
Manufacturing of 3D-Printed Microfluidic Devices for the Synthesis of Drug-Loaded Liposomal Formulations


 ,
,  , , , and
, , , and 
Abstract
:1. Introduction
2. Results
2.1. Chip Design and Printing
- Step 1: creating a 3D design of the master using a computer-aided design (CAD) tool (e.g., Tinkercad).
- Step 2: slicing the CAD design into standard tessellation language (STL) format.
- Step 3: processing the STL file with the software of the printer to convert the 3D files into models (e.g., Ultimaker Cura for FDM 3D printers, Z-SUITE for LCD 3D printers).
- Step 4: printing the design with the 3D printer [22].
2.2. Nanoliposomal Formulations
2.3. Encapsulation Efficiency and In Vitro Release Studies
3. Discussion
3.1. Chip Manufacturing
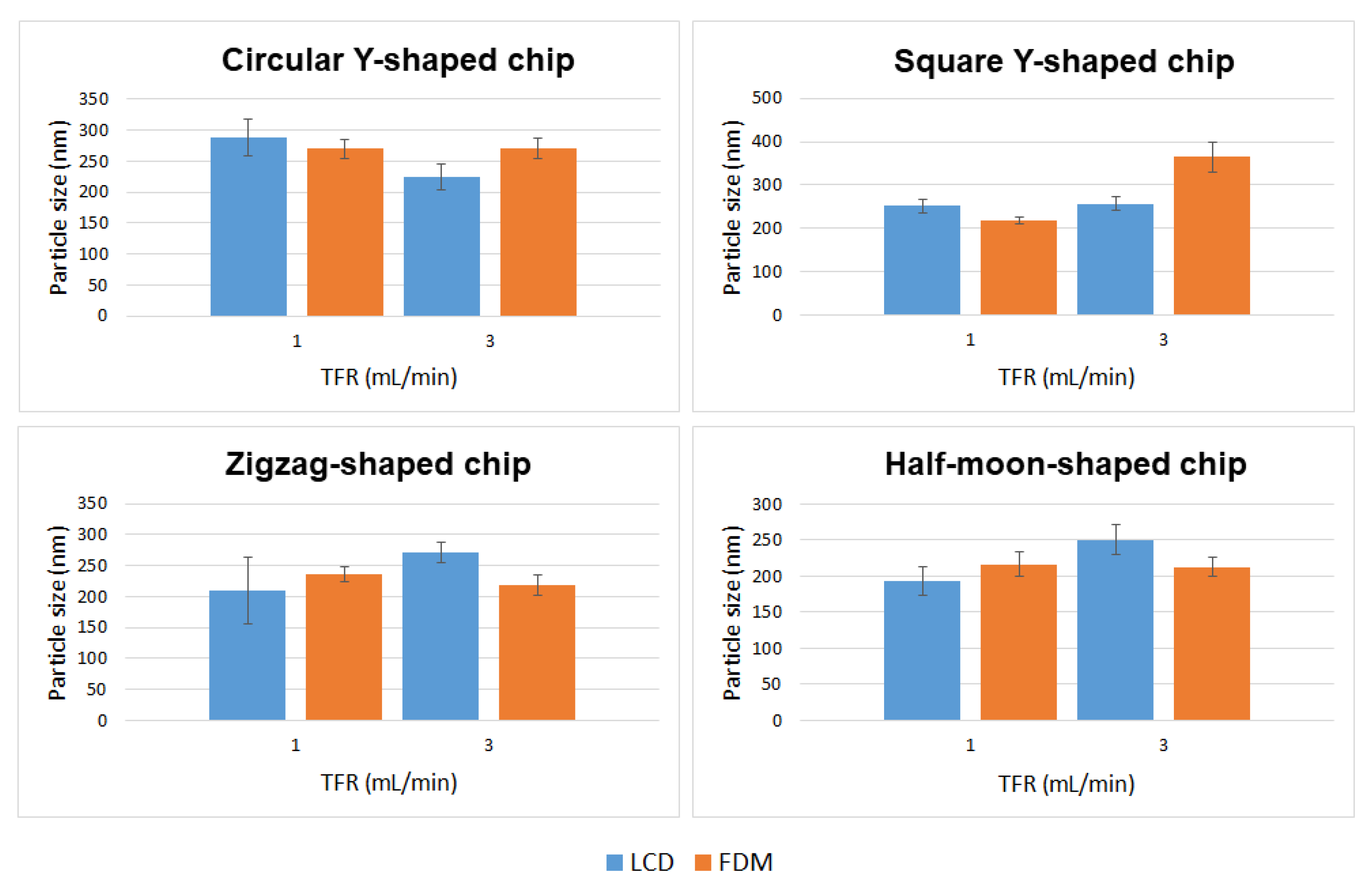
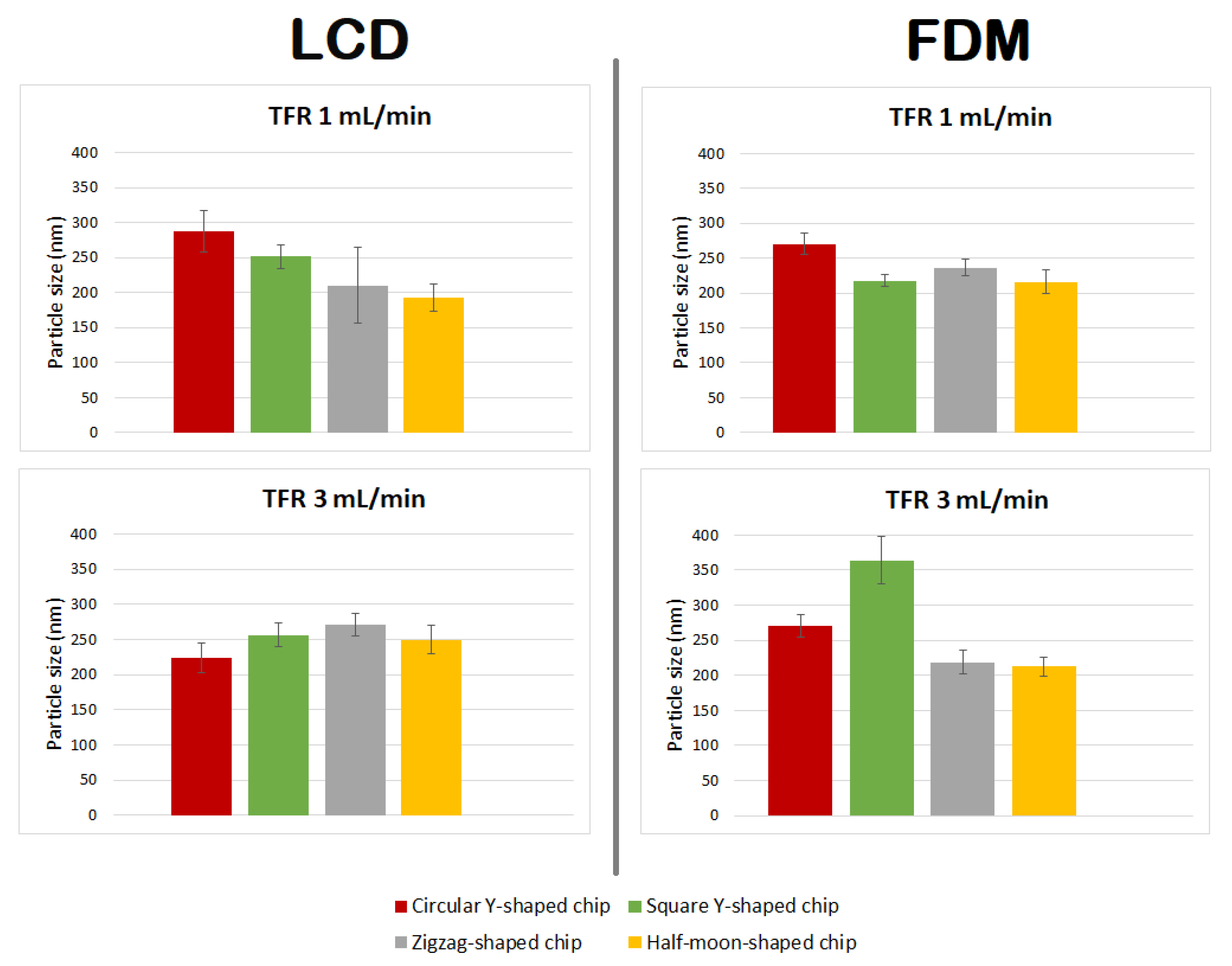
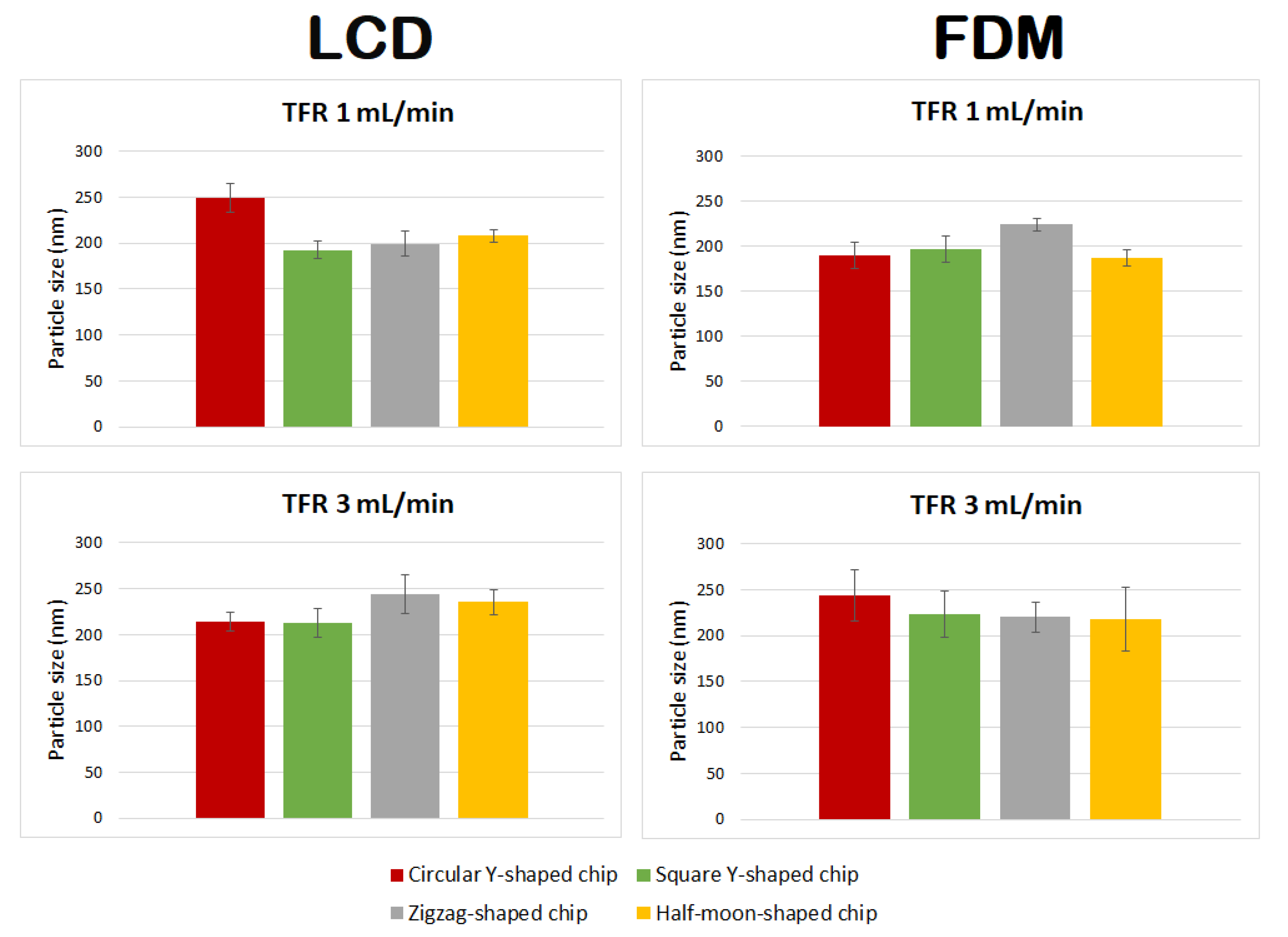
3.2. Statistical Analysis: Comparison of Empty Liposomes
3.3. Formulation of Curcumin-Loaded Liposomes
- Liposomes manufactured using chips fabricated by LCD printer using TFR of 1 mL min−1 showed no statistically significant difference between zigzag-shaped and square Y-shaped chips, or between zigzag-shaped and half-moon-shaped chips;
- Liposomes manufactured using chips fabricated by LCD printer using TFR of 3 mL min−1 showed no statistically significant difference between circular and square Y-shaped chips, or between zigzag-shaped and half-moon-shaped chips;
- Liposomes manufactured using chips fabricated by FDM printer using TFR of 1 mL min−1 using the zigzag-shaped chip are significantly different in size from those formulated with the other chips;
- Liposomes manufactured using chips fabricated by FDM printer using TFR of 3 mL min−1 showed no statistically significant difference between different chip designs.
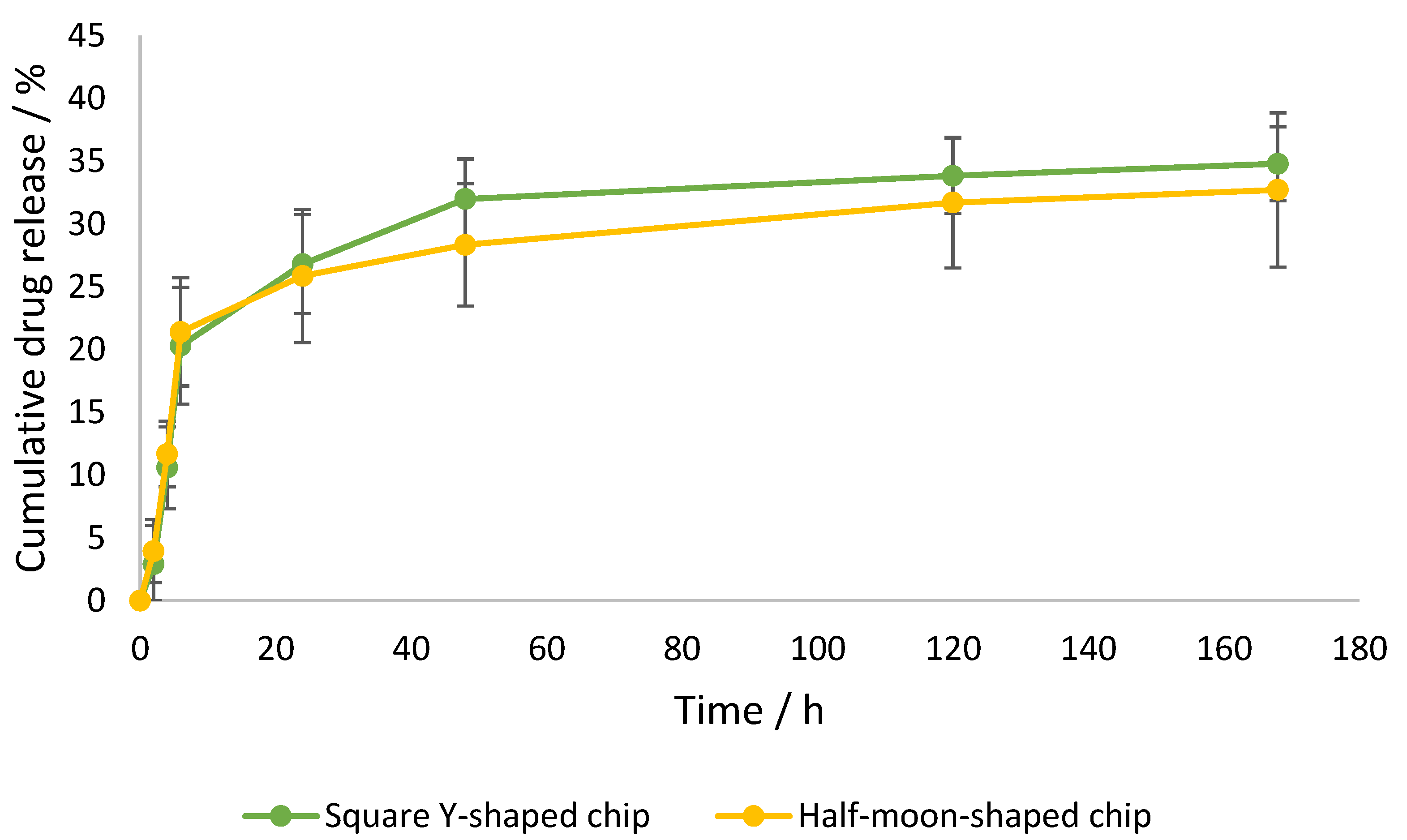
3.4. Encapsulation Efficiency and In Vitro Release
4. Materials and Methods
4.1. Materials
4.2. Manufacturing of 3D-Printed Chips
4.3. Preparation of Liposomes by Microfluidics
4.4. Particle Sizing and ζ-Potential
4.5. Statistical Analysis: Comparison of Empty Liposomes
4.6. Encapsulation Efficiency and In Vitro Release Studies
4.7. Statistical Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bragazzi, N.L. Nanomedicine: Insights from a Bibliometrics-Based Analysis of Emerging Publishing and Research Trends. Medicina 2019, 55, 785. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Xiao, Y.; Chen, Y.; Huang, K. Nano-based approaches in the development of antiviral agents and vaccines. Life Sci. 2020, 265, 118761. [Google Scholar] [CrossRef]
- Capretto, L.; Carugo, D.; Mazzitelli, S.; Nastruzzi, C.; Zhang, X. Microfluidic and lab-on-a-chip preparation routes for organic nanoparticles and vesicular systems for nanomedicine applications. Adv. Drug Deliv. Rev. 2013, 65, 1496–1532. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, D.A.; Kolios, M.C. Perfluorocarbon bubbles as photoacoustic signal amplifiers for cancer theranostics. Opt. Mater. Express 2019, 9, 4532–4544. [Google Scholar] [CrossRef]
- Fernandes, D.A.; Kolios, M.C. Intrinsically absorbing photoacoustic and ultrasound contrast agents for cancer therapy and imaging. Nanotechnology 2018, 29, 505103. [Google Scholar] [CrossRef] [PubMed]
- Bi, Y.; Xia, H.; Li, L.; Lee, R.J.; Xie, J.; Liu, Z.; Qiu, Z.; Teng, L. Liposomal Vitamin D3 as an Anti-aging Agent for the Skin. Pharmaceutics 2019, 11, 311. [Google Scholar] [CrossRef] [Green Version]
- Akbarzadeh, A.; Rezaei-Sadabady, R.; Davaran, S.; Joo, S.W.; Zarghami, N.; Hanifehpour, Y.; Samiei, M.; Kouhi, M.; Nejati-Koshki, K. Liposome: Classification, preparation, and applications. Nanoscale Res. Lett. 2013, 8, 102. [Google Scholar] [CrossRef] [Green Version]
- Leitgeb, M.; Knez, Ž.; Primožič, M. Sustainable technologies for liposome preparation. J. Supercrit. Fluids 2020, 165, 104984. [Google Scholar] [CrossRef]
- Pattni, B.S.; Chupin, V.V.; Torchilin, V.P. New Developments in Liposomal Drug Delivery. Chem. Rev. 2015, 105, 10938–10966. [Google Scholar] [CrossRef]
- López-Pinto, J.M.; González-Rodríguez, M.L.; Rabasco, A.M. Effect of cholesterol and ethanol on dermal delivery from DPPC liposomes. Int. J. Pharm. 2005, 298, 1–12. [Google Scholar] [CrossRef]
- Delama, A.; Teixiera, M.I.; Dorati, R.; Genta, I.; Conti, B.; Lamprou, D.A. Microfluidic encapsulation method to produce stable liposomes containing iohexol. J. Drug Deliv. Sci. Technol. 2019, 54, 101340. [Google Scholar] [CrossRef]
- Ong, S.G.M.; Chitneni, M.; Lee, K.S.; Ming, L.C.; Yuen, K.H. Evaluation of Extrusion Technique for Nanosizing Liposomes. Pharmaceutics 2016, 8, 36. [Google Scholar] [CrossRef]
- Carugo, D.; Bottaro, E.; Owen, J.; Stride, E.; Nastruzzi, C. Liposome production by microfluidics: Potential and limiting factors. Sci. Rep. 2016, 6, 25876. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chiesa, E.; Dorati, R.; Pisani, S.; Conti, B.; Bergamini, G.; Modena, T.; Genta, I. The Microfluidic Technique and the Manufacturing of Polysaccharide Nanoparticles. Pharmaceutics 2018, 10, 267. [Google Scholar] [CrossRef] [Green Version]
- Chiesa, E.; Greco, A.; Dorati, R.; Conti, B.; Bruni, G.; Lamprou, D.A.; Genta, I. Microfluidic-assisted synthesis of multifunctional iodinated contrast agent polymeric nanoplatforms. Int. J. Pharm. 2021, 599, 120447. [Google Scholar] [CrossRef] [PubMed]
- Teixeira, M.I.; Amaral, M.H.; Costa, P.C.; Lopes, C.M.; Lamprou, D.A. Recent Developments in Microfluidic Technologies for Central Nervous System Targeted Studies. Pharmaceutics 2020, 12, 542. [Google Scholar] [CrossRef] [PubMed]
- Damiati, S.; Kompella, U.B.; Damiati, S.A.; Kodzius, R. Microfluidic Devices for Drug Delivery Systems and Drug Screening. Genes 2018, 9, 103. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kastner, E.; Kaur, R.; Lowry, D.; Moghaddam, B.; Wilkinson, A.; Perrie, Y. High-throughput manufacturing of size-tuned liposomes by a new microfluidics method using enhanced statistical tools for characterization. Int. J. Pharm. 2014, 477, 361–368. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Weaver, E.; Uddin, S.; Cole, K.C.; Hooker, A.; Lamprou, D.A. The Present and Future Role of Microfluidics for Protein and Peptide-Based Therapeutics and Diagnostics. Appl. Sci. 2021, 11, 4109. [Google Scholar] [CrossRef]
- Gale, B.K.; Jafek, A.R.; Lambert, C.J.; Goenner, B.L.; Moghimifam, H.; Nze, U.C.; Kamarapu, S.K. A Review of Current Methods in Microfluidic Device Fabrication and Future Commercialization Prospects. Inventions 2018, 3, 60. [Google Scholar] [CrossRef] [Green Version]
- Fiorini, G.S.; Chiu, D.T. Disposable microfluidic devices: Fabrication, function, and application. Biotechniques 2018, 38, 429–446. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tiwari, S.K.; Bhat, S.; Mahato, K.K. Design and Fabrication of Low-cost Microfluidic Channel for Biomedical Application. Sci. Rep. 2020, 10, 9215. [Google Scholar] [CrossRef]
- Waheed, S.; Cabot, J.M.; Macdonald, N.P.; Lewis, T.; Guijt, R.M.; Paull, B.; Breadmore, M.C. 3D printed microfluidic devices: Enablers and barriers. Lab. Chip 2016, 16, 1993–2013. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Weisgrab, G.; Ovsianikov, A.; Costa, P.F. Functional 3D Printing for Microfluidic Chips. Adv. Mater. Technol. 2019, 4, 1900275. [Google Scholar] [CrossRef] [Green Version]
- LCD vs. DLP 3D Printing: The Differences. Available online: https://all3dp.com/2/lcd-vs-dlp-3d-printing-technologies-compared/ (accessed on 29 November 2019).
- Giordano, A.; Tommonaro, G. Curcumin and Cancer. Nutrients 2019, 11, 2376. [Google Scholar] [CrossRef] [Green Version]
- Hamano, N.; Böttger, R.; Lee, S.E.; Yang, Y.; Kulkarni, J.A.; Ip, S.; Cullis, P.R.; Li, S.-D. Robust Microfluidic Technology and New Lipid Composition for Fabrication of Curcumin-Loaded Liposomes: Effect on the Anticancer Activity and Safety of Cisplatin. Mol. Pharm. 2019, 16, 3957–3967. [Google Scholar] [CrossRef]
- Kotouček, J.; Hubatka, F.; Mašek, J.; Kulich, P.; Velínská, K.; Bezděková, J.; Fojtíková, M.; Bartheldyová, E.; Tomečková, A.; Stráská, J.; et al. Preparation of nanoliposomes by microfluidic mixing in herring-bone channel and the role of membrane fluidity in liposomes formation. Sci. Rep. 2020, 10, 5595. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Briuglia, M.-L.; Rotella, C.; McFarlane, A.; Lamprou, D.A. Influence of cholesterol on liposome stability and on in vitro drug release. Drug Deliv. Transl. Res. 2015, 5, 231–242. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ren, H.; He, Y.; Liang, J.; Cheng, Z.; Zhang, M.; Zhu, Y.; Hong, C.; Qui, J.; Xu, X.; Wang, J. Role of Liposome Size, Surface Charge, and PEGylation on Rheumatoid Arthritis Targeting Therapy. ACS Appl. Mater. Interfaces 2019, 11, 20304–20315. [Google Scholar] [CrossRef]
- He, C.; Hu, Y.; Yin, L.; Tang, C.; Yin, C. Effects of particle size and surface charge on cellular uptake and biodistribution of polymeric nanoparticles. Biomaterials 2010, 31, 3657–3666. [Google Scholar] [CrossRef]
- Khoury, E.E.; Patra, D. Length of hydrocarbon chain influences location of curcumin in liposomes: Curcumin as a molecular probe to study ethanol induced interdigitation of liposomes. J. Photochem. Photobiol. B Biol. 2016, 158, 49–54. [Google Scholar] [CrossRef]
- Niu, Y.; Wang, X.; Chai, S.; Chen, Z.; An, X.; Shen, W. Effects of Curcumin Concentration and Temperature on the Spectroscopic Properties of Liposomal Curcumin. J. Agric. Food Chem. 2012, 60, 1865–1870. [Google Scholar] [CrossRef]
- Kotenkov, S.A.; Gnezdilov, O.I.; Khaliullina, A.V.; Antzutkin, O.N.; Gimatdinov, R.S.; Filippov, A.V. Effect of Cholesterol and Curcumin on Ordering of DMPC Bilayers. Appl. Magn. Reson. 2019, 50, 511–520. [Google Scholar] [CrossRef]
- Tiboni, M.; Tiboni, M.; Pierro, A.; Del Papa, M.; Sparaventi, S.; Cespi, M.; Casettari, L. Microfluidics for nanomedicines manufacturing: An affordable and low-cost 3D printing approach. Int. J. Pharm. 2021, 599, 120464. [Google Scholar] [CrossRef]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef]
- Scott, S.M.; Ali, Z. Fabrication Methods for Microfluidic Devices: An Overview. Micromachines 2021, 12, 319. [Google Scholar] [CrossRef] [PubMed]
- Mohamed, M.G.A.; Kumar, H.; Wang, Z.; Martin, N.; Mills, B.; Kim, K. Rapid and Inexpensive Fabrication of Multi-Depth Microfluidic Device using High-Resolution LCD Stereolithographic 3D Printing. J. Manuf. Mater. Process. 2019, 3, 26. [Google Scholar] [CrossRef] [Green Version]
- Pitaru, A.A.; Lacombe, J.-G.; Cooke, M.E.; Beckman, L.; Steffen, T.; Weber, M.H.; Martineau, P.A.; Rosenzweig, D.H. Investigating Commercial Filaments for 3D Printing of Stiff and Elastic Constructs with Ligament-Like Mechanics. Micromachines 2020, 11, 846. [Google Scholar] [CrossRef] [PubMed]
- Statistical Comparison of Two Groups. A9 Copyright TexaSoft. 2013. Available online: https://www.texasoft.com/tutorial-statistics-compare-2-groups.htm (accessed on 27 July 2021).
- Modi, S.; Anderson, B.D. Determination of drug release kinetics from nanoparticles: Overcoming pitfalls of the dynamic dialysis method. Mol. Pharm. 2013, 10, 3076–3089. [Google Scholar] [CrossRef]
- Guimarães Sá Correia, M.; Bruglia, M.L.; Niosi, F.; Lamprou, D.A. Microfluidic manufacturing of phospholipid nanoparticles: Stability, encapsulation efficacy, and drug release. Int. J. Pharm. 2017, 516, 91–99. [Google Scholar] [CrossRef] [PubMed]
- Lee, M.J.; Kim, S.E.; Park, J.; Ahn, G.Y.; Yun, T.H.; Choi, I.; Kim, H.-J.; Choi, S.-W. Curcumin-loaded biodegradable polyurethane scaffolds modified with gelatin using 3D printing technology for cartilage tissue engineering. Polym. Adv. Technol. 2019, 30, 3083–3090. [Google Scholar] [CrossRef]
- Inglut, C.T.; Sorrin, A.J.; Kuruppu, T.; Vig, S.; Cicalo, J.; Ahmad, H.; Huang, H.-C. Immunological and Toxicological Considerations for the Design of Liposomes. Nanomaterials 2020, 10, 190. [Google Scholar] [CrossRef] [PubMed] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chip Shape | Mean Diameter (nm) | PDI | ζ-Potential (mV) | Mobility (μmcm/Vs) | |
|---|---|---|---|---|---|
| (a) | Circular Y | 287.99 ± 29.72 | 0.259 | −8.64 ± 2.63 | −0.67 ± 0.20 |
| Square Y | 251.14 ± 16.94 | 0.241 | −5.93 ± 2.19 | −0.46 ± 0.17 | |
| Zigzag | 210.46 ± 54.06 | 0.268 | −10.11 ± 2.15 | −0.79 ± 0.17 | |
| Half–moon | 193.42 ± 19.41 | 0.249 | −9.81 ± 3.30 | −0.77 ± 0.26 | |
| (b) | Circular Y | 224.59 ± 20.93 | 0.271 | −7.17 ± 2.34 | −0.56 ± 0.18 |
| Square Y | 256.52 ± 16.29 | 0.263 | −6.49 ± 2.03 | −0.51 ± 0.16 | |
| Zigzag | 271.21 ± 15.76 | 0.247 | −8.22 ± 2.62 | −0.64 ± 0.20 | |
| Half–moon | 250.00 ± 20.99 | 0.215 | −6.53 ± 2.06 | −0.51 ± 0.16 | |
| (c) | Circular Y | 270.15 ± 15.48 | 0.255 | −7.41 ± 2.14 | −0.58 ± 0.17 |
| Square Y | 217.39 ± 8.74 | 0.198 | −7.55 ± 2.46 | −0.59 ± 0.19 | |
| Zigzag | 236.43 ± 11.62 | 0.240 | −7.57 ± 2.82 | −0.59 ± 0.22 | |
| Half–moon | 216.17 ± 16.77 | 0.250 | −6.21 ± 1.75 | −0.48 ± 0.14 | |
| (d) | Circular Y | 270.69 ± 16.29 | 0.277 | −4.95 ± 2.00 | −3.39 ± 0.15 |
| Square Y | 364.05 ± 33.42 | 0.300 | −5.18 ± 2.24 | −0.40 ± 0.17 | |
| Zigzag | 218.94 ± 16.27 | 0.263 | −6.85 ± 2.66 | −0.54 ± 0.21 | |
| Half–moon | 212.65 ± 13.13 | 0.259 | −5.54 ± 2.08 | −0.43 ± 0.16 |
| Chip Shape | Mean Diameter (nm) | PDI | ζ-Potential (mV) | Mobility (µmcm/Vs) | |
|---|---|---|---|---|---|
| (a) | Circular Y | 249.18 ± 15.39 | 0.226 | −9.83 ± 4.59 | −0.77 ± 0.36 |
| Square Y | 192.23 ± 9.54 | 0.211 | −8.22 ± 9.93 | −0.92 ± 0.31 | |
| Zigzag | 199.49 ± 13.13 | 0.189 | −8.03 ± 2.36 | −0.63 ± 0.18 | |
| Half–moon | 207.98 ± 7.14 | 0.183 | −10.86 ± 2.23 | −0.85 ± 0.17 | |
| (b) | Circular Y | 214.32 ± 9.90 | 0.210 | −9.68 ± 1.67 | −0.76 ± 0.13 |
| Square Y | 212.69 ± 15.48 | 0.166 | −9.95 ± 3.15 | −0.78 ± 0.25 | |
| Zigzag | 244.41 ± 21.03 | 0.199 | −5.27 ± 2.13 | −0.41 ± 0.17 | |
| Half–moon | 235.53 ± 13.30 | 0.168 | −6.51 ± 3.74 | −0.51 ± 0.29 | |
| (c) | Circular Y | 189.81 ± 14.64 | 0.318 | −10.63 ± 3.38 | −0.83 ± 0.26 |
| Square Y | 196.64 ± 14.72 | 0.176 | −8.85 ± 2.62 | −0.69 ± 0.20 | |
| Zigzag | 224.25 ± 7.03 | 0.124 | −11.21 ± 2.77 | −0.87 ± 0.22 | |
| Half–moon | 186.91 ± 9.45 | 0.195 | −4.43 ± 2.20 | −0.35 ± 0.17 | |
| (d) | Circular Y | 243.77 ± 28.00 | 0.239 | −13.07 ± 3.20 | −1.02 ± 0.25 |
| Square Y | 222.84 ± 25.26 | 0.152 | −6.45 ± 3.21 | −0.50 ± 0.25 | |
| Zigzag | 220.32 ± 16.26 | 0.186 | −8.68 ± 2.69 | −0.68 ± 0.21 | |
| Half–moon | 217.88 ± 35.10 | 0.225 | −5.72 ± 2.29 | −0.45 ± 0.18 |
| Chip Design | LCD | FDM | ||
|---|---|---|---|---|
| TFR 1 mL min−1 | TFR 3 mL min−1 | TFR 1 mL min−1 | TFR 3 mL min−1 | |
| Circular Y-shaped–Square Y-shaped | 0.003 | 0.794 | 0.339 | 0.116 |
| Circular Y-shaped–Zigzag-shaped | 0.012 | 0.002 | 0.029 | 0.049 |
| Circular Y-shaped–Half-moon-shaped | 0.009 | 0.002 | 0.626 | 0.104 |
| Square Y-shaped–Zigzag-shaped | 0.201 | 0.004 | >0.000 | 0.805 |
| Square Y-shaped–Half-moon-shaped | 0.001 | 0.004 | 0.118 | 0.736 |
| Zigzag-shaped–Half-moon-shaped | 0.113 | 0.303 | 0.001 | 0.853 |
| Chip Design | LCD | FDM | ||
|---|---|---|---|---|
| TFR 1 mL min−1 | TFR 3 mL min−1 | TFR 1 mL min−1 | TFR 3 mL min−1 | |
| Circular Y-shaped–Square Y-shaped | 0.007 | 0.003 | 0.008 | 0.021 |
| Circular Y-shaped–Zigzag-shaped | 0.003 | 0.058 | <0.000 | 0.012 |
| Circular Y-shaped–Half-moon-shaped | 0.004 | 0.021 | 0.007 | 0.004 |
| Square Y-shaped–Zigzag-shaped | 0.058 | 0.070 | 0.001 | 0.003 |
| Square Y-shaped–Half-moon-shaped | 0.013 | 0.473 | 0.849 | 0.008 |
| Zigzag-shaped–Half-moon-shaped | 0.394 | 0.029 | 0.010 | 0.381 |
| Commercial–Circular Y-shaped | 0.004 | 0.662 | 0.002 | 0.019 |
| Commercial–Square Y-shaped | 0.012 | 0.106 | 0.002 | 0.003 |
| Commercial–Zigzag-shaped | 0.189 | 0.018 | 0.040 | 0.406 |
| Commercial–Half-moon-shaped | 0.320 | 0.234 | 0.004 | 0.211 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ballacchino, G.; Weaver, E.; Mathew, E.; Dorati, R.; Genta, I.; Conti, B.; Lamprou, D.A. Manufacturing of 3D-Printed Microfluidic Devices for the Synthesis of Drug-Loaded Liposomal Formulations. Int. J. Mol. Sci. 2021, 22, 8064. https://doi.org/10.3390/ijms22158064
Ballacchino G, Weaver E, Mathew E, Dorati R, Genta I, Conti B, Lamprou DA. Manufacturing of 3D-Printed Microfluidic Devices for the Synthesis of Drug-Loaded Liposomal Formulations. International Journal of Molecular Sciences. 2021; 22(15):8064. https://doi.org/10.3390/ijms22158064
Chicago/Turabian StyleBallacchino, Giulia, Edward Weaver, Essyrose Mathew, Rossella Dorati, Ida Genta, Bice Conti, and Dimitrios A. Lamprou. 2021. "Manufacturing of 3D-Printed Microfluidic Devices for the Synthesis of Drug-Loaded Liposomal Formulations" International Journal of Molecular Sciences 22, no. 15: 8064. https://doi.org/10.3390/ijms22158064