
Absorption-Enhanced Methanol Steam Reforming for Low-Temperature Hydrogen Production with Carbon Capture †
1
Institute of Engineering Thermophysics, Chinese Academy of Sciences, Beijing 100190, China
2
University of Chinese Academy of Sciences, Beijing 100049, China
3
International Research Center for Renewable Energy & State Key Laboratory of Multiphase Flow in Power Engineering, Xi’an Jiaotong University, Xi’an 710049, China
*
Author to whom correspondence should be addressed.
†
This paper is an extended version of our conference paper for 8th Applied Energy Symposium-CUE2022, Matsue, Japan, 24–27 November 2022.
Energies 2023, 16(20), 7134; https://doi.org/10.3390/en16207134
Submission received: 19 March 2023
/
Revised: 12 April 2023
/
Accepted: 24 April 2023
/
Published: 18 October 2023
(This article belongs to the Special Issue Advances in Hydrogen Production and Hydrogen Storage)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Methanol is a prospective hydrogen storage medium that holds the potential to address the challenges of hydrogen storage and transportation. However, hydrogen production via methanol steam reforming faces several key obstacles, including high reaction temperature (e.g., 250–300 °C) and low methanol conversion (at <200 °C), while the purification procedure of hydrogen is commonly required to obtain high-purity H2. A novel method of H2 absorption-enhanced steam reforming of methanol is proposed to overcome the challenges mentioned above. The method involves the absorption and separation of H2 using an absorbent to facilitate the forward shift of the reaction equilibrium and enhance reaction performance. A thermodynamic analysis using the equilibrium constant method presents that the separation of H2 can improve the methanol conversion rate and the total H2 yield. The feasibility of the method is validated through experiments in a fixed-bed reactor (4 mm diameter, 194 mm length) under the conditions of 200 °C and 1 bar. In the experiments, 1 g of bulk catalyst (CuO/ZnO/Al2O3) and 150 g of bulk hydrogen absorbent (Aluminum-doped lanthanum penta-nickel alloy, LaNi4.3Al0.7 alloy) are sequentially loaded into the reactor. As a proof of concept, a CO2 concentration of 84.10% is obtained in the reaction step of the first cycle, and a gas stream with an H2 concentration of 81.66% is obtained in the corresponding regeneration step. A plug flow reactor model considering the kinetics is developed to analyze the effects of the number of cycles and H2 separation ratio on the enhancement performance. The method indicates a high potential for commercialization given its low reaction temperature, high-purity H2, and membrane-free design.
1. Introduction
Hydrogen is a promising alternative to conventional fossil fuels due to its high energy density, cleanliness, and potential for diverse applications [1,2]. Nonetheless, challenges exist in hydrogen generation, storage, and transportation, particularly in comparison with the conventional distribution of liquid fuels. Hydrogen is mainly stored as compressed gas, liquefied hydrogen, or in combination with solid materials [3]. However, the volume and weight of hydrogen storage systems are generally high, which has a negative impact on the transportation process. Additionally, the energy efficiency of hydrogen storage technologies is low, for example, compression of gases and liquefaction of hydrogen require a considerable amount of energy [4]. The large-scale application and deployment of hydrogen are limited by the difficulty and high cost of the storage and transportation process [5,6].
Methanol has a higher volumetric hydrogen storage capacity as compared with liquid hydrogen, rendering it a prospective medium for hydrogen storage. In addition, methanol can be transported using existing liquid fuel transportation equipment, which significantly reduces the construction cost of storage, transportation, and distribution processes. In the scenario for 2050, Shi et al. [7] estimated the costs of retrofitting and constructing distribution systems for liquid alcohol and hydrogen as fuels, assuming 200 vehicles per 1000 people in China. The cost of hydrogen was estimated to be approximately $3 trillion, while the cost of liquid alcohol was only $10–15 million. Furthermore, methanol, a crucial product of CO2 reduction, holds immense potential in various applications. The closed-loop cycle of CO2 formed by green methanol synthesis technology and methanol to hydrogen technology provides a viable way to reduce dependence on fossil energy sources [7]. Therefore, the development of hydrogen production technologies based on methanol as the feedstock is of significant importance.
There are two mainstream pathways for hydrogen production from methanol: methanol cracking and methanol steam reforming (MSR). Among these, MSR is the preferred process due to its high H2 yield, high H2 to CO2 molar ratio, and high level of process maturity [4]. Since the MSR reaction system involves multiple steps and intermediate species, research on the mechanism has been controversial. The reaction mechanism is significantly influenced by the selection of catalysts and control of reaction conditions. Copper-based catalysts and group 8-10 catalysts are commonly used in MSR reactions, with the former being widely applied in the industry due to its favorable catalytic activity, selectivity, and low cost [8]. Thus, a CuO/ZnO/Al2O3 catalyst is used in this study. In addition to the steam reforming reaction (SR, Equation (1)), the other two side reactions, namely methanol decomposition reaction (MD, Equation (2)) and water-gas shift reaction (WGS, Equation (3)), are usually considered [9].
MSR is an endothermic reaction whereby the extent of methanol conversion increases with increasing temperature. However, as the reaction temperature increases, the selectivity of CO also increases [8,10,11]. The temperature range for conventional industrial MSR process is 250–350 °C, and temperatures below 200 °C typically result in low methanol conversion rates. The heat required for the MSR process is obtained by burning a portion of the methanol feedstock or other fossil fuels, resulting in considerable energy consumption and carbon emissions [12]. Most experiments are carried out at a reaction pressure of 1 atm. As the reaction pressure increases, the methanol conversion rate decreases, and the amount of CO in the product increases [13,14]. Furthermore, a purification procedure (e.g., pressure swing adsorption (PSA)) is commonly required to obtain high-purity H2.
Given the above challenges, enhancing the low-temperature performance of MSR and reducing the reaction temperature of MSR would be beneficial in terms of reducing system energy consumption. On this basis, the intensification of MSR (e.g., separation-enhanced MSR based on Le Chatelier’s principle) has become increasingly attractive [15,16,17,18]. Basile et al. [19,20,21] investigated the performance of MSR in Pd-based membrane reactors. The experimental results demonstrated the superior performance of the membrane reactor in terms of methanol conversion rate, H2 yield, and CO selectivity compared to the conventional fixed-bed reactor. Pd-based membranes are widely used in the research of membrane reactors, with high selectivity to H2 and the ability to obtain high-purity H2 suitable for direct application in proton exchange membrane fuel cells. However, Pd-based membranes tend to suffer from hydrogen embrittlement at low temperatures, making it difficult to apply at 200 °C and below [22]. Other membrane materials, such as carbon membranes [23] and silica membranes [24], are usually associated with poor selectivity for H2, which means it is difficult to obtain high-purity H2 directly. In addition, from the perspective of industrialization, the high energy consumption required for adequate hydrogen permeation rates [25], the sensitivity of membrane materials [26], and the high cost of membrane reactors [25] have limited the practical application of membrane reactors.
In addition, metal alloys, which are used as hydrogen storage materials, may offer a potential alternative for hydrogen separation compared to membranes [27,28]. H2 in gaseous mixtures is absorbed by hydride reactions with metal alloys and released by reducing the partial pressure of H2 or elevating the temperature. Among various hydrogen storage alloys, AB5-type alloys have attracted widespread attention due to their reasonable reaction pressures, excellent kinetic properties, and a certain resistance to oxidation and poisoning [29]. AB5-type alloys have been employed for H2 separation at both laboratory and pilot scales. Borzone et al. [30] developed a prototype for hydrogen purification using 300 g LaNi5 alloy. A 95% hydrogen recovery fraction was achieved at room temperature and a hydrogen flow rate of 100 cm3/min. In the reforming-purification-fuel cell system developed by Japan’s Kobe Steel Ltd., the MmNi4.025Co0.4Mn0.275Al0.3 alloy was used to purify the fuel-reforming gases [31]. At lab scale, the gaseous products from methanol steam reforming was purified with a liquid reactant flow rate of 1.533 g/min. Under cycling conditions of adsorption temperature at 20 °C, adsorption pressure of 0.8 MPa, and desorption temperature of 80 °C, the system was cycled 1000 times (totaling 1500 h), achieving a 94% hydrogen recovery rate and maintaining hydrogen purity of 99–99.9%. Moreover, at a hydrogen production scale of 3 Nm3/h, the system still achieved a 94% hydrogen recovery rate when used to recover synthetic gas produced by methane steam reforming. The high hydrogen recovery rate, high hydrogen purity, and stability obtained in the aforementioned findings demonstrate the effectiveness of AB5-type alloys in purifying hydrogen. Additionally, it has been found that LaNi5-type alloys can be used at elevated temperatures (>100 °C). Hao et al. [32] prepared a fluorinated LaNi4.3Al0.7 alloy, which maintained H2 absorption capacity in a gas mixture containing toxic gases (30% CO or 0.5% H2S) at 453 K. Research on metal alloys has shown that the LaNi5-type alloys have the ability to absorb and separate hydrogen in elevated temperatures and methanol-reforming gas atmospheres.
To address the challenges of conventional MSR processes and improve low-temperature performance, a novel method of H2 absorption-enhanced methanol steam reforming (AE-MSR) is proposed in this study, which is preliminarily presented in [33]. The proposed method utilizes an absorbent to separate the H2 product from the reaction system during the reaction, which shifts the reaction equilibrium forward and enhances the reaction performance. Simultaneously, the method directly separates and purifies H2 in the reactor, which is equivalent to combining the reactor and the H2 purifier in the conventional process and shortening the system process. The thermodynamic analysis of AE-MSR is carried out using the equilibrium constant method. The effects of the reaction temperature and H2 separation ratio on methanol conversion rate, total H2 yield, and product composition are investigated. The feasibility of the method is validated through experiments in a fixed-bed reactor under the conditions of 200 °C and 1 bar, where the bulk catalyst (CuO/ZnO/Al2O3) and the bulk hydrogen absorbent (LaNi4.3Al0.7 alloy) are sequentially loaded into the reactor. Based on the experiments, a model of the AE-MSR process considering kinetics is developed to further investigate the effects of number of cycles and the H2 separation ratio. The benefits of the proposed method over the conventional MSR are proved by thermodynamic analysis, experiments, and simulations.
2. Method Description and Experiments
2.1. Method Description
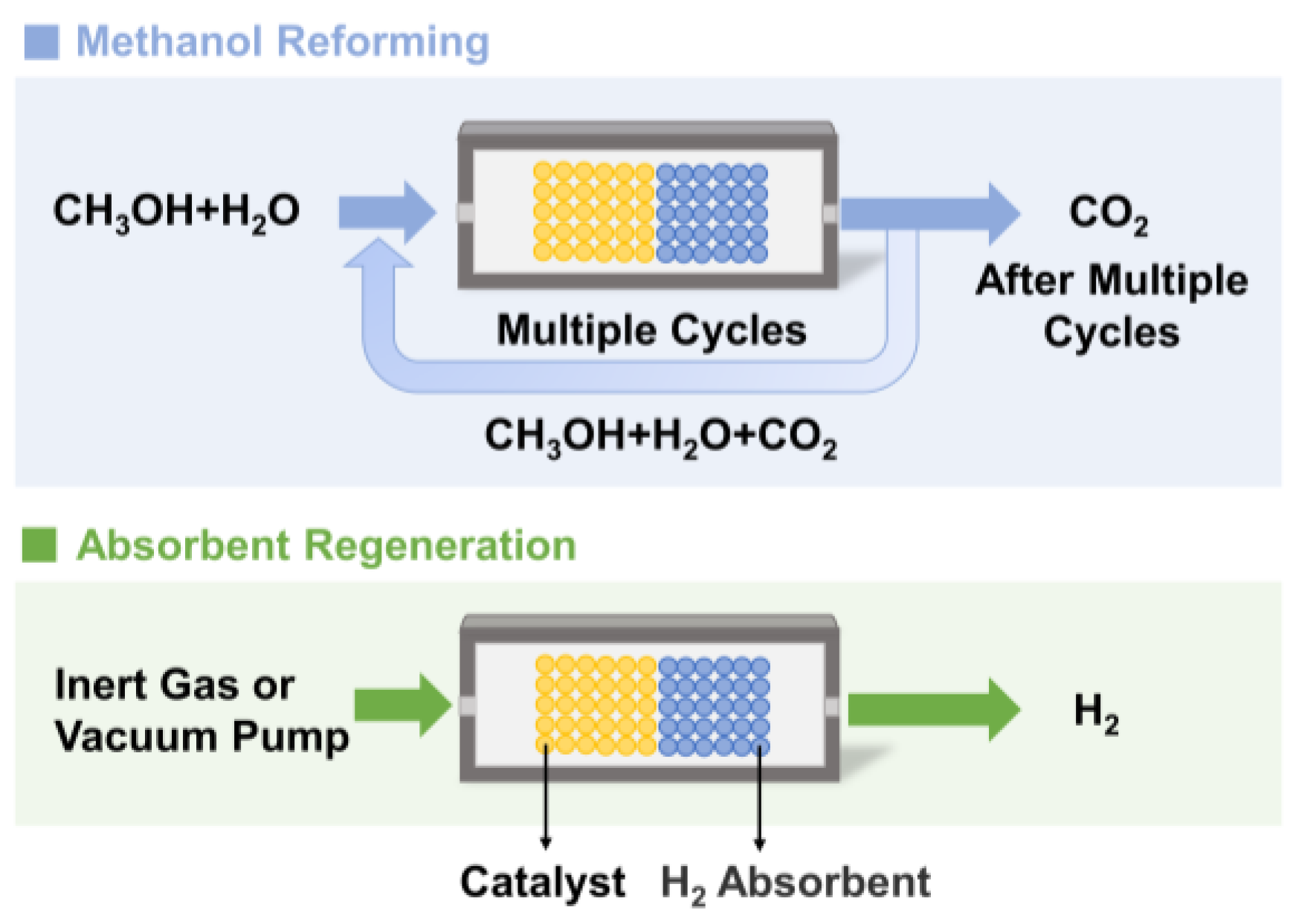
The schematic of the AE-MSR method based on hydrogen absorbent is displayed in Figure 1. The method consists of two steps: the methanol reforming step (depicted by the blue area) and the absorbent regeneration step (depicted by the green area). In the reactor, the yellow particles represent the MSR catalyst, and the blue particles represent the H2 absorbent. The MSR catalyst and the H2 absorbent are section-filled in the reactor. In the methanol reforming step, the MSR reaction and the absorption of H2 are carried out simultaneously in the reactor, with H2 and CO2 being the main products of the reaction. H2 in the mixture is gradually absorbed. Unreacted reactants and CO2 flow out of the reactor and are recirculated to the reactor inlet for further reaction. After multiple cycles, the outlet gas stream is a high concentration of CO2. When the H2 absorbent approaches saturation, the feed of reactants is terminated, and the regeneration of the H2 absorbent commences. In the absorbent regeneration step, the isothermal desorption of H2 absorbent is achieved by reducing the H2 partial pressure, such as by means of purging the reactor with an inert gas or using a vacuum pump.
2.2. Thermodynamic Analysis Method
A thermodynamic analysis was first carried out to analyze the effects of H2 separation and temperature on methanol conversion rate, total H2 yield, and product composition. To enhance the universality of the research, the H2 separation ratio was used to measure the absorption performance, which is defined as follows:
where β is the H2 separation ratio, FH2-ad is the molar flow rate of H2 absorbed, and FH2 is the molar flow rate of H2 generated by the MSR process.
Analysis was performed on the thermodynamic equilibrium of the reactions. This process characterizes the system through a set of chemical reactions and the analysis is based on the equilibrium constants of those reactions [34,35]. As mentioned above, three reactions (Equations (1)–(3)) are included within the methanol steam reforming system. Since the third reaction can be obtained by linear superimposition of the former two reactions, there are only two independent reactions. The SR reaction and MD reaction were chosen as independent reactions for subsequent calculations. Assuming that the pressure is constant, the standard equilibrium constants of the two reactions are expressed as follows [36]:
where KSR(T) is the thermodynamic equilibrium constant of the SR reaction; KMD(T) is the thermodynamic equilibrium constant of the MD reaction; Pi is the partial pressure of chemical species i; PΘ is the standard pressure, taken as 105 Pa.
The molar ratio of steam to methanol (S/C) for the reactants was set to 1, and it was assumed that methanol and water were both 1 mol in the initial state of the system. When the system reaches equilibrium, the molar amounts of each gas can be determined based on the extent of the two reactions and the H2 separation ratio. Subsequently, the total amount of substance in the system and the partial pressure of each gas can be calculated. The partial pressure of components in the system can be expressed using the following equations,
where X1 and X2 are the extents of the SR reaction and the MD reaction, respectively; Ptot is the total pressure, assumed to be 105 Pa.
The standard equilibrium constants for the two reactions at different temperatures were obtained from the HSC software. By substituting Equations (7)–(11) in Equations (5) and (6), the extent of SR reaction and that of MD reaction can be calculated for a given H2 separation ratio. The effects of temperature and H2 separation ratio on methanol conversion rate, total H2 yield, and product composition can be then obtained. The methanol conversion rate in the thermodynamic calculation is defined as the ratio of the amount of methanol consumed to the initial amount of methanol. The total H2 yield (YH2) is defined as follows:
where is the inlet flow rate of methanol.
2.3. Materials
The experiment was carried out on a commercial catalyst of CNZ-1 type from the Southwest Institute of Chemical Co., Ltd. (Chengdu, China) with the composition of CuO/ZnO/Al2O3. The catalyst had a mass composition of more than 60% CuO, which exhibited catalytic activity after being reduced. The mass fraction of ZnO in the catalyst was 5–15%, and the remaining component was Al2O3. For experiments, the catalyst was ground to 0.25–0.60 mm particles.
The H2 absorbent chosen for the experiments was the LaNi4.3Al0.7 alloy, which was prepared by the vacuum induction melting method. The alloy was activated in H2 at 180 °C, 2 MPa for 2 h, and regenerated under vacuum for 2 h. After multiple activation and regeneration cycles, the alloy was subsequently impregnated with a potassium fluoride solution to improve its resistance to poisoning. More detailed information on the preparation, activation, and surface treatment of the absorbent can be found in the reference [32].
Prior to the reaction, reduction of the catalyst and pretreatment of the H2 absorbent were necessary. Reduction of the fresh catalyst was carried out at 230 °C for 2 h using a mixture of 85% helium and 15% H2 at a flow rate of 200 mL min−1. Subsequently, to remove the surface oxide layers that may have formed during transportation and storage and to reinstate the hydrogen absorption properties, the H2 absorbent was pretreated at 100 °C and 3 bar in a pure H2 atmosphere for 30 min. Once the pretreatment was complete, the H2 absorbent was fully regenerated by supplying a large amount of inert gas.
2.4. MSR and AE-MSR Experiments
AE-MSR experiments were carried out in the experimental system shown in Figure 2. The loading of the MSR catalyst and the LaNi4.3Al0.7 alloy was determined according to the material performance at the reaction temperature, the liquid hourly space velocity (LHSV) of the reactants, and the circulation strategy. The catalyst (1 g) and the H2 absorbent (150 g) were loaded into a fixed bed reactor (4 mm diameter, 194 mm length) in the form of a sectional-packed bed. The material was loaded in the middle of the reactor, and the areas at both ends of the reactor were filled with high-temperature resistant quartz wool. A thermocouple was inserted at the center of the material to detect the reactor temperature.
After the temperature stabilized at 200 °C, methanol solution with a specific S/C was pumped into the steam generator and then into the reactor. The unreacted reactants were condensed, and then the gaseous composition through the reactor was detected by the mass spectrometer (Omnistar GSD 320). The reaction was stopped upon observing a rise in the H2 flow rate at the reactor outlet. The LaNi4.3Al0.7 alloy was then regenerated by passing 700 mL min−1 of helium at isothermal conditions to reduce the H2 partial pressure. Purging with helium in the regeneration step is a requirement for mass spectrometer measurements. In practice, high-purity H2 can be obtained directly using steam purging or a vacuum pump. During the experiment, a specific flow rate of argon was used to calculate the flow rate of the reactant components as a standard gas fed into the gas stream from the outlet of the reactor.
Conventional MSR experiments at 200 °C, 1 bar, and LHSV of 1–2.5 mL gcat−1 h−1 were carried out in the same experimental system as a comparison, in which only 1 g of catalyst was loaded in the reactor.
The conversion rate of methanol is calculated according to the following equation:
where is the outlet flow rate of component i.
3. Process Simulation
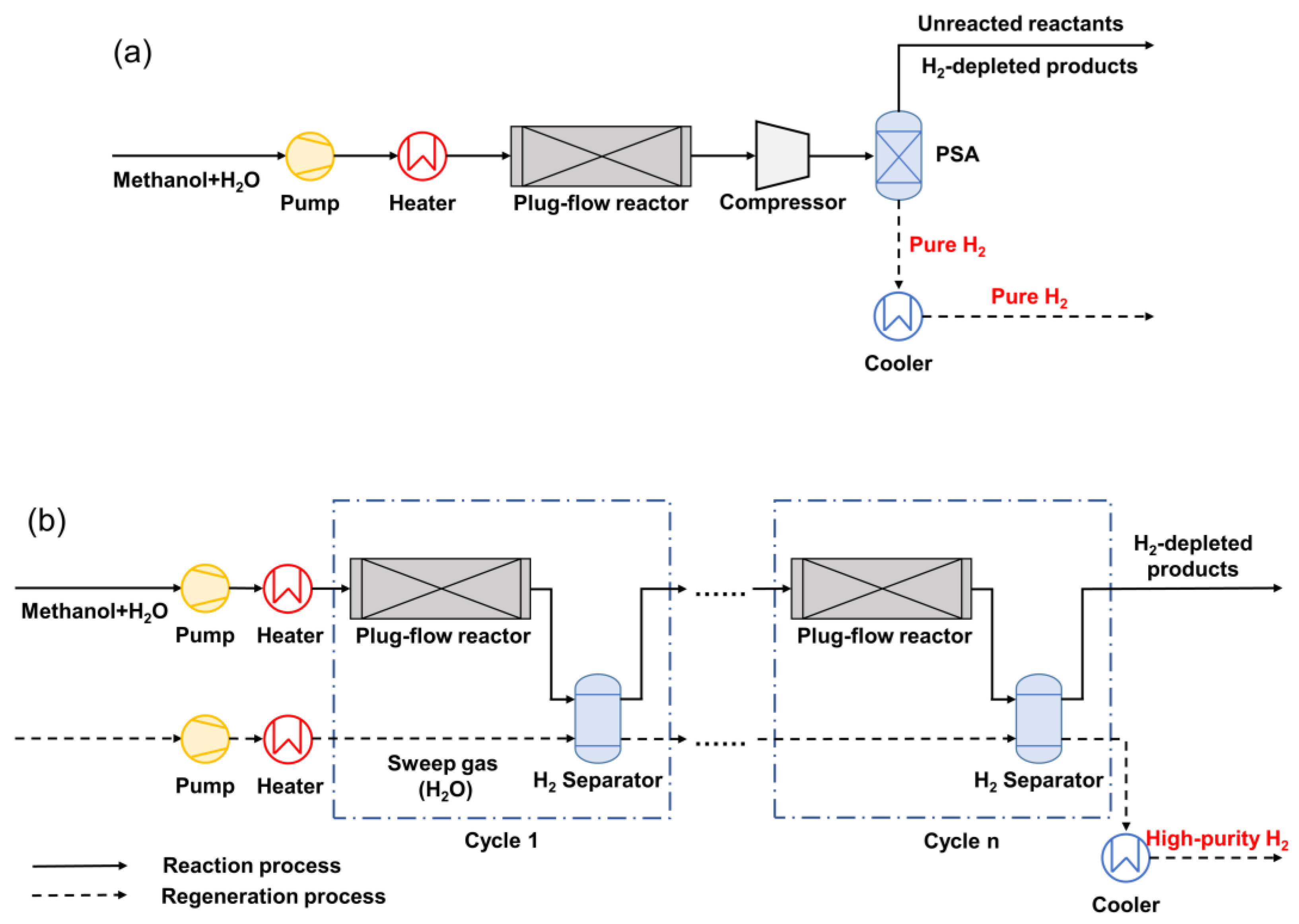
Block flow diagrams of a conventional MSR system and an AE-MSR system are shown in Figure 3a,b, respectively. In the conventional MSR system, the methanol steam reforming is carried out in the reactor. Then, pure hydrogen is obtained using a commercial hydrogen purification and separation unit (e.g., PSA). In the AE-MSR system, several sequentially connected reaction-H2 separation cycles are included. Each cycle consists of one reactor and one H2 separator for direct H2 absorption. In the reaction step, the reactants flow sequentially through multiple cycles, and the H2 in the gas mixture is separated in the H2 separator of each cycle. In the H2 absorbent regeneration step, the H2 separator is purged with a large amount of water vapor. The partial pressure of H2 in the reactor is reduced, and H2 is desorbed. Subsequently, when the water vapor in the outlet mixture is condensed, pure hydrogen is obtained.
To further investigate the effects of the number of cycles and the H2 separation performance on the MSR process, simulations were carried out in this study for the reaction processes in the two systems. The model was established by Aspen Plus software, which simplified the actual reactor to a plug flow reactor and neglected radical concentration changes. The absorption of H2 was achieved using a separator, and the absorption performance was determined by the H2 separation ratio. The process was assumed to be isothermal and isobaric. Three reactions (Equations (1)–(3)) in the methanol steam reforming system were considered. The kinetic equations used were based on the CuO/ZnO/Al2O3 catalyst proposed by Peppley et al. [9], with parameter values taken from Ribeirinha et al. [37]. The temperature (200 °C), the pressure (1 bar), and the molar ratio of steam to methanol (1.5) that we studied are within the experimental range of the kinetic equations. The kinetic equations are given as follows:
where rSR, rMD, and rWGS are the reaction rates of the SR reaction, MD reaction, and WGS reaction, respectively; pi is the partial pressure of component i; kj represents the rate constant for reaction j; denotes the adsorption equilibrium coefficient for surface species i; is the total surface concentration of site k; Sg is the surface area of the fresh catalyst.
In the simulation, the UNIFAC method was chosen considering the presence of methanol and water in the system [38]. Methanol (1 kmol h−1) and water (1.5 kmol h−1) were mixed, heated, and then passed into the reactor. The accuracy and reliability of the model were verified by comparing the simulated methanol conversion rates at 200 °C and different LHSVs with the results in the conventional fixed bed experiments under the same conditions.
4. Results and Discussions
4.1. Thermodynamic Analysis
The method of AE-MSR as an effective means of increasing the methanol conversion rate and equivalently reducing temperature was analyzed thermodynamically. The effects of temperature and H2 separation ratio on methanol conversion rate, total H2 yield, extent of reactions, and product concentration were investigated.
Figure 4a presents the effects of temperature and H2 separation ratio on methanol conversion rate. The H2 separation ratio of zero corresponds to the conventional MSR process. At a fixed H2 separation ratio, the methanol conversion ratio of both MSR and AE-MSR processes increases with increasing temperature. The SR reaction and MD reaction are endothermic and the increase in temperature favors the forward reactions, leading to an increase in the methanol conversion rate. Specifically, the enhancement effect is more effective at low temperatures (100–160 °C). This is attributed to the fact that at higher temperatures, complete conversion of methanol is reached as shown by thermodynamic analysis. Methanol conversion rate increases with increasing H2 separation ratio. In the conventional MSR process, methanol conversion rate reaches >99% at 160 °C, whereas in the AE-MSR process, the corresponding temperature is lowered to 110 °C when the H2 separation ratio is 0.8. At the temperature range studied, methanol is essentially completely converted at H2 separation ratios higher than 0.9, and further increases in H2 separation have little effect on the methanol conversion rate.
Figure 4b presents the variation of the total H2 yield with temperature and H2 separation ratio. The total H2 yield is defined as the ratio of the amount of H2 produced to the total amount of H2 that can be produced when methanol is completely converted by the SR reaction. The total H2 yield is determined by the extents of the SR reaction and MD reaction. Therefore, the variations of the extent of SR reaction and the extent of MD reaction are first analyzed according to Figure 4c,d. As the temperature increases, the extent of SR reaction initially increases and then decreases. In the conventional MSR process, the maximum extent of SR reaction is 0.94 corresponds to an equilibrium temperature of 130 °C. As the H2 separation ratio increases, the temperature corresponding to the maximum extent of SR reaction gradually decreases. Meanwhile, the separation of H2 has a more noticeable enhancement effect on the SR reaction at low temperatures (<200 °C). The extent of MD reaction increases with increasing temperature and decreases with increasing H2 separation ratio, while the effect of temperature on it is more obvious. Within the temperature range studied, the SR reaction is dominant. Thus, the variation of the total H2 yield is similar to that of the extent of SR reaction. The effect of the H2 separation ratio on the total H2 yield is also evident at low temperatures. Nevertheless, due to the trade-off with the MD reaction, the temperature corresponding to the maximum total H2 yield is higher than the temperature corresponding to the maximum extent of SR reaction.
The variation of the molar percentage of CO2 in the remaining product mixture is shown in Figure 4e. At a constant H2 separation ratio, the CO2 molar percentage decreases slightly with increasing temperature. Furthermore, the molar percentage of CO2 is mainly influenced by the H2 separation ratio, which increases with the increasing H2 separation ratio. Within the temperature range investigated, the molar percentage of CO2 can be higher than 70% when the H2 separation ratio is 0.9.
The variation of the molar percentage of CO in the remaining product mixture is shown in Figure 4f. The CO molar percentage is affected by temperature primarily. Higher temperature increases the CO molar percentage due to the positive shift of the endothermic MD reaction and the suppression of the exothermic WGS reaction. In the AE-MSR process, the CO molar percentage in the remaining product mixture first increases and then decreases with an increasing H2 separation ratio at a constant temperature.CO is an unfavorable product, especially when H2 is applied to polymer electrolyte membrane fuel cells (PEMFCs). To avoid anode poisoning of the PEMFC, the CO content in high-purity H2 should not normally exceed 50 ppm [5]. In practice, therefore, more attention is paid to the concentration of CO in the H2 gas stream, which is related to the selectivity of the H2 absorbent.
In the thermodynamic analysis, the improvement of H2 separation is more significant at low temperatures. In addition, the CO molar percentage is at a lower level when the temperature is decreased. However, the methanol conversion rate obtained experimentally tends to be significantly lower than the thermodynamic methanol conversion rate when the temperature is below 250 °C [39]. In addition, high reaction temperatures may lead to the sintering of the catalysts, which causes their deactivation. Based on the analysis presented above, it is of great significance to further investigate the AE-MSR process under low-temperature conditions.
4.2. Experimental Results
To demonstrate the feasibility of the method, AE-MSR experiments were conducted in a fixed-bed reactor, with 1 g of catalyst and 150 g of hydrogen absorbent at 200 °C and 1 bar. A mass spectrometer was used to measure the gas concentration at the outlet. The flow rate of the gaseous products was calculated based on the known flow rate of the standard gas Ar. The flow rate curves of each component in single and multiple cycles were obtained to analyze the enhancement effect of the AE-MSR method.
4.2.1. Single-Cycle Experiments
In a single-cycle experiment, LHSV was fixed at 2 mL gcat−1 h−1. The reaction time was set to 9 min according to the H2 breakthrough time (corresponding to the time for H2 to flow out of the reactor), while 25 mL min−1 of helium was passed as the carrier gas. In the regeneration step, the reactor was purged by 700 mL min−1 helium at the same temperature as the reaction. The H2 partial pressure in the reactor was reduced, and H2 was desorbed. To ensure that the absorbed H2 can be fully desorbed, the regeneration step time was set to 40 min. A dwell time of 2 min was set between the two steps, during which the reactant feed was stopped while the purge gas feed was not yet started.
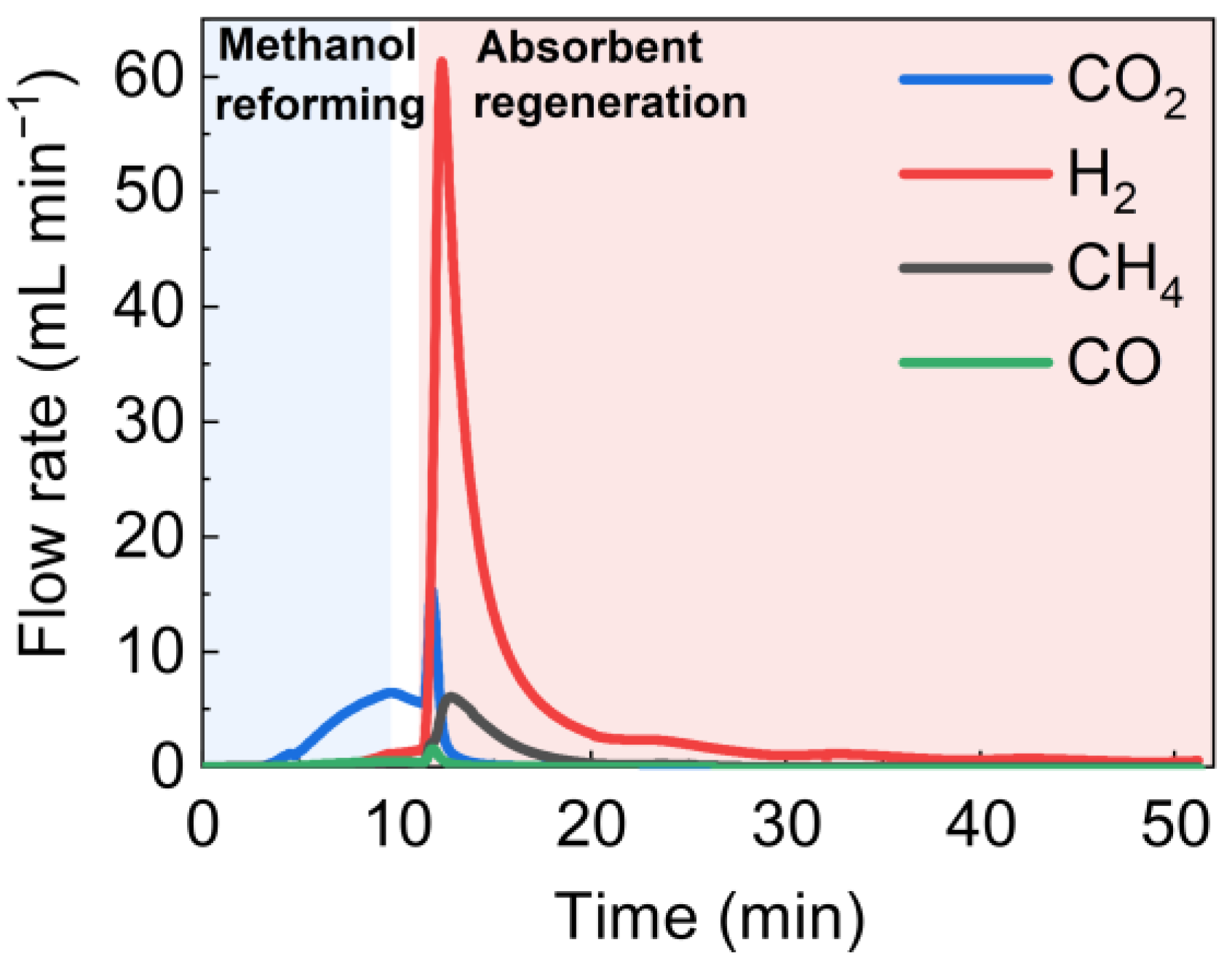
Figure 5 presents the variation of the flow rate of each product (dry basis) with time in a single cycle, corresponding to the original gas concentration data in Figure S1 of the supplementary material. In the reaction step, methanol steam reforming takes place in the reactor, and the H2 in the mixture is absorbed by the LaNi4.3Al0.7 alloy. During the first three minutes of the reaction, the outflow of the product is not detected, which could be due to a delay caused by the large dead volume of the reactor. As time goes on, the CO2 flow first begins to rise. Additionally, the flow of H2 tends to rise at the end of the reaction step. Throughout the reaction step, the gaseous stream at the exit of the reactor contains a high average concentration of CO2 (84.10%) and low average concentrations of H2 (6.30%), CH4 (4.94%), and CO (4.66%).
In the regeneration step, the H2 flow rate at the reactor outlet increases rapidly to a maximum flow rate of 61.30 mL min−1 when the purge gas helium is passed through. During the next ten minutes, the H2 flow rate decreases rapidly from its maximum value to 2.35 mL min−1. The H2 flow rate at the reactor outlet is relatively low during the following process. Meanwhile, a stream with high average concentration of H2 (81.66%) is obtained at the reactor outlet, where the impurity gases are mainly CH4 (10.62%), CO2 (6.58%), and CO (1.14%).
CO2 and CO in the mixture are the residues caused by abrupt step change and can be promptly cleared from the reactor within about 2 min. The optimization of separation strategies can effectively minimize these impurities. The experimental results are compared with the thermodynamic analysis described above. In the thermodynamic analysis and in experimental studies of conventional MSR processes based on Cu-based catalysts by other researchers [39,40], almost no CH4 is formed. However, in the single-cycle experiments, a certain amount of CH4 is detected in both the reaction and regeneration steps, which may be due to the side reactions brought about by the LaNi4.3Al0.7 alloy. Several studies have demonstrated that LaNi5-type alloys are capable of catalyzing the hydrogenation of CO2 and CO at about 200 °C [41,42]. Replacing or modifying the H2 absorbent material might be able to suppress the production of CH4. Production of a higher-purity hydrogen stream could be feasible with an optimized regeneration strategy and limiting the side reaction of methanation.
4.2.2. Multi-Cycle Experiments
Multi-cycle experiments were performed in addition to single-cycle ones. Each cycle was composed of a 10 min reaction step followed by a 40 min regeneration step. In the first cycle of the multi-cycle experiments, the methanol solution was fed into the reactor at the LHSV of 2 mL gcat−1 h−1. When the H2 absorbent regeneration of the first cycle was completed, the exhaust from the reaction step of the first cycle was fed back into the reactor by means of gas distribution for the subsequent cycle. In the experiment, the gas composition at the reactor outlet of each cycle was measured. The original gas concentrations in the regeneration steps of multiple cycles are shown in Figure S2 in the supplementary material.
Consistent with the results of single-cycle experiments, negligible efflux of H2 is observed from the outlet of the reactor during the reaction step of the three investigated cycles. A highly concentrated hydrogen stream is acquired during the regeneration step of each cycle. The flow rate of gas species (except helium) of the regeneration step of the three cycles is shown in Figure 6. As the number of cycles increases, the cumulative hydrogen yields gradually increases. However, the H2 production increment within each cycle gradually decreases until the methanol is completely consumed. In the meantime, the gaseous impurities accumulate with the increase in the number of cycles. It is necessary to further improve the gas purity performance of multi-cycle AE-MSR by the aforementioned separation optimization strategy and suppression of CH4 formation reactions.
4.3. Simulation Results
4.3.1. Model Validation
To verify the process model, the simulated methanol conversion rates were compared with those of the experimental results of conventional MSR. The temperature of the reactor was 200 °C, and the pressure of the reaction was 1 bar in the simulation. As shown in Figure 7, the methanol conversion rates predicted by the simulations at different LHSVs are within ±5% relative error as compared with the experimental results. Based on the validation, the model is further employed to investigate the effects of the number of cycles and the H2 separation ratio on the reaction performance.
4.3.2. Effect of the Number of Cycles
The effect of the number of cycles on the methanol conversion rate was simulated, with the H2 separation ratio being 0.9 and LHSV = 4.5 mL gcat−1 h−1. The results are shown in Figure 8. In Figure 8a, the methanol conversion rate of conventional MSR is 32.97%. By H2 absorption and multiple cycles, methanol conversion rate can be effectively enhanced. After four consecutive cycles, methanol conversion rate reaches up to 90.37%, which is 2.74 times that of the conventional MSR process under the same conditions. However, with the increase in the number of cycles, the increment of methanol conversion rate per cycle decreases linearly from 32.97% (cycle 1) to 12.41% (cycle 4), which could be accounted for by both the monotonic decrease of the available amount of methanol and a gradual decrease in the reaction rate.
The reaction rate is related to the partial pressure of each component (Equations (14) through (16)). To gain deeper insights into the underlying factors contributing to the gradual decline in the increment of methanol conversion rate, calculations are performed for the partial pressure of each component at the inlet of each cycle, as depicted in Figure 8b. At the beginning of the initial cycle, the gaseous mixture is completely composed of reactants, which results in the greatest reaction driving force. As the reaction goes on, the partial pressure of the reactants gradually decreases while the partial pressure of CO2 that remains in the gas mixture increases. Due to the separation of H2, the partial pressure of H2 is kept nearly constant (approx. 4%) in the second, third, and fourth cycles. In accordance with the kinetic equations, the reaction rate in each cycle undergoes a gradual decrease, which leads to a reduction in the increment of the methanol conversion rate in each cycle.
4.3.3. Effect of the H2 Separation Ratio
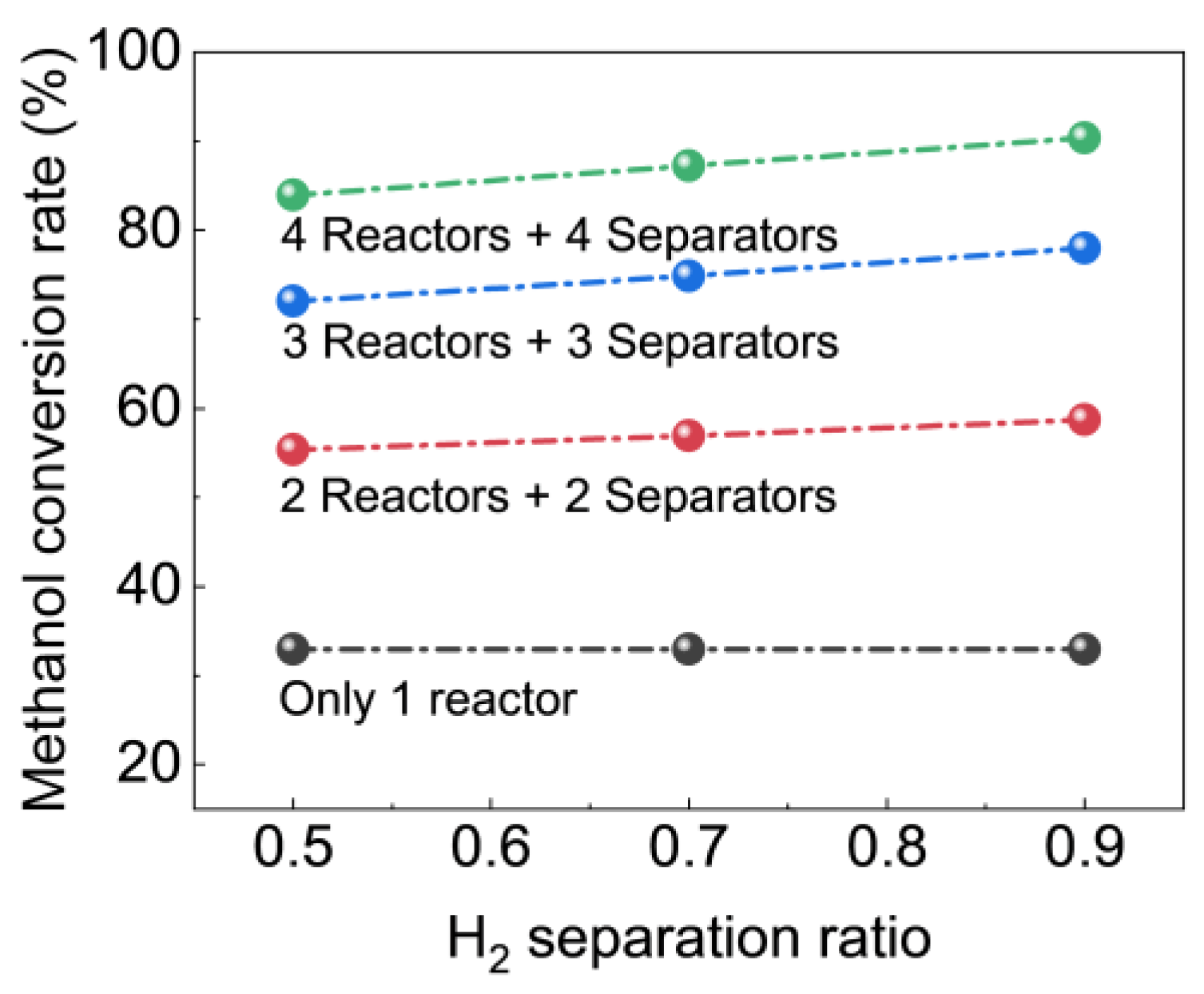
The H2 separation ratio is an indicator that represents the absorption performance and has a significant impact on the AE-MSR performance. The methanol conversion rate of conventional MSR process is considered to be a constant (as there is no H2 separation involved) and is used as a reference. As shown in Figure 9, the methanol conversion rate increases with the increase of H2 separation ratio. The results in the process of two cycles demonstrate a slight enhancement in methanol conversion rate from 55.38% to 58.73% as the H2 separation ratio increases from 0.5 to 0.9. For all the multi-cycle cases, methanol conversion increases with the increase of H2 separation ratio, while the boost effect is more pronounced for greater cycle numbers. In the process of four cycles, the methanol conversion rate increases from 83.92% to 90.37% as the H2 separation ratio increases from 0.5 to 0.9. Comparatively speaking, the effect of the H2 separation ratio on the methanol conversion rate is less evident as compared with that of the number of cycles.
4.4. Perspective
The proposed AE-MSR method in this study shows considerably improved performance of MSR processes at low temperatures based on proof-of-concept experiments. Nevertheless, several aspects need to be considered during the scaling up of this technology for industrial applications.
Firstly, the heat supply of the system should be considered. Some researchers have combined conventional MSR processes with solar thermal technologies, by which it is possible to address both challenges of high energy penalty in the conventional MSR process and of the spatial and temporal availability of solar energy [12,43]. The AE-MSR method operates at a temperature of 200 °C, which matches the temperature of a low-concentration (~80x) solar parabolic trough collector [44]. Compared with tower or dish type solar collectors, parabolic trough solar collectors are considered the most commercial and economical approach for concentrated solar energy conversion and utilization [45]. In addition, 20–50% of the energy consumed in industrial manufacturing processes is lost as waste heat, of which approximately 60% is released as low-level waste heat at temperatures below 230 °C [46]. This part of the industrial waste heat matches the temperature range of our method and has great potential for reuse. However, in-depth research is still needed to address the technical and economic challenges in system integration.
Secondly, to obtain continuous hydrogen production, several fixed-bed reactors may have to be operated in parallel. Alternatively, other viable reactor forms, such as fluidized beds, can be considered as they are capable of continuous sorbent regeneration [47,48].
Finally, to tackle the challenge of side reactions and CH4 as an undesirable by-product, further research is required to understand the underlying mechanism and inhibition of side reactions.
5. Conclusions
In this study, a method of H2 absorption-enhanced methanol steam reforming for hydrogen production is proposed for the first time to facilitate the forward shift of the reaction equilibrium and enhance reaction performance at relatively low temperatures. The feasibility of the method is demonstrated experimentally with CuO/ZnO/Al2O3 catalyst and LaNi4.3Al0.7 hydrogen absorbent under the conditions of 200 °C and 1 bar. An average CO2 concentration of 84.10% and an average H2 concentration of 81.66% are obtained in the reaction step and regeneration step of a single-cycle run, respectively. Three cycles of the AE-MSR process are successfully implemented, and high-concentration hydrogen streams are obtained in all the regeneration steps with increasing total hydrogen production.
The numerical model developed correspondingly takes into account the catalytic reaction kinetics. Simulation results indicate that the AE-MSR method has the potential to significantly enhance the methanol conversion rate. Notably, methanol conversion rates show a positive correlation with the number of cycles and the H2 separation ratio. The methanol conversion rate could reach 90.37% with four cycles, steam-to-methanol ratio of 1.5, LHSV of 4.5 mL gcat−1 h−1, H2 separation ratio of 0.9 under 200 °C and 1 bar operating conditions. Such conversion is 2.74 times that of the conventional MSR process under the same conditions. Methanol conversion rate increases from 83.92% to 90.37% for four-cycle runs as H2 separation ratio increases from 0.5 to 0.9, and the impact of the H2 separation ratio on the methanol conversion rate is less significant as compared with that of the number of cycles. The AE-MSR method offers a promising solution for hydrogen production at low temperatures.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/en16207134/s1, Figure S1: Concentration of the reactor outlet gas in the first single cycle (Ar flow rate = 30 mL min−1); Figure S2: Concentration of the reactor outlet gas in multiple cycles, 1st, 2nd, and 3rd from top to bottom (Ar flow rate = 30 mL min−1 for the first cycle, and Ar flow rate = 15 mL min−1 for the second the third cycles).
Author Contributions
Conceptualization, X.L. and Y.H.; methodology, X.L. and Y.H.; software, X.L.; validation, X.L. and L.Y.; investigation, X.L. and L.Y.; writing—original draft preparation, X.L.; writing—review and editing, X.L., L.Y. and Y.H.; visualization, X.L.; supervision, Y.H.; project administration, Y.H.; funding acquisition, Y.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the Basic Science Center Program for Ordered Energy Conversion of the National Natural Science Foundation of China (No. 51888103).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lewis, N.S. A prospective on energy and environmental science. Energy Environ. Sci. 2019, 12, 16–18. [Google Scholar] [CrossRef]
- Rosen, M.A.; Koohi-Fayegh, S. The prospects for hydrogen as an energy carrier: An overview of hydrogen energy and hydrogen energy systems. Energy Ecol. Environ. 2016, 1, 10–29. [Google Scholar] [CrossRef]
- Faye, O.; Szpunar, J.; Eduok, U. A critical review on the current technologies for the generation, storage, and transportation of hydrogen. Int. J. Hydrogen Energy 2022, 47, 13771–13802. [Google Scholar] [CrossRef]
- Garcia, G.; Arriola, E.; Chen, W.-H.; De Luna, M.D. A comprehensive review of hydrogen production from methanol thermochemical conversion for sustainability. Energy 2021, 217, 119384. [Google Scholar] [CrossRef]
- Sun, Z.; Sun, Z.-Q. Hydrogen generation from methanol reforming for fuel cell applications: A review. J. Cent. South Univ. 2020, 27, 1074–1103. [Google Scholar] [CrossRef]
- Kaftan, A.; Kusche, M.; Laurin, M.; Wasserscheid, P.; Libuda, J. KOH-promoted Pt/Al2O3 catalysts for water gas shift and methanol steam reforming: An operando DRIFTS-MS study. Appl. Catal. B Environ. 2017, 201, 169–181. [Google Scholar] [CrossRef]
- Shih, C.F.; Zhang, T.; Li, J.; Bai, C. Powering the Future with Liquid Sunshine. Joule 2018, 2, 1925–1949. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, S.; Tian, Z.; Zhao, Y.; Hao, Y. Experimental investigation of steam reforming of methanol over La2CuO4/CuZnAl-oxides nanocatalysts. Appl. Energy 2019, 254, 113022. [Google Scholar] [CrossRef]
- Peppley, B.A.; Amphlett, J.C.; Kearns, L.M.; Mann, R.F. Methanol-steam reforming on Cu/ZnO/Al2O3 catalysts. Part 2. A comprehensive kinetic model. Appl. Catal. A Gen. 1999, 179, 31–49. [Google Scholar] [CrossRef]
- Li, L.; Chen, J.; Zeng, C.; Liu, Q.; Hu, H.; Huang, Q.; Chen, X. Preparation of CuZnZrAl catalysts by coprecipitation-ammonia method for methanol steam reforming and the effect of promoters Y and Ce. Mol. Catal. 2023, 537, 112887. [Google Scholar] [CrossRef]
- Tsai, M.-C.; Wang, J.-H.; Shen, C.-C.; Yeh, C.-T. Promotion of a copper–zinc catalyst with rare earth for the steam reforming of methanol at low temperatures. J. Catal. 2011, 279, 241–245. [Google Scholar] [CrossRef]
- Real, D.; Dumanyan, I.; Hotz, N. Renewable hydrogen production by solar-powered methanol reforming. Int. J. Hydrogen Energy 2016, 41, 11914–11924. [Google Scholar] [CrossRef]
- Thattarathody, R.; Artoul, M.; Digilov, R.M.; Sheintuch, M. Pressure, Diffusion, and S/M Ratio Effects in Methanol Steam Reforming Kinetics. Ind. Eng. Chem. Res. 2018, 57, 3175–3186. [Google Scholar] [CrossRef]
- Amphlet, J.C.; Crebe, K.A.M.; Davis, J.M.; Mann, R.F.; Peppley, B.A.; Stokes, D.M. Hydrogen Production by Steam Reforming of Methanol for Polymer Electrolyte Fuel Cells. Int. J. Hydrogen Energy 1994, 19, 131–137. [Google Scholar] [CrossRef]
- Kang, J.; Song, Y.; Kim, T.; Kim, S. Recent trends in the development of reactor systems for hydrogen production via methanol steam reforming. Int. J. Hydrogen Energy 2022, 47, 3587–3610. [Google Scholar] [CrossRef]
- Hosseini Abbandanak, M.; Taghizadeh, M.; Fallah, N. High-purity hydrogen production by sorption-enhanced methanol steam reforming over a combination of Cu–Zn–CeO2–ZrO2/MCM-41 catalyst and (Li–Na–K) NO3·MgO adsorbent. Int. J. Hydrogen Energy 2021, 46, 7099–7112. [Google Scholar] [CrossRef]
- Li, H.; Tian, H.; Chen, S.; Sun, Z.; Liu, T.; Liu, R.; Assabumrungrat, S.; Saupsor, J.; Mu, R.; Pei, C.; et al. Sorption enhanced steam reforming of methanol for high-purity hydrogen production over Cu-MgO/Al2O3 bifunctional catalysts. Appl. Catal. B Environ. 2020, 276, 119052. [Google Scholar] [CrossRef]
- Lytkina, A.A.; Orekhova, N.V.; Ermilova, M.M.; Petriev, I.S.; Baryshev, M.G.; Yaroslavtsev, A.B. Ru Rh based catalysts for hydrogen production via methanol steam reforming in conventional and membrane reactors. Int. J. Hydrogen Energy 2019, 44, 13310–13322. [Google Scholar] [CrossRef]
- Basile, A.; Parmaliana, A.; Tosti, S.; Iulianelli, A.; Gallucci, F.; Espro, C.; Spooren, J. Hydrogen production by methanol steam reforming carried out in membrane reactor on Cu/Zn/Mg-based catalyst. Catal. Today 2008, 137, 17–22. [Google Scholar] [CrossRef]
- Gallucci, F.; Basile, A.; Tosti, S.; Iulianelli, A.; Drioli, E. Methanol and ethanol steam reforming in membrane reactors: An experimental study. Int. J. Hydrogen Energy 2007, 32, 1201–1210. [Google Scholar] [CrossRef]
- Basile, A.; Tosti, S.; Capannelli, G.; Vitulli, G.; Iulianelli, A.; Gallucci, F.; Drioli, E. Co-current and counter-current modes for methanol steam reforming membrane reactor: Experimental study. Catal. Today 2006, 118, 237–245. [Google Scholar] [CrossRef]
- Ghasemzadeh, K.; Harasi, J.N.; Amiri, T.Y.; Basile, A.; Iulianelli, A. Methanol steam reforming for hydrogen generation: A comparative modeling study between silica and Pd-based membrane reactors by CFD method. Fuel Process. Technol. 2020, 199, 106273. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, D.; Zhou, J.; Wu, Y.; Zhao, D.; Wang, T.; Qiu, J. Process Intensification of the Hydrogen Production Reaction Using a Carbon Membrane Reactor: Kinetics Analysis. Energy Technol. 2017, 5, 1990–1997. [Google Scholar] [CrossRef]
- Ghasemzadeh, K.; Aghaeinejad-Meybodi, A.; Vaezi, M.J.; Gholizadeh, A.; Abdi, M.A.; Babaluo, A.A.; Haghighi, M.; Basile, A. Hydrogen production via silica membrane reactor during the methanol steam reforming process: Experimental study. RSC Adv. 2015, 5, 95823–95832. [Google Scholar] [CrossRef]
- Sun, C.; Zheng, X.; Bai, B. Hydrogen purification using nanoporous graphene membranes and its economic analysis. Chem. Eng. Sci. 2019, 208, 115141. [Google Scholar] [CrossRef]
- Amandusson, H.; Ekedahl, L.G.; Dannetun, H. The effect of CO and O2 on hydrogen permeation through a palladium membrane. Appl. Surf. Sci. 2000, 153, 259–267. [Google Scholar] [CrossRef]
- Woeste, A.-L.; Balcerzak, M.; Urbanczyk, R.; Felderhoff, M. Mg-Based System for H-2 Sorption from CH4/H2 Gas Mixture. Energy Technol. 2021, 9, 2001079. [Google Scholar] [CrossRef]
- Moon, D.-K.; Lee, D.-G.; Lee, C.-H. H2 pressure swing adsorption for high pressure syngas from an integrated gasification combined cycle with a carbon capture process. Appl. Energy 2016, 183, 760–774. [Google Scholar] [CrossRef]
- Joubert, J.-M.; Paul-Boncour, V.; Cuevas, F.; Zhang, J.; Latroche, M. LaNi5 related AB5 compounds: Structure, properties and applications. J. Alloys Compd. 2021, 862, 158163. [Google Scholar] [CrossRef]
- Borzone, E.M.; Baruj, A.; Meyer, G.O. Design and operation of a hydrogen purification prototype based on metallic hydrides. J. Alloys Compd. 2017, 695, 2190–2198. [Google Scholar] [CrossRef]
- Miura, S.; Fujisawa, A.; Tomekawa, S.; Taniguchi, Y.; Hanada, N.; Ishida, M. A hydrogen purification and storage system using CO adsorbent and metal hydride. J. Alloys Compd. 2013, 580, S414–S417. [Google Scholar] [CrossRef]
- Hao, P.; Wang, X.; Li, S.; Zhang, H.; Khalkhali, M.; Shi, Y.; Cai, N. Warm hydrogen direct adsorptive separation and purification with highly CO/H2S-tolerant rare earth alloys. Appl. Energy Combust. Sci. 2020, 1–4, 100004. [Google Scholar] [CrossRef]
- Li, X.; Yang, L.; Hao, Y. Absorption-enhanced methanol steam reforming for low-temperature hydrogen production with carbon capture. In Proceedings of the 8th Applied Energy Symposium-CUE2022, Matsue, Japan, 24–27 November 2022. [Google Scholar]
- Wu, X.; Wu, S. Production of high-purity hydrogen by sorption-enhanced steam reforming process of methanol. J. Energy Chem. 2015, 24, 315–321. [Google Scholar] [CrossRef]
- Katiyar, N.; Kumar, S.; Kumar, S. Thermodynamic Analysis for Quantifying Fuel Cell Grade H2 Production by Methanol Steam Reforming. Chem. Eng. Technol. 2013, 36, 581–590. [Google Scholar] [CrossRef]
- Ewing, M.B.; Lilley, T.H.; Olofsson, G.M.; Ratzsch, M.T.; Somsen, G. Standard quantities in chemical thermodynamics. Fugacities, activities and equilibrium constants for pure and mixed phases. Pure Appl. Chem. 1994, 66, 533–552. [Google Scholar] [CrossRef]
- Ribeirinha, P.; Abdollahzadeh, M.; Boaventura, M.; Mendes, A. H2 production with low carbon content via MSR in packed bed membrane reactors for high-temperature polymeric electrolyte membrane fuel cell. Appl. Energy 2017, 188, 409–419. [Google Scholar] [CrossRef]
- Al-malah, K.I.M. Aspen Plus®: Chemical Engineering Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2016; pp. 15–23. [Google Scholar]
- Xu, X.; Shuai, K.; Xu, B. Review on Copper and Palladium Based Catalysts for Methanol Steam Reforming to Produce Hydrogen. Catalysts 2017, 7, 183. [Google Scholar] [CrossRef]
- Herdem, M.S.; Sinaki, M.Y.; Farhad, S.; Hamdullahpur, F. An overview of the methanol reforming process: Comparison of fuels, catalysts, reformers, and systems. Int. J. Energy Res. 2019, 43, 5076–5105. [Google Scholar] [CrossRef]
- Zhong, D.; Ouyang, L.; Liu, J.; Wang, H.; Jia, Y.; Zhu, M. Metallic Ni nanocatalyst in situ formed from LaNi5H5 toward efficient CO2 methanation. Int. J. Hydrogen Energy 2019, 44, 29068–29074. [Google Scholar] [CrossRef]
- Ando, H.; Fujiwara, M.; Matsumura, Y.; Miyamura, H.; Souma, Y. Methanation of carbon dioxide over LaNi4X type catalysts. Energy Convers. Manag. 1995, 36, 653–656. [Google Scholar] [CrossRef]
- Wang, J.; Wu, J.; Xu, Z.; Li, M. Thermodynamic performance analysis of a fuel cell trigeneration system integrated with solar-assisted methanol reforming. Energy Convers. Manag. 2017, 150, 81–89. [Google Scholar] [CrossRef]
- Wang, H.; Yang, R.; Wang, B.; Wei, Z.; Kong, H.; Lu, X.; Jin, J. Thermodynamic performance of solar-driven methanol steam reforming system for carbon capture and high-purity hydrogen production. Appl. Therm. Eng. 2022, 209, 118280. [Google Scholar] [CrossRef]
- Evangelisti, L.; De Lieto Vollaro, R.; Asdrubali, F. Latest advances on solar thermal collectors: A comprehensive review. Renew. Sustain. Energy Rev. 2019, 114, 109318. [Google Scholar] [CrossRef]
- Johnson, I.; Choate, W.T.; Davidson, A. Waste Heat Recovery: Technology and Opportunities in the U.S. Industry; BCS, Inc.: Laurel, MD, USA, 2008. [Google Scholar]
- Dat Vo, N.; Kang, J.-H.; Oh, M.; Lee, C.-H. Dynamic model and performance of an integrated sorption-enhanced steam methane reforming process with separators for the simultaneous blue H2 production and CO2 capture. Chem. Eng. J. 2021, 423, 130044. [Google Scholar] [CrossRef]
- Zhang, F.; Shi, Y.; Yang, L.; Du, X. Kinetics for hydrogen production by methanol steam reforming in fluidized bed reactor. Sci. Bull. 2016, 61, 401–405. [Google Scholar] [CrossRef]
Figure 1.
Schematic of the H2 absorption-enhanced methanol steam reforming (AE-MSR) method.

Figure 2.
Diagram of the AE-MSR experimental system.
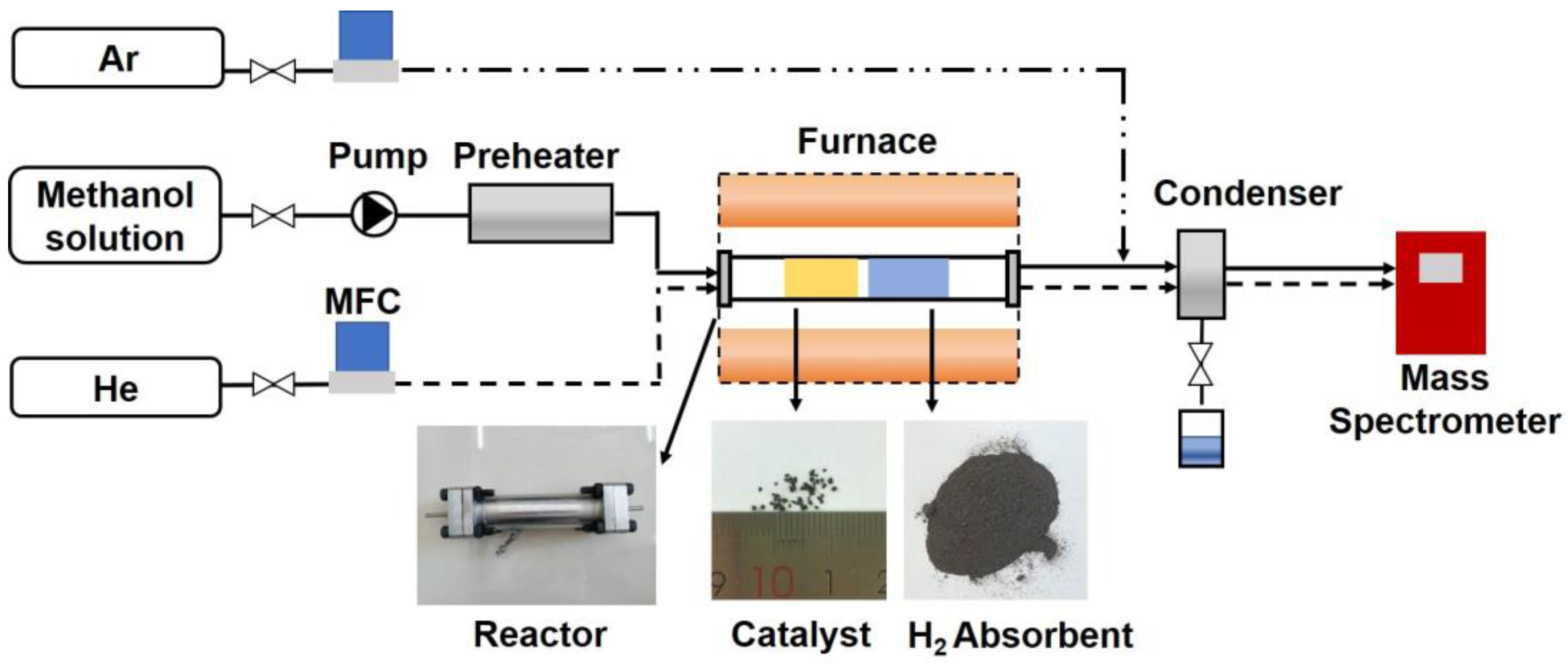
Figure 3.
Block flow diagram for MSR in: (a) conventional process and; (b) absorption-enhanced process.
Figure 3.
Block flow diagram for MSR in: (a) conventional process and; (b) absorption-enhanced process.
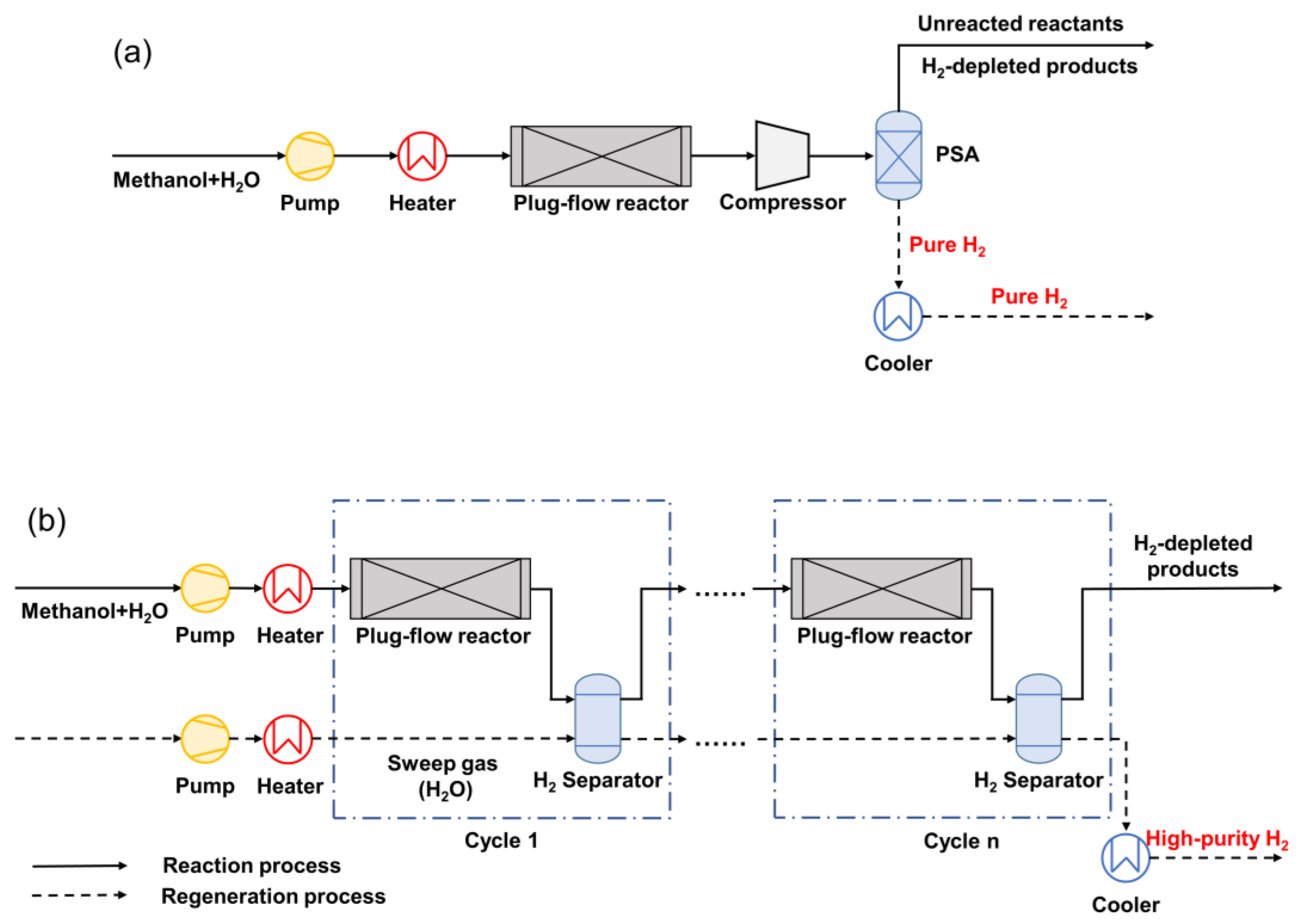
Figure 4.
Thermodynamic analysis of AE-MSR. Effects of temperature and H2 separation ratio on: (a) methanol conversion rate; (b) total H2 yield; (c) extent of SR reaction; (d) extent of MD reaction; (e) molar percentage of CO2, and; (f) molar percentage of CO.
Figure 4.
Thermodynamic analysis of AE-MSR. Effects of temperature and H2 separation ratio on: (a) methanol conversion rate; (b) total H2 yield; (c) extent of SR reaction; (d) extent of MD reaction; (e) molar percentage of CO2, and; (f) molar percentage of CO.

Figure 5.
The flow rate of gas species in the first single-cycle.
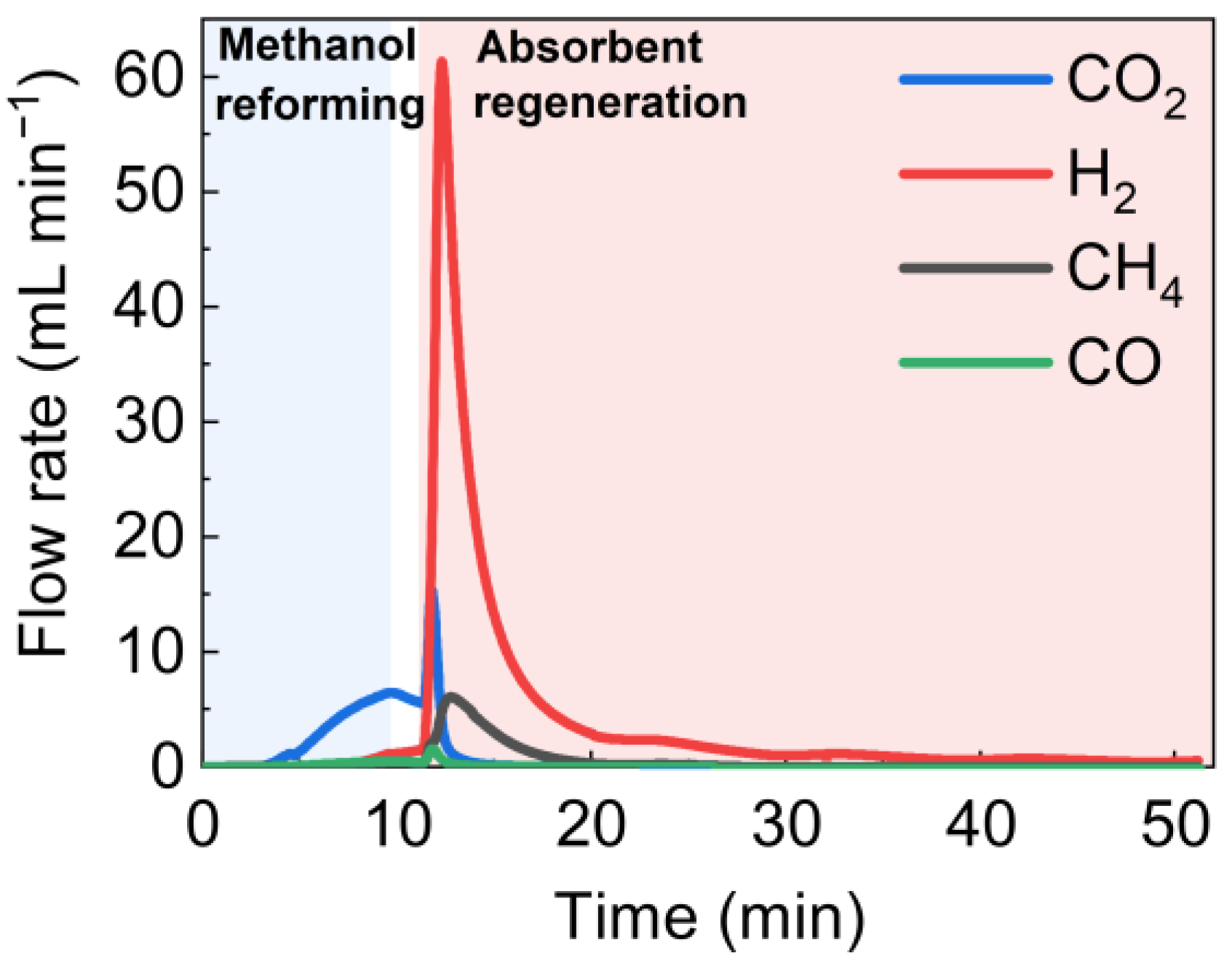
Figure 6.
The flow rate of gas species in the regeneration step of three cycles.
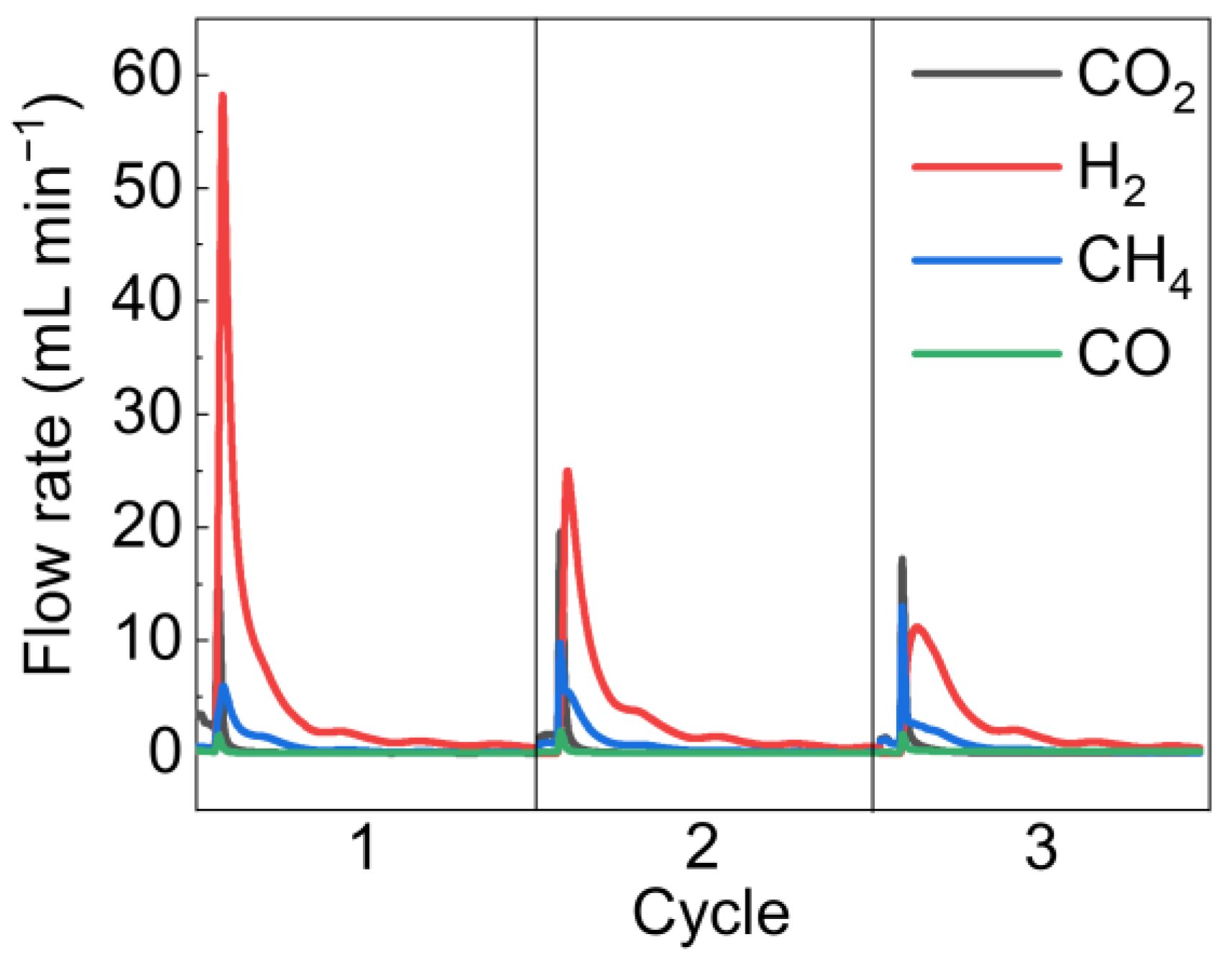
Figure 7.
Comparison of simulation results with experimental data at 200 °C, 1 bar conditions under various LHSVs.
Figure 7.
Comparison of simulation results with experimental data at 200 °C, 1 bar conditions under various LHSVs.

Figure 8.
Simulated effect of the number of cycles on methanol conversion performance: (a) Variation of accumulative and incremental methanol conversion rate versus number of cycles; (b) Partial pressure of gas species at the inlet of each cycle in the multi-cycle simulation.
Figure 8.
Simulated effect of the number of cycles on methanol conversion performance: (a) Variation of accumulative and incremental methanol conversion rate versus number of cycles; (b) Partial pressure of gas species at the inlet of each cycle in the multi-cycle simulation.

Figure 9.
Methanol conversion rate versus H2 separation ratio for various cycles.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Li, X.; Yang, L.; Hao, Y. Absorption-Enhanced Methanol Steam Reforming for Low-Temperature Hydrogen Production with Carbon Capture. Energies 2023, 16, 7134. https://doi.org/10.3390/en16207134
AMA Style
Li X, Yang L, Hao Y. Absorption-Enhanced Methanol Steam Reforming for Low-Temperature Hydrogen Production with Carbon Capture. Energies. 2023; 16(20):7134. https://doi.org/10.3390/en16207134
Chicago/Turabian StyleLi, Xiao, Lingzhi Yang, and Yong Hao. 2023. "Absorption-Enhanced Methanol Steam Reforming for Low-Temperature Hydrogen Production with Carbon Capture" Energies 16, no. 20: 7134. https://doi.org/10.3390/en16207134
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.