The Optimization of Nickel-Rich Cathode-Material Production on a Pilot Plant Scale

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methodology
2.2.1. Material Production
- Furnace-K (MTI, Model KSL-1200X-UL) had a heating chamber volume of 30 cm × 20 cm × 12 cm (W × D × H) and reached temperatures up to 1200 °C;
- Furnace-B had a heating chamber volume of 60 cm × 60 cm × 60 cm (W × D × H) and reached temperatures up to 1200 °C (Zhengzhou Protech Technology Co., Ltd., Model BS-A1200-216L, Zhengzhou, China).
2.2.2. Material Characterization
2.2.3. Electrochemical Performance of Li-Ion Batteries
3. Results and Discussion
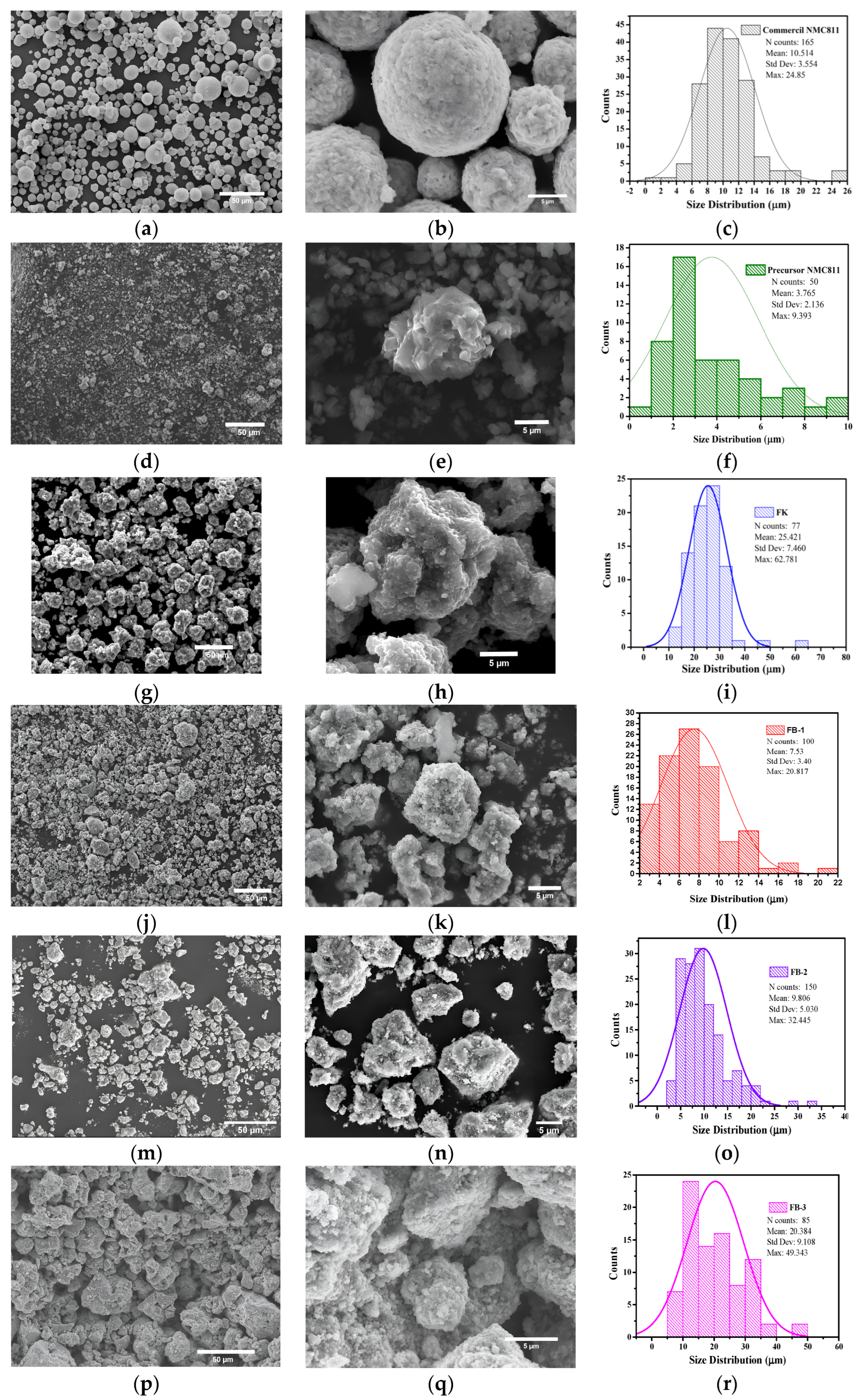
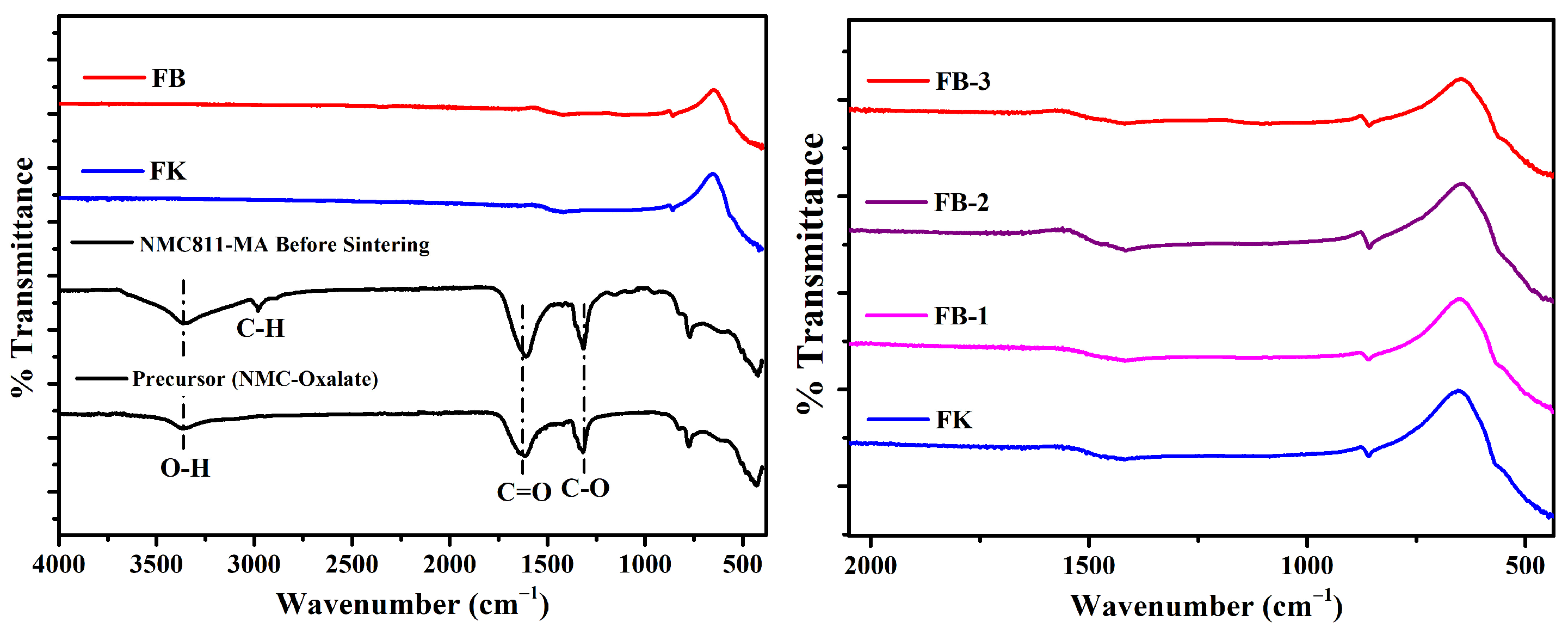
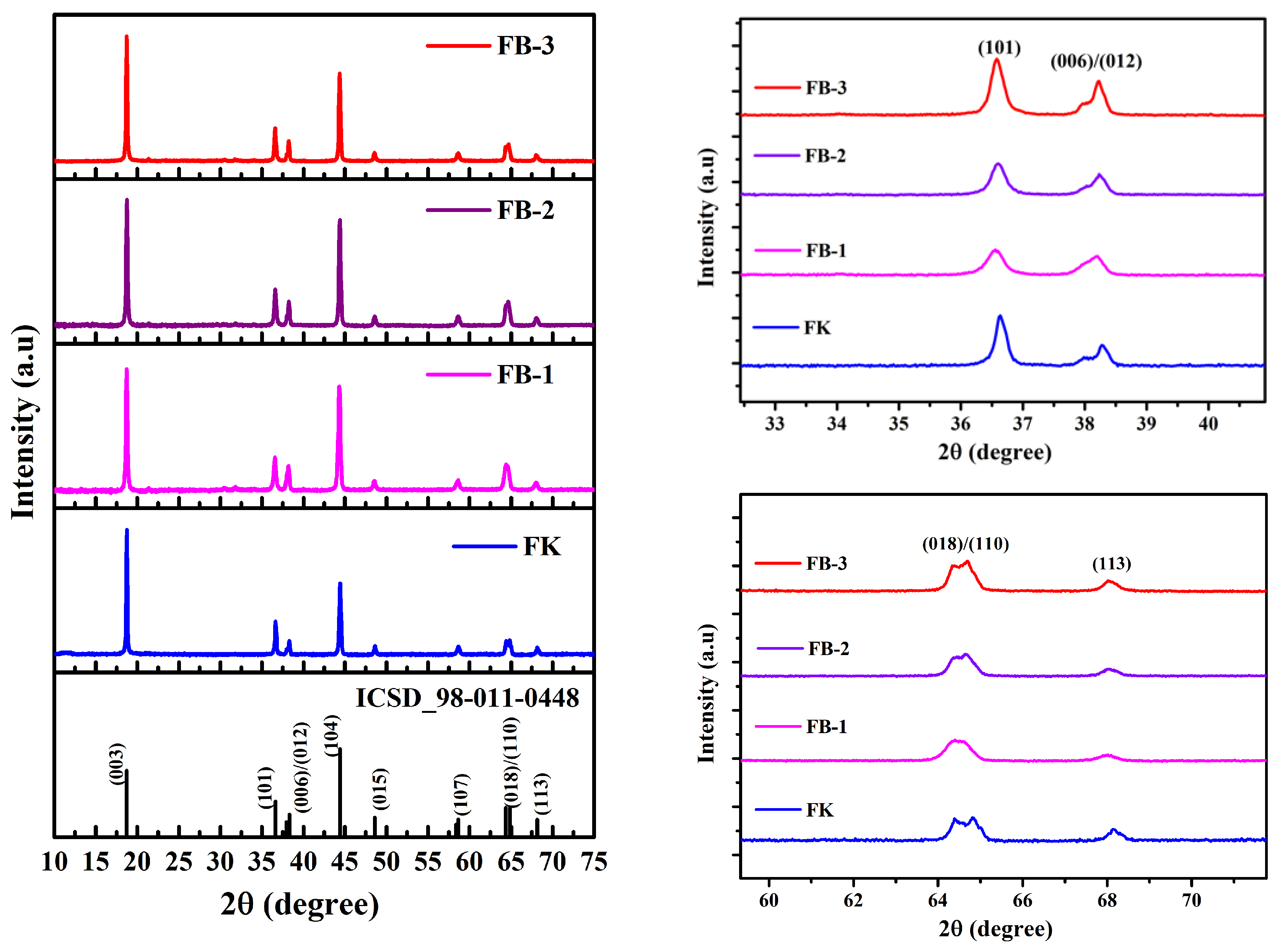
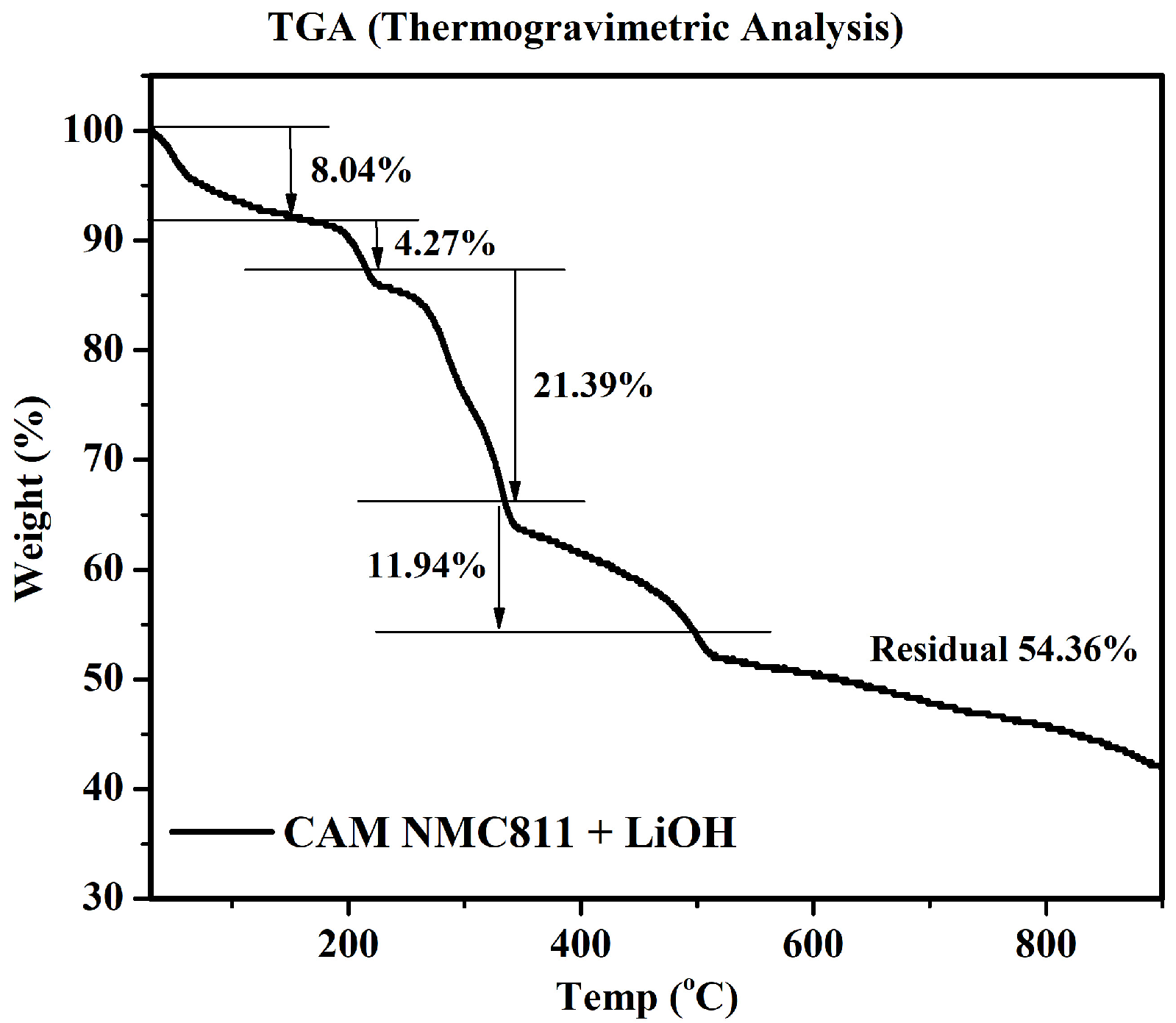
3.1. Characterization of NMC811
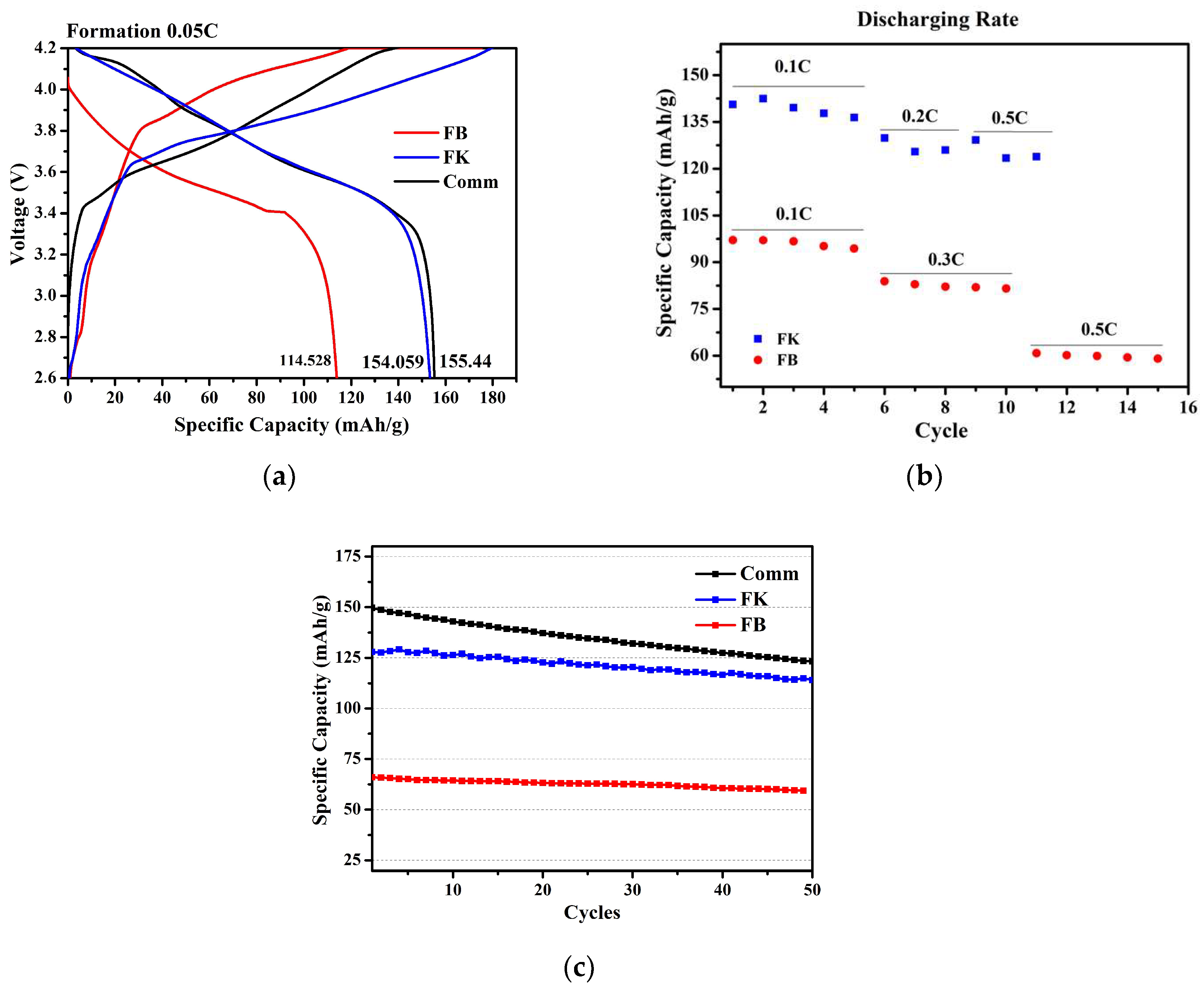
3.2. Electrochemical Performance Analysis of NMC-811–Graphite Battery
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- McKinsey & Company. Global Energy Perspective 2021; McKinsey & Company: Chicago, IL, USA, 2021; p. 9. [Google Scholar]
- Lv, Y.; Huang, S.; Zhao, Y.; Roy, S.; Lu, X.; Hou, Y.; Zhang, J. A review of nickel-rich layered oxide cathodes: Synthetic strategies, structural characteristics, failure mechanism, improvement approaches and prospects. Appl. Energy 2022, 305, 117849. [Google Scholar] [CrossRef]
- Tiozzo, A.; Ghaseminezhad, K.; Mazzucco, A.; Giuliano, M.; Rocca, R.; Dotoli, M.; Nicol, G.; Nervi, C.; Baricco, M.; Sgroi, M.F. Investigating the Influence of Three Different Atmospheric Conditions during the Synthesis Process of NMC811 Cathode Material. Crystals 2024, 14, 137. [Google Scholar] [CrossRef]
- Salgado, R.M.; Danzi, F.; Oliveira, J.E.; El-Azab, A.; Camanho, P.P.; Braga, M.H. The latest trends in electric vehicles batteries. Molecules 2021, 26, 188. [Google Scholar] [CrossRef]
- Zhao, X.; Li, H.; Han, F.; Dai, M.; Sun, Y.; Song, Z.; Han, D.; Niu, L. Electrochemical exfoliation of graphene as an anode material for ultra-long cycle lithium ion batteries. J. Phys. Chem. Solids 2020, 139, 109301. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, R.; Wang, J.; Wang, Y. Current and future lithium-ion battery manufacturing. iScience 2021, 24, 102332. [Google Scholar] [CrossRef]
- Liu, W.; Placke, T.; Chau, K. Overview of batteries and battery management for electric vehicles. Energy Rep. 2022, 8, 4058–4084. [Google Scholar] [CrossRef]
- Zhang, M.; Shen, J.; Li, J.; Zhang, D.; Yan, Y.; Huang, Y.; Li, Z. Effect of micron sized particle on the electrochemical properties of nickel-rich LiNi0.8Co0.1Mn0.1O2 cathode materials. Ceram. Int. 2019, 46, 4643–4651. [Google Scholar] [CrossRef]
- Li, H.; Zhang, B.; Wu, Y.; Hou, J.; Jiang, D.; Duan, Q. Hydrogenated borophene/blue phosphorene: A novel two-dimensional donor-acceptor heterostructure with shrunken interlayer distance as a potential anode material for Li/Na ion batteries. J. Phys. Chem. Solids 2021, 155, 110108. [Google Scholar] [CrossRef]
- Sim, S.-J.; Lee, S.-H.; Jin, B.-S.; Kim, H.-S. Use of carbon coating on LiNi0.8Co0.1Mn0.1O2 cathode material for enhanced performances of lithium-ion batteries. Sci. Rep. 2020, 10, 11114. [Google Scholar] [CrossRef]
- Wijareni, A.S.; Widiyandari, H.; Purwanto, A.; Arif, A.F.; Mubarok, M.Z. Morphology and Particle Size of a Synthesized NMC 811 Cathode Precursor with Mixed Hydroxide Precipitate and Nickel Sulfate as Nickel Sources and Comparison of Their Electrochemical Performances in an NMC 811 Lithium-Ion Battery. Energies 2022, 15, 5794. [Google Scholar] [CrossRef]
- Thao, L.T.; Van Truong, P.; Van Bo, N.; Son, L.T.; Van Tuan, N.; Phat, D.T.; Dat, N.Q.; Van Ky, N.; Lan, N.T.; Van Nguyen, T. Augmenting electrochemical performance of nickel-rich NMC for lithium-ion batteries by combining material synthesis modification and redistribution of transition metal ion concentration. J. Phys. Chem. Solids 2023, 183, 111616. [Google Scholar] [CrossRef]
- Li, W.; Liu, X.; Xie, Q.; You, Y.; Chi, M.; Manthiram, A. Long-Term Cyclability of NCM-811 at High Voltages in Lithium-Ion Batteries: An In-Depth Diagnostic Study. Chem. Mater. 2020, 32, 7796–7804. [Google Scholar] [CrossRef]
- Schmuch, R.; Wagner, R.; Hörpel, G.; Placke, T.; Winter, M. Performance and cost of materials for lithium-based rechargeable automotive batteries. Nat. Energy 2018, 3, 267–278. [Google Scholar] [CrossRef]
- Li, W.; Erickson, E.M.; Manthiram, A. High-nickel layered oxide cathodes for lithium-based automotive batteries. Nat. Energy 2020, 5, 26–34. [Google Scholar] [CrossRef]
- Zaghib, K.; Dontigny, M.; Guerfi, A.; Charest, P.; Rodrigues, I.; Mauger, A.; Julien, C. Safe and fast-charging Li-ion battery with long shelf life for power applications. J. Power Sources 2011, 196, 3949–3954. [Google Scholar] [CrossRef]
- Yao, X.; Xu, Z.; Yao, Z.; Cheng, W.; Gao, H.; Zhao, Q.; Li, J.; Zhou, A. Oxalate co-precipitation synthesis of LiNi0.6Co0.2Mn0.2O2 for low-cost and high-energy lithium-ion batteries. Mater. Today Commun. 2019, 19, 262–270. [Google Scholar] [CrossRef]
- Seo, J.-S.; Lee, J.-W. Fast growth of the precursor particles of Li(Ni0.8Co0.16Al0.04)O2via a carbonate co-precipitation route and its electrochemical performance. J. Alloys Compd. 2017, 694, 703–709. [Google Scholar] [CrossRef]
- Jo, M.; Ku, H.; Park, S.; Song, J.; Kwon, K. Effects of Residual Lithium in the precursors of Li[Ni1/3Co1/3Mn1/3]O2 on their lithium-ion battery performance. J. Phys. Chem. Solids 2018, 118, 47–52. [Google Scholar] [CrossRef]
- Wang, H.; Lin, J.; Zhang, X.; Wang, L.; Yang, J.; Fan, E.; Wu, F.; Chen, R.; Li, L. Improved Electrochemical Performance of LiNi0.8Co0.1Mn0.1O2 Cathode Materials Induced by a Facile Polymer Coating for Lithium- Ion Batteries. Appl. Energy Mater. 2021, 4, 6205–6213. [Google Scholar] [CrossRef]
- Hawley, W.B.; Li, M.; Li, J. Room-Temperature Eutectic Synthesis for Upcycling of Cathode Materials. Batteries 2023, 9, 498. [Google Scholar] [CrossRef]
- Setyawati, R.B.; Stulasti, K.N.R.; Azinuddin, Y.R.; Suci, W.G.; Aliwarga, H.K.; Dyartanti, E.R.; Purwanto, A. High power and thermal-stable of graphene modified LiNi0.8Mn0.1Co0.1O2 cathode by simple method for fast charging-enable lithium ion battery. Results Eng. 2024, 21, 101651. [Google Scholar] [CrossRef]
- Nisa, S.S.; Rahmawati, M.; Yudha, C.S.; Nilasary, H.; Nursukatmo, H.; Oktaviano, H.S.; Muzayanha, S.U.; Purwanto, A. Fast Approach to Obtain Layered Transition-Metal Cathode Material for Rechargeable Batteries. Batteries 2022, 8, 4. [Google Scholar] [CrossRef]
- Jia, H.; Dirican, M.; Aksu, C.; Sun, N.; Chen, C.; Zhu, J.; Zhu, P.; Yan, C.; Li, Y.; Ge, Y.; et al. Carbon-enhanced centrifugally-spun SnSb/carbon microfiber composite as advanced anode material for sodium-ion battery. J. Colloid Interface Sci. 2019, 536, 655–663. [Google Scholar] [CrossRef] [PubMed]
- Wilke, C.; Kaas, A.; Peuker, U.A. Influence of the Cell Type on the Physical Processes of the Mechanical Recycling of Automotive Lithium-Ion Batteries. Metals 2023, 13, 1901. [Google Scholar] [CrossRef]
- Ohneseit, S.; Finster, P.; Floras, C.; Lubenau, N.; Uhlmann, N.; Seifert, H.J.; Ziebert, C. Thermal and Mechanical Safety Assessment of Type 21700 Lithium-Ion Batteries with NMC, NCA and LFP Cathodes–Investigation of Cell Abuse by Means of Accelerating Rate Calorimetry (ARC). Batteries 2023, 9, 237. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Muffle Furnace | Variation Code | Process Condition | O2 Flow Rate | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Calcination | Sintering | Cooling | |||||||||
| T1 (°C) | HT * (min) | T0 (°C) | Time (min) | T1 (°C) | HT * (min) | T0 (°C) | Time (min) | T1 (°C) | L/min | ||
| Furnace-K | FK | 450 | 360 | 450 | 70 | 800 | 900 | 800 | 180 | 30 | 5 |
| Furnace-B | FB-1 | 450 | 360 | 450 | 100 | 800 | 900 | 800 | 250 | 30 | 15 |
| FB-2 | 450 | 480 | 450 | 100 | 800 | 1020 | 800 | 250 | 30 | 15 | |
| FB-3 | 450 | 480 | 450 | 100 | 800 | 1140 | 800 | 250 | 30 | 20 | |
| No. | Materials | Heat Treatment Condition | a (Å) | c (Å) | c/a | I Ratio | ||
|---|---|---|---|---|---|---|---|---|
| 1st Step | 2nd Step | O2 Flow (L/min) | ||||||
| 1 | FK | 450 °C, 360 min | 800 °C, 15 h | 5 | 2.881 | 14.230 | 4.939 | 1.505 |
| 2 | FB-1 | 450 °C, 360 min | 800 °C, 15 h | 15 | 2.886 | 14.227 | 4.929 | 1.550 |
| 3 | FB-2 | 450 °C, 480 min | 800 °C,17 h | 15 | 2.887 | 14.203 | 4.919 | 1.734 |
| 4 | FB-3 | 450 °C, 480 min | 800 °C, 19 h | 20 | 2.887 | 14.216 | 4.923 | 1.291 |
| Cathode Material | Heat-Treatment Condition | Initial Discharge Capacity (mA·h/g) 0.05 C | Cell-Performance Distribution 0.05 C (N = 10) | |||||
|---|---|---|---|---|---|---|---|---|
| First Step | Second Step | O2 Flow (L/min) | Min. (mA·h/g) | Max. (mA·h/g) | Mean (mA·h/g) | S·Dev | ||
| FK | 450 °C, 360 min | 800 °C, 15 h | 5 | 154 | 134 | 154 | 141 | 6.91 |
| FB-1 | 450 °C, 360 min | 800 °C, 15 h | 15 | 61 | 76 | 61 | 64 | 4.39 |
| FB-2 | 450 °C, 480 min | 800 °C,17 h | 15 | 103 | 98 | 104 | 101 | 2.21 |
| FB-3 | 450 °C, 480 min | 800 °C, 19 h | 20 | 114 | 104 | 114 | 109 | 3.44 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Purwanto, A.; Ikhsanudin, M.N.; Asri, P.P.P.; Giasari, A.S.; Hakam, M.; Yudha, C.S.; Widiyandari, H.; Dyartanti, E.R.; Jumari, A.; Nur, A. The Optimization of Nickel-Rich Cathode-Material Production on a Pilot Plant Scale. Processes 2024, 12, 685. https://doi.org/10.3390/pr12040685
Purwanto A, Ikhsanudin MN, Asri PPP, Giasari AS, Hakam M, Yudha CS, Widiyandari H, Dyartanti ER, Jumari A, Nur A. The Optimization of Nickel-Rich Cathode-Material Production on a Pilot Plant Scale. Processes. 2024; 12(4):685. https://doi.org/10.3390/pr12040685
Chicago/Turabian StylePurwanto, Agus, Muhammad Nur Ikhsanudin, Putri Putih Puspa Asri, Afifah Salma Giasari, Miftakhul Hakam, Cornelius Satria Yudha, Hendri Widiyandari, Endah Retno Dyartanti, Arif Jumari, and Adrian Nur. 2024. "The Optimization of Nickel-Rich Cathode-Material Production on a Pilot Plant Scale" Processes 12, no. 4: 685. https://doi.org/10.3390/pr12040685