
Finite-Element Thermal Analysis and Grain Growth Behavior of HAZ on Argon Tungsten-Arc Welding of 443 Stainless Steel

Abstract
:
1. Introduction
2. Experimental Setup
2.1. The Welding Equipment
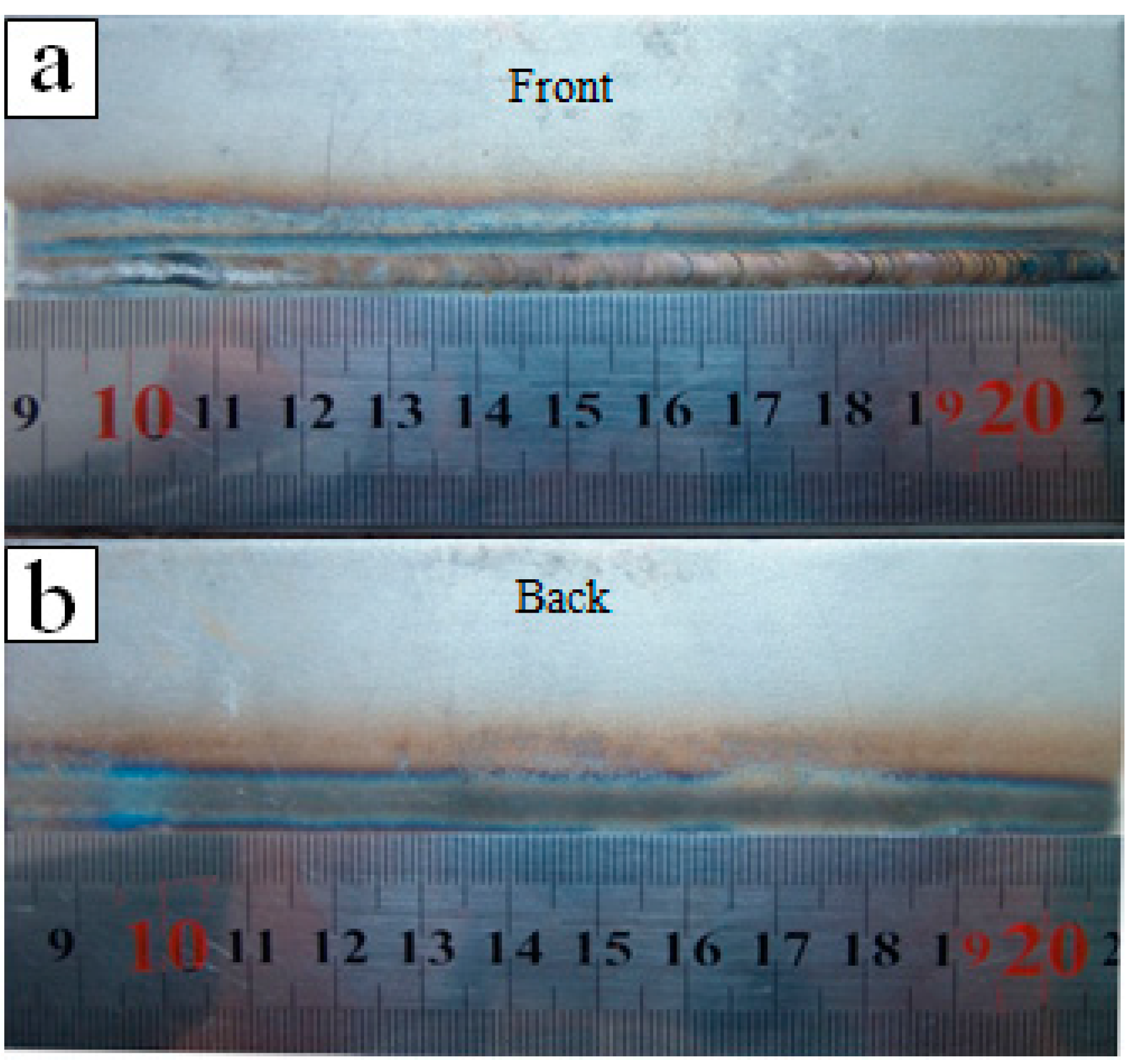
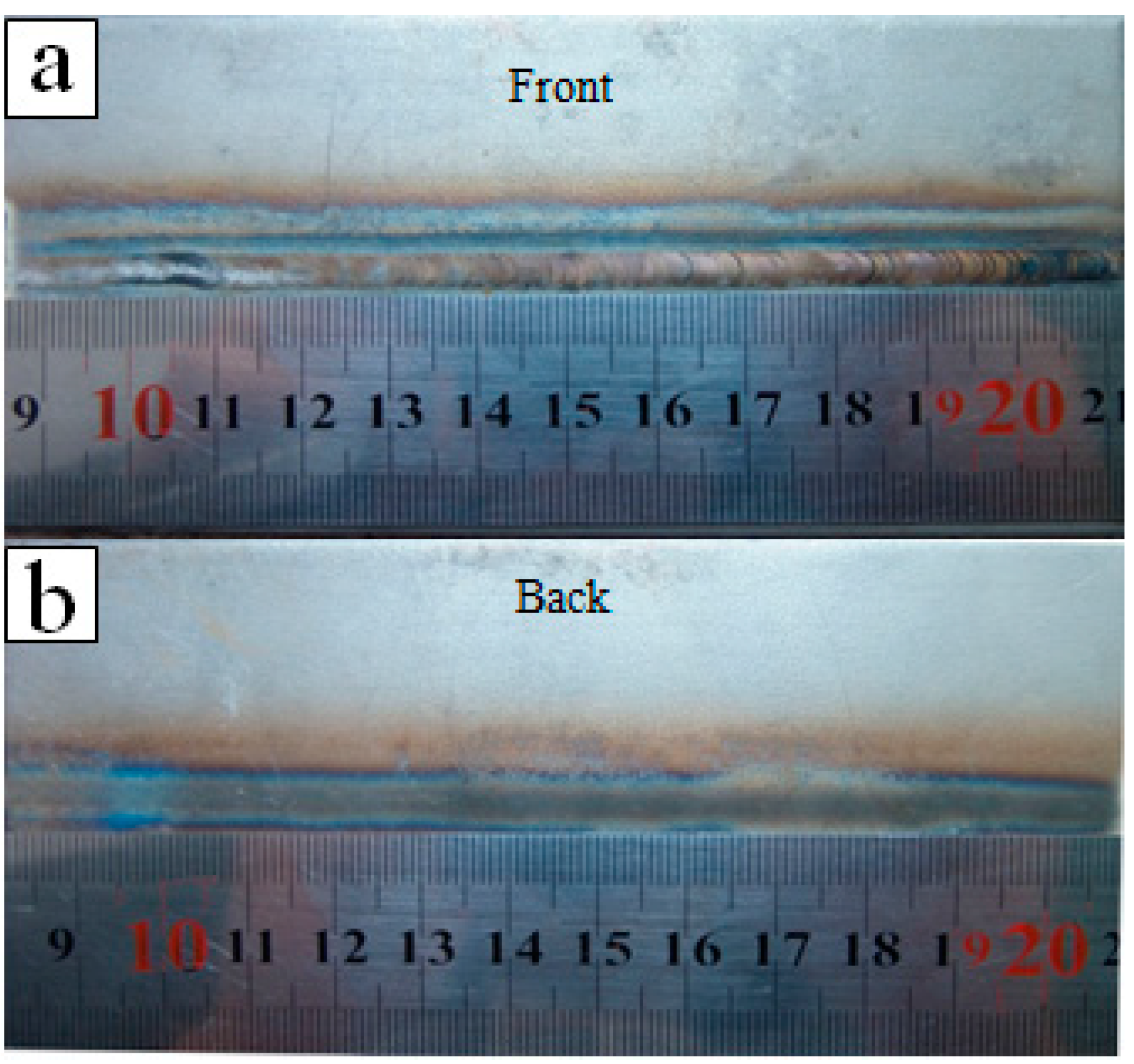
2.2. Material Welding
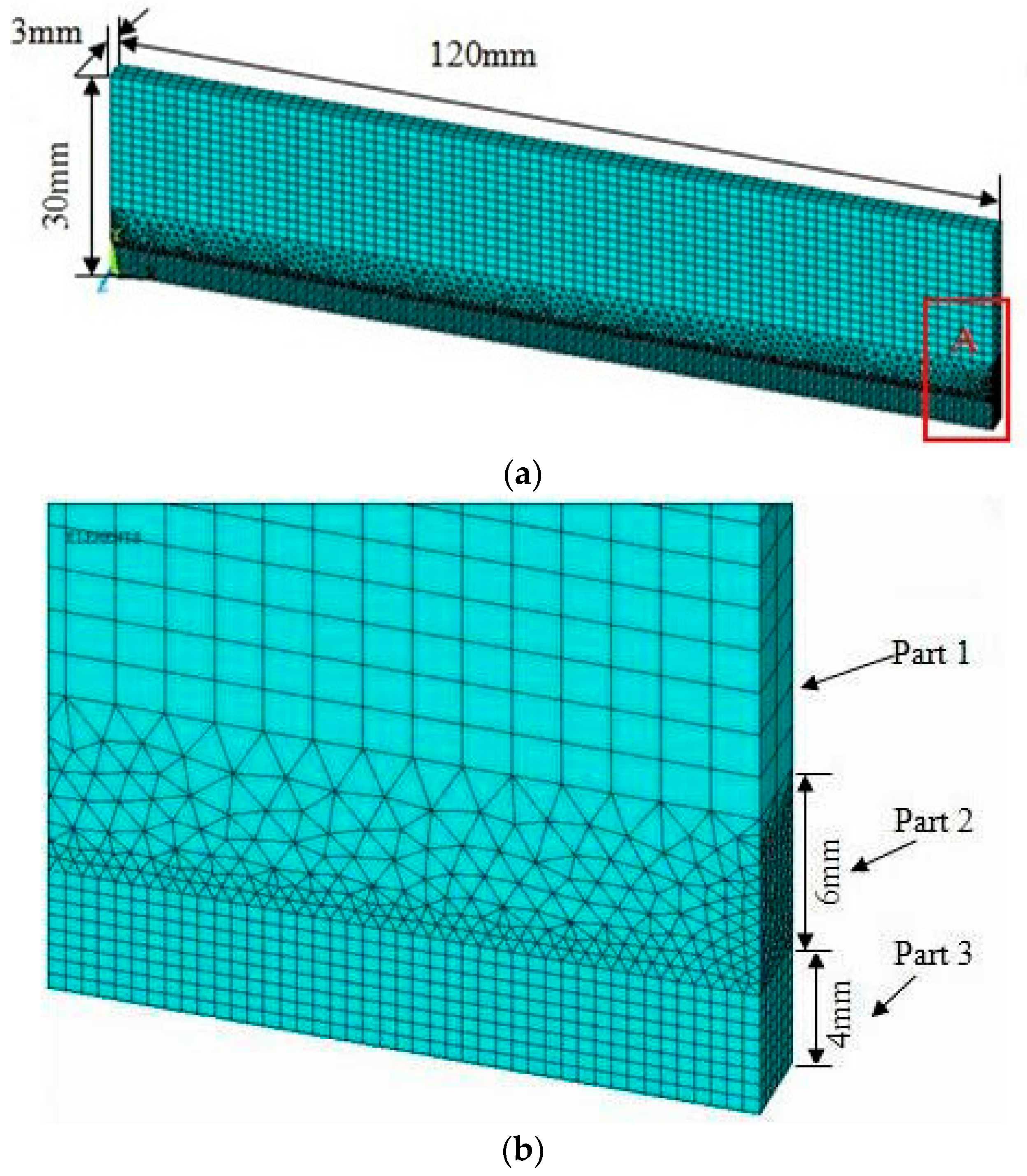
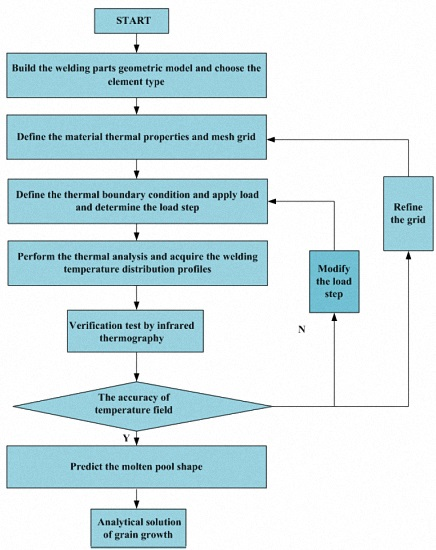
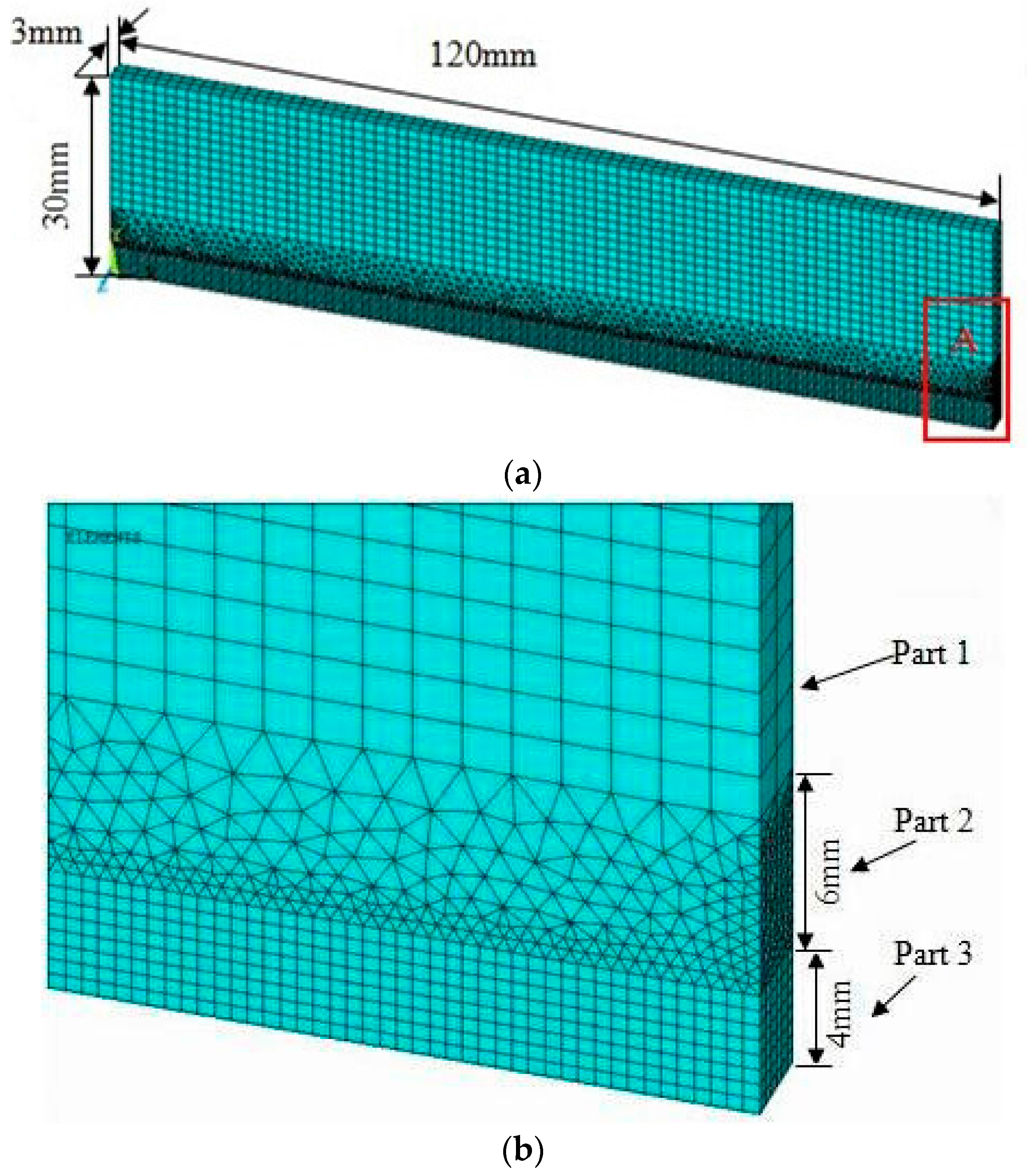
3. Finite Element Modeling
3.1. Numerical Model
3.2. Computational Assumptions
- (1)
- The material is isotropic.
- (2)
- The whole welding arc and pool system are axially symmetric.
- (3)
- The stir and fluid flow in the molten pool are ignored.
- (4)
- The arc radiation effect on the weld specimen is ignored.
3.3. Heart Source and Boundary Conditions
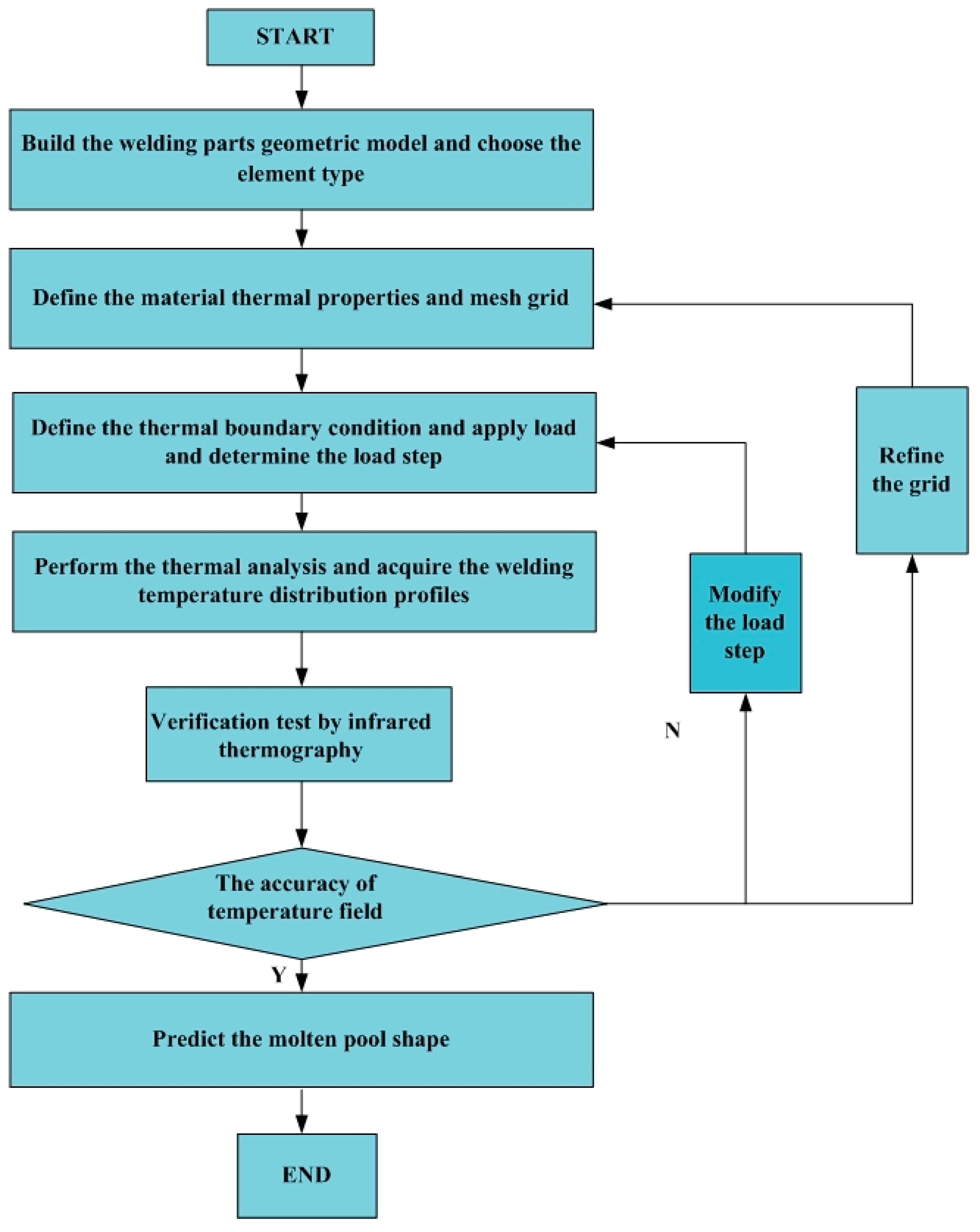
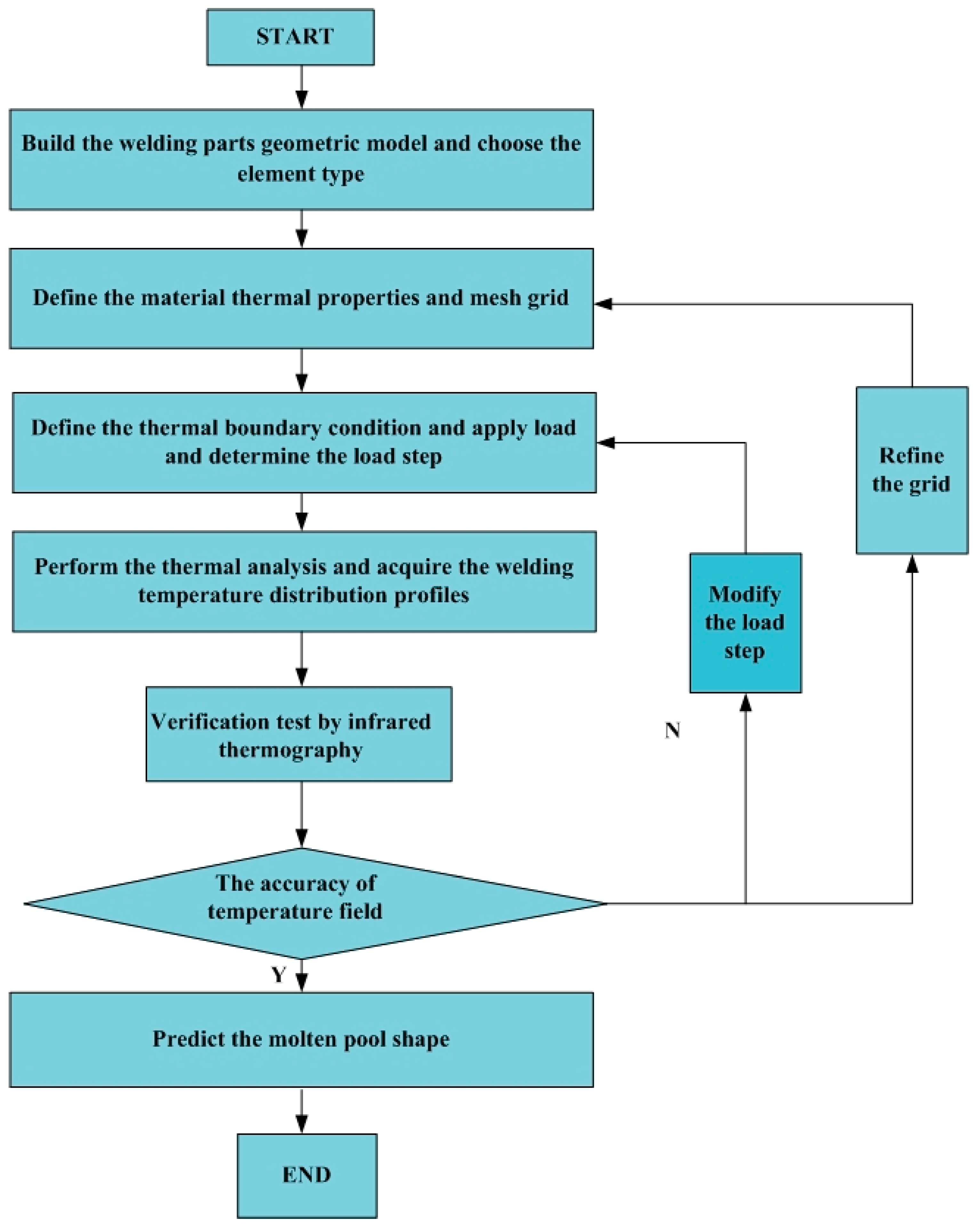
4. Simulating Process
5. Results and Discussions
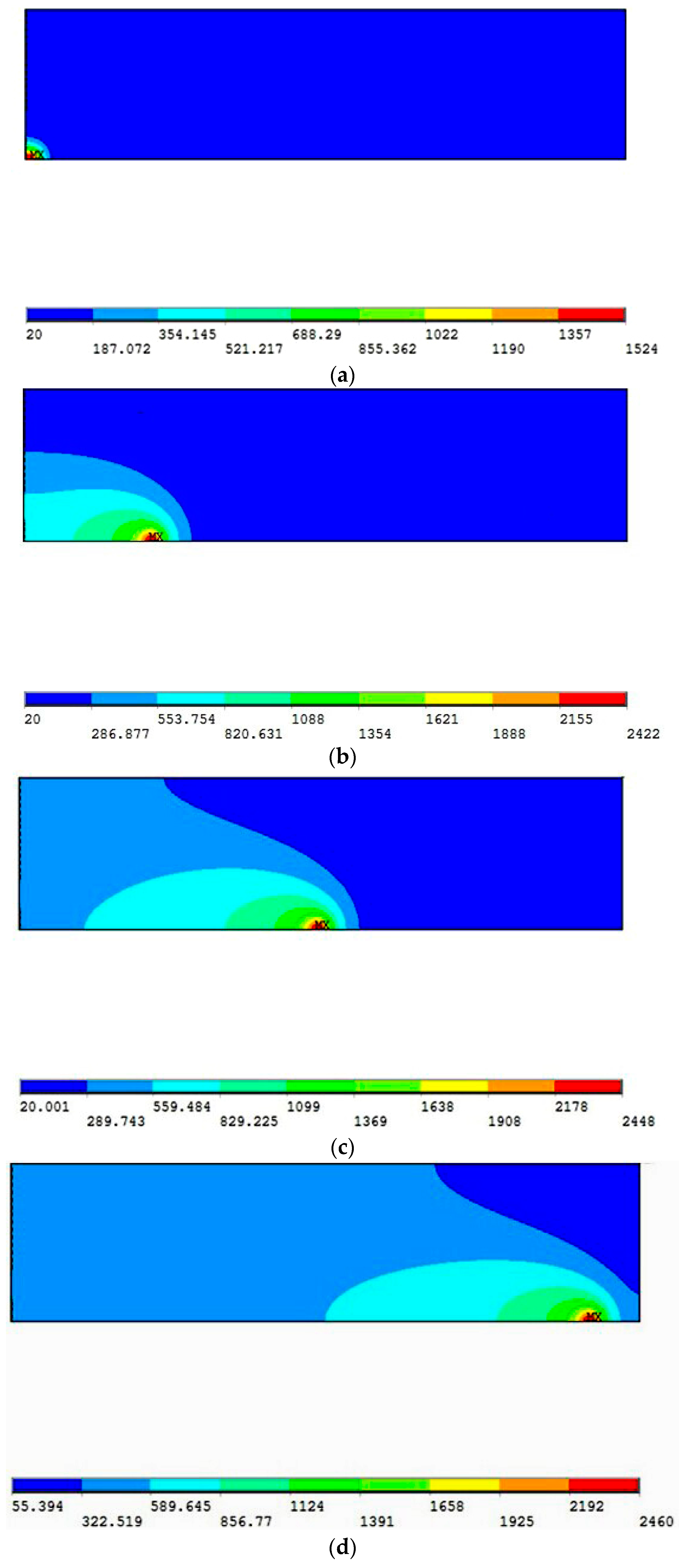
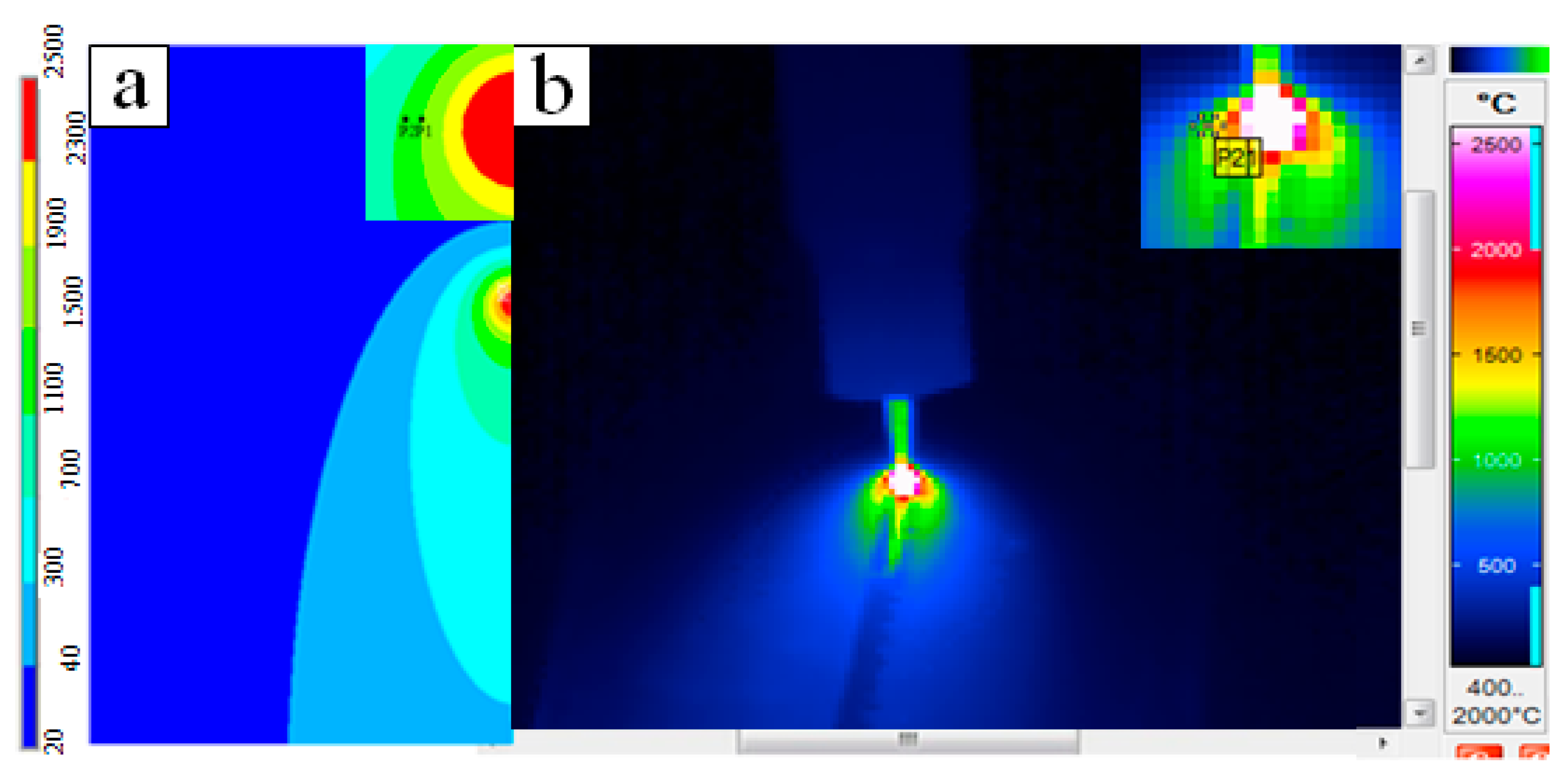
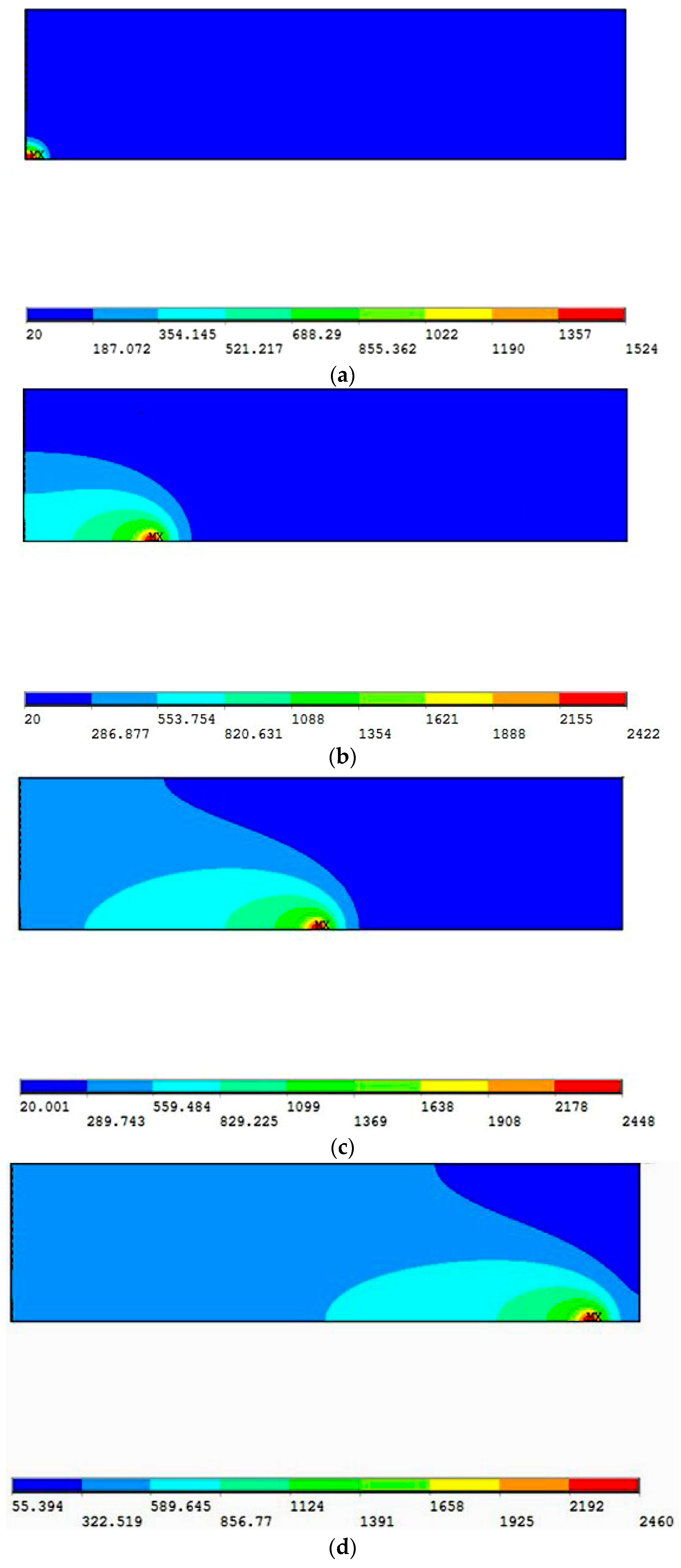
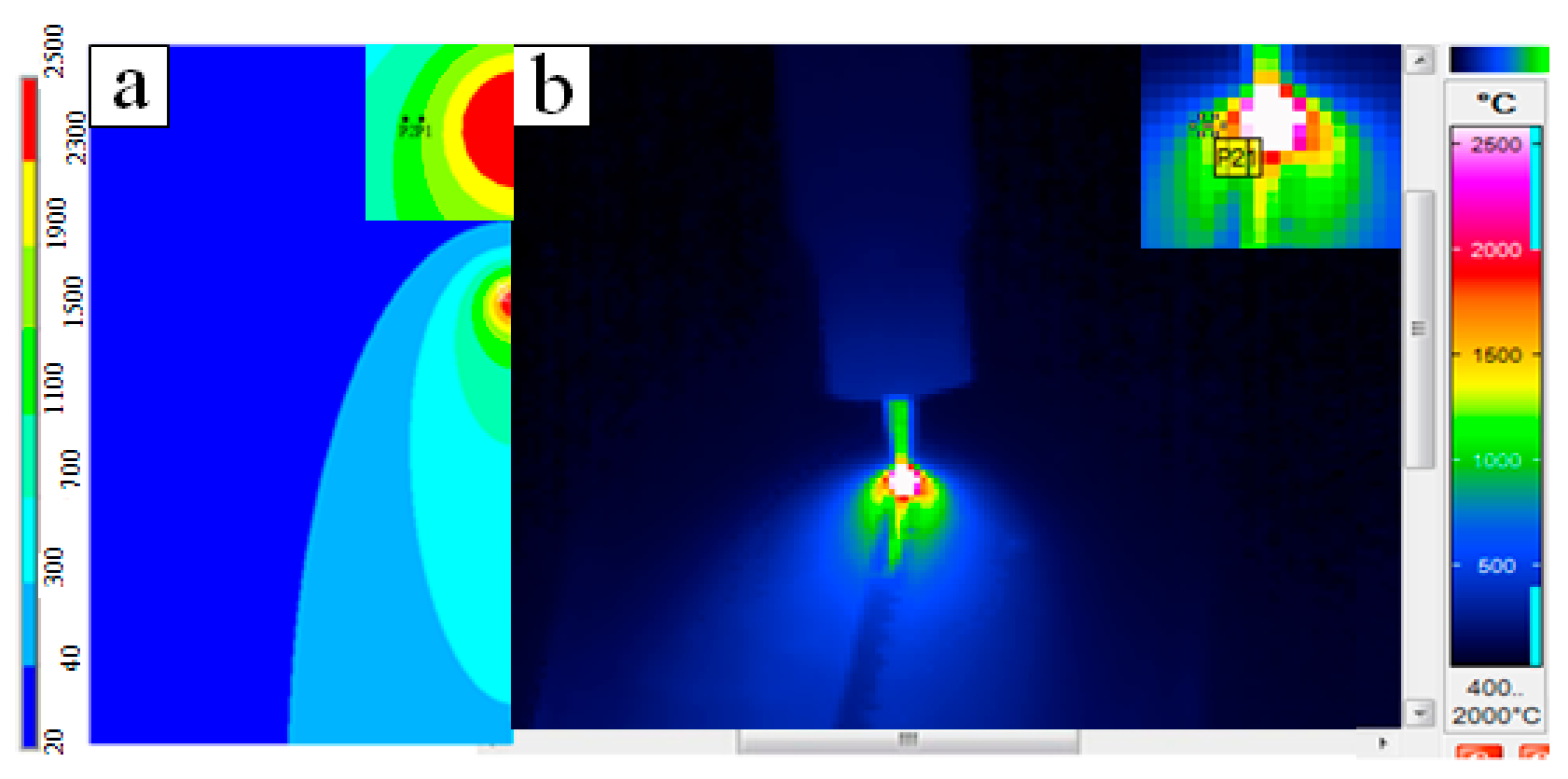
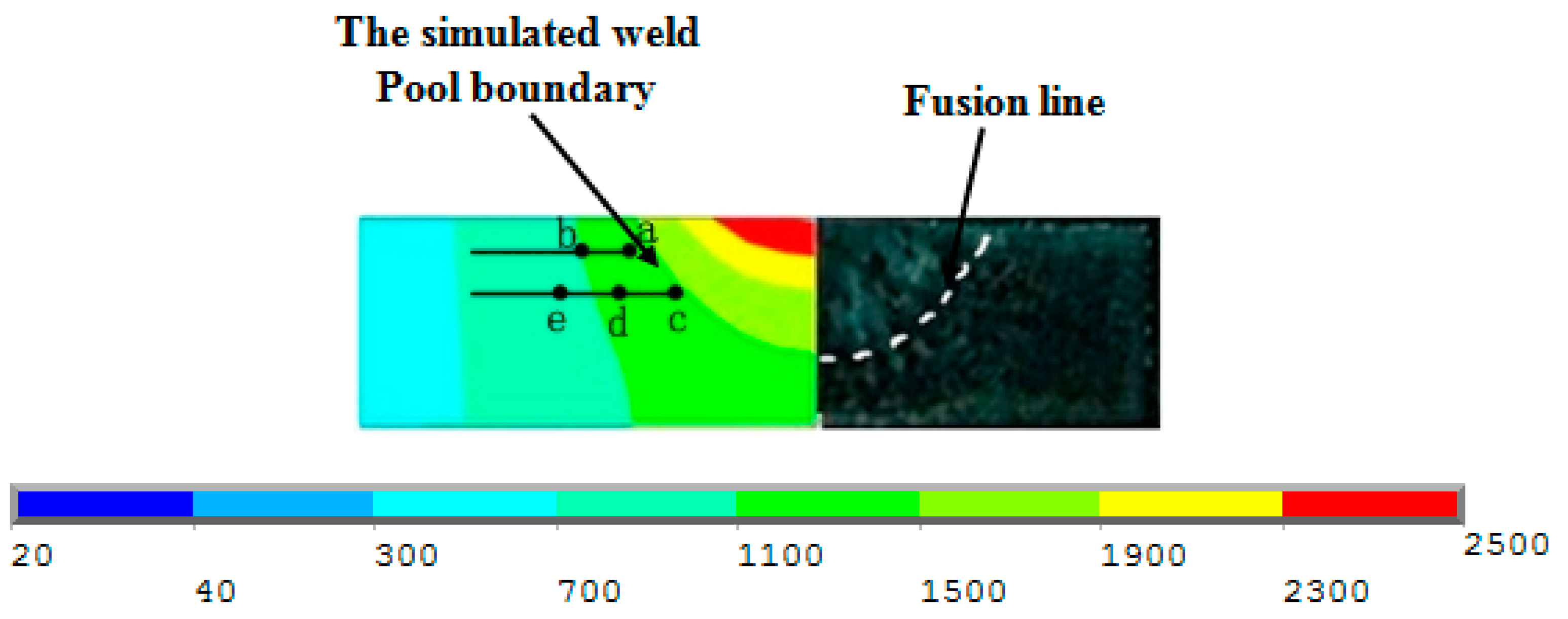
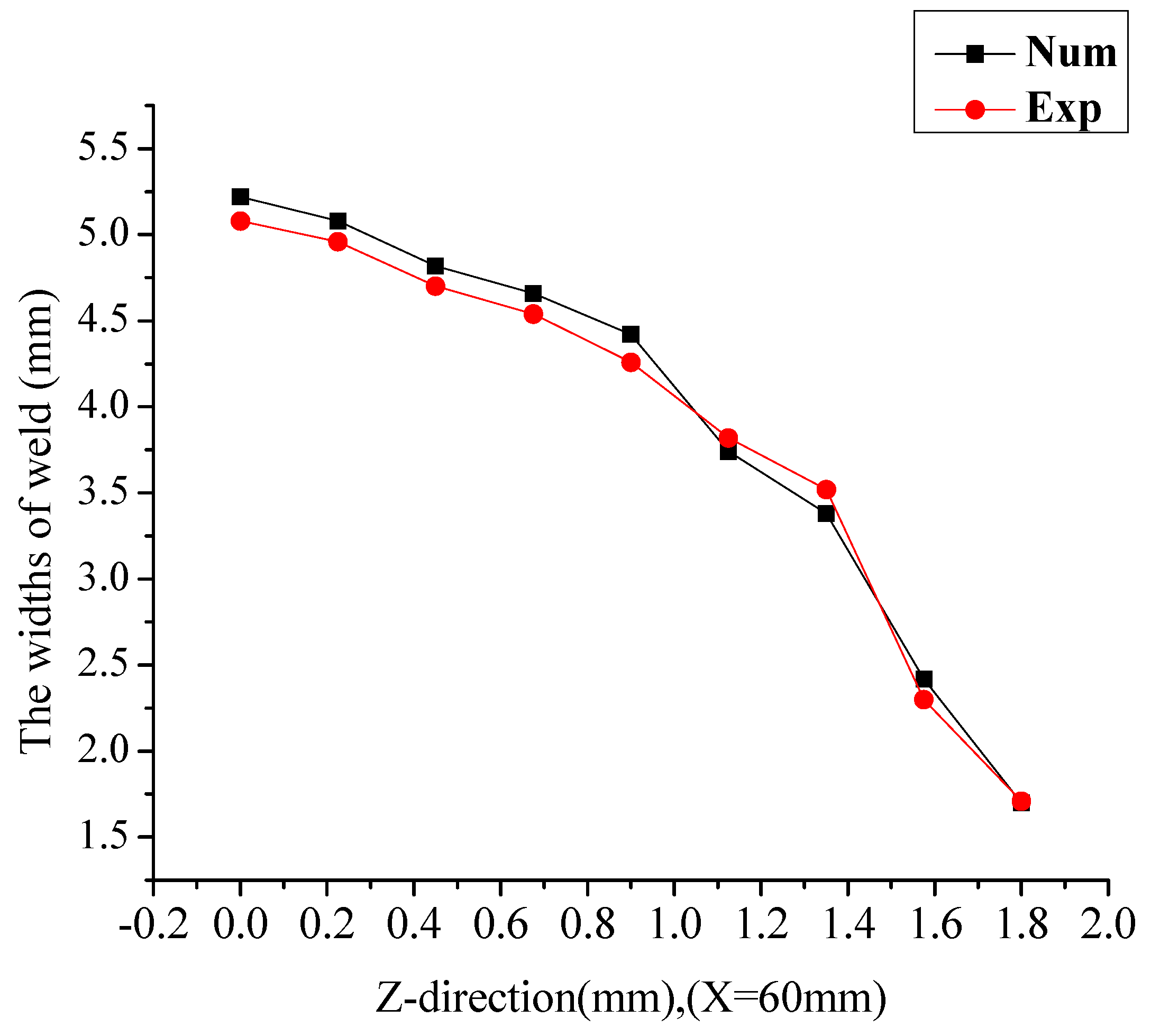
5.1. Temperature Field and Weld Bead Geometry
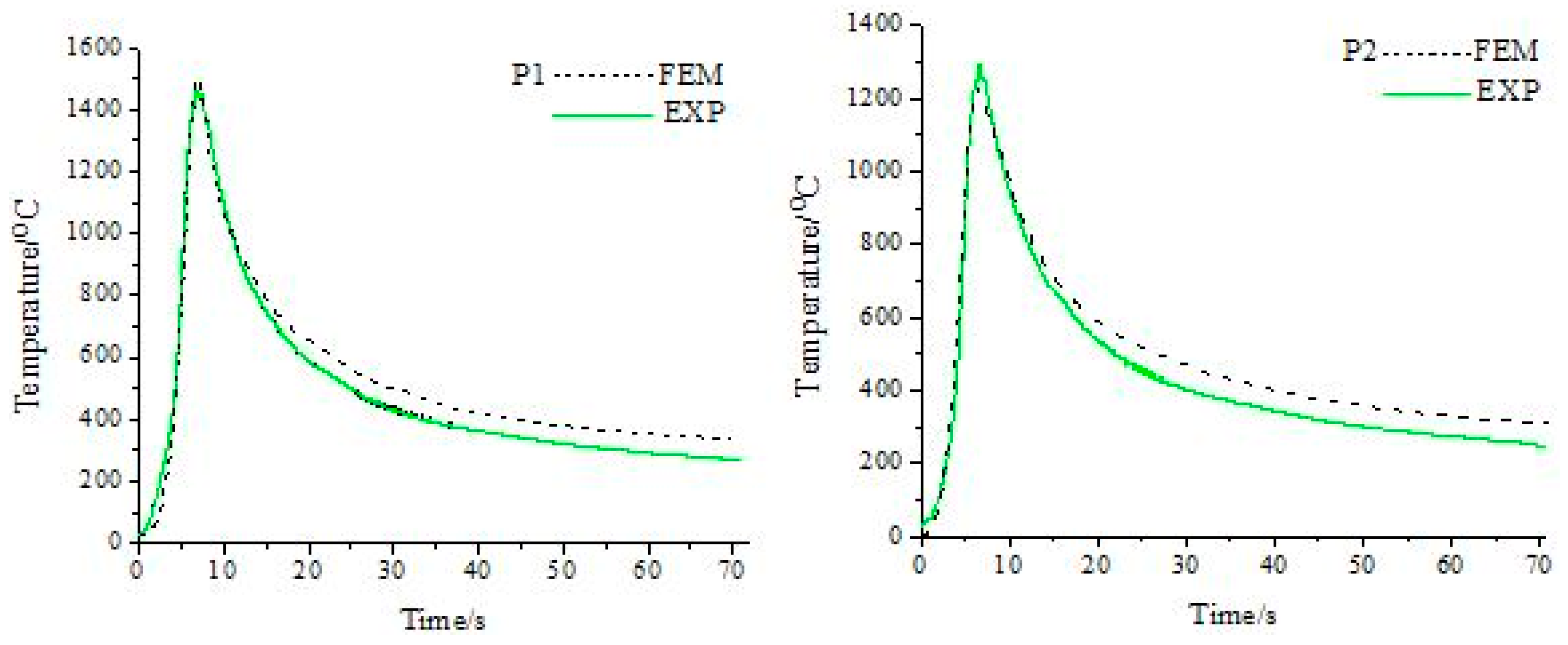
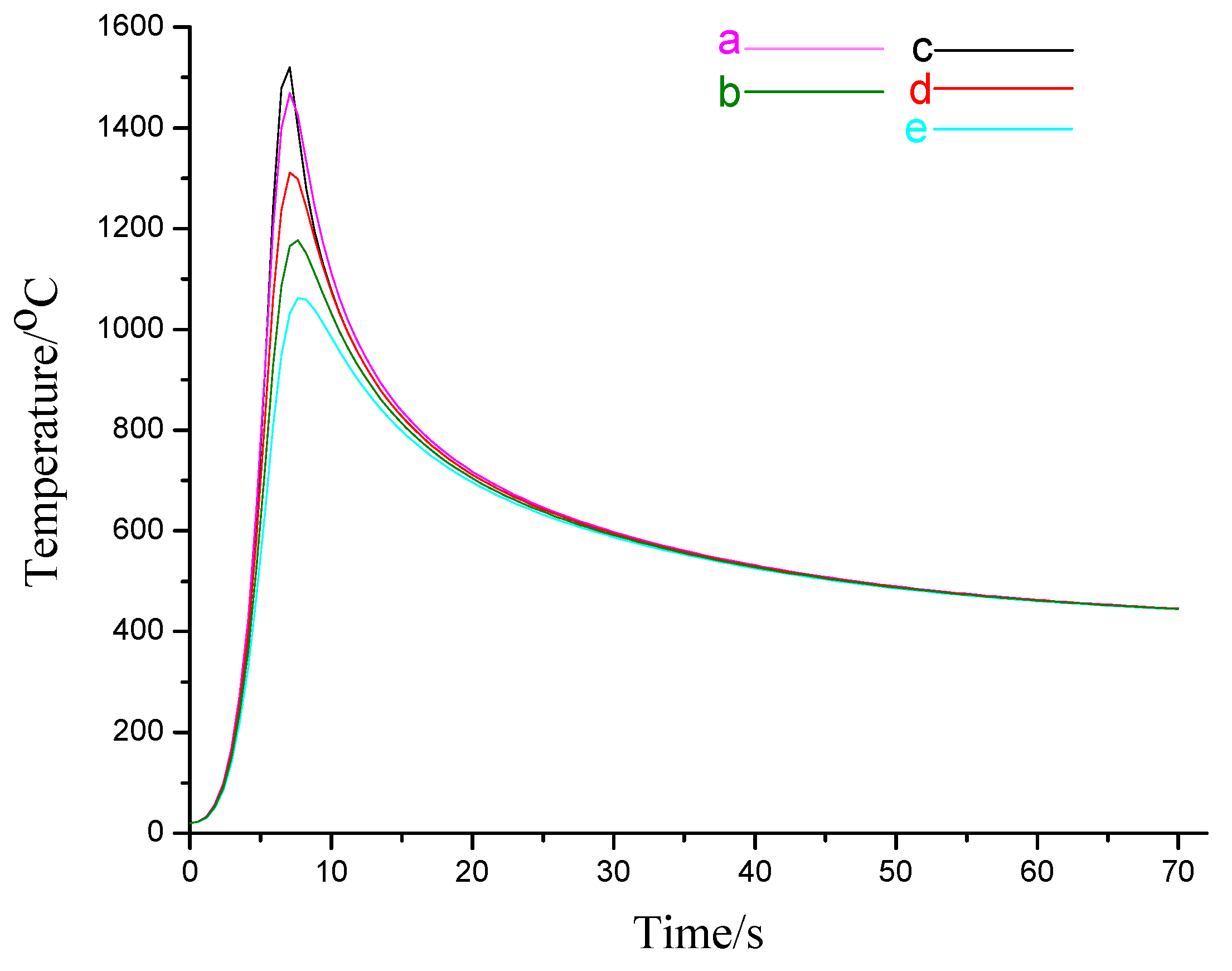
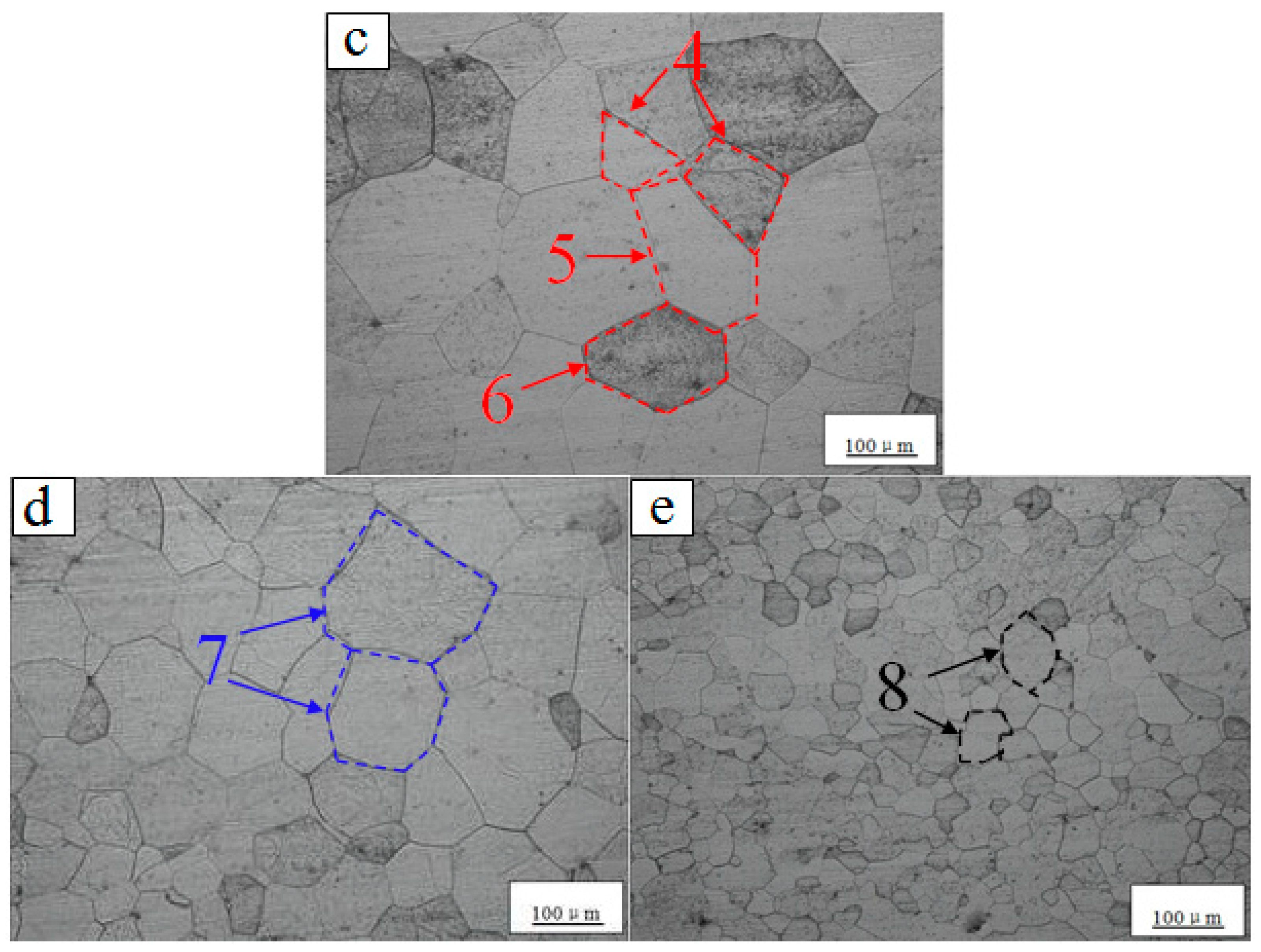
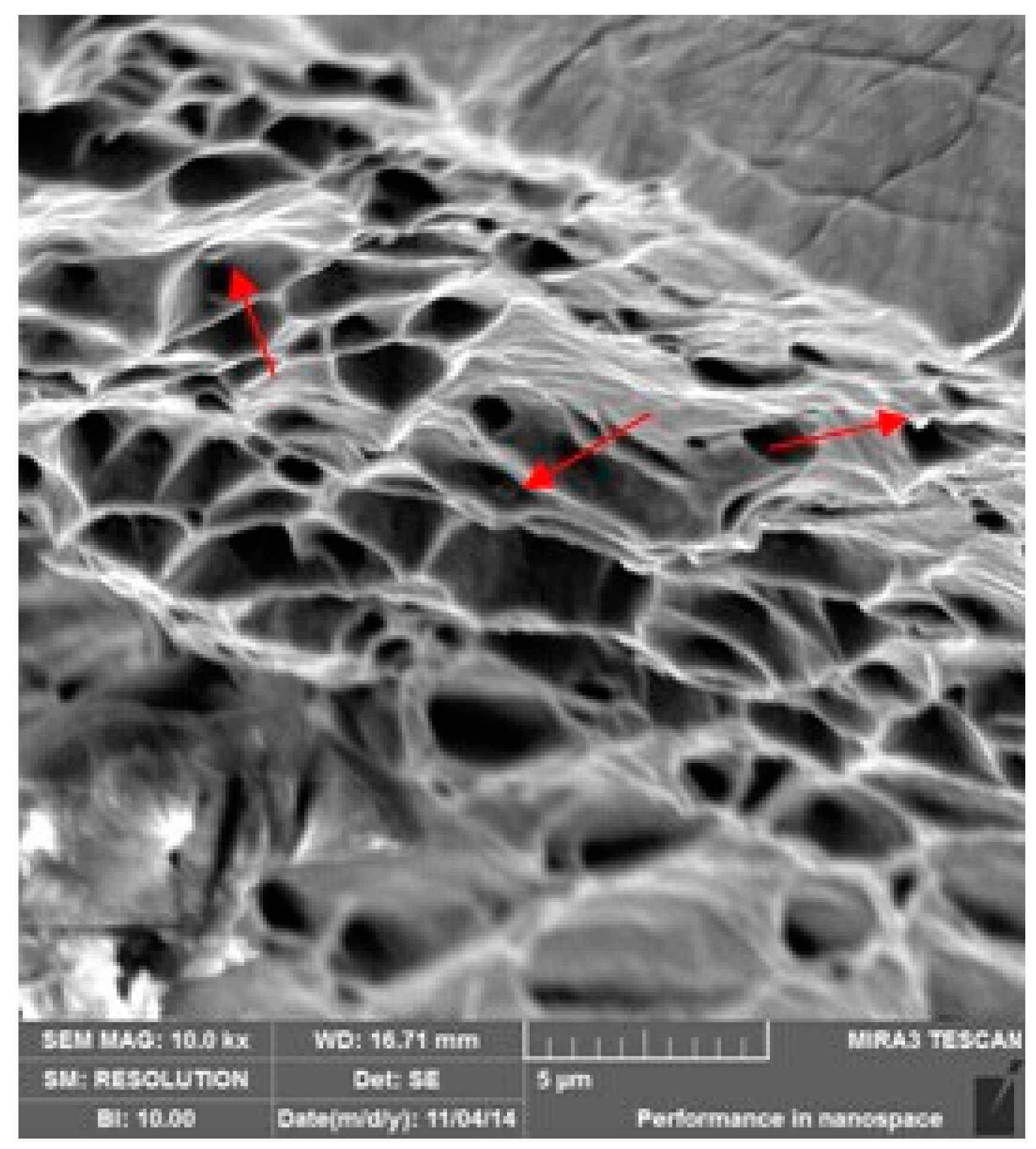
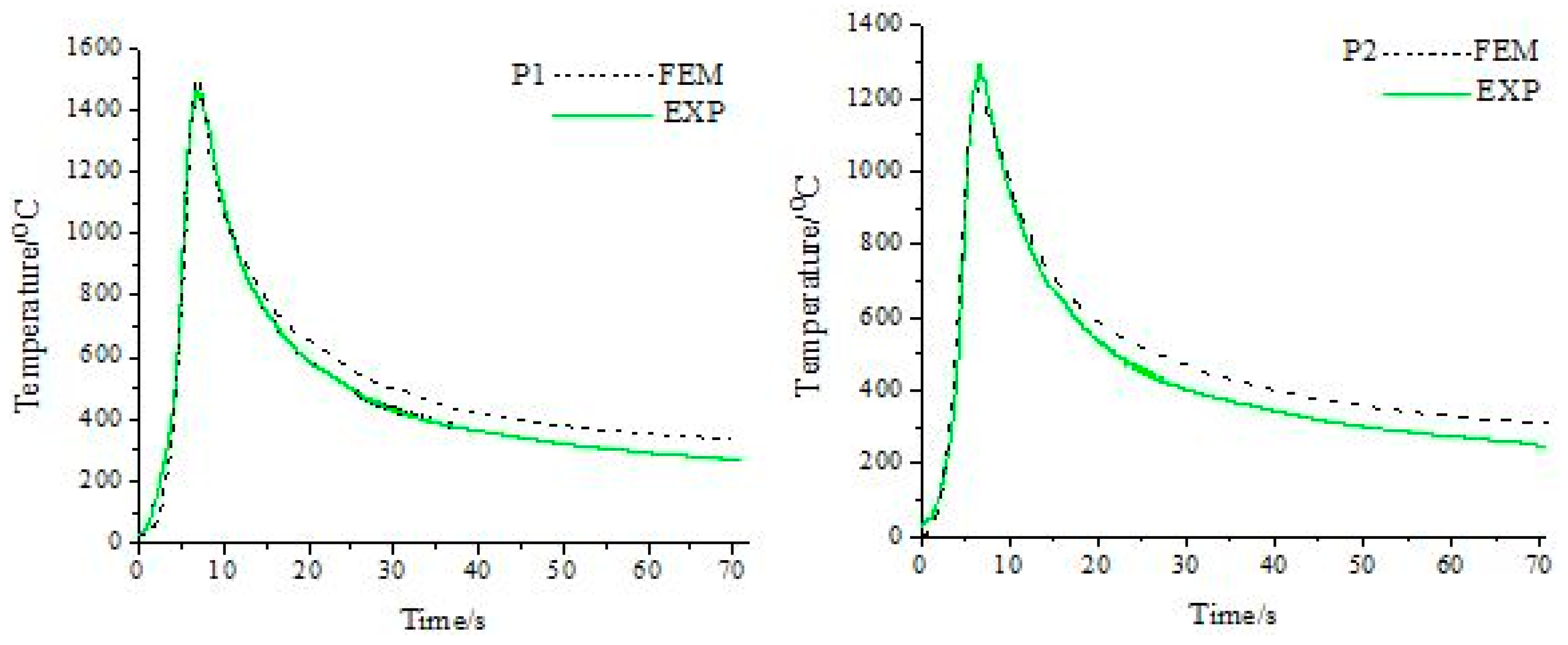
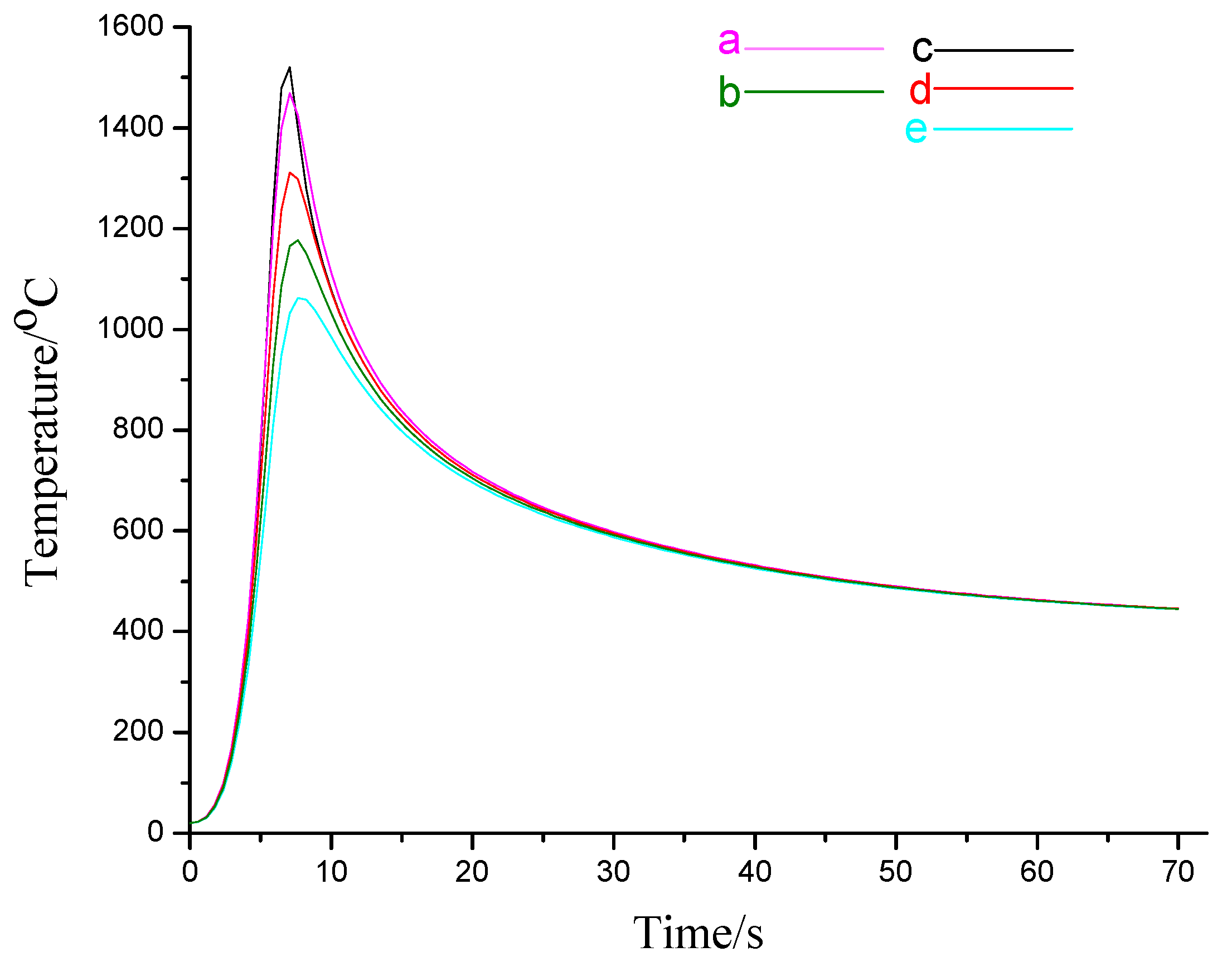
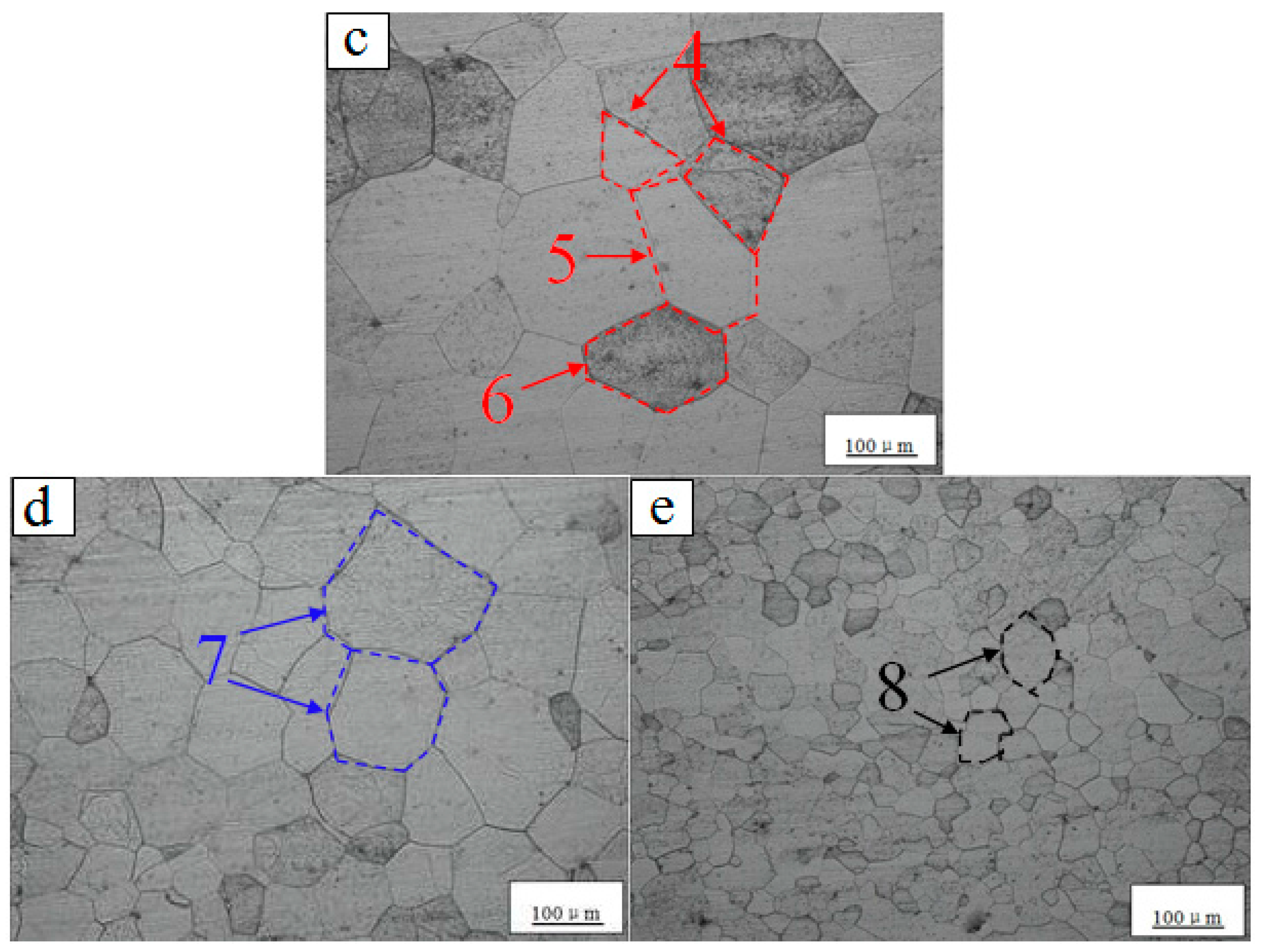
5.2. Thermal Cycle and Microstructure of the Heat-Affected Zone
- (1)
- The thermal cycle experienced.
- (2)
- Grain boundary migration
- (3)
- Particle precipitation.
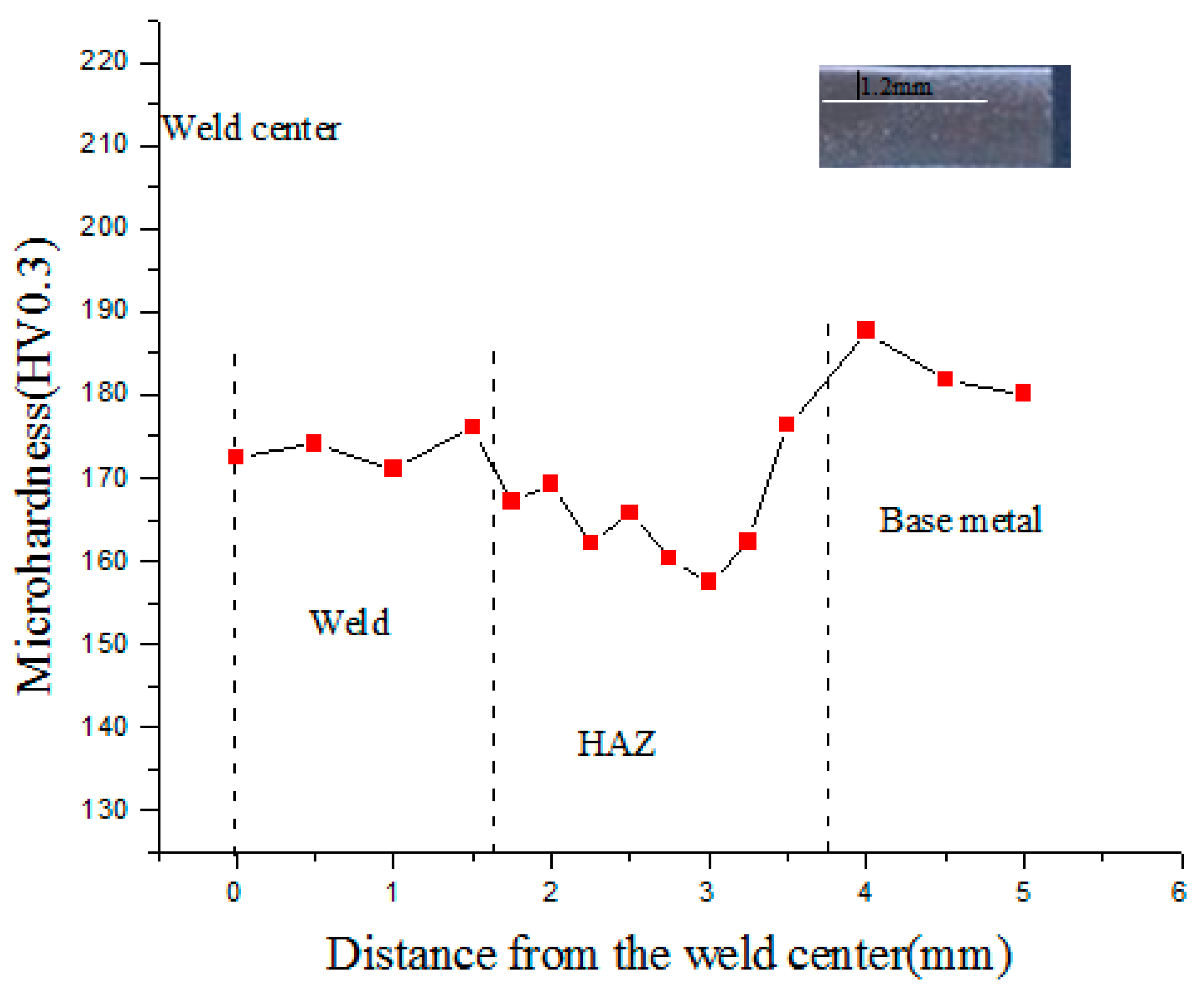
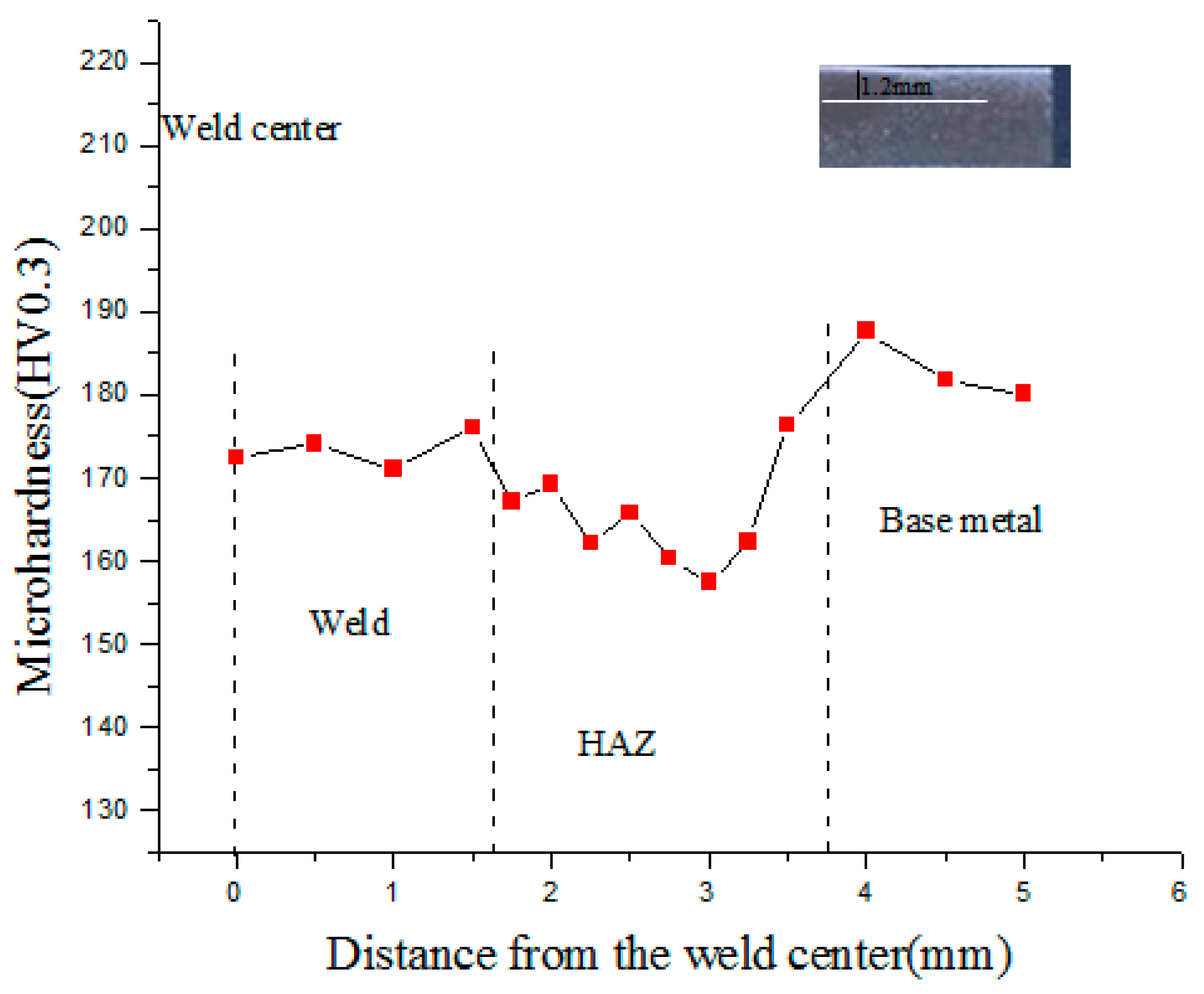
5.3. Microhardness Performance
6. Discussion
7. Conclusions
- (1)
- There is satisfactory agreement between the calculated weld dimensions and the experiment results of argon tungsten-arc welding of 443 stainless steel. The deviation of the simulation is less than 7%. This can be used to select the appropriate welding parameters to obtain a good weld size before welding.
- (2)
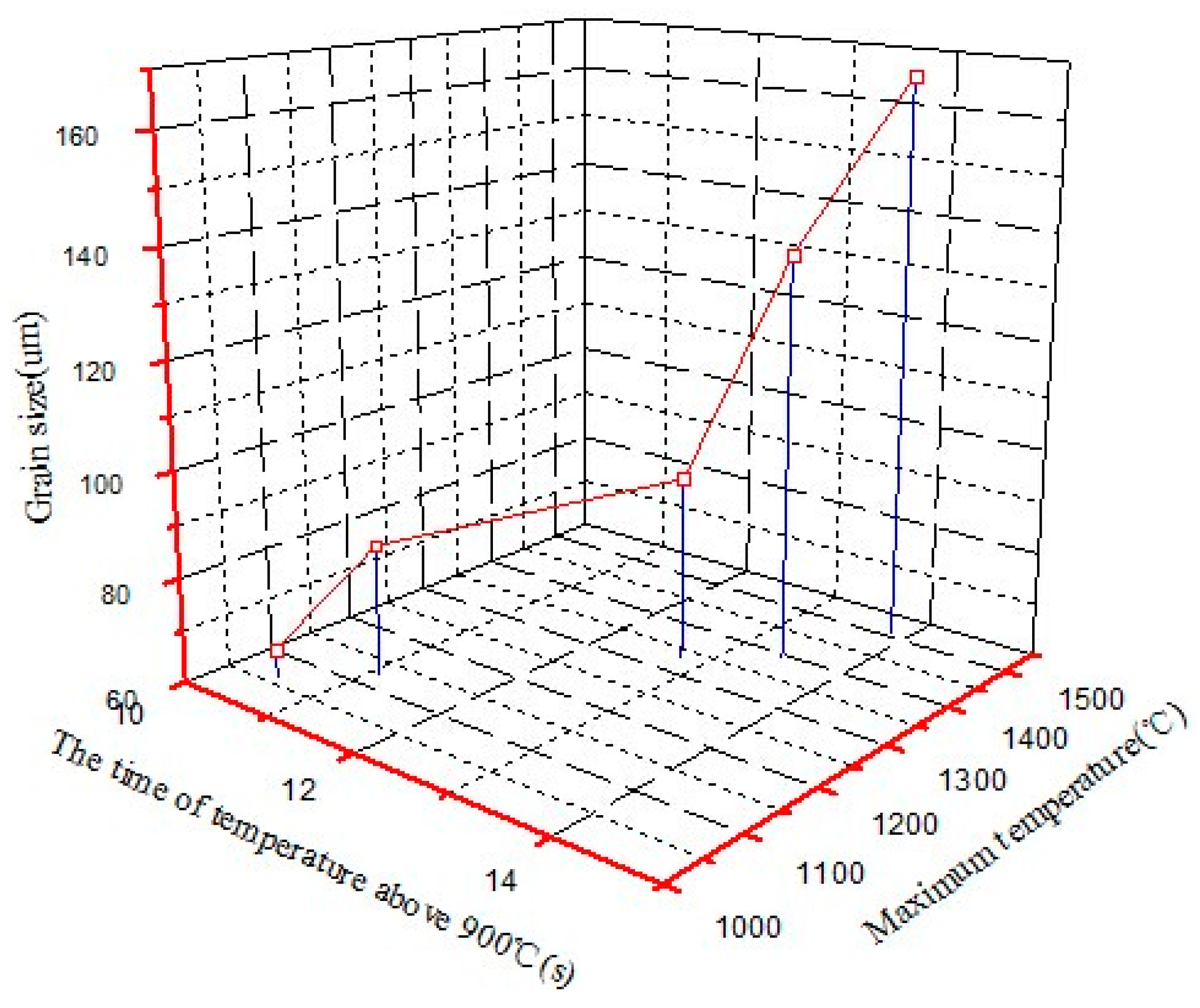
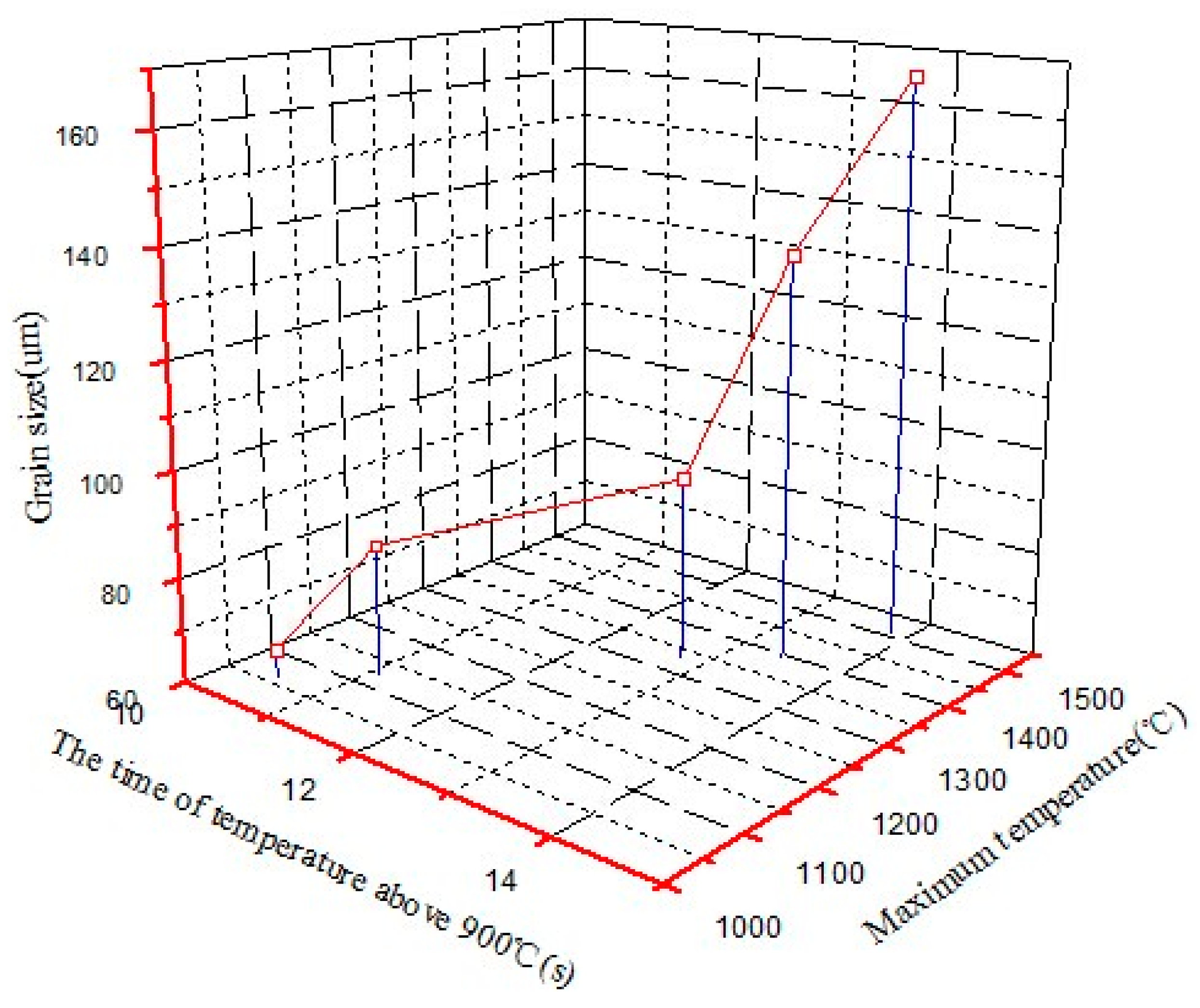
- In the welding process of 443 stainless steel, the grain growth of 443 stainless steel is influenced via three factors: (1) the thermal cycle experienced; (2) the grain boundary migration; and (3) the particle precipitation. Grain boundary migration is the main factor. Through the empirical equation of grain growth, the modified coefficient k of the grain growth index is calculated. The value is 1.16, and the percentage of error is about 5%.
- (3)
- The microhardness from the weld center to the base metal changed slightly. The lowest microhardness value appeared in the two-phase region, where the highest temperature is from 850 °C to 950 °C. The lowest value is 157.5 HV0.3, softening slightly compared to the base metal.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kianersi, D.; Mostafaei, A.; Amadeh, A.A. Resistance spot welding joints of AISI 316L austenitic stainless steel sheets: Phase transformations, mechanical properties and microstructure characterizations. Mater. Des. 2014, 61, 251–263. [Google Scholar] [CrossRef]
- Zhang, Z.Z.; Wu, C.X. Monte Carlo simulation of grain growth in heat-affected zone of 12 wt. % Cr ferritic stainless steel hybrid welds. Comput. Mater. Sci. 2012, 65, 442–449. [Google Scholar] [CrossRef]
- Zhang, X.; Fan, L.J.; Xu, Y.L.; Li, J.; Xiao, X.S.; Jiang, L.Z. Effect of aluminum on microstructure, mechanical properties and pitting corrosion resistance of ultra-pure 429 ferritic stainless steels. Mater. Des. 2015, 65, 682–689. [Google Scholar] [CrossRef]
- Holm, E.A.; Foiles, S.M. How Grain Growth Stops: A Mechanism for Grain-Growth Stagnation in Pure Materials. Science 2010, 328, 1138–1141. [Google Scholar] [CrossRef] [PubMed]
- Ashby, M.F.; Easterling, K.E. A first report on diagrams for grain growth in welds. Acta Metall. 1982, 30, 1969–1978. [Google Scholar] [CrossRef]
- Anderson, I.; Grong, O. Analytical modelling of grain growth in metals and alloys in the presence of growing and dissolving precipitates—II. Abnormal grain growth. Acta Metall. 1995, 43, 2673–2688. [Google Scholar] [CrossRef]
- Miodownik, M.; Holm, E.A.; Hassold, G.N. Highly parallel computer simulations of particle pinning: Zener vindicated. Scr. Mater. 2000, 42, 1173–1177. [Google Scholar] [CrossRef]
- Shome, M.; Gupta, O.P.; Mohanty, O.N. A modified analytical approach for modelling grain growth in the coarse grain HAZ of HSLA steels. Scr. Mater. 2004, 50, 1007–1010. [Google Scholar] [CrossRef]
- Shome, M. Effect of heat-input on austenite grain size in the heat-affected zone of HSLA-100 steel. Mater. Sci. Eng. A 2007, 445–446, 454–460. [Google Scholar] [CrossRef]
- Bayraktar, E.; Kaplan, D.; Devillers, L.; Chevalier, J.P. Grain growth mechanism during the welding of interstitial free (IF) steels. J. Mater. Process. Technol. 2007, 189, 114–125. [Google Scholar] [CrossRef]
- Fillon, A.; Sauvage, X.; Lawrence, B.; Sinclair, C.; Perez, M.; Cantergiani, E.; Epicier, T.; Scott, C.P. On the direct nucleation and growth of ferrite and cementite without austenite. Scr. Mater. 2015, 95, 35–38. [Google Scholar] [CrossRef]
- Mallaiah, G.; Kumar, A.; Ravinder, R.P.; Madhusudhan, R.G. Effect of copper and aluminium addition on mechanical properties and corrosion behaviour of AISI 430 ferritic stainless steel gas tungsten arc welds. J. Mater. Res. Technol. 2013, 2, 238–249. [Google Scholar]
- Mallaiah, G.; Reddy, P.R.; Kumar, A. Influence of titanium addition on mechanical properties, residual stresses and corrosion behaviour of AISI 430 grade ferritic stainless steel GTA welds. Procedia Mater. Sci. 2014, 6, 1740–1751. [Google Scholar] [CrossRef]
- Manidipto, M.; Saptarshi, S.; Tapan, K.; Prasanta, K. Influence of modes of metal transfer on grain structure and direction of grain growth in low nickel austenitic stainless steel weld metals. Mater. Charact. 2015, 102, 9–18. [Google Scholar]
- Chen, X.Z.; Chen, X.; Xu, H.L.; Madigan, B. Monte Carlo simulation and experimental measurements of grain growth in the heat affected zone of 304 stainless steel during multipass welding. Int. J. Adv. Manuf. Technol. 2015, 10, 1197–1211. [Google Scholar] [CrossRef]
- Carlone, P.; Palazzo, G.S. Characterization of TIG and FSW weldings in cast ZE41A magnesium alloy. JMPT 2015, 215, 87–94. [Google Scholar] [CrossRef]
- Carlone, P.; Astarita, A.; Rubino, F.; Pasquino, N. Microstructural Aspects in FSW and TIG Welding of Cast ZE41A Magnesium Alloy. MMTB 2016, 47, 1340–1346. [Google Scholar] [CrossRef]
- ANSYS Inc. ANSYS 12.0 Manual; China Machine Press: Beijing, China, 2010. [Google Scholar]
- Fei, Y. The Technology Research of Laser Welding on 409L Stainless Steel; Harbin Institute of Technology: Harbin, China, 2008. [Google Scholar]
- Zhou, L.D.; Zhang, T.T.; Wang, Z.B.; Zhang, X.B.; Wang, W.X. Microstructure and Properties of Joint of 443 Ferritic Stainless Steel Welded by Resistance Seam Welding. Mater. Mech. Eng. 2013, 37, 42–45. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Wang, Z.B.; Wang, W.X.; Yan, Z.F.; Dong, P.; Du, H.Y.; Ding, M. Microstructure evolution in heat affected zone of T4003 ferritic stainless steel. Mater. Des. 2015, 68, 114–120. [Google Scholar] [CrossRef]
- Wang, L.; Song, C.; Sun, F.; Li, L.; Zhai, Q. Microstructure and mechanical properties of 12 wt. % ferritic stainless steel with Ti and Nb dual stabilization. Mater. Des. 2009, 30, 49–56. [Google Scholar] [CrossRef]
- Mo, C.L.; Qian, B.N.; Li, Y.Z.; Li, J.L. Modeling of grain growth in HAZ of a ferrite stainless steel. Chin. J. Mater. Res. 2001, 35, 343–347. [Google Scholar]
- Zhang, Z.; Wu, C.; Gao, J. Prediction of grain growth in hybrid welding HAZ of TCS stainless steel. Acta Metall. Sin. 2012, 48, 199–204. [Google Scholar] [CrossRef]
- Yang, S.L.; Kovacevic, R. Laser welding of galvanized DP980 steel assisted by the GTAW preheating in a gap-free lap joint configuration. J. Laser Appl. 2009, 21, 139–148. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Cr | Si | Cu | Mn | Ni | Mo | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 443 steel | <0.01 | 21 | 0.3 | 0.4 | 0.1 | - | - | 0.2 | Bal. |
| Material | Yield Strength Rp0.2 (Mpa) | Tensile Strength Rm (Mpa) | Elongation d% |
|---|---|---|---|
| 443 stainless steel | 330 | 448 | 33 |
| Temperature (°C) | Specific Heat (J/(kg·K)) | Thermal Conductivity (W/(m·K)) | Density (kg·m−3) |
|---|---|---|---|
| 20 | 452 | 17.8 | 7678 |
| 200 | 521 | 19.9 | 7630 |
| 400 | 623 | 22.3 | 7570 |
| 600 | 815 | 24.6 | 7505 |
| 900 | 693 | 27.9 | 7397 |
| 1200 | 711 | 31.4 | 7279 |
| 1500 | 956 | 32.7 | 7002 |
| Voltage | The Measured Size (μm) | The Calculated Size (μm) | The Percentage Error |
|---|---|---|---|
| 60 A | 60.4 | 56.9 | 5.7% |
| 80 A | 91.6 | 87.8 | 4.1% |
| 100 A | 115.2 | 120.3 | 4.4% |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Ding, M.; Zheng, Y.; Liu, S.; Wang, W.; Zhang, Z. Finite-Element Thermal Analysis and Grain Growth Behavior of HAZ on Argon Tungsten-Arc Welding of 443 Stainless Steel. Metals 2016, 6, 77. https://doi.org/10.3390/met6040077
Wang Y, Ding M, Zheng Y, Liu S, Wang W, Zhang Z. Finite-Element Thermal Analysis and Grain Growth Behavior of HAZ on Argon Tungsten-Arc Welding of 443 Stainless Steel. Metals. 2016; 6(4):77. https://doi.org/10.3390/met6040077
Chicago/Turabian StyleWang, Yichen, Min Ding, Yong Zheng, Shisen Liu, Wenxian Wang, and Zhaohan Zhang. 2016. "Finite-Element Thermal Analysis and Grain Growth Behavior of HAZ on Argon Tungsten-Arc Welding of 443 Stainless Steel" Metals 6, no. 4: 77. https://doi.org/10.3390/met6040077