
Exploring Safety of Machineries and Training: An Overview of Current Literature Applied to Manufacturing Environments
 , , ,
, , ,
Abstract
:1. Introduction
- RQ1:
- What are the current research trends in the machinery safety field?
- RQ2:
- How can accidents related to the safety of machines be reduced?
- RQ3:
- What are the current and upcoming prevalent themes in the area?
2. Materials and Methods
2.1. Selection of Databases and Keywords
2.2. Definition of Inclusion and Exclusion Criteria
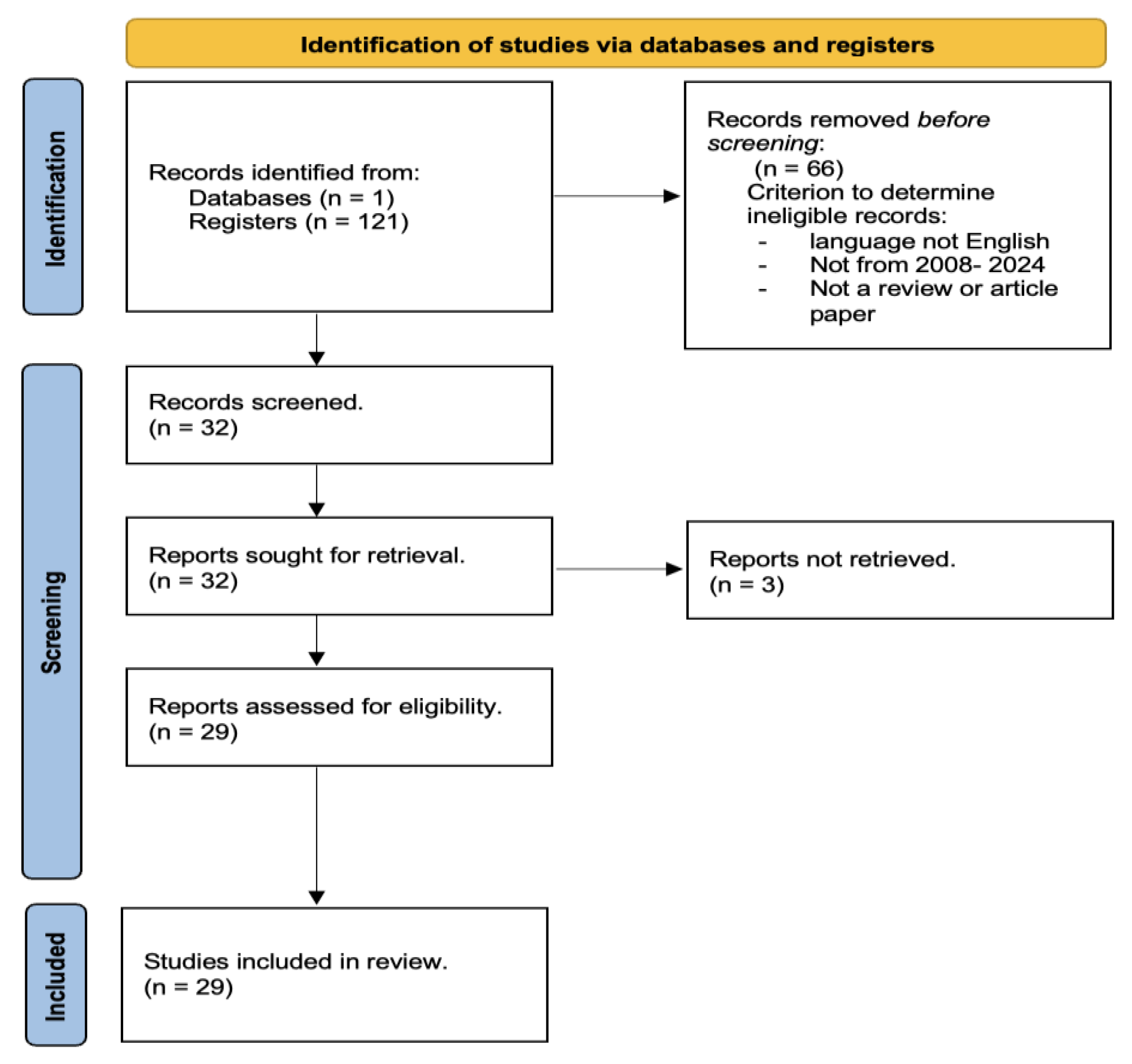
2.3. Systematic Literature Review
3. Results
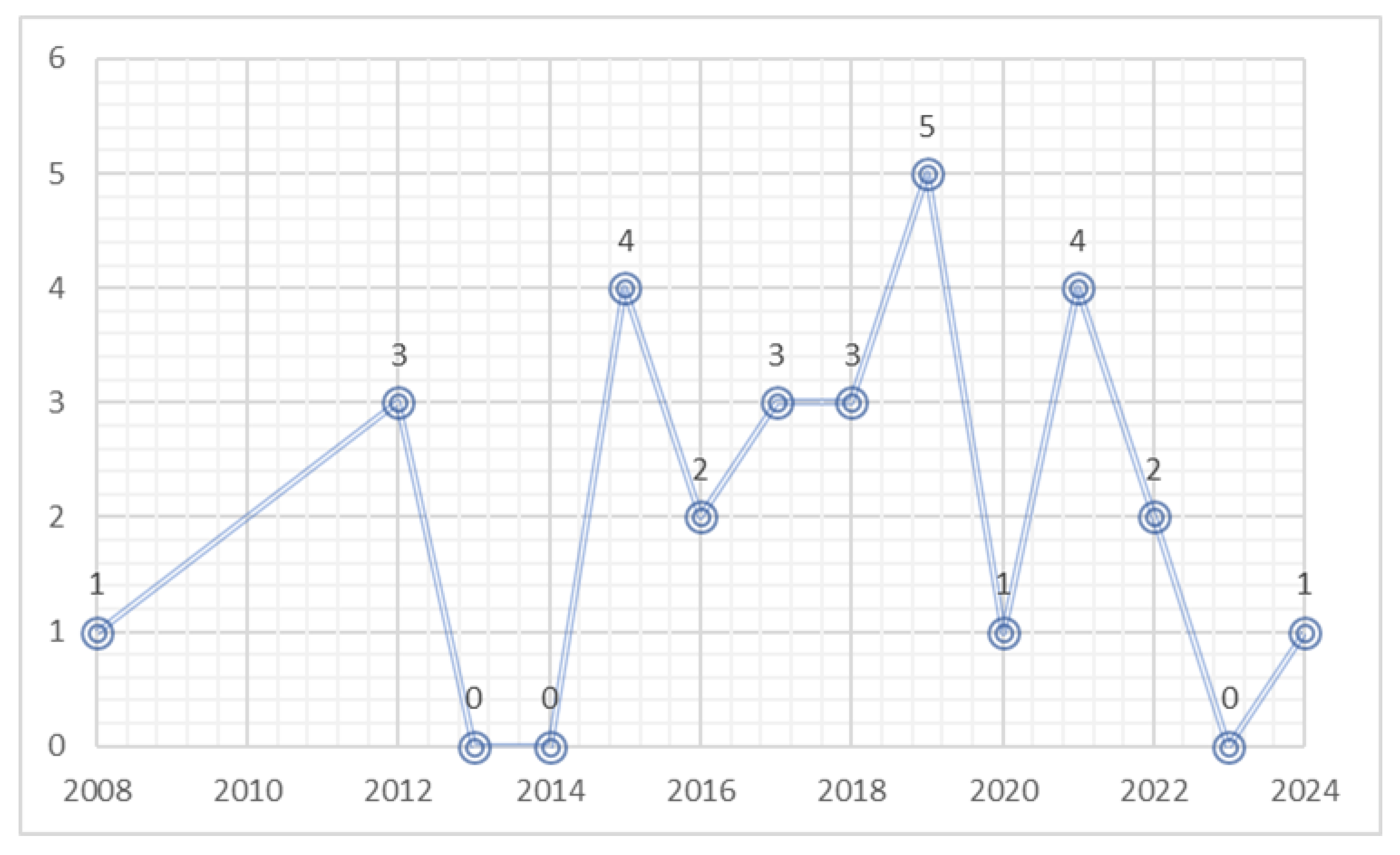
3.1. Bibliometric Analyses
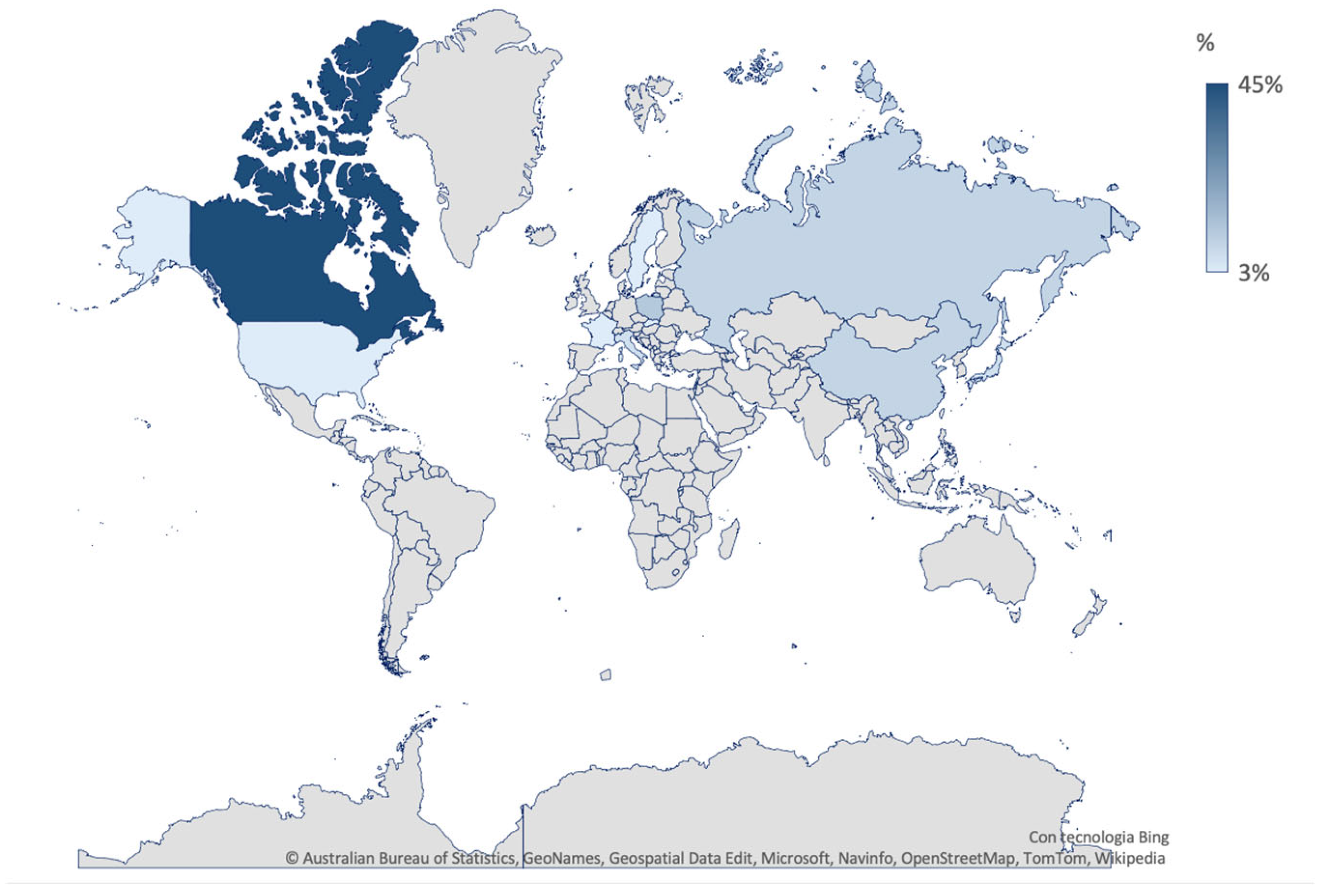
3.2. Country-Wise Statistics
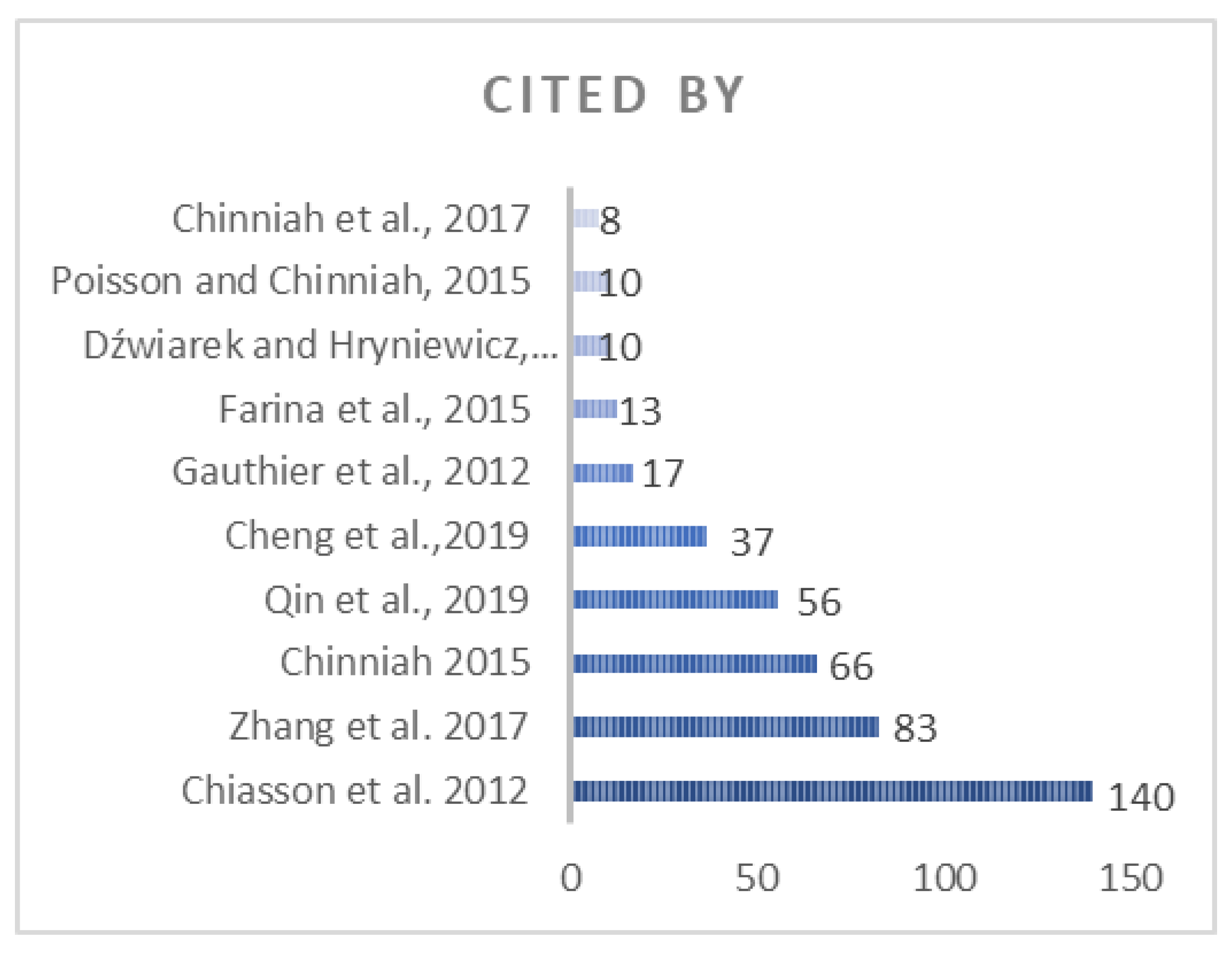
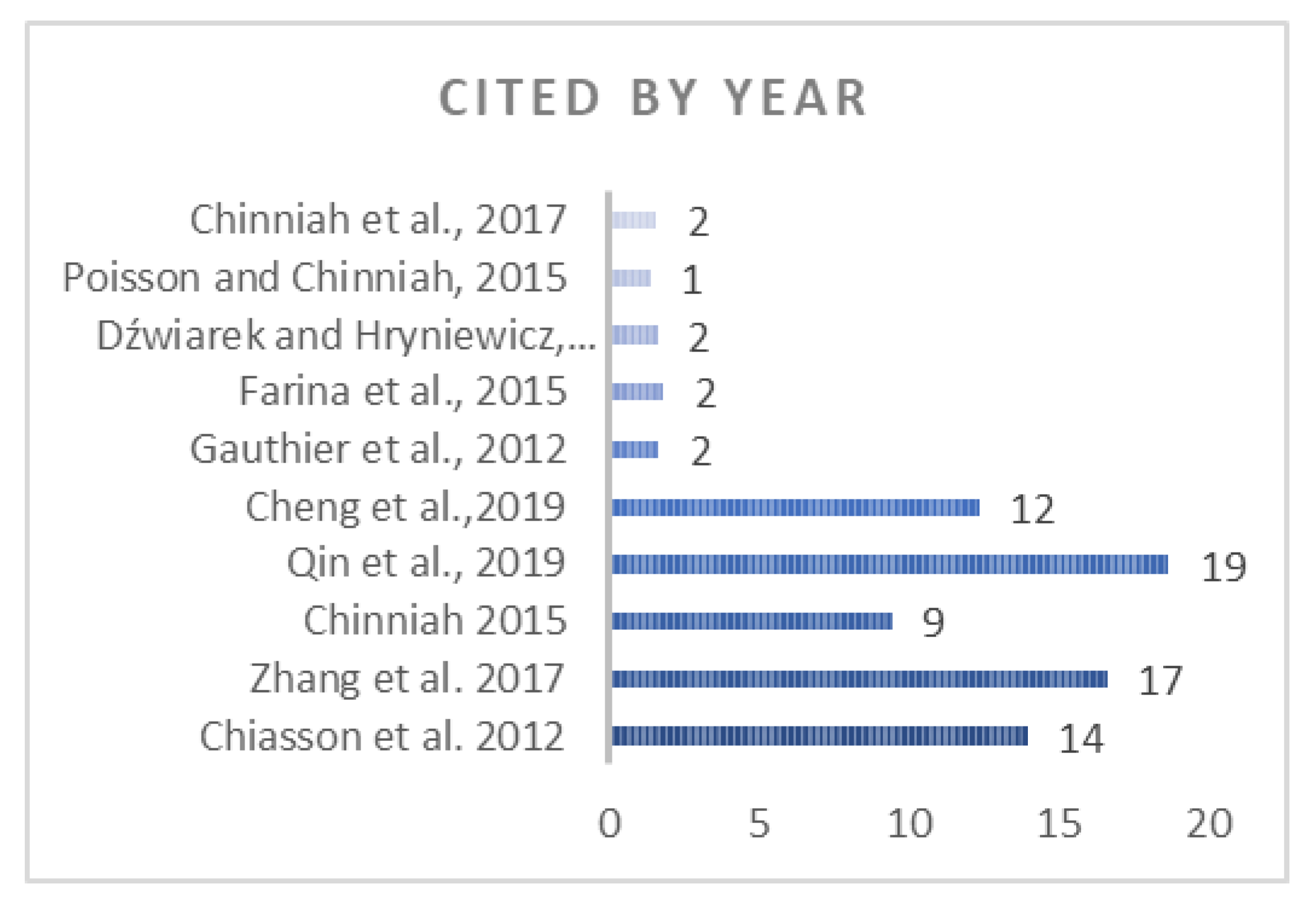
3.3. Citation Statistics
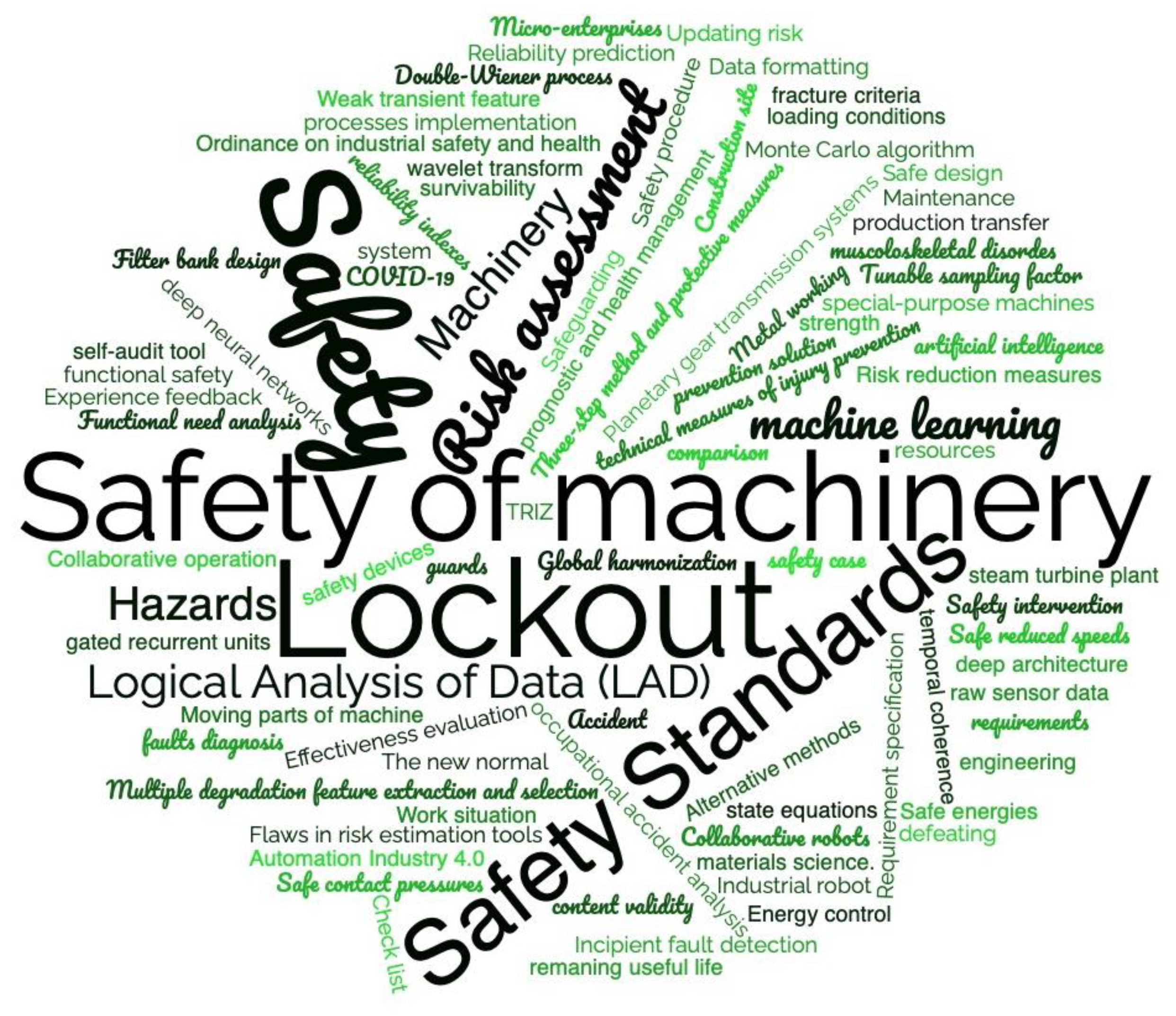
3.4. Keywords Statistics
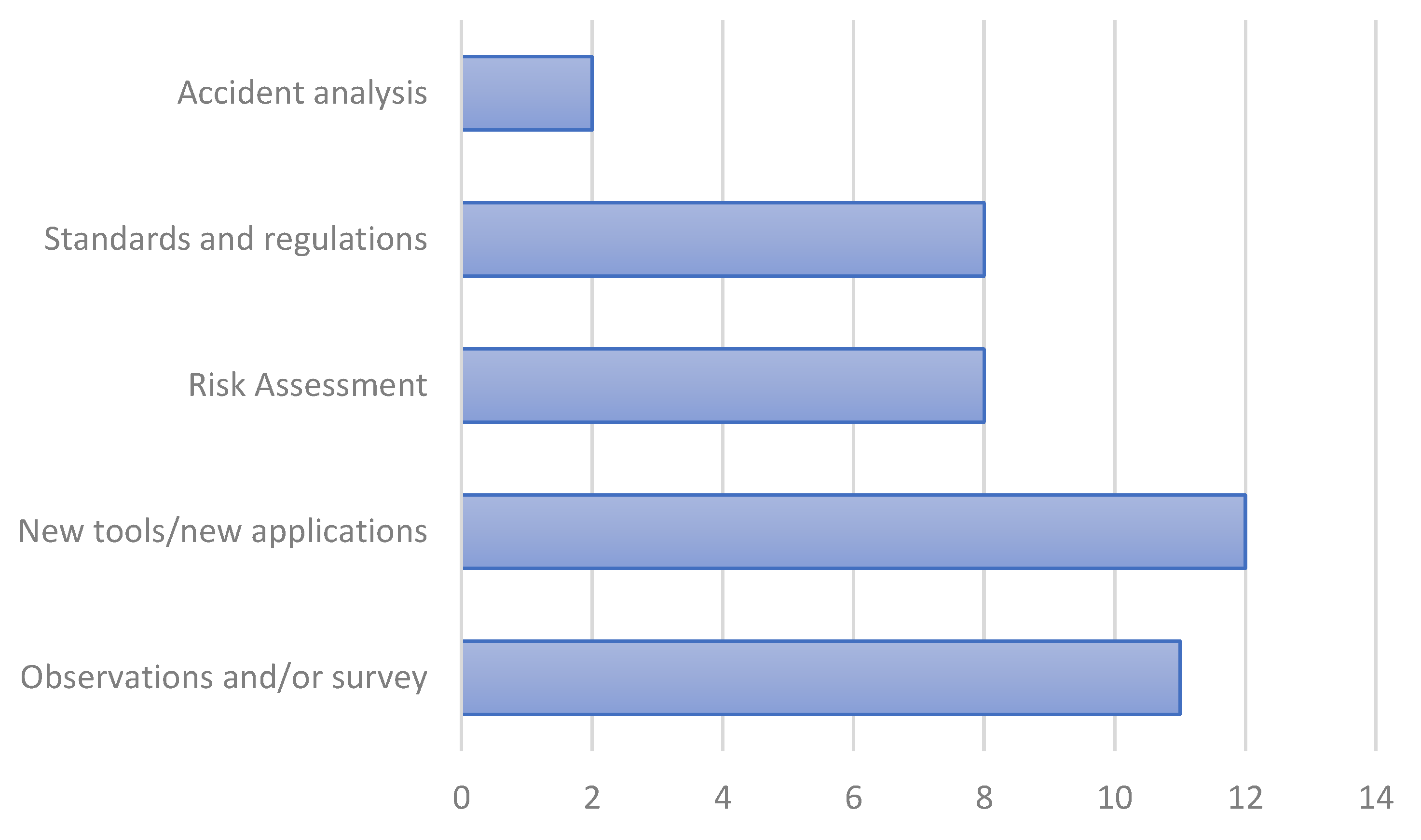
3.5. Paper Classification
4. Discussion
4.1. Risk Assessment in the Literature
4.2. Standards and Regulations in the Literature
- New devices introduced to the European market for the first time;
- Old devices already used previously.
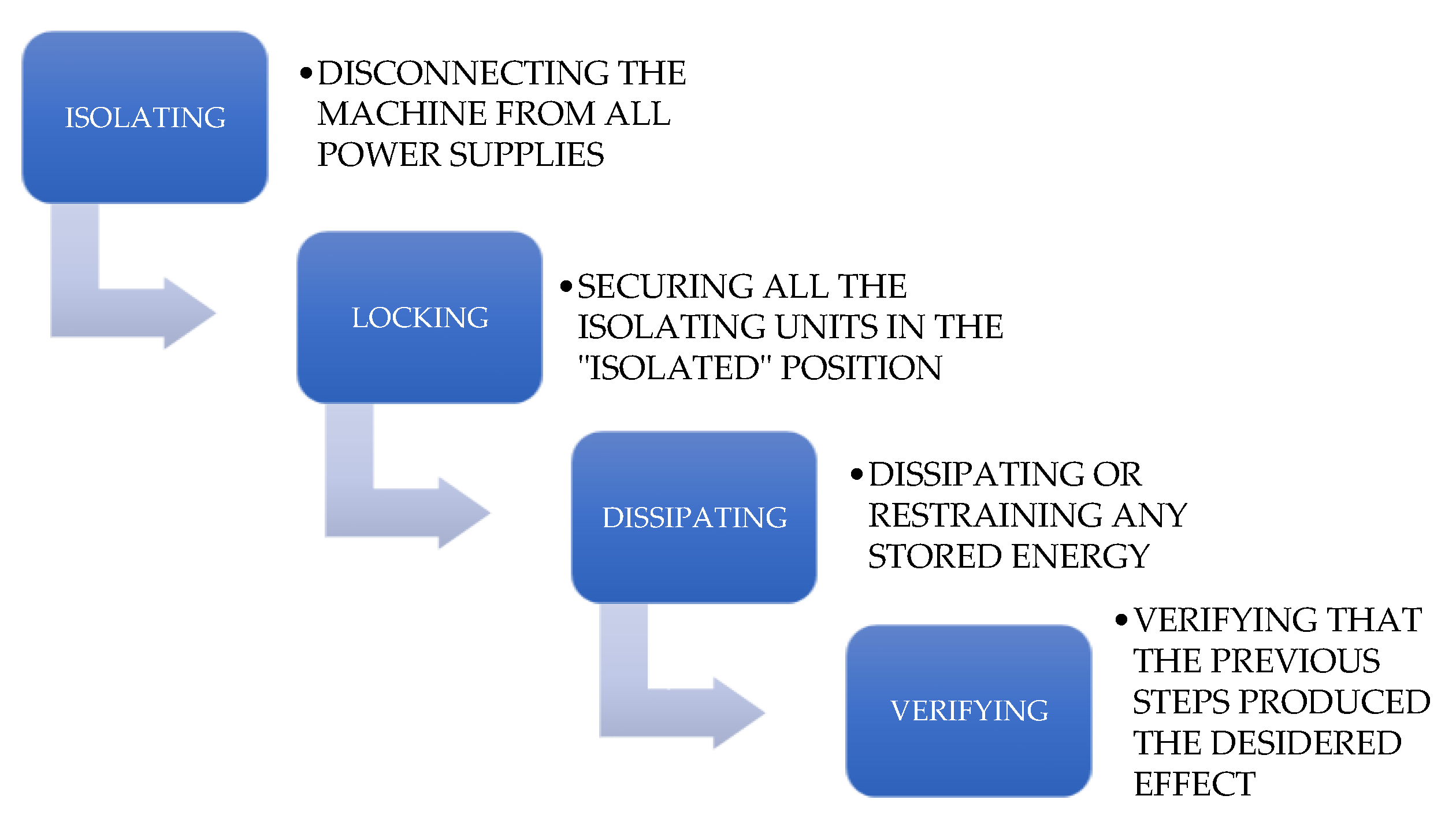
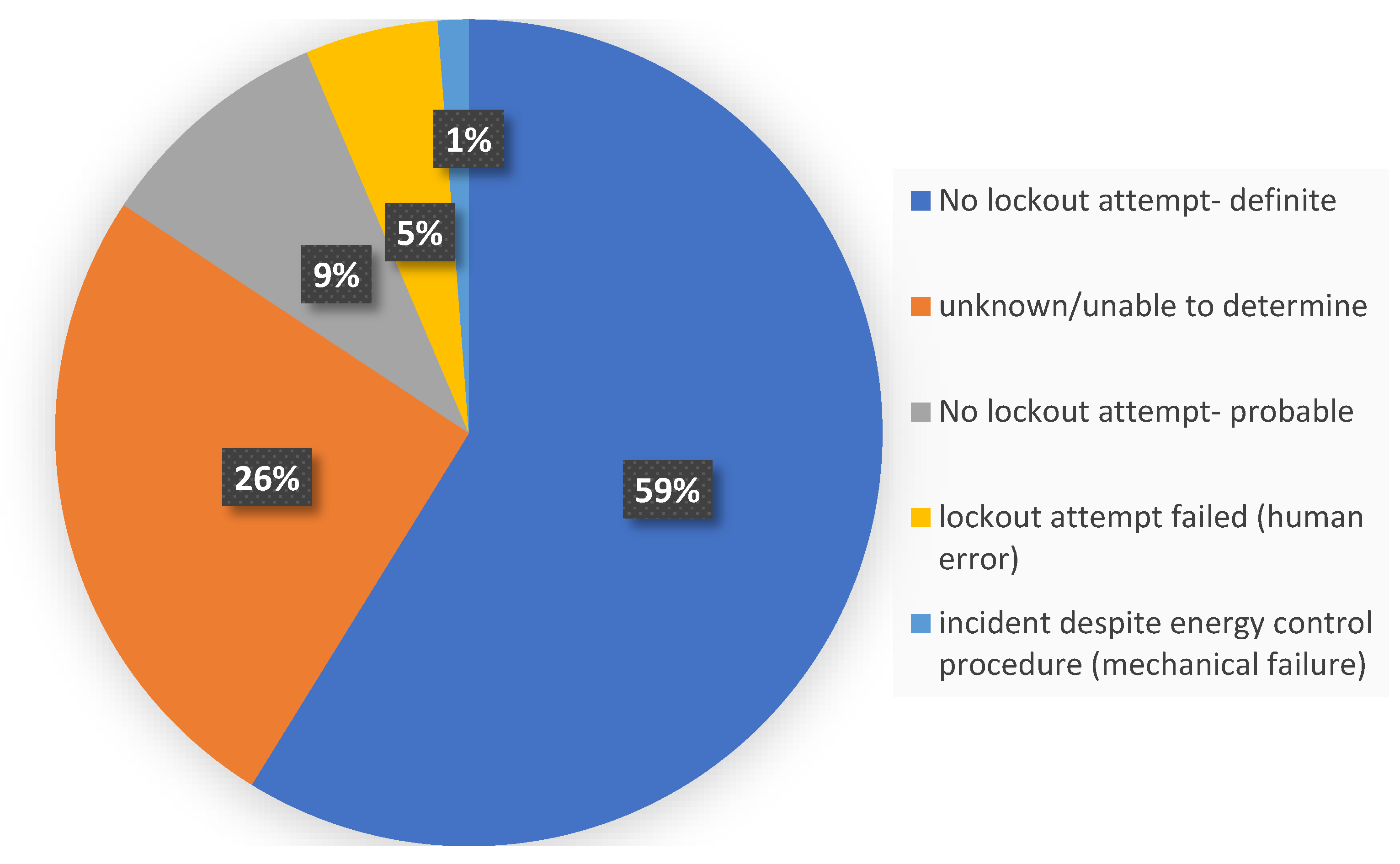
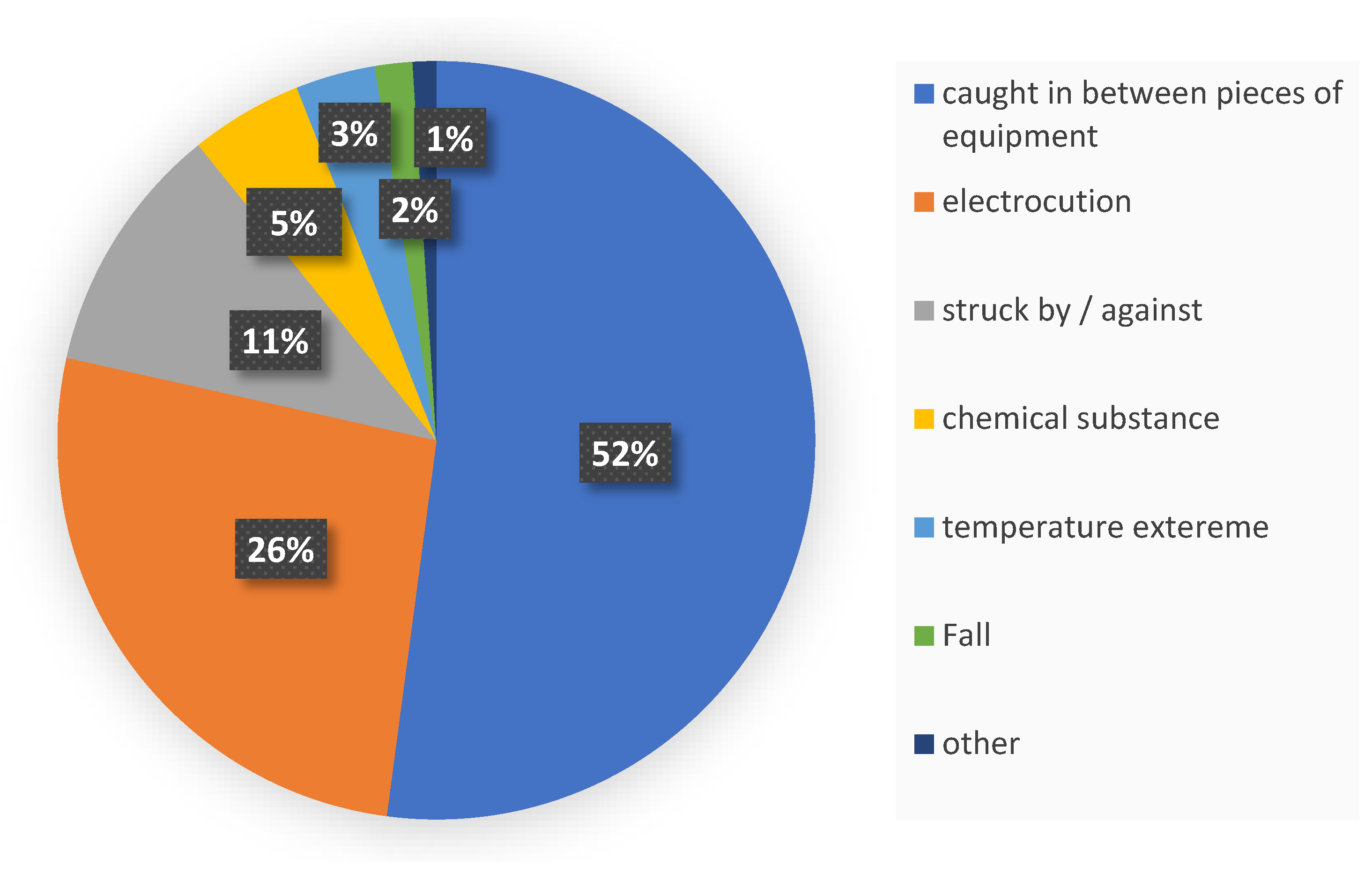
4.3. Lockout Problems in the Literature
- Incomplete lockout programmes: in ten companies, several elements were absent or lacking.
- Missing steps in general lockout procedures: six firms encountered near-miss situations.
- Not reading the placards: ten organisations claimed that employees sporadically read the placards when performing lockout procedures.
- Using alternative methods without risk assessment: only three companies validated alternate lockout procedures for a specific activity using some type of risk analysis tool.
- Poor training: in eight organisations, the training had no practical part, and, in nine organisations, the lockout programme was not part of the training.
- Absence of supervision and coordination of subcontractors: only four programs indicated evaluations of subcontractors’ competencies and in eight companies there was an absence of synchronisation of the roles and responsibilities.
- Lack of audit tools and documentation of audit results: even if more than half of the organisations (9/13) claimed that they regularly conducted audits of their lockout programmes, lockout practices, and/or lockout applications, they discovered that just one organisation had separate checklists (tools) for each of these kinds of audit [37].
- Clear management leadership regarding lockouts.
- Workers following the bulk of lockout protocols and being empowered to do so.
- Lockout hardware located near the machinery and easily accessible.
- Easily accessible devices for isolating sound that require little effort to turn off.
- Easy-to-follow procedures, saving time and making ignoring them less tempting. The procedures took an average of 3 min.
- Improvements in lockout procedures through worker feedback.
- Employee sense of ownership fostered via participation in the creation of procedures.
- Sufficient training on lockout procedures.
- Intolerance of infractions of lockout procedures, with sanctions implemented progressively.
4.4. Surveys in the Literature
- A self-assessment questionnaire for the companies to complete and an invitation to participate in the project.
- Visits to the companies conducted by technicians without juridical power.
- Free training and meetings to give information on current regulations and economic incentives available in Italy.
- An examination of a representative group of the chosen companies, during which the inspectors compiled the same checklist used in the initial visits.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chinniah, Y. Analysis and prevention of serious and fatal accidents related to moving parts of machinery. Saf. Sci. 2015, 75, 163–173. [Google Scholar] [CrossRef]
- Chinniah, Y.; Nix, D.S.; Jocelyn, S.; Burlet-Vienney, D.; Bourbonnière, R.; Karimi, B.; Mosbah, A.B. Safety of Machinery: Significant Differences in Two Widely Used International Standards for the Design of Safety-Related Control Systems. Saf. Sci. 2019, 5, 76. [Google Scholar] [CrossRef]
- Eurostat. European Statistics on Accidents at Work (ESAW); Eurostat: Luxembourg, 2013. [Google Scholar] [CrossRef]
- Cheng, C.W.; Leu, S.s.; Cheng, Y.M.; Wu, T.C.; Lin, C.C. Applying data mining techniques to explore factors contributing to occupational injuries in Taiwan’s construction industry. Accid. Anal. Prev. 2012, 48, 214–222. [Google Scholar] [CrossRef] [PubMed]
- Baldissone, G.; Comberti, L.; Bosca, S.; Murè, S. The analysis and management of unsafe acts and unsafe conditions. Data collection and analysis. Saf. Sci. 2019, 119, 240–251. [Google Scholar] [CrossRef]
- Page, M.J.; McKenzie, J.E.; Bossuyt, P.M.; Boutron, I.; Hoffmann, T.C.; Mulrow, C.D.; Shamseer, L.; Tetzlaff, J.M.; Akl, E.A.; Brennan, S.E.; et al. The PRISMA 2020 statement: An updated guideline for reporting systematic reviews. BMJ 2021, 372, n71. [Google Scholar] [CrossRef]
- Chiasson, M.-T.; Imbeau, D.; Aubry, K.; Delisle, A. Comparing the results of eight methods used to evaluate risk factors associated with musculoskeletal disorders. Int. J. Ind. Ergon. 2012, 42, 478–488. [Google Scholar] [CrossRef]
- Zhang, R.; Peng, Z.; Wu, L.; Yao, B.; Guan, Y. Fault diagnosis from raw sensor data using deep neural networks considering temporal coherence. Sensors 2017, 17, 549. [Google Scholar] [CrossRef] [PubMed]
- Qin, Y.; Mao, Y.; Tang, B.; Wang, Y.; Chen, H. M-band flexible wavelet transform and its application to the fault diagnosis of planetary gear transmission systems. Mech. Syst. Signal Process. 2019, 134, 106298. [Google Scholar] [CrossRef]
- Gauthier, F.; Lambert, S.; Chinniah, Y. Experimental analysis of 31 risk estimation tools applied to safety of machinery. Int. J. Occup. Saf. Ergon. 2012, 18, 245–265. [Google Scholar] [CrossRef]
- ISO 12100-2010; Safety of Machinery—General Principles for Design—Risk Assessment and Risk Reduction. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.iso.org/standard/51528.html (accessed on 10 January 2024).
- Chinniah, Y.; Gauthier, F.; Aucourt, B.; Burlet-Vienney, D. Validation of the impact of architectural flaws in six machine risk estimation tools. Saf. Sci. 2018, 101, 248–259. [Google Scholar] [CrossRef]
- Gauthier, F.; Chinniah, Y.; Burlet-Vienney, D.; Aucourt, B.; Larouche, S. Risk assessment in safety of machinery: Impact of construction flaws in risk estimation parameters. Saf. Sci. 2018, 109, 421–433. [Google Scholar] [CrossRef]
- Jocelyn, S.; Chinniah, Y.; Ouali, M.S. Contribution of dynamic experience feedback to the quantitative estimation of risks for preventing accidents: A proposed methodology for machinery safety. Saf. Sci. 2016, 88, 64–75. [Google Scholar] [CrossRef]
- Hojo, R.; Umezaki, S.; Kan, C.; Shimizu, S.; Hamajima, K.; Saito, T.; Ikeda, H.; Endo, A.; Kikkawa, N. Application of ISO/IEC guide 51 to COVID-19 infection control for the occupational safety. Ind. Health 2021, 59, 318–324. [Google Scholar] [CrossRef] [PubMed]
- Machinery Directive (2006/42/EC). Available online: https://eur-lex.europa.eu/eli/dir/2006/42/oj (accessed on 10 January 2024).
- ISO 10218; Robots and Robotic Devices—Safety Requirements for Industrial Robots. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.iso.org/standard/51330.html (accessed on 10 January 2024).
- Saito, T.; Hoshi, T.; Ikeda, H.; Okabe, K. Global harmonization of safety regulations for the use of industrial robots-permission of collaborative operation and a related study by JNIOSH. Ind. Health 2015, 53, 498–504. [Google Scholar] [CrossRef] [PubMed]
- Hanna, A.; Larsson, S.; Götvall, P.L.; Bengtsson, K. Deliberative safety for industrial intelligent human–robot collaboration: Regulatory challenges and solutions for taking the next step towards industry 4.0. Robot. Comput. -Integr. Manuf. 2022, 78, 102386. [Google Scholar] [CrossRef]
- ISO/TS 15066; Robots and Robotic Devices—Collaborative Robots. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.iso.org/standard/62996.html (accessed on 10 January 2024).
- ISO/IEC Guide 51: 2014; Safety Aspects—Guidelines for Their Inclusion in Standards. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.iso.org/standard/53940.html (accessed on 10 January 2024).
- ISO 9000; Family-Quality Management. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.iso.org/standards/popular/iso-9000-family (accessed on 10 January 2024).
- ISO 13849; Safety of Machinery—Safety-Related Parts of Control Systems. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.iso.org/standard/73481.html (accessed on 10 January 2024).
- IEC 62061; Safety of Machinery—Functional Safety of Safety-Related Control Systems. International Organization for Standardization: Geneva, Switzerland. Available online: https://webstore.iec.ch/publication/59927 (accessed on 10 January 2024).
- IEC/EN 61508; Functional Safety of Electrical/Electronic/Programmable Electronic Safety-Related Systems. International Organization for Standardization: Geneva, Switzerland. Available online: https://webstore.iec.ch/publication/5515 (accessed on 10 January 2024).
- ISO 7010; Graphical Symbols—Safety Colours and Safety Signs—Registered Safety Signs. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.iso.org/standard/72424.html (accessed on 10 January 2024).
- ISO 3864; Graphical Symbols Safety Colours and Safety Signs. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.iso.org/standard/51021.html (accessed on 10 January 2024).
- CSA Z432; Safeguarding of Machinery. GT-Engineering: Poncarale, Italia. Available online: https://www.gt-engineering.it/en/technical-standards/csa-canada-standards/z432-safeguarding-of-machinery/ (accessed on 10 January 2024).
- ROHS_Quebec. Available online: https://www.legisquebec.gouv.qc.ca/en/document/cr/s-2.1,%20r.%2013 (accessed on 10 January 2024).
- CSA Z434; Industrial Robots and Robot Systems—General Safety Requirements. CSA Group: Toronto, Canada. Available online: https://www.csagroup.org/store/product/CAN-CSA-Z434-14/ (accessed on 10 January 2024).
- Gauthier, F.; Chinniah, Y.; Abdul-Nour, G.; Jocelyn, S.; Aucourt, B.; Bordeleau, G.; ben Mosbah, A. Practices and needs of machinery designers and manufacturers in safety of machinery: An exploratory study in the province of Quebec, Canada. Saf. Sci. 2021, 133, 105011. [Google Scholar] [CrossRef]
- Aronson, K.E.; Brezgin, V.I.; Brodov, Y.M.; Gorodnova, N.v.; Kultyshev, A.Y.; Tolmachev, V.v.; Shablova, E.G. Development of requirements on safety cases of machine industry products for power engineering. Therm. Eng. 2016, 63, 1003–1015. [Google Scholar] [CrossRef]
- Vavilin, Y. Methods for Meeting Requirements in the Field of Engineering Products Safety. Reliab. Theory Appl. 2022, 17, 98–106. [Google Scholar] [CrossRef]
- PN-EN ISO 7010; Graphic Symbols—Safety Colors and Safety Signs—Registered Safety Signs. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.intertekinform.com/en-au/standards/pn-en-iso-7010-2020-07-948616_saig_pkn_pkn_2866117/ (accessed on 10 January 2024).
- MacEk, W. Work safety in production processes located in Poland. Prod. Eng. Arch. 2017, 16, 32–36. [Google Scholar] [CrossRef]
- ISO 14118; Safety of Machinery—Prevention of Unexpected Start-Up. International Organization for Standardization: Geneva, Switzerland. Available online: https://www.iso.org/standard/66460.html (accessed on 10 January 2024).
- Bulzacchelli, M.T.; Vernick, J.S.; Sorock, G.S.; Webster, D.W.; Lees, P.S.J. Circumstances of fatal lockout/tagout-related injuries in manufacturing. Am. J. Ind. Med. 2008, 51, 728–734. [Google Scholar] [CrossRef]
- Karimi, B.; Chinniah, Y.; Burlet-Vienney, D.; Aucourt, B. Qualitative study on the control of hazardous energy on machinery using lockout and alternative methods. Saf. Sci. 2018, 107, 22–34. [Google Scholar] [CrossRef]
- Poisson, P.; Chinniah, Y. Observation and analysis of 57 lockout procedures applied to machinery in 8 sawmills. Saf. Sci. 2015, 72, 160–171. [Google Scholar] [CrossRef]
- Karimi, B.; Burlet-Vienney, D.; Chinniah, Y.; Aucourt, B. Design of a self-audit tool for the application of lockout on machinery in the province of Quebec, Canada to control hazardous energies. Safety 2019, 5, 53. [Google Scholar] [CrossRef]
- Burlet-Vienney, D.; Chinniah, Y.; Nokra, A.; ben Mosbah, A. Safety in the Quebec construction industry: An overview of and possible improvements in hazardous energy control using lockout on construction sites by electricians, pipefitters, refrigeration mechanics and construction millwrights. Saf. Sci. 2021, 144, 105468. [Google Scholar] [CrossRef]
- Tremblay, J.C.; Gauthier, F. Safety of machinery in hospitals: An exploratory study in the province of Quebec, Canada. Saf. Sci. 2018, 103, 207–217. [Google Scholar] [CrossRef]
- Farina, E.; Bena, A.; Dotti, A. Impact on safety of a preventive intervention in metalworking micro-enterprises. Saf. Sci. 2015, 71, 292–297. [Google Scholar] [CrossRef]
- Chinniah, Y.; Aucourt, B.; Bourbonnière, R. Safety of industrial machinery in reduced risk conditions. Saf. Sci. 2017, 93, 152–161. [Google Scholar] [CrossRef]
- Scorgie, D.; Feng, Z.; Paes, D.; Parisi, F.; Yiu, T.W.; Lovreglio, R. Virtual reality for safety training: A systematic literature review and meta-analysis. Saf. Sci. 2024, 171, 106372. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Publication | from 2008 to 2024 |
|---|---|
| Type of paper | Journal article or review paper |
| Language | English |
| Keyword | Occurrence |
|---|---|
| Safety of machinery a | 16 |
| Risk assessment b | 13 |
| Safety standards c | 8 |
| Lockout | 6 |
| Safety | 5 |
| Authors | Years | Accidents Analysis | Standards and Regulation | Risk Assessment | New Tools/New Applications | Observations and/or Survey |
|---|---|---|---|---|---|---|
| CHIASSON ET AL. | 2012 | X | X | |||
| GAUTHIER ET AL. | 2012 | X | ||||
| CHINNIAH | 2015 | X | ||||
| SAITO ET AL. | 2015 | X | X | |||
| FARINA ET AL. | 2015 | X | ||||
| POISSON AND CHINNIAH | 2015 | X | ||||
| JOCELYN ET AL. | 2016 | X | ||||
| ARONSON ET AL. | 2016 | X | ||||
| DŹWIAREK AND LATAŁA | 2016 | X | ||||
| ZHANG ET AL. | 2017 | X | ||||
| CHINNIAH ET AL. | 2017 | X | X | |||
| MACEK | 2017 | X | ||||
| JOCELYN ET AL. | 2018 | X | X | |||
| KARIMI ET AL. | 2018 | X | ||||
| GAUTHIER ET AL. | 2018 | X | X | |||
| TREMBLAY AND GAUTHIER | 2018 | X | ||||
| FENO ET AL. | 2018 | X | ||||
| CHINNIAH ET AL. | 2018 | X | X | |||
| KARIMI ET AL. | 2019 | X | ||||
| QIN ET AL. | 2019 | X | ||||
| DŹWIAREK | 2019 | X | ||||
| Y. CHENG ET AL. | 2019 | X | ||||
| CHINNIAH ET AL. | 2019 | X | ||||
| ROSOCHACKI | 2019 | X | ||||
| MAKHUTOV AND GADENIN | 2020 | X | ||||
| HOJO ET AL. | 2021 | X | ||||
| MA AND MAO | 2021 | X | ||||
| GALIK ET AL. | 2021 | X | ||||
| GAUTHIER ET AL. | 2021 | X | X | |||
| BURLET-VIENNEY ET AL. | 2021 | X | ||||
| HANNA ET AL. | 2022 | X | ||||
| VAVILIN | 2022 | X |
| Normative/Standards | Description | Who Should Use It? |
|---|---|---|
| ISO/IEC Guide 51: 2014 [21] | Outlines guidelines and suggestions for standards drafters on the inclusion of safety-related considerations in standards. Refers to any element of environment, property, or human safety, alone or in combination. | Drafters of standards |
| Machinery Directive 2006/42/EC | This regulation covers the following products: machinery, interchangeable equipment, lifting accessories, safety parts, chains, ropes, webbing, detachable mechanical transmission devices, and partially finished machinery. The Directive’s Annex I also outlines important health and safety laws that apply to the creation of machinery. | Machinery designers Manufacturers |
| ISO 10218 [17] | Part 1 outlines specifications and rules for the inherently safe design, safety precautions, and usage instructions for industrial robots. Part 2 explains the precautions that must be taken while integrating industrial robots and industrial robot systems. | Manufacturers End users of collaborative robots (cobots) |
| ISO/TS 15066 | Supplements the standards and instructions on operating collaborative industrial robots provided in ISO 10218-1 and ISO 10218-2 [17] by defining safety requirements for collaborative industrial robot systems and the workplace. | End users of collaborative robots (cobots) |
| ISO 10218 [17] | The first part of ISO 10218 [17] lays out specifications for the fundamentally safe design, safety precautions, and usage instructions for industrial robots. The safety criteria for the integration of industrial robots, industrial robot systems, and industrial robot cells are outlined in ISO 10218’s second section [17]. Along with providing standards to remove or significantly reduce the risks associated with these hazards, it also outlines the basic dangers and potentially dangerous circumstances connected to these systems. | Robot designers Manufacturers End users of collaborative robots (cobots) |
| ISO 9000 family [22] | Five quality management system (QMS) standards from the ISO 9000 [22] family enable companies to ensure that they accomplish the expectations of customers and other stakeholders while conforming to legislative and regulatory requirements for a given good or service. | Manufacturers |
| ISO 12100 [11] | In order to achieve safety in the design of machinery, ISO 12100:2010 [11] outlines fundamental terms, principles, and methodologies. It provides the fundamentals of risk assessment and risk mitigation to aid designers in accomplishing this goal. The design, use, occurrences, accidents, and hazards related to machinery are the foundation for these principles, which are founded on knowledge and experience. During pertinent periods of the machine life cycle, procedures are given for recognising hazards, estimating and evaluating risks, and eliminating or sufficiently reducing risks. Advice is provided regarding the risk assessment and reduction process being documented and verified. | Machinery designers |
| ISO 13849 [23] | Parts of machinery control systems that are involved with providing safety tasks are subject to ISO 13849 (called safety-related parts of a control system) [23]. The guideline consists of two parts. The first part of ISO 13849-1 [23], General Principles for Design, outlines safety criteria and recommendations for integrating safety-related components into control systems (hardware or software). The processes to be followed for validating by analysis or tests the safety functions of a system, the category attained, and the performance level achieved are outlined in ISO 13849-2 Part 2: Validation [23]. | Machinery designers |
| IEC 62061 [24] | The implementation of IEC/EN 61508 [25] for machinery is IEC/EN 62061 [24]. It offers specifications relevant to the system-level design of all types of electrical control systems for equipment safety and for the design of simple subsystems or devices. | Machinery designers |
| ISO 7010 [26] | ISO 7010 [26] specifies safety signs for emergency evacuation, fire protection, health hazard information, and accident prevention. Each safety sign is shaped and coloured by ISO 3864-1 [27], and the graphical symbols are created by ISO 3864-3 [27]. Therefore, this document suits any context where human safety issues must be considered. However, it does not apply to the signals used to direct traffic on roads, rivers, ships, and air, nor does it generally apply to any industry subject to regulations that may differ concerning any aspects of this document from the ISO 3864 series. | Facilities security managers |
| CSA Z432 [28] | CSA Z432 Safeguarding of Machinery contains guidance on selecting and using guards and safety devices to safeguard employees from risks connected with using mobile or stationary machinery [28]. | Machinery designers Manufacturers Maintenance personnel |
| ROHS_Quebec [29] | This regulation aims to set standards for items like sanitary facilities; ventilation; hygiene, sanitation, and cleanliness in establishments; area conditions, storage and handling of dangerous substances; tool and machine safety; specific high-risk tasks; and individual protective equipment to ensure the quality of the working environment, protect employees, and guarantee their physical and safety well-being. | Employers |
| CSA Z434 [30] | CSA Z434 [30] is the adoption of ISO Standard 10218 [17] with Canadian modifications. | Robot designers Manufacturers End users of collaborative robots (cobots) |
| Document | Topic | Number of Manufacturers |
|---|---|---|
| Internal document | Internal design guidelines | 14 |
| CSA Z432 [28] | General safety of machinery | 13 |
| ISO 12 100 [11] | General safety of machinery | 12 |
| ROHS [29] | OHS regulation | 10 |
| ISO 13849 [23] | Safety of control system | 9 |
| CSA Z434 [30] | Robot safety | 6 |
| Company | Sector | Size (Number of Employees) | Approximate Number of Machines/Equipment |
|---|---|---|---|
| 1 | Chemical | <100 | 125 |
| 2 | Manufacturing | <500 | 800 |
| 3 | Printing | <500 | 100 |
| 4 | Municipal | ≥500 | 5000 |
| 5 | Pulp and paper | <500 | 4000 |
| 6 | Aerospace | ≥500 | 1300 |
| Authors | Aim | Responders | Sample | Structure | Results |
|---|---|---|---|---|---|
| Chiasson et al., 2012 [7] | Collect opinions on different methods to determine risk factors. | Workstation employees | 516 workers | Not available | Different approaches analyse the same data in different ways. |
| Saito et al., 2015 [18] | Understand the use of industrial robots in Japanese workplaces. | Robot manufacturers and users | 36 robot manufacturers 14 robot users | 24 items (opinions on the regulations and ISO standards) | The implementation of collaborative robots in Japan is already occurring. Risk assessments are carried out, but data on accidents and incidents are not collected. |
| Farina et al., 2015 [43] | Self-assessment for companies. | Small companies | 103 companies | Not available | Meet the selection criteria of the study to conduct site visits. |
| Chinniah et al., 2017 [44] | Identify values for safe reduced speed, understand how and why it is used in the company | 1 manufacturing industry 1 pulp and paper sector 3 printing companies 3 food processing companies 1 horticulture and food processing company | 9 companies | Two parts: Part 1:
Part 2:
| Users occasionally modify machines to include reduced speed settings since designers and manufacturers leave them omitted. Almost every company replaced or removed guards and/or disabled protective devices. |
| Karimi et al., 2018 [38] | Understand the application of lockout procedures and other methods of control of hazardous energies in the selected companies. | 2 chemical industries 2 food industry 1 pulp and paper sector 2 plastic industries 1 fabrication sector 1 recycling sector 1 printing sector 1 horticulture and agriculture sector 1 aerospace sector 1 health service | 13 companies | Six items:
|
|
| Tremblay and Gauthier, 2018 [42] | Obtain non-medical managers’ and personnel’s perspectives on managing machinery risk. | Hospitals | 17 managers 17 workers | Structured around five risk management practices:
| Machine-related dangers are a problem in the hospital sector; yet, machinery protection is frequently inadequate. None of the facilities had any protocols for evaluating machine risk, a lockout/tagout programme, or a specific document outlining safety guidelines for dealing with machine threats. |
| Chinniah et al., 2018 [12] | Test potential flaws in six risk estimation tools. | Maintenance personnel or safety practitioners in businesses, industry associations occupational health and safety advisors, and engineers with expertise in machinery safety | 25 participants | Not available | Divergent outcomes can be amplified by architecture that places more emphasis on one parameter, which can also make the tool less capable of correctly classifying instances. In addition, it is challenging to discern between scenarios when architecture’s unequal risk level distribution is present, making users unhappy with the outcomes. |
| Gauthier et al., 2018 [13] | Test the impact of flaws disturbing the parameters used in risk estimation tools. | Maintenance personnel or safety practitioners in businesses, industry associations, occupational health and safety advisors, and engineers with expertise in machinery safety | 25 participants | Not available | In most cases, participants were able to link perceived difficulties with applying a parameter to the appropriate defect. The findings indicated that the impact of a parameter’s construction errors was not uniform. The probability of harm parameters appeared to be less solid than the severity of harm parameters. |
| Burlet-Vienney et al., 2021 [41] | Recognise how energy is controlled in the construction industry. | Electricians, pipefitters, refrigeration mechanics, and construction millwrights | 38 participants | Four sections:
| The primary concern in the construction industry is energy control, which mostly depends on the type of construction site. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Del Giudice, M.E.; Sharafkhani, M.; Di Nardo, M.; Murino, T.; Leva, M.C. Exploring Safety of Machineries and Training: An Overview of Current Literature Applied to Manufacturing Environments. Processes 2024, 12, 684. https://doi.org/10.3390/pr12040684
Del Giudice ME, Sharafkhani M, Di Nardo M, Murino T, Leva MC. Exploring Safety of Machineries and Training: An Overview of Current Literature Applied to Manufacturing Environments. Processes. 2024; 12(4):684. https://doi.org/10.3390/pr12040684
Chicago/Turabian StyleDel Giudice, Maria Elena, Mahnaz Sharafkhani, Mario Di Nardo, Teresa Murino, and Maria Chiara Leva. 2024. "Exploring Safety of Machineries and Training: An Overview of Current Literature Applied to Manufacturing Environments" Processes 12, no. 4: 684. https://doi.org/10.3390/pr12040684