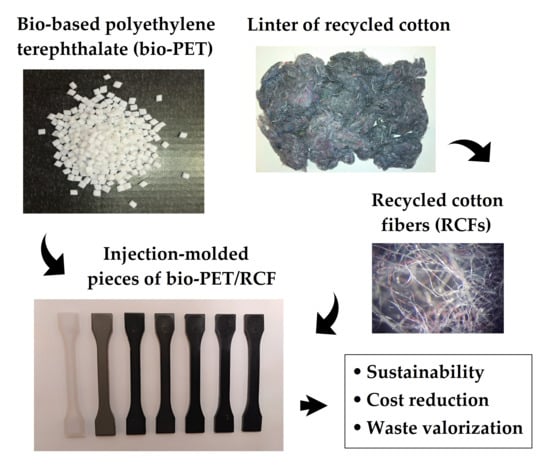
Development of Sustainable and Cost-Competitive Injection-Molded Pieces of Partially Bio-Based Polyethylene Terephthalate through the Valorization of Cotton Textile Waste


 , ,
, ,  and
and 
Abstract
:
1. Introduction
2. Results and Discussion
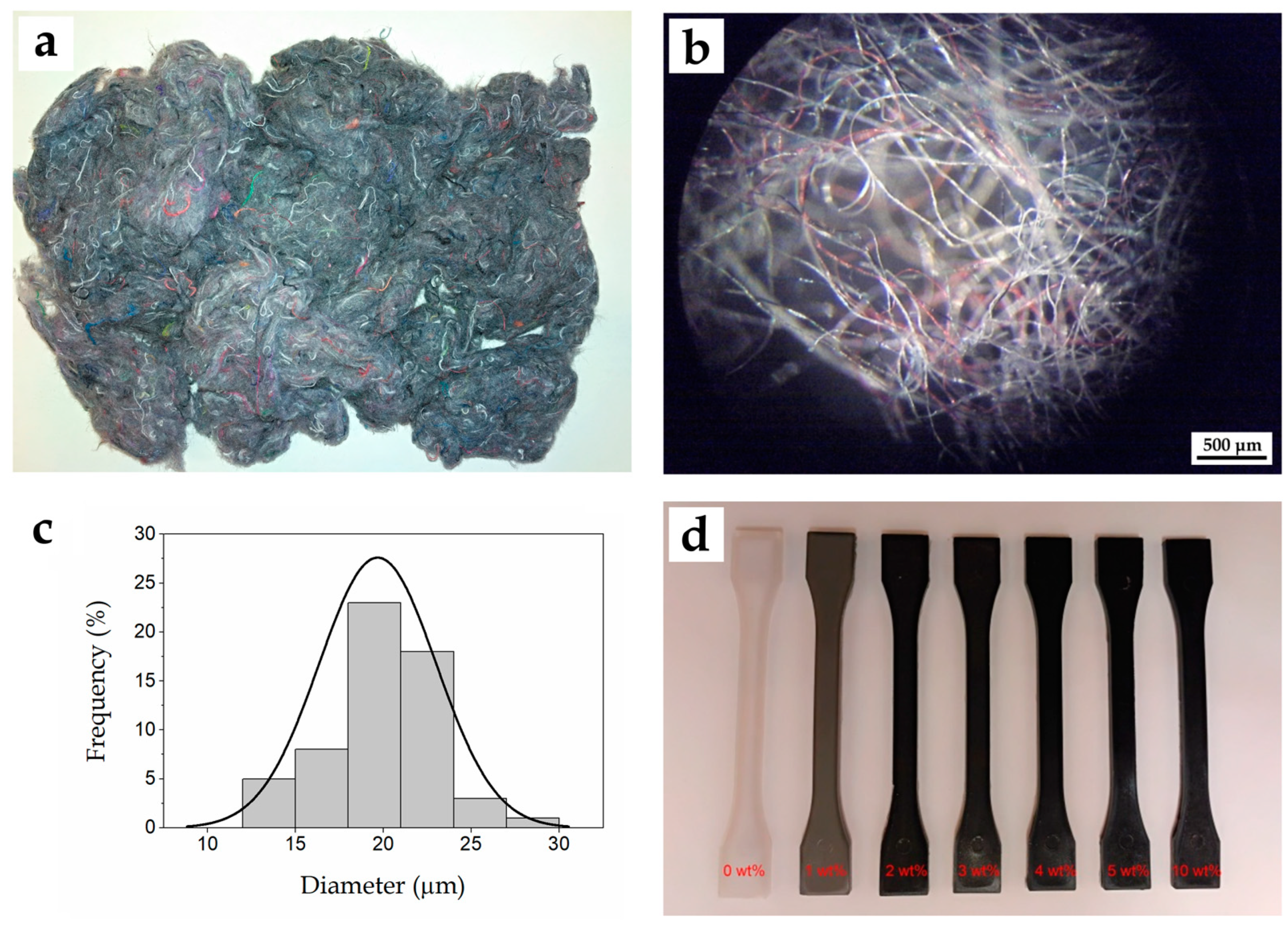
2.1. Visual Aspect and Density of Bio-PET/RCF Composite Pieces
2.2. Mechanical Properties of Bio-PET/RCF Composite Pieces
2.3. Morphology of Bio-PET/RCF Composite Pieces
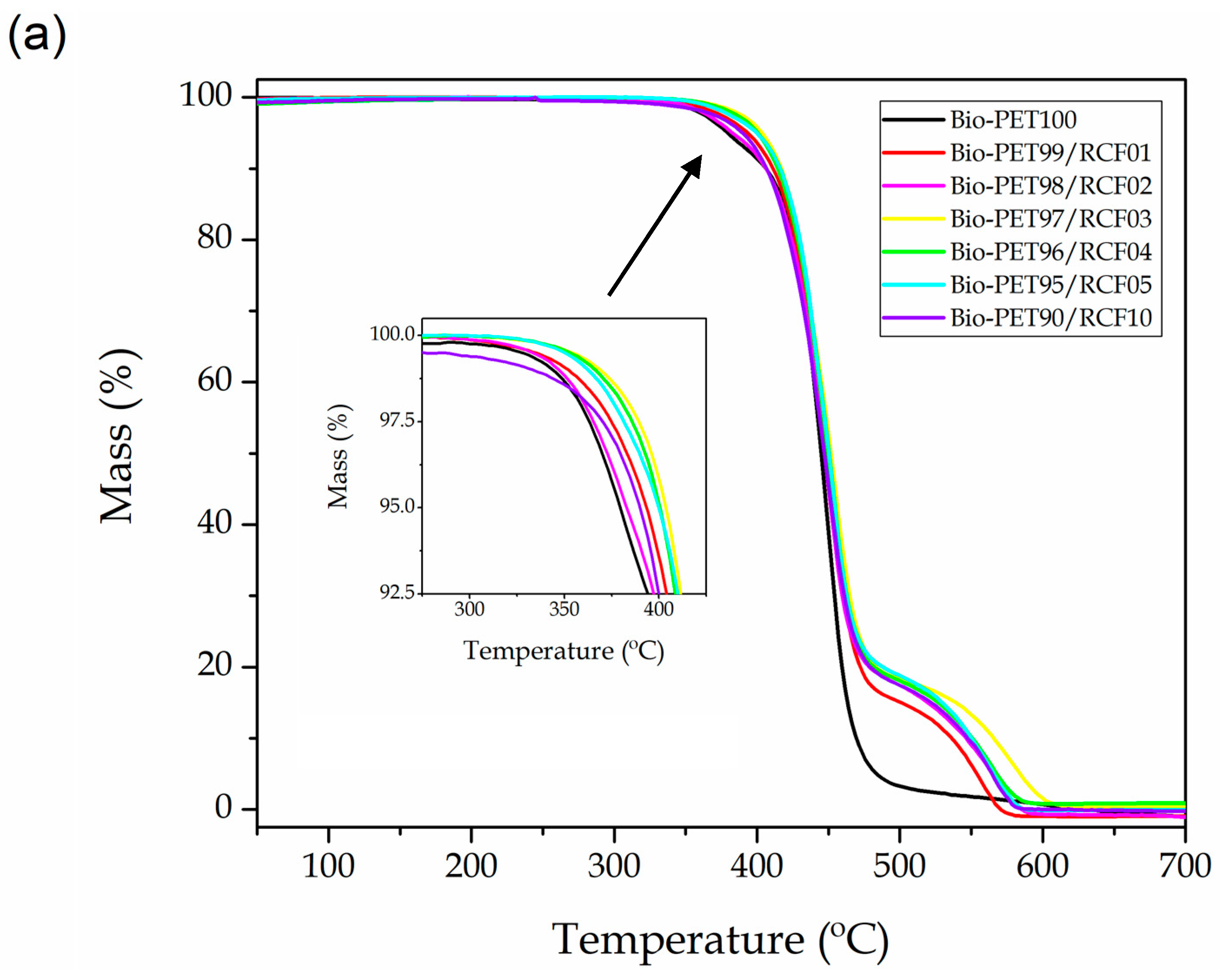
2.4. Thermal Properties of Bio-PET/RCF Composite Pieces
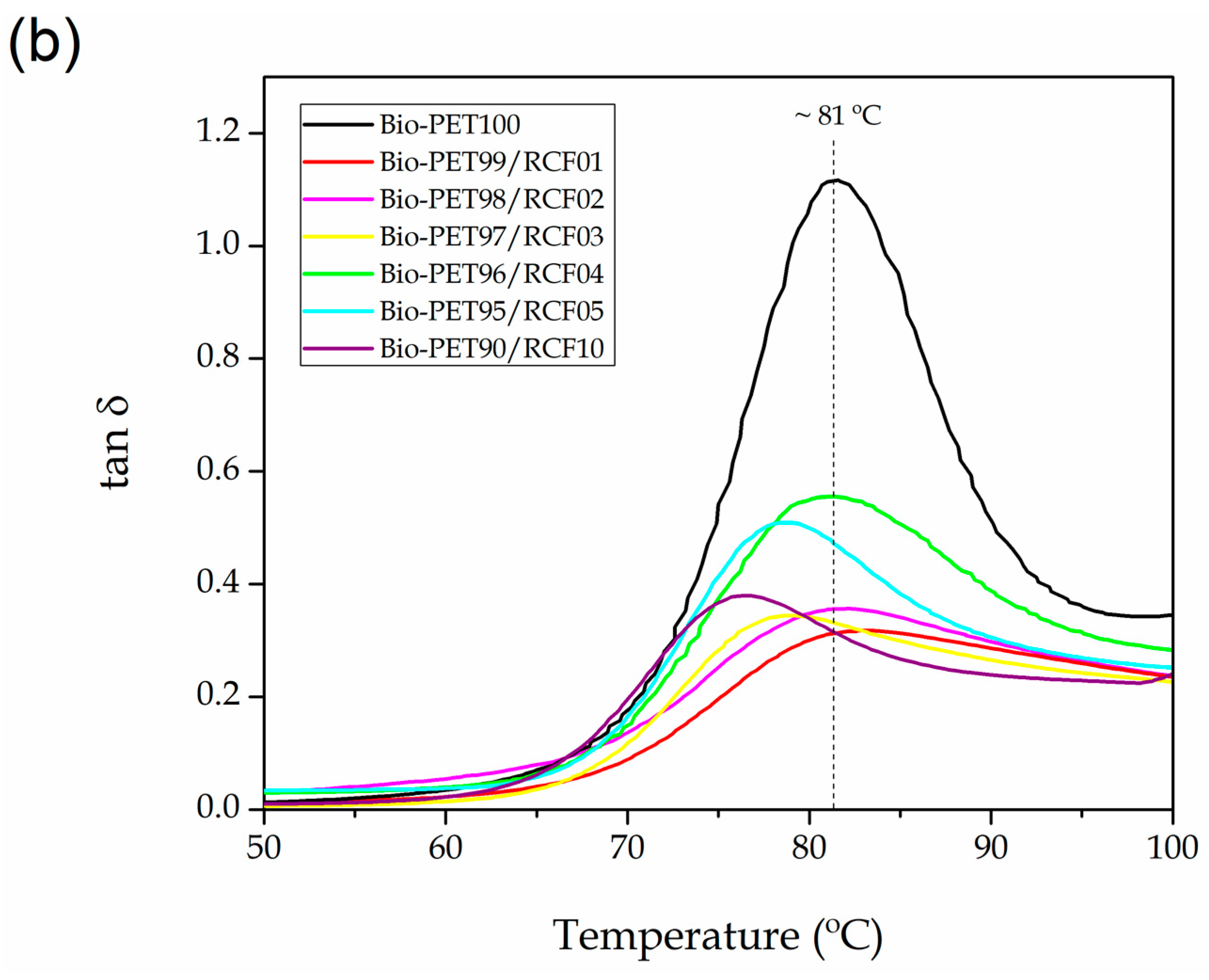
2.5. Thermomechanical Properties of Bio-PET/RCF Composite Pieces
3. Materials and Methods
3.1. Materials
3.2. Manufacturing of Composite Pieces
3.3. Microscopy
3.4. Color Measurements
3.5. Density Measurements
3.6. Mechanical Tests
3.7. Thermal Tests
- %χc = Degree of crystallinity (%)
- Wp = Weight fraction of bio-PET (%)
- ΔHm = Melting enthalpy (J·g−1)
- ΔHcc = Cold crystallization enthalpy (J·g−1)
3.8. Thermomechanical Tests
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Torres-Giner, S.; Gil, L.; Pascual-Ramírez, L.; Garde-Belza, J.A. Packaging: Food waste reduction. In Encyclopedia of Polymer Applications, 3 Volume Set; Mishra, M., Ed.; Taylor and Francis Group: Boca Raton, FL, USA, 2018; pp. 1990–2009. [Google Scholar]
- Tharanathan, R.N. Biodegradable films and composite coatings: Past, present and future. Trends Food Sci. Technol. 2003, 14, 71–78. [Google Scholar]
- Bourguignon, D. Plastics in a circular economy. European Parliamentary Research Service; European Union, 2018. Available online: http://www.europarl.europa.eu/RegData/etudes/ATAG/2018/625163/EPRS_ATA(2018)625163_EN.pdf (accessed on 19 March 2019).
- Babu, R.P.; O’Connor, K.; Seeram, R. Current progress on bio-based polymers and their future trends. Prog. Biomater. 2013, 2, 8. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Torres-Giner, S.; Torres, A.; Ferrándiz, M.; Fombuena, V.; Balart, R. Antimicrobial activity of metal cation-exchanged zeolites and their evaluation on injection-molded pieces of bio-based high-density polyethylene. J. Food Saf. 2017, 37, e12348. [Google Scholar] [CrossRef]
- Essabir, H.; Bensalah, M.; Rodrigue, D.; Bouhfid, R.; Qaiss, A. Structural, mechanical and thermal properties of bio-based hybrid composites from waste coir residues: Fibers and shell particles. Mech. Mater. 2016, 93, 134–144. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Boronat, T.; Balart, R.; Torres-Giner, S. Evaluation of the engineering performance of different bio-based aliphatic homopolyamide tubes prepared by profile extrusion. Polym. Test. 2017, 61, 421–429. [Google Scholar] [CrossRef]
- Chen, L.; Pelton, R.E.O.; Smith, T.M. Comparative life cycle assessment of fossil and bio-based polyethylene terephthalate (pet) bottles. J. Clean. Prod. 2016, 137, 667–676. [Google Scholar] [CrossRef]
- Rosenboom, J.G.; Hohl, D.K.; Fleckenstein, P.; Storti, G.; Morbidelli, M. Bottle-grade polyethylene furanoate from ring-opening polymerisation of cyclic oligomers. Nat. Commun. 2018, 9, 2701. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Lopes, F.P.D.; Ferreira, A.S.; Nascimento, D.C.O. Natural-fiber polymer-matrix composites: Cheaper, tougher, and environmentally friendly. JOM 2009, 61, 17–22. [Google Scholar] [CrossRef]
- Taha, I.; Ziegmann, G. A comparison of mechanical properties of natural fiber filled biodegradable and polyolefin polymers. J. Compos. Mater. 2006, 40, 1933–1946. [Google Scholar] [CrossRef]
- European Bioplastics. Available online: https://www.european-bioplastics.org/ (accessed on 7 March 2019).
- Turley, A. Coca-Cola Collaborates on Bio-Pet Project; Chemistry World: Cambridge, UK, 2012. [Google Scholar]
- Shen, L.; Worrell, E.; Patel, M.K. Comparing life cycle energy and GHG emissions of bio-based PET, recycled PET, PLA, and man-made cellulosics. Biofuels Bioproducts Biorefining 2012, 6, 625–639. [Google Scholar] [CrossRef]
- Tabone, M.D.; Cregg, J.J.; Beckman, E.J.; Landis, A.E. Sustainability metrics: Life cycle assessment and green design in polymers. Environ. Sci. Technol. 2010, 44, 8264–8269. [Google Scholar] [CrossRef] [PubMed]
- Carus, M.; Eder, A.; Beckmann, J. GreenPremium prices along the value chain of biobased products. Ind. Biotechnol. 2014, 10, 83–88. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L. Sustainable bio-composites from renewable resources: Opportunities and challenges in the green materials world. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Vollrath, F.; Porter, D. Spider silk as archetypal protein elastomer. Soft Matter 2006, 2, 377–385. [Google Scholar] [CrossRef]
- Kelly, F.M.; Johnston, J.H.; Borrmann, T.; Richardson, M.J. Functionalised hybrid materials of conducting polymers with individual wool fibers. J. Nanosci. Nanotechnol. 2008, 8, 1965–1972. [Google Scholar] [CrossRef]
- Farahani, G.N.; Ahmad, I.; Mosadeghzad, Z. Effect of fiber content, fiber length and alkali treatment on properties of kenaf fiber/UPR composites based on recycled PET wastes. Polym.-Plast. Technol. Eng. 2012, 51, 634–639. [Google Scholar] [CrossRef]
- De Oliveira Santos, R.P.; Castro, D.O.; Ruvolo-Filho, A.C.; Frollini, E. Processing and thermal properties of composites based on recycled PET, sisal fibers, and renewable plasticizers. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Neto, A.R.S.; Araujo, M.A.; Barboza, R.M.; Fonseca, A.S.; Tonoli, G.H.; Souza, F.V.; Mattoso, L.H.; Marconcini, J.M. Comparative study of 12 pineapple leaf fiber varieties for use as mechanical reinforcement in polymer composites. Ind. Crops Prod. 2015, 64, 68–78. [Google Scholar] [CrossRef]
- Anggraini, V.; Asadi, A.; Huat, B.B.; Nahazanan, H. Effects of coir fibers on tensile and compressive strength of lime treated soft soil. Measurement 2015, 59, 372–381. [Google Scholar] [CrossRef]
- Abdullah, N.M.; Ahmad, I. Potential of using polyester reinforced coconut fiber composites derived from recycling polyethylene terephthalate (PET) waste. Fibers Polym. 2013, 14, 584–590. [Google Scholar] [CrossRef]
- Lei, Y.; Wu, Q. Wood plastic composites based on microfibrillar blends of high density polyethylene/poly (ethylene terephthalate). Bioresour. Technol. 2010, 101, 3665–3671. [Google Scholar] [CrossRef] [PubMed]
- Ozalp, M. Study of the effect of adding the powder of waste PET bottles and borax pentahydrate to the urea formaldehyde adhesive applied on plywood. Eur. J. Wood Wood Prod. 2011, 69, 369–374. [Google Scholar] [CrossRef]
- Ardekani, S.M.; Dehghani, A.; Al-Maadeed, M.A.; Wahit, M.U.; Hassan, A. Mechanical and thermal properties of recycled poly(ethylene terephthalate) reinforced newspaper fiber composites. Fibers Polym. 2014, 15, 1531–1538. [Google Scholar] [CrossRef]
- Lou, C.-W.; Lin, C.-W.; Lei, C.-H.; Su, K.-H.; Hsu, C.-H.; Liu, Z.-H.; Lin, J.-H. PET/PP blend with bamboo charcoal to produce functional composites. J. Mater. Process. Technol. 2007, 192, 428–433. [Google Scholar] [CrossRef]
- Corradini, E.; Ito, E.N.; Marconcini, J.M.; Rios, C.T.; Agnelli, J.A.; Mattoso, L.H. Interfacial behavior of composites of recycled poly(ethyelene terephthalate) and sugarcane bagasse fiber. Polym. Test. 2009, 28, 183–187. [Google Scholar] [CrossRef]
- Ahmad, I.; Ratnasari, A.B.D.; Noradilah, M.S.; Raml, A. Direct usage of products of poly(ethylene terephthalate) glycolysis for manufacturing of rice husk/unsaturated polyester composite. Iran. Polym. J. 2007, 16, 233–239. [Google Scholar]
- Chen, R.S.; Ab Ghani, M.H.; Ahmad, S.; Salleh, M.N.; Tarawneh, M.A.A. Rice husk flour biocomposites based on recycled high-density polyethylene/polyethylene terephthalate blend: Effect of high filler loading on physical, mechanical and thermal properties. J. Compos. Mater. 2015, 49, 1241–1253. [Google Scholar] [CrossRef]
- Kim, S.S.; Kim, J.; Huang, T.; Whang, H.S.; Lee, J. Antimicrobial polyethylene terephthalate (PET) treated with an aromatic n-halamine precursor, m-aramid. J. Appl. Polym. Sci. 2009, 114, 3835–3840. [Google Scholar] [CrossRef]
- Friedrich, K. Microstructural efficiency and fracture toughness of short fiber/thermoplastic matrix composites. Compos. Sci. Technol. 1985, 22, 43–74. [Google Scholar] [CrossRef]
- Fung, K.; Li, R.K. Mechanical properties of short glass fibre reinforced and functionalized rubber-toughened PET blends. Polym. Test. 2006, 25, 923–931. [Google Scholar] [CrossRef]
- Li, Z.; Luo, G.; Wei, F.; Huang, Y. Microstructure of carbon nanotubes/PET conductive composites fibers and their properties. Compos. Sci. Technol. 2006, 66, 1022–1029. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Sammon, C.; Balart, R.; Torres-Giner, S. Compatibilization of highly sustainable polylactide/almond shell flour composites by reactive extrusion with maleinized linseed oil. Ind. Crops Prod. 2018, 111, 878–888. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Garcia-Garcia, D.; Carbonell-Verdu, A.; Balart, R.; Torres-Giner, S. Effect of different compatibilizers on injection-molded green composite pieces based on polylactide filled with almond shell flour. Compos. Part B Eng. 2018, 147, 76–85. [Google Scholar] [CrossRef]
- George, M.; Chae, M.; Bressler, D.C. Composite materials with bast fibres: Structural, technical, and environmental properties. Prog. Mater. Sci. 2016, 83, 1–23. [Google Scholar] [CrossRef]
- Townsend, T. Natural Fibre Demand Rising. Available online: http://cottonanalytics.com/natural-fibre-demand-rising/ (accessed on 7 March 2019).
- Ribeiro, A.; Vilarinho, C.; Araújo, J.; Carvalho, J. Integrated process for textile cotton waste (TCW) valorization: Waste-to-energy and wastewater decontamination. In Proceedings of the ASME 2016 International Mechanical Engineering Congress and Exposition, Phoenix, AZ, USA, 11–17 November 2016. [Google Scholar]
- Peña-Pichardo, P.; Martínez-Barrera, G.; Martínez-López, M.; Ureña-Núñez, F.; dos Reis, J.M.L. Recovery of cotton fibers from waste blue-jeans and its use in polyester concrete. Constr. Build. Mater. 2018, 177, 409–416. [Google Scholar] [CrossRef]
- Palakurthi, M. Development of composites from waste PET-cotton textiles. Master’s Thesis, University of Nebraska, Lincoln, NE, USA, December 2016. [Google Scholar]
- Mohanty, A.K.; Misra, M.A.; Hinrichsen, G. Biofibres, biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng. 2000, 276, 1–24. [Google Scholar] [CrossRef]
- Bayer, F.L. Polyethylene terephthalate recycling for food-contact applications: Testing, safety and technologies: A global perspective. Food Addit. Contam. 2002, 19, 111–134. [Google Scholar] [CrossRef]
- Bhadra, J.; Al-Thani, N.; Abdulkareem, A. 11—Recycling of polymer-polymer composites. In Micro and Nano Fibrillar Composites (MFCS and NFCS) from Polymer Blends; Mishra, R.K., Thomas, S., Kalarikkal, N., Eds.; Woodhead Publishing: Duxford, UK, 2017; pp. 263–277. [Google Scholar]
- Zou, Y.; Reddy, N.; Yang, Y. Reusing polyester/cotton blend fabrics for composites. Compos. Part B Eng. 2011, 42, 763–770. [Google Scholar] [CrossRef]
- Oromiehie, A.; Mamizadeh, A. Recycling PET beverage bottles and improving properties. Polym. Int. 2004, 53, 728–732. [Google Scholar] [CrossRef]
- Elamri, A.; Lallam, A.; Harzallah, O.; Bencheikh, L. Mechanical characterization of melt spun fibers from recycled and virgin PET blends. J. Mater. Sci. 2007, 42, 8271–8278. [Google Scholar] [CrossRef]
- Torres-Giner, S.; Hilliou, L.; Melendez-Rodriguez, B.; Figueroa-Lopez, K.J.; Madalena, D.; Cabedo, L.; Covas, J.A.; Vicente, A.A.; Lagaron, J.M. Melt processability, characterization, and antibacterial activity of compression-molded green composite sheets made of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) reinforced with coconut fibers impregnated with oregano essential oil. Food Packag. Shelf Life 2018, 17, 39–49. [Google Scholar] [CrossRef]
- Piergiovanni, L.; Limbo, S. Plastic packaging materials. In Food Packaging Materials; Springer: Basel, Switzerland, 2016; pp. 33–49. [Google Scholar]
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- Thwe, M.M.; Liao, K. Effects of environmental aging on the mechanical properties of bamboo–glass fiber reinforced polymer matrix hybrid composites. Compos. Part A Appl. Sci. Manuf. 2002, 33, 43–52. [Google Scholar] [CrossRef]
- Baley, C.; Busnel, F.; Grohens, Y.; Sire, O. Influence of chemical treatments on surface properties and adhesion of flax fibre–polyester resin. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1626–1637. [Google Scholar] [CrossRef]
- Valadez-Gonzalez, A.; Cervantes-Uc, J.; Olayo, R.; Herrera-Franco, P. Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber reinforced composites. Compos. Part B Eng. 1999, 30, 309–320. [Google Scholar] [CrossRef]
- Strömbro, J.; Gudmundson, P. An anisotropic fibre-network model for mechano-sorptive creep in paper. Int. J. Solids Struct. 2008, 45, 5765–5787. [Google Scholar] [CrossRef] [Green Version]
- Dunne, R.; Desai, D.; Sadiku, R. Material characterization of blended sisal-kenaf composites with an ABS matrix. Appl. Acoust. 2017, 125, 184–193. [Google Scholar] [CrossRef]
- Pereira, L.M.; Corrêa, A.C.; Rosa, M.d.F.; Ito, E.N. Rheological, morphological and mechanical characterization of recycled poly(ethylene terephthalate) blends and composites. Mater. Res. 2017, 20, 791–800. [Google Scholar] [CrossRef]
- Huner, U. Comparisons of polypropylene composites: The effect of coupling agent on mechanical properties. Online J. Sci. Technol. 2017, 7, 28–40. [Google Scholar]
- Torres-Giner, S.; Montanes, N.; Fombuena, V.; Boronat, T.; Sanchez-Nacher, L. Preparation and characterization of compression-molded green composite sheets made of poly(3-hydroxybutyrate) reinforced with long pita fibers. Adv. Polym. Technol. 2018, 37, 1305–1315. [Google Scholar] [CrossRef]
- Bajpai, S.; Mary, G.; Chand, N. The use of cotton fibers as reinforcements in composites. In Biofiber Reinforcements in Composite Materials; Elsevier: Cambridge, UK, 2015; pp. 320–341. [Google Scholar]
- Kim, S.-J.; Moon, J.-B.; Kim, G.-H.; Ha, C.-S. Mechanical properties of polypropylene/natural fiber composites: Comparison of wood fiber and cotton fiber. Polym. Test. 2008, 27, 801–806. [Google Scholar] [CrossRef]
- Kant, R. Textile dyeing industry an environmental hazard. Nat. Sci. 2012, 4, 5. [Google Scholar] [CrossRef]
- Dehghani, A.; Ardekani, S.M.; Al-Maadeed, M.A.; Hassan, A.; Wahit, M.U. Mechanical and thermal properties of date palm leaf fiber reinforced recycled poly(ethylene terephthalate) composites. Mater. Des. 2013, 52, 841–848. [Google Scholar] [CrossRef]
- Hristov, V.; Vasileva, S. Dynamic mechanical and thermal properties of modified poly(propylene) wood fiber composites. Macromol. Mater. Eng. 2003, 288, 798–806. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, J.; Ma, Y.; Agarwal, U.S. Study on mechanical properties, thermal stability and crystallization behavior of PET/MMT nanocomposites. Compos. Part B Eng. 2006, 37, 399–407. [Google Scholar] [CrossRef]
- Ke, Y.-C.; Wu, T.-B.; Xia, Y.-F. The nucleation, crystallization and dispersion behavior of PET–monodisperse SiO2 composites. Polymer 2007, 48, 3324–3336. [Google Scholar] [CrossRef]
- Crawford, R.J. Plastics Engineering; Elsevier: Oxford, UK, 1998. [Google Scholar]
- Blundell, D. On the interpretation of multiple melting peaks in poly(ether ether ketone). Polymer 1987, 28, 2248–2251. [Google Scholar] [CrossRef]
- Yasuniwa, M.; Sakamo, K.; Ono, Y.; Kawahara, W. Melting behavior of poly(l-lactic acid): X-ray and DSC analyses of the melting process. Polymer 2008, 49, 1943–1951. [Google Scholar] [CrossRef]
- Kong, Y.; Hay, J. Multiple melting behaviour of poly (ethylene terephthalate). Polymer 2003, 44, 623–633. [Google Scholar] [CrossRef]
- Varga, J.; Karger-Kocsis, J. Interfacial morphologies in carbon fibre-reinforced polypropylene microcomposites. Polymer 1995, 36, 4877–4881. [Google Scholar] [CrossRef]
- De Souza, A.M.C.; Caldeira, C.B. An investigation on recycled PET/PP and recycled PET/PP-EP compatibilized blends: Rheological, morphological, and mechanical properties. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Gangil, S.; Bhargav, V.K. Influence of torrefaction on intrinsic bioconstituents of cotton stalk: Tg-insights. Energy 2018, 142, 1066–1073. [Google Scholar] [CrossRef]
- Dan-mallam, Y.; Abdullah, M.Z.; Yusoff, P.S.M.M. Mechanical properties of recycled kenaf/polyethylene terephthalate (PET) fiber reinforced polyoxymethylene (POM) hybrid composite. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Nurul Fazita, M.; Jayaraman, K.; Bhattacharyya, D.; Mohamad Haafiz, M.; Saurabh, C.K.; Hussin, M.H.; HPS, A.K. Green composites made of bamboo fabric and poly(lactic) acid for packaging applications—a review. Materials 2016, 9, 435. [Google Scholar] [CrossRef]
- Alongi, J.; Camino, G.; Malucelli, G. Heating rate effect on char yield from cotton, poly(ethylene terephthalate) and blend fabrics. Carbohydr. Polym. 2013, 92, 1327–1334. [Google Scholar] [CrossRef]
- Alongi, J.; Carosio, F.; Malucelli, G. Influence of ammonium polyphosphate-/poly(acrylic acid)-based layer by layer architectures on the char formation in cotton, polyester and their blends. Polym. Degrad. Stab. 2012, 97, 1644–1653. [Google Scholar] [CrossRef]
- Levchik, S.V.; Weil, E.D. A review on thermal decomposition and combustion of thermoplastic polyesters. Polym. Adv. Technol. 2004, 15, 691–700. [Google Scholar] [CrossRef]
- Hujuri, U.; Ghoshal, A.K.; Gumma, S. Temperature-dependent pyrolytic product evolution profile for polyethylene terephthalate. J. Appl. Polym. Sci. 2013, 130, 3993–4000. [Google Scholar] [CrossRef]
- Candan, Z.; Gardner, D.J.; Shaler, S.M. Dynamic mechanical thermal analysis (DMTA) of cellulose nanofibril/nanoclay/pMDI nanocomposites. Compos. Part B Eng. 2016, 90, 126–132. [Google Scholar] [CrossRef]
- Marques, M.F.; Lunz, J.N.; Aguiar, V.O.; Grafova, I.; Kemell, M.; Visentin, F.; Sartori, A.; Grafov, A. Thermal and mechanical properties of sustainable composites reinforced with natural fibers. J. Polym. Environ. 2015, 23, 251–260. [Google Scholar] [CrossRef]
- Torres-Giner, S.; Montanes, N.; Fenollar, O.; García-Sanoguera, D.; Balart, R. Development and optimization of renewable vinyl plastisol/wood flour composites exposed to ultraviolet radiation. Mater. Des. 2016, 108, 648–658. [Google Scholar] [CrossRef]
- Negoro, T.; Thodsaratpreeyakul, W.; Takada, Y.; Thumsorn, S.; Inoya, H.; Hamada, H. Role of crystallinity on moisture absorption and mechanical performance of recycled PET compounds. Energy Procedia 2016, 89, 323–327. [Google Scholar] [CrossRef]
- Badia, J.; Vilaplana, F.; Karlsson, S.; Ribes-Greus, A. Thermal analysis as a quality tool for assessing the influence of thermo-mechanical degradation on recycled poly(ethylene terephthalate). Polym. Test. 2009, 28, 169–175. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | L* | a* | b* | Tone | Density (g·cm−3) |
|---|---|---|---|---|---|
| Bio-PET100 | 75.4 ± 1.0 | −2.3 ± 0.3 | −2.9 ± 0.4 |  | 1.253 ± 0.003 |
| Bio-PET99/RCF01 | 46.8 ± 1.5 | −1.2 ± 0.3 | 4.7 ± 1.8 |  | 1.280 ± 0.002 |
| Bio-PET98/RCF02 | 35.2 ± 1.0 | −0.9 ± 0.1 | 5.2 ± 1.0 |  | 1.285 ± 0.011 |
| Bio-PET97/RCF03 | 32.2 ± 0.8 | −0.3 ± 0.2 | 5.0 ± 1.3 |  | 1.291 ± 0.004 |
| Bio-PET96/RCF04 | 28.1 ± 1.6 | −0.4 ± 0.1 | 3.4 ± 0.9 |  | 1.294 ± 0.001 |
| Bio-PET95/RCF05 | 26.6 ± 1.3 | 0.5 ±0.1 | 1.6 ± 0.7 |  | 1.296 ± 0.002 |
| Bio-PET90/RCF10 | 26.6 ± 2.5 | 0.3 ± 0.2 | 1.0 ± 0.4 |  | 1.301 ± 0.003 |
| Piece | Tensile Strength (MPa) | Tensile Modulus (MPa) | Elongation at Break (%) | Shore D Hardness | Impact Strength (kJ·m−2) |
|---|---|---|---|---|---|
| Bio-PET100 | 50.7 ± 2.1 | 777 ± 58 | 378.4 ± 12.7 | 67.0 ± 2.7 | 2.97 ± 0.4 |
| Bio-PET99/RCF01 | 48.1 ± 8.6 | 843 ± 83 | 8.1 ± 2.1 | 70.1 ± 0.2 | 1.06 ± 0.6 |
| Bio-PET98/RCF02 | 42.9 ± 4.9 | 898 ± 102 | 6.5 ± 0.9 | 71.5 ± 0.6 | 0.96 ± 0.6 |
| Bio-PET97/RCF03 | 39.7 ± 7.2 | 907 ± 82 | 6.2 ± 1.4 | 73.0 ± 0.7 | 0.96 ± 0.6 |
| Bio-PET96/RCF04 | 36.7 ± 0.9 | 908 ± 18 | 5.7 ± 0.9 | 74.6 ± 0.5 | 0.91 ± 0.5 |
| Bio-PET95/RCF05 | 29.9 ± 3.7 | 950 ± 44 | 4.2 ± 0.2 | 75.5 ± 1.0 | 0.91 ± 0.3 |
| Bio-PET90/RCF10 | 24.4 ± 2.4 | 1124 ± 45 | 2.8 ± 0.8 | 76.3 ± 0.4 | 0.30 ± 0.1 |
| Piece | Tg (°C) | Tcc (°C) | Tm (°C) | ΔHcc (J·g−1) | ΔHm (J·g−1) | Xc (%) |
|---|---|---|---|---|---|---|
| Bio-PET100 | 81.3 ± 0.9 | 155.6 ± 0.9 | 245.6 ± 1.4 | 9.4 ± 0.1 | 26.2 ± 1.9 | 25.4 ± 1.4 |
| Bio-PET99/RCF01 | 81.4 ± 0.4 | - | 248.6 ± 0.8 | - | 35.6 ± 2.5 | 25.7 ± 1.8 |
| Bio-PET98/RCF02 | 80.7 ± 0.6 | - | 248.4 ± 0.4 | - | 36.5 ± 2.0 | 26.6 ± 1.5 |
| Bio-PET97/RCF03 | 79.0 ± 2.7 | - | 247.1 ± 0.5 | - | 38.4 ± 1.9 | 28.2 ± 1.4 |
| Bio-PET96/RCF04 | 80.1 ± 1.8 | - | 248.5 ± 0.3 | - | 38.8 ± 1.4 | 28.8 ± 1.1 |
| Bio-PET95/RCF05 | 79.2 ± 0.2 | - | 248.1 ± 0.6 | - | 38.5 ± 0.3 | 29.0 ± 0.2 |
| Bio-PET90/RCF10 | 79.4 ± 0.1 | - | 249.2 ± 0.4 | - | 35.0 ± 0.1 | 27.8 ± 0.1 |
| Code | Tonset (°C) | Tdeg1 (°C) | Tdeg2 (°C) | Tdeg3 (°C) | Residual Weight (%) |
|---|---|---|---|---|---|
| Bio-PET100 | 336.5 ± 1.3 | - | 448.0 ± 0.1 | - | 0.19 ± 0.03 |
| Bio-PET99/RCF01 | 348.9 ± 1.9 | 380.0 ± 1.3 | 447.7 ± 0.1 | 555.0 ± 1.3 | 0.21 ± 0.01 |
| Bio-PET98/RCF02 | 345.0 ± 3.6 | 375.3 ± 2.2 | 447.8 ± 0.1 | 564.3 ± 1.6 | 0.25 ± 0.02 |
| Bio-PET97/RCF03 | 361.6 ± 2.2 | 389.3 ± 1.3 | 450.0 ± 1.3 | 576.0 ± 1.9 | 0.36 ± 0.04 |
| Bio-PET96/RCF04 | 361.3 ± 1.6 | 373.0 ± 1.9 | 448.6 ± 1.6 | 562.0 ± 1.3 | 0.92 ± 0.03 |
| Bio-PET95/RCF05 | 359.8 ± 1.9 | 370.7 ± 1.3 | 448.7 ± 0.1 | 562.0 ± 1.6 | 1.02 ± 0.02 |
| Bio-PET90/RCF10 | 355.5 ± 1.3 | 380.0 ± 1.6 | 448.8 ± 0.1 | 587.7 ± 1.3 | 1.41 ± 0.05 |
| Sample | Bio-PET (wt%) | RCF (wt%) |
|---|---|---|
| Bio-PET100 | 100 | 0 |
| Bio-PET99/RCF01 | 99 | 1 |
| Bio-PET98/RCF02 | 98 | 2 |
| Bio-PET97/RCF03 | 97 | 3 |
| Bio-PET96/RCF04 | 96 | 4 |
| Bio-PET95/RCF05 | 95 | 5 |
| Bio-PET90/RCF10 | 90 | 10 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Montava-Jordà, S.; Torres-Giner, S.; Ferrandiz-Bou, S.; Quiles-Carrillo, L.; Montanes, N. Development of Sustainable and Cost-Competitive Injection-Molded Pieces of Partially Bio-Based Polyethylene Terephthalate through the Valorization of Cotton Textile Waste. Int. J. Mol. Sci. 2019, 20, 1378. https://doi.org/10.3390/ijms20061378
Montava-Jordà S, Torres-Giner S, Ferrandiz-Bou S, Quiles-Carrillo L, Montanes N. Development of Sustainable and Cost-Competitive Injection-Molded Pieces of Partially Bio-Based Polyethylene Terephthalate through the Valorization of Cotton Textile Waste. International Journal of Molecular Sciences. 2019; 20(6):1378. https://doi.org/10.3390/ijms20061378
Chicago/Turabian StyleMontava-Jordà, Sergi, Sergio Torres-Giner, Santiago Ferrandiz-Bou, Luis Quiles-Carrillo, and Nestor Montanes. 2019. "Development of Sustainable and Cost-Competitive Injection-Molded Pieces of Partially Bio-Based Polyethylene Terephthalate through the Valorization of Cotton Textile Waste" International Journal of Molecular Sciences 20, no. 6: 1378. https://doi.org/10.3390/ijms20061378
APA StyleMontava-Jordà, S., Torres-Giner, S., Ferrandiz-Bou, S., Quiles-Carrillo, L., & Montanes, N. (2019). Development of Sustainable and Cost-Competitive Injection-Molded Pieces of Partially Bio-Based Polyethylene Terephthalate through the Valorization of Cotton Textile Waste. International Journal of Molecular Sciences, 20(6), 1378. https://doi.org/10.3390/ijms20061378