
Briquetting of Poplar Wood from Short Rotation Coppice—The Effects of Moisture Content and Hammer Mill Screen Size


1
Department of Systems Process Engineering, Leibniz-Institute for Agricultural Engineering and Bioeconomy, 14469 Potsdam, Germany
2
Agricultural and Bioresources Engineering Department, Faculty of Engineering, University of Nigeria, Nsukka 410001, Nigeria
*
Author to whom correspondence should be addressed.
Energies 2023, 16(3), 1454; https://doi.org/10.3390/en16031454
Submission received: 10 January 2023
/
Revised: 27 January 2023
/
Accepted: 29 January 2023
/
Published: 1 February 2023
(This article belongs to the Topic Advances in Biomass Conversion)
Abstract
:Studies on the use of biomass from short rotation coppices for briquette production as a sustainable biofuel have been scarce in the literature. This study investigated the effects of two process variables, hammer mill screen size at three levels (5.3, 10.3, and 25.4 mm) and moisture content at three levels (13.6, 19, and 25% (w.b.)), on the properties of briquettes from poplar Max-4 trees. The whole tree was divided into two fractions, the crown and the stem, and briquettes were produced from them. The effects of the variables on compressed density, relaxed density, relaxation ratio, and the shatter index of the briquettes were analyzed. The results showed that the combined interaction of the variables had no significant effects (p > 0.05) on the compressed density, relaxed density, and relaxation ratio of the briquettes. However, hammer mill screen size and moisture content both significantly influenced the shatter index irrespective of the tree fraction (p < 0.05). Hammer mill screen sizes of 5.3 and 10.3 mm at moisture contents of 13.6 and 19% (w.b.) resulted in good quality briquettes across the properties investigated for both the crown and stem poplar tree fractions. This study shows that high-quality briquettes can be produced from poplar Max-4 woody biomass.
1. Introduction
Biomass and bio-wastes have continued to remain an important alternative for sustainable heat and biofuel production in the present and future energy mix of developing and developed countries. This is mostly because of its inherent desirable properties, including low cost of production, low acidic emissions, and non-dependence on seasonal or weather changes. In addition, its storability characteristics make it available for continuous energy production [1,2]. In addition, its use for bioenergy offers significant economic benefits to countries through the stimulation of GDP, particularly with the use of advanced biomass processing and handling technologies, as demonstrated in [3,4]. Other important issues such as meeting the sustainable energy demand of rural areas, energy security, reduction in CO2 emissions, forest destruction, air pollution, and future energy production with minimal environmental and health impact, and socio-economic related matters have generated continued interest in renewable energy research and use [5,6]. However, the feasibility of effectively utilizing biomass as an energy resource is dependent on addressing some of its very unfavorable handling properties, including high moisture content, low bulk density, and irregular shapes and forms, which affect the effectiveness and efficiency of its transportation, storage, and utilization. This thus presents a clear need for continuous studies addressing the logistic issues associated with biomass utilization, including other challenges such as social, economic, sustainability, and environmental challenges [7]. The mechanical densification of biomass materials into solid fuels in the form of pellets and briquettes is recognized as an effective means of addressing some of these challenges. Some of the advantages associated with the densification of biomass include higher material and energy density, lower logistic costs, higher energy conversion efficiency, and increased long-term storage capability [8,9].
The majority of raw materials used for solid biofuel production, particularly for briquettes, are mainly wood processing residues (e.g., wood shavings, sawdust, and wood chips), agro-processing residues (e.g., corncob, bagasse, palm kernel shells, and rice husks), grasses, energy crops, and food industry wastes [9,10,11,12]. However, there has been a growing public interest and industry demand for the use of energy wood for biofuels. In the European Union, for example, the future supply of woody biomass for bioenergy is uncertain, and a demand deficit is expected to be met through import due to growth in demand and competition from other industries that compete for raw materials [13]. Energy woods or fast-growing trees (otherwise referred to as short rotation coppices) from farmlands are specialist or dedicated crops grown specifically for use as biofuel feedstock and are different from wastes or residues from agriculture or forestry. The crops have been identified as a promising option for the sustainable production of solid biofuels in developed and developing countries for producing heat and energy production [14,15,16]. This is because it is not just a sustainable biomass resource, it is also a potential source of income for farmers, and it helps in addressing climate issues associated with the use of fossil fuels [17,18]. The potential in the use of short rotation coppice (SRC) as a biomass resource for biofuels is a significant development in alternative renewable energy due to its short-time high-yielding capacity based on the selected fast-growing tree varieties [19,20]. Examples of such fast-growing trees include poplar (Populus sp.), willow (Salix viminalis), and black locust (Robinia pseudoacacia) [21,22,23].
The harvesting of these dedicated energy trees into chips includes all above-ground woody biomass (stems and branches) using various machines and harvesting technologies such as log, bundle, chip, and bale lines [16,24,25]. The chips are usually characterized by high moisture content, different sizes, and low bulk density, thus presenting significant challenges and cost implications in their transportation, storage, and use [26]. The densification (briquetting and pelleting) of SRC chips presents an effective alternative to producing uniform and high-density solid biofuels, thus reducing logistic costs and improving their utilization efficiency as bioenergy fuel [27,28].
De Jesus Eufrade-Junior et al. [29] and de Jesus Eufrade-Junior, Guerra, Sansígolo, and Ballarin [19], in their studies, assessed the quality of Eucalyptus briquettes from SRC. While the authors reported higher energy properties in the leaves than for the woody fraction of the tree, they concluded that the briquetting of Eucalyptus from SRC appears a feasible option to increase added-value products from young energetic plantations. Kulig et al. [30] examined the effects of binder addition (calcium lignosulphonate, 0 to 20%) and moisture content (10 to 22%) on some parameters of compacted poplar wood sawdust. The authors reported a 37% increase in the briquette density and a seven-fold increase in the mechanical strength of the briquettes at all analyzed moisture content levels. Han et al. [31] compared the fuel and densification characteristics of Japanese larch and Hyunsasi poplar using a piston-type briquetting machine. They reported an optimum pressure holding time of 12 s for the biomass and a linear relationship between applied pressure and briquette density. However, the density of briquettes from Japanese larch was higher compared to that of Hyunsasi poplar briquettes. Stolarski et al. [32] in comparing the quality and production cost of briquettes made from different biomass utilized SRC including willow and Virginia mallow chips. They concluded that the biomass were suitable as raw materials in the production of quality and cost effective solid fuel such as briquettes.
Raw material properties, type, and the densification process are important factors that could influence the properties of solid biofuels [9,33,34,35]. Furthermore, densification and material variables such as density, material fraction, particle size, compaction pressure, temperature, and moisture content have been varied in experimental studies with the goal of optimizing production efficiency, cost, and briquette quality [8,36,37,38]. These variables play different roles in the final properties of densified biofuels depending on their levels and interaction with other material and process variables. For example, leaves from forest biomass have higher heating values compared to forest woods. However, they are known to have higher ash content which invariably affects their cost and use in power conversion systems [29,32,39]. Further, biomass moisture content does not only influence the bonding strength of briquettes. It also affects the compression energy requirement [40].
A number of studies on the production of fuel pellets using SRC under varying material properties and process conditions have been published in the literature [41,42,43,44]. However, similar studies on biomass briquette production are quite limited, and very little is known about their quality under varying process conditions. In this context, this study investigates the effects of moisture content in the range of 13.6 to 25% and hammer mill screen size in the range of 5.3 mm to 25.4 mm on selected physical properties of briquettes from poplar Max-4 (Populus maximowiczii Henry × Populus nigra L.) tree fractions. The fractions considered in this study include the crown and the stem or trunk fractions. The physical properties examined include those highlighted in Obi et al. [45] to be significant in the quality assessment of biomass briquettes, such as compressed density, relaxed density, relaxation ratio (briquette stability), and shatter index (impact resistance).
2. Materials and Methods
2.1. Feedstock and Material Preparation
Freshly harvested whole poplar Max-4 trees (Populus maximowiczii Henry × Populus nigra L.) obtained from the SRCs research plantation at the Leibniz Institute for Agricultural Engineering and Bioeconomy (ATB), Potsdam, Germany, were used for the study. The trees were harvested in the month of February 2022 and, at the time of harvest, had stem diameters of between 7 and 10 cm. The harvested whole trees were separated into two fractions: only stem/trunk and crown only (branches and the upper tree part with a stem diameter smaller than 4 cm). Wood chips were produced from the whole-tree fractions (Figure 1a,b) using a stationary drum wood chipper (HE100 500 STA, JENZ GmbH, Petershagen, Germany). A detailed operational overview of the wood chipper has been described in Pecenka, Lenz, Jekayinfa, and Hoffmann [12]. Figure 1c shows the chipper in operation, producing chips from the crown fraction. The chips were then dried in an electric-powered drier to about 4% moisture content (defined as moisture mass fraction on a wet basis (equation 1), w.b., from an initial tree moisture content of about 50% (w.b.) immediately after harvesting from the research plantation.
where is the initial mass of the sample prior to drying and is the mass of the sample after drying.
The wood chips produced from the whole-tree fractions were reduced to particles using a hammer mill and sorted into different particle sizes using three different hammer mill screens. The hammer mill screens with mesh diameter openings of 5.3 mm, 10.3 mm, and 25.4 mm were used, resulting in six different batch samples—three samples for each of the poplar whole-tree fractions. The drying of the biomass to about 4% moisture content prior to milling was necessary in order to avoid clogging the hammer mill screens during grinding. Each of the ground biomass batch samples was further conditioned to three different moisture content levels of 13.6, 19, and 25% (w.b.), respectively, and were subsequently used in poplar briquette production. The conditioning of the biomass batch samples was performed by adding a predetermined amount of water to the biomass samples and mixing manually, after which the samples were kept in a container for about 2 h to allow for uniform distribution of moisture [46].
2.2. Ash and Elemental Composition of Poplar Wood
The poplar Max-4 wood (Populus maximowiczii Henry × Populus nigra L.) is characterized by the following ash and elemental content expressed as a percentage of the dry matter fraction: ash—2.22 to 3.19%, Carbon—51.36 to 52.32%, Hydrogen—4.65 to 4.85%, Nitrogen—0.27 to 0.33%, and Sulphur—0.105 to 0.119% [47,48]. These data are within the range earlier reported in the literature for wooden biomass from SRC poplar trees [49]. In addition, the ash content falls within the range considered appropriate for biofuel densification purposes [9]. The higher heating value for polar whole-tree range from 17.69 to 24.28 MJ kg−1 [48,50] and is thus within the range for biomass with bioenergy potential [51]. Higher heating value is an important characteristic in the evaluation and selection of biomass feedstock as a fuel source.
In terms of the whole-tree fractions, the tree crown (leaves and branches) generally have significantly higher ash content compared to the stem/trunk [51,52]. While Myeong, Han, and Shin [53] reported higher elemental content (C, H, and N) in yellow poplar tree branches compared to the stem, the oxygen content was higher in the stem of the tree. The authors added that the branches show higher energy content (higher heating value) compared to the stems and suggested that tree crowns could serve as bio-solid fuels but would require appropriate ash removal mechanisms in combustion systems. Similarly, Gómez-Martín et al. [54], in their study of the chemical composition of three clones of poplar SRC, reported a decrease in the tree ash content and higher heating value from the top to the base of each tree species. They noted that the carbon, hydrogen, sulphur, and ash content in poplar SRC were low compared to their corresponding content levels in fossil fuels. Chemical and elemental analysis of biomass is useful in determining the appropriateness of biomass as feedstock for bioenergy production.
2.3. Briquetting Process
A hydraulic-powered biomass briquetting pilot plant (RSN Maschinenbau GmbH, Model D-89231) at the Leibniz Institute for Agricultural Engineering and Bioeconomy, Potsdam, Germany, was used to produce poplar wood briquettes (Figure 2). The machine consists of a rectangular hopper, a feeding screw, feeding, briquetting pistons, and a cylindrical press die. The press dye is equipped with a heating element around the heating zone and was heated to about 105 °C prior to the briquetting of the poplar biomass. After the dye had reached the pre-selected briquetting temperature, the poplar biomass samples, each weighing 5 kg, were poured into the hopper. The feeding screw moved the biomass into the feeding zone, where the biomass is pre-compacted by the feeding piston in the vertical direction. The pre-compacted biomass is compacted in the dye chamber by means of the horizontal briquetting piston, which pushes the compacted biomass out from the dye to produce cylindrical-shaped briquettes. (Figure 2).
2.4. Experimental Design
Briquetting of the milled poplar biomass fractions was carried out in a full factorial design with two factors, each at three levels:
- hammer mill screen size: 5.3 mm, 10.3 mm, and 25.4 mm,
- moisture content: 13.6%, 19%, and 25% (w.b.).
To achieve the desired experimental moisture content, a calculated amount of water was added to the milled poplar chips at an initial moisture content of about 4% (w.b.). All samples of the milled poplar chips were analyzed for moisture content following the standard procedure of the oven-dry method [55]. The biomass briquetting study consisted of 27 experimental samples for each whole-tree fraction with three replications in order to improve the precision of the experimental results.
About 110 kg of poplar chips were milled and compacted into briquettes in this study. The physical quality response parameters measured during the experiment include the compressed density, relaxed density, relaxation ratio (briquette stability), and impact resistance (shatter index) of the briquette samples. Data obtained in the study were subjected to analysis of variance (ANOVA) using Minitab statistical software v19. [56], and Tukey method was used to determine significant differences among the means of various treatments of the briquettes at a 5% significance level (p < 0.05). All experiments were conducted at the Leibniz Institute for Agricultural Engineering and Bioeconomy, Potsdam, Germany.
2.5. Physical Properties
Bulk density—The bulk density of the biomass samples was determined at 19% (w.b.) moisture content level following a standard test method (ASTM E873-82(2006)) by measuring the volume of the sample using a measuring cylinder and an analytical balance to measure the corresponding mass [57]. The density of the biomass sample was calculated using mass/volume fraction (Equation (1));
where is bulk density of the biomass sample (g/cm3), is the mass of the biomass sample (g), and is the volume of the biomass sample (cm3).
Compressed density—The compressed density of the briquettes was determined immediately after ejection from the briquetting die following the standard test method ASTM D2395-17 [58]. The density was calculated by dividing the mass of the briquette by its calculated volume. The volume was determined by measuring the diameter and height, while the mass was measured using a digital weighing balance. The compressed density () was calculated following Equation (2).
where is the compressed density of briquette (g/cm3), is the mass of the briquette sample immediately after ejection (g), and is the volume of the biomass sample (cm3).
Relaxed density—The relaxed density of the briquettes was calculated one week after the briquetting process to give an indication of the relative stability of the briquette after compaction. The relaxed density () of the briquette was determined following the standard test method ASTM D2395-17 [58] and calculated as the ratio of the mass of the briquette to its volume. The relaxed density was calculated following Equation (3).
where is the relaxed density of briquette (g/cm3), is the mass of the briquette sample after one week (g) and is the volume of the biomass sample (cm3).
Relaxation ratio—The relaxation ratio of the briquettes, which provides an indication of the relative stability of the briquettes after compaction, was calculated as a ratio of the briquette compressed density to the relaxed density expressed as in Equation (4):
Shatter index—To calculate the shatter index, the initial mass of each briquette sample was taken, and the briquette was subjected to gravitational fall three times from a constant height of 2 m [59,60]. The mass of the briquette sample retained on a sieve (2.36 mm) was weighed and recorded. The shatter index of each briquette was calculated following Equation (5):
where is the initial mass of the briquette sample, and is the mass of the briquette retained on the sieve.
3. Results and Discussion
3.1. Properties of Briquettes from Poplar-Max-4 Tree Fractions
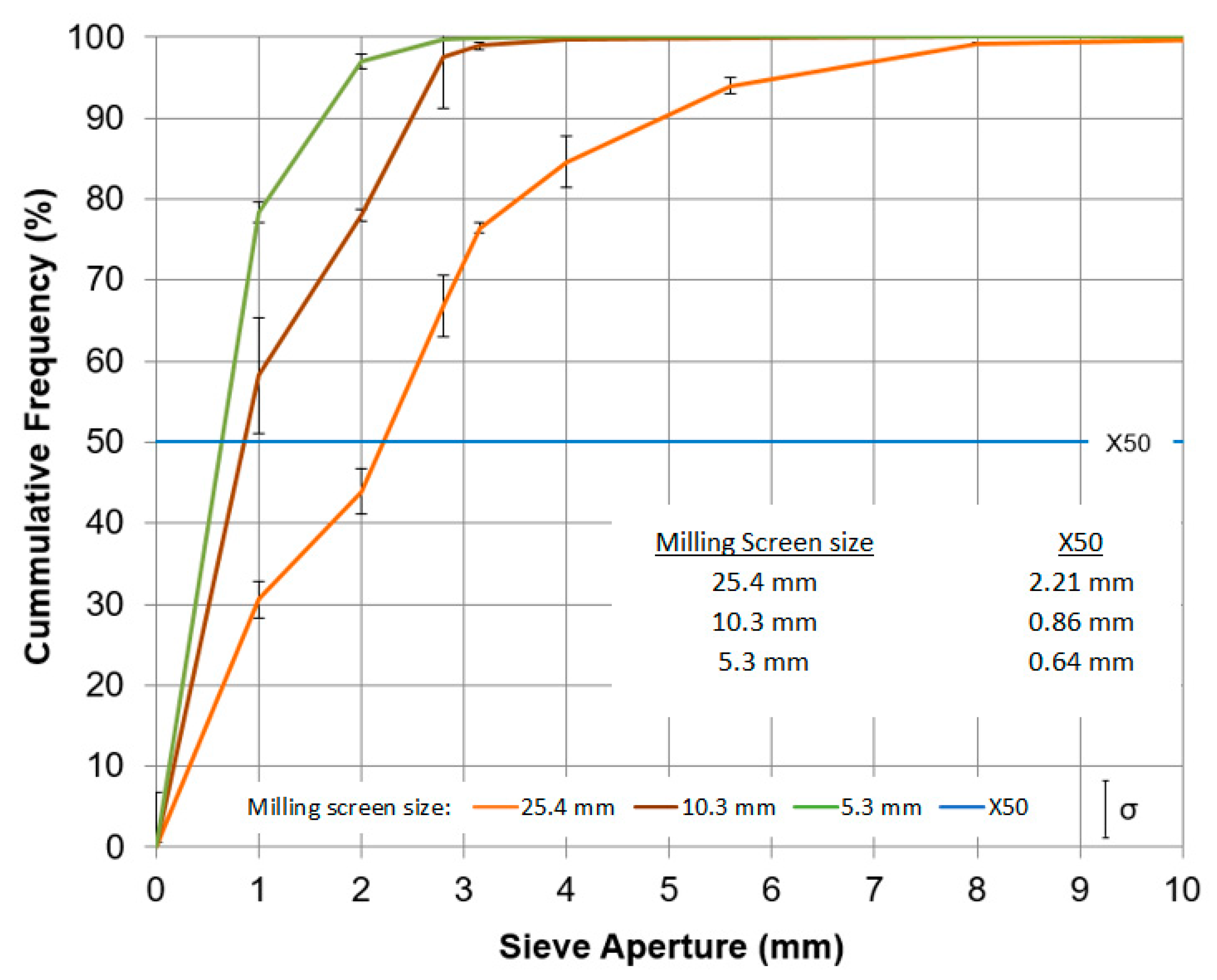
Biomass briquettes were produced from two different whole tree fractions of poplar Max-4, namely crown and stem fractions. The briquettes were produced at different combinations of two factors: hammer mill screen sizes and moisture content levels. The compressed density, relaxed density, relaxation ratio, and shatter index of the briquettes were measured, and the effects of the two factors on the briquette quality parameters were estimated. The bulk density of the ground biomass samples was measured at 19% (w.b.) moisture content level. The biomass particles from the crown fraction of the whole tree had a bulk density of 0.20 g/cm3, and that of the stem fraction was 0.21 g/cm3. The sieve analysis of the raw materials comminuted in a hammer mill showed significant differences in the particle size (characterized by the mean particle size X50) in dependence on the screen size used for grinding (Figure 3). With the reduction in milling screen size from 25.4 to 5.3 mm, the average particle size simultaneously decreased from 2.21 to 0.64 mm.
3.2. Compressed Density
The ANOVA on the effects of hammer mill screen size, moisture content, and their interactions on the measured compressed density of briquettes from the crown fraction of the poplar Max-4 tree are presented in Table 1. The effect of screen size was significant on the compressed density of the briquette (p < 0.05); however, the effects of moisture content and the interaction between screen size and moisture content were not significant on the compressed density of the briquette samples. For the briquettes from the stem-fraction of poplar Max-4 trees, screen size and moisture content each significantly affected the compressed density of the briquettes (p < 0.05); their combined interaction was, however insignificant on the compressed density (p > 0.05) (Table 1). For the crown and stem fractions of the biomass, the mean highest compressed density of 1.11 g/cm3 and 1.07 g/cm3, respectively, were recorded at the 5.3 mm screen size. The corresponding moisture content for the crown fraction was 19% (w.b.) and 13.6% moisture content (w.b.) for the stem fraction of the tree (Table 2). The highest density values were higher than the mean values of 0.924 and 0.851 g/cm3 reported for briquettes from stem and branch fractions of eucalyptus SRC fractions [29]. The lowest compressed density value of 0.82 g/cm3 was recorded for the crown fraction at the 25.4 mm screen size having 13.6 and 25% (w.b.) moisture content levels. Similarly, the stem or trunk fraction gave the lowest compressed density at the 25.4 mm screen size and 25% (w.b.) moisture content level.
The results in Table 2 suggest that, generally, large biomass particle size and high moisture content could negatively affect the compressed density of biomass briquettes, particularly for poplar wood biomass. Smaller biomass particle sizes of 5.3 mm and 10.3 mm from poplar Max-4 wood at 13.6 and 19% moisture content (w.b.) generally produced briquettes with higher compressed density. For briquettes from lodgepole pine, corn stover, and switchgrass, Tumuluru [61] observed that a smaller hammer mill screen size (4.8 mm) and lower moisture content (12% (w.b.)) resulted in a higher compressed density value. However, increasing the hammer mill screen size to 12.7 mm while maintaining the moisture content at a low level resulted in a lower density value. The compressed density values recorded for poplar tree fractions meet the minimum density of 0.60 g/cm3 recommended for safe transportation and storage of briquettes [62,63] except for the stem-fraction at the 25.4 mm screen size and 25% moisture content (w.b.). Biomass from poplar wood thus provides good quality briquettes with compressed density appropriate for safe transportation and storage.
3.3. Relaxed Density
For briquettes from both whole-tree fractions—crown and stem, the effect of hammer mill screen size on relaxed density was significant (p < 0.05). However, the effect of moisture content on the relaxed density was significant (p < 0.05) only for briquettes from the stem fraction (Table 3). The combined effect of the factors for both whole-tree fractions was insignificant at p > 0.05. The relaxed density of briquettes from the crown fraction of the poplar tree ranged from 0.76 to 1.05 g/cm3, with the highest density recorded at the 5.3 mm screen size and 19% (w.b.) moisture content interaction level (Table 4). The reported range for the briquette was higher than the range of 0.729 to 0.986 g/cm3 reported for carbonized corncob briquettes [64]. The relaxed density recorded for briquettes from the stem fraction ranged from 0.37 to 0.97 g/cm3, which is within the range of 0.31 to 1.15 g/cm3 reported for bamboo briquettes reinforced with poplar fiber [65]. The highest relaxed density value was recorded at the 10.3 mm screen size and 13.6% (w.b.) moisture content interaction level. The lowest relaxed density value was at the 25.4 mm and 25% (w.b.) interaction level.
The general trend observed from Table 4 suggests that the relaxed density of the briquettes decreased with increasing mill screen size and moisture content level of the biomass. The interaction between large particle biomass and high moisture content could significantly affect the cohesive ability of densified biomass, thus leading to a significant expansion in volume after ejection from the briquetting machine [9,65].
Saeed et al. [66] noted that the standard density for good quality briquette falls within the range of 0.75 g/cm3 and above. As such, the high value of relaxed density recorded for the poplar-tree fractions at lower screen size and moisture content suggests their suitability for good-quality briquette production.
3.4. Relaxation Ratio
The relaxation ratio recorded for the briquettes from the two poplar whole-tree fractions was not significantly affected (p > 0.05) by the factors and their interactions investigated in this study, except for hammer mill screen size (Table 5). The significant effect of mill screen size on the relaxation ratio of the briquettes was observed only for the stem fraction. The calculated relaxation ratio for the briquettes from the crown fraction ranged from 1.02 to 1.30, while the range for the stem fraction was from 1.06 to 1.61 (Table 6). The relaxation ratio provides an indication of the stability of briquettes after production in relation to their densities. Briquettes with a low relaxation ratio value and high relaxed density value are considered to be relatively stable [67]. The briquettes produced from the biomass at the 25 mm screen size were generally less stable for both whole-tree fractions. The high instability of the briquettes observed from the relaxation ratio could be linked to the low relaxed density observed for briquettes from the high particle size biomass sample (25 mm screen size).
3.5. Shatter Index
The effect of hammer mill screen size, moisture content, and their interactions were observed to significantly affect (p < 0.05) the shatter index of biomass briquettes from the crown and stem fractions of the poplar Max-4 tree (Table 7). The index ranged from 55 to 100% for briquettes made from the crown fraction and 28.3 to 97.7% for the stem fraction (Table 8). The 100% shatter index for crown-fraction briquettes was recorded for the biomass from 5.3 mm screen size at 13.6 and 19% (w.b.) moisture content levels, while the highest value for the stem-fraction briquettes was at the 5.3 mm and 19% (w.b) factors interaction. Adapa et al. [62] noted that a durability rating of >80% is high, medium between 70 to 80%, and low for durability <70%. Hansted, Nakashima, Martins, Yamamoto, and Yamaji [9] suggested that briquettes with less than 10% material loss could be considered very little friable. For the stem-fraction briquettes, this condition was met at the 5.3 mm screen size and 13.6% and 19% (w.b.) moisture content interaction levels. A smaller hammer mill screen size of 4.8 mm also yielded a high durability rating of >95% for lodgepole pine, corn stover, and switchgrass briquettes at about 15% (w.b.) moisture content [60].
Generally, biomass from the 5.3 and 10.3 mm screen size and moisture content of 13.6 and 19% (w.b.) produced briquettes with acceptable qualities. A larger hammer mill screen size of 25.4 mm and 25% (w.b.) moisture content resulted in briquettes with low densities, relaxation ratio, and shatter index values. There could be opportunities to improve the properties of the briquettes further using binders or briquetting the biomass fractions at relatively higher temperatures. Further studies are needed in this regard to ascertain their effects on the briquette quality. Based on the results obtained in this study, briquettes with acceptable qualities can be produced from polar Max-4 tree crown and stem fractions. This is because the compressed density, relaxed density, briquette stability, and shatter index of the briquettes produced are adequate for safe transportation and storage.
The strength of the biomass briquette could further be improved through the use of binders or by heating the biomass to a higher temperature during compaction in order to activate the lignin content of the biomass for improved cohesion among the particles. Kulig, Skonecki, and Lysiak [30] observed an increase in the density of briquettes from poplar wood sawdust following the addition of binders. Wang, Chen, Yu, and Yuan [64] reported an improvement in the mechanical durability and hydrophobicity of sawdust and bamboo briquettes reinforced with poplar fiber when produced at elevated temperatures of between 200 to 250 °C. This was attributed to the carbonization of the biomass and melting of the material to form interlocking bridges among the particles. Furthermore, co-briquetting of the biomass from the tree crown with the stem wood could possibly improve the quality of the briquettes from the crown fraction however, this requires further study.
4. Conclusions
This study examined the production of briquettes from poplar-Max-4 tree fractions, a dedicated energy crop offering the benefit of short-time high-yielding capacity. Two fractions of the tree were used, namely, the crown consisting of the smaller upper part of the trunk and the branches and the stem or trunk. The effects of process variables, including hammer mill screen size and biomass moisture content, on the properties of the briquettes, were investigated. While no defined trend was observed for most of the variables with respect to the briquette properties, it was found that hammer mill screen size and biomass moisture content both significantly influenced the shatter index of briquettes from the poplar tree fractions (p < 0.05). The interactions of process variables (mill screen size and moisture content) had no significant effects on the compressed density, relaxed density, and relaxation ratio (p > 0.05).
This study provides evidence of the possible use of poplar wood biomass for biofuel production, particularly the crown of the tree that is of relatively lower feedstock quality with limited use. Smaller particle sizes of the biomass from 5.3 to 10.3 mm at moisture contents of 13.6 to 19% (w.b.) resulted in briquettes with favourable quality parameters. Since the crown fraction of the tree provided biomass of good quality for briquetting, the stem wood could possibly be directed to other uses, such as for logs/billets production.
Author Contributions
Conceptualization, O.F.O. and R.P.; methodology, O.F.O. and R.P.; formal analysis, O.F.O.; writing—original draft preparation, O.F.O.; writing—review and editing, R.P.; visualization, O.F.O. and R.P.; supervision, R.P.; funding acquisition, O.F.O. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Alexander von Humboldt Foundation, Bonn, Germany, through the Georg Forster Research Fellowship.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors wish to acknowledge the technical assistance provided by Max Stattaus, Christian Dittrich, and Teodor Teodorov of the Leibniz-Institut für Agrartechnik und Bioökonomie e.V. (ATB), Potsdam, Germany in preparing the biomass and producing the briquettes.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chou, C.-S.; Lin, S.-H.; Lu, W.-C. Preparation and characterization of solid biomass fuel made from rice straw and rice bran. Fuel Process. Technol. 2009, 90, 980–987. [Google Scholar] [CrossRef]
- Fontes, C.H.d.O.; Freires, F.G.M. Sustainable and renewable energy supply chain: A system dynamics overview. Renew. Sustain. Energy Rev. 2018, 82, 247–259. [Google Scholar]
- Ali, S.; Akter, S.; Ymeri, P.; Fogarassy, C. How the use of biomass for green energy and waste incineration practice will affect GDP growth in the less developed countries of the EU (A case study with Visegrad and Balkan countries). Energies 2022, 15, 2308. [Google Scholar] [CrossRef]
- Ali, S.; Akter, S.; Fogarassy, C. The role of the key components of renewable energy (combustible renewables and waste) in the context of CO2 emissions and economic growth of selected countries in Europe. Energies 2021, 14, 2034. [Google Scholar] [CrossRef]
- Dincer, I. Renewable energy and sustainable development: A crucial review. Renew. Sustain. Energy Rev. 2000, 4, 157–175. [Google Scholar] [CrossRef]
- Owusu, P.A.; Asumadu-Sarkodie, S. A review of renewable energy sources, sustainability issues and climate change mitigation. Cogent Eng. 2016, 3, 1167990. [Google Scholar] [CrossRef]
- Zahraee, S.M.; Shiwakoti, N.; Stasinopoulos, P. Biomass supply chain environmental and socio-economic analysis: 40-years comprehensive review of methods, decision issues, sustainability challenges, and the way forward. Biomass Bioenergy 2020, 142, 105777. [Google Scholar] [CrossRef]
- Filbakk, T.; Skjevrak, G.; Høibø, O.; Dibdiakova, J.; Jirjis, R. The influence of storage and drying methods for scots pine raw material on mechanical pellet properties and production parameters. Fuel Process. Technol. 2011, 92, 871–878. [Google Scholar] [CrossRef]
- Hansted, A.L.S.; Nakashima, G.T.; Martins, M.P.; Yamamoto, H.; Yamaji, F.M. Comparative analyses of fast growing species in different moisture content for high quality solid fuel production. Fuel 2016, 184, 180–184. [Google Scholar] [CrossRef]
- Obi, O.F. Evaluation of the physical properties of composite briquette of sawdust and palm kernel shell. Biomass Convers. Biorefinery 2015, 5, 271–277. [Google Scholar] [CrossRef]
- Sahoo, G.; Sharma, A.; Dash, A.C. Biomass from trees for bioenergy and biofuels—A briefing paper. Mater. Today Proc. 2022, 65, 461–467. [Google Scholar] [CrossRef]
- Obi, O.F.; Okongwu, K.C. Characterization of fuel briquettes made from a blend of rice husk and palm oil mill sludge. Biomass Convers. Biorefinery 2016, 6, 449–456. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Jekayinfa, S.O.; Adebayo, A.O.; Ahmed, N.A.; Pecenka, R. Effect of densification variables on density of corn cob briquettes produced using a uniaxial compaction biomass briquetting press. Energy Sources Part A Recovery Util. Environ. Eff. 2018, 40, 3019–3028. [Google Scholar] [CrossRef]
- Pecenka, R.; Lenz, H.; Jekayinfa, S.O.; Hoffmann, T. Influence of tree species, harvesting method and storage on energy demand and wood chip quality when chipping poplar, willow and black locust. Agriculture 2020, 10, 116. [Google Scholar] [CrossRef]
- Ratknić, M.; Braunović, S. The possibility of establishing short rotation coppices for energy purposes in the kolubara district. In Sustainable Agriculture and Rural Development in Terms of the Republic of Serbia Strategic Goals Realization with the Danube Region-Development and Application of Clean Technologies in Agriculture-Thematic Proceedings, December 2016, Belgrade, Serbia; Institute of Agricultural Economics: Belgrade, Serbia, 2017; pp. 216–233. [Google Scholar]
- Scriba, C.; Lunguleasa, A.; Salca, E.-A.; Ciobanu, V.D. Properties of biomass obtained from short-rotation inger willow clone grown on a contaminated and non-contaminated land. Maderas. Ciencia y Tecnología 2021, 23, 1–12. [Google Scholar] [CrossRef]
- Ehlert, D.; Pecenka, R. Harvesters for short rotation coppice: Current status and new solutions. Int. J. For. Eng. 2013, 24, 170–182. [Google Scholar] [CrossRef]
- European Commission Joint Research Centre. Brief on Biomass for Energy in the European Union; Publications Office: Brussels, Belgium, 2019. [Google Scholar] [CrossRef]
- De Jesus Eufrade-Junior, H.; Guerra, S.P.S.; Sansígolo, C.A.; Ballarin, A.W. Management of eucalyptus short-rotation coppice and its outcome on fuel quality. Renew. Energy 2018, 121, 309–314. [Google Scholar] [CrossRef]
- Guerra, S.P.; Garcia, E.A.; Lanças, K.P.; Rezende, M.A.; Spinelli, R. Heating value of eucalypt wood grown on src for energy production. Fuel 2014, 137, 360–363. [Google Scholar] [CrossRef]
- Zöhrer, J.; Probst, M.; Dumfort, S.; Lenz, H.; Pecenka, R.; Insam, H.; Ascher-Jenull, J. Molecular monitoring of the poplar wood chip microbiome as a function of storage strategy. Int. Biodeterior. Biodegrad. 2021, 156, 105133. [Google Scholar] [CrossRef]
- Ruttens, A.; Boulet, J.; Weyens, N.; Smeets, K.; Adriaensen, K.; Meers, E.; Van Slycken, S.; Tack, F.; Meiresonne, L.; Thewys, T. Short rotation coppice culture of willows and poplars as energy crops on metal contaminated agricultural soils. Int. J. Phytoremediation 2011, 13, 194–207. [Google Scholar] [CrossRef]
- Warren, C.R.; Burton, R.; Buchanan, O.; Birnie, R.V. Limited adoption of short rotation coppice: The role of farmers’ socio-cultural identity in influencing practice. J. Rural. Stud. 2016, 45, 175–183. [Google Scholar] [CrossRef]
- Guerra, S.P.S.; Oguri, G.; Spinelli, R. Harvesting eucalyptus energy plantations in brazil with a modified new holland forage harvester. Biomass Bioenergy 2016, 86, 21–27. [Google Scholar] [CrossRef]
- Pecenka, R.; Hoffmann, T. Harvest technology for short rotation coppices and costs of harvest, transport and storage. Agron. Res. 2015, 13, 361–371. [Google Scholar]
- Pecenka, R.; Lenz, H.; Hering, T. Options for optimizing the drying process and reducing dry matter losses in whole-tree storage of poplar from short-rotation coppices in germany. Forests 2020, 11, 374. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Islas, J.; Manzini, F.; Masera, O.; Vargas, V. Solid biomass to heat and power. In The Role of Bioenergy in the Bioeconomy; Elsevier: Amsterdam, The Netherlands, 2019; pp. 145–177. [Google Scholar]
- De Jesus Eufrade-Junior, H.; Nakashima, G.T.; Yamaji, F.M.; Guerra, S.P.S.; Ballarin, A.W. Eucalyptus short-rotation coppice for solid fuel production. Ind. Crops Prod. 2017, 108, 636–640. [Google Scholar] [CrossRef]
- Kulig, R.; Skonecki, S.; Lysiak, G. The effect of binder addition on the parameters of compacted poplar wood sawdust. Teka Komisji Motoryzacji i Energetyki Rolnictwa 2012, 12, 87–91. [Google Scholar]
- Han, G.-S.; Kim, Y.-I.; Mun, K.-T. Briquetting from japanese larch and hyunsasi poplar. J. Korean Wood Sci. Technol. 2012, 40, 1–9. [Google Scholar] [CrossRef]
- Stolarski, M.J.; Szczukowski, S.; Tworkowski, J.; Krzyżaniak, M.; Gulczyński, P.; Mleczek, M. Comparison of quality and production cost of briquettes made from agricultural and forest origin biomass. Renew. Energy 2013, 57, 20–26. [Google Scholar] [CrossRef]
- Shojaeiarani, J.; Bajwa, D.S.; Bajwa, S.G. Properties of densified solid biofuels in relation to chemical composition, moisture content, and bulk density of the biomass. BioResources 2019, 14, 4996–5015. [Google Scholar] [CrossRef]
- Cuiping, L.; Chuangzhi, W.; Haitao, H. Chemical elemental characteristics of biomass fuels in china. Biomass Bioenergy 2004, 27, 119–130. [Google Scholar] [CrossRef]
- Tumuluru, J.; Tabil, L.; Song, Y.; Iroba, K.; Meda, V. Impact of process conditions on the density and durability of wheat, oat, canola, and barley straw briquettes. Bioenergy Res. 2015, 8, 388–401. [Google Scholar] [CrossRef] [Green Version]
- Setter, C.; Ataíde, C.H.; Mendes, R.F.; de Oliveira, T.J.P. Influence of particle size on the physico-mechanical and energy properties of briquettes produced with coffee husks. Environ. Sci. Pollut. Res. 2021, 28, 8215–8223. [Google Scholar] [CrossRef]
- Sharma, H.B.; Sarmah, A.K.; Dubey, B. Hydrothermal carbonization of renewable waste biomass for solid biofuel production: A discussion on process mechanism, the influence of process parameters, environmental performance and fuel properties of hydrochar. Renew. Sustain. Energy Rev. 2020, 123, 109761. [Google Scholar] [CrossRef]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Pérez, S.; Renedo, C.; Ortiz, A.; Mañana, M.; Delgado, F.; Tejedor, C. Energetic density of different forest species of energy crops in cantabria (spain). Biomass Bioenergy 2011, 35, 4657–4664. [Google Scholar] [CrossRef]
- Andrejko, D.; Grochowicz, J. Effect of the moisture content on compression energy and strength characteristic of lupine briquettes. J. Food Eng. 2007, 83, 116–120. [Google Scholar] [CrossRef]
- Civitarese, V.; Acampora, A.; Sperandio, G.; Assirelli, A.; Picchio, R. Production of wood pellets from poplar trees managed as coppices with different harvesting cycles. Energies 2019, 12, 2973. [Google Scholar] [CrossRef]
- Shaw, M.; Karunakaran, C.; Tabil, L. Physicochemical characteristics of densified untreated and steam exploded poplar wood and wheat straw grinds. Biosyst. Eng. 2009, 103, 198–207. [Google Scholar] [CrossRef]
- Mediavilla, I.; Esteban, L.; Fernández, M. Optimisation of pelletisation conditions for poplar energy crop. Fuel Process. Technol. 2012, 104, 7–15. [Google Scholar] [CrossRef]
- Styks, J.; Wróbel, M.; Frączek, J.; Knapczyk, A. Effect of compaction pressure and moisture content on quality parameters of perennial biomass pellets. Energies 2020, 13, 1859. [Google Scholar] [CrossRef]
- Obi, O.F.; Pecenka, R.; Clifford, M.J. A review of biomass briquette binders and quality parameters. Energies 2022, 15, 2426. [Google Scholar] [CrossRef]
- Jiang, L.; Liang, I.; Yuan, X.; Li, H.; Li, C.; Xiao, Z.; Huang, H.; Wang, H.; Zeng, G. Co-pelletization of sewage sludge and biomass: The density and hardness of pellet. Bioresour. Technol. 2014, 166, 435–443. [Google Scholar] [CrossRef] [PubMed]
- Hernandez-Estrada, A.; Pecenka, R.; Dumfort, S.; Ascher-Jenull, J.; Lenz, H.; Idler, C.; Hoffmann, T. Establishment of a laboratory scale set-up with controlled temperature and high humidity to investigate dry matter losses of wood chips from poplar during storage. Forests 2022, 13, 459. [Google Scholar] [CrossRef]
- Carmona, R.; Nuñez, T.; Alonso, M. Biomass yield and quality of an energy dedicated crop of poplar (populus spp.) clones in the mediterranean zone of chile. Biomass Bioenergy 2015, 74, 96–102. [Google Scholar] [CrossRef]
- Sannigrahi, P.; Ragauskas, A.J.; Tuskan, G.A. Poplar as a feedstock for biofuels: A review of compositional characteristics. Biofuels Bioprod. Biorefining 2010, 4, 209–226. [Google Scholar] [CrossRef]
- Klasnja, B.; Kopitovic, S.; Orlovic, S. Wood and bark of some poplar and willow clones as fuelwood. Biomass Bioenergy 2002, 23, 427–432. [Google Scholar] [CrossRef]
- Güleç, F.; Pekaslan, D.; Williams, O.; Lester, E. Predictability of higher heating value of biomass feedstocks via proximate and ultimate analyses–a comprehensive study of artificial neural network applications. Fuel 2022, 320, 123944. [Google Scholar] [CrossRef]
- Lenz, H.; Pecenka, R.; Hartung, E.; Idler, C. Development and test of a simplified method to calculate dry matter loss during open-air storage of poplar wood chips by analysing ash contents. Biomass Bioenergy 2016, 94, 258–267. [Google Scholar] [CrossRef]
- Myeong, S.-J.; Han, S.-H.; Shin, S.-J. Analysis of chemical compositions and energy contents of different parts of yellow poplar for development of bioenergy technology. J. Korean Soc. For. Sci. 2010, 99, 706–710. [Google Scholar]
- Gómez-Martín, J.; Castaño-Díaz, M.; Cámara-Obregón, A.; Álvarez-Álvarez, P.; Folgueras-Díaz, M.B.; Diez, M.A. On the chemical composition and pyrolytic behavior of hybrid poplar energy crops from northern spain. Energy Rep. 2020, 6, 764–769. [Google Scholar] [CrossRef]
- Cen/tc 335-Solid Biofuels, En 14774-2:2009; Solid Biofuels–Determination of Moisture Content—Oven Dry Method—Part 2: Total Moisture. European Committee for Standardization: Brussels, Belgium, 2009.
- Minitab. Minitab Statistical Software version 19. Available online: https://www.minitab.com/en-us/products/minitab/ (accessed on 13 January 2022).
- ASTM E873-82; Standard test method for bulk density of densified particulate biomass fuels. 2013. Available online: https://www.astm.org/e0873-82r06.html (accessed on 13 April 2022).
- ASTM D2395-17; Standard test methods for density and specific gravity (relative density) of wood and wood-based materials. ASTM International: West Conshohocken, PA, USA, 2017. Available online: https://www.astm.org/d2395-17.html (accessed on 13 April 2022).
- Antwi-Boasiako, C.; Acheampong, B. Strength properties and calorific values of sawdust-briquettes as wood-residue energy generation source from tropical hardwoods of different densities. Biomass Bioenergy 2016, 85, 144–152. [Google Scholar] [CrossRef]
- Kpalo, S.Y.; Zainuddin, M.F.; Manaf, L.A.; Roslan, A.M. Production and characterization of hybrid briquettes from corncobs and oil palm trunk bark under a low pressure densification technique. Sustainability 2020, 12, 2468. [Google Scholar] [CrossRef] [Green Version]
- Tumuluru, J.S. Effect of moisture content and hammer mill screen size on the briquetting characteristics of woody and herbaceous biomass. KONA Powder Part. J. 2019, 36, 241–251. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Specific energy requirement for compacting corn stover. Bioresour. Technol. 2006, 97, 1420–1426. [Google Scholar] [CrossRef] [PubMed]
- Aransiola, E.; Oyewusi, T.; Osunbitan, J.; Ogunjimi, L. Effect of binder type, binder concentration and compacting pressure on some physical properties of carbonized corncob briquette. Energy Rep. 2019, 5, 909–918. [Google Scholar] [CrossRef]
- Wang, X.; Chen, Z.; Yu, G.; Yuan, X. Effects of poplar fibres as solid bridge on the physical characteristics of biomass briquette made from sawdust and bamboo powder. Wood Res. 2018, 63, 141–153. [Google Scholar]
- Mohsenin, N.; Zaske, J. Stress relaxation and energy requirements in compaction of unconsolidated materials. J. Agric. Eng. Res. 1976, 21, 193–205. [Google Scholar] [CrossRef]
- Saeed, A.A.H.; Yub Harun, N.; Bilad, M.R.; Afzal, M.T.; Parvez, A.M.; Roslan, F.A.S.; Abdul Rahim, S.; Vinayagam, V.D.; Afolabi, H.K. Moisture content impact on properties of briquette produced from rice husk waste. Sustainability 2021, 13, 3069. [Google Scholar] [CrossRef]
- Adapa, P.; Schoenau, G.; Tabil, L.; Sokhansanj, S.; Crerar, B. Pelleting of Fractionated Alfalfa Products. In Proceedings of the 2003 ASAE Annual Meeting, Winchester, NV, USA, 27–30 July 2003; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2003; p. 1. [Google Scholar]
Figure 1.
Wood chips from poplar trees (a) stem only (b) crown only (c) chipping machine in operation.
Figure 1.
Wood chips from poplar trees (a) stem only (b) crown only (c) chipping machine in operation.

Figure 2.
A hydraulic-powered biomass briquetting machine.
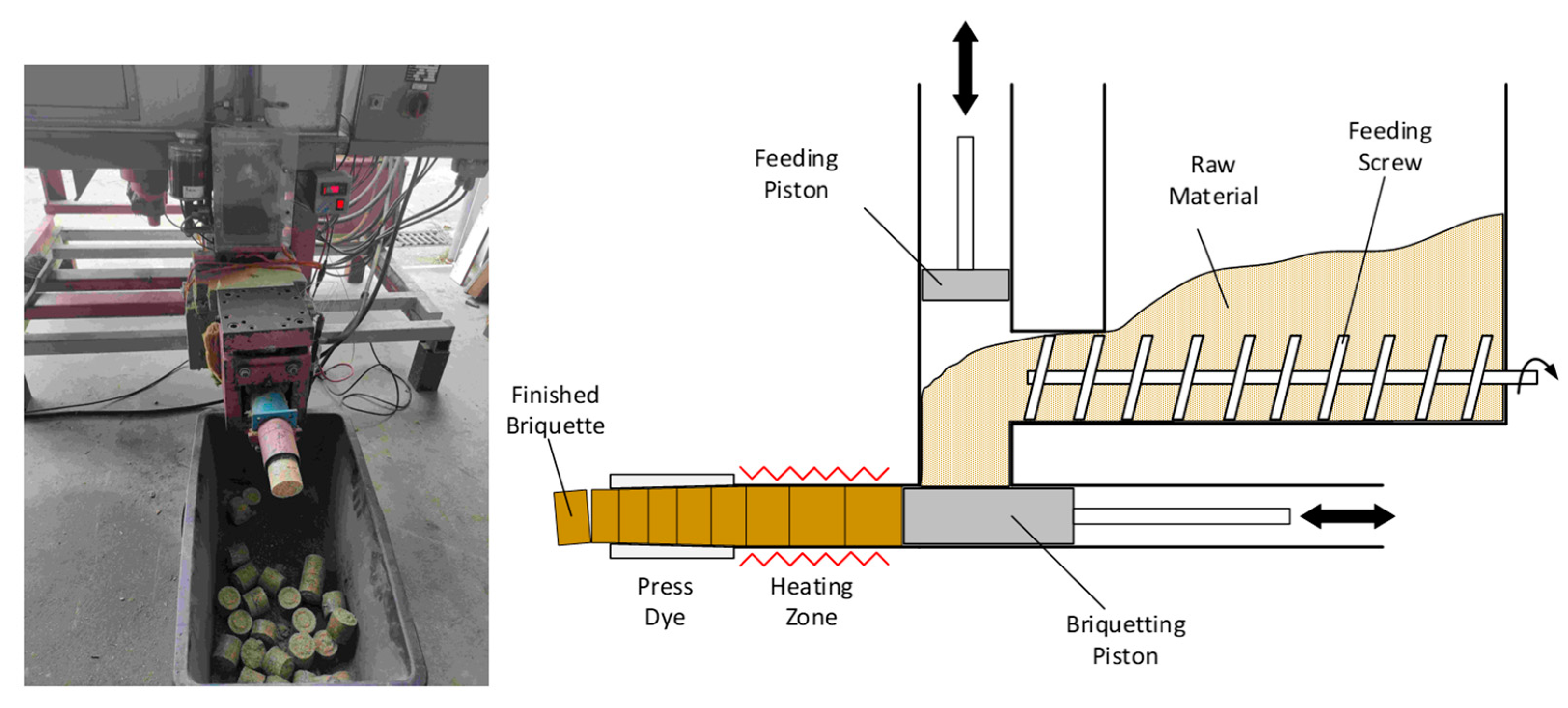
Figure 3.
Particle size distribution and mean particle size (X50) for poplar wood milled in a hammer mill at three different screen sizes.
Figure 3.
Particle size distribution and mean particle size (X50) for poplar wood milled in a hammer mill at three different screen sizes.

{kind=link}
{kind=link}
{kind=link}
Table 1.
ANOVA effects of screen size and moisture content on the compressed density of crown and stem fractions of the briquette (p < 0.05).
Table 1.
ANOVA effects of screen size and moisture content on the compressed density of crown and stem fractions of the briquette (p < 0.05).
| Fraction | Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Crown | Screen size | 2 | 0.156 | 0.078 | 3.94 | 0.038 |
| Moisture content | 2 | 0.047 | 0.023 | 1.18 | 0.331 | |
| Sieve size * Moisture content | 4 | 0.044 | 0.011 | 0.56 | 0.697 | |
| Error | 18 | 0.357 | 0.020 | |||
| Total | 26 | 0.605 | ||||
| Stem | Screen size | 2 | 0.405 | 0.203 | 19.63 | 0.000 |
| Moisture content | 2 | 0.179 | 0.090 | 8.68 | 0.002 | |
| Sieve size * Moisture content | 4 | 0.009 | 0.002 | 0.21 | 0.927 | |
| Error | 18 | 0.186 | 0.010 | |||
| Total | 26 | 0.779 |
Table 2.
Mean values of compressed density of briquettes from poplar tree fractions.
| Screen Size (mm) | Moisture Content (% w.b.) | Compressed Density (g/cm−3) | |
|---|---|---|---|
| Crown Fraction | Stem Fraction | ||
| 5.3 | 13.6 | 0.92 a | 1.07 a |
| 19.0 | 1.11 a | 0.95 a,b | |
| 25.0 | 0.93 a | 0.90 a,b | |
| 10.3 | 13.6 | 1.03 a | 1.05 a |
| 19.0 | 1.02 a | 0.91 a,b | |
| 25.0 | 0.93 a | 0.85 a,b,c | |
| 25.4 | 13.6 | 0.82 a | 0.80 a,b,c |
| 19.0 | 0.85 a | 0.72 b,c | |
| 25.0 | 0.82 a | 0.57 c | |
Means that do not share the same letters ‘a’, ‘b’ or ‘c’ are significantly different.
Table 3.
ANOVA effects of screen size and moisture content on the relaxed density of crown and stem fractions of the briquette (p < 0.05).
Table 3.
ANOVA effects of screen size and moisture content on the relaxed density of crown and stem fractions of the briquette (p < 0.05).
| Fraction | Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Crown | Screen size | 2 | 0.119 | 0.059 | 3.85 | 0.041 |
| Moisture content | 2 | 0.014 | 0.007 | 0.45 | 0.643 | |
| Screen size * Moisture content | 4 | 0.122 | 0.031 | 1.99 | 0.140 | |
| Error | 18 | 0.278 | 0.015 | |||
| Total | 26 | 0.533 | ||||
| Stem | Screen size | 2 | 0.900 | 0.450 | 33.75 | 0.000 |
| Moisture content | 2 | 0.177 | 0.089 | 6.64 | 0.007 | |
| Screen size * Moisture content | 4 | 0.025 | 0.006 | 0.46 | 0.761 | |
| Error | 18 | 0.240 | 0.013 | |||
| Total | 26 | 1.342 |
Table 4.
Mean values of relaxed density of briquettes from poplar tree fractions.
| Screen Size (mm) | Moisture Content (% w.b.) | Relaxed Density (g/cm3) | |
|---|---|---|---|
| Crown Fraction | Stem Fraction | ||
| 5.3 | 13.6 | 0.79 a | 0.96 a |
| 19.0 | 1.05 a | 0.81 a | |
| 25.0 | 0.95 a | 0.84 a | |
| 10.3 | 13.6 | 0.91 a | 0.97 a |
| 19.0 | 0.79 a | 0.87 a | |
| 25.0 | 0.91 a | 0.81 a | |
| 25.4 | 13.6 | 0.78 a | 0.65 a,b |
| 19.0 | 0.76 a | 0.45 b | |
| 25.0 | 0.77 a | 0.37 b | |
Means that do not share the same letters ‘a’ or ‘b’ are significantly different.
Table 5.
ANOVA effects of screen size and moisture content on relaxation ratio of crown and stem fractions of the briquette (p < 0.05).
Table 5.
ANOVA effects of screen size and moisture content on relaxation ratio of crown and stem fractions of the briquette (p < 0.05).
| Fraction | Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Crown | Screen size | 2 | 0.019 | 0.009 | 0.16 | 0.852 |
| Moisture content | 2 | 0.058 | 0.029 | 0.50 | 0.615 | |
| Screen size * Moisture content | 4 | 0.122 | 0.030 | 0.52 | 0.721 | |
| Error | 18 | 1.053 | 0.058 | |||
| Total | 26 | 1.252 | ||||
| Stem | Screen size | 2 | 0.743 | 0.372 | 9.04 | 0.002 |
| Moisture content | 2 | 0.112 | 0.056 | 1.36 | 0.282 | |
| Screen size * Moisture | 4 | 0.160 | 0.040 | 0.98 | 0.445 | |
| Error | 18 | 0.740 | 0.041 | |||
| Total | 26 | 1.756 |
Table 6.
Mean values of relaxation ratio of briquettes from poplar tree fractions.
| Screen Size (mm) | Moisture Content (% w.b.) | Relaxation Ratio | |
|---|---|---|---|
| Crown-Fraction | Stem-Fraction | ||
| 5.3 | 13.6 | 1.19 a | 1.12 a |
| 19.0 | 1.06 a | 1.17 a | |
| 25.0 | 1.02 a | 1.07 a | |
| 10.3 | 13.6 | 1.14 a | 1.09 a |
| 19.0 | 1.30 a | 1.14 a | |
| 25.0 | 1.02 a | 1.06 a | |
| 25.4 | 13.6 | 1.05 a | 1.23 a |
| 19.0 | 1.14 a | 1.61 a | |
| 25.0 | 1.12 a | 1.55 a | |
Means that do not share the same letters ‘a’ is significantly different.
Table 7.
ANOVA effects of screen size and moisture content on shatter index of crown and stem fractions of the briquette (p < 0.05).
Table 7.
ANOVA effects of screen size and moisture content on shatter index of crown and stem fractions of the briquette (p < 0.05).
| Fraction | Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Crown | Screen size | 2 | 1854.5 | 927.23 | 54.81 | 0.000 |
| Moisture content | 2 | 1416.3 | 708.16 | 41.86 | 0.000 | |
| Screen size * Moisture content | 4 | 1440.8 | 360.21 | 21.29 | 0.000 | |
| Error | 18 | 304.5 | 16.92 | |||
| Total | 26 | 5016.1 | ||||
| Stem | Screen size | 2 | 4762.4 | 2381.21 | 52.39 | 0.000 |
| Moisture content | 2 | 3435.9 | 1717.97 | 37.80 | 0.000 | |
| Screen size * Moisture content | 4 | 2118.2 | 529.54 | 11.65 | 0.000 | |
| Error | 18 | 818.1 | 45.45 | |||
| Total | 26 | 11,134.6 |
Table 8.
Mean values of shatter index of briquettes from poplar tree fractions.
| Screen Size (mm) | Moisture Content (% w.b.) | Shatter Index (%) | |
|---|---|---|---|
| Crown-Fraction | Stem-Fraction | ||
| 5.3 | 13.6 | 100.0 a | 91.4 a,b,c |
| 19.0 | 100.0 a | 97.7 a | |
| 25.0 | 89.0 a,b | 79.7 a,b,c | |
| 10.3 | 13.6 | 95.2 a,b | 96.3 a,b |
| 19.0 | 95.3 a,b | 85.9 a,b,c | |
| 25.0 | 96.1 a,b | 83.1 a,b,c | |
| 25.4 | 13.6 | 95.2 a,b | 76.9 c |
| 19.0 | 84.9 b | 77.3 b,c | |
| 25.0 | 55.0 c | 28.3 d | |
Means that do not share the same letters ‘a’, ‘b’, ‘c’ or ‘d’ are significantly different.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Obi, O.F.; Pecenka, R. Briquetting of Poplar Wood from Short Rotation Coppice—The Effects of Moisture Content and Hammer Mill Screen Size. Energies 2023, 16, 1454. https://doi.org/10.3390/en16031454
AMA Style
Obi OF, Pecenka R. Briquetting of Poplar Wood from Short Rotation Coppice—The Effects of Moisture Content and Hammer Mill Screen Size. Energies. 2023; 16(3):1454. https://doi.org/10.3390/en16031454
Chicago/Turabian StyleObi, Okey Francis, and Ralf Pecenka. 2023. "Briquetting of Poplar Wood from Short Rotation Coppice—The Effects of Moisture Content and Hammer Mill Screen Size" Energies 16, no. 3: 1454. https://doi.org/10.3390/en16031454
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.