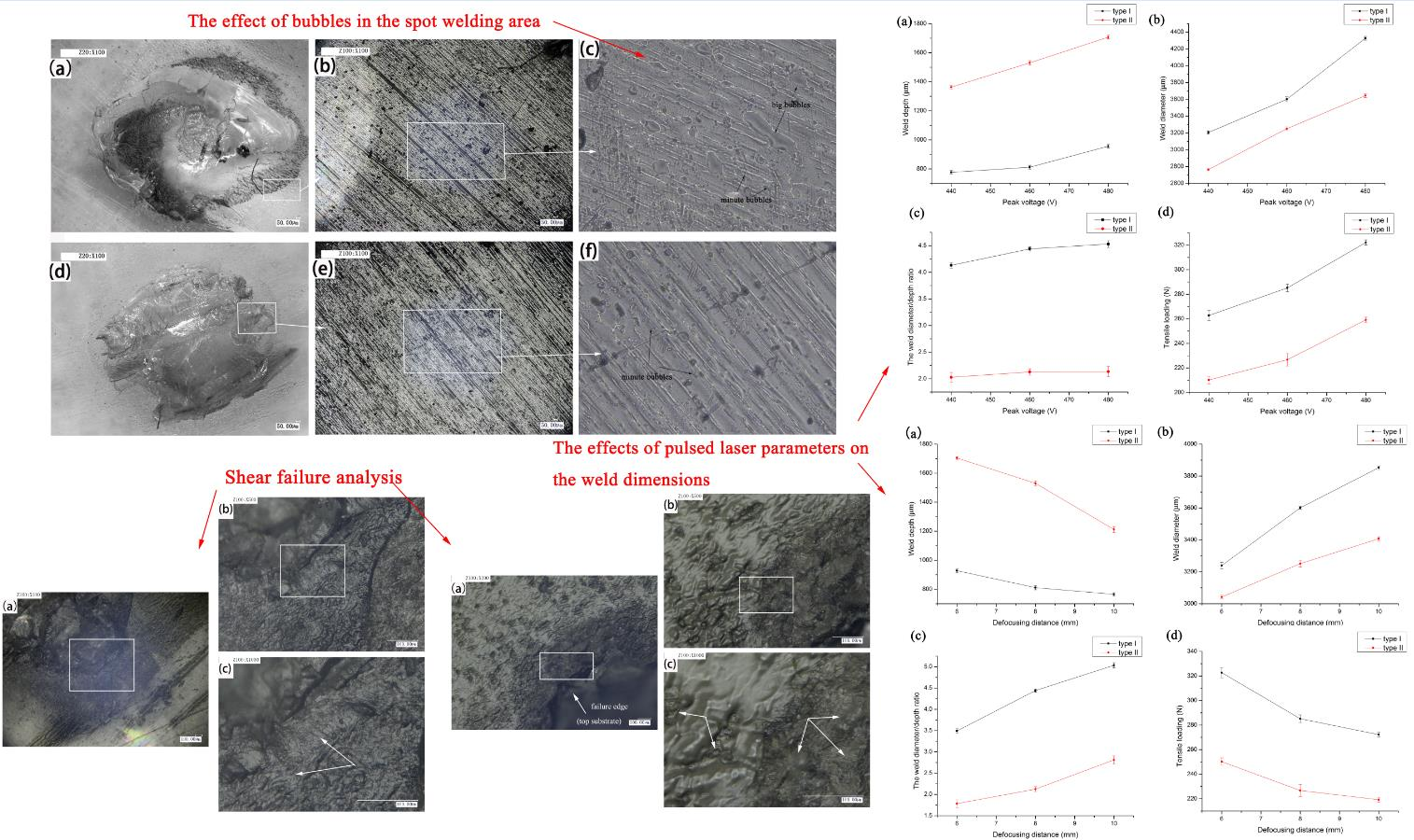
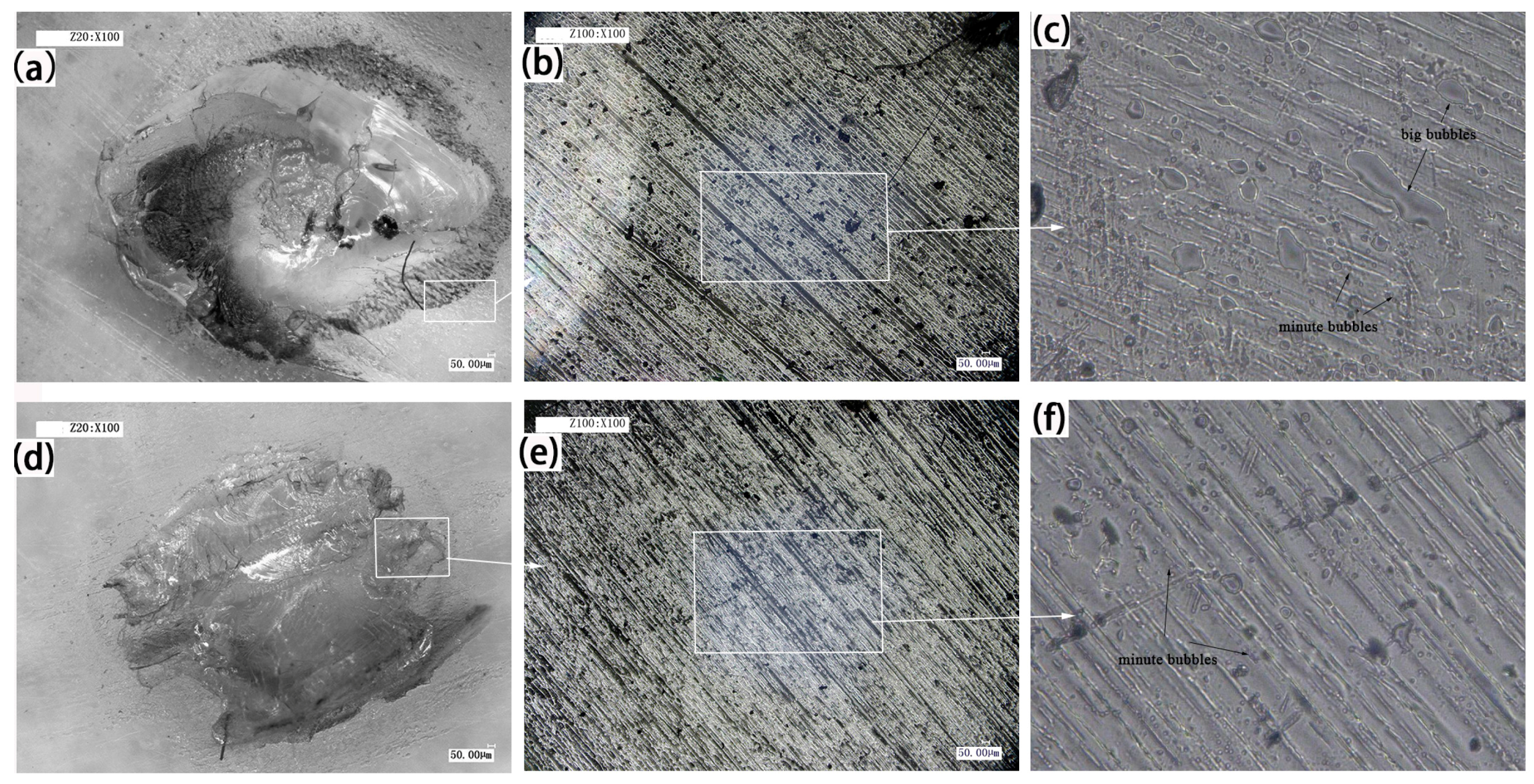
3.1. The Effect of Bubbles in the Spot Welding Area
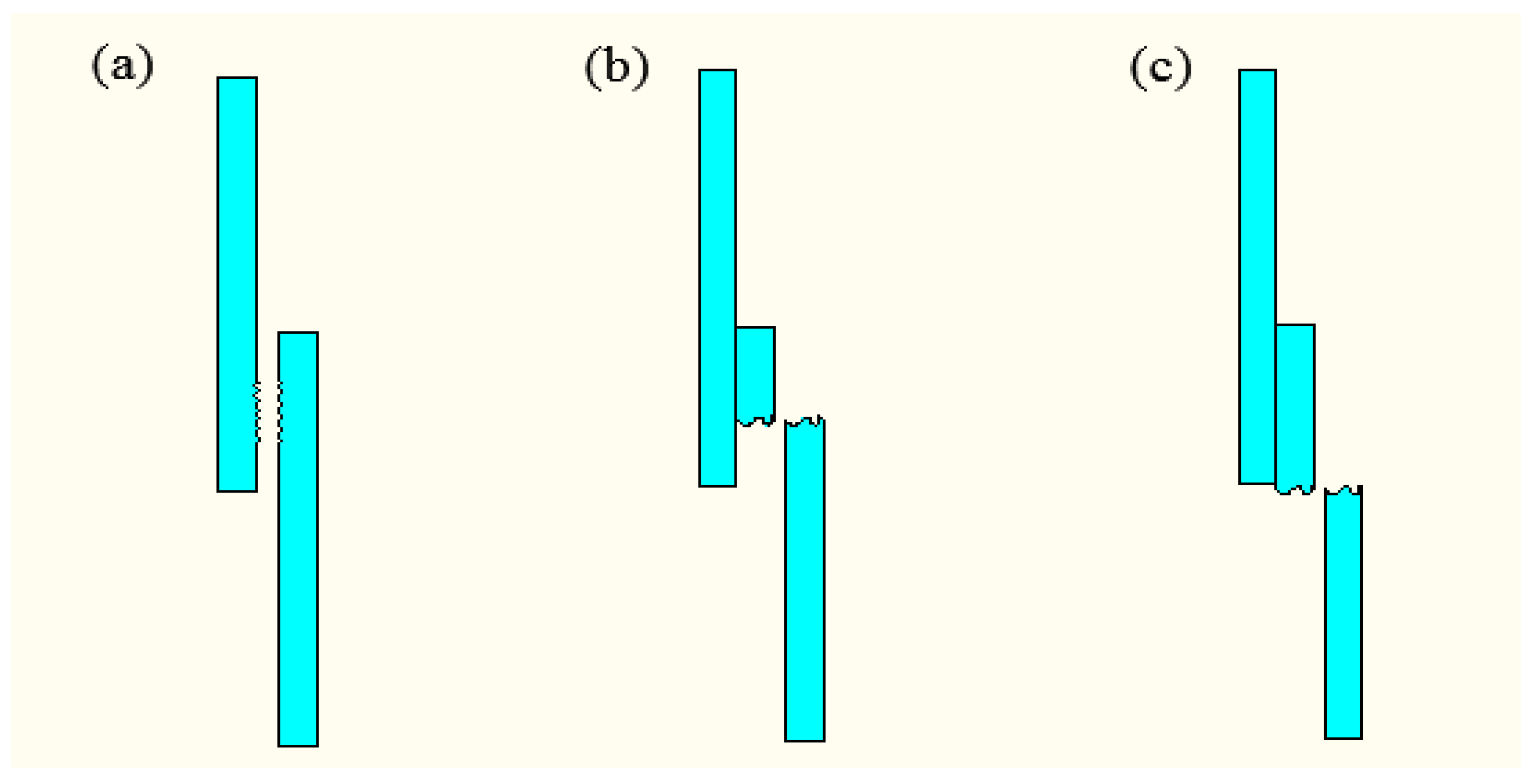
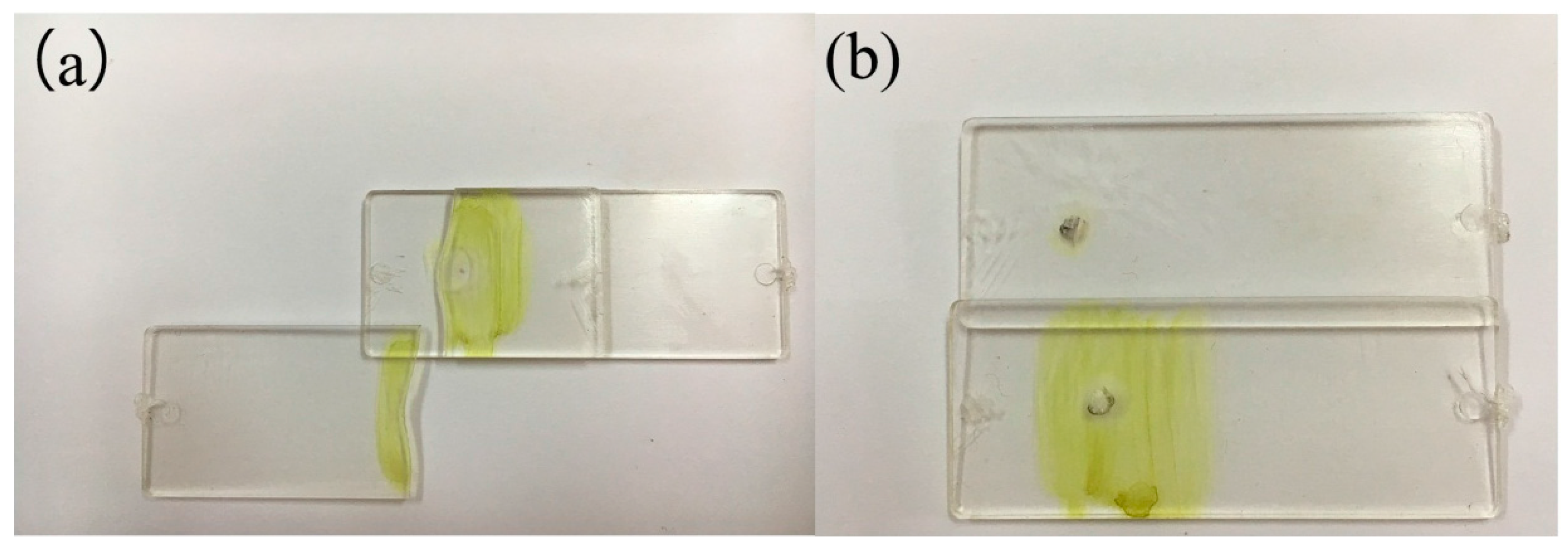
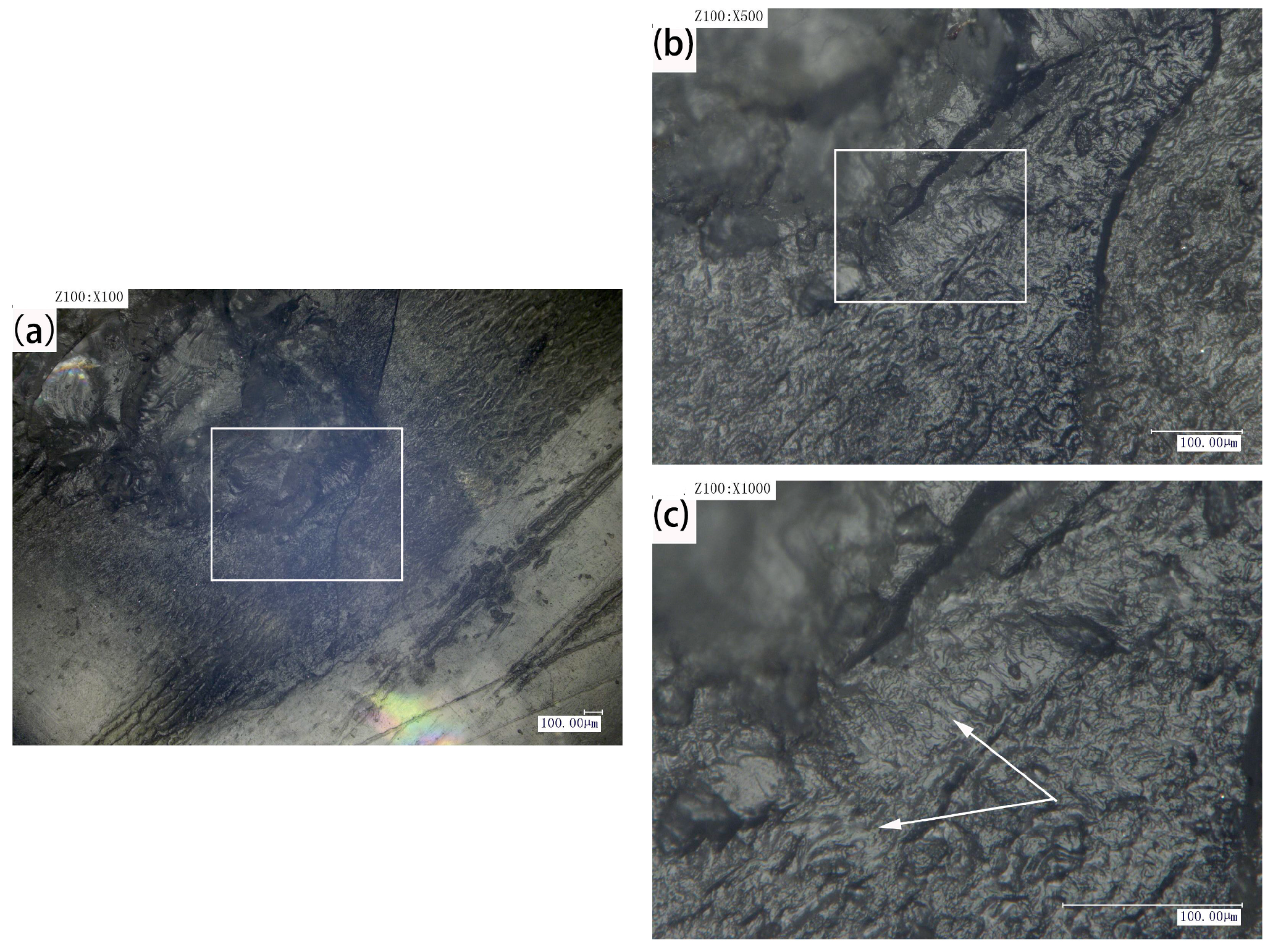
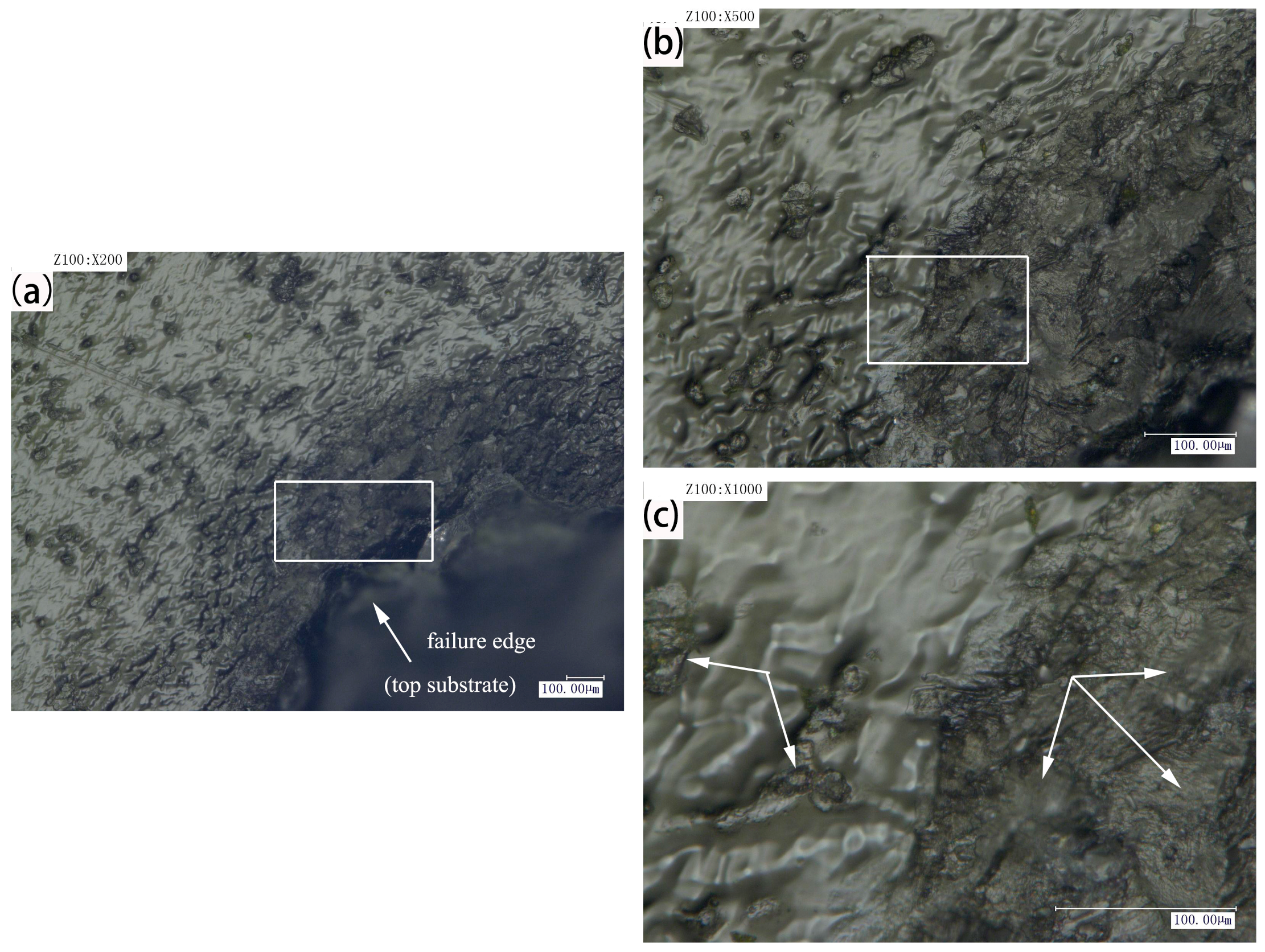
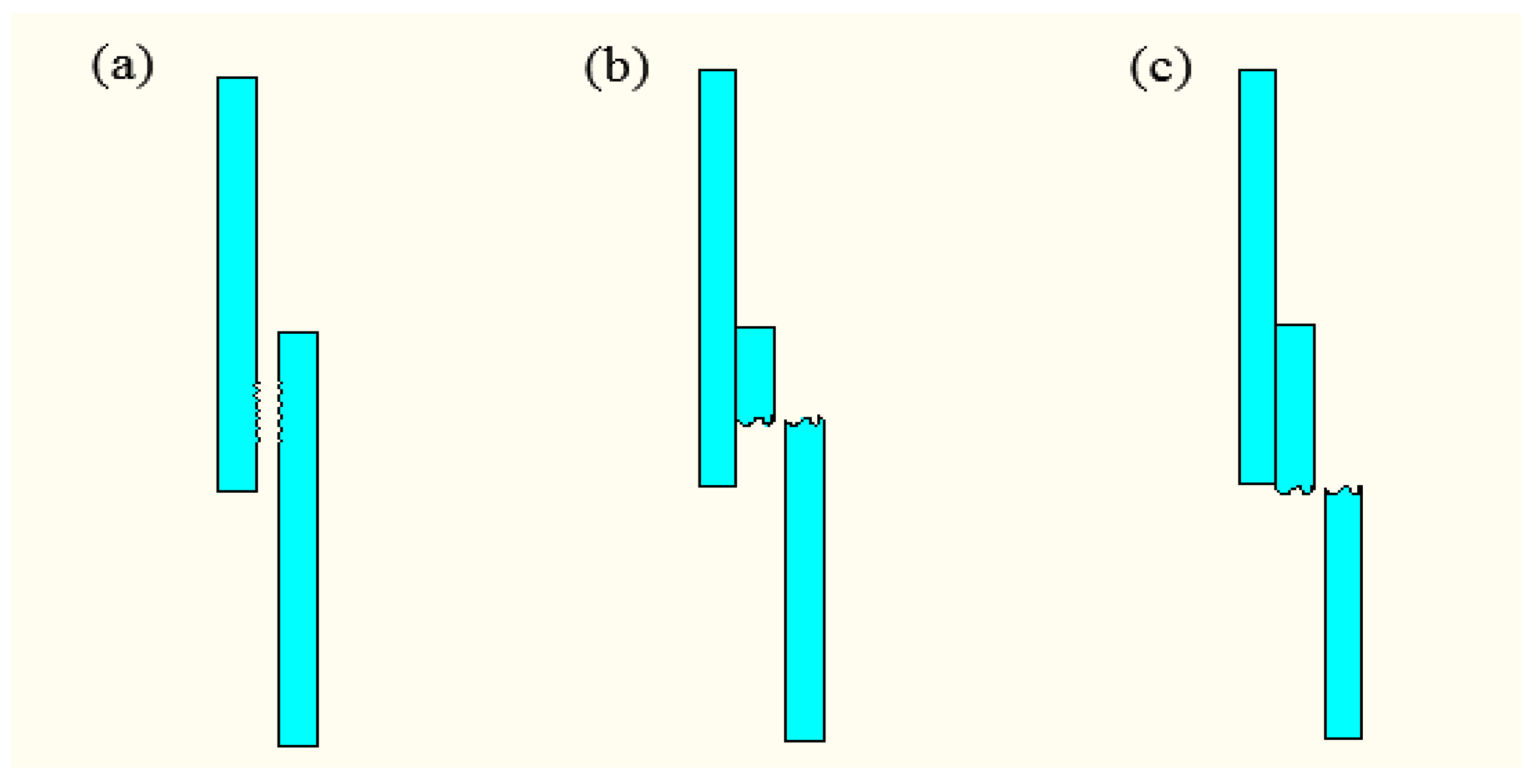
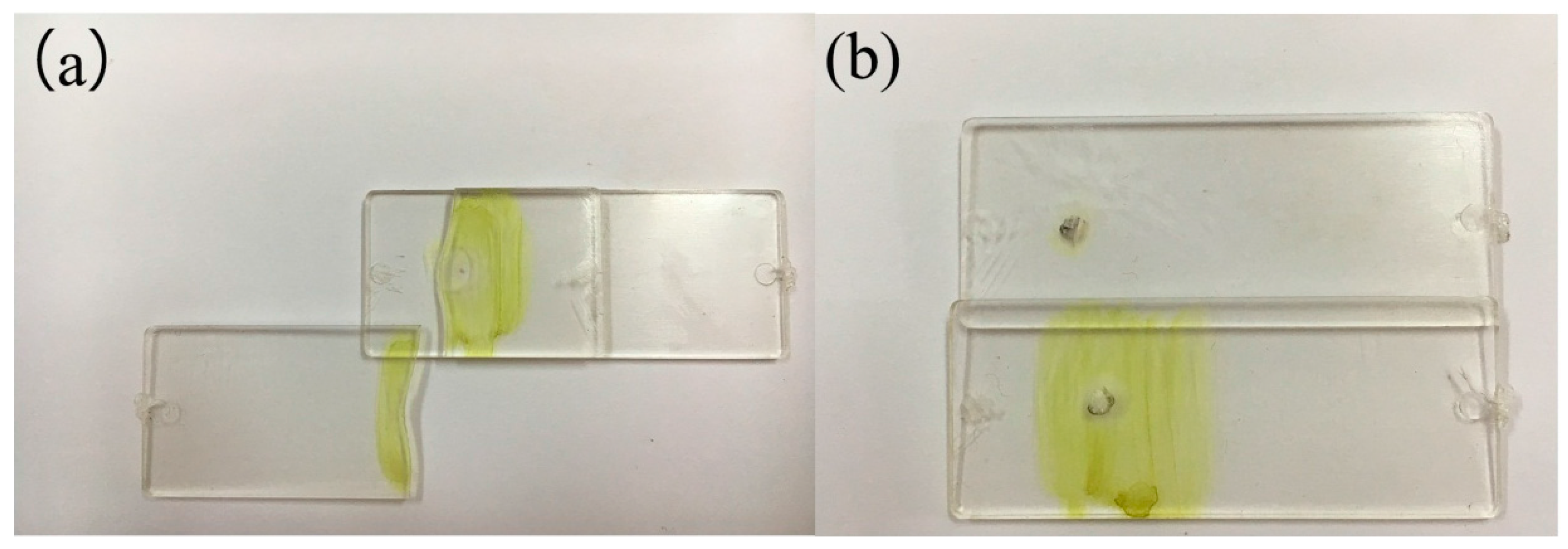
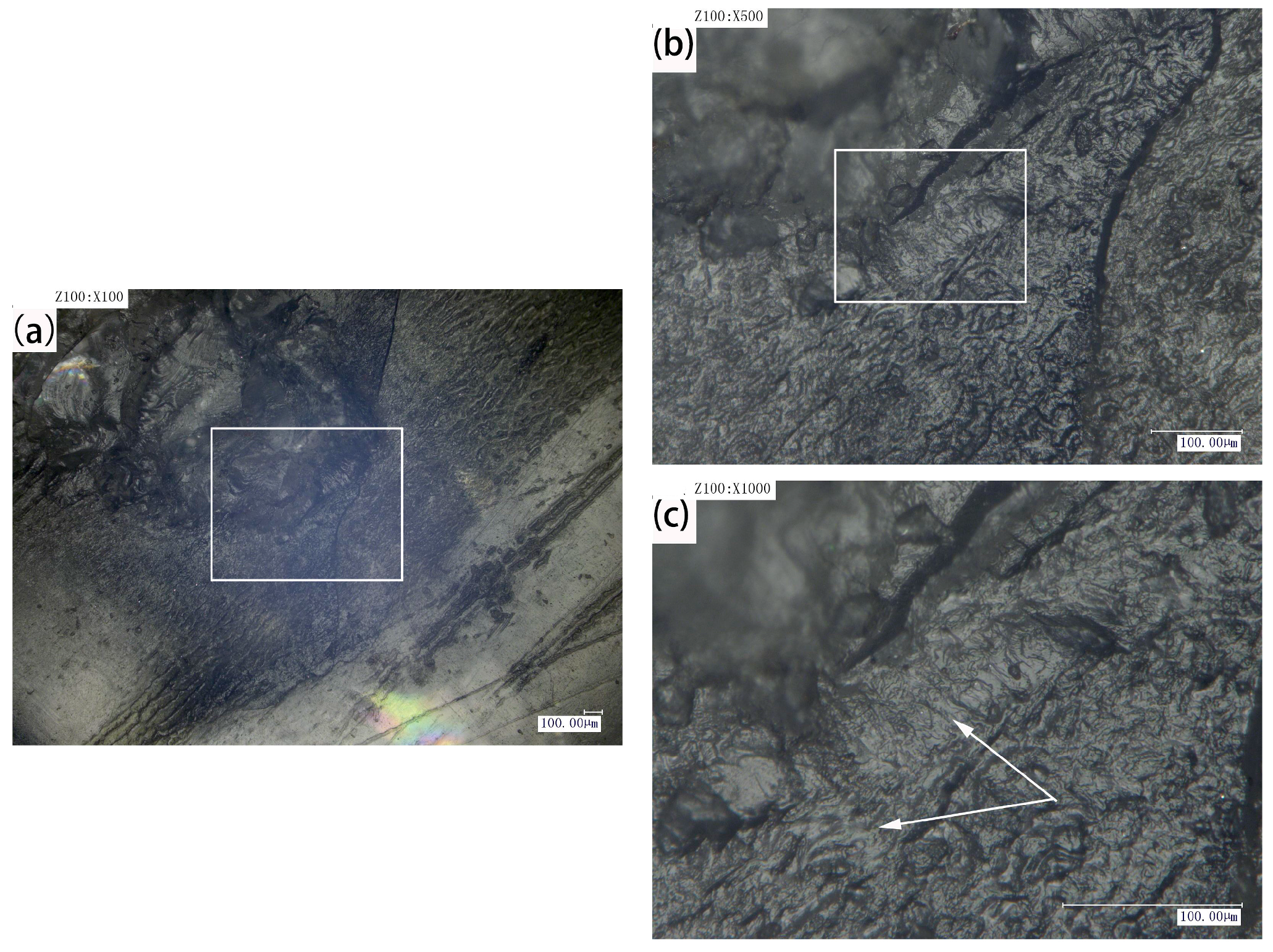
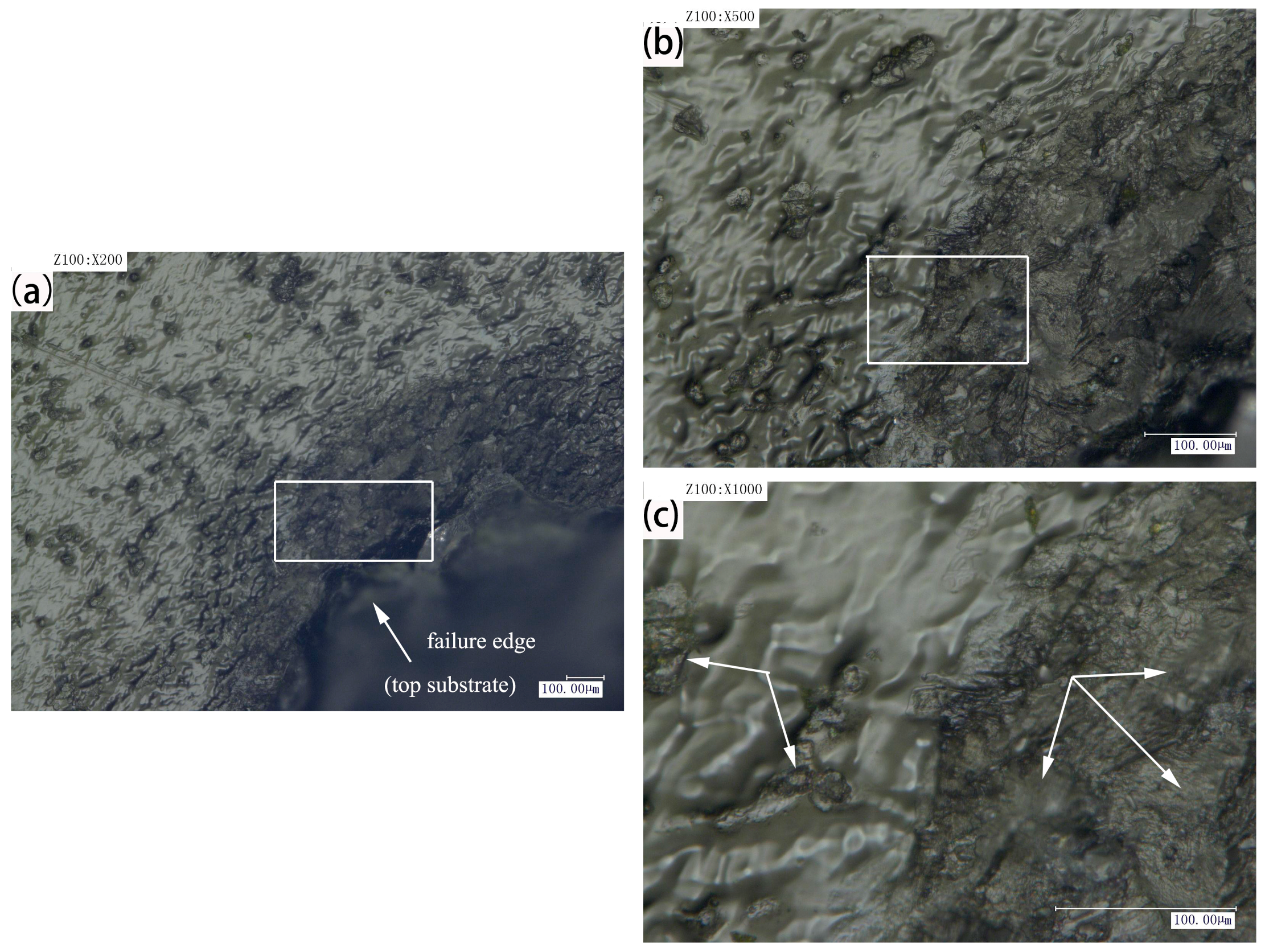
3.2. Shear Failure Analysis
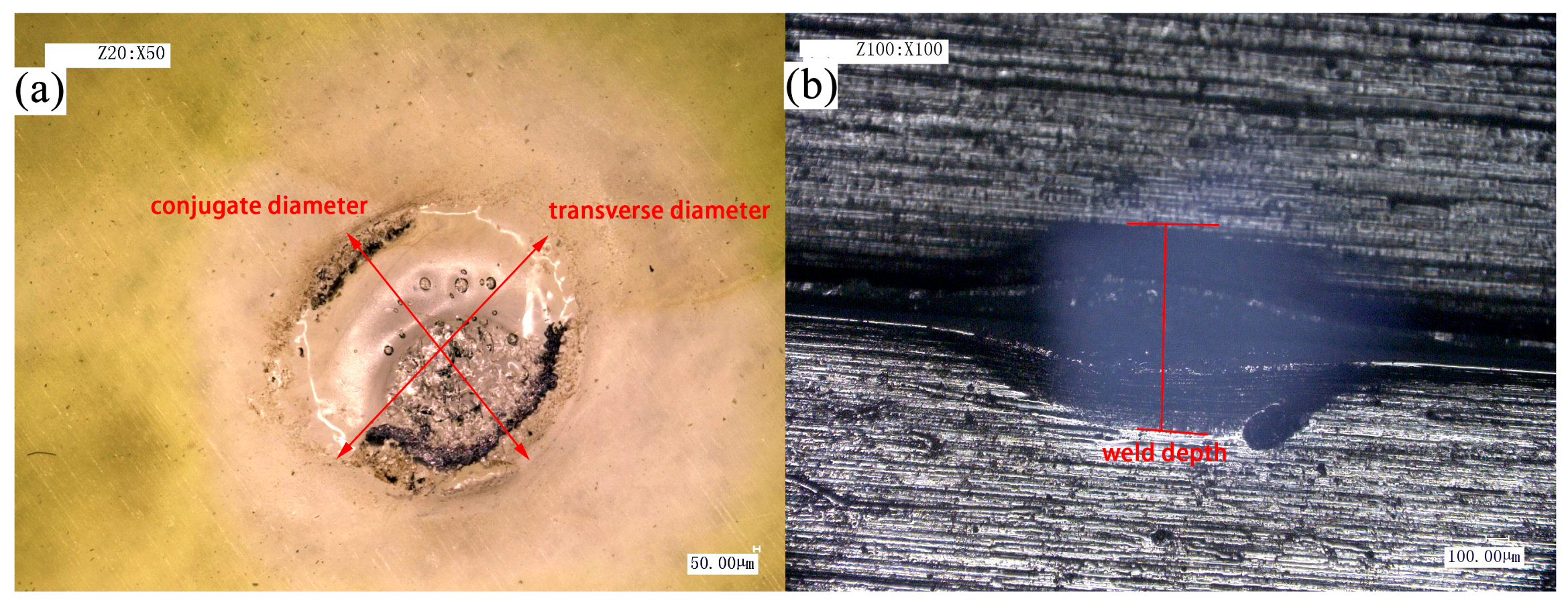
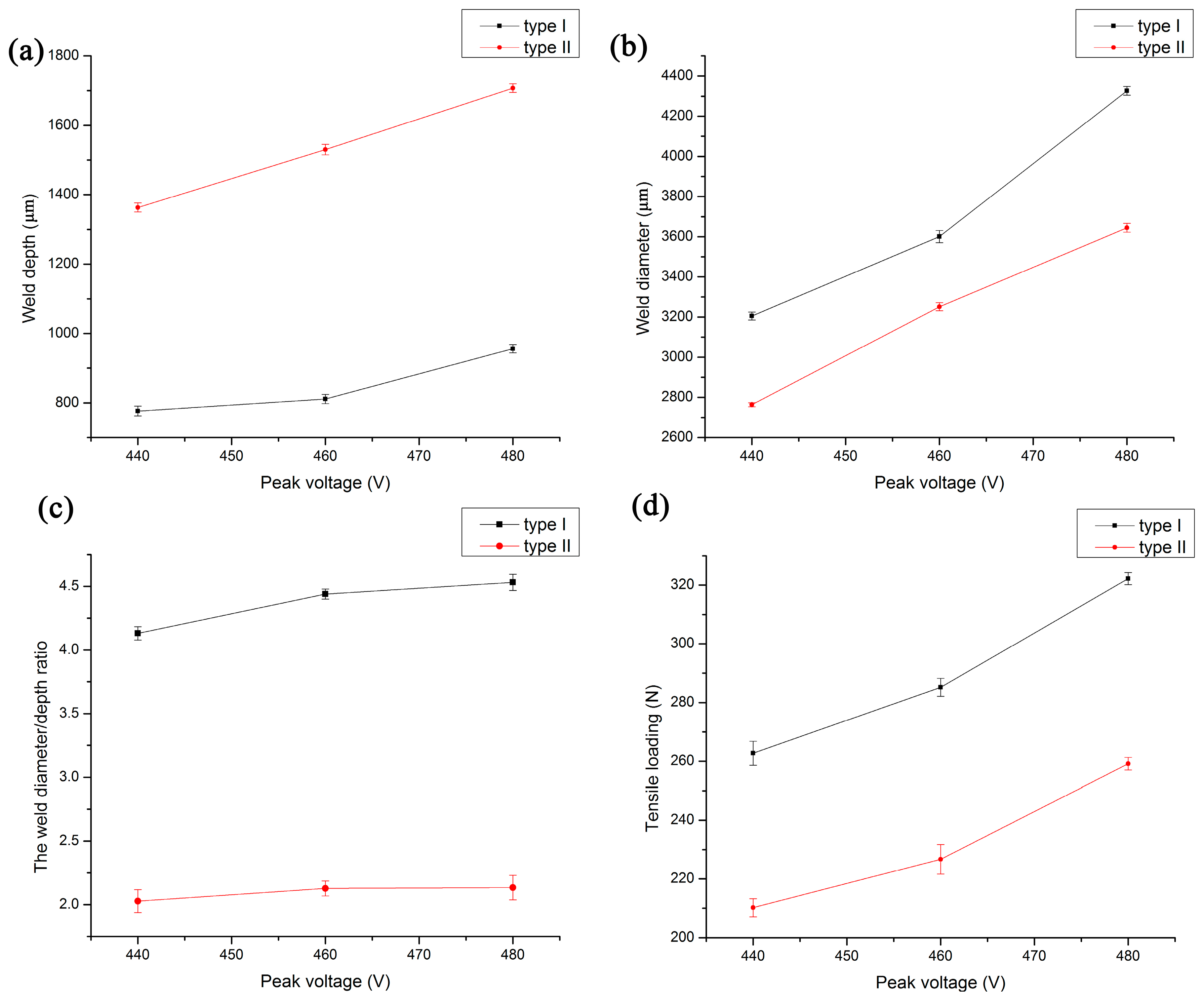
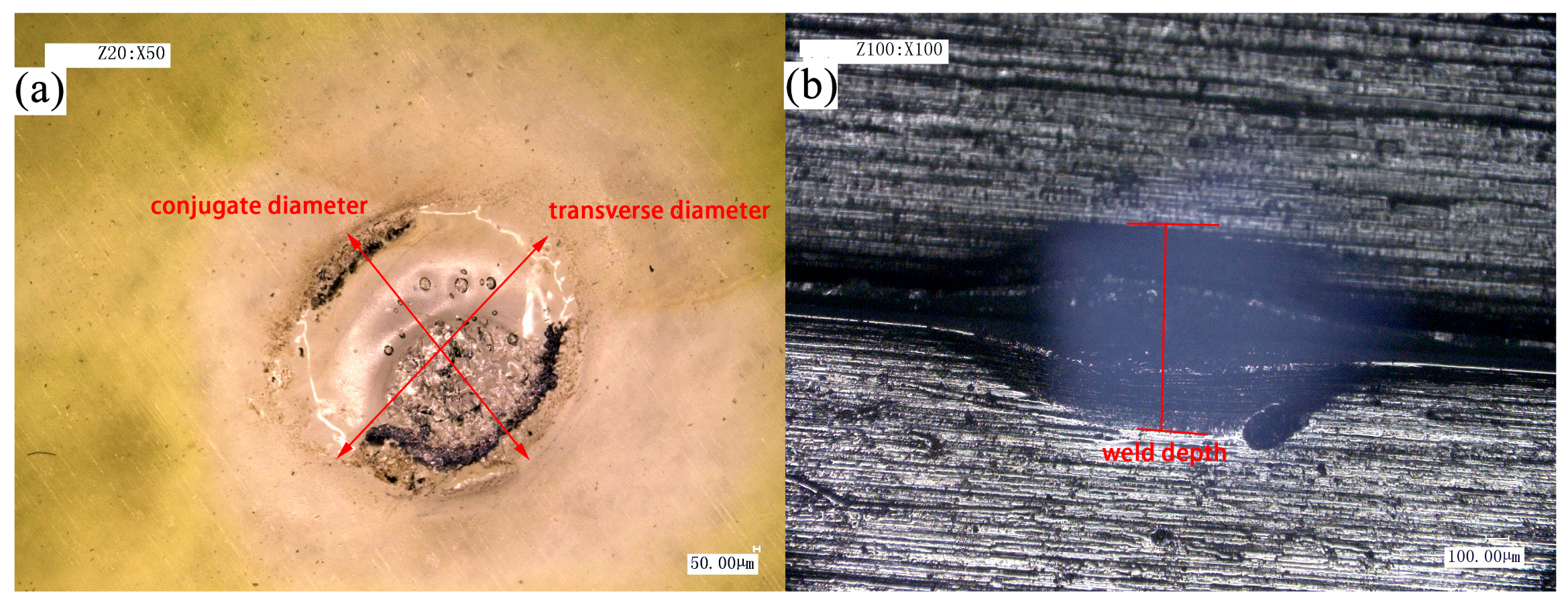
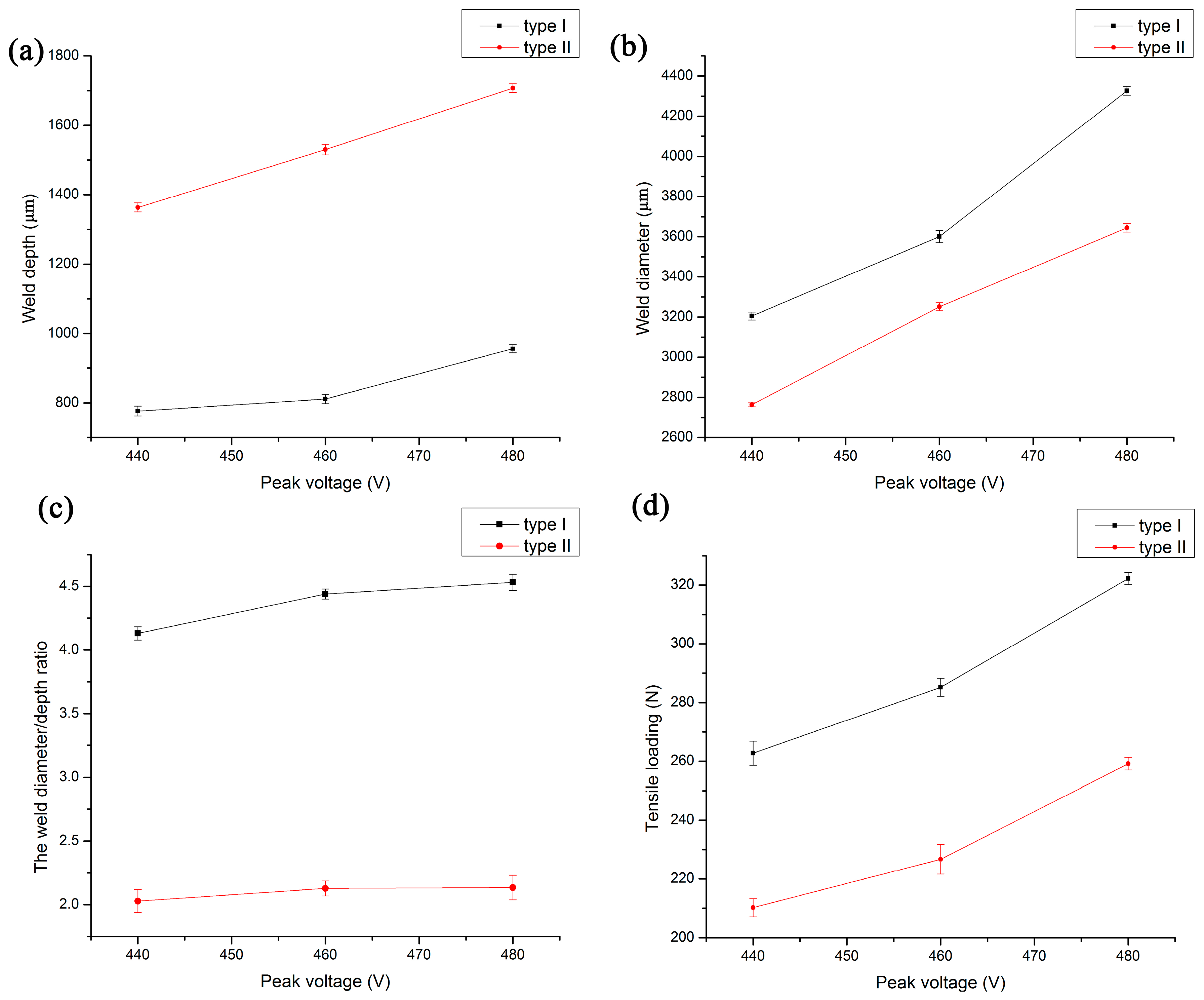
3.3. The Effects of Pulsed Laser Parameters on the Weld Dimensions
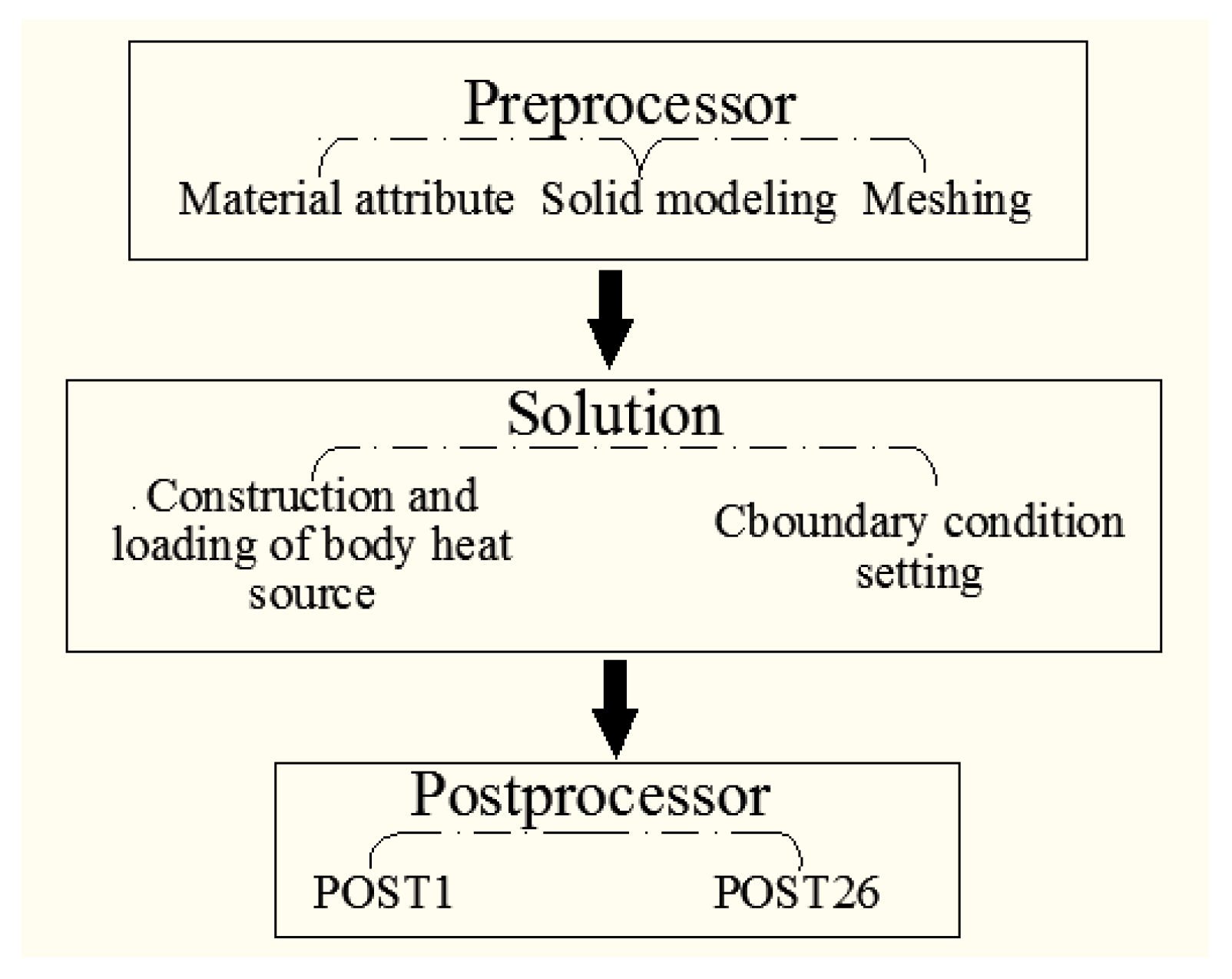
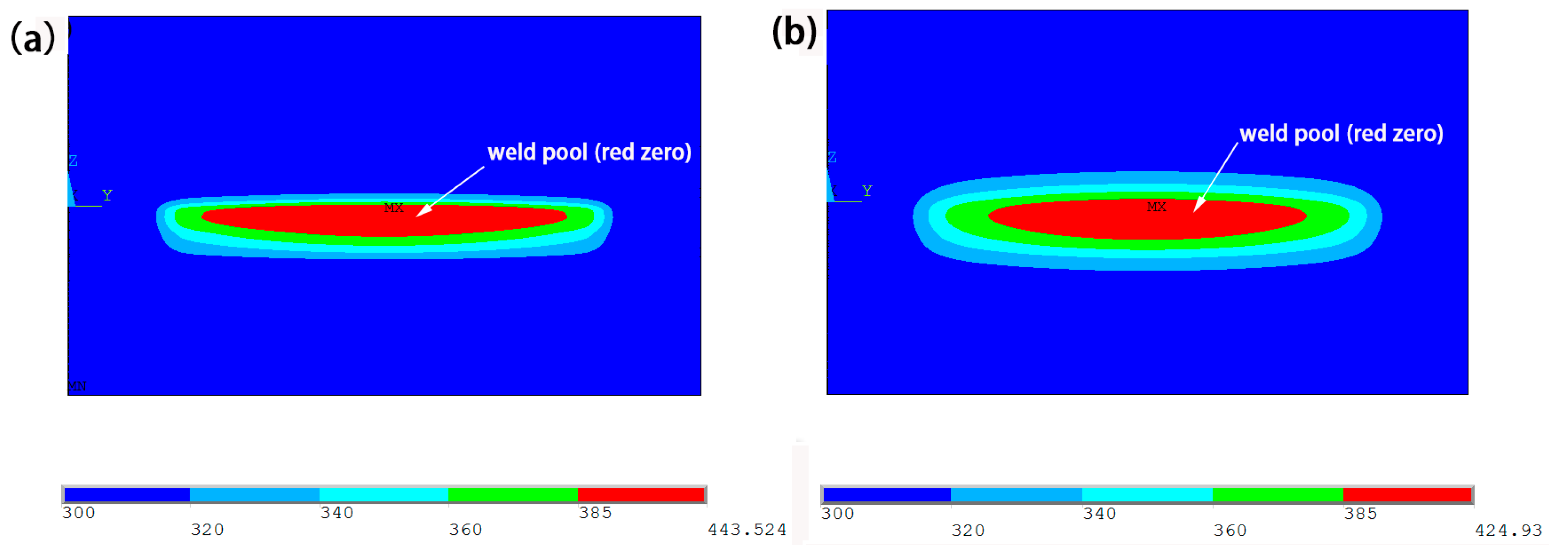
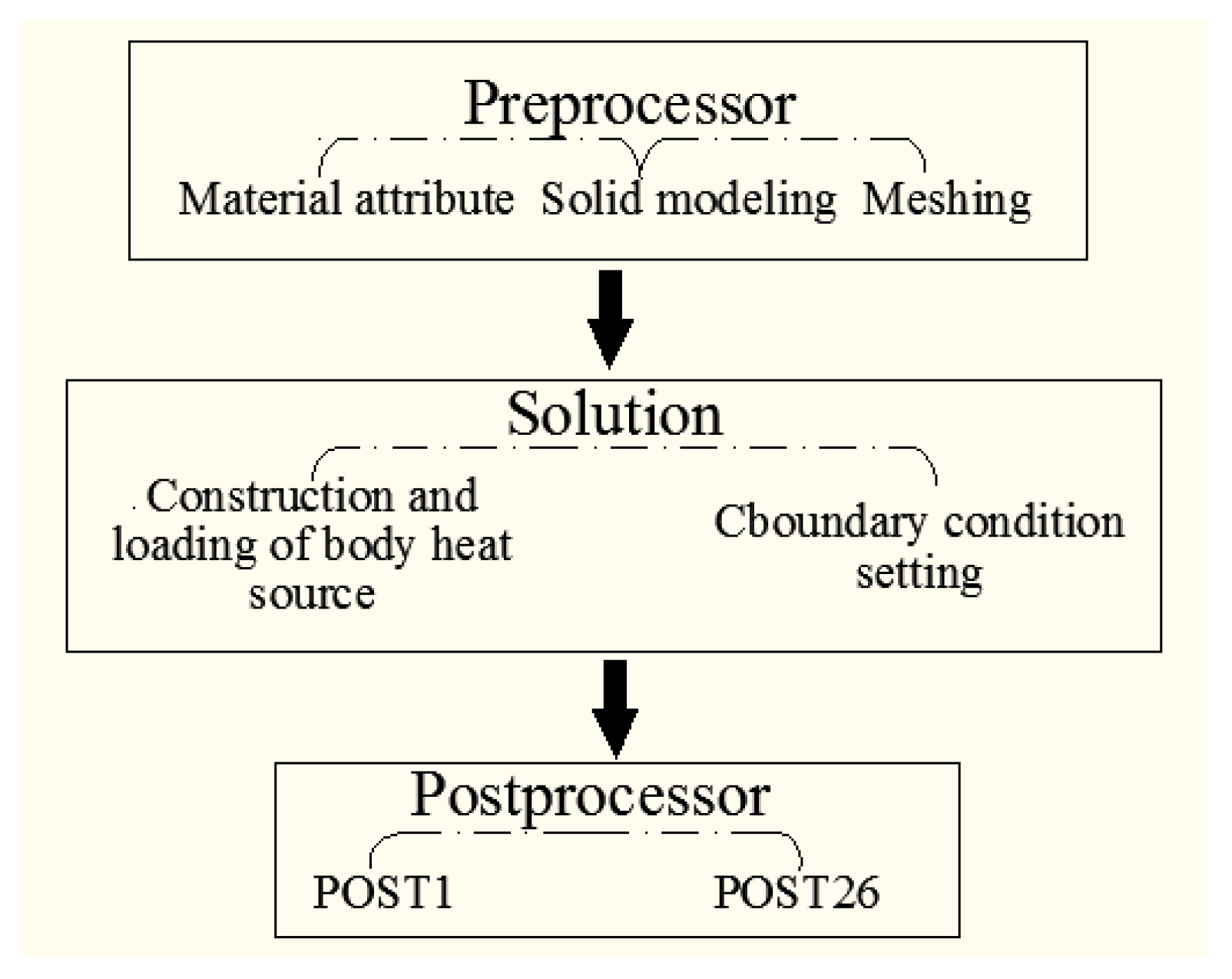
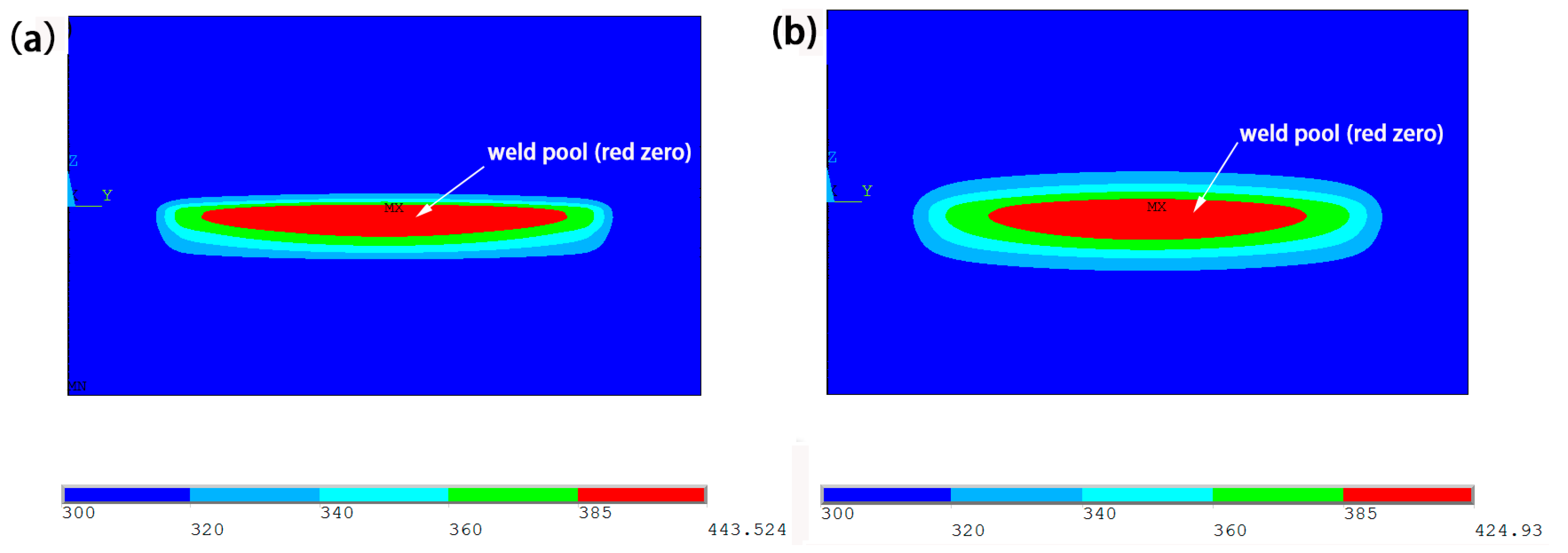
3.4. Temperature Distribution in Different Joining Types
4. Conclusions
- (1)
- Laser transmission spot welding of type I produced a lot of small bubbles and some big bubbles. These bubbles made the upper and lower layers produce a micro anchor, improving the welding strength. However, type II produced few bubbles and the bubbles were very small.
- (2)
- The welding strength of type I was higher than type II. In addition, the tensile failure mode of type I was the base sheet fracture along the solder joint. This indicated that the welding strength was higher than the tensile strength of the substrate. Furthermore, the tensile failure mode of type II is the interface failure.
- (3)
- The weld pool diameter:depth ratio of type I was obviously larger than type II. The welding performance was better. It indicated that the weld pool diameter:depth ratio greatly affected the quality of the joint.
- (4)
- From the result of thermal conductive analysis, heat was rapidly distributed throughout the same material of PMMA for the case of joints. Because the laser energy density of type I was higher than type II, the weld pool of type I is long and thin, and the temperature of type I was higher than type II.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhang, S. Laser welding technology of plastics. World Plast. 2007, 253, 56–62. [Google Scholar]
- Cole, G.S.; Sherman, A.M. Light-weight materials for automotive applications. Mater. Charact. 1995, 35, 3–9. [Google Scholar] [CrossRef]
- Aslanlar, S.; Ogur, A.; Ozsarac, U.; Ilhan, E. Welding time effect on mechanical properties of automotive sheets in electrical resistance spot welding. Mater. Des. 2008, 297, 1427–1431. [Google Scholar] [CrossRef]
- Bilici, M.K.; Yukler, A.I.; Kurtulmus, M. The optimization of welding parameters for friction stir spot welding of high density polyethylene sheets. Mater. Des. 2011, 327, 4074–4079. [Google Scholar] [CrossRef]
- Villegas, I.F. Strength development versus process data in ultrasonic welding of thermoplastic composites with flat energy directors and its application to the definition of optimum processing parameters. Compos. Part A Appl. Sci. Manuf. 2014, 65, 27–37. [Google Scholar] [CrossRef]
- Okada, T.; Uchida, S.; Nakata, K. Direct joining of aluminum alloy and plastic sheets by friction lap processing. Mater. Sci. Forum 2014, 794, 395–400. [Google Scholar] [CrossRef]
- Jeng, Y.R.; Horng, J.H. A microcontact approach for ultrasonic wire bonding in microelectronics. J. Tribol. 2001, 1234, 725–731. [Google Scholar] [CrossRef]
- Paoletti, A.; Lambiase, F.; Di Ilio, A. Analysis of forces and temperatures in friction spot stir welding of thermoplastic polymers. Int. J. Adv. Manuf. Technol. 2016, 83, 1395–1407. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Di Ilio, A. Effect of tool geometry on loads developing in friction stir spot welds of polycarbonate sheets. Int. J. Adv. Manuf. Technol. 2016, 87, 2293–2303. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Di Ilio, A. Mechanical behaviour of friction stir spot welds of polycarbonate sheets. Int. J. Adv. Manuf. Technol. 2015, 80, 301–314. [Google Scholar] [CrossRef]
- Tamrin, K.F.; Nukman, Y.; Sheikh, N.A. Laser spot welding of thermoplastic and ceramic: An experimental investigation. Mater. Manuf. Processes 2015, 309, 1138–1145. [Google Scholar] [CrossRef]
- Visco, A.M.; Brancato, V.; Cutroneo, M.; Torrisi, L. Nd:Yag laser irradiation of single lap joints made by polyethylene and polyethylene doped by carbon nanomaterials. J. Phys. 2014, 5081. [Google Scholar] [CrossRef]
- Farazila, Y.; Miyashita, Y.; Hua, W.; Mutoh, Y.; Otsuka, Y. YAG laser spot welding of PET and metallic materials. J. Laser Micro/Nanoeng. 2011, 61, 69–74. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S. Laser-assisted direct joining of AISI304 stainless steel with polycarbonate sheets: Thermal analysis, mechanical characterization, and bonds morphology. Opt. Laser Technol. 2017, 88, 205–214. [Google Scholar] [CrossRef]
- Lei, J.; Wang, Z.; Wang, Y.; Zhang, C. Experiment study of laser transmission welding of polymethylmethacrylate. Chin. J. Lasers 2013, 1, 110–114. [Google Scholar]
- Haberstroh, E.; Hoffmann, W.M.; Poprawe, R.; Sari, F. 3 Laser transmission joining in microtechnology. Microsyst. Technol. 2006, 127, 632–639. [Google Scholar] [CrossRef]
- Ussing, T.; Petersen, L.V.; Nielsen, C.B.; Helbo, B.; Højslet, L. Micro laser welding of polymer microstructures using low power laser diodes. Int. J. Adv. Manuf. Technol. 2007, 33, 198–205. [Google Scholar] [CrossRef]
- Braun, E.; Levin, B.C. Nylons: A review of the literature on products of combustion and toxicity. Fire Mater. 1987, 112, 71–88. [Google Scholar] [CrossRef]
- Liu, F.C.; Liao, J.; Nakata, K. Joining of metal to plastic using friction lap welding. Mater. Des. 2014, 54, 236–244. [Google Scholar] [CrossRef]
- Mattheck, C.; Breloer, H. The Body Language of Trees: A Handbook for Failure Analysis; HMSO Publications Centre: London, UK, 1994. [Google Scholar]
- Adams, R.D.; Comyn, J.; Wake, W.C. Structural Adhesive Joints in Engineering; Springer Science & Business Media: New York, NY, USA, 1997. [Google Scholar]
- Baldan, A. Adhesively-bonded joints in metallic alloys, polymers and composite materials: Mechanical and environmental durability performance. J. Mater. Sci. 2004, 39, 4729–4797. [Google Scholar] [CrossRef]
- Callister, W.D.; Rethwisch, D.G. Materials Science and Engineering: An Introduction; Wiley: New York, NY, USA, 2007. [Google Scholar]
- Cakmak, M.; Robinette, J.; Schaible, S. Structure development and dynamics of vibration welding of poly (ethylene naphthalate) from amorphous and semicrystalline precursors. J. Appl. Polym. Sci. 1998, 701, 89–108. [Google Scholar] [CrossRef]
- Chung, Y.M.; Kamal, M.R. Morphology of PA-6 vibration welded joints and its effect on weld strength. Polym. Eng. Sci. 2008, 482, 240–248. [Google Scholar] [CrossRef]
- Liao, H.T.; Chen, Z.W. A study on fiber laser micro-spot welding of thin stainless steel using response surface methodology and simulated annealing approach. Int. J. Adv. Manuf. Technol. 2013, 67, 1015–1025. [Google Scholar] [CrossRef]
- Szabo, B.A.; Babuška, I. Finite Element Analysis; John Wiley & Sons: New York, NY, USA, 1991. [Google Scholar]
- Van Krevelen, D.W.; Te Nijenhuis, K. Properties of Polymers: Their Correlation with Chemical Structure; Their Numerical Estimation and Prediction from Additive Group Contributions; Elsevier: New York, NY, USA, 2009. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Sample Size (n) | Weld Type | Peak Voltage (V) | Defocusing Distance (mm) |
|---|---|---|---|---|
| 1 | 3 | type I | 440 | 6 |
| 2 | 3 | type I | 440 | 8 |
| 3 | 3 | type I | 440 | 10 |
| 4 | 3 | type I | 460 | 6 |
| 5 | 3 | type I | 460 | 8 |
| 6 | 3 | type I | 460 | 10 |
| 7 | 3 | type I | 480 | 6 |
| 8 | 3 | type I | 480 | 8 |
| 9 | 3 | type I | 480 | 10 |
| 10 | 3 | type II | 440 | 6 |
| 11 | 3 | type II | 440 | 8 |
| 12 | 3 | type II | 440 | 10 |
| 13 | 3 | type II | 460 | 6 |
| 14 | 3 | type II | 460 | 8 |
| 15 | 3 | type II | 460 | 10 |
| 16 | 3 | type II | 480 | 6 |
| 17 | 3 | type II | 480 | 8 |
| 18 | 3 | type II | 480 | 10 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Liu, B.; Liu, W.; Zhong, X.; Jiang, Y.; Liu, H. Investigation on the Mechanism and Failure Mode of Laser Transmission Spot Welding Using PMMA Material for the Automotive Industry. Materials 2017, 10, 22. https://doi.org/10.3390/ma10010022
Wang X, Liu B, Liu W, Zhong X, Jiang Y, Liu H. Investigation on the Mechanism and Failure Mode of Laser Transmission Spot Welding Using PMMA Material for the Automotive Industry. Materials. 2017; 10(1):22. https://doi.org/10.3390/ma10010022
Chicago/Turabian StyleWang, Xiao, Baoguang Liu, Wei Liu, Xuejiao Zhong, Yingjie Jiang, and Huixia Liu. 2017. "Investigation on the Mechanism and Failure Mode of Laser Transmission Spot Welding Using PMMA Material for the Automotive Industry" Materials 10, no. 1: 22. https://doi.org/10.3390/ma10010022
APA StyleWang, X., Liu, B., Liu, W., Zhong, X., Jiang, Y., & Liu, H. (2017). Investigation on the Mechanism and Failure Mode of Laser Transmission Spot Welding Using PMMA Material for the Automotive Industry. Materials, 10(1), 22. https://doi.org/10.3390/ma10010022