2.1. Crop Preparation
Field experiments were conducted at the University of Wisconsin Arlington Agricultural Research Station (43.3453° N, 89.4125° W) and Dane County (WI) Silverwood Park (42.8925° N, 89.0239° W). Crops harvested included switchgrass (SWG: Panicum virgatum), reed canarygrass (RCG: Phalaris arundinacea), native grasses (NTG: mix of big bluestem (Andropogon gerardii) and indiangrass (Sorghastrum nutans)), alfalfa (AL: Medicago sativa), forage sorghum (FS: Sorghum bicolor), wheat straw (WS: Triticum aestivum), and corn stover (CS: Zea mays). A John Deere (Moline, IL, USA) model 4995 disk cutterbar windrower (4.5 m cut width) was used to cut the SWG, RCG, NTG, AL and FS. Single windrows of RCG or AL were raked into double windrows prior to harvest, otherwise single windrows were harvested for the remaining crops. The WS was windrowed during grain harvest with a Case IH (Racine, WI, USA) model 7120 combine harvester equipped with a 6.1 m wide grain header. Two single windrows were raked together into double windrows prior to baling. Corn grain was harvested with a Case IH model 5140 combine harvester. After grain harvest, CS was chopped and simultaneously windrowed with a Hiniker (Mankato, MN, USA) model 5620 stalk chopper (6.1 m width). Prior to baling with the LSBr, the stalk chopper was operated so that on each subsequent pass, the second windrow was placed adjacent to the first, effectively placing a width of 12 m of material into the windrow. A single windrow (6.1 m harvest width) was used for large round baler (LRBr) experiments. When using either type of baler, the crop was allowed to field dry with the goal of having crop less than 20% (wet basis—w.b.) moisture before baling. Harvesting with the SPFH occurred at various target moisture contents (details provided below).
2.2. Baling
Crops used when baling with the LSBrs included SWG, RCG, NTG, AL, FS, WS, and CS. Two HD LSBrs balers were used, a Krone (Spelle, Germany) model 1290 HDP and a Krone model 1290 HDP XC which was configured with a pre-cutter (
Table 1). The bale cross-section was 90 × 120 cm and bale length was set to 2.4 m. A baler pre-cutter consists of a rotor which sweeps crop past a set of stationary knives so that gross size-reduction is accomplished prior to crop entering the bale chamber [
16]. Each new portion of crop fed into the bale chamber is defined as a flake [
16] and the LSBes were usually made up of 35 to 50 flakes depending on actual bale length and density. During all tests ground speed was targeted so that the feeding mechanism in the baler pre-compression chamber delivered a new flake to the bale chamber at every plunger stroke (45 strokes per min). Typical baling speeds were 11 to 13 km·h
−1. However, under some conditions, ground speed was limited by yield, tractor power, field roughness, or baler feeding difficulties.
Densification in an LSBr is caused by resistance to bale movement created by the variable convergence of the bale chamber, and the load on the plunger crank arms is used to measure the force to overcome this resistance. The plunger load sensors measure the force applied to the bale face, and the LSBr processor then controls the hydraulic pressure to the chamber convergence cylinders to adjust the bale density based on the plunger force [
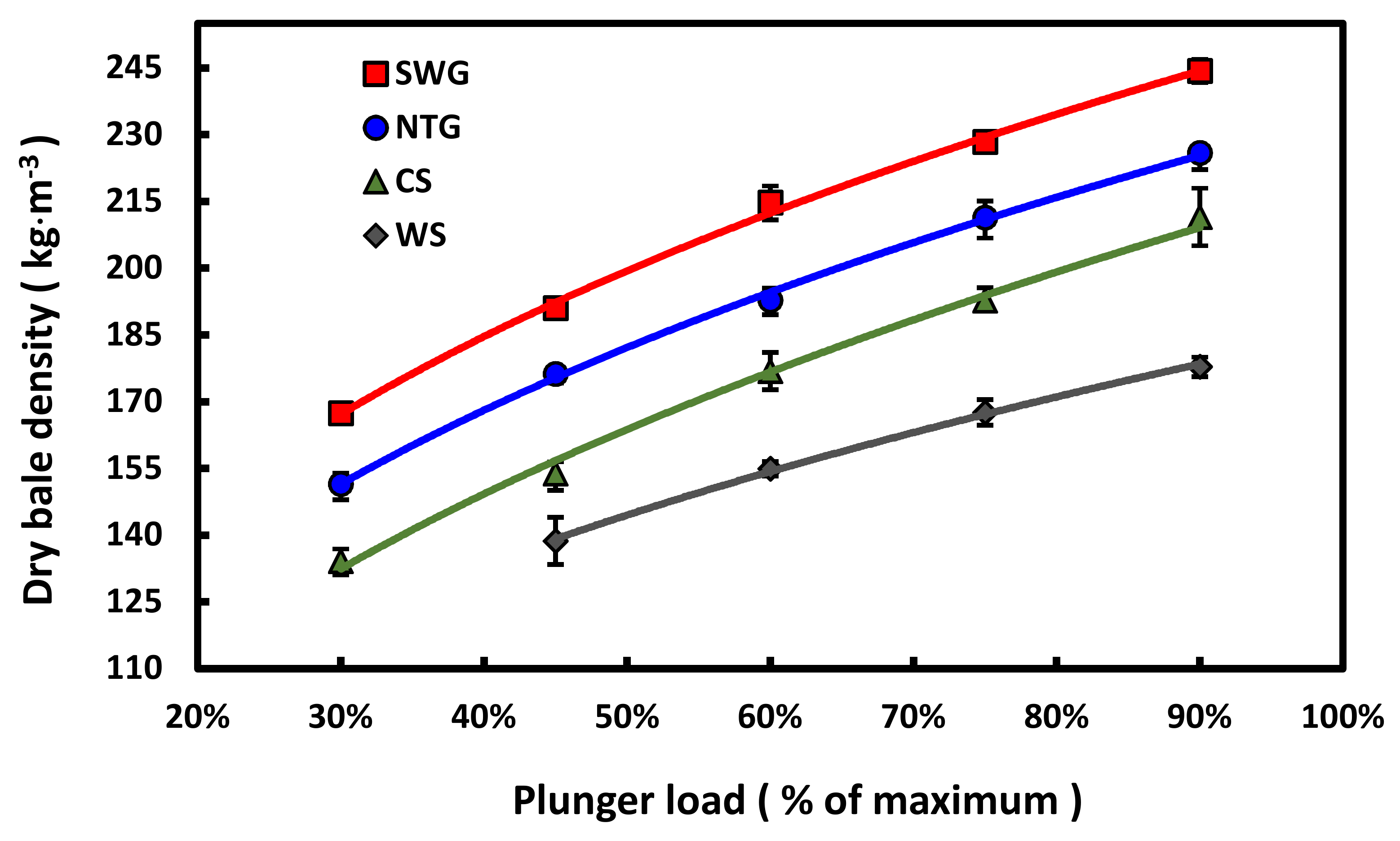
13]. In this research bale density was altered by setting the baler control system to target a given plunger load expressed as a fraction of the maximum allowed by the manufacturer. The range of plunger loads tested was typically 30% to 90% of maximum, set in increments 10, 15 or 20 percentage units. The number and range of plunger loads used in each experiment depended upon the availability of crop and the ability of the available twine to restrain the bales without knot failure. Knot strength of the twine used in LSBr experiments 1 and 2 and LSBr experiment 3 was 1950 and 2750 N, respectively, so greater plunger loads and subsequent bale densities were possible in the latter experiment. The third experiment was conducted both with and without the baler pre-cutter engaged. The pre-cutter was configured with 22 knives with 44 mm spacing between knives. In all cases, the balers were operated until the plunger load reached equilibrium with the targeted value and then data collection proceeded through at least the next five replicate bales.
A conventional density (CD) LSBr (Case IH model LB334) was used for comparison with the HD LSBr, but due to limited crop and machine availability, this comparison was limited to the second LSBr experiment (
Table 1). This baler did not have a pre-cutter option and plunger frequency was 48 strokes per minute. Typical ground speeds were 7 to 12 km·h
−1. Other aspects of the baling operation were similar to those described above.
Three different LRBrs were used (
Table 1) and all three balers were belt-type variable chamber balers that made bales 1.2 m wide. Bale diameter varied from approximately 1.5 to 1.7 m. Each balers density control system was set to the maximum allowed and typical baling speeds were 6 to 8 km·h
−1. Each baler was equipped with a pre-cutter and each could be configured with varying number of knives which altered knife spacing and the pre-cutter theoretical length of cut (TLOC). In addition to configuring the balers so there was no pre-cutting, two pre-cutter knife configurations were used: either with full- or half-complement of available knives (FK or HK). The distance between the knives ranged from 11 to 16 cm for HK or 5 to 8 cm for FK. When harvesting CS, none of the balers were capable of using the FK configuration due to plugging issues. All bales were wrapped with four layers of mesh net wrap after baling.
The duration required to form each LSBe or LRBe was measured with a stop watch and recorded to the nearest second. The distance traveled was recorded to the nearest 1 m from the tractors distance sensor located on its performance monitor (LSBes) or by hand with a land wheel (LRBes). Time and distance spent maneuvering on headlands were omitted from calculations, as was idle time spent wrapping LRBs, so that the reported baler throughput was based solely on the time actually gathering and baling crop. Rate of fuel use, and ground, power-take-off (PTO) and engine speeds were captured from the tractors ISO-11783 controller area network (CAN) bus with an ECOM (FW Murphy, Tulsa, OK, USA) communication cable connected to the tractor’s diagnostic CAN terminal. The signals sent over the CAN network were captured at 10 Hz, decoded, and exported to an Excel spreadsheet by CANCapture software (
https://www.cancapture.com/) according to the SAE J1939 protocol. Data captured with CANCapture was concurrent with time and distance measurements as previously described. Previous published research has shown that tractor fuel use rates as recorded from a tractors CAN bus resulted in a ±1% error of actual measured fuel rates [
17]. Therefore, engine shaft power for all tractors was estimated by developing linear regression equations (R
2 = 0.995 to 0.998) of fuel use vs. measured tractor power from the referenced Nebraska OECD Tractor Tests reports [
18,
19,
20,
21,
22,
23,
24,
25]. Partitioning power requirements into that required for PTO power to the baler or to overcome the tractors and balers rolling resistance was not possible with this approach. What is provided is the total fuel use and estimated engine power required to perform the baling operation (i.e., shaft power to baler plus mobility requirements of tractor and baler).
Bale mass, dimensions and moisture were measured to determine the baler mass throughput and bale density on a dry basis. At several locations on the bales, relevant dimensions needed to calculate bale volume were measured by hand to the nearest 2 cm. The bales were weighed on a 1800 kg capacity platform scale with a resolution of 0.5 kg. Each bale was subsampled twice for moisture content with a 50 mm diameter boring tool to a depth of approximately 80 cm. Moisture content of the bore samples was determined by following the procedures described in ASABE Standard S358.2 [
26]. Throughput was calculated by dividing dry bale mass by time required to make each bale. SER was calculated by dividing estimated engine power by throughput and specific fuel use (SFU) was calculated by dividing fuel use rate by throughput.
2.3. Chopping and Compacting Chopped Material in a Silo Bag
A John Deere model 7800 SPFH (441 kW engine power) equipped with a 3.0 m wide model 630 windrow pickup was used to gather and chop SWG, RCG, FS and CS (
Table 1). The harvester cutterhead was configured with a full set of 48 knives and the kernel processor was not used in any experiment. Two experiments were conducted (
Table 1) and in each experiment at least five replicate loads were harvested at each TLOC setting of 7, 14 or 21 mm. Crops intended as biomass feedstocks can be chopped at low-moisture (i.e., <25% w.b.) and stored in aerobic bulk storage bins [
4] or at slightly higher moisture and stored by ensiling [
27,
28]. Therefore experiments were conducted to harvest material that might be used for either storage scenario (
Table 1). The duration required to make one replicate test was measured with a stop watch and recorded to the nearest second. The distance traveled per test was recorded to the nearest 1 m using a land wheel. The harvested material from each replicate test was collected in a Miller Pro (St. Nazianz, WI, USA) model 8015 side-dumping forage wagon (26,900 L maximum capacity) equipped with load cells to determine harvested mass to the nearest 2 kg. The SPFH used a FloScan (Seattle, WA, USA) model 236-2K fuel monitoring system to measure fuel use rate to the nearest 0.1 L·h
−1. The SPFH engine was a Cummins (Columbus, IN, USA) model QSX15-G9 and the engine manufacturers performance data was used develop a linear regression equation (R
2 = 0.997) to predict engine shaft power from fuel use rate. After each replicate test, samples were randomly collected from the harvested material to determine moisture and particle size following the procedures outlined in ASABE Standards S358.2 and S424.1 [
29], respectively.
Load density of chopped biomass in the wagon was periodically quantified but no formal experiments were conducted. It typically required two to four replicate SPFH harvest tests to fill the wagon close to its struck level volume and it was deemed appropriate to estimate material density on a nearly full load rather than a partial load. Therefore, the volume of the wagon occupied by the harvested crops was only periodically quantified to calculate chopped material density, so it was not possible to conduct a statistical analysis of the effect of TLOC or moisture on density. Occupied volume was determined by leveling the load by hand, measuring the height of the load to the nearest 5 cm and then using the wagon width and length to calculate volume.
After some forage harvester tests, harvested material was compacted in a conventional silo bagger to determine consolidated density of the chopped material and the specific energy required for compaction. These tests were limited due to material availability and the large mass of material required to fill a silo bag, so no statistical analysis was possible. Crops considered included SWG, RCG, FS, and CS. Material was compacted in a Kelly Ryan (Blair, NE, USA) 3 m diameter table-feed bagger. The bagger was operated using a John Deere 7320R or Case IH model MX200 [
18,
19,
20,
21,
22,
23,
24,
25] tractor, and material was delivered to the baggers feed table using silage hoist trucks. Weight of material supplied to the bagger was determined by weighing the trucks to the nearest 10 kg before and after each load using a drive-over scale. The time for each load to be placed into the bagger was determined to the nearest second using a stop watch. Several samples were collected from each load for moisture determination using the procedures described above. Measurement of fuel use rate and estimation of engine power were determined using procedures described above. Density was estimated by dividing load dry mass by the estimated bag volume occupied by each load. Volume was determined by measuring the length the bagger move forward with each load and then multiplying by the bag cross-section.
2.5. Statistical Analysis
Full-factorial analysis using the Standard Least Squares option in the Fit Model platform of JMP Pro Version 13.1 (SAS Institute Inc., Cary, NC, USA) was used to conduct the statistical analysis where appropriate. As appropriate, density, SER, SFU, or mean-particle length (MPL) were analyzed for significant differences created by the altered variables in each experiment. Statistical differences of means were determined using Tukey’s test or Student t-test at 5% significance level.




{kind=link}
{kind=link}